Обозначение резьбы на чертежах по ГОСТу — основные виды и маркировка
Согласно ГОСТу, обозначения резьбы на чертежах и непосредственно на изделиях могут быть нанесены в метрической и дюймовой системе. В основном разница зависит от назначения того или иного элемента. Также в зависимости от направления витков соединительные детали могут быть левые или правые. Отдельной категорией является червячная передача.
Содержание
- Основная информация и сферы применения
- Геометрические параметры
- Метрическая и дюймовая
- Коническая, круглая и трапецеидальная резьба
- Инструменты для нарезания
Чаще всего резьбовое соединение изготавливается в метрической системе. Размеры резьбы могут быть абсолютно разными. Витки наносятся на наружные или внутренние поверхности какого-либо элемента цилиндрической формы. Именно такой вид имеют наиболее распространённые крепёжные детали:

Любая из этих деталей имеет сбег резьбы. На многих технических специальностях обучение черчению начинается с изображения разреза и профиля болта. Такие эскизы присутствуют и в документации по технической эксплуатации приборов.
Изделия с конической формой с метрическим типом резьбы нужны в тех случаях, когда соединению требуется высокая герметичность. Профиль под углом позволяет не использовать дополнительные уплотнители. Такой вид с успехом себя зарекомендовал во время монтажа трубопроводов, по которым движутся жидкости и газы. Трубная резьба при невысоком давлении среды отлично справляется с задачей без прокладок. Также конический тип применяется при создании крышек для различных ёмкостей для герметизации отверстия.
Существует и менее распространённый тип резьбы. Он называется ленточным (прямоугольным). Такой вид применяется в основном в машиностроении.
Метрический тип соединений имеет ряд таких параметров:
Чтобы понять, что такое шаг резьбы, достаточно взглянуть на обычный болт (неважно, шестигранная головка или стандартная). Это расстояние между отдельными витками. Есть и другие параметры, благодаря которым метрические соединения подразделяются на виды, имеющие свои условные обозначения из букв и цифр.
Резьбовые соединения получили огромную популярность из-за большого количества преимуществ, среди которых:
Из недостатков можно выделить неравномерность распределения номинальной нагрузки по всей ширине и длине витков. Если часто разбирать и собирать конструкцию, то это ускоряет износ элементов. Чтобы продлить срок службы, желательно каждый раз снимать фаску на глубину повреждения, но это применимо не во всех случаях.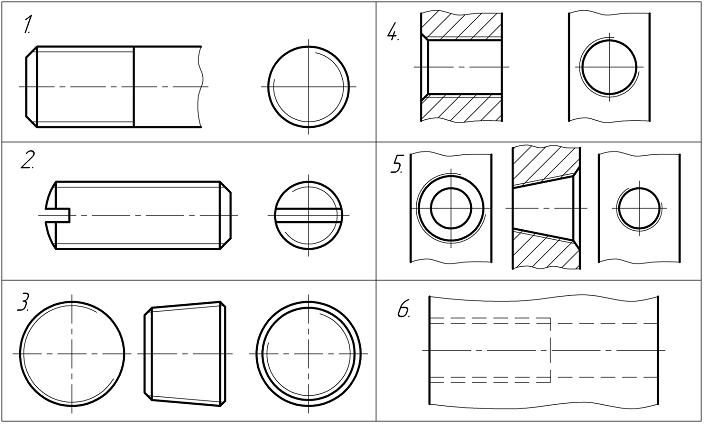 Также детали с разным шагом не подойдут друг к другу.
Также детали с разным шагом не подойдут друг к другу.
Геометрические параметры
У резьбовых деталей есть большое количество различных геометрических параметров, которые полностью характеризуют изделие. В упрощённом виде они выглядят следующим образом:
 Во втором случае для обозначения используется буква P.
Во втором случае для обозначения используется буква P.Все виды резьбовых креплений стандартизованы. ГОСТы определяют шаг, угол, размеры и так далее. Всего этих стандартов насчитывается 15.
Также есть классификация резьбовых стыков. Она основана на геометрических параметрах, расположении значимых элементов на изделии и сфере применения.
Типы конструкций и их обозначения:
Каждый из этих элементов используется в различных областях промышленности.
Все типы соединений необходимы в современном мире.
Метрическая и дюймовая
Метрическая резьба изготавливается на основании нормативов, прописанных в ГОСТ 8724–2002 . Зачастую такой тип используется для создания крепежей. Этот вид может применяться в качестве ходовой, если были соблюдены определённые условия.
Основой для метрического типа служит равносторонний треугольник, угол которого у основания составляет 60 градусов. Изготовленная резьба может иметь от одного до нескольких заходов. Второй вариант используется тогда, когда нужно увеличить прочность сочленения.
Сейчас производят изделия с сечением до 600 мм и шагом витков до 6 мм. Небольшие используются в тех случаях, когда нужно сделать разъёмное крепление на тонких стенках устройства. Этот вид очень распространён в автомобилестроении.
Резьба может быть левой или правой. Сначала указывается буква М, которая обозначает, что изделие выполнено в соответствии с метрической системой. После этого указывается размер и шаг в миллиметрах.
Сначала указывается буква М, которая обозначает, что изделие выполнено в соответствии с метрической системой. После этого указывается размер и шаг в миллиметрах.
Дюймовая система в основном используется при изготовлении трубопроводных фитингов и арматур. Маркировка наносится как на пластиковые, так и на металлические изделия. Все требования прописаны в ГОСТ 6111–52 . В этом нормативном документе есть таблицы с размерами и шагом для конкретного вида. Все обозначения в дюймах.
Коническая, круглая и трапецеидальная резьба
Конические детали отличаются от обычных тем, что на их поверхность наносится конусная резьба. Угол равняется 1/16. Такие изделия применяются при необходимости герметизации соединений. Производители должны соблюдать требования, прописанные в ГОСТ 25229–85 . Для обозначения деталей применяется буквенная маркировка МК. После этого уже идут числовые параметры, которые соответствуют геометрическим показателям.
Круглый профиль используется при изготовлении различных трубопроводных кранов и другой запорной арматуры. Все нормативы для этого вида можно узнать из ГОСТ 13536–68 . В документации, на чертежах и схемах применяется обозначение из букв Кр. Угол возле вершины витков равняется 30 градусам.
Все нормативы для этого вида можно узнать из ГОСТ 13536–68 . В документации, на чертежах и схемах применяется обозначение из букв Кр. Угол возле вершины витков равняется 30 градусам.
Особенность трапецеидальных резьб заключается в том, что они являются самонарезающими. Во время перемещения гайки создаётся очень высокая сила трения. Благодаря этому не требуется дополнительная фиксация. Изделия такого типа производятся в размерах 8−640 мм. Шаг нанесения витков варьируется от 1,5 до 12 мм. Все требования к готовым деталям прописаны в ГОСТе 24738−81.
Инструменты для нарезания
Для нарезания внутренней резьбы используется метчик. Это специальный винт, который имеет твёрдые режущие кромки. Состоит этот инструмент из рабочей части и хвостовика, предназначенного для фиксации в воротке. Устройство бывает ручным и машинным.
Комплектация слесарного набора:
Маркируется изделие точно так же, как и болты. То есть имеет буквенное и циферное обозначение. Но также он имеет и риски, показывающие его тип (черновой, средний, чистовой).
Перед началом нарезания нужно обязательно сначала сделать отверстие, которое будет иметь немного меньший диаметр. Во время работы инструмент необходимо держать перпендикулярно и добавлять смазку в зону нарезания. Через каждые несколько витков метчик следует выкручивать, чтобы убрать накопившуюся металлическую стружку. Это очень удобно делать при помощи небольшого специального ёршика.
В промышленных масштабах наружная резьба делается на станке. Для домашних потребностей применяются плашки, которые бывают:
Сама плашка внешне очень похожа на обычную гайку, внутри которой находятся режущие кромки. Инструмент может быть предназначен для нарезания метрической или дюймовой резьбы.
Предыдущая
ЧерчениеИнженерная графика для чайников — основы теории и требования к чертежам
Следующая
ЧерчениеТеодолитный ход — виды, назначение и вычисление
Дюймовая резьба – таблицы, размеры, шаг, обозначение
Автор статьи: pkmetiz.ru
Содержание
- 1 Характеристики дюймовой резьбы
- 2 Чем отличается дюймовая резьба от метрической
- 3 Проверка шага резьбы
- 4 Методы нарезки
- 5 Классы точности
- 6 Маркировка дюймовой резьбы
Дюймовая резьба применяется, главным образом, при монтаже трубных соединений. Ее наносят на концы труб и на фасонные части (пластиковые или металлические фитинги). В этом документе приведены таблицы дюймовых резьб и указаны их основные параметры.
Ее наносят на концы труб и на фасонные части (пластиковые или металлические фитинги). В этом документе приведены таблицы дюймовых резьб и указаны их основные параметры.
Характеристики дюймовой резьбы
Основными параметрами дюймовой резьбы являются диаметр и шаг.
Различают внутренний и наружный диаметр. Внутренний диаметр определяется как расстояние между нижними точками впадин между резьбовых гребней, которые находятся на противоположных сторонах детали. Наружный диаметр дюймовой резьбы определяется как расстояние между верхними точками гребней, которые находятся на противоположных сторонах детали. Разница между наружным и внутренним диаметром определяет высоту профиля резьбы.
Шаг дюймовой резьбы — это расстояние между двумя соседними впадинами или вершинами гребней. Чтобы резьба была рабочей, шаг должен быть неизменным по всей длине нарезанной резьбы.
Стандартные размеры приведены в таблице параметров дюймовых резьб с диаметрами и шагом:
Чем отличается дюймовая резьба от метрической
Конструктивное отличие дюймовой резьбы от метрической заключается в более острых гребнях: они расположены под углом 55° друг к другу, тогда как у метрической резьбы угол между гребнями составляет 60°.
Благодаря более острым углам гребней, дюймовая резьба обеспечивает повышенное качество соединения. За счет этого узел сопряжения лучше выдерживает переменные нагрузки и высокое давление, что имеет большое значение при монтаже трубопроводов. В некоторых случаях дюймовые резьбы применяют при изготовлении винтов, болтов и других метизов, при производстве деталей некоторых видов техники (например, они широко применяются в фотоаппаратах).
Для определения параметров разных видов резьб применяют разные единицы измерения. Для метрической используются миллиметры, а для дюймовой — дюймы. Размеры дюймовой резьбы указываются в дробных и целых числах. Шаг дюймовой резьбы в таблицах может указываться в нитках — количестве витков, нарезанных на одном дюйме длины.
Определить соответствующие основные размеры резьбы метрической и дюймовой разных видов можно по специальным таблицам. Пример такой таблицы:
Проверка шага резьбы
Соблюдение шага дюймовой резьбы по таблице— необходимое условие работоспособности соединения. Поэтому при нарезке рекомендуется проверять соответствие этого параметра. Измерение шага резьбы проводится при помощи калибра,резьбомера, механического измерителя и других специальных инструментов.
Поэтому при нарезке рекомендуется проверять соответствие этого параметра. Измерение шага резьбы проводится при помощи калибра,резьбомера, механического измерителя и других специальных инструментов.
Также используется простой способ проверки по шаблону, в качестве которого используют деталь с ответной резьбой, заведомо соответствующей стандарту. При проверке наружной резьбы, например, на трубе или болте, шаблоном служит штуцер или муфта со стандартной внутренней резьбой. Проверяемую деталь закручивают в шаблон. Если она полностью вкрутилась и образовалось плотное соединение, то шаг резьбы соответствует стандарту. Если деталь не вкручивается или образуется неплотное соединение, значит, резьба нарезана с нарушением шага. Проверка изделие с внутренней резьбой выполняется аналогичным методом, но шаблоном служит деталь со стандартной наружной резьбой, на которую накручивают проверяемый элемент.
Еще один способ проверки шага, а также других параметров резьбы, предусматривает использование резьбомера. Это пластина, имеющая зазубрины, которые по размерам и другим параметрам точно соответствуют определенной стандартной резьбе. Резьбомер прикладывают к проверяемой нарезанной резьбе. При этом его зазубренная часть должна точно совпасть с ее гребнями и впадинами, обеспечив плотное прилегание.
Это пластина, имеющая зазубрины, которые по размерам и другим параметрам точно соответствуют определенной стандартной резьбе. Резьбомер прикладывают к проверяемой нарезанной резьбе. При этом его зазубренная часть должна точно совпасть с ее гребнями и впадинами, обеспечив плотное прилегание.
Методы нарезки
Для нарезки дюймовой резьбы можно использовать ручной и механизированный способ.
Ручную нарезку выполняют специальным инструментом — плашками и метчиками. Плашку используют для нарезки наружной резьбы, а метчик — для внутренней. Нарезания выполняют в следующей последовательности:
- Деталь, на которой нарезается резьба, плотно фиксируется в тисках.
- Фиксируется инструмент для нарезания: плашка — в плашкодержателе, метчик — в воротке.
- Инструмент подготавливают к нарезанию. Метчик вставляют во внутреннюю часть трубы, а плашку — надевают на ее конец.
- Выполняют нарезку за счет вращения инструмента плашкодержателем или воротком.
Процедуру нарезания обычно повторяют несколько раз для получения лучшего результата.
Нарезание дюймовой резьбы механизированным способом выполняют на токарном станке. При этом соблюдается следующая последовательность операций:
- Деталь зажимают в патроне станка. На ступоре станка фиксируют резец для нарезки.
- Снимают фаску на конце обрабатываемой детали.
- Настраивают скорость перемещения суппорта. При задании настроек ориентируются на данные таблиц дюймовой резьбы токарного станка.
- Подводят резец к поверхности детали и запускают станок, включая резьбовую подачу.
Механизированная нарезка дюймовой резьбы отличается повышенной производительностью и качеством результата. Однако применять этот способ можно не для каждой трубы. Изделие должно обладать достаточной жесткостью и толщиной стенки, чтобы выдержать обработку на токарном станке. Кроме того, нарезка резьбы — это технологическая операция, которую должен выполнять квалифицированный токарь, имеющий соответствующие навыки.
Классы точности
В соответствии с ГОСТ предусматривается три класса точности дюймовой резьбы, обозначаемые цифрами 1, 2, 3. Степень точности возрастает с увеличением цифры класса. Так, к классу 1 относятся резьбы, к которым предъявляются минимальные требования по точности. Резьбы 3 класса являются наиболее точными, в отношении их размеров действуют наиболее жесткие требования.
При обозначении класса точности для указания типа резьбы также ставят литеры A (для наружной) и B (для внутренней). Соответственно, полные обозначения для наружных резьб представлены в виде 1А, 2А и 3А, а для внутренней — 1В, 2В и 3В.
Маркировка дюймовой резьбы
Параметры дюймовой резьбы на любой детали можно узнать из маркировки, которая наносится в соответствии с таблицами размеров.
Для примера рассмотрим маркировку по американскому стандарту, который применяется многими иностранными производителями:
G 1½” LH-B-40
Обозначение этой маркировки расшифровываются следующим образом:
- G — условное обозначение резьбы.
- 1½ — наружный диаметр резьбы в дюймах.
- LH — левосторонняя резьба.
- B — класс точности.
- 40 — длина свинчивания в мм.
