Резьбовые соединения
Рис.1.3.2.1
Внутренняя резьба – изображается сплошной основной линией по внутреннему диаметру и сплошной тонкой – по наружному. Если при изображении глухого отверстия, конец резьбы располагается близко к его дну, то допускается изображать резьбу до конца отверстия. Резьбу с нестандартным профилем следует изображать.
1.3.3. Условное изображение резьбы в сборе
Рис.1.3.3.1
На разрезах резьбового соединения в изображении на плоскости, параллельной его оси в отверстии, показывают только ту часть резьбы, которая не закрыта резьбой стержня.
Штриховку в разрезах и сечениях проводят до сплошной основной линии, т.е. до наружного диаметра наружной резьбы и внутреннего диаметра внутренней.
1.4. Условное изображение резьб
Таблица 1.4.1
| |||||||||||||||||||||||||||||||||||||||||||||||||||||||||
Для обозначения
резьб пользуются стандартами на
отдельные типы резьб.
Резьбу на чертеже условно обозначают в соответствии со стандартами на изображение, диаметры, шаги и т. д.
Метрическая резьба обозначается в соответствии с ГОСТ 9150–81.
Метрическая резьба подразделяется на резьбу с крупным шагом, обозначаемой буквой М с указанием номинального диаметра цилиндрической поверхности, на которой резьба выполнена, например М12, и резьбу с мелким шагом, обозначаемой указанием номинального диаметра, шага резьбы и поля допуска, например М24´2–6g или М12´1–6Н.
При обозначении левой резьбы после условного обозначения ставят LH.
Многозаходные
резьбы обозначаются, например трех-заходная,
М24´З(P1)LH,
где М – тип резьбы, 24 – номинальный
диаметр, 3 – ход резьбы, P1 – шаг резьбы. Приведенные обозначения левой и многозаходной
резьб могут быть отнесены ко всем метрическим
резьбам.
Приведенные обозначения левой и многозаходной
резьб могут быть отнесены ко всем метрическим
резьбам.
Метрическая коническая резьба обозначается в соответствии с ГОСТ 25229–82. В обозначение резьбы включаются буквы МК. Применяются соединения внутренней цилиндрической резьбы с резьбой наружной конической. Размеры элементов профиля конической и цилиндрической резьб принимаются по ГОСТ 9150–81. Соединение такого типа должно обеспечивать ввинчивание конической резьбы на глубину не менее 0,8l (где l – длина резьбы без сбега). Обозначение внутренней цилиндрической резьбы состоит из номинального диаметра, шага и номера стандарта (например: М20´1,5 ГОСТ 25229–82).
Рис.1.4.1
Соединение внутренней
цилиндрической резьбы с наружной конической
(рис.1.4.1) обозначается дробью М/МК, номинальным
диаметром, шагом и номером стандарта:
М/МК 20´1,5LH
ГОСТ 25229–82. При отсутствии особых требований
к плотности соединений такого рода или
при применении уплотнений для достижения
герметичности таких соединений номер
стандарта в обозначении соединений опускается,
например: М/МК 20´1,5 LH.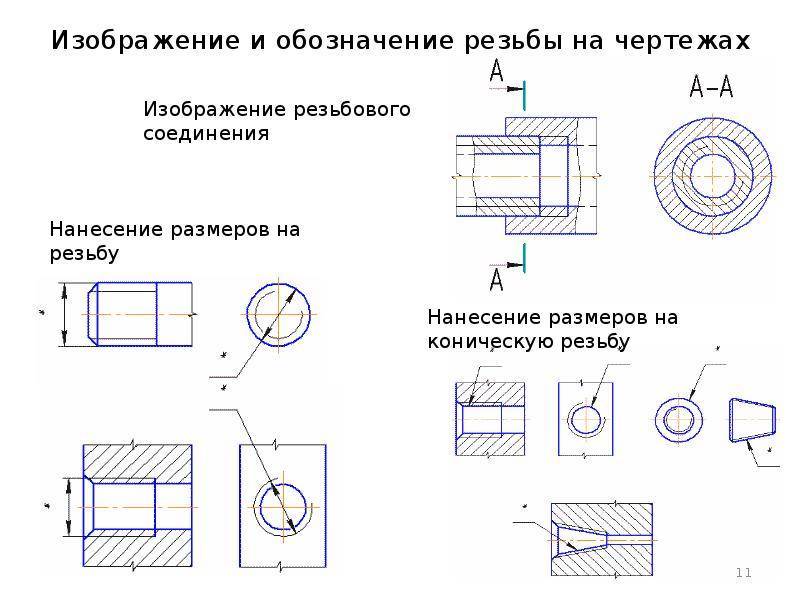
Поле допуска среднего диаметра внутренней цилиндрической резьбы должно соответствовать 6Н по ГОСТ 16093–81, а предельное отклонение внутреннего диаметра и среза впадин внутренней цилиндрической резьбы принимается в пределах: верхнее предельное отклонение (+0,12) -г- (+0,15), а нижнее предельное отклонение равняется 0.
