Классификация резьбы
Таблица 1.2.1
1.2.1. Метрическая резьба
Метрическая резьба (см. табл.1.2.1) является основным типом крепежной резьбы. Профиль резьбы установлен ГОСТ 9150–81 и представляет собой равносторонний треугольник с углом профиля α = 60°. Профиль резьбы на стержне отличается от профиля резьбы в отверстии величиной притупления его вершин и впадин. Основными параметрами метрической резьбы являются: номинальный диаметр – d(D) и шаг резьбы – Р, устанавливаемые ГОСТ 8724–81.
По ГОСТ 8724–81 каждому номинальному размеру резьбы с крупным шагом соответствует несколько мелких шагов. Резьбы с мелким шагом применяются в тонкостенных соединениях для увеличения их герметичности, для осуществления регулировки в приборах точной механики и оптики, с целью увеличения сопротивляемости деталей самоотвинчиванию. В случае, если диаметры и шаги резьб не могут удовлетворить функциональным и конструктивным требованиям, введен СТ СЭВ 183–75 «Резьба метрическая для приборостроения».
В случае применения конической метрической (см. табл.1.2.1) резьбы с конусностью 1:16 профиль резьбы, диаметры, шаги и основные размеры установлены ГОСТ 25229–82. При соединении наружной конической резьбы с внутренней цилиндрической по ГОСТ 9150–81 должно обеспечиваться ввинчивание наружной конической резьбы на глубину не менее 0,8.
1.2.2. Дюймовая резьба
В настоящее время не существует стандарт, регламентирующий основные размеры дюймовой резьбы. Ранее существовавший ОСТ НКТП 1260 отменен, и применение дюймовой резьбы в новых разработках не допускается.
Дюймовая резьба применяется при ремонте оборудования, поскольку в эксплуатации находятся детали с дюймовой резьбой. Основные параметры дюймовой резьбы: наружный диаметр, выраженный в дюймах, и число шагов на дюйм длины нарезанной части детали.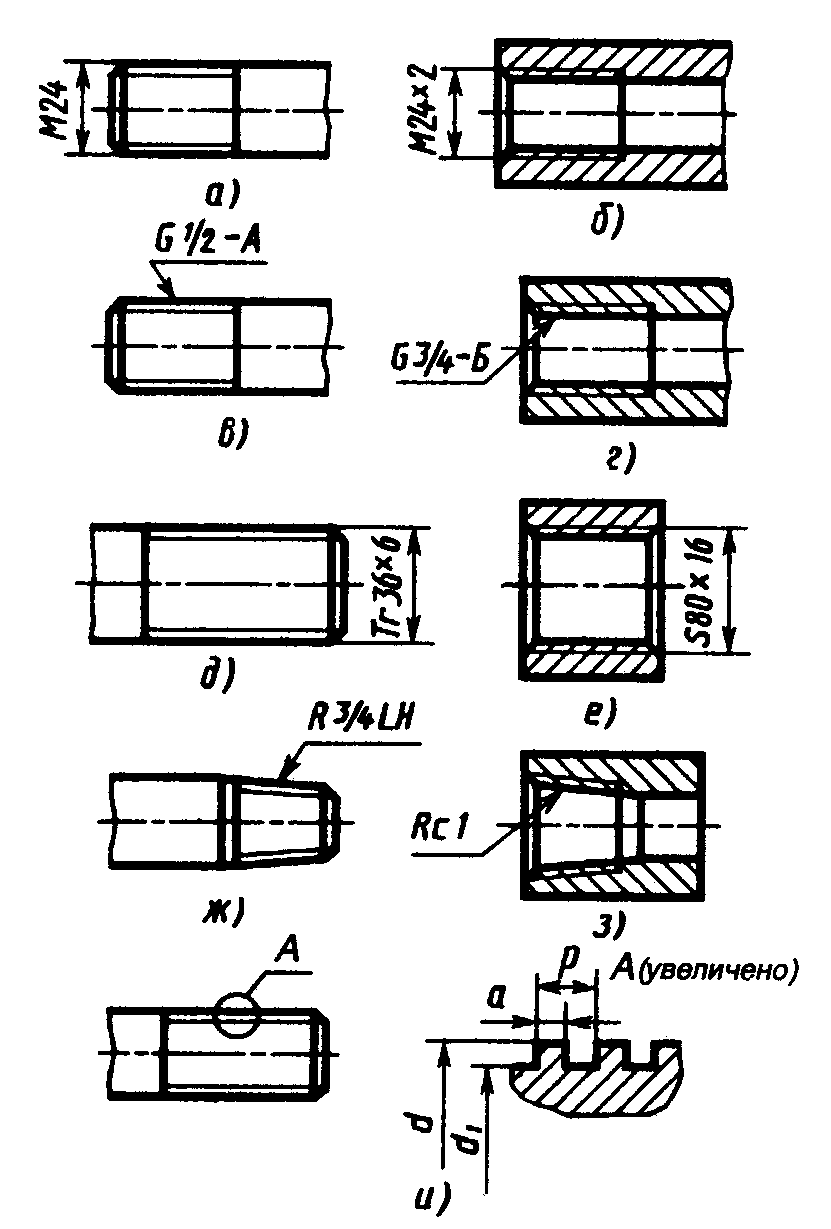
1.2.3. Трубная цилиндрическая резьба
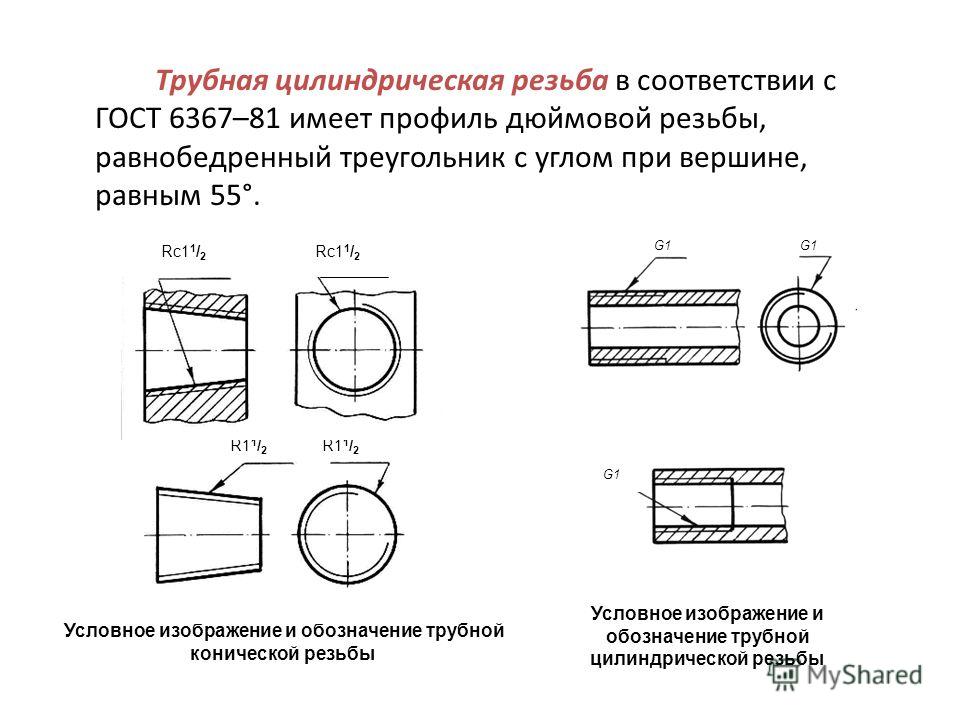
В соответствии с ГОСТ 6367–81 трубная цилиндрическая резьба имеет профиль дюймовой резьбы, т. е. равнобедренный треугольник с углом при вершине, равным 55° (см. табл.1.2.1).
Резьба стандартизована для диаметров от 1/16 » до 6″ при числе шагов zот 28 до 11. Номинальный размер резьбы условно отнесен к внутреннему диаметру трубы (к величине условного прохода). Так, резьба с номинальным диаметром 1 мм имеет диаметр условного прохода 25 мм, а наружный диаметр 33,249 мм.
Трубную резьбу применяют для соединения труб, а также тонкостенных деталей цилиндрической формы. Такого рода профиль (55°) рекомендуют при повышенных требованиях к плотности (непроницаемости) трубных соединений. Применяют трубную резьбу при соединении цилиндрической резьбы муфты с конической резьбой труб, так как в этом случае отпадает необходимость в различных уплотнениях.
1.2.4. Трубная коническая резьба
Параметры и размеры трубной конической резьбы определены ГОСТ 6211–81, в соответствии с которым профиль резьбы соответствует профилю дюймовой резьбы (см. табл.1.2.1). Резьба стандартизована для диаметров от 1/16″ до 6″ (в основной плоскости размеры резьбы соответствуют размерам трубной цилиндрической резьбы).
табл.1.2.1). Резьба стандартизована для диаметров от 1/16″ до 6″ (в основной плоскости размеры резьбы соответствуют размерам трубной цилиндрической резьбы).
Нарезаются резьбы на конусе с углом конусности j/2 = 1°47’24» (как и для метрической конической резьбы), что соответствует конусности 1:16.
Применяется резьба для резьбовых соединений топливных, масляных, водяных и воздушных трубопроводов машин и станков.
1.2.5. Трапецеидальная резьба
Трапецеидальная резьба имеет форму равнобокой трапеции с углом между боковыми сторонами, равным 30° (см. табл.1.2.1). Основные размеры диаметров и шагов трапецеидальной однозаходной резьбы для диаметров от 10 до 640 мм устанавливают ГОСТ 9481–81. Трапецеидальная резьба применяется для преобразования вращательного движения в поступательное при значительных нагрузках и может быть одно- и многозаходной (ГОСТ 24738–81 и 24739–81), а также правой и левой.
1.2.6. Упорная резьба
Упорная резьба, стандартизованная ГОСТ 24737–81, имеет профиль неравнобокой трапеции, одна из сторон которой наклонена к вертикали под углом 3°, т.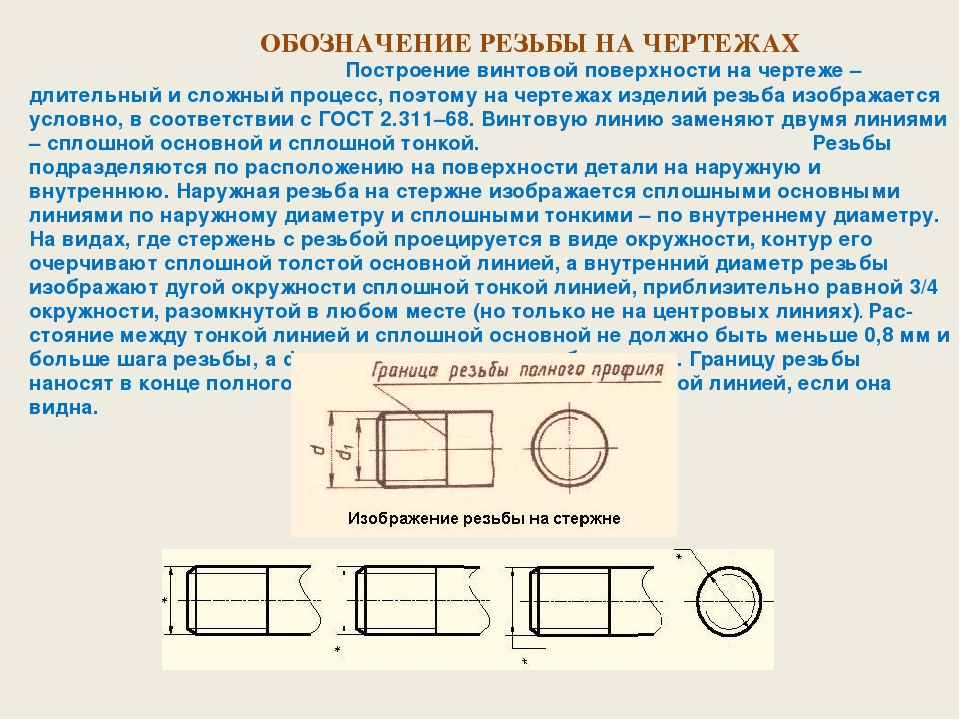 е. рабочая сторона профиля, а другая – под углом 30° (см. табл.1.2.1). Форма профиля и значение диаметров шагов для упорной однозаходной резьбы устанавливает ГОСТ 10177–82. Резьба стандартизована для диаметром от 10 до 600 мм с шагом от 2 до 24 мм и применяется при больших односторонних усилиях, действующих в осевом направлении.
е. рабочая сторона профиля, а другая – под углом 30° (см. табл.1.2.1). Форма профиля и значение диаметров шагов для упорной однозаходной резьбы устанавливает ГОСТ 10177–82. Резьба стандартизована для диаметром от 10 до 600 мм с шагом от 2 до 24 мм и применяется при больших односторонних усилиях, действующих в осевом направлении.
Круглая резьба стандартизована. Профиль круглой резьбы образован дугами, связанными между собой участками прямой линии. Угол между сторонами профиля α = 30° (см. табл.1.2.1). Резьба применяется ограниченно: для водопроводной арматуры, в отдельных случаях для крюков подъемных кранов, а также в условиях воздействия агрессивной среды.
1.2.8. Прямоугольная резьба
Прямоугольная резьба (см. табл.1.2.1) не стандартизована, так как наряду с преимуществами, заключающимися в более высоком коэффициенте полезного действия, чем у трапецеидальной резьбы, она менее прочна и сложнее в производстве.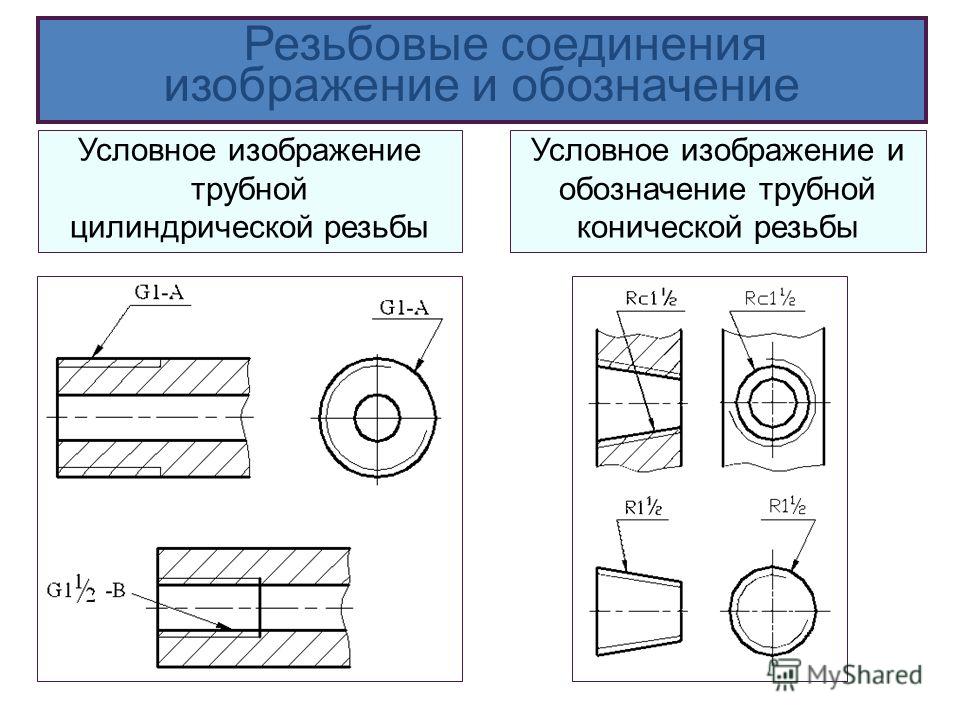 Применяется при изготовлении винтов, домкратов и ходовых винтов.