Условное изображение резьбы. ГОСТ 2.311–68 — Студопедия
Поделись
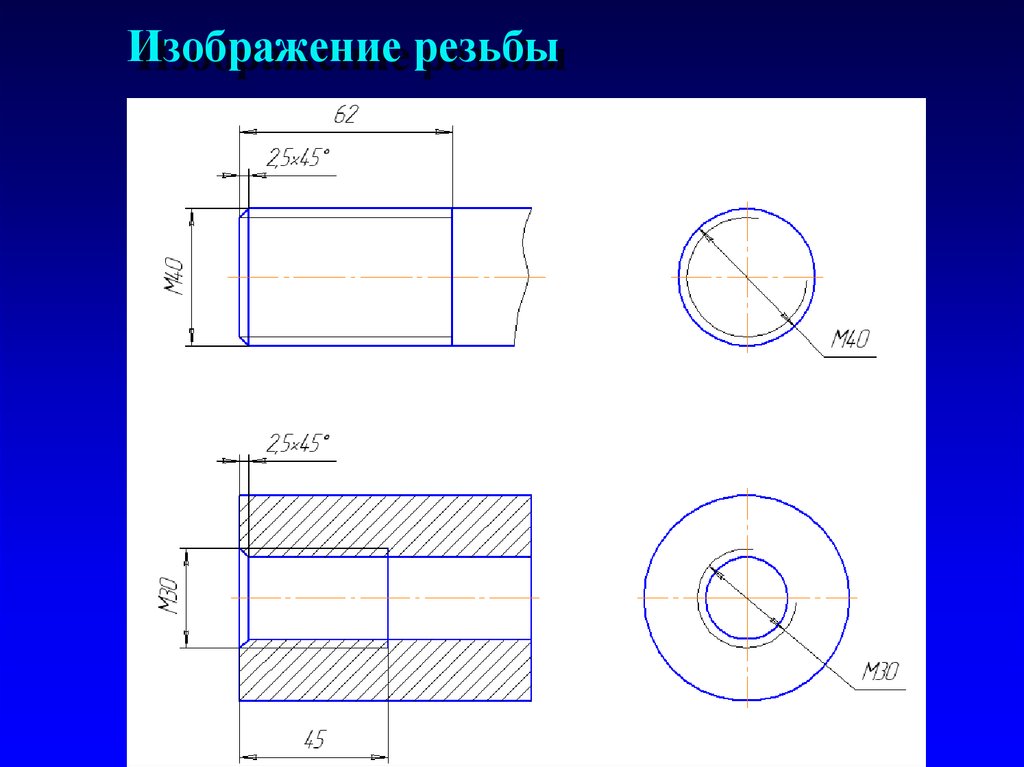
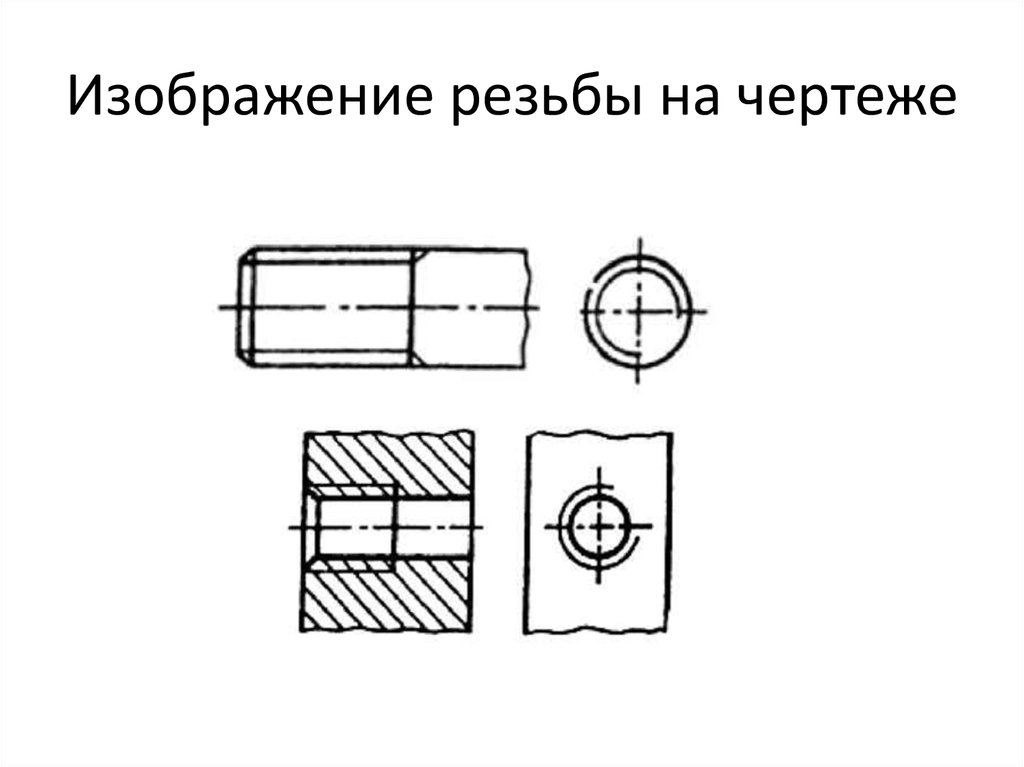
Построение винтовой поверхности на чертеже – длительный и сложный процесс, поэтому на чертежах изделий резьба изображается условно, в соответствии с ГОСТ 2.311–68. Винтовую линию заменяют двумя линиями – сплошной основной и сплошной тонкой.
Резьбы подразделяются по расположению на поверхности детали на наружную и внутреннюю.
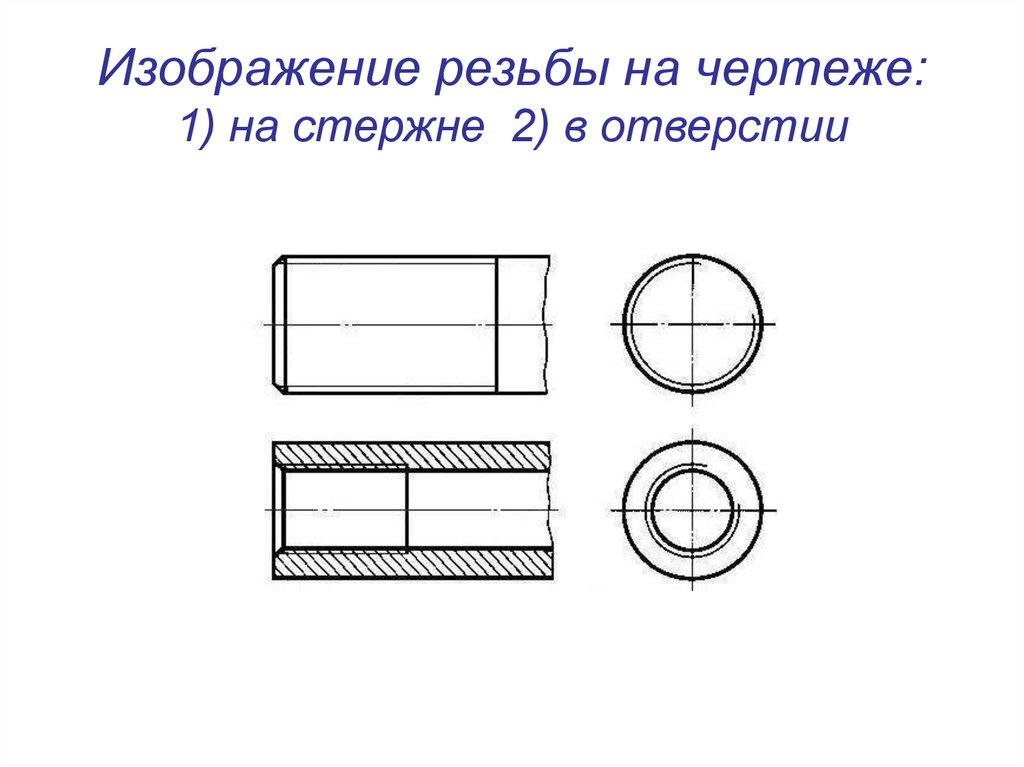
Условное изображение резьбы на стержне.
Рис.7
Наружная резьба на стержне (рис.7) изображается сплошными основными линиямипо наружному диаметру и сплошными тонкими – по внутреннему диаметру, а на изображениях, полученных проецированием на плоскость, перпендикулярную оси стержня, тонкую линию проводят на 3/4 окружности, причем эта линия может быть разомкнута в любом месте (не допускается начинать сплошную тонкую линию и заканчивать ее на осевой линии).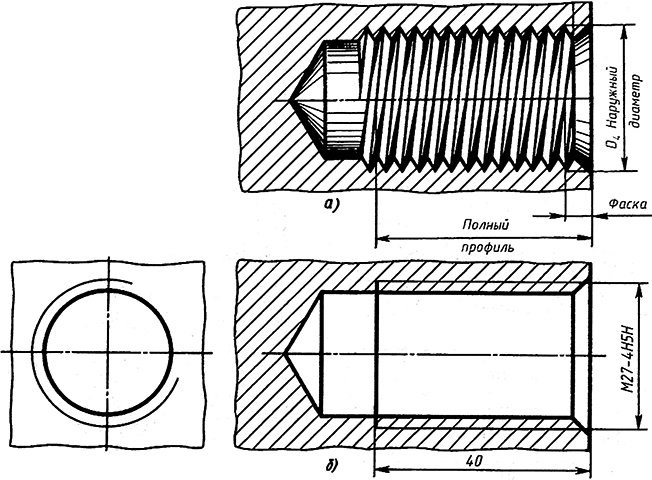 Расстояние между тонкой линией и сплошной основной не должно быть меньше 0,8 мм и больше шага резьбы, а фаска на этом виде не изображается. Границу резьбы наносят в конце полного профиля резьбы (до начала сбега) сплошной основной линией, если она видна. Сбег резьбы при необходимости изображают сплошной тонкой линией.
Расстояние между тонкой линией и сплошной основной не должно быть меньше 0,8 мм и больше шага резьбы, а фаска на этом виде не изображается. Границу резьбы наносят в конце полного профиля резьбы (до начала сбега) сплошной основной линией, если она видна. Сбег резьбы при необходимости изображают сплошной тонкой линией.
Рис.8
Из технологических соображений на части детали (стержня) может быть осуществлен недовод резьбы. Суммарно недовод резьбы и сбег представляют собой недорез резьбы (ГОСТ 10548–80). Размер длины резьбы указывается, как правило, без сбега.
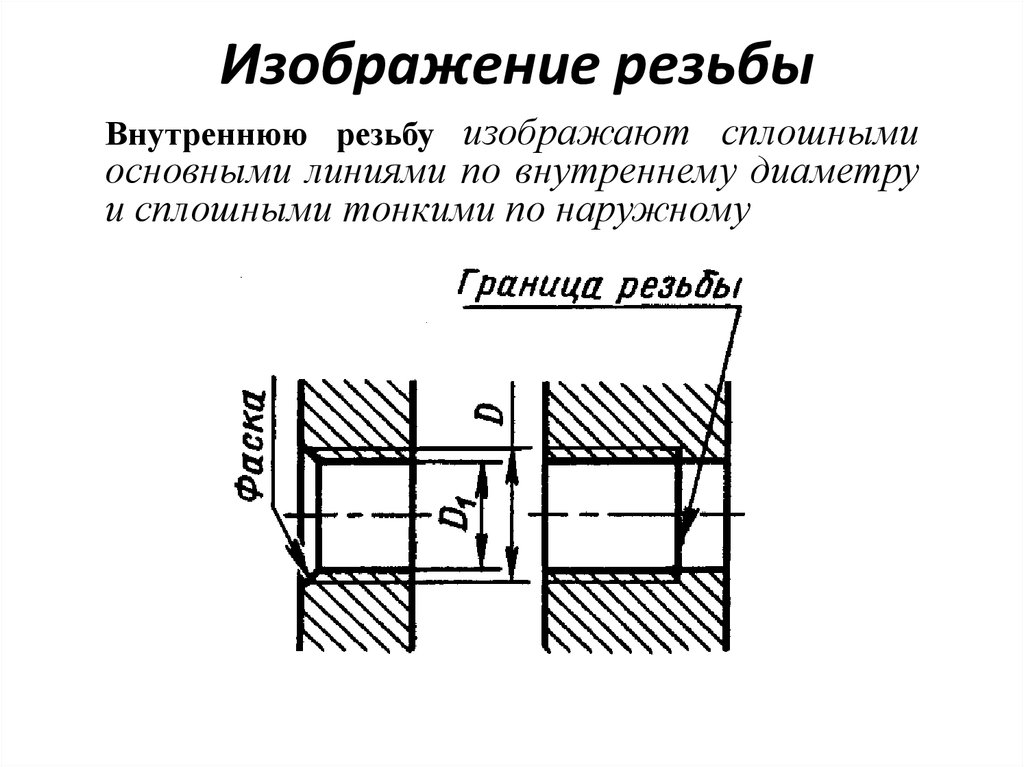
Условное изображение резьбы в отверстии
Рис.9
Внутренняя резьба– изображается сплошной основной линией по внутреннему диаметру и сплошной тонкой – по наружному. Если при изображении глухого отверстия, конец резьбы располагается близко к его дну, то допускается изображать резьбу до конца отверстия. Резьбу с нестандартным профилем следует изображать.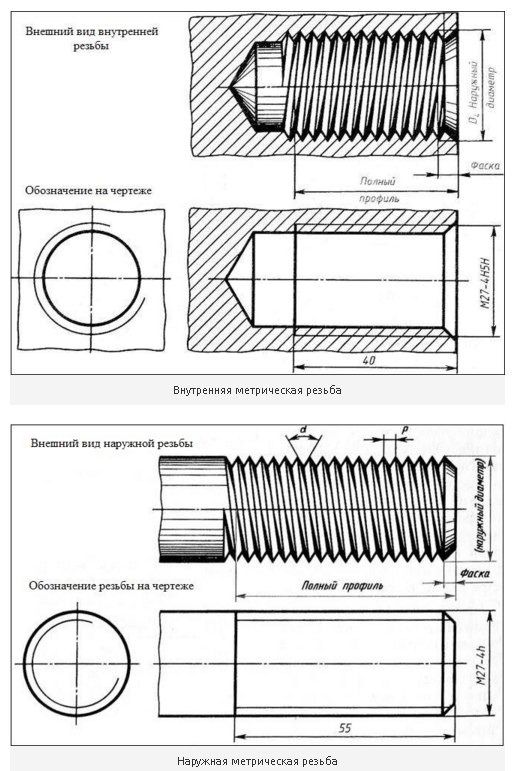
Условное изображение резьбы в сборе.
Рис.10
На разрезах резьбового соединения в изображении на плоскости, параллельной его оси в отверстии, показывают только ту часть резьбы, которая не закрыта резьбой стержня.
Штриховку в разрезах и сечениях проводят до сплошной основной линии, т.е. до наружного диаметра наружной резьбы и внутреннего диаметра внутренней.
Таблица 4. Условное изображение резьб
Для обозначения резьб пользуются стандартами на отдельные типы резьб. Для всех резьб, кроме конических и трубной цилиндрической, обозначения относятся к наружному диаметру и проставляются над размерной линией, на ее продолжении или на полке линии-выноски. Обозначения конических резьб и трубной цилиндрической наносят только на полке линии-выноски.
Резьбу на чертеже условно обозначают в соответствии со стандартами на изображение, диаметры, шаги и т. д.