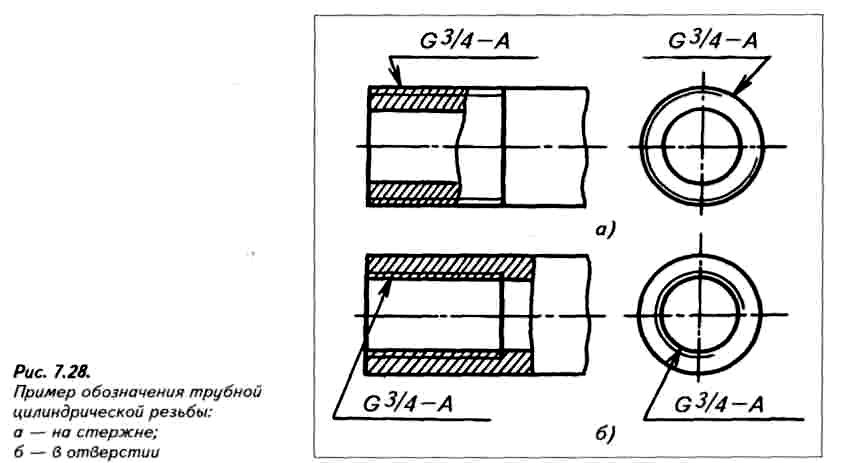
Трубная цилиндрическая резьба. Условное обозначение резьбы состоит из буквы G, обозначения размера резьбы, класса точности среднего диаметра ( А или В). Для левой резьбы применяется условное обозначение LH. Например, G11/2LH–В–40 длина свинчивания, указываемая при необходимости.
Соединение внутренней трубной цилиндрической резьбы класса точности А с наружной трубной конической резьбой по ГОСТ 6211–81 обозначается следующим образом: например, G/Rp–11/2–А.
При обозначении
посадок в числителе  Например: G 11/2–А/В.
Например: G 11/2–А/В.
Трубная коническая резьба. В обозначение резьбы входят буквы: R – для конической наружной резьбы, Rc – для конической внутренней резьбы, Rp – для цилиндрической внутренней резьбы и обозначение размера резьбы. Для левой резьбы добавляются буквы LH. Условный размер резьбы, а также ее диаметры, измеренные в основной плоскости, соответствуют параметрам трубной цилиндрической резьбы, имеющей тот же условный размер. Поэтому детали с трубной конической резьбой достаточно часто применяются в соединениях с деталями с трубной цилиндрической резьбой, что обеспечивает достаточно высокую герметичность соединений. Резьбовые соединения обозначаются в виде дроби, в числителе которой указывается буквенное обозначение внутренней резьбы, а в знаменателе – наружной. Пример обозначения:
— внутренняя трубная
цилиндрическая резьба класса точности А по ГОСТ 6357–81.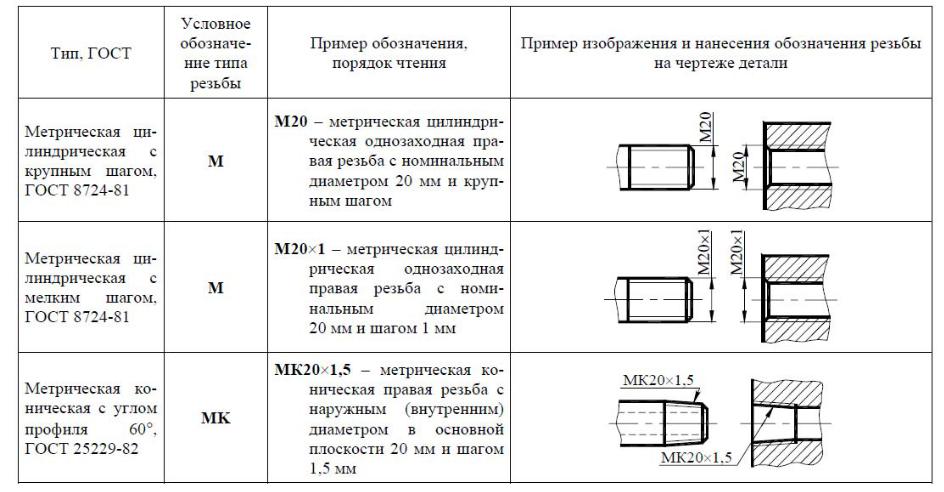
Трапецеидальная резьба. Условное обозначение трапецеидальной резьбы состоит из букв Тr, номинального диаметра, хода Рn и шага Р. Например: Tr20´4LH–8H, где LH – обозначение левой резьбы, 8Н – основное отклонение резьбы.
При необходимости вслед за основным отклонением резьбы указывается длина свинчивания L (в мм). Например: Тг40´6–8g–85; 85 – длина свинчивания.
Резьба упорная. Обозначение резьбы состоит из буквы S, номинального диаметра, шага и основного отклонения S80´10–8Н.