Применяется при изготовлении винтов, домкратов и ходовых винтов.
1.3. Условное изображение резьбы. ГОСТ 2.311–68
Построение винтовой поверхности на чертеже – длительный и сложный процесс, поэтому на чертежах изделий резьба изображается условно, в соответствии с ГОСТ 2.311–68. Винтовую линию заменяют двумя линиями – сплошной основной и сплошной тонкой.
Резьбы подразделяются по расположению на поверхности детали на наружную и внутреннюю.
1.3.1. Условное изображение резьбы на стержне
Рис.1.3.1.1
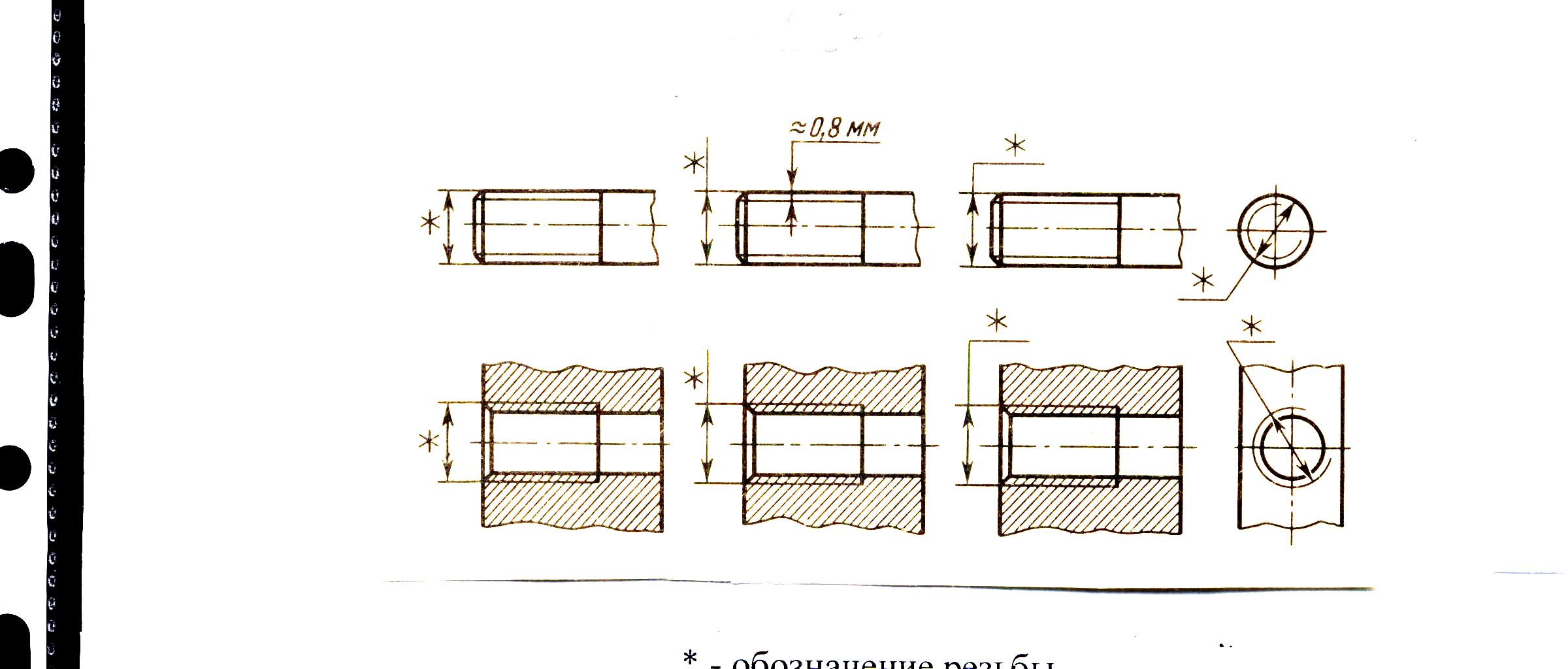
Наружная резьба на стержне (рис.1.3.1.1) изображается сплошными основными линиями по наружному диаметру и сплошными тонкими – по внутреннему диаметру, а на изображениях, полученных проецированием на плоскость, перпендикулярную оси стержня, тонкую линию проводят на 3/4 окружности, причем эта линия может быть разомкнута в любом месте (не допускается начинать сплошную тонкую линию и заканчивать ее на осевой линии). Расстояние между тонкой линией и сплошной основной не должно быть меньше 0,8 мм и больше шага резьбы, а фаска на этом виде не изображается.
Рис.1.3.1.2?
Из технологических соображений на части детали (стержня) может быть осуществлен недовод резьбы. Суммарно недовод резьбы и сбег представляют собой недорез резьбы (ГОСТ 10548–80). Размер длины резьбы указывается, как правило, без сбега.
1.3.2. Условное изображение резьбы в отверстии
Рис.1.3.2.1
Внутренняя резьба – изображается сплошной основной линией по внутреннему диаметру и сплошной тонкой – по наружному. Если при изображении глухого отверстия, конец резьбы располагается близко к его дну, то допускается изображать резьбу до конца отверстия. Резьбу с нестандартным профилем следует изображать.
1.3.3. Условное изображение резьбы в сборе
Рис.1.3.3.1
На разрезах резьбового соединения в изображении на плоскости, параллельной его оси в отверстии, показывают только ту часть резьбы, которая не закрыта резьбой стержня.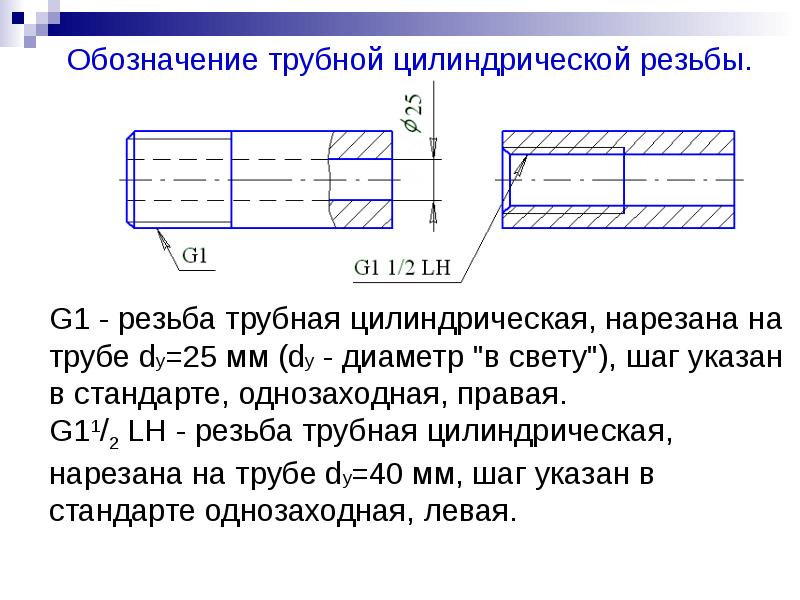
Штриховку в разрезах и сечениях проводят до сплошной основной линии, т.е. до наружного диаметра наружной резьбы и внутреннего диаметра внутренней.
1.4. Условное изображение резьб
Таблица 1.4.1
Для обозначения резьб пользуются стандартами на отдельные типы резьб. Для всех резьб, кроме конических и трубной цилиндрической, обозначения относятся к наружному диаметру и проставляются над размерной линией, на ее продолжении или на полке линии-выноски. Обозначения конических резьб и трубной цилиндрической наносят только на полке линии-выноски.
Метрическая резьба обозначается в соответствии с ГОСТ 9150–81.
Метрическая резьба подразделяется на резьбу с крупным шагом, обозначаемой буквой М с указанием номинального диаметра цилиндрической поверхности, на которой резьба выполнена, например М12, и резьбу с мелким шагом, обозначаемой указанием номинального диаметра, шага резьбы и поля допуска, например М24×2–6g или М12×1–6Н.
При обозначении левой резьбы после условного обозначения ставят LH.
Многозаходные резьбы обозначаются, например трех-заходная, М24×З(P1)LH, где М – тип резьбы, 24 – номинальный диаметр, 3 – ход резьбы, P1 – шаг резьбы. Приведенные обозначения левой и многозаходной резьб могут быть отнесены ко всем метрическим резьбам.
Метрическая коническая резьба обозначается в соответствии с ГОСТ 25229–82. В обозначение резьбы включаются буквы МК. Применяются соединения внутренней цилиндрической резьбы с резьбой наружной конической. Размеры элементов профиля конической и цилиндрической резьб принимаются по ГОСТ 9150–81. Соединение такого типа должно обеспечивать ввинчивание конической резьбы на глубину не менее 0,8l (где l – длина резьбы без сбега). Обозначение внутренней цилиндрической резьбы состоит из номинального диаметра, шага и номера стандарта (например: М20×1,5 ГОСТ 25229–82).
Рис.1.4.1
Соединение внутренней цилиндрической резьбы с наружной конической (рис.1. 4.1) обозначается дробью М/МК, номинальным диаметром, шагом и номером стандарта: М/МК 20×1,5LH ГОСТ 25229–82. При отсутствии особых требований к плотности соединений такого рода или при применении уплотнений для достижения герметичности таких соединений номер стандарта в обозначении соединений опускается, например: М/МК 20×1,5 LH.
4.1) обозначается дробью М/МК, номинальным диаметром, шагом и номером стандарта: М/МК 20×1,5LH ГОСТ 25229–82. При отсутствии особых требований к плотности соединений такого рода или при применении уплотнений для достижения герметичности таких соединений номер стандарта в обозначении соединений опускается, например: М/МК 20×1,5 LH.
Поле допуска среднего диаметра внутренней цилиндрической резьбы должно соответствовать 6Н по ГОСТ 16093–81, а предельное отклонение внутреннего диаметра и среза впадин внутренней цилиндрической резьбы принимается в пределах: верхнее предельное отклонение (+0,12) -г- (+0,15), а нижнее предельное отклонение равняется 0.
Трубная цилиндрическая резьба. Условное обозначение резьбы состоит из буквы G, обозначения размера резьбы, класса точности среднего диаметра (А или В). Для левой резьбы применяется условное обозначение LH. Например, G1½LH–В–40 длина свинчивания, указываемая при необходимости.
Соединение внутренней трубной цилиндрической резьбы класса точности А с наружной трубной конической резьбой по ГОСТ 6211–81 обозначается следующим образом: например, G/Rp–1½–А.
При обозначении посадок в числителе указывается класс точности внутренней резьбы, а в знаменателе — наружной. Например: G 1½–А/В.
Трубная коническая резьба. В обозначение резьбы входят буквы: R – для конической наружной резьбы, Rc – для конической внутренней резьбы, Rp – для цилиндрической внутренней резьбы и обозначение размера резьбы. Для левой резьбы добавляются буквы LH. Условный размер резьбы, а также ее диаметры, измеренные в основной плоскости, соответствуют параметрам трубной цилиндрической резьбы, имеющей тот же условный размер. Поэтому детали с трубной конической резьбой достаточно часто применяются в соединениях с деталями с трубной цилиндрической резьбой, что обеспечивает достаточно высокую герметичность соединений. Резьбовые соединения обозначаются в виде дроби, в числителе которой указывается буквенное обозначение внутренней резьбы, а в знаменателе – наружной. Пример обозначения:
G/R * 1½ — A
внутренняя трубная цилиндрическая резьба класса точности А по ГОСТ 6357–81.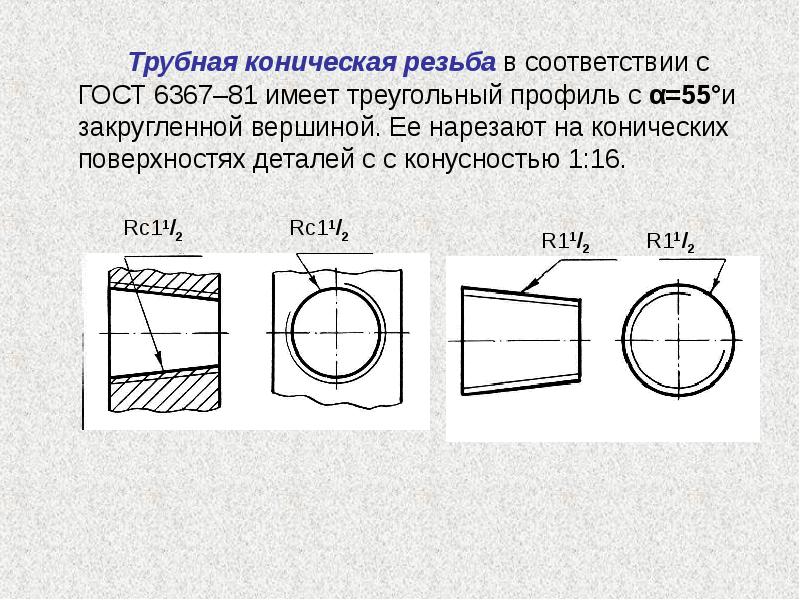
Трапецеидальная резьба. Условное обозначение трапецеидальной резьбы состоит из букв Тr, номинального диаметра, хода Рn и шага Р. Например: Tr20×4LH–8H, где LH – обозначение левой резьбы, 8Н – основное отклонение резьбы.
При необходимости вслед за основным отклонением резьбы указывается длина свинчивания L (в мм). Например: Тг40×6–8g–85; 85 – длина свинчивания.
Резьба упорная. Обозначение резьбы состоит из буквы S, номинального диаметра, шага и основного отклонения S80×10–8Н.
Для левой резьбы после условного обозначения резьбы указывают буквы LH.
Для многозаходной резьбы вводят дополнительно значение хода совместно с буквой Р и значение шага. Так, двухзаходная резьба с шагом 10 мм обозначается S80×2(P10).
