Коническая резьба — РИНКОМ
Коническая резьба — РИНКОМГлавная
Статьи
Коническая резьба Коническая резьба
30 июня 2022
Гирин Кирилл
Коническая резьба используется при создании герметичных соединений технической направленности. Она востребована при прокладке гидравлических сетей, водонапорных линий, смазывающих и охлаждающих контуров.
В материале:
- Дюймовая резьба
- Пример обозначения
- Метрическая резьба
- Пример обозначения
- Допуски
- Коническая резьба для труб
- Пример обозначения
- Нарезание конической резьбы
Дюймовая резьба
Коническая дюймовая резьба нарезается согласно стандартам NPT/NPTF. Документация разработана в США, применима к трубам и арматурным элементам.
Рис. 1 Пример конической резьбы NPT/NPTF
ГОСТ 6111-52 на дюймовую коническую резьбу адаптирован под особенности зарубежного стандарта. Он носит название «Резьба коническая дюймовая с углом профиля 60 градусов», содержит исчерпывающие сведения о размерности и эксплуатационных качествах соединений. Документ применяется на всей территории СНГ.
Внешняя и внутренняя коническая резьба содержит трапециевидные зубья, расположенные под заданным углом. Элементы соединения плотно прилегают друг к другу, имеют высокую точность исполнения.
Рис. 2 Схематическое изображение конусной дюймовой резьбы
Американский стандарт содержит подробные таблицы с размерами. Они позволяют подготовить дюймовую резьбу, соответствующую установленным требованиям.
Таблица 1. Параметры резьбовых соединений NPTF
Таблица 2. Параметры резьбовых соединений NPTF
Параметры резьбовых соединений NPTF
Пример обозначения
Обозначение конической резьбы по ГОСТ предполагает указание размерности в дюймах и сведений о ГОСТе.
Рис. 2а Пример обозначения наружной конической резьбы на чертеже
Рис. 2б Пример обозначения наружной конической резьбы на чертеже
Метрическая резьба
Размерность метрической резьбы конического типа измеряется в миллиметрах, регламентирована ГОСТ 25229-82. Дополнительная информация о работе с внутренней и наружной резьбой содержится в ГОСТ 9150-81.
Рис. 3 Профиль конусной метрической резьбы
На рисунке 3 представлен ряд обозначений:
- d (D) – внешние диаметры наружной и внутренней резьбы;
- d1(D1) – внутренние диаметры наружной и внутренней резьбы;
- d2(D2) – средние диаметры наружной и внутренней резьбы;
- φ – угол конуса;
- φ/2 – угол уклона;
- Р – шаг витков;
- Н – высота витков.

Стандарт регламентирует размерность резьбы. В нем предусмотрена таблица с ключевыми характеристиками соединений.
Таблица 3. Размерность метрической конической резьбы
Рис 4. Схематическое изображение резьбового соединения с параметрами длины
Пример обозначения
Метрическая коническая резьба обозначается следующим образом:
МК20х1,5 LH, где
- М – метрическая резьба;
- К – конический тип;
- 20 – диаметр резьбы в основной плоскости в миллиметрах;
- 1,5 – шаг резьбы;
- LH – направление, в данном случае левое.
Рис 5. Пример обозначения наружной конической резьбы на чертеже
Рис 6. Пример обозначения внутренней конической резьбы на чертеже
Допуски
Стандарт жестко регламентирует осевое смещение. Для наружной резьбы параметр обозначается Δl1, для внутренней – Δl2.
Для наружной резьбы параметр обозначается Δl1, для внутренней – Δl2.
Рис 7. Осевое смещение для конусных метрических соединений
Таблица 4. Осевое смещение для метрической конусной резьбы
Рис 8. Предельное отклонение для конусной метрической резьбы
Таблица 5. Предельное отклонение для метрической конусной резьбы
Коническая резьба для труб
Применение конической трубной резьбы гарантирует надежную фиксацию элементов, работающих под давлением. Узел не требует дополнительной герметизации, сохраняет функционал на протяжении всего срока службы.
Трубная коническая резьба имеет волнообразный профиль. Ее диаметр варьируется от 1/16 до 6 дюймов, количество витков – от 11 до 28. Нарезка резьбы производится по ГОСТ 6211-81.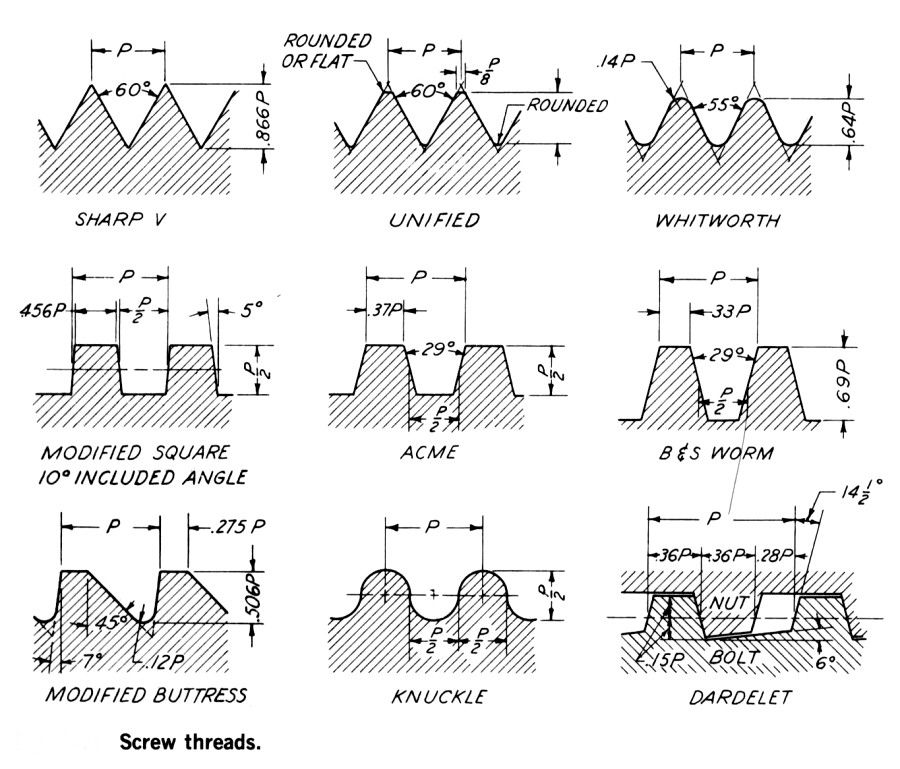 Аналогичным западным стандартом является BSW.
Аналогичным западным стандартом является BSW.
Рис. 9 Коническая трубная резьба
Таблица 6. Параметры конической резьбы для труб
Пример обозначения
Наружная коническая резьба обозначается буквой R, внутренняя – Rc. Рядом с обозначением указывается размерность в дюймах. Для резьбы левого типа добавляется специальная пометка – LH.
Рис. 10 Обозначение конической трубной резьбы
Нарезание конической резьбы
Нарезание конической резьбы возможно ручным и механизированным способом. В первом случае используются плашки и метчики. Инструмент имеет специальный профиль, позволяет создать качественное соединение при использовании подходящей заготовки и соблюдении технологии.
Рис. 11 Метчик для конической резьбы
Рис.
Работа в ручном режиме требует должной сосредоточенности и внимания. Она ориентирована на штучное изготовление деталей, не позволяет наладить серийный выпуск.
Механизированный способ подготовки резьбы предполагает применение профильного оборудования. Это обеспечивает высокую повторяемость и точность операций. Современные станки обладают обширными возможностями настройки, способствуют организации слаженного рабочего процесса.
Для приобретения металлорежущего инструмента обратитесь в магазин РИНКОМ. Мы предлагаем качественную продукцию отечественного и зарубежного производства, реализуем сопутствующие товары, востребованные при организации технологических процессов. Изделия поставляются в заводской упаковке, соответствует требованиям отраслевых нормативов.
Больше полезной информации
Полезные обзоры и статьи
Все статьи
23 января 2023
Фрезы со сменными пластинами
9 января 2023
Нарезание резьбы метчиком
23 декабря 2022
Дефекты резьбы
14 декабря 2022
Ширина фрезерования
Все статьи
Подписывайтесь на нас
Присылаем скидки на инструмент и только полезную информацию!
Не нашли нужной позиции в каталоге?
Мы готовы изготовить и поставить уникальные виды инструмента специально под ваш заказ!
Заказать
Каталог
Корзина СравнитьВход
Мы используем файлы cookie.
Принимаю
?>
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
Дата введения 01.10.52 Настоящий стандарт распространяется на резьбовые
соединения топливных, масляных, водяных и воздушных трубопроводов машин и
станков. Примечание. 1. В трубопроводах из стальных водо-газопроводных труб по ГОСТ 3262-75 соединения с конической резьбой должны выполняться по ГОСТ 6211-81. 2. (Исключен, Изм. № 2). 1. Профиль и размеры конической дюймовой резьбы с углом профиля 60° должны соответствовать черт. 1 и табл. 1. Черт. 1 Шаг резьбы измеряется параллельно оси резьбы. Биссектриса угла профиля перпендикулярна к оси резьбы. Пример условного обозначения конической резьбы 3/4¢¢: K 3/4¢¢ ГОСТ 6111-52 (Измененная редакция, Изм. № 2). Таблица 1 Размеры в миллиметрах
Примечания: 1. 2. Размер dT справочный. 3. Вместо резьбы 1/16¢¢ допускается применять резьбу М6´1 коническую по ГОСТ 19853-74. 4. Число витков с полным профилем в резьбовом сопряжении не должно быть менее двух. 5. Допускается уменьшать размер l2 (расстояние от основной плоскости до торца трубы), при этом должно быть соблюдено требование п. 4 настоящего стандарта о разности размеров l1—l2. 2. Резьба трубы (наружная резьба) проверяется по среднему диаметру резьбовым калибром-кольцом по ГОСТ 6485-69. Осевое смещение основной плоскости трубы Dl2 (черт. 2) относительно номинального расположения не должно превышать ±Р (шаг резьбы). Черт. 2 (Измененная редакция, Изм. 3. Резьба муфты (внутренняя резьба) проверяется по среднему диаметру резьбовым калибром-пробкой по ГОСТ 6485-69. Осевое смещение основной плоскости муфты Dl2 (черт. 3) относительно номинального расположения не должно превышать ±Р (шаг резьбы). Черт. 3 (Измененная редакция, Изм. № 1, 2). 4. Разность размеров l1—l2 должна быть не менее разности указанных в табл. 1 номинальных размеров l1 и l2. 5. Отклонение расстояний вершин и впадин резьбы трубки и муфты от линии среднего диаметра резьбы (dh1 и dh2 по черт. 4) не должны превышать: Таблица 2
Черт. (Измененная редакция, Изм. № 2). 6. Отклонения половины угла профиля, угла уклона (j/2) и отклонение по шагу резьбы (отклонения расстояний между любыми витками) не должны превышать приведенных в табл. 3. Таблица 3
(Измененная редакция, Изм. ИНФОРМАЦИОННЫЕ ДАННЫЕ 1. РАЗРАБОТАН И ВНЕСЕН Министерством станкостроения 2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Управлением по стандартизации при Совете Министров СССР от 10.01.52 г. 3. ВЗАМЕН ОСТ 20010-38 4. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
5. 6. ИЗДАНИЕ с Изменениями № 1, 2, утвержденными в декабре 1969 г., декабре 1984 г. (ИУС 1-70, 3-85) |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
 При свинчивании без натяга трубы и муфты с
номинальными размерами резьбы основная плоскость резьбы трубы совпадает с
торцом муфты.
При свинчивании без натяга трубы и муфты с
номинальными размерами резьбы основная плоскость резьбы трубы совпадает с
торцом муфты. № 1, 2).
№ 1, 2). 4
4 10 мм
10 мм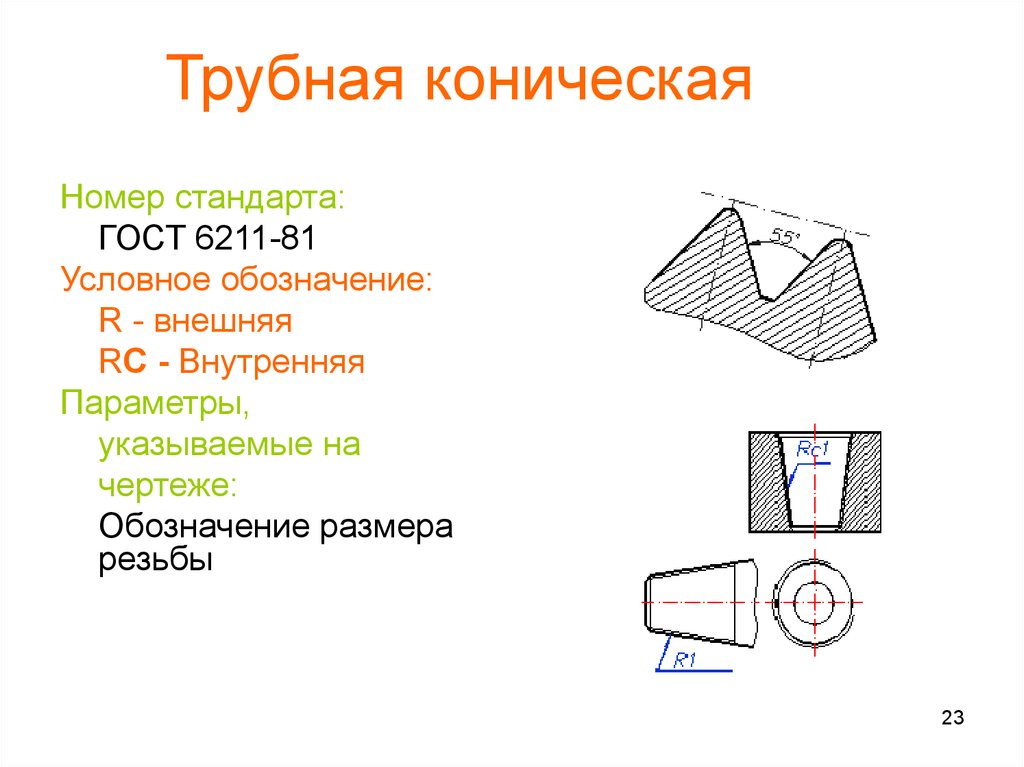 № 1,
2).
№ 1,
2). Ограничение срока действия
снято по Постановлению Госстандарта от 18.12.84 № 4538 (ИУС 3-85)
Ограничение срока действия
снято по Постановлению Госстандарта от 18.12.84 № 4538 (ИУС 3-85)Обозначение и изображение резьбы на чертеже согласно ГОСТ
Назначение резьбы и ее элементы
Резь является главным элементом винтовой передачи и резьбового соединения. Она состоит из череды выпуклостей и углублений на телах кручения, что обеспечивает крепление, способное выдерживать высокие нагрузки. Нарезку применяют в качестве метода объединения или уплотнения звеньев конструкции.
Резьба обеспечивает крепление, способное выдерживать высокие нагрузки.
Главными ее элементами являются:
- внутренний, внешний и средний диаметры;
- профиль — это сечение рези плоскостью, проходящей через главную ось рассматриваемой детали;
- угол профиля — угол, образованный боковыми сторонами профиля;
- высота профиля — это длина отрезка между минимальной и максимальной точками нарезки в плоскости сечения оси в направлении, ортогональном направляющей рези;
- шаг — длина промежутка между двумя точками соседних одинаковых витков, измеренное параллельно оси рези.

Преимущества и недостатки соединений резьбового типа
Среди достоинств резьбовых соединений стоит выделить:
- возможность получения разъемного узла высокой прочности;
- унифицированное исполнение метизов и резьбонарезного инструмента;
- удобство соединения резьбовых компонентов;
- длительный срок службы создаваемых соединений;
- возможность выполнения работ при умеренной нагрузке на инструмент.
К недостаткам резьбовых соединений относится склонность к “закисанию”, а также потребность в специальном инструменте для монтажных и демонтажных операций. При работе с определенными типами соединений используются гроверы, предотвращающие произвольное раскручивание компонентов, а также крупные шайбы, распределяющие прижимные усилия.
Читайте также: Дюбель: описание, виды, характеристики, применение, фото, видео
Что такое изображение и обозначение резьбы
Обозначение позволяет на основании комбинации букв и цифр понять, какой вид нарезки представлен для анализа. Оно включает в себя: тип, шаг и ход рези, класс точности и номер соответствующего стандарта. Для лучшего понимания функционирования служит изображение — это чертеж, на котором в соответствии с ГОСТ представлен элемент конструкции с резьбовой поверхностью.
Оно включает в себя: тип, шаг и ход рези, класс точности и номер соответствующего стандарта. Для лучшего понимания функционирования служит изображение — это чертеж, на котором в соответствии с ГОСТ представлен элемент конструкции с резьбовой поверхностью.
Схема помогает создать визуальное представление о форме и геометрических особенностях резьбы.
Как определить шаг дюймовой резьбы?
Чтобы понять, соответствует ли размер шага дюймовой нарезки требованиям ГОСТ, нужно провести измерения. Понадобится шаблон и инструменты. В качестве шаблона можно использовать любой фитинг, размер шага которого точно соответствует техдокументации. Болт, размер шага нарезки которого измеряется, вкручивают в выбранный элемент. Если соединение плотное, шаг насечки соответствует требованиям ГОСТ.
Определить шаг дюймовой резьбы можно резьбомером.
Если соединение неплотное или болт не входит, измерение проводят резьбомером. Пластину плотно прикладывают к резьбе — плотное прилегание скажет о соответствии насечек тому размеру, который указан на корпусе.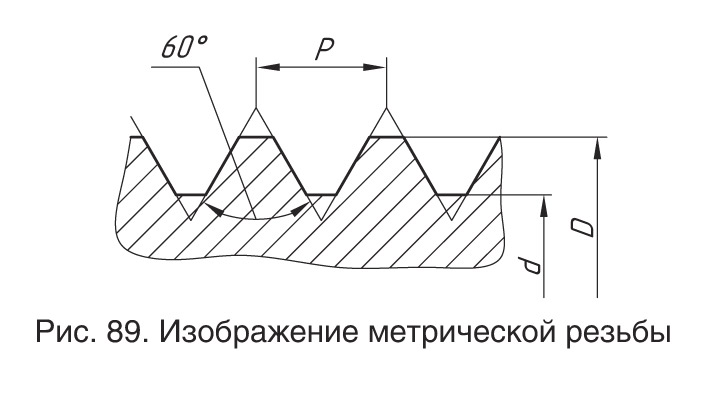
Обозначение на чертежах
Во время перемещения контура плоской фигуры (круга, треугольника, трапеции и т.д.) по спиральной линии, на поверхности заданной формы появляется нарезка. Способы ее представления на чертежах регламентированы в специально разработанной международной документации (ГОСТ), которая была создана для однозначной интерпретации обозначения рези.
Изображение наружной резьбы на валах
Внешний калибр нарезки всюду представляется цельной основной линией. На изображении, полученном при проецировании на плоскость, параллельно расположенную к стержневой оси, внутренняя резь указывается тонкой перманентной линией по всей ее длине. На чертеже с проекцией ортогональной направляющей стержня внутренний поперечник резьбы должен изображаться тонкой непрерывной дугой, составляющей 3⁄4 основной окружности. Если необходимо показать резь как непросматриваемую, то она представляется одинаковыми прерывистыми линиями по внутреннему и внешнему поперечнику.
Наружная резьба на валах.
Изображение внутренней резьбы в отверстиях деталей
В отверстиях все обстоит иначе. Внутренний поперечник резьбы обозначается непрерывной основной линией. На изображении, полученном при проецировании на плоскость ортогональной оси стержня, наружная резь показывается тонкой перманентной линией На чертеже с проекцией ортогональной направляющей стержня внешний поперечник нарезки представляют тонкой непрерывной дугой, которая составляет 3⁄4 окружности.
Внутренняя резьба в отверстиях деталей.
Классификация резьбы
Таблица 1.2.1
| № | Тип | Профиль | Условное изображение | Стандарт | Примеры | Примеры |
| 1 | Метрическая | |||||
| 2 | Метрическая коническая | |||||
| 3 | Трубная цилиндрическая | |||||
| 4 | Трубная коническая | |||||
| 5 | Коническая дюймовая | — | ||||
| 6 | Трапецеидальная | |||||
| 7 | Упорная | |||||
| 8 | Круглая |
1. 2.1. Метрическая резьба
2.1. Метрическая резьба
Метрическая резьба (см. табл.1.2.1) является основным типом крепежной резьбы. Профиль резьбы установлен ГОСТ 9150–81 и представляет собой равносторонний треугольник с углом профиля α = 60°. Профиль резьбы на стержне отличается от профиля резьбы в отверстии величиной притупления его вершин и впадин. Основными параметрами метрической резьбы являются: номинальный диаметр – d(D) и шаг резьбы – Р, устанавливаемые ГОСТ 8724–81.
По ГОСТ 8724–81 каждому номинальному размеру резьбы с крупным шагом соответствует несколько мелких шагов. Резьбы с мелким шагом применяются в тонкостенных соединениях для увеличения их герметичности, для осуществления регулировки в приборах точной механики и оптики, с целью увеличения сопротивляемости деталей самоотвинчиванию. В случае, если диаметры и шаги резьб не могут удовлетворить функциональным и конструктивным требованиям, введен СТ СЭВ 183–75 «Резьба метрическая для приборостроения». Если одному диаметру соответствует несколько значений шагов, то в первую очередь применяются большие шаги. Диаметры и шаги резьб, указанные в скобках, по возможности не применяются. В случае применения конической метрической (см. табл.1.2.1) резьбы с конусностью 1:16 профиль резьбы, диаметры, шаги и основные размеры установлены ГОСТ 25229–82. При соединении наружной конической резьбы с внутренней цилиндрической по ГОСТ 9150–81 должно обеспечиваться ввинчивание наружной конической резьбы на глубину не менее 0,8.
Диаметры и шаги резьб, указанные в скобках, по возможности не применяются. В случае применения конической метрической (см. табл.1.2.1) резьбы с конусностью 1:16 профиль резьбы, диаметры, шаги и основные размеры установлены ГОСТ 25229–82. При соединении наружной конической резьбы с внутренней цилиндрической по ГОСТ 9150–81 должно обеспечиваться ввинчивание наружной конической резьбы на глубину не менее 0,8.