Метрическая резьба обозначается в соответствии с ГОСТ 9150–81.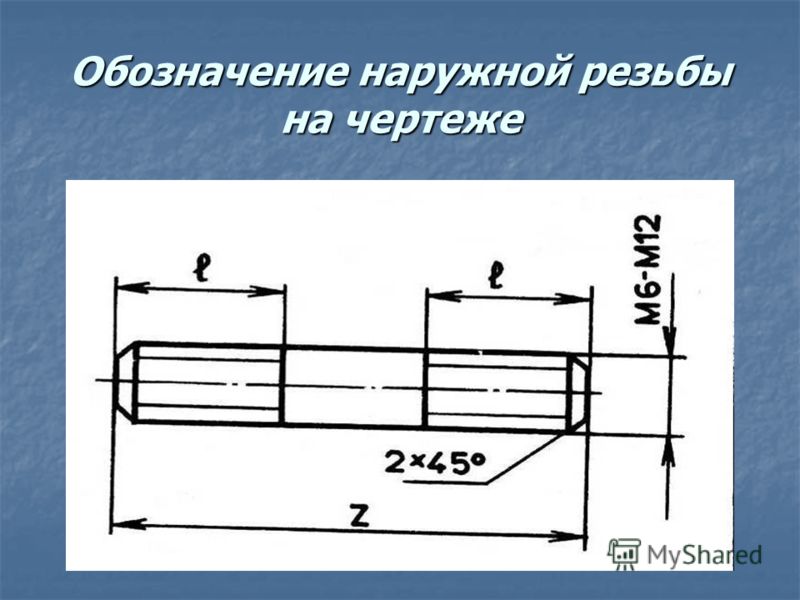
Метрическая резьба подразделяется на резьбу с крупным шагом, обозначаемой буквой М с указанием номинального диаметра цилиндрической поверхности, на которой резьба выполнена, например М12, и резьбу с мелким шагом, обозначаемой указанием номинального диаметра, шага резьбы и поля допуска, например М24´2–6g или М12´1–6Н.
При обозначении левой резьбы после условного обозначения ставят LH.
Многозаходные резьбы обозначаются, например трех-заходная, М24´З(P1)LH, где М – тип резьбы, 24 – номинальный диаметр, 3 – ход резьбы, P1 – шаг резьбы. Приведенные обозначения левой и многозаходной резьб могут быть отнесены ко всем метрическим резьбам.
Метрическая коническая резьбаобозначается в соответствии с ГОСТ 25229–82. В обозначение резьбы включаются буквы МК. Применяются соединения внутренней цилиндрической резьбы с резьбой наружной конической. Размеры элементов профиля конической и цилиндрической резьб принимаются по ГОСТ 9150–81. Соединение такого типа должно обеспечивать ввинчивание конической резьбы на глубину не менее 0,8l (где l – длина резьбы без сбега). Обозначение внутренней цилиндрической резьбы состоит из номинального диаметра, шага и номера стандарта (например: М20´1,5 ГОСТ 25229–82).
Рис.11
Соединение внутренней цилиндрической резьбы с наружной конической (рис.11) обозначается дробью М/МК, номинальным диаметром, шагом и номером стандарта: М/МК 20´1,5LH ГОСТ 25229–82. При отсутствии особых требований к плотности соединений такого рода или при применении уплотнений для достижения герметичности таких соединений номер стандарта в обозначении соединений опускается, например: М/МК 20´1,5 LH.
Поле допуска среднего диаметра внутренней цилиндрической резьбы должно соответствовать 6Н по ГОСТ 16093–81, а предельное отклонение внутреннего диаметра и среза впадин внутренней цилиндрической резьбы принимается в пределах: верхнее предельное отклонение (+0,12) … (+0,15), а нижнее предельное отклонение равняется 0.
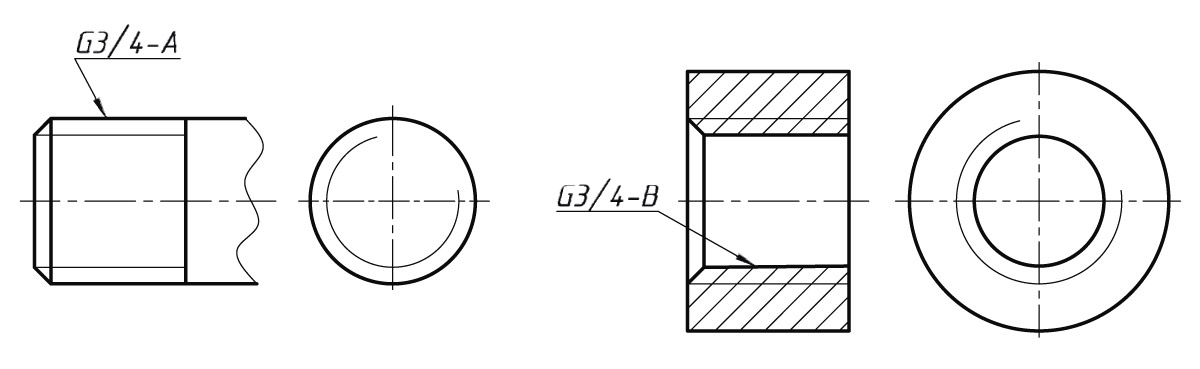
Трубная цилиндрическая резьба.Условное обозначение резьбы состоит из буквы G
Для левой резьбы применяется условное обозначение LH. Например, G11/2LH–В–40 длина свинчивания, указываемая при необходимости.Соединение внутренней трубной цилиндрической резьбы класса точности А с наружной трубной конической резьбой по ГОСТ 6211–81 обозначается следующим образом: например, G/Rp–11/2–А.
При обозначении посадок в числителе указывается класс точности внутренней резьбы, а в знаменателе — наружной. Например: G 11/2–А/В.
Трубная коническая резьба.В обозначение резьбы входят буквы: R – для конической наружной резьбы, Rc – для конической внутренней резьбы, Rp – для цилиндрической внутренней резьбы и обозначение размера резьбы. Для левой резьбы добавляются буквы LH. Условный размер резьбы, а также ее диаметры, измеренные в основной плоскости, соответствуют параметрам трубной цилиндрической резьбы, имеющей тот же условный размер.
— внутренняя трубная цилиндрическая резьба класса точности А по ГОСТ 6357–81.
Трапецеидальная резьба.Условное обозначение трапецеидальной резьбы состоит из букв Тr, номинального диаметра, хода Рn и шага Р. Например: Tr20´4LH–8H, где LH – обозначение левой резьбы, 8Н – основное отклонение резьбы.
При необходимости вслед за основным отклонением резьбы указывается длина свинчивания L (в мм). Например: Тг40´6–8g–85; 85 – длина свинчивания.
Резьба упорная.Обозначение резьбы состоит из буквы S, номинального диаметра, шага и основного отклонения S80´10–8Н.
Для левой резьбы после условного обозначения резьбы указывают буквы LH.
Для многозаходной резьбы вводят дополнительно значение хода совместно с буквой Р и значение шага. Так, двухзаходная резьба с шагом 10 мм обозначается S80´2(P10).
Прямоугольная резьбане стандартизована. При изображении прямоугольной резьбы рекомендуется вычерчивать местный разрез, на котором проставляют необходимые размеры.
Специальные резьбы.Если резьба имеет стандартный профиль, но отличается от соответствующей стандартной резьбы диаметром или шагом, то резьба называется специальной. В этом случае к обозначению резьбы добавляется надпись Сп, а в обозначении резьбы указываются размеры наружного диаметра и шага резьбы, например: Сп.М19´1Д. Резьба с нестандартным профилем изображается так, как это представлено в п.9 табл.1, с нанесением размеров, необходимых для изготовления резьбы.
Технологические элементы резьбы
Рис.12
Резьбы метрическая, одноходовая, трапецеидальная, трубная цилиндрическая, трубная коническая, коническая дюймовая с углом профиля 60° имеют технологические элементы, связанные с выходом резьбы, к которым относятся: сбег, недорез, проточка и фаска.
Фаски резьбовые. ГОСТ 10549–80
Фаски на стержнях и в отверстиях с резьбой (кроме метрической резьбы) имеют форму усеченного конуса с углом при вершине 90° и высотой Z. Фаски на метрической наружной резьбе имеют угол при вершине конуса 90° и заданный диаметр меньшего основания конуса. Фаски на метрической внутренней резьбе имеют угол при вершине конуса 120° и заданный диаметр большего основания усеченного конуса. Фаски изображают только на проекции, параллельной оси резьбы, или в сечении плоскостью, проходящей через ось резьбы. На проекции на плоскость, перпендикулярную к оси резьбы, фаску не показывают.
Форму и размеры фасок для наружной метрической резьбы, крепежных изделий устанавливает ГОСТ 12414–66 (СТ СЭВ 215–82). Определяющим размером служит наружный диаметр резьбы d. Форму и размеры фасок для внутренней метрической резьбы устанавливает ГОСТ 10549–80. Определяющим размером служит наружный диаметр резьбы D.
Форму и размеры фасок для трапецеидальной резьбы устанавливает ГОСТ 10549–80. Определяющим размером служит шаг резьбы Р.
Форму и размеры фасок для трубной конической резьбы и конической дюймовой резьбы устанавливает ГОСТ 10549–80. Определяющим параметром служит число шагов резьбы на длине 25,4 мм. Форму и размеры фасок для трубной цилиндрической резьбы устанавливает ГОСТ 10549–80. Определяющим параметром служит число шагов резьбы на длине 25,4 мм.
Проточки резьбовые. ГОСТ 10549–80
Рис.13
Проточку (рис.13) делают у конца резьбы для выхода инструмента и получения резьбы полного профиля на всей длине стержня или отверстия. На чертежах детали проточку изображают упрощенно и дополняют чертеж выносным элементом в увеличенном масштабе.
Форму и размеры проточек наружной резьбы (при выполнении резьбы нарезанием) устанавливает ГОСТ 10549–80 (СТ СЭВ 214–75). Определяющим размером служит шаг резьбы Р.
Форму и размеры проточек для внутренней метрической резьбы устанавливает ГОСТ 10549–80. Определяющим размером служит шаг резьбы Р.
Форму и размеры проточек для трапецеидальной резьбы устанавливает ГОСТ 10549–80. Определяющим размером служит шаг резьбы Р.
Форму и размеры проточек для трубной конической резьбы и конической дюймовой резьбы устанавливает ГОСТ 10549–80. Определяющим параметром служит число шагов резьбы на длине 25,4 мм.
Форму и размеры проточек для трубной цилиндрической резьбы устанавливает ГОСТ 10549–80. Определяющим параметром служит число шагов резьбы на длине 25,4 мм.
|
Заглавная страница
КАТЕГОРИИ: Археология ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрации Техника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ? Влияние общества на человека Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. |
Построение винтовой поверхности на чертеже – длительный и сложный процесс, поэтому на чертежах изделий резьба изображается условно, в соответствии с ГОСТ 2.311–68. Винтовую линию заменяют двумя линиями – сплошной основной и сплошной тонкой. Резьбы подразделяются по расположению на поверхности детали на наружную и внутреннюю. Условное изображение резьбы на стержне
Рис.1.3.1.1 Наружная резьба на стержне (рис.1.3.1.1) изображается сплошными основными линиямипо наружному диаметру и сплошными тонкими – по внутреннему диаметру, а на изображениях, полученных проецированием на плоскость, перпендикулярную оси стержня, тонкую линию проводят на 3/4 окружности, причем эта линия может быть разомкнута в любом месте (не допускается начинать сплошную тонкую линию и заканчивать ее на осевой линии). Рис.1.3.1.2 Из технологических соображений на части детали (стержня) может быть осуществлен недовод резьбы. Суммарно недовод резьбы и сбег представляют собой недорез резьбы (ГОСТ 10548–80). Размер длины резьбы указывается, как правило, без сбега. Условное изображение резьбы в отверстии Рис.1.3.2.1 Внутренняя резьба– изображается сплошной основной линией по внутреннему диаметру и сплошной тонкой – по наружному. Если при изображении глухого отверстия, конец резьбы располагается близко к его дну, то допускается изображать резьбу до конца отверстия. Резьбу с нестандартным профилем следует изображать. Условное изображение резьбы в сборе Рис.1.3.3.1 На разрезах резьбового соединения в изображении на плоскости, параллельной его оси в отверстии, показывают только ту часть резьбы, которая не закрыта резьбой стержня. Штриховку в разрезах и сечениях проводят до сплошной основной линии, т.е. до наружного диаметра наружной резьбы и внутреннего диаметра внутренней. Условное изображение резьб Таблица 1.4.1
Для обозначения резьб пользуются стандартами на отдельные типы резьб. Резьбу на чертеже условно обозначают в соответствии со стандартами на изображение, диаметры, шаги и т. д. Метрическая резьба обозначается в соответствии с ГОСТ 9150–81. Метрическая резьба подразделяется на резьбу с крупным шагом, обозначаемой буквой М с указанием номинального диаметра цилиндрической поверхности, на которой резьба выполнена, например М12, и резьбу с мелким шагом, обозначаемой указанием номинального диаметра, шага резьбы и поля допуска, например М24´2–6g или М12´1–6Н. При обозначении левой резьбы после условного обозначения ставят LH. Многозаходные резьбы обозначаются, например трех-заходная, М24´З(P1)LH, где М – тип резьбы, 24 – номинальный диаметр, 3 – ход резьбы, P1 – шаг резьбы. Метрическая коническая резьбаобозначается в соответствии с ГОСТ 25229–82. В обозначение резьбы включаются буквы МК. Применяются соединения внутренней цилиндрической резьбы с резьбой наружной конической. Размеры элементов профиля конической и цилиндрической резьб принимаются по ГОСТ 9150–81. Соединение такого типа должно обеспечивать ввинчивание конической резьбы на глубину не менее 0,8l (где l – длина резьбы без сбега). Обозначение внутренней цилиндрической резьбы состоит из номинального диаметра, шага и номера стандарта (например: М20´1,5 ГОСТ 25229–82). Рис.1.4.1 Соединение внутренней цилиндрической резьбы с наружной конической (рис.1.4.1) обозначается дробью М/МК, номинальным диаметром, шагом и номером стандарта: М/МК 20´1,5LH ГОСТ 25229–82. При отсутствии особых требований к плотности соединений такого рода или при применении уплотнений для достижения герметичности таких соединений номер стандарта в обозначении соединений опускается, например: М/МК 20´1,5 LH. Поле допуска среднего диаметра внутренней цилиндрической резьбы должно соответствовать 6Н по ГОСТ 16093–81, а предельное отклонение внутреннего диаметра и среза впадин внутренней цилиндрической резьбы принимается в пределах: верхнее предельное отклонение (+0,12) -г- (+0,15), а нижнее предельное отклонение равняется 0. Трубная цилиндрическая резьба.Условное обозначение резьбы состоит из буквы G, обозначения размера резьбы, класса точности среднего диаметра (А или В). Для левой резьбы применяется условное обозначение LH. Например, G11/2LH–В–40 длина свинчивания, указываемая при необходимости. Соединение внутренней трубной цилиндрической резьбы класса точности А с наружной трубной конической резьбой по ГОСТ 6211–81 обозначается следующим образом: например, G/Rp–11/2–А. При обозначении посадок в числителе указывается класс точности внутренней резьбы, а в знаменателе — наружной. Трубная коническая резьба.В обозначение резьбы входят буквы: R – для конической наружной резьбы, Rc – для конической внутренней резьбы, Rp – для цилиндрической внутренней резьбы и обозначение размера резьбы. Для левой резьбы добавляются буквы LH. Условный размер резьбы, а также ее диаметры, измеренные в основной плоскости, соответствуют параметрам трубной цилиндрической резьбы, имеющей тот же условный размер. Поэтому детали с трубной конической резьбой достаточно часто применяются в соединениях с деталями с трубной цилиндрической резьбой, что обеспечивает достаточно высокую герметичность соединений. Резьбовые соединения обозначаются в виде дроби, в числителе которой указывается буквенное обозначение внутренней резьбы, а в знаменателе – наружной. Пример обозначения: — внутренняя трубная цилиндрическая резьба класса точности А по ГОСТ 6357–81. Трапецеидальная резьба. При необходимости вслед за основным отклонением резьбы указывается длина свинчивания L (в мм). Например: Тг40´6–8g–85; 85 – длина свинчивания. Резьба упорная.Обозначение резьбы состоит из буквы S, номинального диаметра, шага и основного отклонения S80´10–8Н. Для левой резьбы после условного обозначения резьбы указывают буквы LH. Для многозаходной резьбы вводят дополнительно значение хода совместно с буквой Р и значение шага. Так, двухзаходная резьба с шагом 10 мм обозначается S80´2(P10). Прямоугольная резьбане стандартизована. При изображении прямоугольной резьбы рекомендуется вычерчивать местный разрез, на котором проставляют необходимые размеры. Специальные резьбы.Если резьба имеет стандартный профиль, но отличается от соответствующей стандартной резьбы диаметром или шагом, то резьба называется специальной. Читайте также: Техника прыжка в длину с разбега Тактические действия в защите История Олимпийских игр История развития права интеллектуальной собственности |
||||||||||||||||||||||||||||||||||||||||||||||||||||
|
Последнее изменение этой страницы: 2016-08-26; просмотров: 142; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia. |
Определение и обозначение резьбы :: SYL.ru
Пара резинок на ручку ножа: 10 трюков для облегчения процесса нарезки продуктов
В клетку и не только: самые модные модели штанов на осень 2022
Многослойные стрижки — тренд осени 2022: 10 идей длиной до подбородка
Из чего делать жиросжигающие смузи: лучшие продукты и комбинации для похудения
Брондирование снова в тренде: особенности модного окрашивания волос на осень
Самый яркий тренд сезона: рыжие волосы и французское мелирование — хит осени
Хлеб, который любят все: готовится быстро и стоит недорого
Чтоб фиалки цвели обильно, делаем подкормку на основе бананов
Абстрактные принты: встречаем сентябрь в модном платье с асимметричным вырезом
Малина и шоколад: продукты, которые помогут коже в зимние месяцы
Автор Лидия Свеженцева
Художественная резьба
Термин «резьба» имеет сразу два значения, причем оба получили широкое распространение. Человек, близко знакомый с современными видами искусства, воспринимает это слово, как обозначение одного из типов художественных работ с различными материалами. Например, кружевная резьба по металлу, признанным мастером которой является канадка Кэл Лейн. Она создает из вещей на выброс удивительные по красоте вещи, используя свою фантазию, руки и газовую горелку.