Прямоугольная резьба не стандартизована. При изображении прямоугольной резьбы рекомендуется вычерчивать местный разрез, на котором проставляют необходимые размеры.
Специальные резьбы. Если резьба имеет стандартный профиль, но отличается от соответствующей стандартной резьбы диаметром или шагом, то резьба называется специальной. В этом случае к обозначению резьбы добавляется надпись Сп, а в обозначении резьбы указываются размеры наружного диаметра и шага резьбы, например: Сп.М19×1Д Резьба с нестандартным профилем изображается так, как это представлено в п.9 табл.1, с нанесением размеров, необходимых для изготовления резьбы.
В этом случае к обозначению резьбы добавляется надпись Сп, а в обозначении резьбы указываются размеры наружного диаметра и шага резьбы, например: Сп.М19×1Д Резьба с нестандартным профилем изображается так, как это представлено в п.9 табл.1, с нанесением размеров, необходимых для изготовления резьбы.
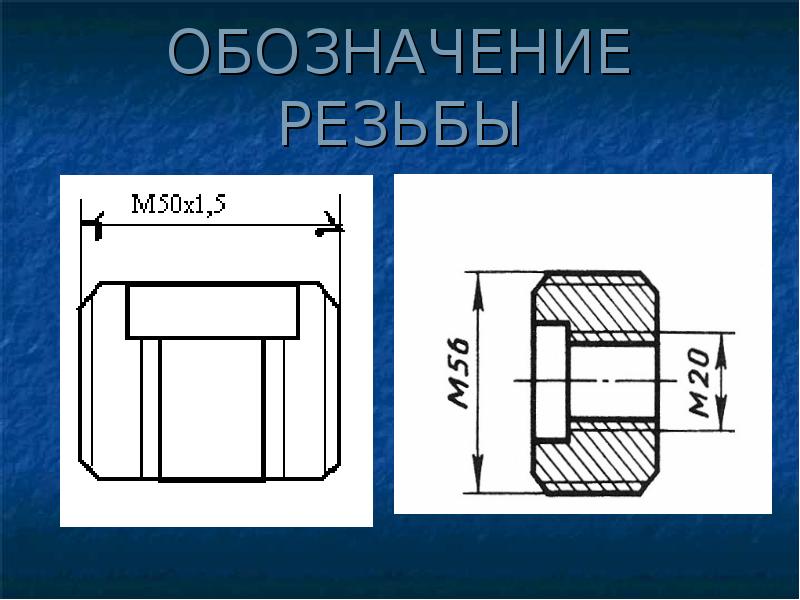
Обозначение резьбы
В обозначение метрической цилиндрической резьбы входят буква М и номинальный диаметр резьбы, причем крупный шаг не указывают: М5; М56. В обозначении резьбы с мелким шагом дополнительно указывают шаг резьбы М5×0,5; М56×2. В конце условного обозначения левой резьбы ставят буквы LH, например: М5LH; М56x2LH. В обозначении резьбы также указывают класс точности: М5-6g.
Резьба метрическая коническая
Метрическая коническая резьба обозначается буквами МК, например: МКx30; левая резьба МК30x2LH. В обозначении внутренней цилиндрической резьбы, свинчиваемой с конической, приводят номер стандарта конической резьбы М30×2 ГОСТ 25229-82.
Резьба трубная цилиндрическая
Условное обозначение резьбы состоит из буквы G, обозначения номинального диаметра резьбы в дюймах, и класса точности среднего диаметра. Для левой резьбы обозначение дополняется буквами LH. G1½ — В — резьба трубная цилиндрическая, номинальный диаметр 1½ дюйма, класс точности В. G1½ LH — В — резьба трубная цилиндрическая, номинальный диаметр 1½ дюйма, класс точности В, левая. Длину свинчивания указывают в миллиметрах после обозначения класса точности: G1½-В-40.
Резьба трубная коническая
Условное обозначение резьбы состоит из букв R, размера номинального диаметра в дюймах. Обозначение Rc используют для трубной конической внутренней резьбы. Условное обозначение левой резьбы дополняется буквами LH.
R1 ½ — наружная трубная коническая резьба, номинальный диаметр 1 ½ дюйма.
R1 ½ LH — наружная трубная коническая резьба, номинальный диаметр 1 ½ дюйма, левая.
Резьба трапецеидальная
Трапецеидальные резьбы обозначаются буквами Tr, затем указывают номинальный диаметр резьбы в миллиметрах, шаг резьбы (ход и шаг, если эта резьба многозаходная), направление резьбы (для правой резьбы не указывают, для левой буквами LH), и класс точности резьбы.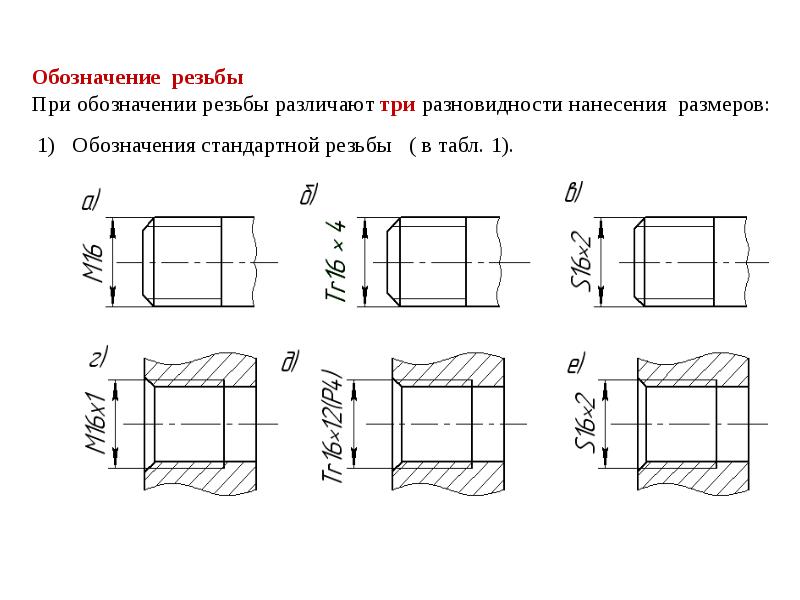
Tr 20×4 (Р2)- 8е — Резьба трапецеидальная, номинальный диаметр 20 мм, ход 4 мм, шаг 2 мм, двухзаходная, правая, класс точности 8е.
Tr 20×4 (Р2)LH- 8е — Резьба трапецеидальная, номинальный диаметр 20 мм, ход 4 мм, шаг 2 мм, двухзаходная, левая, класс точности 8е.
Tr 80×4 — 6h – резьба трапецеидальная, номинальный диаметр 80 мм, шаг 4 мм, правая, класс точности 6h.
Резьба упорная
Упорные резьбы обозначаются буквами S, затем указывают номинальный диаметр резьбы в миллиметрах, шаг резьбы (ход и шаг, если эта резьба многозаходная), направление резьбы (для правой резьбы не указывают, для левой буквами LH), и класс точности резьбы.
S100x60 (Р20) – 4H — резьба упорная, номинальный диаметр 100 мм, ход 60 мм, шаг 20 мм, трехзаходная, правая, класс точности 4Н.
S80x10 LH- 6е – резьба упорная, номинальный диаметр 80 мм, шаг 10 мм, левая, класс точности 6е.
Обозначаются на чертеже как и трапецеидальные резьбы, только со своим обозначением.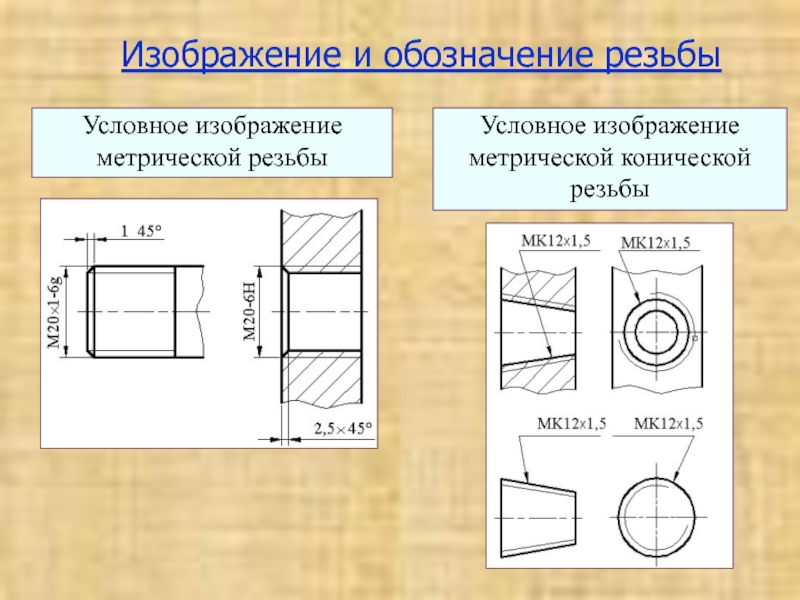
Размеры трубных и конических резьб, указываемые в обозначениях, являются условными, так как они в большинстве случаев относятся к внутренним диаметрам труб, а не к наружным диаметрам резьбы. Например, если в обозначении трубной цилиндрической резьбы стоит размер 2″ (2 дюйма), то наружный диаметр резьбы согласно стандарту на размеры трубных резьб будет равен 59,616 мм, при внутреннем диаметре трубы — 50 мм.
Резьба, изображение и обозначение резьб.
1. Виды резьб
Резьбы и резьбовые соединения широко распространены в технике. К их достоинствам относятся удобство сборки и разборки, простота изготовления.
Резьбы классифицируются по следующим признакам. В зависимости от формы поверхности, на которой нарезана резьба, они подразделяются на цилиндрические и конические.
По расположению на поверхности стержня или отверстия они подразделяются на наружные и внутренние.
В зависимости от формы профиля различают резьбы треугольного, прямоугольного, трапецеидального, круглого и других профилей.
По эксплуатационному назначению резьбы делятся на крепежные (метрические, дюймовые), крепежно-уплотнительные (трубные, конические) и ходовые (трапецеидальные, упорные, прямоугольные).
В соответствии с ГОСТ 11708-66 основные элементы и параметры резьбы имеют следующие определения.
Правая резьба образована контуром, вращающимся по часовой стрелке и перемещающимся вдоль оси в направлении от наблюдателя.
Левая резьба образована контуром, вращающимся против часовой стрелки и перемещающимся вдоль оси в направлении от наблюдателя.
Профиль резьбы — контур сечения резьбы в плоскости, проходящей через ее ось.
Угол профиля — угол между боковыми сторонами профиля.
Шаг резьбы P — расстояние между соседними одноименными боковыми
сторонами в направлении, параллельном оси резьбы.
Ход резьбы Ph — расстояние между ближайшими одноименными боковыми сторонами профиля, принадлежащими одной и той же винтовой поверхности, в направлении, параллельном оси резьбы. Ход резьбы — величина относительного осевого перемещения винта (гайки) за один оборот.
Ход резьбы — величина относительного осевого перемещения винта (гайки) за один оборот.
Между ходом резьбы Ph и шагом P существует зависимость: Ph = P • n,
где n — число заходов.
Так как в однозаходной резьбе n = 1, то Ph = P.
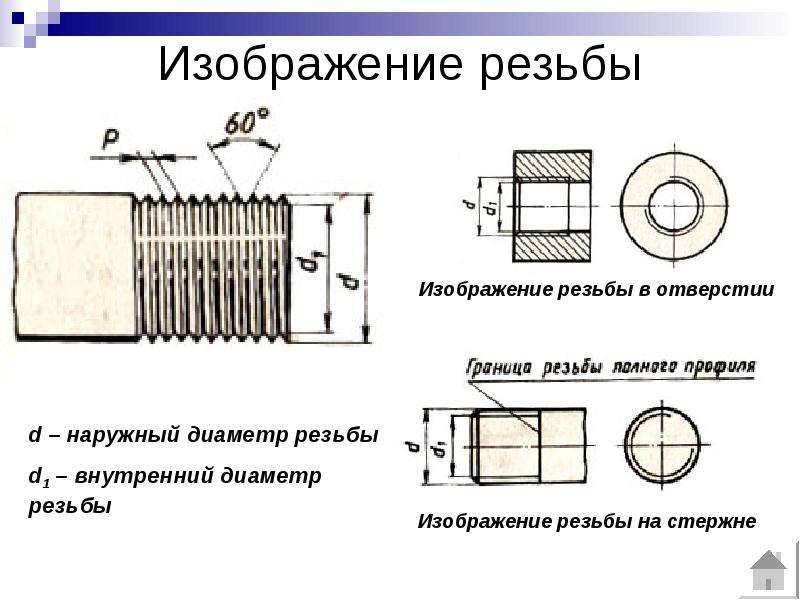
Наружный диаметр резьбы (d — для болта, D — для гайки) — диаметр воображаемого цилиндра, описанного вокруг вершин наружной резьбы или впадин внутренней резьбы.
2. Условное изображение резьбы
Правила изображения резьбы на чертежах устанавливает ГОСТ 13536-68. Все резьбы изображаются одинаково.
На стержне резьба (наружная) изображается сплошными основными, толстыми линиями — по наружному диаметру и тонкими линиями — по внутреннему (рис. 1, а). На виде, где стержень с резьбой проецируется в окружность, контур его вычерчивают сплошной толстой основной линией, а внутренний контур изображают дугой окружности, проведенной тонкой линией приблизительно на 3/4 окружности, у которой разрыв может располагаться в любом месте, но концы дуги не разрешается располагать на осях. Тонкую сплошную линию при изображении резьбы проводят на расстоянии не менее 0,8 мм от сплошной толстой основной линии и не более, чем на величину шага резьбы.
Тонкую сплошную линию при изображении резьбы проводят на расстоянии не менее 0,8 мм от сплошной толстой основной линии и не более, чем на величину шага резьбы.
Резьбу в отверстии в продольном разрезе изображают сплошными тонкими линиями по наружному диаметру и сплошными толстыми линиями по внутреннему диаметру. Границу резьбы показывают сплошной толстой основной линией (рис. 1, б).