1.2.2. Дюймовая резьба
В настоящее время не существует стандарт, регламентирующий основные размеры дюймовой резьбы. Ранее существовавший ОСТ НКТП 1260 отменен, и применение дюймовой резьбы в новых разработках не допускается. Дюймовая резьба применяется при ремонте оборудования, поскольку в эксплуатации находятся детали с дюймовой резьбой. Основные параметры дюймовой резьбы: наружный диаметр, выраженный в дюймах, и число шагов на дюйм длины нарезанной части детали.
1.2.3. Трубная цилиндрическая резьба
В соответствии с ГОСТ 6367–81 трубная цилиндрическая резьба имеет профиль дюймовой резьбы, т.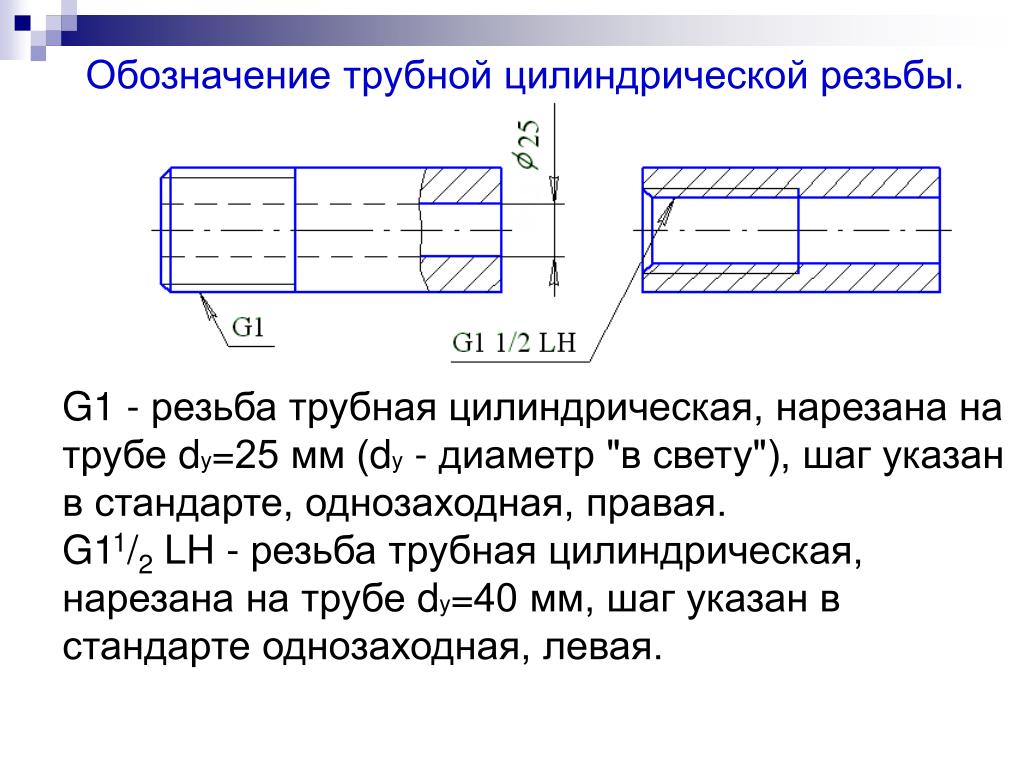 е. равнобедренный треугольник с углом при вершине, равным 55° (см. табл.1.2.1). Резьба стандартизована для диаметров от 1/16 » до 6″ при числе шагов zот 28 до 11. Номинальный размер резьбы условно отнесен к внутреннему диаметру трубы (к величине условного прохода). Так, резьба с номинальным диаметром 1 мм имеет диаметр условного прохода 25 мм, а наружный диаметр 33,249 мм.
е. равнобедренный треугольник с углом при вершине, равным 55° (см. табл.1.2.1). Резьба стандартизована для диаметров от 1/16 » до 6″ при числе шагов zот 28 до 11. Номинальный размер резьбы условно отнесен к внутреннему диаметру трубы (к величине условного прохода). Так, резьба с номинальным диаметром 1 мм имеет диаметр условного прохода 25 мм, а наружный диаметр 33,249 мм.
Трубную резьбу применяют для соединения труб, а также тонкостенных деталей цилиндрической формы. Такого рода профиль (55°) рекомендуют при повышенных требованиях к плотности (непроницаемости) трубных соединений. Применяют трубную резьбу при соединении цилиндрической резьбы муфты с конической резьбой труб, так как в этом случае отпадает необходимость в различных уплотнениях.
1.2.4. Трубная коническая резьба
Параметры и размеры трубной конической резьбы определены ГОСТ 6211–81, в соответствии с которым профиль резьбы соответствует профилю дюймовой резьбы (см. табл.1.2.1). Резьба стандартизована для диаметров от 1/16″ до 6″ (в основной плоскости размеры резьбы соответствуют размерам трубной цилиндрической резьбы).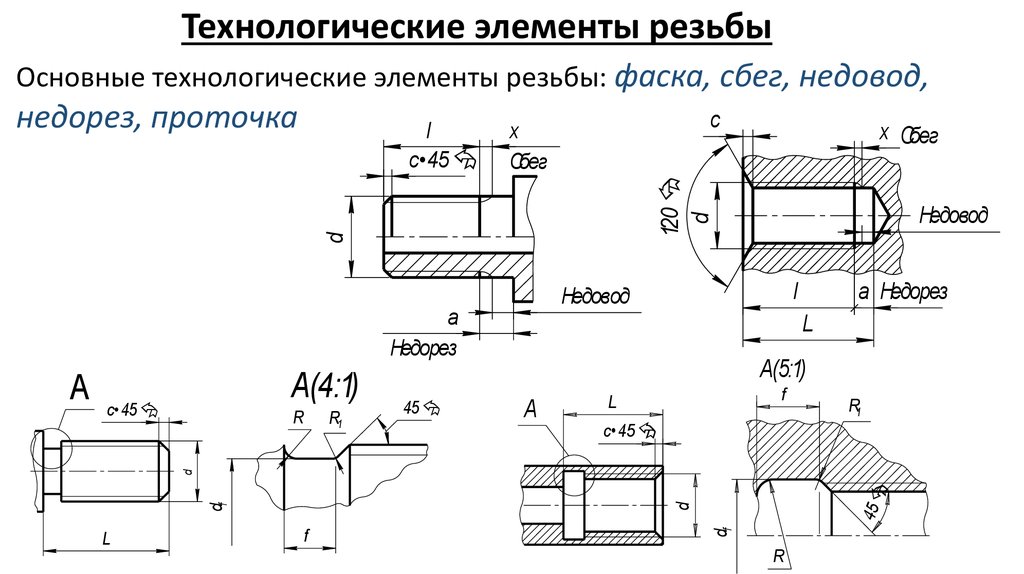 Нарезаются резьбы на конусе с углом конусности j/2 = 1°47’24» (как и для метрической конической резьбы), что соответствует конусности 1:16. Применяется резьба для резьбовых соединений топливных, масляных, водяных и воздушных трубопроводов машин и станков.
Нарезаются резьбы на конусе с углом конусности j/2 = 1°47’24» (как и для метрической конической резьбы), что соответствует конусности 1:16. Применяется резьба для резьбовых соединений топливных, масляных, водяных и воздушных трубопроводов машин и станков.
1.2.5. Трапецеидальная резьба
Трапецеидальная резьба имеет форму равнобокой трапеции с углом между боковыми сторонами, равным 30° (см. табл.1.2.1). Основные размеры диаметров и шагов трапецеидальной однозаходной резьбы для диаметров от 10 до 640 мм устанавливают ГОСТ 9481–81. Трапецеидальная резьба применяется для преобразования вращательного движения в поступательное при значительных нагрузках и может быть одно- и многозаходной (ГОСТ 24738–81 и 24739–81), а также правой и левой.
1.2.6. Упорная резьба
Упорная резьба, стандартизованная ГОСТ 24737–81, имеет профиль неравнобокой трапеции, одна из сторон которой наклонена к вертикали под углом 3°, т. е. рабочая сторона профиля, а другая – под углом 30° (см. табл.1.2.1). Форма профиля и значение диаметров шагов для упорной однозаходной резьбы устанавливает ГОСТ 10177–82. Резьба стандартизована для диаметром от 10 до 600 мм с шагом от 2 до 24 мм и применяется при больших односторонних усилиях, действующих в осевом направлении. 1.2.7. Круглая резьба
табл.1.2.1). Форма профиля и значение диаметров шагов для упорной однозаходной резьбы устанавливает ГОСТ 10177–82. Резьба стандартизована для диаметром от 10 до 600 мм с шагом от 2 до 24 мм и применяется при больших односторонних усилиях, действующих в осевом направлении. 1.2.7. Круглая резьба
Круглая резьба стандартизована. Профиль круглой резьбы образован дугами, связанными между собой участками прямой линии. Угол между сторонами профиля α = 30° (см. табл.1.2.1). Резьба применяется ограниченно: для водопроводной арматуры, в отдельных случаях для крюков подъемных кранов, а также в условиях воздействия агрессивной среды.
1.2.8. Прямоугольная резьба
Прямоугольная резьба (см. табл.1.2.1) не стандартизована, так как наряду с преимуществами, заключающимися в более высоком коэффициенте полезного действия, чем у трапецеидальной резьбы, она менее прочна и сложнее в производстве. Применяется при изготовлении винтов, домкратов и ходовых винтов.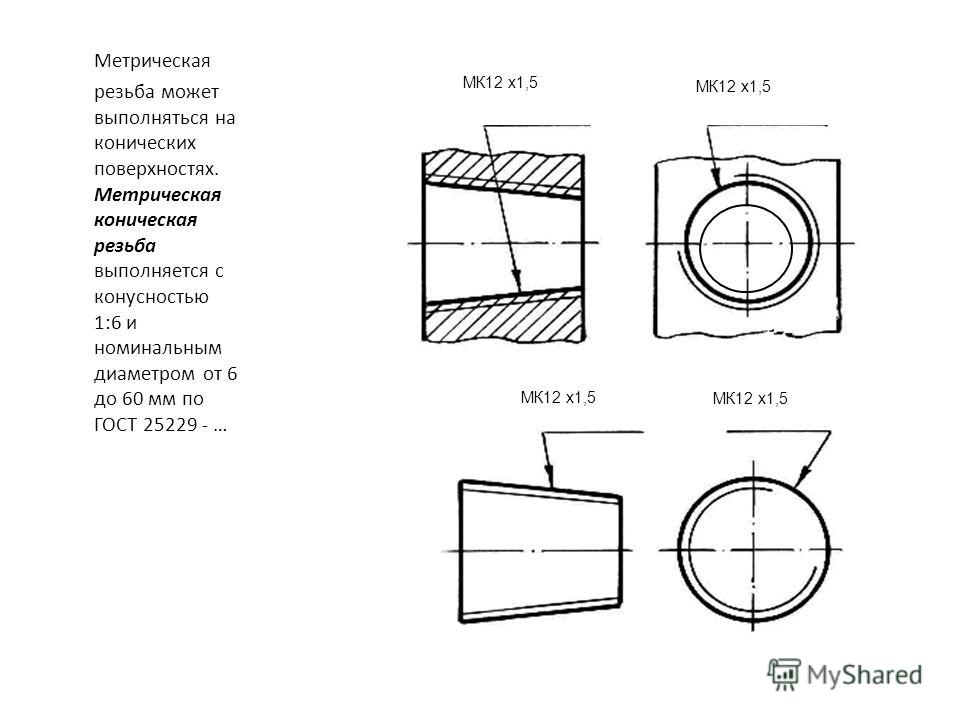
1.3. Условное изображение резьбы. ГОСТ 2.311–68
Построение винтовой поверхности на чертеже – длительный и сложный процесс, поэтому на чертежах изделий резьба изображается условно, в соответствии с ГОСТ 2.311–68. Винтовую линию заменяют двумя линиями – сплошной основной и сплошной тонкой. Резьбы подразделяются по расположению на поверхности детали на наружную и внутреннюю.
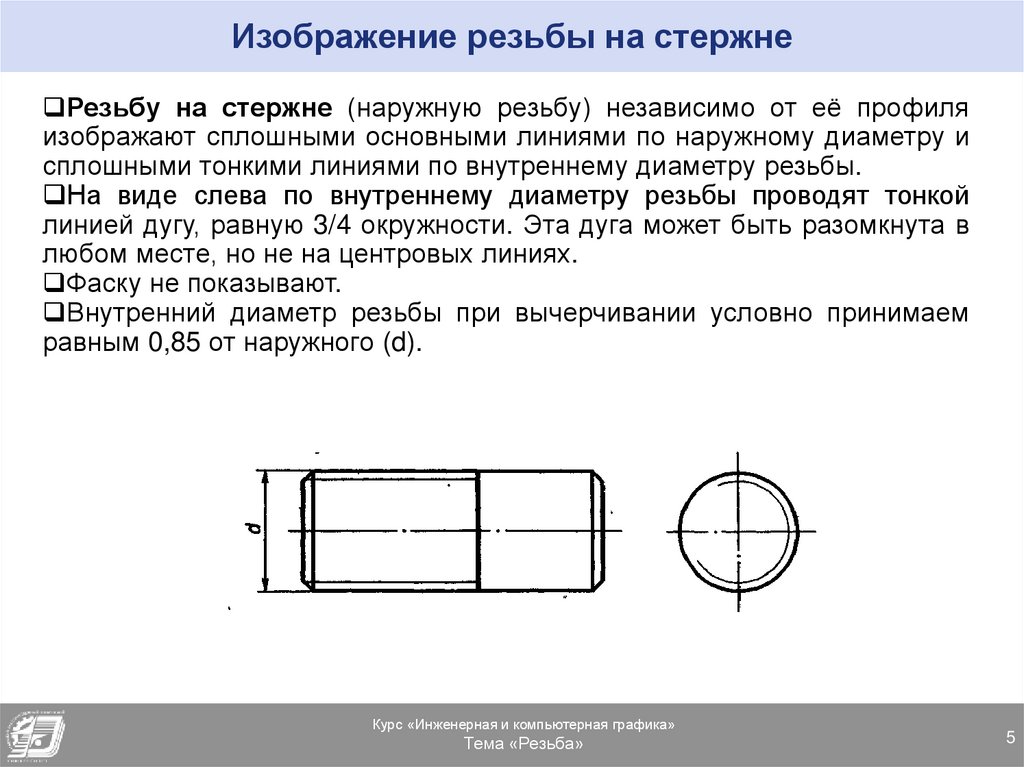
1.3.1. Условное изображение резьбы на стержне
Рис.1.3.1.1
Наружная резьба на стержне (рис.1.3.1.1) изображается сплошными основными линиями по наружному диаметру и сплошными тонкими – по внутреннему диаметру, а на изображениях, полученных проецированием на плоскость, перпендикулярную оси стержня, тонкую линию проводят на 3/4 окружности, причем эта линия может быть разомкнута в любом месте (не допускается начинать сплошную тонкую линию и заканчивать ее на осевой линии). Расстояние между тонкой линией и сплошной основной не должно быть меньше 0,8 мм и больше шага резьбы, а фаска на этом виде не изображается. Границу резьбы наносят в конце полного профиля резьбы (до начала сбега) сплошной основной линией, если она видна. Сбег резьбы при необходимости изображают сплошной тонкой линией.
Границу резьбы наносят в конце полного профиля резьбы (до начала сбега) сплошной основной линией, если она видна. Сбег резьбы при необходимости изображают сплошной тонкой линией.
Рис.1.3.1.2?
Из технологических соображений на части детали (стержня) может быть осуществлен недовод резьбы. Суммарно недовод резьбы и сбег представляют собой недорез резьбы (ГОСТ 10548–80). Размер длины резьбы указывается, как правило, без сбега.
1.3.2. Условное изображение резьбы в отверстии
Рис.1.3.2.1
Внутренняя резьба – изображается сплошной основной линией по внутреннему диаметру и сплошной тонкой – по наружному. Если при изображении глухого отверстия, конец резьбы располагается близко к его дну, то допускается изображать резьбу до конца отверстия. Резьбу с нестандартным профилем следует изображать.
1.3.3. Условное изображение резьбы в сборе
Рис.1.3.3.1
На разрезах резьбового соединения в изображении на плоскости, параллельной его оси в отверстии, показывают только ту часть резьбы, которая не закрыта резьбой стержня.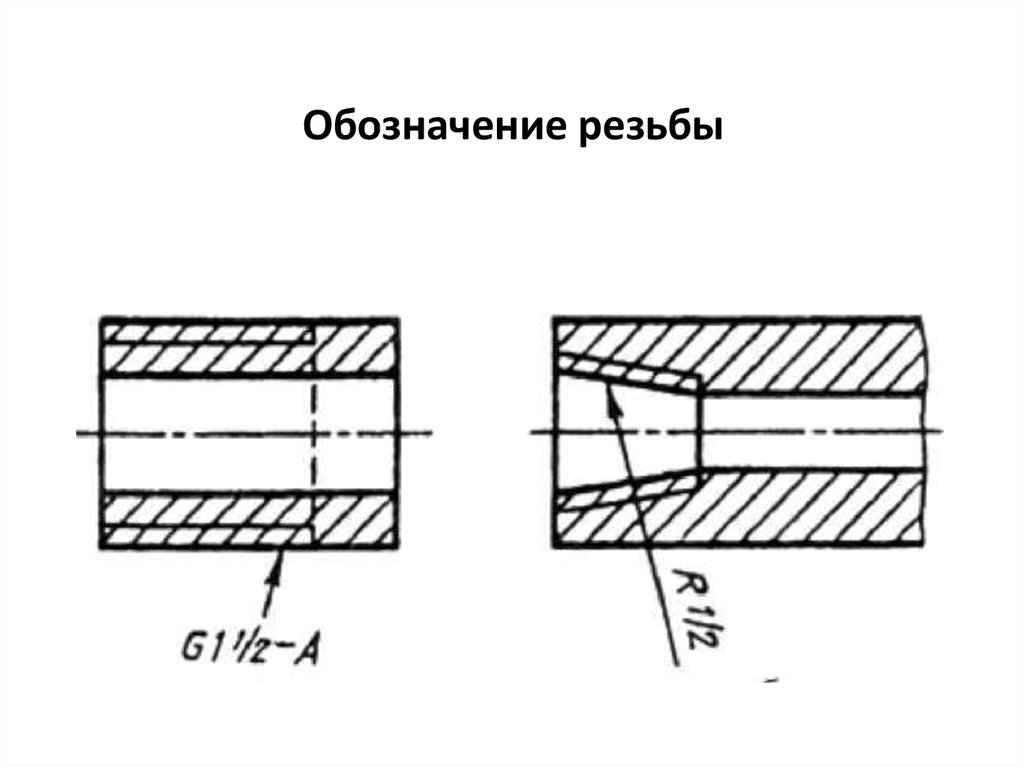 Штриховку в разрезах и сечениях проводят до сплошной основной линии, т.е. до наружного диаметра наружной резьбы и внутреннего диаметра внутренней.
Штриховку в разрезах и сечениях проводят до сплошной основной линии, т.е. до наружного диаметра наружной резьбы и внутреннего диаметра внутренней.
1.4. Условное изображение резьб Таблица 1.4.1
| Тип | Условное обозначение | Размеры на чертеже | Обозначение на чертежах | |||
| на изображениях в плоскости, параллельной оси резьбы | на изображениях в плоскости, перпендикулярной оси резьбы | |||||
| на стержне | В отверстии | на стержне | В отверстии | |||
| Метрическая с крупным шагом ГОСТ 9150-81 | M | Наружный диаметр (мм) | ||||
| Метрическая с мелким шагом ГОСТ 9150-81 | M | Наружный диаметр и шаг резьбы (мм) | ||||
| Трапецеидальная однозаходная ГОСТ 9484-81 (СТ СЭВ 146-78) | Tr | Наружный диаметр и шаг резьбы (мм) | ||||
| Трубная цилиндрическая ГОСТ 6357-81 (СТ СЭВ 1157-78) | G | Условное обозначение в дюймах | ||||
| Коническая дюймовая ГОСТ 6111-52 | K | Условное обозначение в дюймах | ||||
| Трубная коническая ГОСТ 6211–81 (СТ СЭВ 1159–78): наружная и внутренняя | R Rc | Условное обозначение в дюймах | ||||
Для обозначения резьб пользуются стандартами на отдельные типы резьб.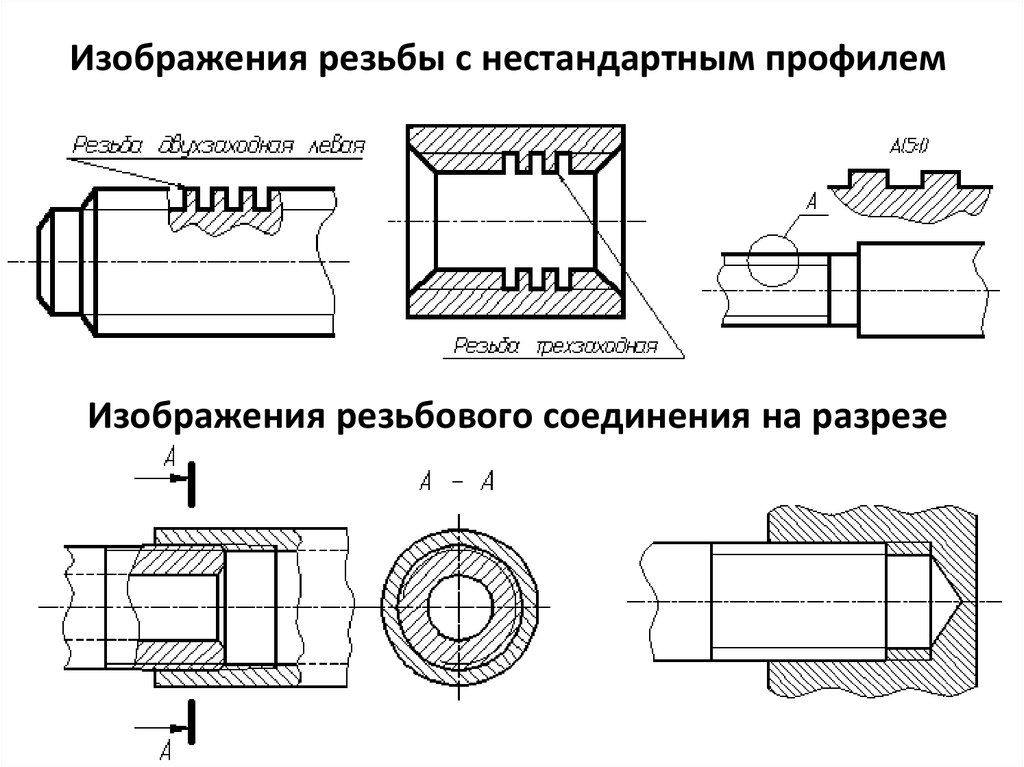 Для всех резьб, кроме конических и трубной цилиндрической, обозначения относятся к наружному диаметру и проставляются над размерной линией, на ее продолжении или на полке линии-выноски. Обозначения конических резьб и трубной цилиндрической наносят только на полке линии-выноски. Резьбу на чертеже условно обозначают в соответствии со стандартами на изображение, диаметры, шаги и т. д. Метрическая резьба обозначается в соответствии с ГОСТ 9150–81. Метрическая резьба подразделяется на резьбу с крупным шагом, обозначаемой буквой М с указанием номинального диаметра цилиндрической поверхности, на которой резьба выполнена, например М12, и резьбу с мелким шагом, обозначаемой указанием номинального диаметра, шага резьбы и поля допуска, например М24×2–6g или М12×1–6Н. При обозначении левой резьбы после условного обозначения ставят LH. Многозаходные резьбы обозначаются, например трех-заходная, М24×З(P1)LH, где М – тип резьбы, 24 – номинальный диаметр, 3 – ход резьбы, P1 – шаг резьбы. Приведенные обозначения левой и многозаходной резьб могут быть отнесены ко всем метрическим резьбам.