Для левой резьбы после условного обозначения резьбы указывают буквы LH.
Для многозаходной резьбы вводят дополнительно значение хода совместно с буквой Р и значение шага. Так, двухзаходная резьба с шагом 10 мм обозначается S80´2(P10).
Прямоугольная
резьба не стандартизована. При
изображении прямоугольной резьбы рекомендуется
вычерчивать местный разрез, на котором
проставляют необходимые размеры.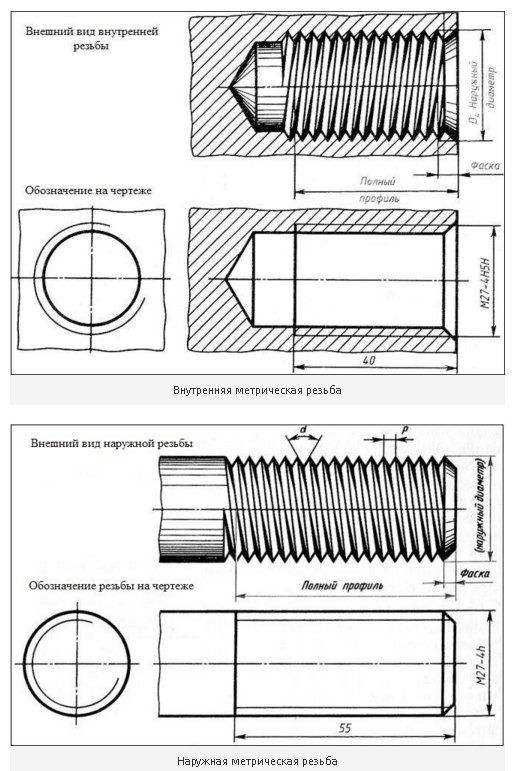
Специальные резьбы. Если резьба имеет стандартный профиль, но отличается от соответствующей стандартной резьбы диаметром или шагом, то резьба называется специальной. В этом случае к обозначению резьбы добавляется надпись
1.5. Технологические элементы резьбы
Рис.1.5.1
Резьбы метрическая, одноходовая, трапецеидальная, трубная цилиндрическая, трубная коническая, коническая дюймовая с углом профиля 60° имеют технологические элементы, связанные с выходом резьбы, к которым относятся: сбег, недорез, проточка и фаска.
1.5.1. Фаски резьбовые. ГОСТ 10549–80
Фаски на стержнях
и в отверстиях с резьбой (кроме
метрической резьбы) имеют форму усеченного