На виде, где отверстие с резьбой проецируется в окружность, проводят по наружному диаметру резьбы тонкой линией дугу окружности, приблизительно равную 3/4 окружности, разомкнутую в любом месте (концы дуг не рекомендуется располагать на осях). Внутреннюю окружность, диаметр которой равен внутреннему диаметру резьбы, проводят сплошной толстой основной линией. Если отверстие с резьбой глухое, то его показывают так, как на рис. 1, б. Длина части глухого отверстия без резьбы на чертежах принимается равной половине наружного диаметра резьбы. Конец отверстия из-под сверла имеет форму конуса с углом при вершине, равным 1200.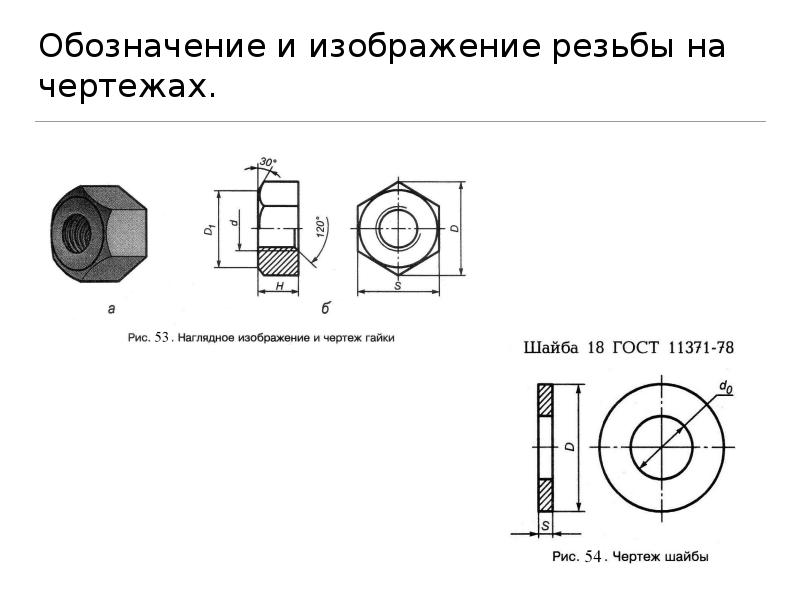 На чертежах величину этого угла не наносят.
На чертежах величину этого угла не наносят.
На чертежах, по которым резьбу не выполняют, конец глухого резьбового отверстия допускается изображать так, как на рис. 2.
Фаски на стержне с резьбой и в отверстии с резьбой, не имеющие специального конструктивного назначения на плоскости, перпендикулярной оси, условно не изображаются.
Чертеж резьбового соединения слагается из изображений составляющих его деталей. На рисунке 3 представлены две детали: стержень с резьбой и деталь с глухим резьбовым отверстием. На этом же рисунке детали показаны в соединении (в разрезе). Считается, что стержень с резьбой закрывает резьбу в отверстии, поэтому резьбу в отверстии показывают только там, где она не закрыта концом стержня. Сплошные толстые основные линии, соответствующие наружному диаметру резьбы на стержне, переходят в сплошные тонкие линии, соответствующие наружному диаметру резьбы в отверстии. И наоборот, сплошные тонкие линии, соответствующие внутреннему диаметру резьбы на стержне, переходят в сплошные толстые основные линии, соответствующие внутреннему диаметру резьбы в отверстии. Особое внимание следует обратить на штриховку: линии штриховки доходят до сплошных толстых основных линий как на стержне, так и в отверстии.
Особое внимание следует обратить на штриховку: линии штриховки доходят до сплошных толстых основных линий как на стержне, так и в отверстии.
Следует помнить, что хотя чертеж соединения (рис. 3) и содержит разрез, стержень с резьбой не заштрихован, т. к. секущая плоскость проходит вдоль сплошной (непустотелой) детали, которую разрезают, но не заштриховывают.
3. Обозначение резьб
Так как все резьбы на чертеже изображают одинаково, то тип резьбы и ее основные размеры указывают на чертежах особой надписью, называемой обозначением резьбы. Примеры условных обозначений резьб общего назначения приведены в табл. 1.
Однозаходные метрические резьбы при одном и том же наружном диаметре могут иметь несколько значений шага. Шаг с максимальным значением называется крупным, а остальные — мелкими. Выбор значения крупного шага производится из условия, чтобы угол подъема винтовой нитки был не больше 2030/. Крупный шаг в условном обозначении не указывается.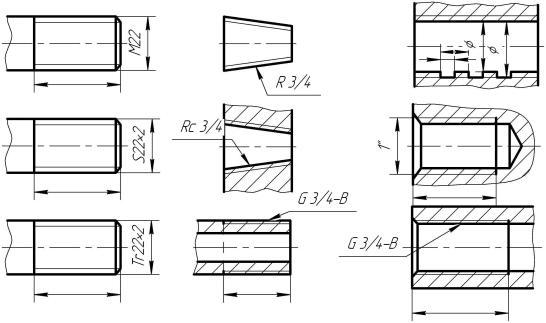
Левые резьбы обозначаются латинскими буквами LH. Например, М20¥1,5LH — резьба метрическая, диаметр 20 мм, шаг мелкий — 1,5 мм, левая.
На чертежах наносится обозначение резьб: метрической, трапецеидальной, упорной (рис. 4), трубной (рис. 5). Так как прямоугольная резьба нестандартная, то у нее нет обозначения. На чертеже эта резьба изображается так, как показано на рис. 6.
обозначение на чертежах, как делать монтаж обсадных изделий, накатку, какому госту должны соответствовать диаметр коммуникаций, применение резьбовых заглушек
В данной статье будут рассмотрены резьбы трубные, их основные характеристики, стандарты и нюансы нарезания резьбы.
В процессе монтажа водопровода, отопления и т.д. важное значение получает качество нарезанной резьбы, в первую очередь – ее соотношение с осью трубы. Например, труба с резьбой, сделанной на токарном станке, особенно при помощи резца, имеет соосность, приближенную к идеальной, что редко достигается при ручном нарезании резьбы плашкой.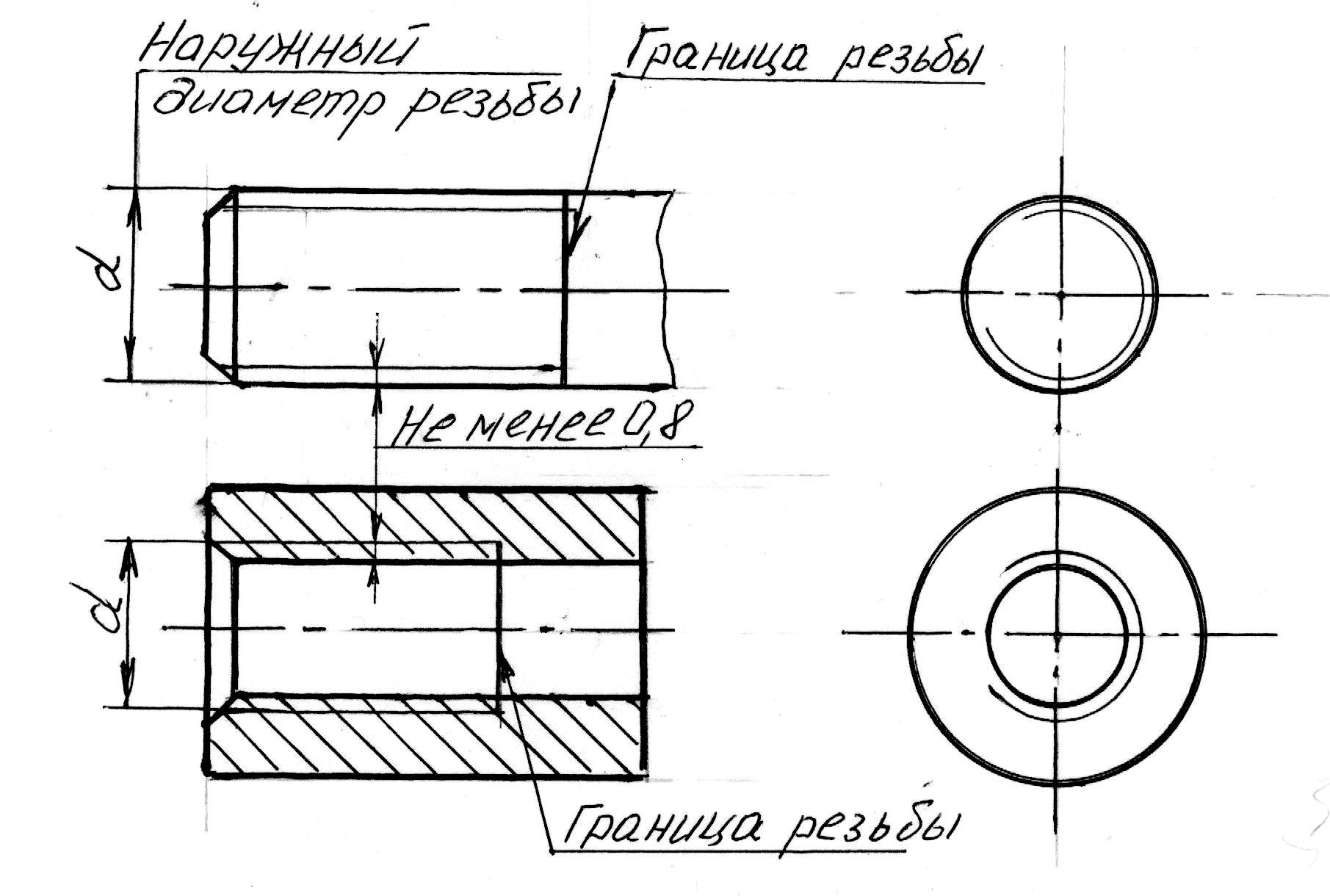
Труба обсадная с резьбой
Согласно справочников, резьба представляет собой винтовую канавку с постоянным сечением и шагом, нанесенную на поверхности деталей машин слабоконической или цилиндрической формы, таких как винты и болты, а также на соответствующих поверхностях деталей, соединяемых с ними – например, гайки.
В домашних условиях чаще всего применяется трубная цилиндрическая резьба, причем наравне с метрической в нашей стране повсеместно используется дюймовая резьба.
В случае метрической резьбы основные характеристики – это шаг (расстояние по оси детали между ближайшими впадинами или гребнями резьбы, выражаемое в мм) и диаметр, а в случае дюймовой – диаметр резьбы в дюймах или частях дюйма и количество нарезанных на длину одного дюйма ниток (витков).
Важно: 1 дюйм (1”) составляет 25,4 мм.
Обсадная труба с резьбой
В случае, когда применяется цилиндрическая резьба трубная гост допускает использование новой, нестандартной единицы измерения – трубного дюйма, равной 33,249 мм. Он появился путем добавления к внутреннему диаметру трубы (в дюймах) толщины обеих ее стенок. Таким образом в случае дюймовой трубы диаметр составляет 33,249 мм, полудюймовой трубы – 21,25 мм.
Он появился путем добавления к внутреннему диаметру трубы (в дюймах) толщины обеих ее стенок. Таким образом в случае дюймовой трубы диаметр составляет 33,249 мм, полудюймовой трубы – 21,25 мм.
Полезно: дюймовая резьба также отличается от метрической более острыми гребнями (впадинами) – 55° у дюймовой и 60° у метрической, а нитки резьбы обладают несколько закругленными вершинами.
Чаще всего применяется в быту резьба трубная 3 4 и 1/2, имеющая на дюйм 14 ниток с шагом резьбы в 1,814 мм. В случае труб с диаметрами 1, 1¼, 1½ и 2 дюйма количество ниток на один дюйм составляет 11 при шаге в 2,309 мм.
Полезно: при диаметре трубы от 1 до 6 дюймов трубные резьбы имеют также 11 ниток и шаг в 2,309 мм.
Шаг и тип резьбы можно определить с помощью инструмента, именуемого резьбомером, а также при помощи штангенциркуля или линейки. Шаг метрической резьбы определяют путем измерения расстояния между гребней нескольких ниток, после чего делят полученное значение на количество ниток. В случае дюймовой резьбы достаточно сосчитать количество ниток, умещающееся на 1 дюйме.
В случае дюймовой резьбы достаточно сосчитать количество ниток, умещающееся на 1 дюйме.
Стандарты трубных резьб
Трубная цилиндрическая резьба G
Пример трубной резьбы
Используемая в резьбовых цилиндрических соединениях и соединениях, где цилиндрическая внутренняя резьба соединяется с конической наружной цилиндрическая резьба для трубы (ГОСТ 6211-81).
Основой является резьба трубная – обозначение BSW, кроме того, данная резьба совместима с BSP.
Соответствует следующим стандартам:
- ГОСТ 6357-81 об основных нормах взаимозаменяемости для резьбы трубной цилиндрической;
- EN-10226;
- JIS B0202;
- DIN 259;
- ISOR228;
- BS 2779.
Представляет собой дюймовую резьбу, имеющую при вершине угол профиля в 55° и нарезаемую на трубах, размер которых не превышает 6″ (для труб выше 6″ производится сварка). Обозначение резьбы трубной согласно ГОСТ 6357-81: используется буква Gс числовым значением в дюймах условного прохода в трубе.
Трубная коническая резьба R
Пример конической трубной резьбы
Трубная коническая резьба, применяется для резьбовых конических соединений канализационных и водопроводных труб, а также для соединений конической наружной резьбой с цилиндрической внутренней резьбой согласно гост на трубную резьбу 6357-81. Основа – резьба BSW, также является совместимой с резьбой BSPT.
Соответствует стандартам:
- ГОСТ 6211-81 об основных нормах взаимозаменяемости для резьбы трубной конической;
- JIS B0203;
- ISO R7;
- BS 21;
- DIN 2999.
Представляет собой дюймовую резьбу, конусность которой составляет 1:16 при угле конуса в 3°34’48″ и угле профиля у вершины 55°. Обозначение трубной резьбы на чертежах: наружная резьба – буква R, внутренняя – Rc (согласно ГОСТ 6211-81), далее в числовом значении номинальный диаметр резьбы (дюймы), в случае если резьба левая – буквыLH. Пример: резьбу, номинальный диаметр которой составляет 1¼», обозначают: R 1¼».
Коническая резьба NPT
Пример резьбы NPTF
В случае конусной резьбы конусность равна 1:16, угол конуса составляет 3°34’48″, цилиндрическая резьба NPSсоответствует ANSI/ASME B1.20.1. Угол профиля у вершины равен 60°, высота профиля теоретическая Н=0,866025Р.
Соответствует гост резьба трубная дюймовая коническая, угол профиля которой равен 60° (6111-52). Согласно стандарту предусмотрены размеры резьбы, составляющие 1/16 – 24″.
Данная резьба на трубе обозначается символами MNPTв случае резьбы наружной или FNTP – в случае внутренней и числовым значением в дюймах диаметра резьбы номинального. Так, резьба внутренняя, номинальный диаметр которой равен ¼», будет обозначаться так: FNPT ¼».
Нарезание резьбы на трубы
Метчик для трубной конической резьбы
Рассмотрим, как выполняется накатка резьбы на трубу. В случае необходимости дополнительного отвода в водопроводной трубе (например – при подключении посудомоечной машины), возможно использование сварки, но можно воспользоваться и другим способом – заменой прямого участка трубы тройником. В тройник и будет вкручен отвод.