Для всех резьб, кроме конических и трубной цилиндрической, обозначения относятся к наружному диаметру и проставляются над размерной линией, на ее продолжении или на полке линии-выноски. Обозначения конических резьб и трубной цилиндрической наносят только на полке линии-выноски. Резьбу на чертеже условно обозначают в соответствии со стандартами на изображение, диаметры, шаги и т. д. Метрическая резьба обозначается в соответствии с ГОСТ 9150–81. Метрическая резьба подразделяется на резьбу с крупным шагом, обозначаемой буквой М с указанием номинального диаметра цилиндрической поверхности, на которой резьба выполнена, например М12, и резьбу с мелким шагом, обозначаемой указанием номинального диаметра, шага резьбы и поля допуска, например М24×2–6g или М12×1–6Н. При обозначении левой резьбы после условного обозначения ставят LH. Многозаходные резьбы обозначаются, например трех-заходная, М24×З(P1)LH, где М – тип резьбы, 24 – номинальный диаметр, 3 – ход резьбы, P1 – шаг резьбы. Приведенные обозначения левой и многозаходной резьб могут быть отнесены ко всем метрическим резьбам.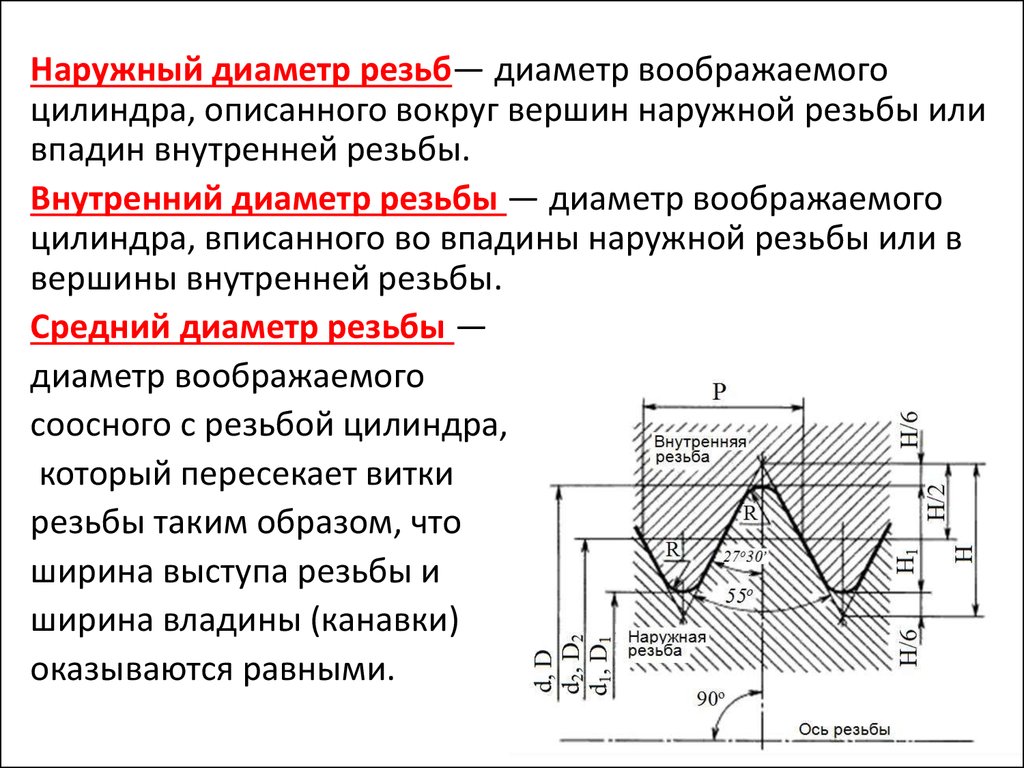 Метрическая коническая резьба обозначается в соответствии с ГОСТ 25229–82. В обозначение резьбы включаются буквы МК. Применяются соединения внутренней цилиндрической резьбы с резьбой наружной конической. Размеры элементов профиля конической и цилиндрической резьб принимаются по ГОСТ 9150–81. Соединение такого типа должно обеспечивать ввинчивание конической резьбы на глубину не менее 0,8l (где l – длина резьбы без сбега). Обозначение внутренней цилиндрической резьбы состоит из номинального диаметра, шага и номера стандарта (например: М20×1,5 ГОСТ 25229–82).
Метрическая коническая резьба обозначается в соответствии с ГОСТ 25229–82. В обозначение резьбы включаются буквы МК. Применяются соединения внутренней цилиндрической резьбы с резьбой наружной конической. Размеры элементов профиля конической и цилиндрической резьб принимаются по ГОСТ 9150–81. Соединение такого типа должно обеспечивать ввинчивание конической резьбы на глубину не менее 0,8l (где l – длина резьбы без сбега). Обозначение внутренней цилиндрической резьбы состоит из номинального диаметра, шага и номера стандарта (например: М20×1,5 ГОСТ 25229–82).
Рис.1.4.1
Соединение внутренней цилиндрической резьбы с наружной конической (рис.1.4.1) обозначается дробью М/МК, номинальным диаметром, шагом и номером стандарта: М/МК 20×1,5LH ГОСТ 25229–82. При отсутствии особых требований к плотности соединений такого рода или при применении уплотнений для достижения герметичности таких соединений номер стандарта в обозначении соединений опускается, например: М/МК 20×1,5 LH.
Поле допуска среднего диаметра внутренней цилиндрической резьбы должно соответствовать 6Н по ГОСТ 16093–81, а предельное отклонение внутреннего диаметра и среза впадин внутренней цилиндрической резьбы принимается в пределах: верхнее предельное отклонение (+0,12) -г- (+0,15), а нижнее предельное отклонение равняется 0.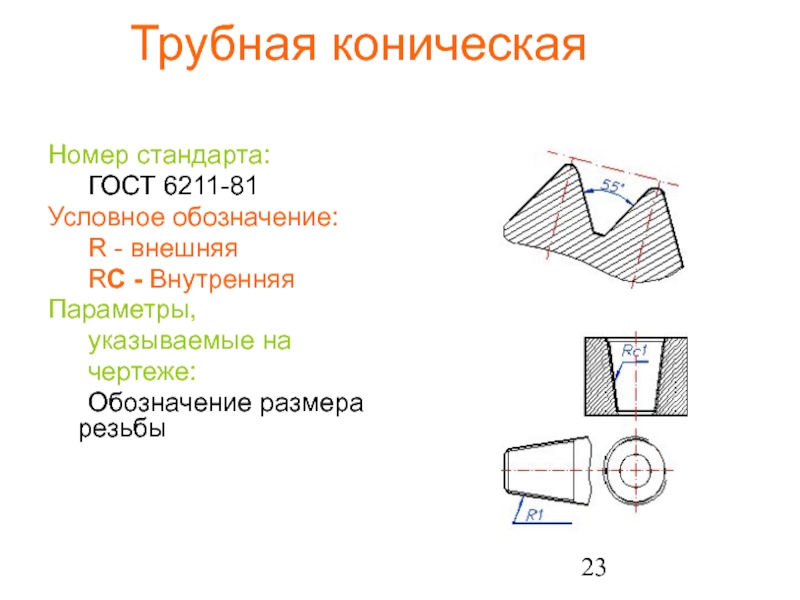
Трубная цилиндрическая резьба. Условное обозначение резьбы состоит из буквы G, обозначения размера резьбы, класса точности среднего диаметра (А или В). Для левой резьбы применяется условное обозначение LH. Например, G1½LH–В–40 длина свинчивания, указываемая при необходимости.
Соединение внутренней трубной цилиндрической резьбы класса точности А с наружной трубной конической резьбой по ГОСТ 6211–81 обозначается следующим образом: например, G/Rp–1½–А. При обозначении посадок в числителе указывается класс точности внутренней резьбы, а в знаменателе — наружной. Например: G 1½–А/В.
Трубная коническая резьба. В обозначение резьбы входят буквы: R – для конической наружной резьбы, Rc – для конической внутренней резьбы, Rp – для цилиндрической внутренней резьбы и обозначение размера резьбы. Для левой резьбы добавляются буквы LH. Условный размер резьбы, а также ее диаметры, измеренные в основной плоскости, соответствуют параметрам трубной цилиндрической резьбы, имеющей тот же условный размер.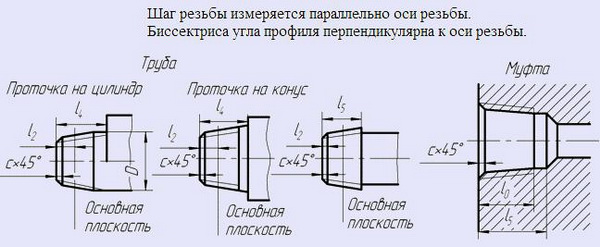 Поэтому детали с трубной конической резьбой достаточно часто применяются в соединениях с деталями с трубной цилиндрической резьбой, что обеспечивает достаточно высокую герметичность соединений. Резьбовые соединения обозначаются в виде дроби, в числителе которой указывается буквенное обозначение внутренней резьбы, а в знаменателе – наружной. Пример обозначения:
Поэтому детали с трубной конической резьбой достаточно часто применяются в соединениях с деталями с трубной цилиндрической резьбой, что обеспечивает достаточно высокую герметичность соединений. Резьбовые соединения обозначаются в виде дроби, в числителе которой указывается буквенное обозначение внутренней резьбы, а в знаменателе – наружной. Пример обозначения:
G/R * 1½ — A
внутренняя трубная цилиндрическая резьба класса точности А по ГОСТ 6357–81.
Трапецеидальная резьба. Условное обозначение трапецеидальной резьбы состоит из букв Тr, номинального диаметра, хода Рn и шага Р. Например: Tr20×4LH–8H, где LH – обозначение левой резьбы, 8Н – основное отклонение резьбы.
При необходимости вслед за основным отклонением резьбы указывается длина свинчивания L (в мм). Например: Тг40×6–8g–85; 85 – длина свинчивания.
Резьба упорная. Обозначение резьбы состоит из буквы S, номинального диаметра, шага и основного отклонения S80×10–8Н. Для левой резьбы после условного обозначения резьбы указывают буквы LH. Для многозаходной резьбы вводят дополнительно значение хода совместно с буквой Р и значение шага. Так, двухзаходная резьба с шагом 10 мм обозначается S80×2(P10).
Для многозаходной резьбы вводят дополнительно значение хода совместно с буквой Р и значение шага. Так, двухзаходная резьба с шагом 10 мм обозначается S80×2(P10).
Прямоугольная резьба не стандартизована. При изображении прямоугольной резьбы рекомендуется вычерчивать местный разрез, на котором проставляют необходимые размеры.
Специальные резьбы. Если резьба имеет стандартный профиль, но отличается от соответствующей стандартной резьбы диаметром или шагом, то резьба называется специальной. В этом случае к обозначению резьбы добавляется надпись Сп, а в обозначении резьбы указываются размеры наружного диаметра и шага резьбы, например: Сп.М19×1Д Резьба с нестандартным профилем изображается так, как это представлено в п.9 табл.1, с нанесением размеров, необходимых для изготовления резьбы.
Условное обозначение метрической резьбы (ГОСТ 8724-2002)
Определение резьбы включает литеру М (от англ. metric system), размер калибра и шаг рези, разграниченных знаком «х». Пример: M8х1. 25. Допускается не указывать большой шаг. Пример: М8. Если резь является левой, то добавляются буквы LH. Пример: М8х1-LH. Определение многозаходной рези состоит из символа М, поперечника, знака «х», сочетания Ph, хода, символа P и шага. Для определенности можно указать число заходов.
25. Допускается не указывать большой шаг. Пример: М8. Если резь является левой, то добавляются буквы LH. Пример: М8х1-LH. Определение многозаходной рези состоит из символа М, поперечника, знака «х», сочетания Ph, хода, символа P и шага. Для определенности можно указать число заходов.
Метрическая резьба (ГОСТ 8724-2002).
Соответствие двух систем обозначений
Метрическая и дюймовая резьба имеют относительно небольшое количество отличий. Примером назовем следующие признаки:
- Форма профиля резьбового гребня.
- Порядок определения диаметра и шага расположения витков.
Для обозначения основных параметров применяются различные единицы измерения. Рассматривая трубный дюйм в миллиметрах следует учитывать, что показатель не стандартный, составляет 3,324 см. Поэтому дюймовые резьбы в миллиметрах с нестандартным обозначением ¾ в пересчете на метрическое обозначение составляет 25 мм. Перевод проводится довольно часто, так как диаметральный размер важен при выборе фитингов и других элементов.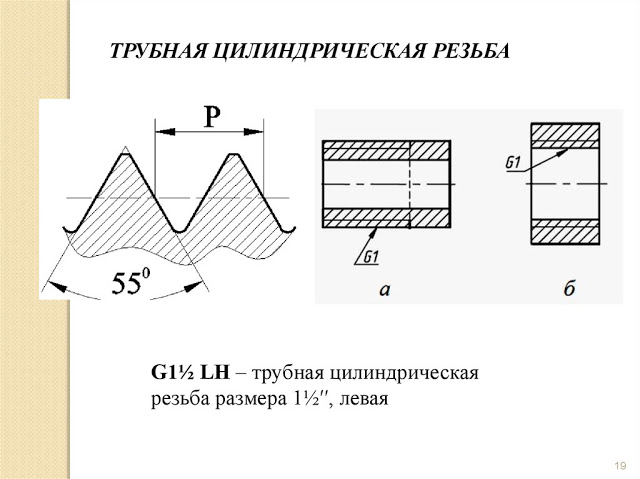 Таблица дюймовых и метрических резьб встречается в специальных справочниках.
Таблица дюймовых и метрических резьб встречается в специальных справочниках.
Отличия дюймовой резьбы от метрической
Стоит учитывать тот момент, что не многие варианты исполнения метрических и дюймовых витков сопрягаются. Именно поэтому в большинстве случаев перевод выполняется для определения диаметрального размера изделия, на котором проводится нарезание соединительной поверхности.
Условное обозначение трапецеидальной резьбы (ГОСТ 9484-81)
Определение однозаходной трапециевидной нарезки содержит сокращение Tr, значение наружного калибра и шаг. Пример: Tr16x4. Для многозаходной трапециевидной рези в определении фигурируют: сочетание Tr, внешний поперечник, а также шаг и ход. Пример: Tr16x8(P4)LH.
Трапецеидальная резьба (ГОСТ 9484-81).
Обозначение упорной резьбы (ГОСТ 10177-82)
Определение упорной нарезки должно содержать литеру S, шаг и значение поперечника. Пример: S90-10. Для левосторонней рези указывается дополнительно LH. Если рассматривается многозаходная нарезка, то ее определение составляется из символа S, поперечника, хода и в скобках буквы P, значения шага. Пример: S80-20(P20).
Пример: S80-20(P20).
Упорная резьба (ГОСТ 10177-82).
Обозначение упорной усиленной резьбы (ГОСТ 13535-87)
Определение упорной усиленной нарезки содержит литеры S, а также угол 45, калибр и шаг. Пример: S45200-13. В случае если резьба левосторонняя, дополнительно указываются буквы LH. Если необходимо определить многозаходную резь, то указывают букву S, величину угла 45, поперечник, ход и символ Р вместе со значением шага, выделенные скобками. Пример: S4520024(P12) — двузаходная, значение хода 24 мм, шаг — 12 мм. Для левосторонней рези указывается дополнительно LH.
Упорная усиленная резьба (ГОСТ 13535-87).
Необходимые инструменты для нарезания
Нарезки широко используются в быту и на производстве, поэтому инструменты для изготовления рези широко распространены. Существует несколько видов приспособлений для нарезания:
- Резьбовые фрезы — это многозубчатые инструменты, в которых процесс резьбонарезания по отношению к резцам более производительный.
 Подразделяются на гребенчатые цилиндрические, дисковые, гребенчатые сборные, головки для скоростного фрезерования.
Подразделяются на гребенчатые цилиндрические, дисковые, гребенчатые сборные, головки для скоростного фрезерования. - Плашки — многолезвийный инструмент для создания наружной рези. Различают круглые, цельные, раздвижные приспособления, разрезные плашки.
- Резьбовые головки — это специальные изделия для нарезания внутренней и внешней рези, имеют ряд преимуществ по сравнению с круглыми плашками. В зависимости от конструкции гребенок головки бывают с круглыми радиальными, плоскими тангенциальными и плоскими радиальными гребенками.
- Метчики — это осевой инструмент, состоящий из нескольких лезвий, предназначенный для нарезания внутренней рези. Различают следующие виды: ручные, станочные, гаечные, машинные, маточные и т.д.
- Резьбовые резцы — это инструмент для точной машинной нарезки внутренней и наружной рези. Они подразделяются на стержневые, однониточные и многониточные фасонные.
Британская дюймовая резьба Уитворта (WW)
В Великобритании до 1970-х годов (а, возможно, и позже) использовалась британская форма резьбы Витворта (Уитворта) – Whitworth British Thread. Она стала фактически первым в мире национальным стандартом винтовой резьбы в Англии и широко использовалась при сборке автомобилей, мотоциклов, самолетов, другой техники и механического оборудования.
British Thread Whitworth разработана британским инженером сэром Джозефом Уитвортом (1803-1887 гг.) в Манчестере и впервые стандартизирована в 1841 году. Став самой распространенной в Великобритании в 1860 годах, она получила широкое одобрение в развивающихся машиностроительных и автомобилестроительных отраслях страны.
В своей статье «Единая система резьбовых соединений» Дж.Уитворт предложил:
- Каждый диаметр болта должен иметь определенное число витков на дюйм (TPI).
- Угол профиля (между соседними сторонами витков) должен составлять 55°.
- Вершины треугольного профиля и основания впадин должны быть закругленными на 1/6 высоты.
- Зависимость радиуса закругления от шага определяется формулой r = 0.
 137329 x p (шаг).
137329 x p (шаг).
Форма резьбы Уитворта
Оригинальная резьба Витворта была крупной (BSW), потому что предел прочности стали на растяжение в то время был низким, и тонкие нити при затягивании просто срывались бы. Примерно 50 лет она господствовала в британской промышленности. Но по мере развития автомобилестроения инженерам потребовалась более тонкая нить, поэтому была разработана мелкая резьба British Standard Fine (BSF), представленная Британской ассоциацией инженерных стандартов в 1908 г. Это стало возможным благодаря тому, прочность стали значительно улучшилась.
Таким образом, дюймовый болт диаметром 1/2 дюйма может иметь либо 12 ниток на дюйм (BSW), либо 16 (BSF). В чем преимущество мелкого шага? Болты BSF обладают лучшей устойчивостью к вибрации. Они имеют большее сечение, поэтому примерно на 10 % прочнее, чем болты BSW с крупным шагом того же размера и из того же материала. Крепежные детали с крупной резьбой хорошо подходят для использования в резьбовых отверстиях, когда металл основания мягче, чем сам крепеж (например, шпильки в алюминиевых головках цилиндров).
Количество витков у болта с обычной резьбой BSW и мелкой BSF
Со временем популярность дюймовых британских стандартов BSW и BSF быстро снижалась из-за глобальной тенденции производителей отдавать предпочтение метрическим болтам и гайкам или американскому дюймовому (UNC, UNF) крепежу. Сегодня крепежные изделия системы British Thread Whitworth устарели и почти не используются. Но потребность в болтах и гайках BSW и BSF продолжают испытывать те, кто работает на старом британском оборудовании или ездит на автомобилях, произведенных до принятия унифицированных, а затем и метрических стандартов.
Крупная резьба British Standard Whitworth (BSW или WW)
Это британская стандартная крупная резьба Витворта, название которой сокращено до BSW (British Standard Whitworth) или просто WW. Она используется на болтах, винтах, гайках и других крепежных изделиях общего инженерного назначения, не требующих посадки с натягом. Ее профиль основан на фундаментальном треугольнике с углом 55°, углы которого имеют определенный радиус закругления, зависящий от шага r = 0.137329 x p (шаг). Высота профиля составляет h = 0,640327 х p.
Требования к форме профиля, размерам, допускам и обозначению определены в английском стандарте BS 84-2007.
Примеры условного обозначения: 3/8″W, 3/8″BSW или 3/8″-16BSW, где 16 — количество витков на дюйм (TPI).
В стандарт BS 84 включено 40 размеров: от 1/16″- 60BSW до 6″- 2 1/2BSW.