Другой пример – резьба по скорлупе яиц, которой занимаются такие художники, как Л. Дженсен, Д. Лиск и Б. Бейти. Работа это трудоемкая и кропотливая – сначала нужно, не повреждая скорлупу, удалить содержимое, тщательно просушить оболочку и только затем можно вырезать сказочные узоры.
Резьбовые соединения
Человек, имеющий отношение к промышленности или строительными работами, слово «резьба» воспринимает иначе. Для него это технический термин, обозначающий определенный вид поверхности (винтовой). Резьбу выполняют на разных материалах и для различных целей, чаще
всего для создания крепежного разъемного соединения или для соединения двух любых деталей (на одной нарезается внутренняя резьба, на другой – наружная). Видов резьбы много: к примеру, есть коническая, трубная, дюймовая, метрическая и т. д. На чертеже их показывают условно и профиль со всеми размерами чертят довольно редко. Поэтому тип резьбы можно узнать из обозначения. Каждый вид имеет определенный набор букв и символов, по которым можно узнать основные параметры.
Обозначение резьбы: примеры
1. Метрическую резьбу обозначают буквой М и указывают значение номинального диаметра – М24, М36, М40-7Н, где 7Н – поле допуска (ГОСТ16093-81). Это самый простой вариант, и он применим только тогда, когда профиль выполнен с самым крупным шагом (значение шагов для каждого диаметра можно посмотреть по ГОСТ8724-81). Обозначение резьбы с мелким шагом — М35×1,5, М40×2, М14×1,25, где числа 1,5, 2, 1,25 – шаг в мм. Если резьба многозаходная, то значение шага пишется в скобках, а после номинального диаметра пишут количество заходов – М24×3 (P1,5), М15×2 (P1) – соответственно трех- и двухзаходная. Левая резьба показывается буквами LH: М30 LH, М35×1,5 LH, М24×3 (P1,5) LH.
2. Метрическая резьба для приборостроения обозначается так же, только шаг указывается обязательно: М70×1, М70×1 LH, М70×3 (P1).
3. Обозначение резьбы трапецеидальной – Tr, после этих символов указывают номинальный диаметр и шаг: Tr40×6, Tr40×6 LH, где символы LH означают левую резьбу. Еще могут указать поле допуска и длину свинчивания, например: Tr40×6 – 8е-75, то есть 8е-поле допуска, а 75 – длина свинчивания в мм. Многозаходная обозначается по аналогии с метрической: Tr20×8 (P4), Tr20×8 (P4) LH, но цифра 8 – числовое значение хода в мм.
4. Обозначение резьбы конической зависит от ее типа: метрическая коническая – МК или М с указанием ГОСТа (для внутренней цилиндрической): МК20×1,5, МК20×1,5 ГОСТ 25229-82; трубная коническая – R (наружная коническая), Rc (внутренняя коническая) или Rp (внутренняя цилиндрическая): R1½, Rp 1½, Rc1½; коническая дюймовая – К: К¾» ГОСТ 6111-52.
5. Круглая резьба указывается буквенным обозначением Кр, значением диаметра, шага и номера ГОСТа: Кр12×2,54 ГОСТ 13536-68.
6. Трубная цилиндрическая: G1½, G1½ -А – 45, G1½ -В – 30, где А и В – класс точности, а 45 и 30 – длины свинчивания в мм.
7. Упорная резьба обозначается буквой S: S80×10, S80×10 (P5) LH.
Похожие статьи
- Резьбовые соединения. Таблица резьбовых соединений
- Свечи зажигания: маркировка свечей и расшифровка
- Трапецеидальная резьба. Применение трапецеидальной резьбы
- Шаг резьбы. Описание. Область применения
- Нарезание резьбы. Метчики для нарезания резьбы
- 44 размер — это S или M? Учимся определять размер одежды.
- Виды болтов и их классификация
Также читайте
Классификация резьб — Компания Fluitech Systems
Справочная информация / Классификация резьбы
№ | Тип резьбы | Профиль резьбы | Условное изображение резьбы | Стандарт | Примеры обозначения | Примеры обозначения резьбового соединения |
1 | 2 | 3 | 4 | 5 | 6 | 7 |
1 | Метрическая | |||||
2 | Метрическая коническая | |||||
3 | Трубная цилиндрическая | |||||
4 | Трубная коническая | |||||
5 | Коническая дюймовая | |||||
6 | Трапецеидальная | |||||
7 | Упорная | |||||
8 | Круглая | |||||
9 | Прямоугольная |
1. 2.1. Метрическая резьба
Метрическая резьба (см. табл.1.2.1) является основным типом крепежной резьбы. Профиль резьбы установлен ГОСТ 9150-81 и представляет собой равносторонний треугольник с углом профиля α = 60°. Профиль резьбы на стержне отличается от профиля резьбы в отверстии величиной притупления его вершин и впадин. Основными параметрами метрической резьбы являются: номинальный диаметр — d(D) и шаг резьбы — Р, устанавливаемые ГОСТ 8724-81.
По ГОСТ 8724-81 каждому номинальному размеру резьбы с крупным шагом соответствует несколько мелких шагов. Резьбы с мелким шагом применяются в тонкостенных соединениях для увеличения их герметичности, для осуществления регулировки в приборах точной механики и оптики, с целью увеличения сопротивляемости деталей самоотвинчиванию. В случае, если диаметры и шаги резьб не могут удовлетворить функциональным и конструктивным требованиям, введен СТ СЭВ 183-75 «Резьба метрическая для приборостроения». Если одному диаметру соответствует несколько значений шагов, то в первую очередь применяются большие шаги. Диаметры и шаги резьб, указанные в скобках, по возможности не применяются.
В случае применения конической метрической (см. табл.1.2.1) резьбы с конусностью 1:16 профиль резьбы, диаметры, шаги и основные размеры установлены ГОСТ 25229-82. При соединении наружной конической резьбы с внутренней цилиндрической по ГОСТ 9150-81 должно обеспечиваться ввинчивание наружной конической резьбы на глубину не менее 0,8.
1.2.2. Дюймовая резьба
В настоящее время не существует стандарт, регламентирующий основные размеры дюймовой резьбы. Ранее существовавший ОСТ НКТП 1260 отменен, и применение дюймовой резьбы в новых разработках не допускается.
Дюймовая резьба применяется при ремонте оборудования, поскольку в эксплуатации находятся детали с дюймовой резьбой. Основные параметры дюймовой резьбы: наружный диаметр, выраженный в дюймах, и число шагов на дюйм длины нарезанной части детали.
1.2.3. Трубная цилиндрическая резьба
В соответствии с ГОСТ 6367-81 трубная цилиндрическая резьба имеет профиль дюймовой резьбы, т. е. равнобедренный треугольник с углом при вершине, равным 55° (см. табл.1.2.1).
Резьба стандартизована для диаметров от 1/16 » до 6″ при числе шагов от 28 до 11. Номинальный размер резьбы условно отнесен к внутреннему диаметру трубы (к величине условного прохода). Так, резьба с номинальным диаметром 1 мм имеет диаметр условного прохода 25 мм, а наружный диаметр 33,249 мм.
Трубную резьбу применяют для соединения труб, а также тонкостенных деталей цилиндрической формы. Такого рода профиль (55°) рекомендуют при повышенных требованиях к плотности (непроницаемости) трубных соединений. Применяют трубную резьбу при соединении цилиндрической резьбы муфты с конической резьбой труб, так как в этом случае отпадает необходимость в различных уплотнениях.
1.2.4. Трубная коническая резьба
Параметры и размеры трубной конической резьбы определены ГОСТ 6211-81, в соответствии с которым профиль резьбы соответствует профилю дюймовой резьбы (см. табл.1.2.1). Резьба стандартизована для диаметров от 1/16″ до 6″ (в основной плоскости размеры резьбы соответствуют размерам трубной цилиндрической резьбы).
Нарезаются резьбы на конусе с углом конусности j/2 = 1°47’24» (как и для метрической конической резьбы), что соответствует конусности 1:16.
Применяется резьба для резьбовых соединений топливных, масляных, водяных и воздушных трубопроводов машин и станков.
1.2.5. Трапецеидальная резьба
Трапецеидальная резьба имеет форму равнобокой трапеции с углом между боковыми сторонами, равным 30° (см. табл.1.2.1). Основные размеры диаметров и шагов трапецеидальной однозаходной резьбы для диаметров от 10 до 640 мм устанавливают ГОСТ 9481-81. Трапецеидальная резьба применяется для преобразования вращательного движения в поступательное при значительных нагрузках и может быть одно- и многозаходной (ГОСТ 24738-81 и 24739-81), а также правой и левой.
1.2.6. Упорная резьба
Упорная резьба, стандартизованная ГОСТ 24737-81, имеет профиль неравнобокой трапеции, одна из сторон которой наклонена к вертикали под углом 3°, т. е. рабочая сторона профиля, а другая — под углом 30° (см. табл.1.2.1). Форма профиля и значение диаметров шагов для упорной однозаходной резьбы устанавливает ГОСТ 10177-82. Резьба стандартизована для диаметром от 10 до 600 мм с шагом от 2 до 24 мм и применяется при больших односторонних усилиях, действующих в осевом направлении.
1.2.7. Круглая резьба
Круглая резьба стандартизована. Профиль круглой резьбы образован дугами, связанными между собой участками прямой линии. Угол между сторонами профиля α = 30° (см. табл.1.2.1). Резьба применяется ограниченно: для водопроводной арматуры, в отдельных случаях для крюков подъемных кранов, а также в условиях воздействия агрессивной среды.
1.2.8. Прямоугольная резьба
Прямоугольная резьба (см. табл.1.2.1) не стандартизована, так как наряду с преимуществами, заключающимися в более высоком коэффициенте полезного действия, чем у трапецеидальной резьбы, она менее прочна и сложнее в производстве. Применяется при изготовлении винтов, домкратов и ходовых винтов.
1.3. Условное изображение резьбы. ГОСТ 2.311-68
Построение винтовой поверхности на чертеже — длительный и сложный процесс, поэтому на чертежах изделий резьба изображается условно, в соответствии с ГОСТ 2.311-68. Винтовую линию заменяют двумя линиями — сплошной основной и сплошной тонкой.
Резьбы подразделяются по расположению на поверхности детали на наружную и внутреннюю.
1.3.1. Условное изображение резьбы на стержне
Рис.1.3.1.1
Наружная резьба на стержне (рис.1.3.1.1) изображается сплошными основными линиями по наружному диаметру и сплошными тонкими — по внутреннему диаметру, а на изображениях, полученных проецированием на плоскость, перпендикулярную оси стержня, тонкую линию проводят на 3/4 окружности, причем эта линия может быть разомкнута в любом месте (не допускается начинать сплошную тонкую линию и заканчивать ее на осевой линии). Расстояние между тонкой линией и сплошной основной не должно быть меньше 0,8 мм и больше шага резьбы, а фаска на этом виде не изображается. Границу резьбы наносят в конце полного профиля резьбы (до начала сбега) сплошной основной линией, если она видна. Сбег резьбы при необходимости изображают сплошной тонкой линией.
Рис.1.3.1.2?
Из технологических соображений на части детали (стержня) может быть осуществлен недовод резьбы. Суммарно недовод резьбы и сбег представляют собой недорез резьбы (ГОСТ 10548-80). Размер длины резьбы указывается, как правило, без сбега.
1.3.2. Условное изображение резьбы в отверстии
Рис.1.3.2.1
Внутренняя резьба — изображается сплошной основной линией по внутреннему диаметру и сплошной тонкой — по наружному. Если при изображении глухого отверстия, конец резьбы располагается близко к его дну, то допускается изображать резьбу до конца отверстия. Резьбу с нестандартным профилем следует изображать.
1.3.3. Условное изображение резьбы в сборе
Рис.1.3.3.1
На разрезах резьбового соединения в изображении на плоскости, параллельной его оси в отверстии, показывают только ту часть резьбы, которая не закрыта резьбой стержня.
Штриховку в разрезах и сечениях проводят до сплошной основной линии, т.е. до наружного диаметра наружной резьбы и внутреннего диаметра внутренней.
1.4. Условное изображение резьб
Таблица 1.4.1
| Тип резьбы | Условное обозначение типа резьбы | Размеры, указываемые на чертеже | Обозначение резьбы на чертежах | |||
на изображениях в плоскости, параллельной оси резьбы | на изображениях в плоскости, перпендикулярной оси резьбы | |||||
на стержне | В отверстии | на стержне | В отверстии | |||
| Метрическая с крупным шагом ГОСТ 9150-81 | M | Наружный диаметр (мм) | ||||
| Метрическая с мелким шагом ГОСТ 9150-81 | M | Наружный диаметр и шаг резьбы (мм) | ||||
| Трапецеидальная однозаходная ГОСТ 9484-81 (СТ СЭВ 146-78) | Tr | Наружный диаметр и шаг резьбы (мм) | ||||
| Трубная цилиндрическая ГОСТ 6357-81 (СТ СЭВ 1157-78) | G | Условное обозначение в дюймах | ||||
| Коническая дюймовая ГОСТ 6111-52 | K | Условное обозначение в дюймах | ||||
| Трубная коническая ГОСТ 6211-81 (СТ СЭВ 1159-78): наружная и внутренняя | R | Условное обозначение в дюймах | ||||
Для обозначения резьб пользуются стандартами на отдельные типы резьб. Для всех резьб, кроме конических и трубной цилиндрической, обозначения относятся к наружному диаметру и проставляются над размерной линией, на ее продолжении или на полке линии-выноски. Обозначения конических резьб и трубной цилиндрической наносят только на полке линии-выноски.