конуса с углом при вершине 90° и высотой Z.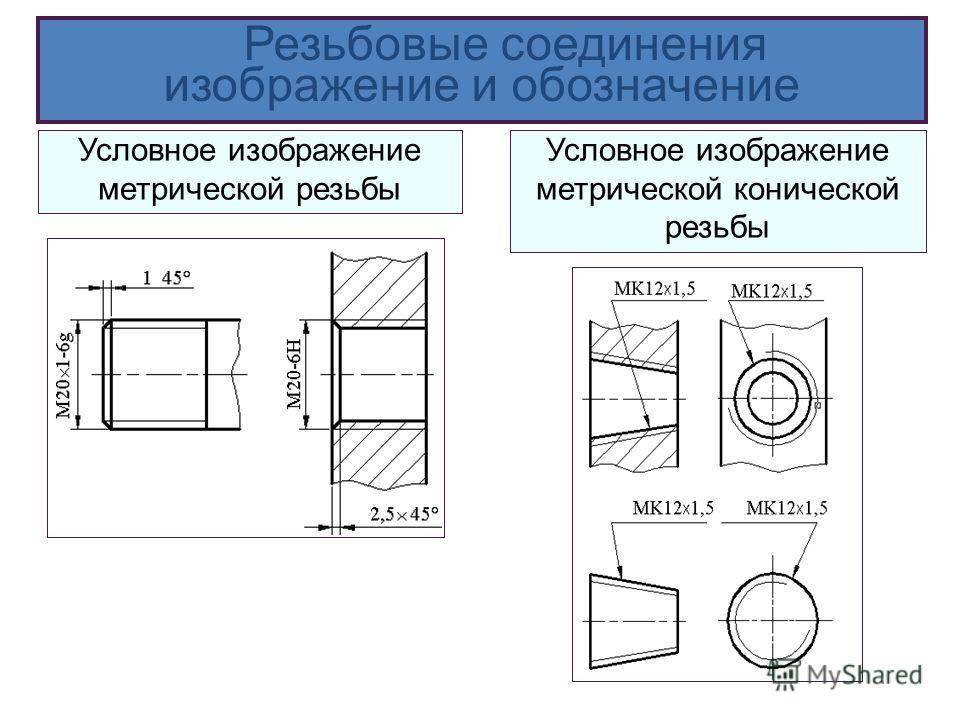
Форму и размеры
фасок для наружной метрической
резьбы, крепежных изделий
Форму и размеры
фасок для трапецеидальной
Форму и размеры
фасок для трубной конической
резьбы и конической дюймовой резьбы
устанавливает ГОСТ 10549–80.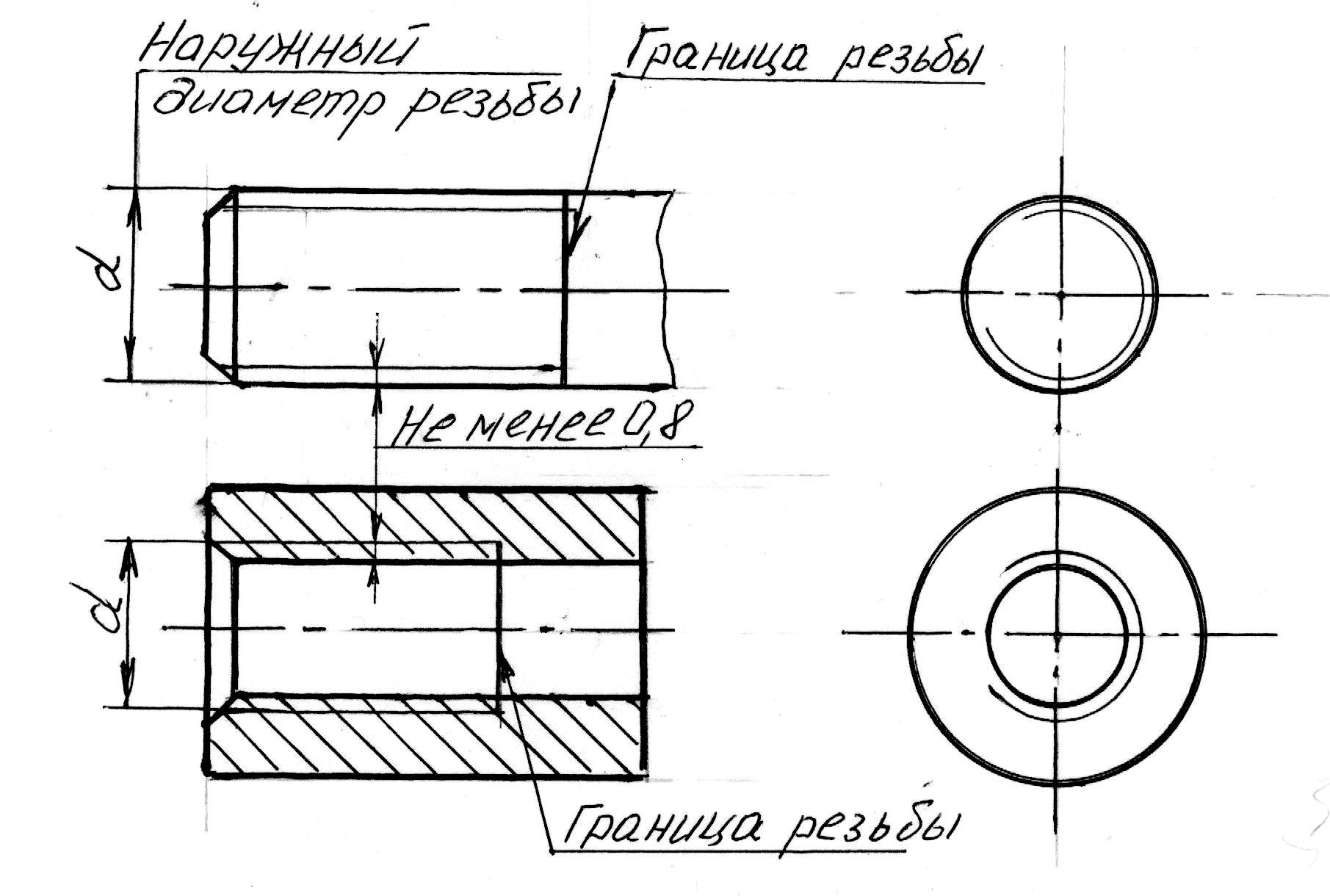 Определяющим
параметром служит число шагов резьбы
на длине 25,4 мм. Форму и размеры фасок
для трубной цилиндрической резьбы устанавливает
ГОСТ 10549–80. Определяющим параметром служит
число шагов резьбы на длине 25,4 мм.
Определяющим
параметром служит число шагов резьбы
на длине 25,4 мм. Форму и размеры фасок
для трубной цилиндрической резьбы устанавливает
ГОСТ 10549–80. Определяющим параметром служит
число шагов резьбы на длине 25,4 мм.
1.5.2. Проточки резьбовые. ГОСТ 10549–80
Рис.1.5.2.1
Проточку (рис.1.5.2.1) делают у конца резьбы для выхода инструмента и получения резьбы полного профиля на всей длине стержня или отверстия. На чертежах детали проточку изображают упрощенно и дополняют чертеж выносным элементом в увеличенном масштабе.