Резьба Витворта: обозначения и понимание внутренней и внешней резьбы. Пояснение к таблицам
Таблица 1. Размеры крупной резьбы Уитворта BSW (Whitworth Coarse Thread BS 84)
|
Типоразмер |
Наружный диаметр |
Ниток на дюйм |
Шаг резьбы | Внутренний диаметр | Диаметр сверления | |||
| (дюймы) | (мм) | (мм) | (дюймы) | (мм) | (дюймы) | (мм) | ||
|---|---|---|---|---|---|---|---|---|
| W 1/16″ | 1/16 | 1,588 | 60 | 0,423 | 0,0412 | 1,05 | 0,0472 | 1,2 |
| W 3/32″ | 3/32 | 2,381 | 48 | 0,529 | 0,0671 | 1,70 | 0,0748 | 1,9 |
| W 1/8″ | 1/8 | 3,175 | 40 | 0,635 | 0,0930 | 2,36 | 0,1024 | 2,6 |
| W 5/32″ | 5/32 | 3,969 | 32 | 0,794 | 0,1162 | 2,95 | 0,1260 | 3,2 |
| W 3/16″ | 3/16 | 4,763 | 24 | 1,058 | 0,1341 | 3,41 | 0,1457 | 3,7 |
| W 7/32″ | 7/32 | 5,556 | 24 | 1,058 | 0,1654 | 4,20 | 0,1772 | 4,5 |
| W 1/4″ | 1/4 | 6,350 | 20 | 1,270 | 0,1860 | 4,72 | 0,2008 | 5,1 |
| W 5/16″ | 5/16 | 7,938 | 18 | 1,411 | 0,2414 | 6,13 | 0,2598 | 6,6 |
| W 3/8″ | 3/8 | 9,525 | 16 | 1,588 | 0,2950 | 7,49 | 5/16 | 8,0 |
| W 7/16″ | 7/16 | 11,113 | 14 | 1,814 | 0,3460 | 8,79 | 0,3701 | 9,4 |
| W 1/2″ | 1/2 | 12,700 | 12 | 2,117 | 0,3933 | 9,99 | 27/64 | 10,7 |
| W 9/16″ | 9/16 | 14,288 | 12 | 2,117 | 0,4558 | 11,6 | 31/64 | 12,3 |
| W 5/8″ | 5/8 | 15,875 | 11 | 2,309 | 0,5086 | 12,9 | 17/32 | 13,7 |
| W 11/16″ | 11/16 | 17,463 | 11 | 2,309 | 0,5711 | 14,5 | 19/32 | 15,2 |
| W 3/4″ | 3/4 | 19,050 | 10 | 2,540 | 0,6219 | 15,8 | 21/32 | 16,6 |
| W 13/16″ | 13/16 | 20,638 | 10 | 2,540 | 0,6844 | 17,4 | 23/32 | 18,2 |
| W 7/8″ | 7/8 | 22,225 | 9 | 2,822 | 0,7327 | 18,6 | 49/64 | 19,5 |
| W 15/16″ | 15/16 | 23,813 | 9 | 2,822 | 0,7952 | 20,2 | 53/64 | 21,1 |
| W 1″ | 1 | 25,400 | 8 | 3,175 | 0,8399 | 21,3 | 7/8 | 22,3 |
| W 1 1/8″ | 1 1/8 | 28,575 | 7 | 3,629 | 0,9420 | 23,9 | 63/64 | 25,1 |
| W 1 1/4″ | 1 1/4 | 31,750 | 7 | 3,629 | 1,0670 | 27,1 | 1 7/64 | 28,3 |
| W 1 3/8″ | 1 3/8 | 34,925 | 6 | 4,233 | 1,1616 | 29,5 | 1 7/32 | 30,9 |
| W 1 1/2″ | 1 1/2 | 38,100 | 6 | 4,233 | 1,2866 | 32,7 | 1 5/16 | 34,0 |
| W 1 5/8″ | 1 5/8 | 41,275 | 5 | 5,080 | 1,3689 | 34,8 | 1 7/16 | 36,4 |
| W 1 3/4″ | 1 3/4 | 44,450 | 5 | 5,080 | 1,4939 | 37,9 | 1 9/16 | 39,6 |
| W 1 7/8″ | 1 7/8 | 47,625 | 4 1/2 | 5,644 | 1,5904 | 40,4 | 1 5/8 | 42,2 |
| W 2″ | 2 | 50,800 | 4 1/2 | 5,644 | 1,7154 | 43,6 | 1 3/4 | 45,4 |
| W 2 1/8″ | 2 1/8 | 53,975 | 4 1/2 | 5,644 | 1,8404 | 46,7 | 1 7/8 | 48,6 |
| W 2 1/4″ | 2 1/4 | 57,150 | 4 | 6,350 | 1,9298 | 49,0 | 2 | 51,1 |
| W 2 3/8″ | 2 3/8 | 60,325 | 4 | 6,350 | 2,0548 | 52,2 | 2 1/8 | 54,2 |
| W 2 1/2″ | 2 1/2 | 63,500 | 4 | 6,350 | 2,1798 | 55,4 | 2 1/4 | 57,4 |
| W 2 5/8″ | 2 5/8 | 66,675 | 4 | 6,350 | 2,3048 | 58,5 | 2 3/8 | 60,6 |
| W 2 3/4″ | 2 3/4 | 69,850 | 3 1/2 | 7,257 | 2,3841 | 60,6 | 2 1/2 | 62,9 |
| W 2 7/8″ | 2 7/8 | 73,025 | 3 1/2 | 7,257 | 2,5091 | 63,7 | 2 5/8 | 66,1 |
| W 3″ | 3 | 76,200 | 3 1/2 | 7,257 | 2,6341 | 66,9 | 2 3/4 | 69,2 |
| W 3 1/4″ | 3 1/4 | 82,550 | 3 1/4 | 7,815 | 2,8560 | 72,5 | 3 | 75,0 |
| W 3 1/2″ | 3 1/2 | 88,900 | 3 1/4 | 7,815 | 3,1060 | 78,9 | 3 1/4 | 81,4 |
| W 3 3/4″ | 3 3/4 | 95,250 | 3 | 8,467 | 3,3231 | 84,4 | 3 3/8 | 87,1 |
| W 4″ | 4 | 101,600 | 3 | 8,467 | 3,5731 | 90,8 | 3 5/8 | 93,5 |
| W 4 1/4″ | 4 1/4 | 107,950 | 2 7/8 | 8,835 | 3,8046 | 96,6 | 3 7/8 | 99,5 |
| W 4 1/2″ | 4 1/2 | 114,300 | 2 7/8 | 8,835 | 4,0546 | 103,0 | 4 1/8 | 105,8 |
| W 4 3/4″ | 4 3/4 | 120,650 | 2 3/4 | 9,236 | 4,2843 | 108,9 | 4 3/8 | 111,8 |
| W 5″ | 5 | 127,000 | 2 3/4 | 9,236 | 4,5343 | 115,2 | 4 5/8 | 118,1 |
| W 5 1/4″ | 5 1/4 | 133,350 | 2 5/8 | 9,676 | 4,7621 | 121,0 | 4 7/8 | 124,1 |
| W 5 1/2″ | 5 1/2 | 139,700 | 2 5/8 | 9,676 | 5,0121 | 127,3 | 5 1/8 | 130,4 |
| W 5 3/4″ | 5 3/4 | 146,050 | 2 1/2 | 10,160 | 5,2377 | 133,0 | 5 3/8 | 136,3 |
| W 6″ | 6 | 152,400 | 2 1/2 | 10,160 | 5,4877 | 139,4 | 5 5/8 | 142,6 |
Мелкая резьба British Standard Fine (BSF)
Дюймовая мелкая резьба British Standard Fine, сокращенно BSF, имеет профиль, идентичный оригинальной форме Витворта BSW с углом при вершине 55°, за исключением более частого шага. Это означает, что болты и гайки имеют больше витков на дюйм, более тонкую нить и меньшую высоту профиля.
Примеры условного обозначения: 3/8″BSF или 3/8″-20BSF
В стандарт BS 84 включено 30 размеров BSF: от 3/16″-32BSF до 4 1/4″-4BSF.
Таблица 2. Размеры мелкой резьбы Уитворта BSF (Whitworth Fine Thread BS 84).
|
Типоразмер |
Наружный диаметр |
Ниток на дюйм |
Шаг резьбы | Внутренний диаметр | Диаметр сверления | |||
| (дюймы) | (мм) | (мм) | (дюймы) | (мм) | (дюймы) | (мм) | ||
|---|---|---|---|---|---|---|---|---|
| F 3/16″ | 3/16 | 4,763 | 32 | 0,794 | 0,1475 | 3,75 | 0,1457 | 3,7 |
| F 7/32″ | 7/32 | 5,556 | 28 | 0,907 | 0,1730 | 4,39 | 0,1811 | 4,6 |
| F 1/4″ | 1/4 | 6,350 | 20 | 1,270 | 0,2008 | 5,1 | 0,2087 | 5,3 |
| F 9/32″ | 9/32 | 7,142 | 26 | 0,97 | 0,2320 | 5,89 | 0,2323 | 5,9 |
| F 5/16″ | 5/16 | 7,938 | 22 | 1,154 | 0,2543 | 6,46 | 0,2677 | 6,8 |
| F 3/8″ | 3/8 | 9,525 | 20 | 1,270 | 0,3110 | 7,9 | 0,3268 | 8,3 |
| F 7/16″ | 7/16 | 11,113 | 18 | 1,411 | 0,3363 | 8,54 | 0,3819 | 9,7 |
| F 1/2″ | 1/2 | 12,700 | 16 | 1,587 | 0,4200 | 10,7 | 0,4370 | 11,1 |
| F 9/16″ | 9/16 | 14,288 | 16 | 1,587 | 0,4825 | 12,3 | 0,5000 | 12,7 |
| F 5/8″ | 5/8 | 15,875 | 14 | 1,814 | 0,5336 | 13,6 | 0,5512 | 14 |
| F 11/16″ | 11/16 | 17,463 | 14 | 1,814 | 0,5961 | 15,1 | 0,6102 | 15,5 |
| F 3/4″ | 3/4 | 19,050 | 12 | 2,117 | 0,6432 | 16,3 | 0,6594 | 16,75 |
| F 7/8″ | 7/8 | 22,225 | 11 | 2,309 | 0,7586 | 19,3 | 0,7776 | 19,75 |
| F 1″ | 1 | 25,400 | 10 | 2,540 | 0,8720 | 22,1 | 0,8957 | 22,75 |
| F 1 1/8″ | 1 1/8 | 28,575 | 9 | 2,822 | 0,9828 | 25 | 1,0039 | 25,5 |
| F 1 1/4″ | 1 1/4 | 31,750 | 9 | 2,822 | 1,1078 | 28,1 | 1,1220 | 28,5 |
| F 1 3/8″ | 1 3/8 | 34,925 | 8 | 3,175 | 1,2150 | 30,9 | 1,2402 | 31,5 |
| F 1 1/2″ | 1 1/2 | 38,100 | 8 | 3,175 | 1,3400 | 34 | 1,3583 | 34,5 |
| F 1 5/8″ | 1 5/8 | 41,275 | 8 | 3,175 | 1,4650 | 37,2 | 1,4724 | 37,4 |
| F 1 3/4″ | 1 3/4 | 44,450 | 7 | 3,628 | 1,5670 | 39,8 | 1,5748 | 40,0 |
| F 2″ | 2 | 50,800 | 7 | 3,628 | 1,8170 | 46,2 | 1,8425 | 46,8 |
| F 2 1/4″ | 2 1/4 | 57,150 | 6 | 4,233 | 2,0366 | 51,7 | 2,0551 | 52,2 |
| F 2 1/2″ | 2 1/2 | 63,500 | 6 | 4,233 | 2,2866 | 58,1 | 2,3031 | 58,5 |
| F 2 3/4″ | 2 3/4 | 69,850 | 6 | 4,233 | 2,5366 | 64,4 | 2,5551 | 64,9 |
| F 3″ | 3 | 76,200 | 5 | 5,080 | 2,7438 | 69,7 | 2,7756 | 70,5 |
| F 3 1/4″ | 3 1/4 | 82,550 | 5 | 5,080 | 2,9938 | 76 | 3,0079 | 76,4 |
| F 3 1/2″ | 3 1/2 | 88,900 | 4 1/2 | 5,644 | 3,2154 | 81,7 | 3,2283 | 82 |
| F 3 3/4″ | 3 3/4 | 95,250 | 4 1/2 | 5,644 | 3,4654 | 88 | 3,4764 | 88,3 |
| F 4″ | 4 | 101,600 | 4 1/2 | 5,644 | 3,7154 | 94,4 | 3,7441 | 95,1 |
| F 4 1/4″ | 4 1/4 | 107,950 | 4 | 6,350 | 3,9298 | 99,8 | 4,0197 | 102,1 |
Совместимы ли резьбы BSW – UNC и BSF – UNF?
Все эти виды резьб являются дюймовыми и разработаны для резьбовых крепежных деталей (болтов, винтов, гаек и др. )
- BSF и BSW – британский стандарт, а UNF и UNC — американский стандарт.
- BSF и UNF — системы с мелкой резьбой, а BSW и UNC — системы с крупной резьбой.
Взаимозаменяемость BSW и UNC невозможна, даже если учесть, что многие комбинации диаметра и шага у них совпадают (за исключением размера 1/2″, где BSW имеет 12 витков на дюйм, а UNC – 13). Теоретически некоторые гайки BSW можно было бы навинтить на болты UNC и наоборот, но практически этого делать нельзя, ни при каких обстоятельствах. Разница в углах (55° против 60°) приведет к значительной потере удерживающей силы, снижению сопротивления усталости и прочности соединения.
UNF и BSF имеют совершенно разное число витков на дюйм, значит, они абсолютно не взаимозаменяемы.
Совместимость американской резьбы UNC/UNF и Британской Витворта BSW/BSF
Трубная резьба (BSP)
BSP (British Standard Pipe) известна как трубная резьба Витворта и ставшая самой популярной в мире. Она имеет два варианта исполнения – это цилиндрическая (BSPP), которая обычно герметизируется различными уплотнительными материалами, либо коническая (BSPT), которая самоуплотняется на резьбе.
Оба варианта широко применяются в сантехнических, газопроводных, водопроводных, масляных системах, пневматическом оборудовании для резьбовых соединений труб с фитингами, а также на крышках, масленках, заглушках, кранах, вентилях и т.д.
Обозначение номинального диаметра для BSP – это размер трубы (ее условный проход), то есть он немного меньше, чем фактический наружный диаметр трубы. Оба типа потоков – BSPP и BSPT имеют угол профиля 55°, как у их прототипа BSW, и всего четыре значения шага – 28, 19,14, 11.
Отличия дюймовой резьбы BSPP (G) и BSPT (R)
Трубные соединения BSPP (G)
Фитинг BSPP (папа)
Соединения с цилиндрической несамоуплотняющейся резьбой Витворта BSPP не будут герметичными без использования дополнительного уплотнителя. Фитинги BSPP обычно комплектуются резиновым уплотнительным кольцом, которое зажимается между бортиком охватываемой части трубы и внутренней поверхностью охватывающего фитинга.
В России к стандарту BSPP адаптирован ГОСТ 6357-81. Международными регламентирующими нормативно-техническими документами являются: DIN ISO 228, DIN 259, в которые включены размеры от 1/8″ до 4″.
Трубную цилиндрическую наружную и внутреннюю резьбу BSPP принято обозначать буквой «G». Пример условного обозначения: G 1 1/2″-А, где А – класс точности. Левая идентифицируется по двум дополнительным буквам «LH», например: G 1 1/2″ LH — А.
Таблица 3. Параметры цилиндрической трубной резьбы Уитворта BSPP (G), DIN ISO 228 BSP (DIN 259)
| Размер G | Ниток на дюйм | Шаг резьбы | Внешний диаметр | Внутренний диаметр | Длина резьбы | Диаметр сверления | |||
| G (конусность 80%) | |||||||||
| (дюймы) | (мм) | (дюймы) | (мм) | (дюймы) | (мм) | (дюймы) | (мм) | (мм) | |
| 1/8 | 28 | 0,907 | 0,3830 | 9,728 | 0,3372 | 8,566 | 5/32 | 4,0 | 8,8 |
| 1/4 | 19 | 1,337 | 0,5180 | 13,157 | 0,4506 | 11,445 | 0,2367 | 6,0 | 11,8 |
| 3/8 | 19 | 1,337 | 0,6560 | 16,662 | 0,5886 | 14,950 | 1/4 | 6,4 | 15,3 |
| 1/2 | 14 | 1,814 | 0,8250 | 20,955 | 0,7335 | 18,631 | 0,3214 | 8,2 | 19,1 |
| 5/8 | 14 | 1,814 | 0,9020 | 22,911 | 0,8105 | 20,587 | 0,3214 | 8,2 | 21,1 |
| 3/4 | 14 | 1,814 | 1,0410 | 26,441 | 0,9495 | 24,117 | 3/8 | 9,5 | 24,6 |
| 7/8 | 14 | 1,814 | 1,1890 | 30,201 | 1,0975 | 27,877 | 3/8 | 9,5 | 28,3 |
| 1 | 11 | 2,309 | 1,3090 | 33,249 | 1,1926 | 30,291 | 0,4091 | 10,4 | 30,9 |
| 1 1/8 | 11 | 2,309 | 1,4920 | 37,897 | 1,3756 | 34,939 | 0,4091 | 10,4 | 35,5 |
| 1 1/4 | 11 | 2,309 | 1,6500 | 41,910 | 1,5335 | 38,952 | 1/2 | 12,7 | 39,5 |
| 1 3/8 | 11 | 2,309 | 1,7450 | 44,323 | 1,6285 | 41,365 | 1/2 | 12,7 | 42,0 |
| 1 1/2 | 11 | 2,309 | 1,8820 | 47,803 | 1,7656 | 44,845 | 1/2 | 12,7 | 45,4 |
| 1 3/4 | 11 | 2,309 | 2,1160 | 53,746 | 1,9995 | 50,788 | 5/8 | 15,9 | 51,4 |
| 1 7/8 | 11 | 2,309 | 2,2440 | 56,998 | 2,1276 | 54,041 | 5/8 | 15,9 | 54,6 |
| 2 | 11 | 2,309 | 2,3470 | 59,614 | 2,2306 | 56,656 | 5/8 | 15,9 | 57,2 |
| 2 1/4 | 11 | 2,309 | 2,5870 | 65,710 | 2,4706 | 62,752 | 11/16 | 17,5 | 63,3 |
| 2 1/2 | 11 | 2,309 | 2,9600 | 75,184 | 2,8435 | 72,226 | 11/16 | 17,5 | 72,8 |
| 2 3/4 | 11 | 2,309 | 3,2100 | 81,534 | 3,0935 | 78,576 | 13/16 | 20,6 | 79,2 |
| 3 | 11 | 2,309 | 3,4600 | 87,884 | 3,3435 | 84,926 | 13/16 | 20,6 | 85,5 |
| 3 1/4 | 11 | 2,309 | 3,7000 | 93,980 | 3,5835 | 91,022 | 7/8 | 22,2 | 91,6 |
| 3 1/2 | 11 | 2,309 | 3,9500 | 100,330 | 3,8335 | 97,372 | 7/8 | 22,2 | 98,0 |
| 3 3/4 | 11 | 2,309 | 4,2000 | 106,680 | 4,0835 | 103,722 | 7/8 | 22,2 | 104,3 |
| 4 | 11 | 2,309 | 4,4500 | 113,030 | 4,3335 | 110,072 | 1 | 25,4 | 110,7 |
Трубные соединения BSPT (R)
Соединения с конической самоуплотняющейся резьбой BSPT не требуют использования герметизирующих прокладок. Уплотнение (запечатывание) обеспечивается самим резьбовым соединением. Это достигается за счет плотной стыковки двух сопряженных резьб – наружной конической (ее диаметр уменьшается по длине) и внутренней цилиндрической (диаметр неизменный по всей длине). Британский стандарт определяет конусность 1:16.
Для абсолютной герметизации трубного соединения рекомендуется использовать герметик.
Фитинг с цилиндрической и конической резьбой BSP
BSPT взаимозаменяема с конической резьбой российского стандарта ГОСТ 6211-81. Эквивалентные нормы: ISO 7/1, DIN 2999, BS 21 (BS EN 10226-1).
В стандарты включено 15 размеров от 1/16″ до 6″ (трубные соединения свыше 6 дюймов в диаметре свариваются).
BSPT (внешний конус) может применяться с внутренней цилиндрической BSPP и по ГОСТ 6357-81 для создания герметичных соединений.
Наружную коническую резьбу BSPT принято обозначать буквой «R», а сопрягаемую с ней внутреннюю цилиндрическую буквами «Rp». Например: R 1/2″ и Rp 1/2″.