Резьбу на чертеже условно обозначают в соответствии со стандартами на изображение, диаметры, шаги и т. д.
Метрическая резьба обозначается в соответствии с ГОСТ 9150-81.
Метрическая резьба подразделяется на резьбу с крупным шагом, обозначаемой буквой М с указанием номинального диаметра цилиндрической поверхности, на которой резьба выполнена, например М12, и резьбу с мелким шагом, обозначаемой указанием номинального диаметра, шага резьбы и поля допуска, например М24×2-6g или М12×1-6Н.
При обозначении левой резьбы после условного обозначения ставят LH.
Многозаходные резьбы обозначаются, например трех-заходная, М24×З(P1)LH, где М — тип резьбы, 24 — номинальный диаметр, 3 — ход резьбы, P1 — шаг резьбы. Приведенные обозначения левой и многозаходной резьб могут быть отнесены ко всем метрическим резьбам.
Метрическая коническая резьба обозначается в соответствии с ГОСТ 25229-82. В обозначение резьбы включаются буквы МК. Применяются соединения внутренней цилиндрической резьбы с резьбой наружной конической. Размеры элементов профиля конической и цилиндрической резьб принимаются по ГОСТ 9150-81. Соединение такого типа должно обеспечивать ввинчивание конической резьбы на глубину не менее 0,8l (где l — длина резьбы без сбега). Обозначение внутренней цилиндрической резьбы состоит из номинального диаметра, шага и номера стандарта (например: М20×1,5 ГОСТ 25229-82).
Рис.1.4.1
Соединение внутренней цилиндрической резьбы с наружной конической (рис.1.4.1) обозначается дробью М/МК, номинальным диаметром, шагом и номером стандарта: М/МК 20×1,5LH ГОСТ 25229-82. При отсутствии особых требований к плотности соединений такого рода или при применении уплотнений для достижения герметичности таких соединений номер стандарта в обозначении соединений опускается, например: М/МК 20×1,5 LH.
Поле допуска среднего диаметра внутренней цилиндрической резьбы должно соответствовать 6Н по ГОСТ 16093-81, а предельное отклонение внутреннего диаметра и среза впадин внутренней цилиндрической резьбы принимается в пределах: верхнее предельное отклонение (+0,12) -г- (+0,15), а нижнее предельное отклонение равняется 0.
Трубная цилиндрическая резьба. Условное обозначение резьбы состоит из буквы G, обозначения размера резьбы, класса точности среднего диаметра (А или В). Для левой резьбы применяется условное обозначение LH. Например, G1½LH-В-40 длина свинчивания, указываемая при необходимости.
Соединение внутренней трубной цилиндрической резьбы класса точности А с наружной трубной конической резьбой по ГОСТ 6211-81 обозначается следующим образом: например, G/Rp-1½-А.
При обозначении посадок в числителе указывается класс точности внутренней резьбы, а в знаменателе — наружной. Например: G 1½-А/В.
Трубная коническая резьба. В обозначение резьбы входят буквы: R — для конической наружной резьбы, Rc — для конической внутренней резьбы, Rp — для цилиндрической внутренней резьбы и обозначение размера резьбы. Для левой резьбы добавляются буквы LH. Условный размер резьбы, а также ее диаметры, измеренные в основной плоскости, соответствуют параметрам трубной цилиндрической резьбы, имеющей тот же условный размер. Поэтому детали с трубной конической резьбой достаточно часто применяются в соединениях с деталями с трубной цилиндрической резьбой, что обеспечивает достаточно высокую герметичность соединений. Резьбовые соединения обозначаются в виде дроби, в числителе которой указывается буквенное обозначение внутренней резьбы, а в знаменателе — наружной. Пример обозначения:
G/R * 1½ — A
— внутренняя трубная цилиндрическая резьба класса точности А по ГОСТ 6357-81.
Трапецеидальная резьба. Условное обозначение трапецеидальной резьбы состоит из букв Тr, номинального диаметра, хода Рn и шага Р. Например: Tr20×4LH-8H, где LH — обозначение левой резьбы, 8Н — основное отклонение резьбы.
При необходимости вслед за основным отклонением резьбы указывается длина свинчивания L (в мм). Например: Тг40×6-8g-85; 85 — длина свинчивания.
Резьба упорная. Обозначение резьбы состоит из буквы S, номинального диаметра, шага и основного отклонения S80×10-8Н.
Для левой резьбы после условного обозначения резьбы указывают буквы LH.
Для многозаходной резьбы вводят дополнительно значение хода совместно с буквой Р и значение шага. Так, двухзаходная резьба с шагом 10 мм обозначается S80×2(P10).
Прямоугольная резьба не стандартизована. При изображении прямоугольной резьбы рекомендуется вычерчивать местный разрез, на котором проставляют необходимые размеры.
Специальные резьбы. Если резьба имеет стандартный профиль, но отличается от соответствующей стандартной резьбы диаметром или шагом, то резьба называется специальной. В этом случае к обозначению резьбы добавляется надпись Сп, а в обозначении резьбы указываются размеры наружного диаметра и шага резьбы, например: Сп.М19×1Д Резьба с нестандартным профилем изображается так, как это представлено в п.9 табл.1, с нанесением размеров, необходимых для изготовления резьбы.
Расчет резьбовых соединений | Технический проект
Резьбовые крепежные детали
Крепление — это метод соединения или соединения двух или более частей вместе с использованием процессов или устройств.
- Процессы: сварка, склейка, пайка;
- Устройства: болты, винты, анкеры и т.п.
Одним из наиболее распространенных методов крепления является механическое крепление , процесс, в котором используются промышленные устройства, такие как винты, штифты или заклепки, для скрепления частей сборки. А 9Резьбовая застежка 0005 представляет собой механическую застежку, используемую для соединения двух или более деталей.
Спецификации резьбы: английская система
Чтобы указать резьбу по английской системе, необходимо предоставить минимум пять сведений:
- Форма резьбы
- Резьба серии
- Главный диаметр
- Класс посадки
- Резьба на дюйм
Резьба форма форма или профиль резьбы. Было разработано много типов форм резьбы.
- Резьба остроконечная V была первоначально разработана Уильямом Селлерсом (19 сентября 1824 г. — 24 января 1905 г.), инженером-механиком, производителем, бизнесменом и изобретателем, который подал более 90 патентов.
- Резьба American National заменила остроконечную V-образную резьбу и прочнее остроконечной V-образной резьбы.
- Резьба Unified является текущим стандартом, используемым в США, Канаде и Англии.
- Разновидностью унифицированной нити является Резьба унифицированная круглая , сокращенно УНР.
- Метрическая резьба является международной стандартной резьбой, аналогичной по форме американской национальной резьбе.

- Квадратная резьба , Acme, и контрфорс используются для передачи мощности в зубчатых передачах и других типах машин.
- Резьба поворотного кулака обычно накатывается из листового металла или отливается и используется для изготовления цоколей лампочек, крышек от бутылок и стеклянных банок.
Резьба серии относится к стандартному количеству витков на дюйм, и существует четыре класса: грубая (C), тонкая (F), дополнительная тонкая , и константа шаг . При использовании с унифицированным потоком они обозначаются аббревиатурой UNC, UNF и UNEF. Серия с постоянным шагом задается записью числа перед обозначением формы (4, 6, 8, 12, 16, 20, 28, 32).
- Крупные крепежные детали серии используются для быстрого монтажа или демонтажа чугуна, мягких металлов и пластика и обозначаются как NC или UNC.
- Крепеж Fine серии используется, когда для сборки требуется большое усилие, и обозначается как NF или UNF. Эти крепежные детали широко используются в аэрокосмической и автомобильной промышленности.
- Сверхтонкие крепежные детали серии используются, когда длина зацепления короткая, а приложение требует высоких степеней нагрузки.
- C Резьба с постоянным шагом серии предназначена для специальных целей, например, для работы в условиях большого диаметра или высокого давления. Он используется, когда серии Coarse, Fine, Extra-Fine не соответствуют конструктивным требованиям, и внутри этих серий предпочтение следует отдавать сериям с 8, 12 и 16 нитями.
Существует три класса посадки , установленных ANSI для общего использования.
- Класс 1 — свободная посадка, когда требуется быстрая сборка и допустимы люфты или люфты между деталями.
- Класс 2 — высококачественный, общего назначения, товарного класса годности для болтов, гаек и винтов, широко используемых в массовом производстве.
- Класс 3 — очень высококачественный резьбовой соединитель с плотной посадкой, используемый для прецизионных инструментов, а также в условиях высоких нагрузок и вибраций.
Резьба представлена на чертежах только символически; поэтому для предоставления требуемой информации необходимы примечания к теме . Примечание о резьбе должно быть включено на все детали с резьбой с линией выноски к внешней резьбе или к внутренней резьбе в круговом виде.
Примечания по наружной резьбе даны в продольном виде. Примечания по внутренней резьбе даны на виде с торца с указателем на сплошной круг.
Примечания к резьбе должны содержать следующую информацию:
- Наибольший диаметр в дробной или трехзначной десятичной форме.
- Количество витков на дюйм, за которым следует пробел.
- Обозначение формы резьбы .
- Серия резьбы обозначение.
- Обозначение класса резьбы (1,2 или 3).
- Внутренняя или внешняя l символ (A для наружной резьбы, B для внутренней резьбы), за которым следует пробел.
- Уточняющая информация , такая как:
- LH для левой резьбы. Если резьба правая, правая не указывается.
- DOUBLE или TRIPLE для нескольких потоков.
- Длина резьбы.
- Материал.
- LH для левой резьбы.
Характеристики резьбы: метрическая система
Характеристики метрической резьбы основаны на рекомендациях ISO и аналогичны Единому стандарту. Базовое обозначение метрической резьбы:
Здесь в примечании указано, что резьба метрическая (М), диаметр резьбы 16 миллиметров, за которым следует знак умножения «х», шаг 1,5. миллиметры.
Как правило, полное примечание к метрической резьбе должно содержать следующую информацию:
- Символ формы резьбы . Буква М используется для обозначения метрического профиля. Класс профиля J представляет собой модифицированный профиль М.
- Номинальный размер (основной большой диаметр) в миллиметрах, за которым следует «x».
- Шаг в миллиметрах, за которым следует тире. Шаг можно исключить для крупной резьбы, но в американских стандартах он предпочтительнее.
- Допуск общего назначения . Обозначение класса допуска включает:
- Допуск на средний диаметр: класс, позиция
- Допуск малого диаметра: класс, положение.
Для допусков наружной резьбы используются строчные буквы, для внутренней резьбы – прописные.
Изображение резьбы
Обычно используются два типа условных обозначений для изображения резьбы , традиционное и альтернативное (графическое) изображение.
Обычное представление следует использовать всякий раз, когда оно передает требуемую информацию без путаницы, поскольку оно требует наименьших усилий по составлению.
Этот метод не зависит от типа резьбы. Должны быть указаны тип резьбы и ее размеры.
Альтернатива Представление требует больше времени на набросок, но иногда необходимо, чтобы избежать путаницы с другими параллельными линиями или более четко изобразить отдельные аспекты резьбы. Это близкое приближение к реальному виду винтовой резьбы:
Он упрощен, так что гребень и основание для полной резьбы показаны острыми , с одинарными прямыми линиями вместо двойных изогнутых линий, которые требуются для плоских гребней и оснований.
Альтернативное представление следует использовать только для увеличенных деталей и других специальных применений.
Резьбовые сборки
Для общего использования рекомендуется обычное представление сборок резьбовых частей.
На видах в разрезе часть с наружной резьбой всегда показывается, закрывая часть с внутренней резьбой (показана болтовая резьба, не показана резьба отверстия).
Оба метода можно использовать одновременно на одном и том же чертеже.
Накатанная резьба
Внешняя резьба может быть нарезана с помощью матрицы.
Метчик используется для нарезания внутренней резьбы меньшего диаметра.
Однако существует также тип резьбы, которая не нарезается, а накатывается.
Катаные резьбовые изделия часто изготавливают с уменьшенным диаметром корпуса, примерно равным делительному диаметру. Когда это необходимо показать, элемент можно изобразить, как показано на рисунке:
Здесь резьба изображается больше диаметра детали (как в традиционном, так и в альтернативном представлении).
Как читать обозначение резьбы?
Задумывались ли вы когда-нибудь, как читать обозначение резьбы на технических чертежах? Иногда довольно сложно прочитать обозначение резьбы отверстия на чертежах. Давайте обсудим, как читать обозначение резьбы по обозначению резьбы отверстия или вала на технических чертежах.
Значение обозначения: Действие по указанию или идентификации цели
В соответствии с индийским стандартом IS: 4218 (часть IV) 1976 (подтверждено в 1996 г.) обозначение резьбы должно состоять из двух частей. Один — это обозначение размера, а другой — обозначение допуска.
Обозначение размера
Размер резьбы обозначается буквой «M», за которой следуют диаметр и шаг, разделенные знаком ×. Если нет указания шага, это должно означать, что подразумевается грубый шаг.
Обозначение допуска
Это обозначение допуска включает следующую информацию в примечании к выноске резьбы на инженерном чертеже.
- Цифра, обозначающая класс допуска, как указано ниже: «7» для тонкого класса, «8» для нормального (среднего) класса и «9» для грубого класса.
- Буква, обозначающая позицию допуска, как указано ниже: ‘ H ’ для единичной резьбы, ‘ d ’ для резьбы болта с припуском и ‘ h ’ для резьбы болта без припуска.
Например, Болтовая резьба размером 6 мм крупного шага и с припуском на резьбу и нормальным (средним) классом допуска обозначается как М 6-8 д .
Резьба Обозначение отверстия под летку на примере чертежа
Давайте более подробно рассмотрим обозначение отверстия под летку на техническом чертеже, чтобы более подробно понять обозначение резьбы. Ниже приведен снимок экрана с обозначением летки. Рис. Обозначение дюймовой и метрической резьбы на техническом чертеже
Как использовать шагомер винта? | Thr…
Включите JavaScript
В вышеприведенной выноске для летки мы дали две выноски, чтобы понять ее как в метрической, так и в дюймовой системах.
Каждая выноска состоит из 3 частей.
- Первая часть представляет количество отверстий. Что составляет 3 в случае дюймовой резьбы и 2 в случае метрической резьбы из приведенных выше обозначений летки.
- Вторая часть – это обозначение резьбы для летки. (Обсуждается отдельно для каждой системы единиц ниже)
- Третья часть — диаметр окружности болта, в котором должно быть расположено отверстие.
Обозначение метрической резьбы
Из вышеприведенного обозначения метрической резьбы для обозначения отверстия для летки M8x1,7 представляет размер резьбы, а 8d представляет детали допуска резьбы.
M8x1,7 = 8 мм диаметра и 1,75 мм шага каждой резьбы.
8d = 8 означает нормальную степень допуска и d означает, что на резьбе должен быть припуск.
M8x1,75-8d = диаметр резьбы 8 мм с шагом каждой резьбы 1,75 мм с припуском на резьбу нормального класса точности.