Форму и размеры проточек наружной резьбы (при выполнении резьбы нарезанием) устанавливает ГОСТ 10549–80 (СТ СЭВ 214–75). Определяющим размером служит шаг резьбы Р.
Форму и размеры проточек для внутренней метрической резьбы устанавливает ГОСТ 10549–80. Определяющим размером служит шаг резьбы Р.
Форму и размеры
проточек для трапецеидальной резьбы
устанавливает ГОСТ 10549–80. Определяющим
размером служит шаг резьбы Р.
Определяющим
размером служит шаг резьбы Р.
Форму и размеры проточек для трубной конической резьбы и конической дюймовой резьбы устанавливает ГОСТ 10549–80. Определяющим параметром служит число шагов резьбы на длине 25,4 мм.
Форму и размеры проточек для трубной цилиндрической резьбы устанавливает ГОСТ 10549–80. Определяющим параметром служит число шагов резьбы на длине 25,4 мм.
2. Резьбовые соединения
Рис.2.1
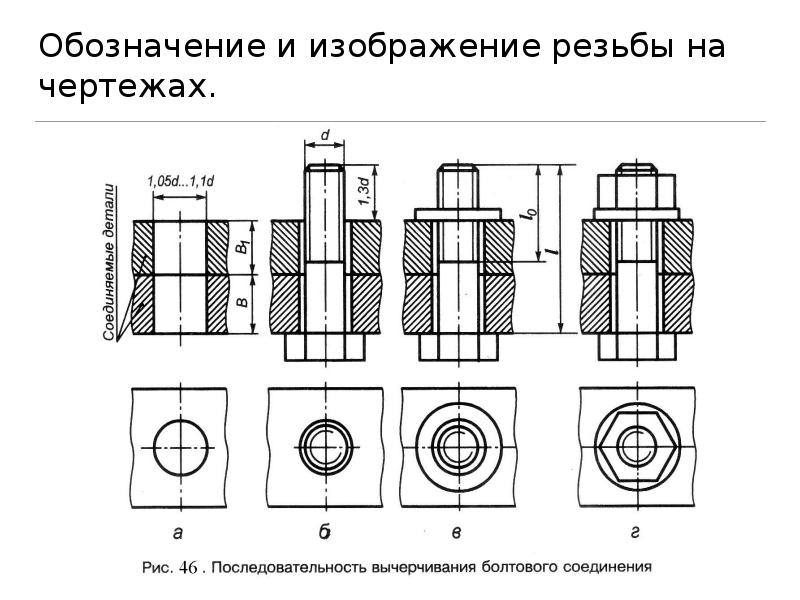
Детали машин и приборов соединяют крепежными деталями (рис.2.1). Кроме того, того применяются резьбовые соединения деталей, на одной из которых нарезана наружная резьба, а на другой – внутренняя. Такие соединения, называемые разъемными, можно разобрать без повреждения деталей. Чертежи разъемных соединений выполняют с применением рекомендуемых стандартами упрощений и условностей.
2.1. Резьбовое соединение нестандартными деталями
Помимо резьбовых
соединений, осуществляемых при помощи
стандартных крепежных деталей,
находят широкое применение резьбовые
соединения, в которых резьба выполняется
непосредственно на деталях, входящих
в соединение.
На рис.2.1.1 представлено соединение трубы 1 со штуцером 2, осуществляемые при помощи накидной гайки 3 и втулки 4, прижимающей коническую развальцованную часть трубы к штуцеру.
Как определить шаг резьбы без резьбомера?
Итак, у вас есть болт или гайка с неизвестными параметрами резьбы, а под рукой кроме линейки нет никакого измерительного инструмента. Сразу предупредим, что с помощью линейки можно получить только грубый результат, поэтому если вы собираетесь регулярно проводить подобные измерения, лучше приобрести резьбомер или штангенциркуль.
Шаг резьбы — расстояние между витками
Резьбы выполняются по утвержденным стандартам, что позволило унифицировать все резьбовые соединения. Шагом метрической резьбы называют расстояние между соседними вершинами или впадинами резьбового профиля. Именно это расстояние нам и предстоит измерить.
Определения шага резьбы болта:
Приложите линейку в резьбовой части болта. Если ее миллиметровые деления совпадают с вершинами нитей, то у вас без сомнения шаг 1 мм. Если нет, то посчитайте количество витков n на определенном отрезке длины L. Первую нитку в расчет не берите, так как от нее происходит отсчет, и она является нулевой.
Если ее миллиметровые деления совпадают с вершинами нитей, то у вас без сомнения шаг 1 мм. Если нет, то посчитайте количество витков n на определенном отрезке длины L. Первую нитку в расчет не берите, так как от нее происходит отсчет, и она является нулевой.
| Количество витков на 2 см | Шаг резьбы, мм |
| 9 | 2,5 |
| 11 | 2,0 |
| 12 | 1,75 |
| 14 | 1,5 |
| 17 | 1,25 |
| 21 | 1,0 |
| 26 | 0,8 |
| 29 | 0,7 |
Длину взятого отрезка в миллиметрах разделите на количество витков и получите шаг P.