Таблица 4. Параметры конической трубной резьбы Уитворта BSPT (R), ISO 7/1
| Размер R | Ниток на дюйм | Шаг резьбы | Внешний диаметр | Внутренний диаметр | Длина резьбы | Диаметр сверления | |||
| R (конусность 95%) | |||||||||
| (дюймы) | (мм) | (дюймы) | (мм) | (дюймы) | (мм) | (дюймы) | (мм) | (мм) | |
| 1/16 | 28 | 0,907 | 0,3041 | 7,723 | 0,2583 | 6,561 | 5/32 | 4,0 | 6,6 |
| 1/8 | 28 | 0,907 | 0,3830 | 9,728 | 0,3372 | 8,566 | 5/32 | 4,0 | 8,8 |
| 1/4 | 19 | 1,337 | 0,5180 | 13,157 | 0,4506 | 11,445 | 0,2367 | 6,0 | 11,8 |
| 3/8 | 19 | 1,337 | 0,6560 | 16,662 | 0,5886 | 14,950 | 1/4 | 6,4 | 15,3 |
| 1/2 | 14 | 1,814 | 0,8250 | 20,955 | 0,7335 | 18,631 | 0,3214 | 8,2 | 19,1 |
| 3/4 | 14 | 1,814 | 1,0410 | 26,441 | 0,9495 | 24,117 | 3/8 | 9,5 | 24,6 |
| 1 | 11 | 2,309 | 1,3090 | 33,249 | 1,1926 | 30,291 | 0,4091 | 10,4 | 30,9 |
| 1 1/4 | 11 | 2,309 | 1,6500 | 41,910 | 1,5335 | 38,952 | 1/2 | 12,7 | 39,5 |
| 1 1/2 | 11 | 2,309 | 1,8820 | 47,803 | 1,7656 | 44,845 | 1/2 | 12,7 | 45,4 |
| 2 | 11 | 2,309 | 2,3470 | 59,614 | 2,2306 | 56,656 | 5/8 | 15,9 | 57,2 |
| 2 1/2 | 11 | 2,309 | 2,9600 | 75,184 | 2,8435 | 72,226 | 11/16 | 17,5 | 72,8 |
| 3 | 11 | 2,309 | 3,4600 | 87,884 | 3,3435 | 84,926 | 13/16 | 20,6 | 85,5 |
| 4 | 11 | 2,309 | 4,4500 | 113,030 | 4,3335 | 110,072 | 1 | 25,4 | 110,7 |
| 5 | 11 | 2,309 | 5,4500 | 138,430 | 5,3335 | 135,472 | 1 1/8 | 28,6 | 136,1 |
| 6 | 11 | 2,309 | 6,4500 | 163,830 | 6,3335 | 160,872 | 1 1/8 | 28,6 | 161,5 |
Особенности резьбы BSPP и BSPT и совместимость фитингов, труб
Размеры труб и крепежных деталей с резьбой BSP
Таблица 5. Соответствие труб и фитингов с самоуплотняющейся резьбой BSP (внутренняя — цилиндрическая, наружная — с конусностью 1:16)
| Типоразмер штока | Типоразмер втулки (фитинга) | Параметры трубы | ||
| Номинальный (внутренний) диаметр | Внешний диаметр | Толщина | ||
| R 1/16″ | Rp 1/16″ | 3 | 7,1 | 2 |
| R 1/8″ | Rp 1/8″ | 6 | 10,2 | 2 |
| R 1/4″ | Rp 1/4″ | 8 | 13,5 | 2,3 |
| R 3/8″ | Rp 3/8″ | 10 | 17,2 | 2,3 |
| R 1/2″ | Rp 1/2″ | 15 | 21,3 | 2,6 |
| R 3/4″ | Rp 3/4″ | 20 | 26,9 | 2,6 |
| R 1″ | Rp 1″ | 25 | 33,7 | 3,2 |
| R 1 1/4″ | Rp 1 1/4″ | 32 | 42,4 | 3,2 |
| R 1 1/2″ | Rp 1 1/2″ | 40 | 48,3 | 3,2 |
| R 2″ | Rp 2″ | 50 | 60,3 | 3,6 |
| R 2 1/2″ | Rp 2 1/2″ | 65 | 76,1 | 3,6 |
| R 3″ | Rp 3″ | 80 | 88,9 | 4 |
| R 4″ | Rp 4″ | 100 | 114,3 | 4,5 |
| R 5″ | Rp 5″ | 125 | 139,7 | 5 |
| R 6″ | Rp 6″ | 150 | 168,3 | 5 |
Сравнение BSPT и NPT – отличие и совместимость
Наряду с британским трубным конусом BSPТ (BSP) большой популярностью в мире пользуется другая коническая резьба для труб – NPT, являющаяся национальным стандартом США, основанном на ANSI/ASME B 1. 20.1 (аналог ГОСТ 6111-52).
Конические резьбы NPT и BSP нельзя совмещать друг с другом, даже при совпадении числа витков на дюйм длины. Они не взаимозаменяемы из-за различий в форме. NPT имеет угол наклона треугольника 60° и сглаженные выступы и впадины (форма Селлерса). У BSP угол составляет 55° и имеет закругленные вершины и впадины (форма Витворта).
Сравнивая эти две системы, нельзя сказать какая из них лучше. Несмотря на два разных дизайна, каждая из них обеспечивает герметичное соединение труб за счет уплотнения на конусе.
Трубные конусные резьбы NPT и BSP подходят для безопасной транспортировки жидкостей, газов, пара и обе могут использоваться на трубопроводах из широкого спектра материалов: сталь, латунь, бронза, чугун и пластик. Но при использовании в системах высокого давления для уплотнения соединений NPT и BSP всегда требуется резьбовой герметик (тефлоновая лента или жидкий химический), что позволит предотвратить риск спиральной утечки.
Отличие дюймовой резьбы NPT и BSP
Статьи по теме:
- Американская дюймовая резьба
Полезные советы
Обновлено: 09. 08.2022 12:10:17
Максим
Специалист в области крепежных и такелажных изделий. Более 10 лет работы в сфере строительства, ремонта и оборудования.
— «Мы стараемся донести до Вас только актуальную и достоверную информацию, будем рады Вашему отзыву относительно данной статьи»
Автор статьи
Максим
Специалист в области крепежных и такелажных изделий. Более 10 лет работы в сфере строительства, ремонта и оборудования.
— «Мы стараемся донести до Вас только актуальную и достоверную информацию, будем рады Вашему отзыву относительно данной статьи»
Автор статьи
Поставить оценку
Успешно отправлено, Спасибо за оценку!
Нажмите, чтобы поставить оценку
Коническая трубная резьба: конусная дюймовая труба по ГОСТ 6211 81
Классификация резьбовых соединений весьма обширна. Даже если рассматривать отдельный случай, например, трубную нарезку в форме конуса, то и здесь не обойтись без уточнения ее особенностей и типов. Конические резьбы используются достаточно широко, позволяя создавать надежные герметичные соединения без сварки. Их даже называют универсальными, поскольку это единственный тип винтовой нарезки, допускающий подключение к трубам других форм и сечений.
Редкая форма резьбы
Содержание
- Виды и классификация: дюймовая Fanuc и другие
- Коническая резьба и ее применение: внутренняя со стандартным калибором и естественным моментом завинчивания
- Стандарты трубной конической резьбы по гост 6211 81: диаметр и другие размеры
- Обозначения: метчик, чертежи
Виды и классификация: дюймовая Fanuc и другие
- Цилиндрической – традиционная нарезка на прокате постоянного диаметра;
- Конической – здесь основанием выступает конусная труба, то есть та, у которой наружный диаметр к торцу постепенно уменьшается.
При этом различают внутреннюю и наружную винтовую нарезку в соответствии с ее расположением на стенках. Назначение же может быть только одно: трубная внутренняя коническая резьба, как и наружная, образует крепежно-уплотняющие соединения.
По привязанной системе измерений выпускаются трубы с резьбой двух типов:
- Метрическая (с углом профиля 60º) – наиболее распространенный вид соединений, применяемых в нашей стране при производстве нового оборудования.
- Дюймовая (α=55º), чей наружный диаметр и прочие параметры привязаны к английской системе мер, то есть выражаются в дюймах. Коническая дюймовая резьба отличается тем, что не имеет привязки к шагу нарезки. Вместо этого используется количество витков на единицу длины.
Направление витков может быть правым, реже – левым. Также следует учитывать количество их заходов.
Еще один этап классификации, позволяющий выполнять точный подбор и расчет конической резьбы для взаимозаменяемых элементов, разделяет ее на две группы по частоте витков:
- Мелкая
Отличается большим количеством витков на единицу длины благодаря сокращенному шагу нарезки. Делается это для сохранения толщины и прочности стенок, максимальной герметичности соединений или тонкой регулировки взаимного расположения деталей.
Для труб диаметром не больше дюйма (½ʺ и ¾ʺ) принимают 14 витков, но возможна нарезка 19 и 28 ниток при d от 1/16ʺ до 3/8ʺ.
Коническая резьба и ее применение: внутренняя со стандартным калибором и естественным моментом завинчивания
Коническая трубная резьба широко используется в создании трубопроводов, работающих под давлением (водопровод, отопление, топливные магистрали и газопроводы), поскольку обеспечивает герметичность соединений даже при напоре в десятки МПа.
Когда говорят об универсальности конической нарезки, имеют ввиду возможность ее монтажа совместно с цилиндрическими муфтами. К такому типу соединения приходится прибегать при подключении к трубам, у которых частично разрушилась или деформировалась внутренняя резьба, а заменить дефектный участок или решить проблему сваркой не представляется возможным.
Конечно, в этом случае контакт двух труб будет минимальным – только в той части, где диаметр конуса и цилиндра совпадут.
Впрочем, при соблюдении установленных норм взаимозаменяемости по ГОСТ 6357-81 внутренняя трубная цилиндрическая резьба может идти в соединении с конической. Но в этом случае должна выдерживаться длина ввинчивания отдельных элементов, допуски по диаметру и класс точности исполнения.
Стандарты трубной конической резьбы по гост 6211 81: диаметр и другие размеры
Давая классификацию соединений, мы сознательно не коснулись всего многообразия резьбовых профилей. Потому как для нарезки винта на конических трубах подходит только треугольная форма – самая надежная и прочная. Правда, она имеет несколько вариантов исполнения вершины и основания ниток в зависимости от применяемых стандартов. И вот здесь уже возможны отличия.
Так называемая британская трубная коническая резьба имеет профиль треугольника со скругленными зубцами и ответными впадинами (стандарт BSPT). Это позволяет использовать ее одновременно с жидкими герметиками и уплотняющими лентами. Кроме того, округлые кромки отлично держат динамические нагрузки. Угол α у вершины каждого треугольника составляет 55º, а все размеры задаются по стандартам дюймовой системы мер.
Отечественный аналог – ГОСТ 6211 81 жестко регламентирует параметры дюймового конического профиля:
- Уклон по отношению к осевой линии трубы (конусность) выдерживается на уровне 1:16. При этом ее длина и выбранный размер сечения роли не играют.
- Конусное соединение допускается только для труб, диаметр которых не превышает 6ʺ, так что резьба тоже имеет соответствующие ограничения по размеру.
В профиле NPT равнобедренные треугольные витки (α=60º) имеют плоские вершины с такими же ответными основаниями. Винтовая нарезка выполняется в соответствии с американскими стандартами UNS (с крупным шагом), UNF и UNEF (с мелким и особо мелким). Здесь более скромный выбор диаметра: от 1/16ʺ до 4 дюймов. У нас для такого типа соединений разработан отдельный ГОСТ на коническую резьбу 6111-52 (дюймовая) и ГОСТ 25229-82 (метрическая).
Винт с углом профилей в 60º работает на смятие, создавая герметичное, но неразъемное соединение. Применяется в машино- и станкостроении для трубопроводов, в которых циркулируют ГСМ, вода или газообразные рабочие среды под давлением. Коническая трубная резьба способна выдержать максимально-возможное давление.
Обозначения: метчик, чертежи
ГОСТ для конической резьбы предусматривает следующие обозначения:
- R или Rc – наружная или внутренняя. Следом обязательно указывается номинальный диаметр, выраженный в дюймах.
- LH – левая. Если конусная резьба имеет правое исполнение, в обозначении эта маркировка отсутствует (параметр по умолчанию).
- Rр – указывает на цилиндрическую форму внутренней нарезки, совместимую с наружной конусной.
Применяйте конусную резьбу по назначению
Американское обозначение трубной конической резьбы сложнее, но информативнее. Помимо уточнения положения нарезки (MNPT – наружная, FNPT – внутренняя) в маркировке указываются следующие параметры:
- номинальный диаметр;
- число витков на единицу длины;
- группа по типу исполнения профиля;
- класс точности для наружной (А) и внутренней нарезки (В).
ПОСМОТРЕТЬ ВИДЕО
Диаметр задается в дюймах дробью или по присвоенному номеру. Коническая трубная резьба часто применяется в соединениях комуникаций. Конусная дюймовая труба одна из самых популярных в использовании в местах с большим давлением.
Резьба. Классификация резьбы — презентация онлайн
Похожие презентации:
Основы архитектуры и строительных конструкций. Основы проектирования
Конструктивные схемы многоэтажных зданий
Стадии проектирования зданий. Маркировка строительных чертежей (лекция №2)
Правила выполнения архитектурно-строительных чертежей
ЕСКД. Общие правила оформления чертежей. (Лекция 1.1)
задачи на построение (геометрия 7 класс)
Выполненный вариант контрольной работы по разделу «Техническое черчение». (Приложение 3)
Параллельность в пространстве. (Графическая работа 2)
Строительное черчение. Графическое оформление и чтение строительных чертежей
Правила оформления чертежей ЕСКД. Форматы, масштабы, линии, шрифты
1. Резьба
РЕЗЬБАДисциплина: ИНЖЕНЕРНАЯ
ГРАФИКА
2008 год
Резьбой называют
поверхность, образованную
при винтовом движении
плоского контура по
цилиндрической или
конической поверхности.
3. Классификация резьбы
4. Крепежная резьба
применяется в соединительных деталях машин,механизмов и приборов, т.е. болтах, винтах,
шпильках, гайках.
5. Ходовая и грузовая резьбы
применяются в подъемных винтах винтовыхпрессов, домкратов, станков для
преобразования вращательного движения в
поступательное.
6. Специальная резьба
используется в инструментах для нарезания резьбы в отверстии —метчиках и на стержне — плашках, а также в инструментах для
выполнения отверстий — сверлах и обработки плоскостей, канавок и
пазов — фрезах.
7. Стандартная резьба
У стандартной резьбы все основные параметры определяет ГОСТ11708—82. Резьбу характеризуют три диаметра: наружный,
внутренний и средний.
8. Нарезание резьбы
Режущая часть инструмента (на метчиках и плашках) для нарезания резьбы имеет дваучастка: заборный — с резьбой, ограниченной конической поверхностью, и
цилиндрический, — формирующий резьбу необходимого профиля, шага и размера.
Заборный участок плашки оставляет на стержне , а метчик в отверстии резьбу с
неполноценным (уменьшенным по глубине) профилем. Этот неполноценный участок
называется сбегом резьбы и является нерабочей ее частью, но его необходимо
учитывать при подсчете требуемой длины нарезаемой части детали.
9. Изображение резьб на чертеже
Вычерчивание резьбы в виде винтовой поверхности — трудоемкая работа,поэтому на чертежах ее, независимо от профиля и назначения, изображают
условно по ГОСТ 2.311—68*.
10. Метрическая резьба
Резьба метрическая является основной крепежной резьбой. Эта резьба однозаходная,преимущественно правая. Производящей ее фигурой является равносторонний
треугольник, у которого вершина профиля срезана на значение Н/8, а впадины срезаны
или закруглены на значение Н/6, Угол при вершине треугольника равен 60°.
М12х1,5 — 6g означает, что резьба метрическая,
наружный диаметр резьбы 12 мм, резьба с мелким
шагом 1,5 мм и полем допуска 6g (6 — класс
точности, g— основное отклонение резьбы болтов)
11. Дюймовая резьба
В настоящее время в России применять дюймовую резьбу при проектировании новых машинзапрещено. Ее используют только при ремонте оборудования, поступающего из-за границы,
а также в случае необходимости по техническим причинам.
Производящей фигурой дюймовой резьбы является равнобедренный треугольник с углом
при вершине 55°. Вместо шага для каждого размера такой резьбы устанавливается число
витков (ниток) на длине в один дюйм, а в условных обозначениях указывается число
дюймов, которое имеет ее наружный диаметр.
12. Трубная цилиндрическая резьба
Трубную цилиндрическую резьбу применяют при соединении водопроводных и газовых труб (натрубах, муфтах, тройниках, контргайках и др.). Производящей фигурой такой резьбы является
равнобедренный треугольник с углом при вершине 55°. Профиль и основные ее размеры
установлены ГОСТ 6357—81; вершины и впадины резьбы срезаны на величину Н/6 и закруглены,
что обеспечивает большую герметичность соединения.
Классы точности по ГОСТ 6211-81: А – повышенный, В – нормальный.
Обозначение: G ½-A – резьба трубная цилиндрическая наружная, внутренний диаметр трубы
(проходного отверстия) равен 1/2 «, класс точности А.
13. Трубная коническая резьба
Трубная коническая резьба применяется при соединении труб в трубопроводах высокого давления,т.е. когда требуются повышенные герметичность и надежность.
Трубную коническую резьбу по ГОСТ 6211—81 выполняют на конических поверхностях,
образующие которых наклонены к оси конуса (конусность 1:16).
R 1 1/2 — наружная трубная коническая резьба 1 1/2 «;
Rс 1 1/2 внутренняя трубная коническая резьба 1 1/2 «;
Rр 1 1/2 — внутренняя трубная цилиндрическая резьба 1 1/2 «;
14. Коническая дюймовая резьба
Коническая дюймовая резьба находит применение в трубопроводах со сравнительноневысоким давлением: топливных, масляных, водяных и воздушных трубопроводах машин
и станков. Нарезают ее на поверхностях с конусностью равной 1:16. Профиль такой
резьбы имеет форму треугольника с углом при вершине 60°, биссектриса которого
перпендикулярна к оси резьбы. Основные ее параметры определяет ГОСТ 6111—52*.
Условное обозначение конической дюймовой резьбы
состоит из буквы К, размера в дюймах и ГОСТа.
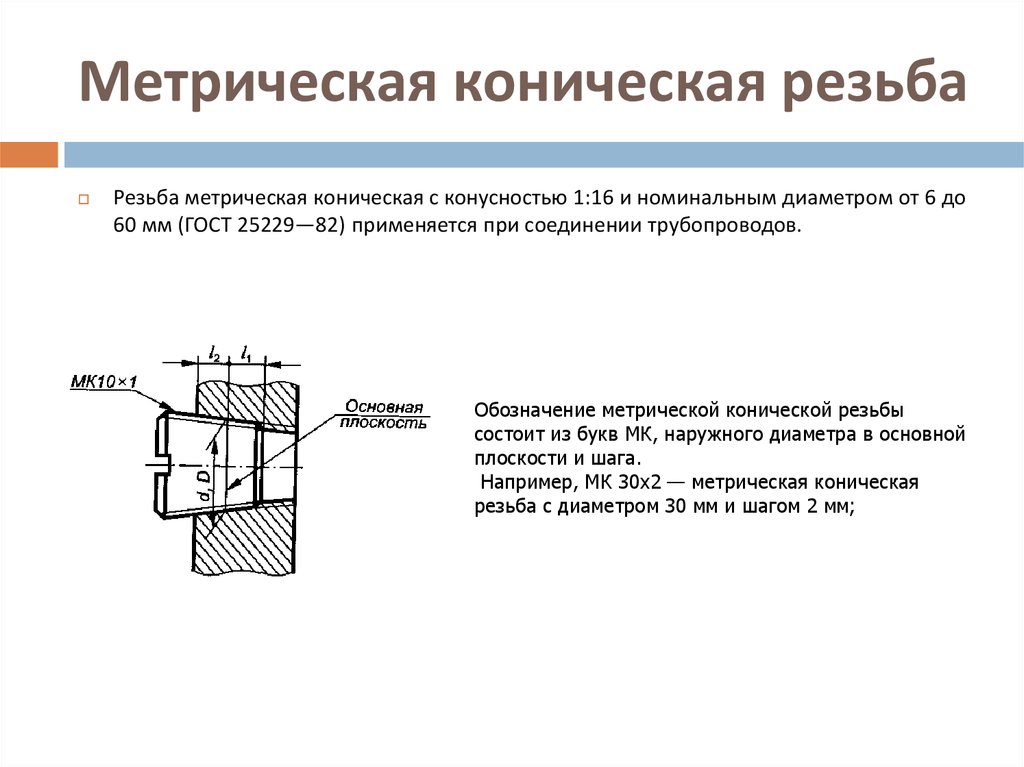
15. Метрическая коническая резьба
Резьба метрическая коническая с конусностью 1:16 и номинальным диаметром от 6 до60 мм (ГОСТ 25229—82) применяется при соединении трубопроводов.
Обозначение метрической конической резьбы
состоит из букв МК, наружного диаметра в основной
плоскости и шага.
Например, МК 30×2 — метрическая коническая
резьба с диаметром 30 мм и шагом 2 мм;
16. Трапецеидальная резьба
Трапецеидальная резьба предназначена главным образом для передачи возвратнопоступательного движения и осевых усилий. Она может быть однозаходной (ГОСТ 24738—81) и многозаходной (ГОСТ 24739—81). Ее производящей фигурой является равнобокая
трапеция с углом профиля 30°. Профиль и основные размеры определяет ГОСТ 9484—81.
Условное обозначение однозаходной трапецеидальной
резьбы состоит из букв Тr, номинального диаметра и
шага, а многозаходной— из букв Тr, номинального
диаметра, хода и в скобках размера шага с буквой Р.
17. Резьба упорная
Упорная резьба применяется в конструкциях, где винт передает значительные усилия водном направлении, например в тисках, домкратах, прессах и т.д. Производящей фигурой
этой резьбы является неравнобокая трапеция с углами наклона к высоте боковой
стороны, передающей усилие, — 3° и другой стороны — 30°.
Дно впадин такой резьбызакруглено, а вершины плоско срезаны. Основные параметры упорной резьбы определяет
ГОСТ 10177-82
Условное обозначение упорной резьбы состоит из буквы S, значений номинального
диаметра и шага, например 580×10. На рабочем чертеже упорной резьбы изображают
элемент профиля, указывающий расположение ее опорной поверхности с углом наклона 3°
18. Резьба круглая
Круглая резьба применяется в основном в санитарно-технической и деталях пожарной игидравлической арматуры (шпинделях вентилей смесителей и туалетных кранов), а также
в тонкостенных деталях (электролампах, противогазах и т.д.)
Профиль, основные размеры и допуски круглой резьбы определяет ГОСТ 13536—68.
Условное обозначение круглой резьбы состоит из букв Кр, номинального диаметра, шага и
стандарта, например Кр12х2,54 ГОСТ 13536—68.
19. Резьба прямоугольная
Прямоугольную резьбу применяют для передачи осевых усилий в грузовых винтах(домкратах, прессах) и движения в ходовых винтах (металлообрабатывающих станках,
натяжных винтах транспортеров)
Профилем такой резьбы являются квадрат или прямоугольник.
Эта резьба нестандартизована. На чертеже она задается с помощью местного разреза или выноски с
указанием всех конструктивных размеров: наружного и внутреннего диаметров, шага,
ширины впадины (для внутренней резьбы) и выступа (для внешней резьбы).
20. Резьба специальная
Специальная резьба — это резьба со стандартным профилем, но с отличающимися отстандартных диаметром или шагом.