Обозначение дюймовой резьбы
Из приведенного выше обозначения дюймовой резьбы 5/8-11 представляет собой размер резьбы, а UNC/UNF представляет детали допуска.
5/8-11 = диаметр 0,625 дюйма с 11 витками резьбы на дюйм
UNC/UNF = Унифицированная национальная крупная резьба / Унифицированная национальная мелкая резьба
Унифицированная национальная крупная резьба сопоставима с метрической резьбой ISO.
5/8-11 UNC = винтовая резьба диаметром 0,625 дюйма с крупной резьбой 11 витков на дюйм.
UNC – Унифицированная национальная крупная резьба в соответствии с ANSI B1.1
| Большой диаметр | Число витков на дюйм | Основной диаметр 903Major Diameter | Tap Drill Size | Pitch | |
| (in) | (tpi) | (inch) | (mm) | (mm) | (mm) |
| #1 – 64 | 64 | 0. 073 | 1.854 | 1.5 | 0.397 |
| #2 – 56 | 56 | 0.086 | 2.184 | 1.8 | 0.453 |
| #3 – 48 | 48 | 0.099 | 2.515 | 2.1 | 0.529 |
| #4 – 40 | 40 | 0.112 | 2.845 | 2.35 | 0.635 |
| #5 – 40 | 40 | 0.125 | 3.175 | 2.65 | 0.635 |
| #6 – 32 | 32 | 0.138 | 3.505 | 2.85 | 0.794 |
| #8 – 32 | 32 | 0.164 | 4.166 | 3.5 | 0.794 |
| #10 – 24 | 24 | 0.19 | 4.826 | 4 | 1.058 |
| #12 – 24 | 24 | 0.216 | 5.486 | 4.65 | 1.058 |
| 1/4″ – 20 | 20 | 0. 25 | 6.35 | 5.35 | 1.27 |
| 5/16″ – 18 | 18 | 0.313 | 7.938 | 6.8 | 1.411 |
| 3/8″ – 16 | 16 | 0.375 | 9.525 | 8.25 | 1.587 |
| 7/16″ – 14 | 14 | 0.438 | 11.112 | 9.65 | 1.814 |
| 1/2″ – 13 | 13 | 0.5 | 12.7 | 11.15 | 1.954 |
| 9/16″ – 12 | 12 | 0.563 | 14.288 | 12.6 | 2.117 |
| 5/8″ – 11 | 11 | 0.625 | 15.875 | 14.05 | 2.309 |
| 3/4″ – 10 | 10 | 0.75 | 19.05 | 17 | 2.54 |
| 7/8″ – 9 | 9 | 0.875 | 22.225 | 20 | 2. 822 |
| 1″ – 8 | 8 | 1 | 25.4 | 22.85 | 3.175 |
| 1 1/8″ – 7 | 7 | 1.125 | 28.575 | 25.65 | 3.628 |
| 1 1/4″ – 7 | 7 | 1.25 | 31.75 | 28.85 | 3.628 |
| 1 3/8″ – 6 | 6 | 1.375 | 34.925 | 31.55 | 4.233 |
| 1 1/2″ – 6 | 6 | 1.5 | 38.1 | 34.7 | 4.233 |
| 1 3/4″ – 5 | 5 | 1.75 | 44.45 | 40.4 | 5.08 |
| 2″ – 4 1/2 | 4 1/2 | 2 | 50.8 | 46.3 | 5.644 |
| 2 1/4″ – 4 1/2 | 4 1/2 | 2.25 | 57.15 | 52.65 | 5.644 |
| 2 1/2″ – 4 | 4 | 2. 5 | 63.5 | 58.5 | 6.35 |
| 2 3 /4″ – 4 | 4 | 2.75 | 69.85 | 64.75 | 6.35 |
| 3″ – 4 | 4 | 3 | 76.2 | 71.1 | 6.35 |
| 3 1/ 4″ – 4 | 4 | 3.25 | 82.55 | 77.45 | 6.35 |
| 3 1/2″ – 4 | 4 | 3.5 | 88.9 | 83.8 | 6.35 |
| 3 3/4″ – 4 | 4 | 3.75 | 95.25 | 90.15 | 6.35 |
| 4″ – 4 | 4 | 4 | 101.6 | 96.5 | 6.35 |
UNF – Unified National Fine Резьба согласно ANSI B1.1
| Major Diameter | Threads per inch | Major Diameter | Major Diameter | Tap Drill Size | Pitch | ||||||||
| (in) | (TPI) | (дюйм) | (мм) | (мм) | 5 (мм) | 5 (мм) | 9(мм) | . #0 – 80 | 80 | 0.06 | 1.524 | 1.25 | 0.317 |
| #1 – 72 | 72 | 0.073 | 1.854 | 1.55 | 0.353 | ||||||||
| #2 – 64 | 64 | 0.086 | 2.184 | 1.9 | 0.397 | ||||||||
| #3 – 56 | 56 | 0.099 | 2.515 | 2.15 | 0.453 | ||||||||
| #4 – 48 | 48 | 0.112 | 2.845 | 2.4 | 0.529 | ||||||||
| #5 – 44 | 44 | 0.125 | 3.175 | 2.7 | 0.577 | ||||||||
| #6 – 40 | 40 | 0.138 | 3.505 | 2.95 | 0.635 | ||||||||
| #8 – 36 | 36 | 0.164 | 4.166 | 3.5 | 0.705 | ||||||||
| #10 – 32 | 32 | 0.19 | 4.826 | 4. 1 | 0.794 | ||||||||
| #12 – 28 | 28 | 0.216 | 5.486 | 4.7 | 0.907 | ||||||||
| 1/4″ – 28 | 28 | 0.25 | 6.35 | 5.5 | 0.907 | ||||||||
| 5/16″ – 24 | 24 | 0.313 | 7.938 | 6.9 | 1.058 | ||||||||
| 3/8″ – 24 | 24 | 0.375 | 9.525 | 8.5 | 1.058 | ||||||||
| 7/16″ – 20 | 20 | 0.438 | 11.112 | 9.9 | 1.27 | ||||||||
| 1/2″ – 20 | 20 | 0.5 | 12.7 | 11.5 | 1.27 | ||||||||
| 9/16″ – 18 | 18 | 0.563 | 14.288 | 12.9 | 1.411 | ||||||||
| 5/8″ – 18 | 18 | 0.625 | 15.875 | 14.5 | 1.411 | ||||||||
| 3/4″ – 16 | 16 | 0. 75 | 19.05 | 17.5 | 1.587 | ||||||||
| 7/8″ – 14 | 14 | 0.875 | 22.225 | 20.4 | 1.814 | ||||||||
| 1″ – 12 | 12 | 1 | 25.4 | 23.25 | 2.117 | ||||||||
| 1 1/8″ – 12 | 12 | 1.125 | 28.575 | 26.5 | 2.117 | ||||||||
| 1 1/4″ – 12 | 12 | 1.25 | 31.75 | 29.5 | 2.117 | ||||||||
| 1 3/8″ – 12 | 12 | 1.375 | 34.925 | 32.75 | 2.117 | ||||||||
| 1 1/2″ – 12 | 12 | 1.5 | 38.1 | 36 | 2.117 |
Стандартные размеры винтовых резьбов для болта и гайков
Согласно IS: 4218 (часть III) 1976 (Reaffird 1996)
Метрические нити.
для гайки и болта (d = D) мм
для гайки и болта (d p ) мм
для болта в мм
для гайки в MM
Stress area mm 2 6 500 000 000 760Metric Threads Fine Thread Series
| . Обозначение | шаг MM | Основной или номинальный диаметр для гай ) MM | Меньший диаметр или диаметр ядра (D C ) для болта в мм | Диаметр или ядра (D C ) для галки в MMM9 36323 C ) для галки в MMM9 363. C ) для гаута в MMM9 363. ).1317 for bolt -mm | Stress area mm 2 | ||
| M 0.4 | 0.1 | 0.400 | 0.335 | 0.277 | 0.292 | 0.061 | 0.074 |
| M 0.6 | 0.15 | 0.600 | 0.503 | 0.416 | 0.438 | 0.092 | 0.166 |
| M 0.8 | 0.2 | 0.800 | 0.670 | 0.555 | 0.584 | 0.123 | 0.295 |
| M1 | 0.25 | 1.000 | 0.838 | 0.693 | 0.729 | 0.153 | 0.460 |
| M 1.2 | 0.25 | 1.200 | 1.038 | 0.893 | 0.929 | 0.158 | 0.732 |
| M 1.4 | 0.3 | 1.400 | 1. 205 | 1.032 | 1.075 | 0.184 | 0.983 |
| M 1.6 | 0.35 | 1.600 | 1.373 | 1.171 | 1.221 | 0.215 | 1.27 |
| M 1.8 | 0.35 | 1.800 | 1.573 | 1.371 | 1.421 | 0.215 | 1.70 |
| M2 | 0.4 | 2.000 | 1.740 | 1.509 | 1.567 | 0.245 | 2.07 |
| M 2.2 | 0.45 | 2.200 | 1.908 | 1.648 | 1.713 | 0.276 | 2.48 |
| M 2.5 | 0.45 | 2.500 | 2.208 | 1.948 | 2.013 | 0.276 | 3.39 |
| M3 | 0.5 | 3.000 | 2.675 | 2.387 | 2.459 | 0.307 | 5.03 |
| M 3. 5 | 0.6 | 3.500 | 3.110 | 2.764 | 2.850 | 0.368 | 6.78 |
| M4 | 0.7 | 4.000 | 3.545 | 3.141 | 3.242 | 0.429 | 8.78 |
| M 4.5 | 0.75 | 4.500 | 4.013 | 3.580 | 3.688 | 0.460 | 11.3 |
| MS | 0.8 | 5.000 | 4.480 | 4.019 | 4.134 | 0.491 | 14.2 |
| M6 | 1 | 6.000 | 5.350 | 4.773 | 4.918 | 0,613 | 20,1 |
Метрическая резьба – крупная резьба по ISO 724
| Размер – номинальный диаметр 6 6 62 | Pitch | Clearance Drill | Tap Drill | Tensile Stress Area |
| (mm) | (mm) | (mm) | (mm) | (mm 2 ) |
| M 1. 6 | 0.35 | 1.8 | 1.25 | |
| M 2 | 0.4 | 2.4 | 1.6 | |
| M 2.5 | 0.45 | 2.9 | 2 | |
| M 3 | 0.5 | 3.4 | 2.5 | |
| M 3.5 | 0.6 | 3.9 | 2.9 | |
| M 4 | 0.7 | 4.5 | 3.3 | 8.78 |
| M 5 | 0.8 | 5.5 | 4.2 | 14.2 |
| M 6 | 1 | 6.6 | 5 | 20.1 |
| M 8 | 1.25 | 9 | 6.8 | 36.6 |
| M 10 | 1.5 | 12 | 8.5 | 58 |
| M 12 | 1.75 | 14 | 10.2 | 84.3 |
| M 14 | 2 | 16 | 12 | |
| M 16 | 2 | 18 | 14 | 157 |
| M 20 | 2. 5 | 22 | 17.5 | 245 |
| M 22 | 2.5 | 25 | 19.5 | |
| M 24 | 3 | 27 | 21 | 353 |
| M 27 | 3 | 30 | 24 | |
| M 30 | 3.5 | 33 | 26.5 | 561 |
| M 36 | 4 | 40 | 32 | 817 |
| M 42 | 4.5 | 46 | 37.5 | 1120 |
| M 48 | 5 | 53 | 43 | 1470 |
| M 56 | 5.5 | 62 | 50.5 | 2030 |
| M 64 | 6 | 70 | 58 | 2680 |
| M 68 | 6 | 74 | 62 |
Metric Screw Threads – Fine Threads according ISO 724
| Size – Nominal Diameter | Pitch | Tap Drill | Tensile Stress Area |
| (mm) | (mm) | (mm) | (mm 2 ) |
| M 1. 0 x 0.2 | 0.2 | 0.8 | |
| M 1.1 x 0.2 | 0.2 | 0.9 | |
| M 1.2 x 0.2 | 0.2 | 1 | |
| M 1.4 x 0.2 | 0.2 | 1.2 | |
| M 1.6 x 0.2 | 0.2 | 1.4 | |
| M 1.8 x 0.2 | 0.2 | 1.6 | |
| M 2 x 0.25 | 0.25 | 1.75 | |
| M 2.2 x 0.25 | 0.25 | 1.95 | |
| M 2.5 x 0.35 | 0.35 | 2.1 | |
| M 3 x 0.35 | 0.35 | 2.6 | |
| M 3.5 x 0.35 | 0.35 | 3.1 | |
| M 4 x 0.5 | 0.5 | 3.5 | |
| M 4.5 x 0. 5 | 0.5 | 4 | |
| M 5 x 0.5 | 0.5 | 4.5 | |
| M 5.5 x 0.5 | 0.5 | 5 | |
| M 6 x 0.75 | 0.75 | 5.2 | 20.1 |
| M 7 x 0.75 | 0.75 | 6.2 | |
| M 8 x 0.75 | 0.75 | 7.2 | |
| M 8 x 1.0 | 1 | 7 | 39.2 |
| M 9 x 0.75 | 0.75 | 8.2 | |
| M 9 x 1 | 1 | 8 | |
| M 10 x 0.75 | 0.75 | 9.2 | |
| M 10 x 1 | 1 | 9 | 64.5 |
| M 10 x 1.25 | 1.25 | 8.8 | 61.2 |
| M 11 x 0.75 | 0.75 | 10. 2 | |
| M 11 x 1 | 1 | 10 | |
| M 12 x 1 | 1 | 11 | |
| M 12 x 1.25 | 1.25 | 10.8 | 92.1 |
| M 12 x 1.5 | 1.5 | 10.5 | 88.1 |
| M 14 x 1.0 | 1 | 13 | |
| M 14 x 1.25 | 1.25 | 12.8 | |
| M 14 x 1.5 | 1.5 | 12.5 | |
| M 15 x 1 | 1 | 14 | |
| M 15 x 1.5 | 1.5 | 13.5 | |
| M 16 x 1 | 1 | 15 | 178 |
| M 16 x 1.5 | 1.5 | 14.5 | 167 |
| M 17 x 1.0 | 1 | 16 | |
| M 17 x 1. 5 | 1.5 | 15.5 | |
| M 18 x 1.0 | 1 | 17 | |
| M 18 x 1.5 | 1.5 | 16.5 | |
| M 18 x 2.0 | 2 | 16 | |
| M 20 x 1.0 | 1 | 19 | |
| M 20 x 1.5 | 1.5 | 18.5 | 272 |
| M 20 x 2.0 | 2 | 18 | 258 |
| M 22 x 1.0 | 1 | 21 | |
| M 22 x 1.5 | 1.5 | 20.5 | |
| M 22 x 2.0 | 2 | 20 | |
| M 24 x 1.0 | 1 | 23 | |
| M 24 x 1.5 | 1.5 | 22.5 | 401 |
| M 24 x 2.0 | 2 | 22 | 384 |
| M 25 x 1. 0 | 1 | 24 | |
| M 25 x 1.5 | 1.5 | 23.5 | |
| M 25 x 2.0 | 2 | 23 | |
| M 27 x 1.0 | 1 | 26 | |
| M 27 x 1.5 | 1.5 | 25.5 | |
| M 27 x 2.0 | 2 | 25 | |
| M 28 x 1.0 | 1 | 27 | |
| M 28 x 1.5 | 1.5 | 26.5 | |
| M 28 x 2.0 | 2 | 26 | |
| M 30 x 1.0 | 1 | 29 | |
| M 30 x 1.5 | 1.5 | 28.5 | |
| M 30 x 2.0 | 2 | 28 | 621 |
| M 30 x 3.0 | 3 | 27 | 581 |
| M 32 x 1. 5 | 1.5 | 30.5 | |
| M 32 x 2.0 | 2 | 30 | |
| M 33 x 1.5 | 1.5 | 31.5 | |
| M 33 x 2.0 | 2 | 31 | |
| M 33 x 3.0 | 3 | 30 | |
| M 35 x 1.5 | 1.5 | 33.5 | |
| M 35 x 2.0 | 2 | 33 | |
| M 36 x 1.5 | 1.5 | 34.5 | |
| M 36 x 2.0 | 2 | 34 | 915 |
| M 36 x 3.0 | 3 | 33 | 865 |
| M 39 x 1.5 | 1.5 | 37.5 | |
| M 39 x 2.0 | 2 | 37 | |
| M 39 x 3.0 | 3 | 36 | |
| M 40 x 1. 5 | 1.5 | 38.5 | |
| M 40 x 2.0 | 2 | 38 | |
| M 40 x 3.0 | 3 | 37 | |
| M 42 x 1.5 | 1.5 | 40.5 | |
| M 42 x 2.0 | 2 | 40 | |
| M 42 x 3.0 | 3 | 39 | 1210 |
| M 42 x 4.0 | 4 | 38 | 1150 |
| M 45 x 1.5 | 1.5 | 43.5 | |
| M 45 x 2.0 | 2 | 43 | |
| M 45 x 3.0 | 3 | 42 | |
| M 45 x 4.0 | 4 | 41 | |
| M 48 x 1.5 | 1.5 | 46.5 | |
| M 48 x 2.0 | 2 | 46 | |
| M 48 x 3. 0 | 3 | 45 | 1600 |
| M 48 x 4.0 | 4 | 44 | 1540 |
| M 50 x 1.5 | 1.5 | 48.5 | |
| M 50 x 2.0 | 2 | 48 | |
| M 50 x 3.0 | 3 | 47 | |
| M 52 x 1.5 | 1.5 | 50.5 | |
| M 52 x 2.0 | 2 | 50 | |
| M 52 x 3.0 | 3 | 49 | |
| M 52 x 4.0 | 4 | 48 | |
| M 55 x 1.5 | 1.5 | 53.5 | |
| M 55 x 2.0 | 2 | 53 | |
| M 55 x 3.0 | 3 | 52 | |
| M 55 x 4.0 | 4 | 51 | |
| M 56 x 1. 5 | 1.5 | 54.5 | |
| M 56 x 2.0 | 2 | 54 | |
| M 56 x 3.0 | 3 | 53 | |
| M 56 x 4.0 | 4 | 52 | |
| M 58 x 1.5 | 1.5 | 56.5 | |
| M 58 x 2.0 | 2 | 56 | |
| M 58 x 3.0 | 3 | 55 | |
| M 58 x 4.0 | 4 | 54 | |
| M 60 x 1.5 | 1.5 | 58.5 | |
| M 60 x 2.0 | 2 | 58 | |
| M 60 x 3.0 | 3 | 57 | |
| M 60 x 4.0 | 4 | 56 | |
| M 62 x 1.5 | 1.5 | 60.5 | |
| M 62 x 2. 0 | 2 | 60 | |
| M 62 x 3.0 | 3 | 59 | |
| M 62 x 4.0 | 4 | 58 | |
| M 64 x 1.5 | 1.5 | 62.5 | |
| M 64 x 2.0 | 2 | 62 | |
| M 64 x 3.0 | 3 | 61 | |
| M 64 x 4.0 | 4 | 60 | |
| M 65 x 1.5 | 1.5 | 63.5 | |
| M 65 x 2.0 | 2 | 63 | |
| M 65 x 3.0 | 3 | 62 | |
| M 65 x 4.0 | 4 | 61 | |
| M 68 x 1.5 | 1.5 | 66.5 | |
| M 68 x 2.0 | 2 | 66 | |
| M 68 x 3. 0 | 3 | 65 | |
| M 68 x 4.0 | 4 | 64 | |
| M 70 x 1.5 | 1.5 | 68.5 | |
| M 70 x 2.0 | 2 | 68 | |
| M 70 x 3.0 | 3 | 67 | |
| M 70 x 4.0 | 4 | 66 | |
| M 70 x 6.0 | 6 | 64 | |
| M 72 x 1.5 | 1.5 | 70.5 | |
| M 72 x 2.0 | 2 | 70 | |
| M 72 x 3.0 | 3 | 69 | |
| M 72 x 4.0 | 4 | 68 | |