В тройник и будет вкручен отвод.
Важно: соединения при помощи резьбы являются более предпочтительными, чем сварные, поскольку в дальнейшем можно произвести демонтаж соединения, например – чтобы установить заглушки для труб резьбовые, а нарезка резьбы может быть выполнена даже при отсутствии нужных навыков.
Заглушки резьбовые для труб
Тем не менее в домашних условиях нечасто возникает необходимость в нарезке резьбы на трубе, поэтому вполне достаточно использовать для этих целей обычные слесарные тиски, вороток (плашкодержатель) и набор плашек к воротку. Диаметры и типы плашек могут различаться в зависимости от вида требуемой резьбы на трубе и ее диаметра.
Важно: следует помнить, что при соединении трубопроводов применяется дюймовая цилиндрическая резьба.
На торцах плашек имеются клейма, в которых имеется необходимая информация, в первую очередь – обозначение резьбы и марка стали, из которой данная плашка изготовлена:
- Буква «Л» в клейме означают плашку с левой резьбой;
- На марку стали следует обращать внимание в случае нарезания резьбы в нержавеющей стали высокой прочности.

При этом следует выбирать плашки Р18 (лучше – с маркировкой Р18Ф2, где «Ф» означает, что в инструментальной стали содержится легирующая добавка в виде ванадия до 2%). Можно также применять распространенную плашку с маркировкой Р9.
Различают также разрезные и неразрезные (цельные) плашки. Использование разрезных плашек позволяет нарезать резьбу на трубе более точно за счет неоднократного прохождения резьбы с корректированием ее диаметра при каждом проходе с помощью стопорного винта воротка.
Полезно: при серьезном выполнении монтажа трубопровода просто необходимыми являются разрезные плашки с соответствующими диаметрами, т.к. с их помощью может быть нарезана резьба, имеющая так называемый «сбег».
Наиболее распространенными считаются круглые плашки, но при ручном нарезании резьбы также иногда применяются и раздвижные плашки, закрепляемые в специальные косые клуппы с номерами 1-6
Несмотря на то, что нарезание резьбы на трубы в домашних условиях требуется очень редко, сталкиваться с ней приходится постоянно, поскольку конструкция практически любого сантехнического прибора содержит ту или иную резьбу.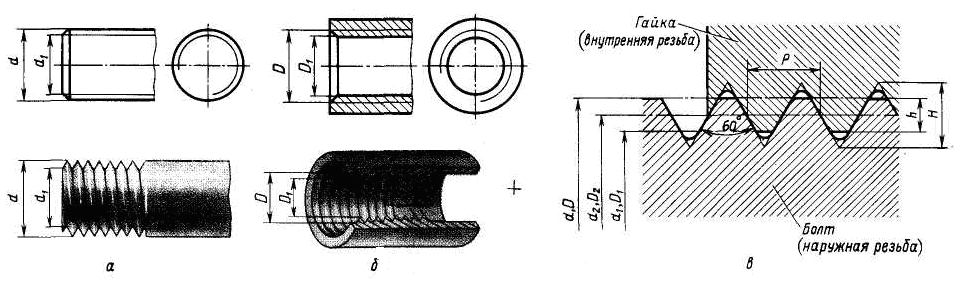 Кроме того, с помощью резьбовых соединений производится и подключение сантехнических элементов, соединение отдельных участков трубопровода и т.д.
Кроме того, с помощью резьбовых соединений производится и подключение сантехнических элементов, соединение отдельных участков трубопровода и т.д.
| Обозначение резьбы | Следует прочитать |
| Резьба метрическая с крупным шагом, наружный диаметр 30 мм, 3-го класса (степени) точности, правая | |
| Резьба метрическая с мелким шагом, наружный диаметр 24 мм, шаг 2 мм, 3-го класса (степени) точности, правая | |
| Резьба метрическая с крупным шагом, наружный диаметр 24 мм, 3-го класса (степени) точности, левая | |
| Резьба дюймовая, наружный диаметр 1″ (25,4 мм), правая | |
| Резьба трубная 1/4″ (41,9 мм), 3-го класса (степей и) точности, правая | |
| Резьба коническая дюймовая с углом профиля 60°, наружный диаметр 3/4″ (в основной плоскости 26,4 мм), правая | |
| Резьба коническая трубная, наружный диаметр 1/2″ (в основной плоскости 20,9 мм), левая | |
| Резьба трапецеидальная однозаходная, нормальная; наружный диаметр 40 мм, шаг 6 мм, правая | |
| Резьба упорная, нормальная, трехза ходная; наружный диаметр 70 мм, шаг 10 мм и ход З х 10 = 30 мм, левая | |
| Резьба специальная со стандартным профилем, метрическая, наружный диаметр 60 мму шаг 2,5 мм, правая | |
П р и м е ч а н и е. Для специальной резьбы со стандартным профилем условное обозначение для трапецеидального профиля Трап., для упорного Уn. Обозначение конических и трубной цилиндрической резьб, вследствие условного размера диаметра резьбы, наносятся на полке линии выноски (со стрелкой). Для специальной резьбы со стандартным профилем условное обозначение для трапецеидального профиля Трап., для упорного Уn. Обозначение конических и трубной цилиндрической резьб, вследствие условного размера диаметра резьбы, наносятся на полке линии выноски (со стрелкой). |
|
Назовите эту тему | Конструирование машин
Кратко:
- Микроинъекционное формование ориентировано на производство небольших высокоточных деталей и компонентов с микронными допусками.
- Дизайнеры, которые строго придерживаются набора правил, ограничивают свои собственные возможности и творческий потенциал.
- Понимание свойств материала и опыт подбора материала с соответствующей геометрией могут иметь решающее значение.
Скорость расширения миниатюрных высокоточных инженерных компонентов опровергает утверждение о том, что микролитье — это ниша.Спрос на носимые интеллектуальные устройства и имплантируемые датчики с небольшими компонентами с жесткими допусками не ослабевает.
Нигде это не проявляется более очевидно, чем в индустрии медицинского оборудования, где усилия по оптимизации форм-факторов — меньших, более быстрых, дешевых — ограничиваются только способностью к инновациям. Системы доставки лекарств, системы доставки медикаментов, микрофлюидики и электронные компоненты — это лишь малая часть примеров.
В то время как литье под давлением — это процесс производства деталей путем впрыскивания расплавленного материала в форму, микролитьевое формование фокусируется на производстве небольших высокоточных деталей и компонентов с микронными допусками.В обоих случаях процесс включает нагнетание расплавленного пластика в полости стальной формы. После охлаждения детали выталкиваются.
Аарон Джонсон, вице-президент по маркетингу и стратегии работы с клиентами в Accumold, излагает критерии успешных применений микролитья. Accumold
Микроформование под давлением также обеспечивает высокий уровень настройки и сложности, что делает его подходящим для специализированных и миниатюрных форм. применения в медицинских устройствах и автомобильной промышленности, где производители должны производить миллионы деталей с неизменным уровнем качества, точности и надежности.
применения в медицинских устройствах и автомобильной промышленности, где производители должны производить миллионы деталей с неизменным уровнем качества, точности и надежности.
В основе успешного проектирования микролитых компонентов и деталей лежит четкое понимание заявленных и неустановленных потребностей конечного пользователя. Это связано с тем, что производство компонентов и устройств на основе проектных параметров для небольших или микродеталей сопряжено с уникальным набором проблем и возможностей, которые обычно не связаны с традиционными методами литья под давлением, утверждает Аарон Джонсон, вице-президент по маркетингу и стратегии работы с клиентами в Accumold. во время презентации 30 ноября Virtual Engineering Week.
Его работодатель, Accumold, предлагает оснастку, формование, упаковку и метрологию. Компания работает на территории кампуса площадью 15 акров недалеко от Де-Мойна, штат Айова, где на ее территории с климат-контролем находится пять чистых комнат. Производимые здесь детали и компоненты обычно измеряются в микронах; они варьируются от микрооптических формованных линз и небольших расширителей зрачков формы до шестерен микротора и микролитых шестерен, а также некоторых с микрочастицами, которые могут быть отформованы внутри и вокруг существующих компонентов.
Микро-литье под давлением подходит для деталей, которые спроектированы с массой менее миллиграмма и размером менее 1 мм. Accumold
По мнению Джонсона, компонент или производственная деталь, которая весит менее грамма, считается кандидатом для микролитья и может быть дополнительно определен по трем критериям:
- Размер: «Работа с деталями, размер которых во многих случаях меньше сантиметра».
- Микро-характеристики: «Это относится к немного более крупным деталям с микрочипами.Иногда мы производим большую деталь, которая может достигать трех, четырех или пяти сантиметров, но в ней есть микрофлюидные каналы длиной 100 микрон, глубиной или шириной ».
- Допуск: «Это когда позиционные или геометрические допуски должны быть относительно идеальными; мы говорим о микрометрах ».
Посредством серии тематических исследований его презентация показала, как знание материалов, знания в области обработки, допуски на размеры, тонкие стенки, скорость впрыска и сборка повлияли на процесс микропроизводства (DfMM) до того, как можно будет производить компоненты.
Джонсон отметил, что инженеры-конструкторы часто могут проектировать инновационные продукты на экране, но это не обязательно переводится в процесс формования. «Дизайн в микромасштабе требует особого внимания к тому, что в противном случае могло бы не иметь большого значения для более крупных деталей», — сказал он. «Вы можете проектировать в САПР вещи, которые нельзя слепить».
Его коллеги могут согласиться. «Некоторые законы физики, такие как электростатическая индукция, трибоэлектрический эффект и закон Ленца, могут заставить очень небольшую часть не идти туда, куда нам нужно, в частности, вниз на землю под действием силы тяжести», — писал его коллега Рон Байотто в блог компании.
Маленькие компоненты слухового аппарата.Accumold
Выбросьте традиционные правила
Часто задаваемый вопрос о микролитье заключается в том, есть ли в нем какие-либо рекомендации по микролитью. Общие рекомендации могут включать следующие правила:
- Тонкие стенки должны быть толщиной 0,004 дюйма (0,1 мм) или больше, и особое внимание следует уделять переходам от толстой к тонкой стенке, а также к толщине стенки.
 единообразие.
единообразие. - Соотношение сторон примерно 6: 1 (хотя это сильно зависит от материала).
- Ворота могут иметь размер 0,1 мм, а выталкивающие штифты — 0,25 мм.
- Также важно понимать, как степень усадки повлияет на деталь, и знать о несовпадении линий разъема.
Но Джонсон отметил, что предоставление набора правил может быть ограничивающим, особенно когда правила основаны на принципах, предназначенных для традиционного литья под давлением. «Руководящие принципы нарушаются, когда вы начинаете раздвигать границы», — сказал он. «Я спросил одного из наших менеджеров по технологиям, который работает здесь почти 35 лет:« Каковы ваши рекомендации по поводу соотношения сторон изображения? »Первоначально он сказал мне шесть к одному.Тогда вы могли бы подтолкнуть его, и он мог сказать 10 к одному или восемь к одному — где-то в этом мире ».
В результате, по словам Джонсона, проектирование микроформованных компонентов носит ситуативный характер, и дизайнеры, которые строго связаны набором правил, ограничивают свои собственные возможности и творческий потенциал, что ограничивает результаты. По его словам, стоит отметить одно правило дизайна микролитья: «Начните со своего идеала… на самом деле все сводится к тому, чего вы в конечном итоге пытаетесь достичь».
По его словам, стоит отметить одно правило дизайна микролитья: «Начните со своего идеала… на самом деле все сводится к тому, чего вы в конечном итоге пытаетесь достичь».
Невероятно точное микролитье позволяет изготовить эту деталь, микролитую шестерню ротора с 18 зубьями вокруг.Диаметр 092 дюйма (2,3 мм) и допуск на концентричность из 0,0005 (13 мкм). Accumold
Переменные и компромиссы
По словам Джонсона, компания OEMS, заинтересованная в приобретении микрочастиц компонентов, имеет тенденцию к проблемам точки, которые вращаются вокруг двух аспектов: геометрии и масштаба.
С точки зрения геометрии, проектировщики должны задать основные вопросы о механических потребностях: является ли конструкция формуемой? Может ли конструкция соответствовать допускам? Есть ли способ открыть и закрыть или извлечь компонент из формы? «Иногда возникает мнение, что из-за того, что он маленький, ему не нужны некоторые из этих [параметров], и тем не менее традиционные правила литья под давлением все еще применяются», — сказал Джонсон.
Материалу присущи некоторые механические свойства, которые обычно являются отправной точкой для проектирования, сказал Джонсон. При выборе материала важными факторами являются такие критерии, как биосовместимость, отклонение тепла, характер износа или гибкость. Accumold работает с обычными термопластическими материалами, включая PEEK, Ultem, нейлон со стекловолокном и другие материалы медицинского назначения и ослабленные материалы.
Когда клиент указывает конкретный материал для соответствия условиям окружающей среды, геометрию необходимо будет адаптировать в соответствии с этим выбором.По словам Джонсона, в некоторых случаях технологические свойства материала могут повлиять на успех проекта.
Рассмотрим в качестве примера PEEK (полиэфирэфиркетон). Этот материал, обычно используемый в имплантируемых устройствах, на 30% армирован стекловолокном и гранулирован для литья под давлением. Обратной стороной его использования является то, что он не может заполнять ультратонкие области.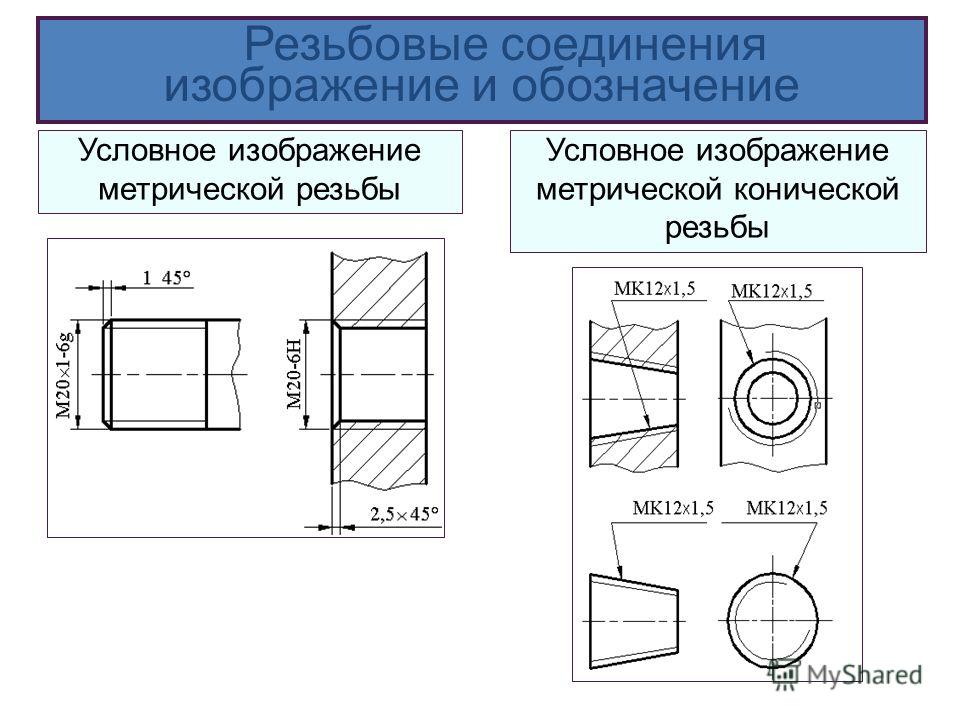 То же самое относится и к Ultem, еще одному прочному термопласту, используемому в микрооптике, а также в аэрокосмической и автомобильной промышленности.