Перед условным обозначением такой резьбы пишут буквы Сп.
Например, в обозначении специальной метрической резьбы стандартный диаметр 36 мм и
нестандартный для данного диаметра шаг 0,5 мм.
21. СПАСИБО ЗА ВНИМАНИЕ!
English Русский Правила
ANSI B1.20.1 — NPT — Коническая трубная резьба американского национального стандарта
- NPT — Коническая трубная резьба — стандарт США для конической резьбы, используемой для соединения труб и фитингов, определяется стандартом ANSI B1.20.1 Трубная резьба общего назначения , Дюймы
- NPTF — Национальная коническая трубная резьба с тонкой резьбой, также называемая Dryseal Американский национальный стандарт, коническая трубная резьба — это стандарт США для конической резьбы, используемой для соединения труб и фитингов, определяется ANSI B1. 20.3
Для резьбы NPT необходимо использовать герметик или ленту из политетрафторэтилена (ПТФЭ) для герметичного уплотнения. Для NPTF не требуется герметик для герметичного соединения. Резьба NPTF имеет ту же базовую форму, но с высотой гребня и впадины, отрегулированной для посадки с натягом, что исключает спиральный путь утечки.
Резьба NPT может обозначаться как MPT («наружная трубная резьба»), MNPT или NPT(M) для наружной (внешней) резьбы и FPT («внутренняя трубная резьба»), FNPT или NPT(F) для внутренняя (внутренняя) резьба. Обратите внимание, что FPT и MPT не являются разрешенными обозначениями в соответствии со стандартом ANSI.
Характеристики резьбы NPT (также известной как ANSI/ASME B1.20.1 Трубная резьба общего назначения):
- угол между конусом и центральной осью трубы 1 o 47 футов 24 дюйма (1,7899 o )
- усечение корней и гребней плоские
- 60 o угол резьбы
- шаг измеряется в витках на дюйм — TPI
90
90
6
Внешний диаметр трубы или фитинга необходимо измерить и сравнить с таблицей для определения размера. А Трубная резьба 3/4″ NPT имеет наружный диаметр — OD — 1,050 дюйма . Каждый размер резьбы имеет определенное количество витков на дюйм — TPI или шаг. Трубная резьба 3/4″ NPT имеет 14 ниток на дюйм. И TPI, и OD резьбы необходимы для достоверной идентификации размера резьбы, потому что более одного размера имеют одинаковый TPI.Для просмотра полной таблицы с размерами метчиков — поверните экран!
| NPT — American Standard Standard Tipe Cride Taper 1) | ||||||
|---|---|---|---|---|---|---|
| Размер трубы (дюймы) | TPI | Приблизительная длина ветки (дюймы) | . Приблизительно. Общая резьба свинчивания, ручная и гаечный ключ (дюймы) | Номинальный наружный диаметр трубы Н.Д.0093 | ||
| 1/16″ | 27 | 0. 313 | ||||
| 1/8″ | 27 | 3/8 | 10 | 1/4 | 0.405 | R |
| 1/4″ | 18 | 5/8 | 11 | 3/8 | 0.540 | 7/16 |
| 3/8″ | 18 | 5/8 | 11 | 3/8 | 0.675 | 37/64 |
| 1/2″ | 14 | 3/4 | 10 | 7/16 | 0.840 | 23/32 |
| 3/4″ | 14 | 3/4 | 10 | 1/2 | 1.050 | 59/64 |
| 1″ | 11-1/2 | 7/8 | 10 | 9/16 | 1.315 | 1-5/32 |
| 1-1/4″ | 11-1/2 | 1 | 11 | 9/16 | 1,660 | 1-1/2 |
| 1-1/2 ” | 11-1-1/2 | 9999999999999999999999999999999999999999999999999999999999999999999999999999999999699999969999999699999999969996999969999999696999999н.9/16 | 1.900 | 1-47/64 | ||
| 2″ | 11-1/2 | 1 | 11 | 5/8 | 2.375 | 2-7/32 |
| 2-1/2″ | 8 | 1 1/2 | 12 | 7/8 | 2.875 | 2-5/8 |
| 3″ | 8 | 1 1/2 | 12 | 1 | 3.500 | 3-1/4 |
| 3 -1/2 « | 8 | 1 5/8 | . 13 | 1 1/16 | 4.500 | 4-1/4 |
| 4 1/2″ | 8 | 5.000 | 4-3/4 | |||
| 5″ | 8 | 1 3/4 | 14 | 1 3/16 | 5.563 | 5-9/32 |
| 6″ | 8 | 1 3/4 | 14 | 1 3/16 | 6.625 | 6-11/32 |
| 8″ | 8 | 1 7/8 | 15 | 1 5/16 | 8. 625 | |
| 10″ | 8 | 2 | 16 | 1 1/2 | 10.750 | |
| 12″ | 8 | 2 1/8 | 17 | 1 5/8 | 12.750 | |
| 14″ | 8 | 14.000 | ||||
| 16″ | 8 | 16.000 | ||||
1) Скорость конуса составляет 1 в 16 дюйма (3/4 дюйма в ноге или 62,5 мм в метре)
Резьба NPT не взаимозаменяема с резьбой NPS — National Pipe Straight.
Пример — типовое обозначение резьбы NPT:
- 1/8–27 NPT
Резьба NPT может выглядеть аналогично резьбе ISO 7-1. Однако не следует смешивать резьбы ISO и NPT. Резьба ISO имеет 55 9Угол конусности 0019 o по сравнению с 60 o для NPT. Конфигурации корня и гребня NPT также отличаются от ISO. Шаг резьбы ISO обычно измеряется в миллиметрах (может быть выражен в дюймах). Шаг другой.
- NPS — американский национальный стандарт с прямой трубной резьбой
Обратите внимание, что и NPT, и NPS имеют одинаковый угол, форму и шаг резьбы (число резьб на дюйм). Однако резьба NPT коническая, а резьба NPS прямая (параллельная). Обе резьбы имеют прилежащий угол 60° и плоские пики и впадины.
ISO 7 — Трубная резьба, на которой выполнены герметичные соединения
Стандарт ISO 7 — Трубная резьба, на резьбе которой выполнены герметичные соединения, состоит из
- ISO 7-1:1994 Размеры, допуски и обозначение
- ISO 7-2:2000 Проверка с помощью предельных калибров
Коническая резьба Уитворта ISO 7 эквивалентна DIN 2999, BS 21 (BS EN 10226-1), JIS B0203.
Характеристики конической резьбы Withworth ISO 7
- коническая резьба 1 o 47′
- усечение оснований и гребней закруглены
- 55 o угол резьбы
- шаг измеряется в витках на дюйм
6
- Примечание!
Различают
- соединительная резьба — уплотнительная коническая/цилиндрическая резьба для соединений по ISO 7-1 и/или EN 10226-1, BS 21
- крепежная параллельная резьба — не уплотнительная резьба для соединений согласно EN ISO 228-1
Диаметр и шаг одинаковы для резьб ISO 7-1 и ISO 228.
ISO 7-1 is BSPT (R/Rp) — конусная труба Британского стандарта, где
- R — коническая наружная резьба с наружной резьбой
- Rp — цилиндрическая внутренняя резьба с внутренней резьбой
- Rc — коническая внутренняя резьба с внутренней резьбой
Резьба G имеет параллельную форму в соответствии со стандартом DIN-EN-ISO 228-1.
Как внутренняя Rp (внутренняя цилиндрическая резьба), так и Rc (внутренняя коническая резьба) используются в сочетании с наружной R (наружная резьба) для создания герметичных соединений. Наружная резьба G (параллельная) может быть ввинчена только во внутреннюю резьбу G.
Наружная резьба R (коническая) может быть ввинчена во внутреннюю резьбу G или R.Для полной таблицы с допусками резьбы — поверните экран!
ISO 7-1 Tapered Threads Pipe Size
(inches)Threads per Inch
P
(TPI)Lead
p
(mm)Внешний диаметр
d = D
(мм)Делительный диаметр
d2 = D2
(mm)Minor Diameter
d1 = D1
(mm)Rp/Rc
Ra Tolerances of Internal Thread Tolerances of
External Thread(мм)
Диаметр шага
(мм). 00941/16 28 0.907 7.723 7.142 6.561 1/16 4 ± 0.071 ± 1 1/4 ± 1 ± 0.9 1/8 28 0.907 9.23 9.147 8.566 1/8 4 ± 0.071 ± 1 1/4 ± 1 ± 0.9 1/4 19 1.337 13.157 12.301 11.445 1/4 6 ± 0.104 ± 1 1/4 ± 1 ± 1.3 3/8 19 1.337 16.662 15.806 14.950 3/8 6.4 ± 0.104 ± 1 1/4 ± 1 ± 1.3 1/2 14 1.814 20. 95519.793 18.631 1/2 8.2 ± 0.142 ± 1 1/4 ± 1 ± 1.8 5/8 14 1.814 22.911 21.749 20.587 3/4 14 1.814 26.441 25.279 24.117 3/4 9.5 ± 0.142 ± 1 1/4 ± 1 ± 1.8 7/8 14 1.814 30.201 29.039 27.877 1 11 2.309 33.249 31.770 30.291 1 10.4 ± 0.18 ± 1 1/4 ± 1 ± 2.3 1 1/8 11 2. 30937.897 36.418 34.939 1 1/4 11 2.309 41.910 40.431 38.952 1 1/4 12.7 ± 0.18 ± 1 1/4 ± 1 ± 2.3 1 1/2 11 2.309 47.803 46.324 44.845 1 1/2 12.7 ± 0.18 ± 1 1/4 ± 1 ± 2.3 1 3/4 11 2.309 53.746 52.267 50.788 2 11 2.309 59.614 58.135 56.656 2 15.9 ± 0.18 ± 1 1/4 ± 1 ± 2.3 2 1/4 11 2. 30965.710 64.231 62.752 2 1/2 11 2.309 75.184 73.705 72.226 2 1/2 17.5 ± 0.216 ± 1 1/2 ± 1 1/2 ± 3.5 2 3/4 11 2.309 81.534 80.055 78.576 3 11 2.309 87.884 86.405 84.926 3 20.6 ± 0.216 ± 1 1/2 ± 1 1/2 ± 3,5 Внешний диаметр трубы или фитинга необходимо измерить и сравнить с таблицей для определения размера. Трубная резьба 3/4″ ISO 7-1 имеет наружный диаметр (OD) 1,060 дюйма. Каждый размер резьбы имеет определенное количество витков на дюйм — TPI или шаг.
Трубная резьба 3/4″ NPT имеет 14 витков резьбы. на дюйм. И TPI, и OD резьбы необходимы для достоверной идентификации размера резьбы, потому что более одного размера имеют одинаковый TPI.Резьба ISO 7-1 может быть похожа на резьбу NPT. Однако не следует смешивать резьбы ISO и NPT. Резьба ISO имеет угол конусности 55 o по сравнению с 60 o для NPT. Конфигурации корня и гребня NPT также отличаются от ISO. Шаг резьбы ISO обычно измеряется в миллиметрах (может быть выражен в дюймах). Подача разная.
Длина резьбы ISO 7-1 для плотного соединения
Номинальный размер трубы
(дюймы)Длина резьбы
(дюймы)1/8 0,27 1/4 0,3997 9969996969696996999996969600009 ч. 96969696969969969969969969969969969969609 ч. /2 0.53 3/4 0. 551 0.66 1 1/4 0.68 1 1/2 0.68 2 0.70 2 1/2 0.93 3 1.02 4 1.09 5 1.19 6 1.21 DIN 2999 — это немецкая версия стандартов BS 21 и BS 2779, которые были оригинальными британскими стандартами соединения труб с резьбой Whitworth. Стандарт DIN 2999 был отозван, устарел и заменен стандартами ISO 7 и ISO 228.
Стандарты, применяемые для трубопроводов
Стандарты прямой трубы
NPSC-Американские стандартные нити прямой трубы в муфтах труб
Применимые стандарты
- ANSI B1.20.1. /7 СТАНДАРТЫ НА ВИНТОВУЮ РЕЗЬБУ ДЛЯ ФЕДЕРАЛЬНЫХ СЛУЖБ РАЗДЕЛ 7 ТРУБНАЯ РЕЗЬБА – ОБЩАЯ НАЗНАЧЕНИЕ
NPSF – Dryseal Американский стандарт топливной внутренней прямой трубной резьбы
Применимые стандарты
- SAE J476 Dryseal Tipe Lids
- ANSI B1. 20.3 Dryseal Tipe Lids (дюйм)
- Fed-STD-H38/8 Стандарты винтов для федеральных служб. Прямые трубные резьбы
Применимые стандарты
- SAE J476 DRISEAL TIP
Применимые стандарты , ОБЩЕЕ НАЗНАЧЕНИЕ (ДЮЙМЫ)
- FED-STD-h38/7 СТАНДАРТЫ НА ВИНТОВУЮ РЕЗЬБУ ДЛЯ ФЕДЕРАЛЬНЫХ СЛУЖБ РАЗДЕЛ 7 ТРУБНАЯ РЕЗЬБА – ОБЩАЯ НАЗНАЧЕНИЕ
Стандарты на коническую трубу
ANPT – Авиационная национальная коническая трубная резьба1177
Применимые стандарты
- MIL-P-7105 трубные нити, конусная, аэронаутическая национальная форма, символ ANPT, Общие требования
NPT-Американские стандартные нити трубной трубы для общего использования
Применимые стандарты
- B1.20.111110
- B1.20.11110
- B1.20.1 ТРУБНАЯ РЕЗЬБА ОБЩЕГО НАЗНАЧЕНИЯ (ДЮЙМЫ)
- FED-STD-h38/7 СТАНДАРТЫ НА ВИНТОВУЮ РЕЗЬБУ ДЛЯ ФЕДЕРАЛЬНЫХ СЛУЖБ РАЗДЕЛ 7 ТРУБНАЯ РЕЗЬБА – ОБЩАЯ НАЗНАЧЕНИЕ
NPTF – Коническая трубная резьба по американскому стандарту Dryseal
Применимые стандарты
- SAE J476 DRISEAL TIPE RIDES
- ANSI B1. 20.3 DRISEAL TIPE RIDES (дюйм)
- Fed-STD-H38/8 Стандарты винта для федеральных служб Секция 8 Dryseal Tipe Leads
PTF- SAE Short — Dryseal Короткая коническая трубная резьба SAE
PTF — SAE Short в основном используется в пневматических и топливных системах низкого давления.
Применимые стандарты
- ANSI B1.20.3 ТРУБНАЯ РЕЗЬБА DRYSEAL (ДЮЙМЫ)
PTF SPL Short и SPL Extra Short — Dryseal Специальная короткая коническая трубная резьба
Используются в некоторых пневматических компонентах, где требуется укороченная глубина резьбы из-за ограничений по размеру.
Применимые стандарты
- ANSI B1.20.3 Dryseal Tipe Lids (дюйм)
AWWA — Американская ассоциация Water Worв1066
UN — унифицированная резьба с постоянным шагом (стандартные серии: 4, 6, 8, 12, 16, 20, 28, 32)
Применимые стандарты
UNC — унифицированная крупная резьба
Применимые стандарты
- ASME B10013 УНИФИЦИРОВАННАЯ ДЮЙМОВАЯ РЕЗЬБА (ФОРМА РЕЗЬБЫ UN И UNR)
- FED-STD-h38/2 СТАНДАРТЫ НА РЕЗЬБУ ДЛЯ ФЕДЕРАЛЬНЫХ СЛУЖБ РАЗДЕЛ 2 УНИФИЦИРОВАННАЯ ДЮЙМОВАЯ РЕЗЬБА — ФОРМЫ РЕЗЬБЫ UN И UNR
UNEF — Unifed Extra Fine Threads 901 Применимые стандарты
- ASME B1. 1 УНИФИЦИРОВАННАЯ ДЮЙМОВАЯ РЕЗЬБА (ФОРМА РЕЗЬБЫ UN И UNR)
- FED-STD-h38/2 СТАНДАРТЫ НА РЕЗЬБУ ДЛЯ ФЕДЕРАЛЬНЫХ СЛУЖБ РАЗДЕЛ 2 УНИФИЦИРОВАННАЯ ДЮЙМОВАЯ РЕЗЬБА-UN И UNF РЕЗЬБА 9000 — Унифицированная мелкая резьба
Применимые стандарты
- ASME B1.1 УНИФИЦИРОВАННАЯ ДЮЙМОВАЯ РЕЗЬБА (ФОРМА РЕЗЬБЫ UN И UNR)
- FED-STD-h38/2 СТАНДАРТЫ НА РЕЗЬБУ ДЛЯ ФЕДЕРАЛЬНЫХ СЛУЖБ — UNHRICES SECTH 2 UNREIFIED IN И UNR ФОРМА РЕЗЬБЫ
UNS — Унифицированная резьба со специальным шагом
Применимые стандарты
- ASME B1.1 УНИФИЦИРОВАННАЯ ДЮЙМОВАЯ РЕЗЬБА (ФОРМА РЕЗЬБЫ UN И UNR)
- СТАНДАРТЫ НА РЕЗЬБУ ДЛЯ ФЕДЕРАЛЬНЫХ СЛУЖБ. 3
UNJ-UNIFIFIED CONTERSED ROY RADIUS READS
Применимые стандарты
- ANSI B1.15 Унифицированные дюймовые винтовые резьбы (СПЛАТНОЕ СПОСПОЛОЖЕНИЕ) ВИНТОВАЯ РЕЗЬБА С РАДИУСОМ, UNJ, СИМВОЛ
Метрические стандарты резьбы
M — метрические винтовые резьбы M Профиль
Применимые стандарты
- ISO 261 ISO Общая цепь метрических винтовых резьбов — Общий план
- ASME B1. 13M Метрические нити: M Profile
- ASME B1.13M. -h38/21 МЕТРИЧЕСКАЯ РЕЗЬБА
M Метрическая коническая резьба для бочонков
В основном используется в Германии.
Применимые стандарты
- DIN 158-1 НАРУЖНАЯ КОНИЧЕСКАЯ РЕЗЬБА И СООТВЕТСТВИЕ ВНУТРЕННЕЙ ПАРАЛЛЕЛЬНОЙ РЕЗЬБЕ — ЧАСТЬ 1. НОМИНАЛЬНЫЕ РАЗМЕРЫ, ПРЕДЕЛЬНЫЕ ОТКЛОНЕНИЯ, ПРЕДЕЛЫ РАЗМЕРОВ И ПРОВЕРКА
- DIN 158-2 МЕТРИЧЕСКАЯ ВНЕШНЯЯ КОНИЧЕСКАЯ РЕЗЬБА И СООТВЕТСТВИЕ ВНУТРЕННЕЙ ПАРАЛЛЕЛЬНОЙ РЕЗЬБЕ — ЧАСТЬ 2. СИСТЕМА ИЗМЕРЕНИЯ, ИСПОЛЬЗОВАНИЕ ИЗМЕРИТЕЛЕЙ, РАСЧЕТ РАЗМЕРОВ И ОБЩИЕ ХАРАКТЕРИСТИКИ
BSiPT6 — Британские стандарты 9106 Стандартная коническая трубная резьба, наружная
Применимые стандарты
- BS 21 ТРУБНАЯ РЕЗЬБА ДЛЯ ТРУБ И ФИТИНГОВ, ГЕРМЕТИЧНЫЕ СОЕДИНЕНИЯ НА РЕЗЬБЕ (МЕТРИЧЕСКИЕ РАЗМЕРЫ) (снято)
- РАЗМЕРЫ/РАЗМЕРЫ ТРУБНОЙ РЕЗЬБЫ
Rc (BSPT) — Коническая трубная резьба по британскому стандарту, внутренняя
Применимые стандарты
- BS 21 ТРУБНАЯ РЕЗЬБА ДЛЯ ТРУБ И ФИТИНГОВ, ГЕРМЕТИЧНЫЕ СОЕДИНЕНИЯ НА РЕЗЬБЕ (МЕТРИЧЕСКИЕ РАЗМЕРЫ) 3 006 7 ТРУБНАЯ РЕЗЬБА: НАЗНАЧЕНИЕ, РАЗМЕРЫ/ДОПУСТИМАЯ
Rp или G (BSPP) — трубная (параллельная) резьба Британского стандарта
Применимые стандарты
- BS 2779 РЕЗЬБА (МЕТРИЧЕСКИЕ РАЗМЕРЫ) (снято)
- ТРУБНАЯ РЕЗЬБА ISO 228 PT 1: ОБОЗНАЧЕНИЕ, РАЗМЕРЫ, ДОПУСКИ
Японские стандарты
PF – параллельная трубная резьба JIS
Резьба PF функционально взаимозаменяема с резьбой BSPP.
Это старые обозначения, замененные на G.Применимых стандартов
- JIS B 202 Параллельные трубные нити
- ISO 228 Трубные резьбы PT 1: Обозначение, размеры, толерантность
Pt — Diper Tipe Tipe
PT. функционально взаимозаменяемы с резьбой BSPT. Это старые обозначения, замененные на R и Rc.
Применимые стандарты
- JIS B 0203 Трупные нити труб
- ISO 7 Трубных потоков: обозначение, размеры/допуски
PS — JIS Parallel Внутренние нити труб (спаринг с PT Threads)
Применимые стандарты
- jis). B 0203 КОНИЧЕСКАЯ ТРУБНАЯ РЕЗЬБА
Подробнее о стандартах на трубную резьбу.
Национальная трубная резьба (NPT): диаграммы и формулы
Национальная трубная резьба — это американский стандарт, определенный в ASME B1-20.1. Наиболее популярной серией является коническая трубная резьба (NPT). Однако другие серии, такие как NPTSC и NPTR, также определяются этим документом.