| M 72 x 6.0 | 6 | 66 | |
| M 75 x 1.5 | 1.5 | 73.5 | |
| M 75 x 2. 0 | 2 | 73 | |
| M 75 x 3.0 | 3 | 72 | |
| M 75 x 4.0 | 4 | 71 | |
| M 75 x 6.0 | 6 | 69 | |
| M 76 x 1.5 | 1.5 | 74.5 | |
| M 76 x 2.0 | 2 | 74 | |
| M 76 x 3.0 | 3 | 73 | |
| M 76 x 4.0 | 4 | 72 | |
| M 76 x 6.0 | 6 | 70 | |
| M 80 x 1.5 | 1.5 | 78.5 | |
| M 80 x 2.0 | 2 | 78 | |
| M 80 x 3.0 | 3 | 77 | |
| M 80 x 4.0 | 4 | 76 | |
| M 80 x 6. 0 | 6 | 74 | |
| M 85 x 2.0 | 2 | 83 | |
| M 85 x 3.0 | 3 | 82 | |
| M 85 x 4.0 | 4 | 81 | |
| M 85 x 6.0 | 6 | 79 | |
| M 90 x 2.0 | 2 | 88 | |
| M 90 x 3.0 | 3 | 87 | |
| M 90 x 4.0 | 4 | 86 | |
| M 90 x 6.0 | 6 | 84 | |
| M 95 x 2.0 | 2 | 93 | |
| M 95 x 3.0 | 3 | 92 | |
| M 95 x 4.0 | 4 | 91 | |
| M 95 x 6.0 | 6 | 89 | |
| M 100 x 2. 0 | 2 | 98 | |
| M 100 x 3.0 | 3 | 97 | |
| M 100 x 4.0 | 4 | 96 | |
| M 100 x 6.0 | 6 | 94 |
Conclusion: The приведенный выше список тем не является полным списком. ISO 724 предоставляет размеры резьбы до 300. Сообщите нам в разделе комментариев ниже, если вы поняли, как правильно читать резьбу ваших винтов на чертежах.
Использование Stud Wizard в SOLIDWORKS 2022
Исторически сложилось так, что пользователи SOLIDWORKS были несколько ограничены в отношении доступных подходов к представлению внешней резьбы в конструкциях деталей и сборок. Хотя аннотации выноски резьбы и графические представления (косметическая резьба) все еще очень часто используются из-за их простоты как в моделях, так и в чертежах, они, как правило, не представляют истинную промышленную форму конструкции. Только в том случае, если будут добавлены дополнительные функции для точного представления резьбы, мы можем быть уверены, что избежим последующих проблем в сборках, где посадка и пересечение компонентов имеют решающее значение.
На изображении ниже (слева) мы видим распространенный сценарий, когда косметическая резьба была нанесена на цилиндр диаметром больше, чем сама резьба. Хотя это может быть допустимо некоторыми стандартами проектирования для производства, это может привести к трудностям на уровне сборки. Чтобы решить эту проблему, перед нанесением косметической нити (справа) необходимо отрезать лишний материал, что может потребовать нескольких элементов, если нити не доходят до следующей или сквозной.
Выпуск функции «Резьба» в 2016 году предложил разработчикам упрощенный подход к созданию геометрии спиральной резьбы для более точного и реалистичного представления резьбы, но все еще оставлял желать лучшего. Функция Thread, хотя и чрезвычайно мощная, также была довольно сложной и приводила к значительному замедлению времени перестроения при частом применении. Кроме того, автоматические выноски не поддерживаются для элементов резьбы, что затрудняет обмен данными через производственные чертежи. По этой причине команда Thread обычно зарезервирована для моделирования нестандартных потоков, которые иначе не могут быть переданы.
SOLIDWORKS 2022 представляет мастер создания шпилек, совершенно новую функцию, специально разработанную для устранения разницы между чрезмерно упрощенными обозначениями резьбы/косметической резьбой и медленной и сложной точностью функции резьбы. Как следует из названия, инструмент Stud Wizard очень похож на Hole Wizard и специально предназначен для создания шпилек с внешней резьбой, чтобы дополнить существующие возможности Hole Wizard для отверстий с внутренней резьбой.
По умолчанию команду «Мастер крепления» можно найти на вкладке «Элементы» в CommandManager, щелкнув стрелку раскрывающегося списка под «Отверстие под крепеж».
Создание шпильки на существующем цилиндре
После активации мастер создания шпильки предлагает два различных режима для создания шпильки, которые можно переключать с помощью значков в верхней части окна PropertyManager.
Первый режим позволяет использовать существующее цилиндрическое тело, аналогично тому, что требуется для использования резьбы или косметического элемента резьбы. Просто выберите внешнюю круглую кромку существующего корпуса шпильки, затем укажите стандарт, тип (машинная резьба или прямая резьба с трубной резьбой) и размер, как для отверстия под крепеж. Следует отметить, что так же, как и для Отверстия под крепеж, доступные стандарты для Мастера шпилек контролируются свойствами конфигурации Toolbox. Кроме того, при создании шпильки из существующего корпуса цилиндра доступные размеры ограничены диаметром цилиндра. В этом случае, поскольку диаметр цилиндра составляет 5/8 дюйма, доступны размеры 9./16” и меньше.
Глубиной резьбы можно управлять с помощью условия «Слепой конец» со значением глубины (в данном примере 1 дюйм), «До следующего» или «Насквозь» для дополнительной гибкости. Кроме того, можно включить параметры класса резьбы, чтобы указать допуск 1A, 2A или 3A. Для непосвященных буква «А» в этом обозначении указывает на то, что резьба внешняя (внутренняя резьба обозначается буквой В), а числовое значение представляет плотность посадки. Как правило, более высокий класс указывает на более плотную посадку, при этом класс 2A является наиболее распространенным из-за баланса сложности производства/стоимости и производительности.
Следует отметить, что указание класса резьбы в функции «Мастер обработки шпилек» не изменит номинальные размеры шпильки и не применит никаких допусков; однако, если для функции вставлено обозначение потока, оно будет включать обозначение класса потока, если оно было применено.
Наконец, можно активировать флажок поднутрения, чтобы срезать материал ниже резьбы для правильной сборки и подгонки компонентов. Просто укажите диаметр поднутрения (максимальное значение которого равно диаметру резьбы), значение глубины и радиус скругления, которые будут применяться к краям поднутрения. Обратите внимание, что если для шпильки используется глухой конец, глубина поднутрения ограничивается оставшимся пространством между концом резьбы и концом корпуса цилиндра.
После завершения работы функции «Мастер шпилек» можно вставить аннотацию выноски резьбы, развернув элемент шпильки в дереве проектирования, щелкнув правой кнопкой мыши подэлемент «Резьба шпильки» и выбрав «Вставить выноску» в контекстном меню. Кроме того, выноски можно добавить, щелкнув правой кнопкой мыши на графическом круге, представляющем элемент резьбы шпильки (если он виден). Обратите внимание, что видимость косметических потоков контролируется параметром «Просмотр аннотаций верхнего уровня» в раскрывающемся меню «Скрыть/отобразить элементы», который должен быть включен для их просмотра. Обозначения резьбы также можно вставлять в виды чертежа.
Как показано здесь, функция «Мастер шпилек» позволяет быстро определять шпильки с наружной резьбой с использованием знакомых стандартов, более точно представляя предполагаемую геометрию и избегая сложности (и сложности документации), связанной с полной винтовой резьбой. Хотя использование мастера создания шпилек на существующем цилиндре, безусловно, само по себе эффективно, второй доступный режим позволяет создавать шпильку полностью с нуля способом, почти идентичным способу использования мастера отверстий.
Создание шипа на поверхности
Начните с активации функции Мастера шипов, как обычно, затем выберите второй значок с надписью «Создает шип на поверхности». После активации этого режима в PropertyManager становятся доступны две вкладки.
Вкладка «Шпилька» содержит все те же поля для определения параметров резьбы, что и в первом режиме выше, но также включает дополнительный раздел «Сведения о валу», где должны быть определены длина и диаметр вала, поскольку в этом режиме создается новая шпилька, а не используется существующий элемент цилиндра. Также, как и в первом режиме, доступные размеры резьбы ограничены значением диаметра, указанным в разделе сведений о валу.
После определения деталей вала и стандартов резьбы вкладку «Положение» можно использовать для размещения новой шпильки способом, почти идентичным способу работы с отверстием под крепеж. Однако в этом выпуске есть несколько ограничений на расположение новых шпилек. В отличие от Отверстия под крепеж, выбор опорных плоскостей и неплоских граней в настоящее время не поддерживается в этом выпуске; поддерживаются только плоские грани.
Кроме того, несмотря на то, что точка эскиза используется для позиционирования центра стойки, все другие инструменты эскиза, включая инструмент «Умный размер», недоступны при размещении точки. Если для положения требуется вспомогательная геометрия или размеры, полученный точечный эскиз необходимо отредактировать после того, как элемент-шпилька будет завершен. Наконец, несколько точек эскиза в настоящее время не поддерживаются, а это означает, что для каждой стойки требуется своя уникальная функция. В качестве альтернативы можно использовать функции зеркалирования/шаблона, но команда «Вставить выноску» будет недоступна для потоков зеркальных экземпляров.
При использовании этого режима также возникает потенциально неприятная ошибка. Если для резьбы выбрано условие конца «Насквозь» или «До следующего конца», поле диаметра в разделе «Сведения о вале» становится недоступным для редактирования. Обычно это не будет проблемой, так как диаметр резьбы будет иметь приоритет и позволит шпильке правильно подобрать размер; однако значение диаметра в поле вала по-прежнему ограничивает доступные размеры в стандартном разделе резьбы (показано ниже).
Чтобы решить эту проблему, временно установите конечное условие для резьбы на Слепая, чтобы поле диаметра вала снова стало редактируемым, затем установите диаметр вала на значение, большее, чем резьба, которую вы хотели бы использовать. Затем вы вернетесь к исходному конечному состоянию, и должны быть доступны большие размеры.
Заключение
Мастер создания шпилек — это долгожданная новая функция SOLIDWORKS 2022, которая использует преимущества знакомого рабочего процесса Отверстия под крепеж, чтобы сделать шпильки с внешней резьбой проще, чем когда-либо прежде, и при этом сбалансировать точность модели со сложностью и производительностью. Полученная геометрия модели является более точной (и требует меньше работы), чем традиционная косметическая резьба, и позволяет избежать длительного времени восстановления, связанного с геометрически точными элементами спиральной резьбы. Несмотря на то, что в текущем выпуске у Stud Wizard есть несколько существующих ограничений, они, безусловно, не являются решающими. Мы ожидаем увидеть дополнительные улучшения, которые сделают Stud Wizard еще более полезным.
Узнайте больше о новых улучшениях SOLIDWORKS 2022 в электронной книге Усовершенствования SOLIDWORKS 2022 для оптимизации и ускорения всего процесса разработки продукта .