Например:
P= L/(n-1) = 20 мм / (17-1) витков = 1.25 мм
При этом важно учесть, что чем больший резьбовой участок вы возьмете для проведения измерений, тем меньше будет погрешность. Более точный результат можно получить при помощи штангенциркуля, совместив крайние вершины нитей с острием губок инструмента.
Шаг резьбы находится в тесной связи с диаметром болтового соединения. Данные о соответствии этих двух параметров сведены в таблицу. Измеряем наружный диаметр болта, в нашем примере получаем 10 мм. Из таблицы видим, что болт М10 может иметь шаг резьбы: 1.5 (основной), 1.25 (мелкий), 1.0 (мелкий) или 0.75 (супермелкий). Полученное расчетным путем число должно точно (или почти точно) совпадать со справочным значением. В нашем случае – метрическая резьба второго ряда с мелким шагом 1.25 мм. Условное обозначение болта: М10х1.25.
Определение шага резьбы гайки:
Для измерения шага внутренней резьбы лучший способ – подобрать ответный болт, который бы свободно ввинчивался в резьбовое отверстие, а затем произвести расчет по нему. Если подходящих винтов нет, то можно воспользоваться старым проверенным дедовским методом. Для этого потребуется листок бумаги и линейка.
Если подходящих винтов нет, то можно воспользоваться старым проверенным дедовским методом. Для этого потребуется листок бумаги и линейка.
Оторвите небольшую полоску бумаги и поместите ее в гайку. Прижмите пальцем бумагу к резьбе, так чтобы на ней остался отпечаток резьбовой поверхности. Для лучшей видимости можно провести по граням витков мазутом или маркером. Приложив к отпечатку линейку, измерьте расстояние L между крайними рисками и посчитайте количество рисок n на этом участке за минусом первой (нулевой). Выполните вычисления по формуле P = L/(n-1).
Например, оттиск дал 6 четких рисок на отрезке в 10 мм.
P = L/(n-1) = 10 мм / (6-1) витков = 2 мм
Вместо бумаги получить оттиск можно на ребре спички или карандаша. Зная внутренний диаметр гайки (в нашем случае 14 мм) и расчетную величину шага, сопоставим полученные данные с таблицей. Находим в резьбовом ряду значение М14 и искомый шаг 2. 0 мм (основной). Условное обозначение гайки: М14х2.0.
0 мм (основной). Условное обозначение гайки: М14х2.0.
Кроме метрических болтовых соединений в современном техническом мире широко распространен дюймовый крепеж. О том, как определить шаг дюймового болта читайте в следующей статье.
Экранный резьбомер для Android
Даже обычный смартфон сможет в быту заменить резьбомер. Для этого необходимо скачать Android приложение «Измеритель шага резьбы. Резьбомер» от разработчиков инструментария Smart Tools. Просто прикладываете к экрану винт, ищете точное совпадение витков и узнаете шаг. В мобильном приложении доступны различные виды резьбы: метрического, дюймового и трубного стандартов.
Экранный резьбомер для Android
Полезные советы Обновлено: 10.05.2023 10:16:19
Поставить оценку
Успешно отправлено, Спасибо за оценку!Нажмите, чтобы поставить оценку
Классификация и представление резьбы
Классификация и представление резьбы