Жаргон, расчеты и диаграммы, определяющие резьбу NPT, сильно отличаются от стандартной метрической и дюймовой резьбы. Эта веб-страница объяснит разницу между различными сериями, как определяется каждый параметр, и покажет, как найти правильные основные размеры и допуски для каждой резьбы.Содержание
- Список серий, определенных в ASME B1-20.1
- Обозначения национальных трубных резьб
- Серия NPT – коническая трубная резьба
- Общие размеры (трубы и фитинги)
- Размеры трубы NPT (внешние)
- Размеры фитинга NPT (внутренние)
- Пределы и допуски для резьбы NPT
- NPSC – внутренняя прямая трубная резьба
- NPTR 900 Трубная резьба
- NPSM – механические соединения со свободной посадкой Резьба
- NPSL – механические соединения со свободной посадкой С контргайками
Наименование Описание NPT
NPSC
Внутренняя цилиндрическая резьба для трубных муфт Только внутренняя прямая (параллельная) резьба с той же формой резьбы, что и NPT. Они используются для образования герметичных соединений при сборке с внешней конической резьбой NPT. NPTR
Пельсовые трубы. Фитинги с прямыми механическими соединениями, используемые в приложениях без внутреннего давления. NPSL
Прямая трубная резьба для механических соединений Прямая, свободная посадка, внешняя резьба с контргайкой, предназначенная для изготовления трубной резьбы максимально возможного диаметра на стандартной трубе. Обозначения национальных трубных резьб
Диаметр :
- Диаметры указаны в долях дюйма. Например 1/4″, 3/4″, 1 1/4″.
- Допускается также обозначать диаметры десятичным числом. Например, 0,250 (1/4″), 0,4375 (7/16″) и т. д.
Шаг :
- По умолчанию шаг указывается в TPI. Например, 1/4-20 означает резьбу с шагом 20 TPI (1/20 = 0,05 дюйма).
- Допускается также обозначать шаг расстоянием. Например, 1/4-0,05P означает резьбу с шагом 0,05″ (такой же, как 20 TPI).
Серия :
NPT, NPSC, NPTR, NPSM или NPSL. Где значение каждой буквы:
- N = национальный
- P = трубный
- S = прямой
- C = Муфта
- R = Поручни
- M = Механические
- L = Контргайка
Дополнительные параметры :
- Направление: правостороннее. По умолчанию резьба правая. Для левой резьбы добавьте суффикс -LH .
NPT означает коническую резьбу National Pipe. Базовый профиль представляет собой усеченный под углом 60° треугольник, аналогичный унифицированной дюймовой резьбе (UNC/UNF). Основное отличие состоит в том, что профиль резьбы сужается под углом 1 ° 47 ′ (0,75 дюйма / фут или 62,5 мм / м) относительно оси. Конус резьбы NPT позволяет им образовывать уплотнение при крутящем моменте, когда боковые стороны внешней и внутренней резьбы сжимаются друг относительно друга (из-за конусности не остается зазора между вершинами и корнями резьбы). В зависимости от применения его можно использовать с резьбовым герметиком или без него.
Свойства профиля, такие как высота, шаг и усечение, являются постоянными. Однако диаметр шага не является постоянной величиной. Меняется в зависимости от расстояния от начала нити.
Из-за этого набор параметров и методов измерения сильно отличается (и часто сбивает с толку) по сравнению с унифицированной дюймовой и метрической резьбой.
Чтобы пояснения и рисунки были более понятными, мы разделили их на 3 части:
- Сборочный чертеж трубы (наружная резьба) и фитинга (внутренняя резьба), на котором показаны только те параметры, которые либо являются общими для них обоих, либо относятся к сборке.
- Чертеж внешней (трубной) резьбы со всеми соответствующими размерами.
- Чертеж внутренней (фитинговой) резьбы со всеми соответствующими размерами.
При сборке с «ручным усилием» наружная и внутренняя части конической резьбы должны повернуться на несколько оборотов, пока не будет закрыт зазор и не будет достигнут «упор». Это расстояние называется «длиной зацепления вручную» и обычно измеряется «прибором L1». Чтобы сформировать уплотнение, сборка продолжается с помощью ключа на дополнительное расстояние, называемое «Припуск на ключ».
NPT Pipe & Fitting Assembly Drawing
NPT Pipe (External) Dimensions Basic Drawing Profile Drawing SymbolsSymbol Name Explnation P Pitch Given in TPI, and used in calculations as distance ß Угол нарезки резьбы - Равен 1°47′ (1,7833°)
- Определяется ASME B1. 20 как 0,75 дюйма/фут
- В метрических единицах 6,25 мм/м
- Допуск определяется в таблице ниже
α Thread V half Angle - Equals 30°
- Tolerance is defined in the below chart
H Height of the «sharp V» The height треугольника теоретического профиля.
\( H=\frac{\sqrt{3}}{2}\times{P} \)
h Высота резьбы Расстояние между усеченным корнем и гребнем.
\( h=0,800\times{P} \)
L 1 Длина затяжки вручную Максимальное расстояние, на которое можно закрутить резьбу с помощью обычного усилия руки. E 1 Делительный диаметр в L 1 Плоскость Делительный диаметр d в плоскости ручного затягивания длина зацепления (L1) наружной резьбы (трубы) и большого конца внутренней резьбы (фитинг) L 1 — L 2 Максимальное расстояние отвертки Для создания уплотнения трубу и фитинг следует дополнительно затянуть ключом за пределы плоскости L 1 . L 3 Minimum Wrenching Distance Обозначение Наименование Объяснение P, H, h, L1, E1 α и ß определены в разделе сборки выше.
D Труба OD Внешний диаметр трубы E 0 DIBERTATER AT AT 0
CINDTER AT AT 0
. O5*D + 1.1 ) * P
K 0 Внутренний диаметр на конце трубы
Приводится в качестве информации для использования при выборе метчиков. L 5 Длина последней завершенной резьбы , где конус наибольшего диаметра пересекает наружный диаметр трубы. С этого момента профиль резьбы не является полным.
E 5 Диаметр делителя по L 5 плоскость E 5 = E 0 + 0,0625 *L 5
L 2 Длина При L 5 профиль резьбы начинает усекаться, но до этого момента он все еще считается «полезным». E 2 Диаметр шага в E 2 плоскость E 2 = E 0 + L 0,06 2
L 4 Длина резьбы В этой точке резьба исчезает из-за угла конусности. V Длина нитей Vanish Длина «Неполезных» нитей.
V = L 4 — L 2
- Размеры указаны в дюймах . Чтобы просмотреть значения метрики , щелкните Описание потока.
- Всего имеется 20 параметров для каждого размера резьбы . На приведенных ниже диаграммах показаны только основные из них. Чтобы просмотреть все параметры , щелкните описание резьбы или воспользуйтесь калькулятором резьбы NPT .
66666666666666666666666666666666666666666666666666666666666666666666666666666666666166666666669н. .0060 Название Объяснение P, H, h, L1, E1 α и ß определены в разделе сборки выше.
E 1 Pitch Diameter at the Fittings’s end
E 1 = E 0 + 0.0625 * L 1
L 3 Длина припуска на отвертку Для создания уплотнения труба и фитинг должны быть затянуты ключом за плоскость L1 на минимальное расстояние L 3 . E 3 Pitch Diameter at L 3 plane E 3 = E 1 — 0.
0625 * (L 1+ L 3 )L 1 + L 3 Длина резьбы Минимальная длина резьбы в фитинге T Размер сверла для нарезания резьбы Рекомендуемый диаметр сверла для нарезания резьбы. - Размеры указаны в дюймах . Чтобы просмотреть значения метрики , щелкните Описание потока.
- Всего имеется 15 параметров для каждого размера резьбы . На приведенных ниже диаграммах показаны только основные из них. Чтобы просмотреть все параметры , щелкните описание резьбы или воспользуйтесь калькулятором резьбы NPT .
Система допусков для резьбы NPT сильно отличается и намного проще по сравнению с метрической и унифицированной дюймовой системами. Классов допуска нет, а пределы либо одинаковы для всех размеров, либо зависят исключительно от шага.
Допуски, применимые ко всем размерам резьбы серии NPT
Угол конусности (ß) ДопускУгол определяется в ASME B1-24.1 как фут/дюйм как 3. Если мы измерим диаметр шага в определенном месте, переместим одну ногу вдоль оси и измерим его снова, мы должны измерить разницу в диаметре 0,75″.
Допуск составляет -1/16 дюйма/фут и +1/8 дюйма/фут. Я понятия не имею, почему угол определяется таким своеобразным образом; однако вы можете преобразовать его в градусы, используя следующую формулу: 9{\circ}\)- Линейные единицы измеряются по диаметру, а угол измеряется «на сторону». Поэтому применяется коэффициент 0,5.
The Tolerance in different units is summarized in the below table
Ход/шаг (P) ДопускUnit Nominal Minimum Maximum Inch / Feet 0.75″ 0.6875″ 0,875″ мм/м 62. 557.3 72.9 Degrees 1.7905° 1.6413° 2.0889° DMS 1°47′ 1°38′ 2°5′ - Ход должен контролироваться на расстоянии L 2 (как указано в приведенных выше таблицах), но не более 1 дюйма.
- На этом расстоянии измеренный шаг должен быть в пределах +/-0,003 дюйма/дюйма от теоретического шага.
Пример для наружной трубной резьбы 1/2-14 NPT:
- L2 должен быть 0,5337″.
- Максимально допустимое отклонение составляет +/-0,5337*0,003=0,0016″ (+/-0,04 мм)
- Поскольку шаг равен 14 TPI, это эквивалентно 14X0,5337=7,47 виткам резьбы.
- Следовательно, поворот резьбы 7 раз должен продвинуть ее вдоль оси на 7/14=0,5″, допустимый допуск составляет +/-0,003X0,5=0,0015″.
- Размеры указаны в дюймах.
- Метрические размеры можно просмотреть в Калькуляторе резьбы NPT .
TPI h min h max f min f max L 1 2α (60°) 27 0,02496 0,02963 0,0012 0. 0036+/- 0.0370 +/- 2.5° 18 0.03833 0.04444 0.0018 0.0049 +/- 0.0555 +/- 2° 14 0.05072 0.05714 0. 00240.0056 +/- 0.0714 +/- 2° 11.5 0.06261 0.06957 0.0029 0.0063 +/- 0.0870 +/- 1.5° 8 0.09275 0. 10.0041 0.0078 +/- 0.1250 +/- 1.5° NPSC – Internal Straight Pipe Thread
NPSC Внутренняя прямая (параллельная) трубная резьба используется для изготовления герметичных фитингов при сборке с наружной конической резьбой NPT. Эта серия относится только к внутренней резьбе . (Внешняя резьба — стандартная резьба NPT).
NPSC, таблица размеров внутренней прямой трубной резьбы- Размеры в дюймах
- Размеры идентичны стандартному внутреннему профилю NPT, за исключением параметров, перечисленных в таблице ниже
5 6
Труба Наружный диаметр круга Шаг (TPI) Второстепенный диаметр (мин. )Диаметр шага (диапазон) 1/8-97 NPSC0097 1/8 0.405 27 0.34 0.3701 — 0.3771 1/4-18 NPSC 1/4 0.54 18 0.442 0. 4864 — 0.49683/8-18 NPSC 3/8 0.675 18 0.577 0.6218 — 0.6322 1/2-14 NPSC 1/2 0.84 14 0,715 0,7717 — 0,7851 3/4-14 NPSC 3/4 1. 0514 0.925 0.9822 — 0.9956 1-11.5 NPSC 1 1.315 11.5 1.161 1.2305 — 1.2468 1 1/4-11.5 NPSC 1 1/4 1.66 11. 51.506 1.5752 — 1.5915 1 1/2-11.5 NPSC 1 1 /2 1,9 11.5 1.745 1.8142 — 1.8305 2-11.5 NPSC 2 2.375 11.5 2. 2192.2881 — 2.3044 2 1/2-8 NPSC 2 1/2 2.875 8 2.65 2.7504 — 2.7739 3-8 NPSC 3 3.5 8 3.277 3. 3768 — 3.40023 1/2 -8 НПСК 3 1/2 4 8 3.777 3.8771 — 3.9005 4-8 NPSC 4 4.5 8 4.275 4.3754 — 4.3988 NPTR – коническая трубная резьба соединения поручней
Резьба NTPR используется для соединения соединений поручней, которые требуют жесткого механического соединения, например, перила лестницы.
Наружная резьба NPTRНаружная резьба NPTR такая же, как и резьба NPT, за исключением того, что она укорочена на маленьком конце трубы. Это дает больший диаметр на конце трубы, что увеличивает ее прочность. Эта укороченная нить заметна профессионалу, но менее опытный работник может ее не заметить.
- Сумма сокращения обозначена L 6 и указана в таблице ниже.
- L 6 в 3-4 раза больше шага.
Внутренняя l-резьба имеет точно такие же базовые размеры, как и стандартная резьба NPT, с рельефом на конце фитинга. Это позволяет внешней трубной резьбе «исчезнуть» при полном зацеплении (для косметического рассмотрения).
- Диаметр рельефа обозначается Q, а его глубина q.
NPTR: Таблица размеров
- Размеры указаны в дюймах
- Все размеры такие же, как в таблице стандартной резьбы NPT, за исключением следующего:
- L 6 – Величина укорачивания.
- E 0 – Делительный диаметр на конце трубы. (Заменяет E 1 стандартной резьбы NPT).
- L 2, L 5 и L 4 должны быть взяты из приведенной выше таблицы для стандартной резьбы NPT и заменены L 6 .
Thread Pie OD TPI L 6 E 6 Q q 1/2-14 NPTR 0. 8414 0.214 0.7718 0.86 0.18 3/4-14 NPTR 1.05 14 0.214 0.9811 1.07 0.18 1-11.5 NPTR 1. 31511.5 0.261 1.2299 1.34 0.22 1 1/4-11.5 NPTR 1.66 11.5 0.261 1.5734 1.68 0.26 1 1/2-11.5 NPTR 1. 911.5 0.261 1.8124 1.92 0.26 2-11.5 NPTR 2.375 11.5 0.261 2.2853 2.4 0.26 2 1/2-8 NPTR 2. 8758 0.5 2.7508 2.9 0.38 3-8 NPTR 3.5 8 0.5 3.3719 3.53 0.38 3 1/2-8 NPTR 4 8 0. 53.8688 4.04 0.38 4-8 NPTR 4.5 8 0.5 4.3656 4.54 0.38 NPSM – free-fitting mechanical joints Thread
The NPSM серия резьбы создает негерметичное соединение. Он в основном используется в механических соединениях и специальных приложениях без внутреннего давления и, следовательно, без требований к герметизации.
Можно добиться уплотнения с помощью уплотнительного кольца.- Форма профиля аналогична резьбе UN.
- Припуски и допуски идентичны резьбе UN в классе 2A для внешней резьбы и классе 2B для внутренней резьбы.
- Truncation is calculated according to the below formulas:
NPSM External Thread Dimensions ChartRoot Truncation Crest Truncation External Thread f rs =0.10825*P f cs =0.10825*P Internal Thread f rn =0.10825*P f cn =0.21651*P
NPSM. ДиаметрРезьба Круговой наружный диаметр TPI Шаг Диаметр Большой диаметр 1/8-27 NPT 0,405 27 0,39- 0. 3970.3689 — 0.3725 1/4-18 NPT 0.54 18 0.517 — 0.526 0.4859 — 0.4903 3/8-18 NPT 0.675 18 0.653 — 0.662 0.6211 — 0.6256 1/2-14 NPT 0. 8414 0.813 — 0.823 0.7718 — 0.7769 3/4-14 NPT 1.05 14 1.024 — 1.034 0.982 — 0.9873 1-11.5 NPT 1.315 11.5 1.281 — 1.293 1. 2311 — 1.23691 1/4-11.5 NPT 1.66 11.5 1.626 — 1.638 1.5756 — 1.5816 1 1/2-11.5 NPT 1.9 11.5 1.865 — 1.877 1.8144 — 1.8205 2-11.5 NPT 2.375 11. 52.339 — 2.351 2.2882 — 2.2944 2 1/2-8 NPT 2.875 8 2.826 — 2.841 2.7526 — 2.76 3-8 NPT 3.5 8 3.452 — 3.467 3.3786 — 3.3862 3 1/2-8 NPT 4 8 3. 953 — 3.9683.8788 — 3.8865 4-8 NPT 4,5 8 4.451 — 4.466 4.3771 — 4.3848 5-8 NPT 5.563 8 5.513 — 5.528 5.439 — 5.4469 6-8 NPT 6. 6258 6.57 — 6.585 6.4955 — 6.5036 Малый диаметр 1/8-27 NPT 27 0,3736 — 0.3783 0.358 — 0.364 1/4-18 NPT 18 0.4916 — 0.4974 0. 468 — 0.4813/8-18 NPT 18 0.627 — 0.6329 0.603 — 0,612 1/2-14 NPT 14 0,7784 — 0,7851 0,747 — 0,759 3/4-14 NPT 14 0.9889 — 0.9958 0.958 — 0.97 1-11. 5 NPT11.5 1.2386 — 1.2462 1.201 — 1.211 1 1/4- 11.5 NPT 11.5 1.5834 — 1.5912 1.546 — 1.555 1 1/2-11.5 NPT 11.5 1.8223 — 1.8302 1.785 — 1.794 2-11. 5 NPT11.5 2,2963 — 2.3044 2.259 — 2.268 2 1/2-8 NPT 8 2.7622 — 2.772 2.708 — 2.727 3-8 NPT 8 3.3885 — 3.3984 3.334 — 3.353 3 1/2-8 NPT 8 3. 8888 — 3.89883.835 — 3.848 4-8 NPT 8 4.3871 — 4.3971 4.333 — 4.346 5-8 NPT 8 5.4493 — 5.4598 5.395 — 5.408 6-8 NPT 8 6.506 — 6. 51656.452 — 6.464 NPSL – Loose-Fitting Mechanical Joints With locknuts
Серия резьбы NPSM предназначена для изготовления трубной резьбы максимально возможного диаметра на стандартной трубе. Размеры внутренней и внешней резьбы рассчитаны на «свободную посадку», а для создания уплотнения требуется контргайка с уплотнительным кольцом.
Таблица размеров внешней резьбы NPSL
«Классическим» применением резьбы NPSM является соединение трубы с резервуаром. Герметичность обеспечивается двумя контргайками с уплотнительными кольцами — одна на внутренней поверхности стенки резервуара, а другая — на внешней стороне.
NPSL Internal Thread Dimensions ChartРезьба Круговой наружный диаметр TPI Шаг Диаметр Макс. Большой диаметр1/8-27 NPSL 0,405 27 0.384 — 0.3805 0.409 1/4-18 NPSL 0.54 18 0.5038 — 0.4986 0.541 3/8-18 NPSL 0.675 18 0. 6409 — 0.63570.678 1/2-14 NPSL 0.84 14 0.7963 — 0.7896 0.844 3/4-14 NPSL 1.05 14 1.0067 — 1.000 1.054 1-11.5 NPSL 1. 31511.5 1.2604 — 1.2523 1.318 1 1/4-11.5 NPSL 1.66 11.5 1.6051 — 1.597 1.663 1 1/2-11.5 NPSL 1.9 11.5 1.8441 — 1.836 1. 9022-11.5 NPSL 2.375 11.5 2.318 — 2.3099 2.376 2 1/2-8 NPSL 2.875 8 2.7934 — 2.7817 2.877 3-8 NPSL 3.5 8 3. 4198 — 3.40813.503 3 1/2-8 NPSL 4 8 3.9201 — 3.9084 4.003 4-8 NPSL 4.5 8 4.4184 — 4.4067 4.502 5-8 NPSL 5. 5638 5.4805 — 5.4688 5.564 6-8 NPSL 6.625 8 6.5372 — 6.5255 6.62 8-8 NPSL 8.625 8 8.5313 — 8.5196 8. 61510-8 NPSL 10.750 8 10.6522 — 10.6405 10.735 12-8 NPSL 12.750 8 12.6491 — 12.6374 12.732
11111111111111111111111111111111111111111111111111111111111111111111111111 ГОЛОСОВЫЙ РАБОТА.Thread TPI Pitch Диаметр Мин. Незначительный диаметр1/8-27 NPSL 27 0,3863 — 0,3898 0,362 1/4118 1/4118 1/4118 1/4118 1/42116 1/42116 1/42116 . 00970.47 3/8-18 NPSL 18 0.6444 — 0.6496 0.607 1/2-14 NPSL 14 0.8008 — 0.8075 0.753 3 /4-14 NPSL 14 1.0112 — 1.0179 0. 9641-11.5 NPSL 11.5 1.2658 — 1.2739 1.208 1 1/4-11.5 NPSL 11.5 1,6106 — 1,6187 1.553 1 1/2-11.5 NPSL 11.5 1.8495 — 1.8576 1.792 2-11. 5 NPSL11.5 2.3234 — 2.3315 2.265 2 1 /2-8 NPSL 8 2.8012 — 2.8129 2.718 3-8 NPSL 8 3.4276 — 3.4393 3.3114 3 1/2-8 NPSL 8 3,9279 — 3. 93963.845 4-8 NPSL 8 4.4262 — 4.4379 4.343 5-8 NPSL 8 5.4884 — 5.5001 5.405 6- 8 NPSL 8 6.545 — 6.5567 6. 4628-8 NPSL 8 8.5391 — 8.5508 8.456 10-8 NPSL 8 10.66 — 10.6717 10.577 12-8 NPSL 8 12.6569 — 12,6686 12.574 - к Библия инженера
- |
- Обновлено:
- 07 октября 2022 г.
Это полное руководство по типам отверстий, используемых при механической обработке.
В этом руководстве вы узнаете:
- Различные типы отверстий, используемых при механической обработке.
- В чем разница между цековкой и зенковкой.
- Символы, используемые для каждого отверстия, и то, как они показаны на технических чертежах.
- Как каждый тип отверстия используется в технике.
Итак, если вы хотите узнать о различных типах отверстий, используемых в технике, вам понравится сегодняшнее руководство.
Начнем.
Содержание
Простое отверстие
Что такое простое отверстие?
Простое отверстие — это круг, вырезанный из объекта.
Если мы разрежем блок пополам, он будет выглядеть так:
Какой символ обозначает простое отверстие?
Для обозначения отверстия используется обозначение диаметра «Ø».
Как изображаются простые отверстия на инженерных чертежах?Простые отверстия изображаются на технических чертежах с указанием диаметра и глубины отверстия.
Например, отверстие диаметром 20, проходящее прямо через компонент, будет представлено как «Ø20 сквозное».
Отверстия, проходящие через компонент, называются сквозными отверстиями .
Отверстия, которые не проходят через материал полностью, называются глухими отверстиями .
Отверстия могут быть показаны в разрезе, чтобы показать более четкое изображение глубины отверстий.