То же самое относится и к Ultem, еще одному прочному термопласту, используемому в микрооптике, а также в аэрокосмической и автомобильной промышленности.
Производство деталей самого высокого качества требует понимания потенциальных недостатков, которые могут повлиять на их применение, сказал Джонсон. Эти детали должны быть частью процесса проектирования микролитья (DfMM) в начале каждого проекта. По сути, в Accumold процесс DfMM включает в себя соединение клиента с инженером проекта, проектировщиком пресс-форм и инженером по качеству, которые проводят клиентов по этапам процесса. По его словам, значительное количество времени уходит на предварительную обработку проектов, чтобы полностью понять потребности и требования клиентов.
Accumold также связывает клиентов и поставщиков смол, чтобы они могли исследовать различные материалы, которые могут соответствовать требованиям уникального компонента. «Наша цель — предоставить клиентам компоненты, готовые к изготовлению», — сказал он.
И, вместо того, чтобы отказываться от идеи, которая кажется слишком сложной, Джонсон советует обсудить ее с опытным специалистом по микропрессовке. По его словам, понимание свойств материала и опыт подбора материала с соответствующей геометрией могут иметь решающее значение.
Создание резьбы NPT в SOLIDWORKS с помощью инструмента Hole Wizard
Национальный конус трубной резьбы, обычно известный как NPT, — это стандарт США для конической резьбы, используемой на резьбовых трубах и фитингах. Этот стандарт широко используется по всей Северной Америке. Размеры трубной резьбы обычно основаны на внутреннем диаметре (ID) или величине потока. Способ определения размера NPT — это номинальный внутренний диаметр и количество витков резьбы на дюйм. Например, если у нас есть 1 / 4-18 NPT, это означает, что это внутренний диаметр 1/4 дюйма и 18 ниток на дюйм.Если LH добавлен в конец, это означает, что труба имеет левую резьбу.
Поскольку я живу в районе Канады, который очень активно участвует в нефтегазовой отрасли, я постоянно говорю о фитингах NPT, и меня всегда спрашивают, как найти резьбу NPT в SOLIDWORKS. К счастью, функция Hole Wizard в SOLIDWORKS уже имеет указанную библиотеку размеров NPT, и нам просто нужно искать в нужном месте!
К счастью, функция Hole Wizard в SOLIDWORKS уже имеет указанную библиотеку размеров NPT, и нам просто нужно искать в нужном месте!
Использование инструмента «Отверстие под крепление»
После открытия инструмента «Отверстие под крепление» выберите параметр «Конический метчик» в разделе «Тип отверстия».Установите стандарт на дюймовые размеры ANSI, установите для параметра Тип значение Отвод для труб с коническим отводом и в характеристиках отверстия выберите нужный размер в дюймах.
Следующим шагом является конечное условие, которое определяет общую длину резьбы, ее можно оставить как значение по умолчанию или настроить на определенное расстояние. Другой вариант, который можно проверить, — это косметическая ветка в меню «Параметры». Может быть установлен с или без обозначения потока.
Если выбран параметр «С обозначением резьбы», конкретное обозначение резьбы можно настроить или оставить по умолчанию.Нажмите OK, чтобы принять функцию Hole Wizard. Чтобы отредактировать выноску, щелкните правой кнопкой мыши и отредактируйте элемент резьбы отверстия, встроенный в элемент Hole Wizard.
Чтобы отредактировать выноску, щелкните правой кнопкой мыши и отредактируйте элемент резьбы отверстия, встроенный в элемент Hole Wizard.
В нижней части окна PropertyManager Резьбы отверстия текст можно отредактировать в любое примечание, а затем можно автоматически импортировать в 2D-чертеж модели.
Использование палитры видов
После создания двухмерного чертежа вид можно перетащить в чертеж с помощью палитры видов, расположенной на панели задач в правой части пользовательского интерфейса.При включенной опции «Импортировать аннотации» упомянутая выше выноска потока будет отображаться вместе с видом по мере ее перетаскивания в чертеж.
Если обозначение резьбы не указано, можно использовать другую альтернативу для отображения размера резьбы NPT на чертеже. После того, как желаемые виды были добавлены к чертежу, либо используйте элементы модели и отметьте «Обозначение отверстия», либо используйте функцию обозначения отверстия, расположенную на вкладке «Аннотации» вашего чертежа.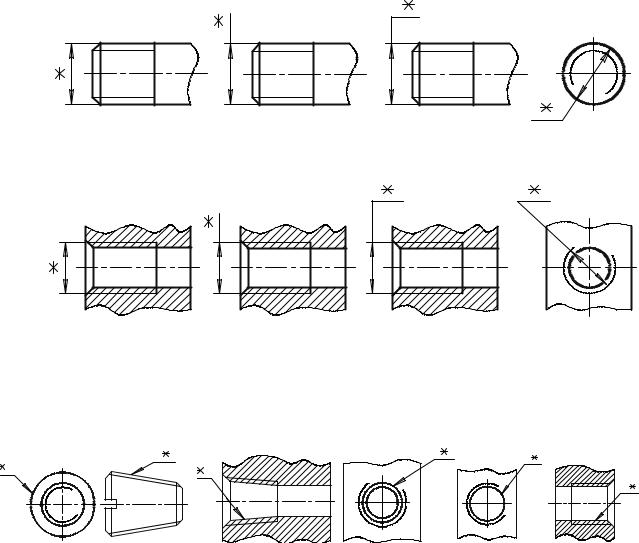 Элемент «Обозначение отверстия» использует геометрию и информацию из «Отверстия» для отображения размера.Если с помощью этого метода отображается размер резьбы, вы можете заметить, что в приведенном ниже примере отображается внутренний диаметр сквозного отверстия, а также размер NPT.
Элемент «Обозначение отверстия» использует геометрию и информацию из «Отверстия» для отображения размера.Если с помощью этого метода отображается размер резьбы, вы можете заметить, что в приведенном ниже примере отображается внутренний диаметр сквозного отверстия, а также размер NPT.
Надеюсь, эта информация была полезной и, надеюсь, пригодится тем из вас, кто ищет ответ!
Чтобы получить дополнительную информацию о советах по SOLIDWORKS или задать вопросы, свяжитесь с нами в Hawk Ridge Systems сегодня. Спасибо за чтение!
Общее описание шпилек и шестигранных болтов, используемых в нефтехимической промышленности для фланцевых соединений
Типы болтов
В нефтехимической промышленности для фланцевых соединений используются шпильки и шестигранные болты.Шпилька представляет собой стержень с резьбой с 2 тяжелыми шестигранными гайками, а шестигранный болт имеет головку с одной гайкой. Гайки и голова шестигранные.
Болты шпильки общие
Количество болтов для фланцевого соединения будет определяться количеством отверстий для болтов во фланце, диаметр и длина болтов зависят от типа фланца и класса давления фланца.
Длина шпильки определяется стандартом ASME B16.5. Длина в дюймах равна эффективной длине резьбы, измеренной параллельно оси, от первой до первой резьбы без фаски (точек).Первая резьба определяется как пересечение большого диаметра резьбы с основанием острия.
Примечания:
- Длина метрических шпилек, измеренная параллельно оси, представляет собой расстояние от каждой шпильки, включая острие.
- Чтобы можно было использовать гидравлическое натяжное оборудование, шпильки большего размера часто должны быть на один диаметр больше, чем «стандартные». Эти болты должны иметь пластиковую торцевую защиту.
Резьба шпилек
Резьба болтов определена в ASME B1.1 Унифицированная дюймовая резьба (форма резьбы UN и UNR). Самая распространенная резьба — симметричная форма с V-образным профилем. Включенный угол составляет 60 °. Эта форма широко используется в форме унифицированной резьбы (UN, UNC, UNF, UNRC, UNRF) как ISO / метрическая резьба.
Преимущество симметричной резьбы в том, что ее легче производить и проверять по сравнению с несимметричной резьбой. Обычно они используются в застежках общего назначения.
Обозначения крышки серии резьбы для комбинаций диаметра / шага, которые измеряются числом витков резьбы на дюйм (TPI), применяемым к одному диаметру.
Стандартный шаг резьбы
- Серия с крупной резьбой (UNC / UNRC) — это наиболее широко используемая система резьбы, которая применяется в большинстве винтов, болтов и гаек. Крупная резьба используется для резьбы в материалах с низкой прочностью, таких как железо, низкоуглеродистая сталь, медь и более мягкий сплав, алюминий и т. Д. Крупная резьба также более терпима в неблагоприятных условиях и способствует быстрой сборке. Серия
- с мелкой резьбой (UNF / UNRF) обычно используется в точных приложениях и там, где требуется более высокий предел прочности на разрыв, чем серия с крупной резьбой.
- 8 — Серия резьбы (8UN) — это указанный метод формирования резьбы для нескольких стандартов ASTM, включая A193 B7, A193 B8 / B8M и A320.
 Эта серия в основном используется для диаметров от одного дюйма и выше.
Эта серия в основном используется для диаметров от одного дюйма и выше.
Гайки шестигранные
Шестигранные гайки (размерные данные) определены в ASME B18.2.2, и даже как болты с резьбой в ASME B1.1. В зависимости от требований заказчика гайки должны иметь оба участка со скошенными кромками или иметь с одной стороны шайбу.
Размеры вышеуказанных гаек можно найти на странице «Тяжелые шестигранные гайки» этого веб-сайта.
Высота гайки для шпильки такая же, как диаметр резьбового стержня
Материалы для шпилек
Размеры шпилек определены в стандарте ASME B16.5. Качество материала для шпилек определяется в различных стандартах ASTM и обозначается классом. Часто используются марки A193 для резьбовых стержней и A194 для гаек.
ASTM A193 распространяется на болтовые соединения из сплавов и нержавеющей стали для сосудов высокого давления, клапанов, фланцев и фитингов для работы при высоких температурах или высоких давлениях или для других приложений специального назначения.
ASTM A194 охватывает различные гайки из углеродистой, легированной, мартенситной и аустенитной нержавеющей стали. Эти гайки предназначены для работы в условиях высокого давления или высоких температур, либо того и другого.
Маркировка шпилек
Резьбовые стержни и гайки должны быть помечены производителем уникальным идентификатором, позволяющим идентифицировать производителя или дистрибьютора с частной торговой маркой, в зависимости от ситуации. Ниже приведены примеры ASTM.
Марки шпилек
Ниже приведена таблица с материалами и марками для фланцев, резьбовых стержней (болтов) и гаек, упорядоченными по расчетной температуре, фланцам, резьбовым стержням и рекомендуемым гайкам.
| КОНСТРУКЦИЯ ТЕМП. | ФЛАНЦЫ | МАРКА ШТАНГИ РЕЗЬБОВЫЕ | СОРТА ОРЕХИ |
| от -195 до 102 ° C | ASTM A182 Gr. F304, F304L, F316, F316L, F321, F347 | A320 Gr. B8 Class2 B8 Class2 | A194 Марка 8A |
| от -101 ° до -47 ° C | ASTM A350 Gr.LF3 | A320 Gr.L7 | A194 Gr.7 |
| от -46 ° до -30 ° C | ASTM A350 Gr.LF2 | A320 Gr.L7 | A194 Gr.7 |
| от -29 ° до 427 ° C | ASTM A105 | A193 Gr.B7 | A194 Марка 2H |
| 428 до 537 ° C | ASTM A182 Gr.F11, F22 | A193 Gr.B16 | A194 Марка 2H |
| От 538 ° до 648 ° C | ASTM A182 Gr.F11, F22 | A193 Gr.B8 Class1 | A194 Марка 8A |
| от 649 до 815 ° C | ASTM A182 Gr.F304H, F316H | A193 Gr.B8 Class1 | A194 Марка 8A |
| КОНСТРУКЦИЯ ТЕМП. | ФЛГ | МАРКА ШТАНГИ РЕЗЬБОВЫЕ | СОРТА ОРЕХИ |
Примечание. Материалы в приведенной выше таблице предназначены для ознакомления.
Замечание (а) автора …
Неправильное фланцевое соединение — болты слишком короткие!
Что ты умеешь?
- На рисунке показан фланец, неправильно закрепленный болтами, потому что два болта слишком короткие, а гайки не полностью прилегают к болтам.Это означает, что соединение может быть не таким прочным, как должно быть. Фланцы сконструированы таким образом, что вся комбинация гайка-болт выдерживает усилия, действующие на фланец. Если гайка навинчена на болт только частично, соединение может быть недостаточно прочным.
- Если ваша работа включает сборку оборудования, сборку фланцевых труб, привинчивание крышек люков или других болтовых соединений к оборудованию или сборку другого оборудования, помните, что работа не будет завершена, пока все болты не будут правильно установлены и затянуты.
- Некоторое оборудование требует специальных процедур затяжки болтов. Например, вам может потребоваться динамометрический ключ, чтобы правильно затянуть болты в соответствии со спецификацией, или затянуть болты в особом порядке.
 Убедитесь, что вы следуете правильной процедуре, используете правильные инструменты и что вы должным образом обучены процедуре сборки оборудования.
Убедитесь, что вы следуете правильной процедуре, используете правильные инструменты и что вы должным образом обучены процедуре сборки оборудования. - Проверяйте трубы и оборудование на предмет правильно закрепленных болтов фланцев в рамках проверок безопасности вашего предприятия. В качестве простого руководства, болты, которые не выходят за пределы гаек, должны быть проверены мастером или инженером по трубопроводам.
- Если вы заметите на своем заводе неправильно закрепленные фланцы, сообщите о них, чтобы их можно было отремонтировать, и убедитесь, что требуемый ремонт завершен.
- Перед запуском осмотрите новое оборудование или оборудование, которое было повторно собрано после технического обслуживания, чтобы убедиться, что оно правильно собрано и правильно закреплено болтами.