1. | Спецификация степени точности изготовления резьбы: | |||
| B) | класс посадки. | |||
| C) | надбавка. | |||
| Г) | герметичность. | |||
| 2. | Наружная резьба указана на чертеже буквой | |||
| А) | А. | 9000 8|||
| Б) | Б. | |||
| В) | В. | |||
| Г) | Г. | |||
| 3. | Внутренняя резьба указана на чертеже буквой | |||
| А) | А. | 9000 8|||
| Б) | Б. | |||
| В) | В. | |||
| Г) | Г. | |||
| 4. | Нижные потоки обычно указываются на рисунке, давая свой шаг, серия потоков, класс FIT и | |||
| A) | Диаметр. | |||
| B) | глубина резьбы. | |||
| C) | делительный диаметр. | |||
| D) | номинальный диаметр. | |||
| 5. | На чертежах используются три типа изображения резьбы: упрощенное, подробное и | |||
| A) | стандарт. | |||
| B) | Стандарт США. | |||
| C) | Схема. | |||
| D) | метрическая.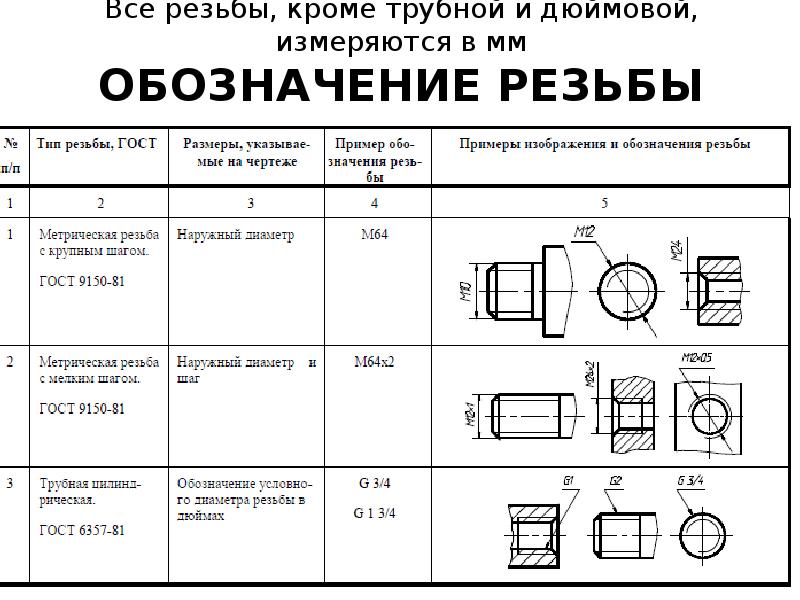 | |||
| 6. | Дана указанная длина болта с шестигранной головкой | |||
| А) | от конца нити до нижней стороны головки. | |||
| Б) | от общей длины, включая головку. | |||
| C) | по длине резьбовой части. | |||
| D) | от нижней стороны головки к фаске. | |||
| 7. | Представления винтовой резьбы контролируются | |||
| A) | SAE. | |||
| B) | ASEE. | |||
| C) | ANSI. | |||
| D) | ASTM. | |||
| 8. | Фаска на конце резьбы нарисована на | |||
| A) | 30°. | |||
| Б) | 45°. | |||
| В) | 60°. | |||
| Г) | 75°. | |||
9. | В упрощенном представлении нити корень нити представлен | |||
| A) | фантомными линиями. | |||
| Б) | строки объектов. | |||
| В) | скрытые линии. | |||
| Г) | линии построения. | |||
| 10. | На подробном изображении форма резьбы показана | |||
| A) | 15°. | |||
| Б) | 30°. | |||
| В) | 45°. | |||
| Г) | 60°. | |||
Размеры внутренней резьбы для резьбы с натягом класса 5
Связанные ресурсы: оборудование
Размеры внутренней резьбы для резьбы с натягом класса 5 9000 3
Руководство по проектированию оборудования ANSI ASME
Внутренний Размеры резьбы для резьбы с натягом класса 5 ANSI/ASME B1.12-1987 (R1998). Следующие характеристики деталей резьбы типичны для шпилек.
Данные в таблице расчетов основаны на том, что элементы с внутренней резьбой изготовлены из стали ASTM A-325 (SAE Grade 5) или лучше. L e = длина зацепления.
Следующие обозначения резьбы используются в спецификациях технических чертежей, чтобы отличить резьбу класса 5 по американскому стандарту от пробной резьбы класса 5 и альтернативной резьбы класса 5, указанных в справочнике FED h38.
Они также различают внешнюю и внутреннюю резьбу класса 5 по американскому стандарту.
Наружная резьба класса 5 обозначается следующим образом:
- NC-5 HF — для забивания твердых ферромагнитных материалов твердостью более 160 BHN.
- NC-5 CSF — для вождения в медном сплаве и мягком железном материале твердостью 160 BHN или меньше.
- NC-5 ONF — для вбивания в другие цветные материалы (цветные материалы, кроме медных сплавов), любой твердости.
Внутренние резьбы класса 5 обозначаются следующим образом:
- NC-5 IF — Весь диапазон черных металлов.
- NC-5 INF — Весь ассортимент цветных металлов.