Об авторе
Джейкоб Эймс (Jacob Ames) — старший инженер по приложениям SOLIDWORKS в компании Hawk Ridge Systems из Олимпии, штат Вашингтон. Он создавал контент для SOLIDWORKS, обучал студентов и демонстрировал продукты на протяжении более 5 лет из своего более чем 10-летнего опыта работы с САПР. Если он не сидит перед своим компьютером, вы, скорее всего, найдете его играющим в видеоигры или бродящим по тропам Тихоокеанского Северо-Запада.
Резьба
Этот раздел взят из книги Howard Monroe Raymond «Modern Shop Practice». Также доступно на Amazon: Modern Shop Practice.
Винт и гайка
Если мы нарежем канавку вокруг цилиндра в виде спирали, мы получим так называемую винтовую резьбу, причем резьба образована материалом, который остается между последовательными витками винтовой канавки . Цилиндр, вокруг которого прорезана такая спиральная канавка, называется винтом; а деталь, имеющая цилиндрическое отверстие со спиральной канавкой, прорезанной вокруг отверстия, называется гайкой. Чаще всего винт используется для скрепления деталей, удержания их на заданном расстоянии друг от друга и для перемещения одной детали относительно другой детали.
Рис. 61. Простой чертеж для левой и правой V-образной резьбы.
V-образная резьба
Форма винтовой резьбы, с которой мы наиболее знакомы, известна как V-образная резьба, показанная в ее простейшей форме на рис. 61. На рис. 62 показан метод рисования истинных проекций этой резьбы. . Размеры, которые необходимо знать для выполнения чертежа, — это наружный диаметр АО, шаг АС и глубина резьбы АК. Сначала нарисуйте две проекции цилиндра диаметром, равным внешнему диаметру винта. Половины конечного вида достаточно. На линии АЕ этого цилиндра отложение АС равно шагу; начиная с точки А, нарисуйте спираль ABCD, как описано для рис. 52. Внутри цилиндра АО начертите меньший цилиндр KL, диаметр которого равен диаметру АО минус удвоенная глубина резьбы. Теперь на этом меньшем цилиндре, начиная с точки Н, перпендикулярно под точкой на линии АС, которая находится на полпути от А к С, нарисуйте спираль LHJ с тем же шагом, что и спираль АВС. Проведите линии PR, X Y, ST и т. д., касающиеся двух спиралей, и проекция нити будет завершена. Необходимо нарисовать невидимые части двух спиралей, чтобы провести линии ST, XY и т. д.; но их не нужно оставлять на готовом рисунке. На рис. 62 они показаны пунктиром на один оборот винта, чтобы обозначить конструкцию.
Рис. 62. Точные проекции правой V-винтовой резьбы.
Рис. 63. Точная конструкция для двойной V-образной резьбы.
Рис. 64. Простой чертеж левой и правой квадратной резьбы.
На рис. 63 показан способ нарезания двойной V-образной резьбы. Процесс точно такой же, как и для рисования одной нити. Начните с точки А и проведите одинарную нить А BCD точно так, как на рис. 62; затем начните с точки 9, на полпути между А и С, и протяните еще одну нить того же шага, что и первая. Некоторое размышление может быть необходимо, чтобы решить, когда линии одной нити скрываются за другой нитью.
Квадратная резьба
Другой очень распространенный вид винтовой резьбы показан на рис. 64 и известен как квадратная резьба. Метод протягивания этой нити аналогичен таковому для V-образной резьбы, за исключением нескольких второстепенных моментов. Конструкция показана на рис. 65. Размеры, которые необходимо знать, это наружный диаметр АО, шаг АС, глубина АН и либо ширина резьбы AR, либо ширина паза RC. На рисунке ширина резьбы AR принята равной половине шага; то есть AR и RC равны. Начиная с точки А, нарисуйте спираль АВС; и, начиная с R, нарисуйте спираль RMN, где RN, конечно, равно AC. Так как часть между А и R металлическая, образующая нить, то будет линия от А к R и от В к М и т. д. Теперь, начиная с точки Н, вертикально под А, и на расстоянии от А, равном глубину резьбы нарисуйте спиралью HJV; и от S вертикально под R провести спираль STW. Нарисуйте линии СВ, ТК и т.д. Здесь, как и в случае с нитью V, невидимые линии должны быть проведены при выполнении рисунка, но не должны быть закрашены тушью.
Рис. 65. Точные проекции для правой квадратной резьбы.
На рис. 66 показана конструкция двойной квадратной резьбы. Объяснение не требуется, так как разница между этой и одинарной квадратной резьбой практически такая же, как между одинарной и двойной V-образной резьбой.
Рис. 66. Точная конструкция для двойной квадратной резьбы.
Типовые формы V-образной и квадратной резьбы
V-образная и квадратная резьба являются двумя основными используемыми формами резьбы, а все другие формы являются модификациями одной или другой из этих двух. Рис. 67-70 показаны некоторые из наиболее распространенных модификаций.
Рис. 67 и 68 показаны две формы V-образной резьбы, которые обычно используются на практике.
Стандартная резьба США
На рис. 67 мы видим то, что известно как стандартная резьба Селлерса или США, увеличенный чертеж которой показан на рис. 71. Ссылаясь на этот рисунок, мы видим, что угол между двумя сторон резьбы составляет 60°, так что если бы резьба доходила до точки вверху и внизу, как показано пунктирными линиями, глубина резьбы D составляла бы примерно 87/100 шага P. Острые углы , однако, являются недостатком, так как снаружи они могут быть повреждены и создавать проблемы при надевании гайки, а на дне паза они имеют тенденцию ослаблять болт или винт. Чтобы избежать этих острых углов, резьба стандартной резьбы США сплющивается, как показано на рис. 71, причем степень этого сплющивания такова, что расстояние С составляет 1/8 шага, или — что составляет то же самое — расстояние А составляет 1/8 от D. Это дает резьбу, глубина которой Е составляет 65/100 шага. Стандартная резьба Уитворта. На рис. 68 показана так называемая стандартная резьба Уитворта, показанная в увеличенном виде на рис. 72. Здесь угол между сторонами резьбы составляет 55°, так что, если резьба подходит к острым углам, как показано пунктирными линиями, глубина D будет 96/100 поля. Верх и низ резьбы вместо сплющивания закругляются так, что расстояние А составляет 1/6 от D, или глубина Е составляет 64/100 шага.
Рис. 67. Стандартная резьба США.
Рис. 68. Стандартная резьба Whitworth.
Рис. 69. Стягивающий винт с V-образной резьбой.
Рис. 70. Вариант квадратной резьбы.
V-образная резьба стягивающего винта
На рис. 69 показана V-образная резьба, используемая на стягивающих винтах и других шурупах для дерева. Здесь канавка намного больше резьбы, потому что древесина, в которую она должна ввинчиваться, слабее железа, из которого сделан винт.
Разновидность квадратной резьбы
На рис. 70 показана слегка измененная форма квадратной резьбы, единственная разница между которой и ранее описанной квадратной резьбой заключается в том, что стороны канавки слегка сужаются.
SolidWorks: Threading — Perception Engineering
Функция нарезания резьбы в SolidWorks предлагает гораздо более простой способ создания геометрии резьбовых элементов на ваших деталях. Предварительно вам нужно будет набросать профиль вашей резьбы и шаг спирали. Теперь добавить потоки так же просто, как несколько кликов. В этом блоге будет рассмотрена функция треда и показано, как использовать этот полезный инструмент в ваших проектах!
Местоположение функции
Если вы никогда не использовали функцию резьбы, ее может быть довольно трудно найти. Вы можете легко найти его с помощью панели поиска под фильтром команд, введя «поток» и выбрав инструмент. Эту функцию также можно найти в раскрывающемся меню, прикрепленном к функции отверстия под крепеж. Посмотрите на изображение ниже, чтобы увидеть, где вы можете найти функцию резьбы.
Рис. 1. Расположение элемента резьбы
Применение элементов резьбы к деталям
Чтобы применить элементы резьбы к вашей детали, вам сначала понадобится цилиндрическая поверхность. Функция резьбы позволяет как выдавливать, так и нарезать резьбу, так что эта цилиндрическая поверхность может быть внутренней частью отверстия или внешней поверхностью вала. В моем примере у меня есть простой болт с шестигранной головкой, в который мы будем нарезать резьбу.
Рисунок 2: Цилиндрическая поверхность, пример
Thread Feature Manager
После того, как вы откроете диспетчер потоков, он сначала запросит у вас край цилиндра, с которого вы хотели бы начать свои потоки. Выберите начальный край, и появится предварительный просмотр нитей. Предварительный просмотр розовой нити показывает обрезанные нити, а предварительный просмотр зеленой нити показывает экструдированные нити. Существует также поле выбора, которое позволяет вам выбрать вершину, ребро или плоскость в качестве начальной точки, если хотите. Вам также предоставляется возможность смещать нити и изменять начальный угол. Все эти параметры находятся в первой части диспетчера функций.
Рисунок 3: Параметры запуска Feature Manager
Конечные условия и спецификации
После того, как вы выбрали начальную точку и любые смещения, вы теперь выбираете, насколько далеко вы хотите, чтобы ваши резьбы проходили вверх по валу. Вам дается три варианта конечных условий. Вы можете выбрать глухой, что позволит вам ввести любой размер того, как далеко вверх по валу должна проходить резьба. Вы можете выбрать обороты, которые будут контролировать расстояние резьбы на основе введенного числа оборотов, также определяемого шагом выбранной резьбы. Окончательный выбор зависит от выбора, который позволяет вам выбрать другую геометрию в вашей модели, и резьба будет идти до этой выбранной грани или элемента.
Рисунок 4: Параметры конечного состояния
Наиболее важной частью этой функции является выбор правильного типа и размера резьбы. В раскрывающемся списке «Спецификация» вам предоставляется выбор между дюймовыми метчиками/плашками и метрическими метчиками/плашками. После выбора единицы измерения во втором раскрывающемся списке будут представлены все доступные размеры резьбы. В моем примере я буду использовать дюймовую матрицу и резьбу ¼-20 для нарезания вала ¼ дюйма. После выбора размеров у вас есть возможность переопределить установленные параметры, если вы того пожелаете. Ниже этого вам даются варианты выбора, чтобы либо обрезать, либо выдавливать ваши нити. Существует также возможность зеркально отразить ваши нити по выбранному краю и поле выбора угла, которое позволяет вам вращать ваши нити. В моем примере ни один из параметров не был изменен, и к потокам не применялось вращение.
Рисунок 5: Варианты спецификации
Дополнительные параметры потока
В нижней части диспетчера функций потока вы найдете некоторые дополнительные параметры настройки. Вы можете выбрать, хотите ли вы, чтобы ваши резьбы были левосторонними или правосторонними. Существует опция многократного запуска, которая позволяет нарезать несколько экземпляров одной и той же резьбы на одну и ту же поверхность. Это было бы сделано, чтобы дать потокам две начальные точки вместо одной для простоты использования. Последние два варианта — обрезка с начальной и конечной гранью. Эти параметры обрезают профиль резьбы после того, как она пройдет начальную или конечную точку, чтобы она не врезалась в неправильную геометрию. После того, как вы сделали окончательный выбор, нажмите зеленую галочку, чтобы создать свою тему!
Рисунок 6: Пример готовой резьбы
Заключение
Инструмент резьбы в SolidWorks невероятно мощный и может сэкономить вам много времени. Раньше создание резьбовых элементов было утомительным и сложным, но теперь вы можете создавать сложную резьбовую геометрию всего за несколько кликов! Чтобы увидеть больше блогов о функциях SolidWorks, посетите нашу страницу блога здесь.
Хайден Кемме
Дизайнер САПР в компании Perception Engineering
Свяжитесь с Хейденом в LinkedIn
Хайден Кемме
0 лайковОтображение резьбы в изометрическом виде на чертеже? — SolidWorks
Elgin_Clock
#1
Кто-нибудь знает, как это сделать?
Я знаю, что в одном из 6 стандартных видов (спереди, сверху и т. д.) диаметр резьбы отображается в виде пунктирной линии, но когда я открываю изометрический вид своих деталей, внешние резьбы, созданные с помощью мастер отверстий или просто косметическая резьба отображается не как нечто похожее на резьбу, а как сглаженный элемент.
Есть ли способ включить это???
Я знаю в моделях мы просто наклеиваем текстуру ниток, но на рисунок это почему-то не переносится???
ПОМОГИТЕ!! Я не хочу помещать чертежи в производственный цех, чтобы они пропускали выноску резьбы на стандартных видах, не видели резьбу на изометрическом виде и делали гладкую фаску.
Это было бы плохо. Очень плохо. лол
песочница
#2
Я тоже не понял. Один из (думаю, многих) способов, которыми Inventor превосходит SolidWorks.
Трэвис Ковингтон
#3
Если щелкнуть изометрический вид на чертеже, на котором отсутствуют косметические нити, а затем щелкнуть значок «форма с краями» в правом верхнем углу, он покажет косметические резьбы (а также полностью затененную модель, так далее).
Я не верю, что вы можете сделать так, чтобы они отображались в представлении «скрытые линии удалены», которое используется по умолчанию (и то, что я предполагаю, что вы в настоящее время выбрали)
Я должен не согласиться с вами здесь, Дэйв… Я перешел на SW толпа после использования обоих в течение достаточно долгого времени. Сначала я изучил Inventor и был довольно опытным. Однажды вечером я просмотрел учебные пособия по SW для своего класса и смог легко создавать детали и чертежи в SW, что казалось вдвое быстрее, чем в Inventor. Это было после почти 4 лет работы с Inventor и использования SW всего несколько часов. Конечно, программы похожи, теперь у меня гораздо больше свободного времени, так как я все делаю в SW. Это только мое мнение…
Elgin_Clock
#4
Трэвис, спасибо за подсказку. Я показываю это как удаленные скрытые линии и попробую ваше предложение завтра на работе, когда доберусь туда.
Еще забыл один вопрос. Знаете ли вы простой (и наименее трудоемкий) способ изобразить ромб или прямую насечку на цилиндрической детали?
По правде говоря, я пока особо не изучал, но знаю, что в конечном итоге он мне понадобится, чтобы точно показывать детали.
Заранее спасибо!
Тристан_Лалл
#5
Часы Элгина:
Еще забыл еще один вопрос. Знаете ли вы простой (и наименее трудоемкий) способ изобразить ромб или прямую насечку на цилиндрической детали?
Вы должны иметь возможность использовать боковую панель «Внешний вид» для загрузки файла текстуры на заданную поверхность. Нарисуйте текстуру с накаткой в графической программе или найдите подходящее изображение. (Обратите внимание, что у меня нет программы на этом компьютере, поэтому я не могу это проверить.)
Трэвис Ковингтон
#6
Внешний вид — текстура — металл — машина — накатка или одна из многих других текстур по умолчанию.
песочница
#7
Хорошо, Трэвис, ты начинаешь завоевывать меня этой штукой с SolidWorks.
/me нужно придумать несколько долларов, чтобы получить копию, чтобы он мог параллельно выполнять проект в обеих программах и сравнивать
Elgin_Clock
#8
Трэвис Ковингтон:
Внешний вид — текстура — металл — машина — накатка или одна из многих других текстур по умолчанию.
Э… для моделей или для чертежей? lol
Я хочу, чтобы он отображался в обоих, модель меня не волнует, это просто визуальная глазурь на торте, но мне нужно, чтобы он отображался в файле slddrw. (чертежные виды).
Я предполагаю использовать ту же процедуру, что и выше, с косметическими нитями, чтобы они появились?
Трэвис Ковингтон
#9
Странно, я думаю, вы не можете добавить это в виде чертежа. Я думаю, что обходной путь — сделать снимок экрана и вставить его в рисунок.