Какова правильная длина шпильки?
Как правило, вы можете использовать:
Свободная резьба болта над верхней частью гайки равна 1/3 диаметра болта.
Как моделировать резьбу NPT в Solidworks | Аппаратное обеспечение, программное обеспечение и разработка продуктов
Национальные трубы и фитинги с трубной резьбой и конической резьбой или NPT используются в различных областях, где требуется транспортировка или удержание жидкостей, газов, пара или гидравлической жидкости. Геометрия NPT позволяет внутренним и внешним поверхностям резьбы дополнительно зацепляться при приложении крутящего момента к резьбовому узлу. Это создает непроницаемое для жидкости уплотнение. При использовании NPT, в отличие от NPTF, на резьбу обычно наносится герметик или лента для завершения герметизации.Благодаря возможностям соединения и уплотнения NPT практическое знание резьбы NPT является ценным дополнением к инструментарию инженера.
Это краткое руководство продемонстрирует, как моделировать резьбу NPT в SolidWorks. В этом примере мы будем моделировать стандартную трубу, размер трубы 1-1 / 2 NPT с резьбой 11-1 / 2 на дюйм. Несмотря на то, что в этом примере мы будем моделировать стандартную деталь, эту процедуру также можно применить к пользовательским компонентам, где уместно использование резьбы NPT.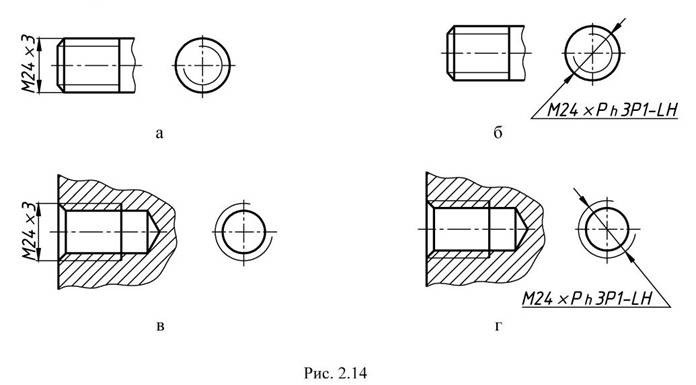
NPT определяется стандартом ANSI / AMSE B1.20.1, и в этой статье мы будем специально ссылаться на ANSI / ASME B1.20.1-1983, включая его диаграммы и таблицы.
- Создайте эскиз на правой плоскости .
- На этом эскизе нарисуйте справочный эскиз, определяющий общие параметры резьбы.
В этом примере мы моделируем стандартную трубу, размер трубы 1-1 / 2 NPT, с резьбой 11-1 / 2 на дюйм. Мы будем использовать определенные точки на этом эталонном эскизе, чтобы определить нашу трубу.
- Определите эти справочные параметры, используя приведенную выше таблицу.
Конус резьбы : Конусность всей резьбы NPT составляет 1 к 16, или 0,75 дюйма на 1 фут, при этом центральная линия делит полученный угол пополам. Соответствующий полуугол конуса относительно центральной линии составляет 1 градус, 47 минут или 1,79 °.
Диаметр шага, E0 : Диаметр шага в начале резьбы.
Общая длина внешней резьбы, L4 : Длина внешней резьбы
Трубка О.D. : Внешний диаметр трубы
Внутренний диаметр трубы : Внутренний диаметр трубы (обратите внимание, что внутренние диаметры не указаны в таблице)
Общая длина : Общая длина трубы (обратите внимание, что общая длина также не указана в таблице)
Эти значения также могут быть получены с использованием формул, содержащихся в ANSI / ASME B1.20.1. Обратите внимание, что перечисленные размеры указаны в дюймах и приведены с точностью до четырех или пяти десятичных знаков только во избежание ошибок в вычислениях, они не указывают на требуемую точность.
Чтобы учесть допуск и точность при изготовлении этих резьб, обратитесь к таким руководствам, как это, в котором объясняется, как использовать калибры для внешней и внутренней резьбы NPT. Эти непроходимые манометры контролируют качество резьбы NPT во время изготовления.
Эти непроходимые манометры контролируют качество резьбы NPT во время изготовления.
- Создайте эскиз на передней плоскости .
- На этом эскизе, падающем в начало координат, перпендикулярно центральной оси, нарисуйте круг C ircle , концентрический по отношению к исходной точке с диаметром, равным внешнему диаметру трубы.
- Бобышка- Выдавите окружность с конусом 1,79 ° до первой точки на контрольном эскизе.
- Фаска передняя грань выдавливания.
В резьбе NPT фаски не требуются, хотя фаска может присутствовать, нет спецификаций по углу и глубине фаски.
Для других типов конической резьбы, таких как Aeronautical National External Threads, ANPT, конец должен иметь фаску 45 ° с указанной глубиной, определенной в стандарте ASE AS71051.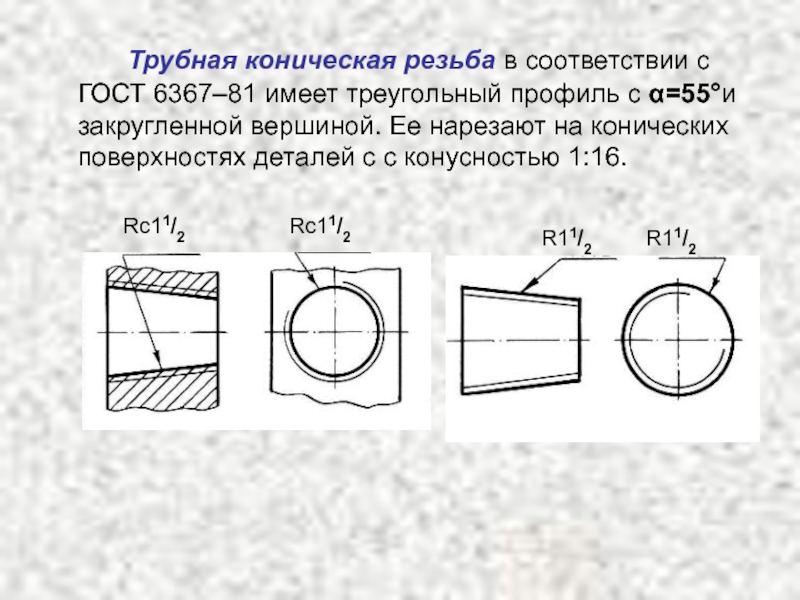
- Создайте контур S ketch на задней грани выдавливания. Еще раз нарисуйте круг, равный внешнему диаметру трубы.
- Создайте a Helix / Spiral со следующим:
Общая длина внешней резьбы, L4: Общая длина внешней резьбы с учетом неполной резьбы или больше, пока покрывается общая длина резьбы.
Шаг, P: Соответствует резьбе на дюйм данной трубы, например этот размер трубы 1-1 / 2 NPT при резьбе 11-1 / 2 на дюйм будет иметь шаг 1 ÷ 11-1 / 2 или 0,087.
Проверьте «Конус / спираль» и введите конус 1,79 ° внутрь.
- Создайте эскиз на правой плоскости , которая пересекает созданную спираль. На этом эскизе мы определим профиль резьбы.
Угол между сторонами резьбы составляет 60 ° при измерении по линии, разделяющей угол пополам, перпендикулярно центральной оси.
Обратите внимание, что в резьбе NPT впадина и вершина резьбы усечены квадратной плоскостью.
- Используйте приведенную ниже таблицу для определения профиля резьбы, включая:
Шаг, P: Соответствует резьбе на дюйм данной трубы, например этот размер трубы 1-1 / 2 NPT при резьбе 11-1 / 2 на дюйм будет иметь шаг 1 ÷ 11-1 / 2 или 0,087.
Высота резьбы Sharp V, H: Высота основного треугольника, созданного из профиля резьбы.
Ширина плоскости, F: Ширина плоскости, вызванная усечением или укорочением вершины или основания резьбы.
Усечение, f: Уплощение вершины или корня резьбы.
- Cut-Sweep профиль резьбы по конической спирали.
- Создайте эскиз на задней грани выдавливания и нарисуйте круг, равный внешнему диаметру трубы.

- Выдавите окружность до передней поверхности резьбы с конусом 25 °.
Создает заходную фаску на конце резьбы. Это результат фаски на матрице во время изготовления, которая создает несовершенную резьбу на и на резьбе.
- Создать другой эскиз на задней поверхности резьбы и Выдавливания другая окружность, равную внешний диаметр трубы к третьей точке отсчета эскиза.
- Создайте эскиз на новой грани этого выдавливания и нарисуйте окружность , равную внутреннему диаметру трубы.
- Cut-Extrude этот внутренний круг через все тело.
И готово!
Базовый размер трубной резьбы по национальному стандарту (NPT): ASME B1.20.1
ASME B1. 20.1 (NPT / API)
20.1 (NPT / API)
| NPS | Количество витков на дюйм | Шаг резьбы | Глубина резьбы | Усечение, макс. | Диаметр шага в плоскости зацепления вручную | Длина от конца трубы до плоскости ручного затягивания зацепление | Длина полезной резьбы | Длина лопатки (или размыва) | |||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| п. | H | л | E | L1 | L2 | L2 | |||||||||
| дюйм | мм | в | мм | в | мм | в | мм | в | Нитки | в | Нитки | в | Нитки | ||
| 1/8 дюйма | 27 | 0,03704 | 0,941 | 0,02963 | 0,753 | 0,00360 | 0,091 | 0,37360 | 9,489 | 0,162 | 4,36 | 0,2639 | 7,12 | 0,1285 | 3,47 |
| 1/4 дюйма | 18 | 0,05556 | 1,411 | 0,04444 | 1,129 | 0,00490 | 0.124 | 0,49163 | 12,487 | 0,228 | 4,10 | 0,4018 | 7,23 | 0,1928 | 3,47 |
| 3/8 дюйма | 18 | 0,05556 | 1,411 | 0,04444 | 1,129 | 0,00490 | 0,124 | 0,62701 | 15.926 | 0,240 | 4,32 | 0,4078 | 7,34 | 0,1928 | 3.47 |
| 1/2 ” | 14 | 0,07143 | 1,814 | 0,05714 | 1.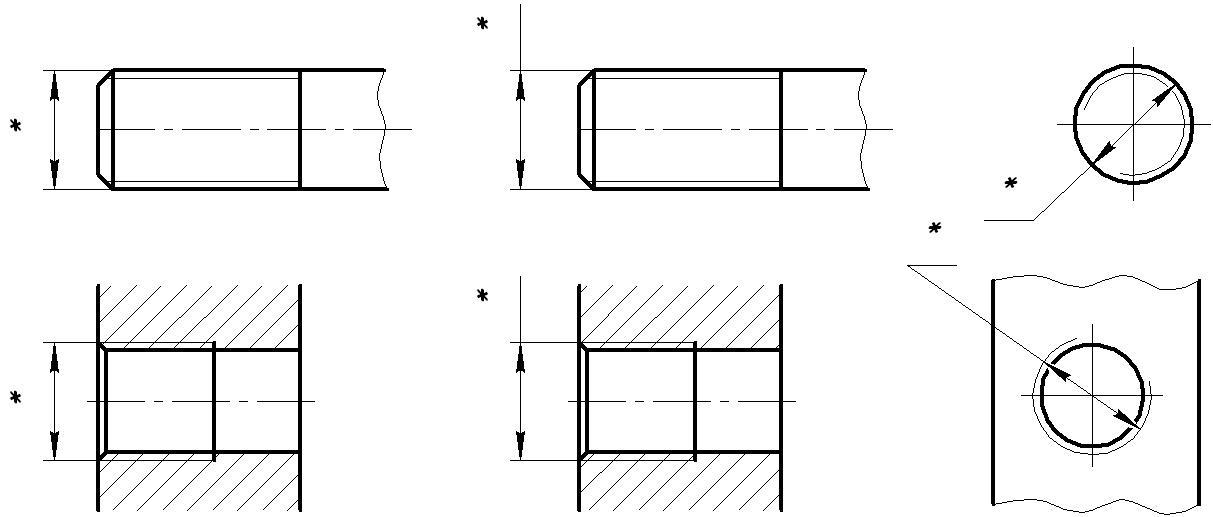 451 451 | 0,00560 | 0,142 | 0,77843 | 19,772 | 0,320 | 4,48 | 0,5337 | 7,47 | 0,2478 | 3,47 |
| 3/4 дюйма | 14 | 0,07143 | 1,814 | 0,05714 | 1.451 | 0,00560 | 0.142 | 0,98887 | 25,117 | 0,339 | 4,75 | 0,5457 | 7,64 | 0,2478 | 3,47 |
| 1 дюйм | 11,5 | 0,08696 | 2.209 | 0,06957 | 1,767 | 0,00630 | 0,160 | 1,23863 | 31,461 | 0,400 | 4,60 | 0,6828 | 7,85 | 0,3017 | 3.47 |
| 1-1 / 4 ” | 11,5 | 0,08696 | 2.209 | 0,06957 | 1,767 | 0,00630 | 0,160 | 1,58338 | 40,218 | 0,420 | 4,83 | 0,7068 | 8,13 | 0,3017 | 3,47 |
| 1-1 / 2 ” | 11,5 | 0,08696 | 2. 209 209 | 0,06957 | 1,767 | 0,00630 | 0.160 | 1,82234 | 46,287 | 0,402 | 4,83 | 0,7235 | 8,32 | 0,3017 | 3,47 |
| 2 дюйма | 11,5 | 0,08696 | 2.209 | 0,06957 | 1,767 | 0,00630 | 0,160 | 2,29627 | 58,325 | 0,436 | 5,01 | 0,7565 | 8,70 | 0,3017 | 3.47 |
| 2-1 / 2 ” | 8 | 0,12500 | 3,175 | 0,10000 | 2,540 | 0,00780 | 0,198 | 2,76215 | 70,159 | 0,682 | 5,46 | 1,1375 | 9,10 | 0,4337 | 3,47 |
| 3 дюйма | 8 | 0,12500 | 3,175 | 0,10000 | 2,540 | 0,00780 | 0.198 | 3,38850 | 86. 068 068 | 0,766 | 6,13 | 1,2000 | 9,60 | 0,4337 | 3,47 |
| 3-1 / 2 ” | 8 | 0,12500 | 3,175 | 0,10000 | 2,540 | 0,00780 | 0,198 | 3.88881 | 98,776 | 0,821 | 6,57 | 1,2500 | 10,00 | 0,4337 | 3.47 |
| 4 дюйма | 8 | 0,12500 | 3,175 | 0,10000 | 2,540 | 0,00780 | 0,198 | 4,38712 | 111.433 | 0,844 | 6,75 | 1,3000 | 10,40 | 0,4337 | 3,47 |
| 5 дюймов | 8 | 0,12500 | 3,175 | 0,10000 | 2,540 | 0,00780 | 0.198 | 5,44929 | 138.412 | 0,937 | 7,50 | 1.4063 | 11,25 | 0,4337 | 3,47 |
| 6 дюймов | 8 | 0,12500 | 3,175 | 0,10000 | 2,540 | 0,00780 | 0,198 | 6. 50597 50597 | 165,252 | 0,958 | 7,66 | 1,5125 | 12,10 | 0,4337 | 3.47 |
| 8 дюймов | 8 | 0,12500 | 3,175 | 0,10000 | 2,540 | 0,00780 | 0,198 | 8,50003 | 215.901 | 1,630 | 8,50 | 1,7125 | 13,70 | 0,4337 | 3,47 |
| 10 дюймов | 8 | 0,12500 | 3,175 | 0,10000 | 2,540 | 0,00780 | 0.198 | 10,62094 | 296,772 | 1,210 | 9,58 | 1,9250 | 15,40 | 0,4337 | 3,47 |
| 12 дюймов | 8 | 0,12500 | 3,175 | 0,10000 | 2,540 | 0,00780 | 0,198 | 12,61781 | 320,493 | 1,360 | 10,88 | 2,1250 | 17,00 | 0,4337 | 3. 47 47 |
| 14 дюймов | 8 | 0,12500 | 3,175 | 0,10000 | 2,540 | 0,00780 | 0,198 | 13.87262 | 352,365 | 1,562 | 12,50 | 2.2500 | 18,00 | 0,4337 | 3,47 |
| 16 ” | 8 | 0,12500 | 3,175 | 0,10000 | 2,540 | 0,00780 | 0.198 | 15.87575 | 403.244 | 1,812 | 14,50 | 2.4500 | 19,60 | 0,4337 | 3,47 |
| 18 дюймов | 8 | 0,12500 | 3,175 | 0,10000 | 2,540 | 0,00780 | 0,198 | 17.87500 | 454.025 | 2,000 | 16,00 | 2,6500 | 21.20 | 0,4337 | 3.47 |
| 20 дюймов | 8 | 0,12500 | 3,175 | 0,10000 | 2,540 | 0,00780 | 0,198 | 19. 87031 87031 | 504,706 | 2,125 | 17,00 | 2,8500 | 22.80 | 0,4337 | 3,47 |
| 24 дюйма | 8 | 0,12500 | 3,175 | 0,10000 | 2,540 | 0,00780 | 0.198 | 23.68094 | 606.066 | 2,375 | 19,00 | 3,2500 | 26,00 | 0,4337 | 3,47 |
 20,1)
20,1)E = диаметр шага в плоскости ручного натяжения. Это также делительный диаметр на плоскости датчика.