Номинальный размер | NC-5 ИФ | NC-5 INF | Шаг | Майор | |||||
Несовершеннолетний | Метчик | Несовершеннолетний | Метчик | ||||||
Мин. | Макс. | Мин. | Макс. | Мин. | Макс. | Мин. | |||
.2500–20 | .196 | .206 | .2031 | .196 | .206 | .2031 | .2175 | . | .2532 |
.3125–18 | .252 | .263 | .2610 | .252 | .263 | .2610 | .2764 | .2794 | .3161 |
.3750–16 | .307 | .318 | .3160 | .307 | . | .3160 | .3344 | .3376 | .3790 |
.4375–14 | .374 | .381 | .3750 | .360 | .372 | .3680 | .3911 | .3947 | .4421 |
.5000–13 | .431 | . | .4331 | .417 | .429 | .4219 | .4500 | .4537 | .5050 |
.5625–12 | .488 | .497 | .4921 | .472 | .485 | .4844 | .5084 | .5124 | . |
.6250–11 | .544 | .554 | .5469 | .527 | .540 | .5313 | .5660 | .5702 | .6309 |
.7500–10 | .667 | .678 | .6719 | .642 | .655 | . | .6850 | .6895 | .7565 |
.8750– 9 | .777 | .789 | .7812 | .755 | .769 | .7656 | .8028 | .8077 | .8822 |
1.0000– 8 | .890 | .904 | . | .865 | .880 | .8750 | .9188 | .9242 | 1.0081 |
1.1250– 7 | 1.000 | 1,015 | 1.0000 | .970 | .986 | .9844 | 1.0322 | 1.0381 | 1.1343 |
1. | 1,125 | 1,140 | 1.1250 | 1,095 | 1.111 | 1.1094 | 1.1572 | 1.1631 | 1,2593 |
1.3750– 6 | 1,229 | 1,247 | 1.2344 | 1,195 | 1,213 | 1.2031 | 1,2667 | 1,2738 | 1,3858 |
1,5000– 6 | 1,354 | 1,372 | 1,3594 | 1,320 | 1,338 | 1. | |||

 2201
2201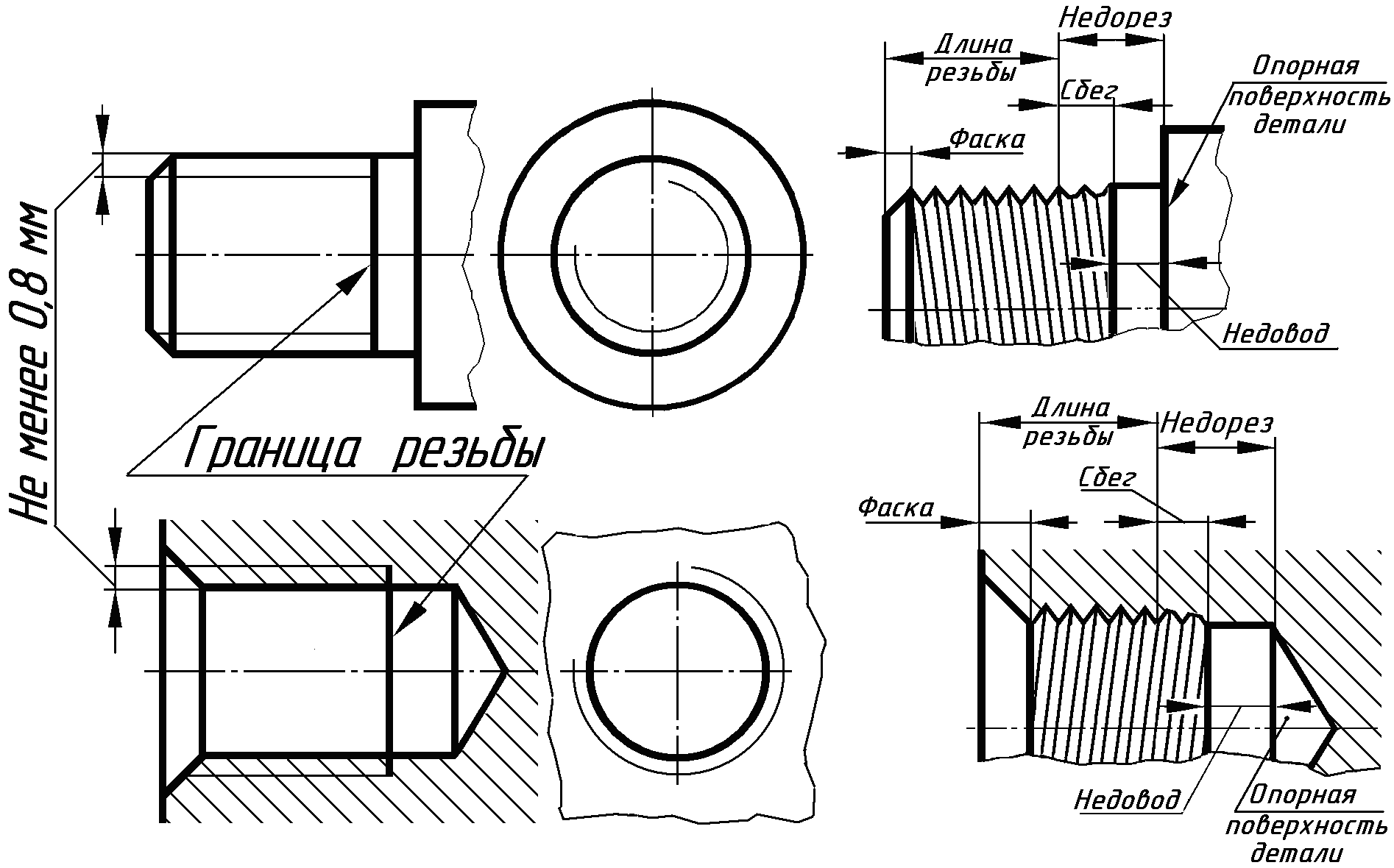 318
318 440
440 5679
5679 6496
6496 8906
8906 2500– 7
2500– 7 