L 2 = Эффективная длина резьбы = Усечение от точки треугольника резьбы до плоскости (не показано на схеме). Минимум = 0,033P для всех шагов. См. Таблицу максимальных значений.
NPT = обозначение серии и формы резьбы (т.е.е., труба национального (американского) стандарта, конус)
L 1 = длина обычного ручного затягивания. Это также калибровочная длина L1. (Более длинное резьбовое соединение может использоваться в специальных приложениях, таких как фланцы для использования под высоким давлением. В таких случаях средний диаметр E остается таким, как указано, а диаметр на конце трубы пропорционально меньше.)
В таких случаях средний диаметр E остается таким, как указано, а диаметр на конце трубы пропорционально меньше.)
Пример обозначения: 3/8 — 18 NPT
где
3/8 = номинальный размер трубы
18 = количество витков на дюйм
Допуски При использовании калибра L1 для проверки резьбы резьба находится в пределах допустимого допуска, если поверхность кольца калибра или выемка калибра заглушки находятся на +/- 1 оборот от заподлицо с концом резьбы.
Примечание: Основные размеры даны с точностью до четырех или пяти десятичных знаков, чтобы исключить ошибки при вычислении габаритных размеров, они не предполагают большей точности
, чем обычно достижимая. Метрические размеры, если они показаны, вычисляются на основе значений в дюймах и округляются.
Как определить размер фитингов с конической трубной резьбой (NPT) 1/4 «и 1/8». «ChromaBLOGraphy: Restek’s Chromatography Blog
Команда технической поддержки Restek получает довольно много вопросов от клиентов о фурнитуре.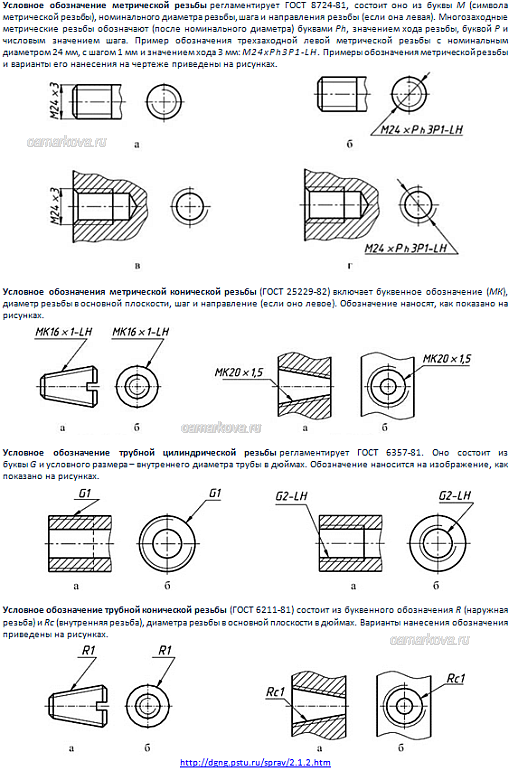 На веб-сайте Restek вы можете увидеть поразительный ассортимент фитингов разных типов и размеров. Сообщение в блоге под названием «Мне нужна примерка, но какая?» именно сюда мы часто направляем клиентов за помощью по этим вопросам. Одна из вещей, обсуждаемых в этом блоге, — это фитинги с конической трубной резьбой (NPT) в качестве одного из основных используемых типов, но многие люди испытывают трудности с определением фитинга NPT правильного размера для своих нужд. Путаница возникает из-за того, что внешний диаметр (OD) фитинга NPT не соответствует «названию» фитинга.В качестве примера давайте посмотрим на каталог Restek № 23187, показанный ниже, который представляет собой разъем с наружной резьбой от 1/4 ″ до 1/8 ″ NPT .
На веб-сайте Restek вы можете увидеть поразительный ассортимент фитингов разных типов и размеров. Сообщение в блоге под названием «Мне нужна примерка, но какая?» именно сюда мы часто направляем клиентов за помощью по этим вопросам. Одна из вещей, обсуждаемых в этом блоге, — это фитинги с конической трубной резьбой (NPT) в качестве одного из основных используемых типов, но многие люди испытывают трудности с определением фитинга NPT правильного размера для своих нужд. Путаница возникает из-за того, что внешний диаметр (OD) фитинга NPT не соответствует «названию» фитинга.В качестве примера давайте посмотрим на каталог Restek № 23187, показанный ниже, который представляет собой разъем с наружной резьбой от 1/4 ″ до 1/8 ″ NPT .
Обозначение 1/4 ″ в названии относится к стороне компрессионного фитинга фитинга (слева на рисунке выше), который имеет гайку и манжеты для установки и подсоединения к трубке с внешним диаметром 1/4 ″. Имеет смысл, правда? Однако резьба на правой стороне фитинга на рисунке выше называется наружной резьбой 1/8 дюйма NPT, но если вы измеряете внешний диаметр стороны 1/8 дюйма NPT, вы обнаружите, что он составляет около 0.4 дюйма в диаметре… конечно, не очень близко к 1/8 дюйма (0,125 дюйма). Как правило, резьба NPT примерно на 1/4 дюйма (0,25 дюйма) больше, чем ее «название». Для фитинга с нормальной трубной резьбой 1/4 дюйма «номинальный» наружный диаметр составляет 0,533 дюйма.
Имеет смысл, правда? Однако резьба на правой стороне фитинга на рисунке выше называется наружной резьбой 1/8 дюйма NPT, но если вы измеряете внешний диаметр стороны 1/8 дюйма NPT, вы обнаружите, что он составляет около 0.4 дюйма в диаметре… конечно, не очень близко к 1/8 дюйма (0,125 дюйма). Как правило, резьба NPT примерно на 1/4 дюйма (0,25 дюйма) больше, чем ее «название». Для фитинга с нормальной трубной резьбой 1/4 дюйма «номинальный» наружный диаметр составляет 0,533 дюйма.
NPT слегка сужаются, поэтому «номинальный» диаметр — это диаметр в середине резьбовой части, измеренный по вершине (гребню) резьбы. Это немного сбивает с толку, но потоки NPT выполнены в соответствии со стандартом ANSI B1.20.1, SAE AS71051 и все, что соответствует стандарту с таким именем, обязательно вызовет недоумение.Надеюсь, изображение ниже поможет.
Приведенные ниже диаграммы взяты из Руководства Swagelok по определению резьбы и торцевых соединений. Первая таблица (со страницы 12) показывает размеры для наружной резьбы NPT, а вторая диаграмма (со страницы 13) содержит размеры внутренней резьбы NPT.
Первая таблица (со страницы 12) показывает размеры для наружной резьбы NPT, а вторая диаграмма (со страницы 13) содержит размеры внутренней резьбы NPT.
Несколько других полезных сообщений в блогах, связанных с фитингами NPT:
«Не забудьте концевые фитинги при покупке линейного газового регулятора»
«Как подсоединить трубку 1/8 дюйма к регулятору газа Restek»
«Руководства по трубным обжимным фитингам Swagelok® и Parker®»
Наконец, вы всегда должны использовать ленту PTFE при соединении с фитингом NPT.
Спасибо за чтение!
Теги: фитинги, NPT, Parker, Трубная резьба, Swagelok
Эта запись была опубликована
в среду, 13 июня 2018 г., в 19:58 и находится в разделе «Техническое обслуживание, советы и рекомендации».
Вы можете следить за любыми ответами на эту запись через канал RSS 2.0. Вы можете перейти к концу и оставить отзыв. Пинг в настоящее время не разрешен.
Изготовление внутренней и наружной резьбы (с использованием метчиков и штампов) — Центр инженерного проектирования Dyson
Общие сведения и предварительные проверки
- Определите, какой размер резьбы вы хотите обрезать
- Метрическая резьба, M4, M5, M6, M8, M10 и M12 обычно используются.
- M4, например, означает «стандартный» размер резьбы M4: для болта внешняя сторона резьбы будет иметь диаметр 4 мм, а расстояние между резьбой (шаг) будет составлять 0,70 мм.
- Существуют «нестандартные» формы резьбы M4, которые будут иметь другой шаг, несовместимый со стандартной резьбой M4. Например M4x0,5 мм. Это будет называться «M4 нормально», но некоторые люди назовут любой шаг M4 менее 0,70 мм M4 точным, так что будьте осторожны!
- Меньше, чем M4, вы рискуете сломать метчики в заготовке (метчики тверже сверл, поэтому это может означать, что вы испортили заготовку).

- Существуют альтернативные резьбы метрической резьбы, такие как британская имперская резьба, в США другой набор имперской резьбы, есть специальные резьбы Model Engineer, специальные резьбы Cycle. Трубная резьба является обычным явлением (хотя будьте осторожны, диаметры трубной резьбы относятся к внутреннему диаметру трубы, а не к внешнему диаметру резьбы), как и резьба BA (Британская ассоциация).
- Найдите правильный размер отверстия для просверливания резьбы, которую вы хотите нарезать
- стандартные метрические сверла для резьбонарезания:
- M4 (x0.Шаг 70мм) — сверло саморез 3,3мм
- M5 (шаг x0,80 мм) — сверло саморезное 4,2 мм
- M6 (шаг x1,00 мм) — сверло 5,0 мм
- M8 (шаг x1,25 мм) — сверло для резьбы 6,8 мм
- M10 (шаг x1,50 мм) — сверло саморезное 8,5 мм
- M12 (шаг x1,75 мм) — сверло для резьбы 10,2 мм
- данные о других стандартных метрических резьбах (верхняя таблица на странице)
Шаг за шагом (внутренняя) Резьбовые отверстия (с помощью метчика)
- Поверните рукоятку гаечного ключа, чтобы раздвинуть губки, установите метчик с одинарной канавкой для начала.

- Используйте кернер для центрирования точки сверления.
- Просверлить отверстие меньше размера, необходимого для крана
- Нанесите на конец метчика немного смазки Rocol.
- Удерживая уровень и перпендикулярно материалу, поворачивайте метчик до тех пор, пока не будет сделан первый надрез материала.
- После захвата материала поверните на пол-оборота в материал, а затем на четверть оборота назад , это гарантирует, что метчик не забивается обрезками материала, и получится лучшая резьба.
- Продолжайте поворачивать до полного прохождения материала и большей части резьбы. После того, как прорезан полный разрез материала, не должно возникать сопротивления при повороте внутрь или наружу с помощью гаечного ключа.
- Пройдя через материал, используя этот метчик, повторите процесс, используя метчик с 2 канавками, а затем снова, используя метчик без канавок .
- Проверьте резьбу с помощью болта подходящего размера.
Пошаговая инструкция Наружная резьба на стержнях (с использованием матрицы)
- Установите матрицу так, чтобы информация о размерах была направлена вверх, а верхний винт вошел в паз, убедившись, что все винты ослаблены, чтобы матрица располагалась заподлицо.
- Затяните винт на держателе матрицы, чтобы матрица оставалась на месте, и убедитесь, что все винты вошли в углубления матрицы.
- Нанесите немного смазки Rocol на конец стержня, на который нужно нарезать резьбу,
- Поместите стержень в тисках и затяните, используйте установочный угольник, чтобы убедиться, что стержень находится в тисках под прямым углом.
- Поместите кубик на стержень и поверните его, чтобы сделать первый разрез.
- После захвата материала поверните на пол-оборота в материал, а затем на четверть оборота назад , это гарантирует, что матрица не забивается обрезками материала, и получится лучшая резьба.
- Продолжайте поворачивать до тех пор, пока не будет достигнута глубина резьбы, сопротивление должно отсутствовать после того, как надрез будет ровным и прилегающим к стержню.

- Проверьте резьбу с помощью гайки подходящего размера.
Скачать версию для печати (PDF) — Руководство по нарезанию резьбы
Добавление данных резьбы
Данные для других типов резьбы приведены ниже:
Следующие источники данных взяты с сайта www.alanstepney.info, работа которого сейчас прекращена:
Ссылка на внешний сайт с подробной информацией о нитях NPT.
RLR20, 23 марта 2016 г.
.