Вид снизу — это то, что мы увидим, если разрежем вид сверху пополам по линии сечения «А».
Форма дна отверстия определяется инструментом, используемым для создания отверстия.
Для просверленного отверстия форма дна отверстия будет определяться углом наклона сверла.
Если отверстие создано с помощью процесса, называемого «растачивание», или с помощью инструмента с нулевым углом наклона, дно отверстия будет плоским.
Эти два типа сверления глухих отверстий показаны на рисунке ниже:
Зенковка
Что такое зенковка?
Цековка — это простое отверстие с более широким отверстием над ним.
На приведенной ниже 3D-модели показана зенковка с такой же цековкой рядом с ней, разрезанной пополам:
Что такое символ цековки?
Для зенковки используется символ «⌴».
Как изображаются цековки на технических чертежах?Расточенные отверстия показаны на технических чертежах следующим образом:
На виде сверху показано, как на чертежах показаны расточенные отверстия. Вид снизу поясняет, что показывают размеры цековки.
Обратите внимание, что для расточенных отверстий направляющее отверстие обычно полностью проходит через компонент. Вот почему нет «сквозного» или размера после диаметра направляющего отверстия, потому что предполагается, что оно проходит насквозь.
Пилотное отверстие представляет собой отверстие небольшого диаметра, обычно первое отверстие, которое необходимо просверлить.
Вышеприведенный пример раззенковки предназначался для болта с внутренним шестигранником M20 и нормальным зазором. Вы можете узнать, какой размер зенковки вам нужен, посмотрев на таблицу, подобную этой.
Для чего используются расточенные отверстия?
Зенковки обработаны под винты с внутренним шестигранником. Они используются для приложений, где болт или винт должны сидеть под поверхностью.
Например, в тех случаях, когда нет места для болта с шестигранной головкой из-за проблем с зазором:
Шайба также может находиться под винтом с внутренним шестигранником.
Spotface
Что такое Spotface?
Прицельная поверхность представляет собой неглубокое расточенное отверстие.
Что такое символ Spotface?
Символом точечной поверхности является символ цековки с буквами «SF» внутри:
Как изображаются точечные поверхности на чертежах?Ниже показан пример точечной поверхности, размеры которой очень похожи на расточенное отверстие.
Для чего используются Spotface?
Spotfaces используются для создания гладкой и плоской поверхности.
Например, деталь, изготовленная методом литья, может не иметь гладкой и плоской поверхности, как обработанная деталь.
Поэтому обрабатывается посадочная поверхность, чтобы обеспечить правильное расположение детали, которая должна быть соединена с компонентом с шероховатой поверхностью.
Зенковка
Что такое потайное отверстие?
Зенковка представляет собой простое отверстие с коническим отверстием над ним.
На приведенной ниже 3D-модели показана зенковка с такой же зенковкой рядом с ней, разрезанной пополам:
Что такое символ зенковки?
Символ зенковки — «⌵».
Как изображаются зенкеры на чертежах?
Отверстия с потайной головкой показаны на чертежах следующим образом – вид снизу показывает, к чему относится верхний размер.
Если бы зенковка была глухим отверстием, указанное выше «Проходное» было бы заменено глубиной пилотного отверстия.
Возможно, вам интересно, что такое «Ø40,32». Это известно как теоретическая кромка, и зенкер этого размера предназначен для болта с потайной головкой M20.
Здесь вы можете узнать размер потайной потайной части для метрических болтов с потайной головкой.
Для чего используются потайные отверстия?
Отверстия с потайной головкой используются там, где требуется болт или винт с потайной головкой.
Подобно отверстиям с цековкой, отверстия с зенковкой гарантируют, что болт или винт будут располагаться ниже поверхности.
Сверло
Что такое отверстие с зенковкой?
Отверстие с раззенковкой похоже на отверстие с потайной головкой, но над ним имеется выемка.
На приведенной ниже 3D-модели показано отверстие с раззенковкой и такое же отверстие с раззенковкой рядом с ним, разрезанное пополам:
Что такое символ противосверла?
Символ зенковки такой же, как и зенкер (⌵), но также будет указана глубина.
Как изображаются встречные сверла на чертежах?
Отверстия с раззенковкой показаны на чертежах следующим образом – вид снизу показывает, к чему относится верхний размер.
Контрсверло также может быть обозначено как C’DRILL или CDRILL на инженерном чертеже.
КонусЧто такое коническое отверстие?
Коническое отверстие — это отверстие, в котором начальный диаметр отверстия отличается от конечного диаметра отверстия.
Ниже представлена 3D-модель конического отверстия рядом с таким же отверстием, разрезанным пополам:
Что такое символ конического отверстия?
Обозначение конусности:
Как на чертежах изображаются конические отверстия?
Конические отверстия можно изображать на технических чертежах различными способами.
Ниже приведен пример чертежа с коническим отверстием:
Конусность в приведенном выше примере составляет 1:5.
Конечный диаметр оставлен для справки (в скобках).Для определения конечного диаметра используйте уравнение:
Конические отверстия также могут быть показаны без символа конусности, когда более важно использовать угол:
Для чего используются конические отверстия?
Конические отверстия имеют множество различных инженерных применений.
Типичным примером является использование конического отверстия для крепления режущих инструментов или других держателей инструментов.
Зазор для винтов
Что такое отверстие для зазора для винтов?
Отверстие с зазором для винта — это именно то, что нужно.
Это простое отверстие диаметром немного больше диаметра резьбы винта, через которое может пройти винт.
Что такое символ зазора винта?
Отверстия с зазором под винты показаны как простые отверстия и используют символ диаметра «Ø».
Как показаны на чертежах отверстия с зазором для винтов?
Отверстия с зазором под винты показаны как простые отверстия:
Какой размер отверстия для винтов следует использовать?
Вы можете использовать метрическую направляющую для отверстий с зазором для винтов или дюймовую направляющую для отверстий с зазором для винтов.
Для чего используются отверстия с зазором для винтов?
Отверстия с зазором под винты используются для компонентов, для прохождения через которые требуется винт или болт.
Примером этого является кронштейн, который необходимо прикрепить к блоку.
Кронштейн имеет отверстия с зазором для винтов, через которые может пройти болт.
Болт вкручивается в блок с резьбовым отверстием.
Сила сжатия болта фиксирует кронштейн к блоку.
Резьбовое отверстие
Что такое резьбовое отверстие?
Резьбовое (или резьбовое) отверстие — это отверстие с резьбой.
Что такое символ резьбового отверстия?
Символ резьбового отверстия зависит от используемых стандартов. Для метрических отверстий символ диаметра заменяется буквой «М». Например, резьбовое отверстие для болта M8 будет «M8».
Для различных типов резьбы, например, для резьбы Unified National Fine (UNF), сначала отображается числовой размер, а затем тип резьбы «UNF».
Как изображаются резьбовые отверстия на чертежах?
Резьбовые отверстия показаны на чертежах следующим образом:
«2,5» — это шаг резьбы, то есть расстояние в миллиметрах между каждой резьбой.
Для резьбы UNF сквозное 1½-дюймовое 12-отверстие будет выглядеть следующим образом:
«12» означает, что на дюйм приходится 12 витков резьбы.
Для чего используются резьбовые отверстия?
Резьбовые отверстия используются для крепления резьбовых компонентов. Примеры включают винты, болты и резьбовые стержни.
Понравился этот пост? Ознакомьтесь с нашими типами сварных швов.
Заключение
Надеемся, вам понравились наши новые типы отверстий.
Теперь мы хотели бы услышать, что вы хотите сказать:
Какой тип отверстия вы узнали сегодня?
Или какой тип отверстия вы используете чаще всего?
Дайте нам знать, оставив комментарий ниже прямо сейчас.
- 18 комментариев
- 18 комментариев
Учения и инструменты для инженеров
Connect
Твиттер YouTube Инстаграм
Твиттер YouTube Инстаграм
© 2023 Библия инженера
Получение информации о потоках в Inventor и Apprentice
Если вам нужно написать программу, которая обращается к потокам в модели, первое, что нужно сделать, это получить информацию о потоках из функции, создавшей поток.
Резьбу можно создать, добавив резьбовое отверстие или используя функцию резьбы. Этот подход работает, но требует, чтобы вы написали два пути кода для обработки двух разных типов функций. Однако бывают и случаи, когда этот подход не работает.Проблемы с получением информации о резьбе
Существует несколько методов построения, при которых исходные элементы, создавшие резьбу, недоступны.
Производные детали — Всякий раз, когда вы получаете производную часть, производная часть — это просто тело, и вы теряете всю информацию об элементах.
Параметрические детали — при использовании параметрических деталей и создании элементов каждый элемент является производной деталью и не содержит информации об исходных элементах.
Параметрические элементы – После размещения параметрического элемента, содержащего одно или несколько резьбовых отверстий или резьб, все, что у вас есть, это параметрический элемент, а не элементы, создавшие резьбу.
Apprentice — Другой случай — когда вы используете Apprentice для доступа к детали, будь то исходная деталь, содержащая функции, или производная деталь. Apprentice не поддерживает доступ к какой-либо информации об элементах, даже если информация об элементах содержится в детали.
Есть некоторые функции, которые существовали в API в течение длительного времени и задокументированы в справке, но я не думаю, что они когда-либо указывались и подробно объяснялись. Эта функциональность обеспечивает доступ к информации о потоках во всех вышеперечисленных случаях, а также полезна в случае, когда у вас есть доступ к информации о функциях, потому что ваш код может быть проще, поскольку ему не нужно поддерживать запросы двух разных типов функций.
Альтернативный подход к получению информации о потокеАльтернативный подход к получению информации о потоке использует возможность, предоставляемую через объект Face, который поддерживает свойство ThreadInfos .
В большинстве случаев это свойство возвращает Nothing, указывая на отсутствие связанной информации о потоке. Однако для цилиндрических или конических граней с резьбой это свойство возвращает коллекцию ObjectCollection, содержащую один или несколько объектов ThreadInfo. Объект ThreadInfo предоставляет всю информацию, необходимую для полного описания потока.На рисунке выше показан пример модели, иллюстрирующий различные типы потоков и способы создания потоков. Все они создаются либо путем создания резьбового отверстия, либо резьбы. Оба эти метода поддерживают создание стандартной и конической резьбы. Одной из возможностей при создании резьбовых отверстий является то, что вы можете использовать параметр «Из эскиза» для создания нескольких отверстий (и резьбы) в пределах одного элемента отверстия; по одному в каждой точке эскиза. Приведенный выше пример иллюстрирует несколько других вещей, когда на одной грани есть два элемента резьбы, а в другом есть резьбовое отверстие и элемент резьбы, добавляющий резьбу к другому концу отверстия.
С ними легко справиться, поскольку коллекция, возвращаемая свойством ThreadInfos, будет содержать два объекта ThreadInfo.Приведенный ниже код VBA выполняет итерацию по граням модели в поисках любых цилиндрических или конических граней, связанных с резьбой. Затем он выводит информацию о потоках. За одним исключением (описанным более подробно ниже), этот код работает одинаково, если вы запускаете его в исходной части, которая содержит все функции, или запускаете его в производной части этой части. Хотя это довольно большой код, 90% его записывают информацию о потоке, а весь код для получения доступа к информации о потоке находится в первом цикле For.
' Пример, который иллюстрирует получение информации о потоках от лиц. Общедоступная подпрограмма GetThreads() Dim partDoc As PartDocument Установите partDoc = ThisApplication.ActiveDocument 'Записываем результаты в файл. Dim threadFile As Integer threadFile = Свободный файл Откройте "C:\Temp\ThreadInfo. txt" для вывода как #threadFile
' Повторите все грани в первом теле детали.
Дим ФК как лицо
Для каждого fc In partDoc.ComponentDefinition.SurfaceBodies.Item(1).Faces
' Ищите цилиндрические или конические грани.
Если fc.SurfaceType = kCylinderSurface или fc.SurfaceType = kConeSurface Тогда
Если не fc.ThreadInfos, то ничто
' Проверьте, нет ли ниток на этом лице.
Если fc.ThreadInfos.Count > 0 Тогда
' Получить информацию для этого потока.
Тусклый поток As ThreadInfo
Для каждого потока в fc.ThreadInfos
Распечатать #threadFile, "Поток"
Вызов WriteFaceInfo(threadFile, fc)
Вызов WriteThreadInfo(threadFile, fc, thread)
Следующий
Конец, если
Конец, если
Конец, если
Следующий
MsgBox "Результат потока записан в ""C:\Temp\ThreadInfo. txt"""
Конец сабвуфера
' Запишите геометрическую информацию о цилиндрической или конической грани.
Private Sub WriteFaceInfo (threadFile As Integer, threadFace As Face)
Если threadFace.SurfaceType = kCylinderSurface Тогда
Тусклый цилиндр Как цилиндр
Установить cyl = threadFace.Geometry
Print #threadFile, "Цилиндрическая геометрия"
Распечатайте #threadFile, " Диаметр цилиндра: " & cyl.Radius * 2
Распечатайте #threadFile, " Положение цилиндра: " & GetPointOrVector (cyl.basePoint)
Распечатать #threadFile, " Направление цилиндра: " & GetPointOrVector(cyl.AxisVector)
ИначеЕсли threadFace.SurfaceType = kConeSurface Тогда
Dim cn как конус
Установить cn = threadFace.Geometry
Print #threadFile, "Геометрия конуса"
Print #threadFile, "Диаметр конуса:" & cn.Radius * 2
Распечатать #threadFile, " Положение конуса: " & GetPointOrVector(cn.basePoint)
Распечатать #threadFile, " Направление конуса: " & GetPointOrVector(cn. AxisVector)
Распечатать #threadFile, "Угол конуса:" & Format(cn.HalfAngle * (180/3.141558979), "0,000")
Конец, если
Конец сабвуфера
' Запишите всю информацию, предоставленную объектом ThreadInfo.
Private Sub WriteThreadInfo (fc As Face, thread As ThreadInfo)
' Запишите общую, общую информацию о потоке.
Распечатать #threadFile, "Общая информация о потоке"
Печать #threadFile, " Обозначение: " & thread.ThreadDesignation
Печать #threadFile, "Пользовательское обозначение:" и thread.CustomThreadDesignation
Print #threadFile, " Полная глубина потока: " & thread.FullThreadDepth
Распечатать #threadFile, " Internal: " & thread.Internal
Распечатайте #threadFile, "Metric:" и thread.Metric
Print #threadFile, " RightHanded: " & thread.RightHanded
Печать #threadFile, "Тип потока:" и thread.ThreadType
Распечатайте #threadFile, " Идентификатор типа потока: " & thread.ThreadTypeIdentifier
Печать #threadFile, " Direction: " & GetPointOrVector(thread. ThreadDirection.AsUnitVector)
Если Не thread.FullThreadDepth Тогда
Распечатать #threadFile, "Глубина:" & Формат(thread.ThreadDirection.Length, "0.00000")
Конец, если
Распечатайте #threadFile, "Расположения:"
Dim basePoint As Point
Для каждой базовой точки в thread.ThreadBasePoints
Распечатать #threadFile, " Position: " & GetPointOrVector (basePoint)
Следующий
' Если резьбовое отверстие создается с помощью эскиза, так что несколько отверстий размещаются как
' объект с одним отверстием, свойство ThreadBasePoints вернет местоположение
' во все дыры. Однако есть проблема, потому что каждое из физических отверстий
', созданный функцией, вернет этот набор точек. Этот код используется для поиска
'координата, которая используется для этой конкретной физической дыры.
Если thread.ThreadBasePoints.Count > 1 Тогда
' Создайте переходную линию вдоль оси цилиндра или конуса.
Dim fcLine As Line
Установить fcLine = ThisApplication. TransientGeometry.CreateLine(fc.Geometry.basePoint, fc.Geometry.AxisVector.AsVector)
' Проверьте, какая базовая точка отверстия лежит на оси.
Dim foundBasePoint As Point
Установите foundBasePoint = Ничего
Для каждой базовой точки в thread.ThreadBasePoints
Dim dist As Double
dist = ThisApplication.MeasureTools.GetMinimumDistance(basePoint, fcLine)
Если расстояние < 0,000001 Тогда
Установите foundBasePoint = basePoint
Выход для
Конец, если
Следующий
Вывести #threadFile, "Используемая позиция:" и GetPointOrVector(foundBasePoint)
Конец, если
Если поток TypeOf является StandardThreadInfo, то
' Распечатать информацию для стандартных потоков.
Распечатать #threadFile, "Стандартная информация о потоке"
Стандартный размер Как StandardThreadInfo
Установить стандарт = резьба
Распечатайте #threadFile, «Класс:» и стандарт. Класс
Распечатать #threadFile, "Max Major Dia.:" & Format(standard.MajorDiameterMax, "0.00000")
Распечатать #threadFile, "Min Major Dia.:" & Format(standard.MajorDiameterMin, "0.00000")
Распечатайте #threadFile, "Max Minor Diameter:" & Format(standard.MinorDiameterMax, "0.00000")
Распечатать #threadFile, «Минимальный второстепенный диаметр:» и формат (standard.MinorDiameterMin, «0.00000»)
Распечатать #threadFile, «Номинальный размер:» и формат (standard.NominalSize, «0.00000»)
Распечатать #threadFile, " Шаг: " & Формат (стандартный. Шаг, "0,00000")
Распечатать #threadFile, «Макс. диаметр шага:» и формат (standard.PitchDiameterMax, «0.00000»)
Распечатайте #threadFile, "Min Pitch Diameter:" & Format(standard.PitchDiameterMin, "0.00000")
Распечатать #threadFile, "Диаметр сверла:" & Формат(standard.TapDrillDiameter, "0.00000")
ElseIf TypeOf thread Is TaperedThreadInfo Then
' Распечатайте информацию для конической резьбы.
Распечатать #threadFile, "Информация о конической резьбе"
Dim Tapered As TaperedThreadInfo
Установите конический = резьба
Распечатать #threadFile, "Basic Minor Diameter:" & Format(tapered.BasicMinorDiameter, "0.00000")
Распечатать #threadFile, «Эффективный диаметр:» и формат (конический.Эффективный диаметр, «0,00000»)
Распечатать #threadFile, "Эффективная длина:" и Формат (коническая.Эффективная длина, "0,00000")
Распечатать #threadFile, «Диаметр зацепления:» и Формат (конический.Диаметр зацепления, «0,00000»)
Распечатайте #threadFile, "Длина Engagement:" и Format(tapered.EngagementLength, "0.00000")
Распечатать #threadFile, «Внешний диаметр шага:» и формат (конический.Внешний диаметр шага, «0,00000»)
Распечатать #threadFile, "Внешний номинальный диаметр:" & Формат(конический.НоминальныйВнешнийДиаметр, "0,00000")
Распечатать #threadFile, "Внешняя номинальная длина:" и Формат(коническая. НоминальнаяВнешняяДлина, "0,00000")
Распечатать #threadFile, "Внешний диаметр трубы:" & Формат(tapered.OutsidePipeDiameter, "0.00000")
Распечатать #threadFile, "Общая внешняя длина:" & Формат(коническая.OverallExternalLength, "0.00000")
Распечатать #threadFile, "Диаметр резьбы:" & Формат(tapered.TapDrillDiameter, "0.00000")
Распечатать #threadFile, «Высота резьбы:» и формат (коническая высота резьбы, «0,00000»)
Распечатать #threadFile, " Threads Per Inch: " & Format(tapered.ThreadsPerInch, "0.00000")
Распечатать #threadFile, "Исчезающая нить:" & Формат(коническая.VanishThread, "0.00000")
Распечатать #threadFile, "Диаметр разводки ключа:" & Формат(tapered.WrenchMakeupDiameter, "0.00000")
Распечатать #threadFile, "Длина разводки гаечного ключа:" & Формат(tapered.WrenchMakeupLength, "0.00000")
Конец, если
Конец сабвуфера
' Функция, используемая для создания печатной строки из точки или вектора.
Частная функция GetPointOrVector (pointOrVector как объект) как строка
GetPointOrVector = Формат(pointOrVector. X, "0.00000") & ", " & _
Формат(pointOrVector.Y, "0.00000") & ", " & _
Формат(pointOrVector.Z, "0.00000")
Конечная функция
Ниже приведен пример вывода программы для одного потока.
Резьба Геометрия цилиндра Диаметр цилиндра: 4,46786 Положение цилиндра: 4., -33.67887, -11.22845 Направление цилиндра: 0,00000, 1,00000, 0,00000 Общая информация о потоке Обозначение: 1 13/16-12 ООН Пользовательское обозначение: 1 13/16-12 ООН Полная глубина потока: False Внутренний: Правда Метрика: Ложь Правша: Правда Тип резьбы: Унифицированная резьба ANSI Идентификатор типа резьбы: Унифицированная резьба ANSI Направление: 0.00000, 1.00000, 0.00000 Глубина: 2.54000 Места: Позиция: 4. , 0.00000, -11.22845 Стандартная информация о потоке Класс: 2Б Максимальный основной диаметр: Минимальный основной диаметр: 1,81250 Максимальный минорный диаметр: 1,74000 Мин. второстепенный диаметр: 1,72200
Номинальный размер: 1.81250
Шаг: 0,08333
Максимальный диаметр шага: 1,76620
Минимальный диаметр шага: 1,75840
Диаметр сверла: 1.73440
Исключением между выполнением этого с деталью, которая содержит элемент, или производной версией детали является то, что расположение отверстий обрабатывается немного по-другому. Исключение возникает только в том случае, если у вас есть элемент резьбового отверстия, созданный с помощью эскиза и создающий более одного физического отверстия. (Должно быть, была определенная причина, по которой API был реализован таким образом, но я не помню, что это было.) API для получения информации о потоке возвращает набор местоположений для отверстия. В большинстве случаев это будет набор из одного элемента, представляющий информацию о резьбе, связанную с цилиндрической поверхностью. Однако в случае, когда эта функция доступна, эта коллекция вернет местоположения для всех резьб, созданных с помощью функции отверстия.
Это не проблема само по себе, но если вы выполняете итерацию по всем цилиндрическим граням, каждый из цилиндров, представляющих одно из отверстий элемента, вернет один и тот же набор точек. Из-за этого, если вы будете обрабатывать каждую точку, вы получите повторяющиеся потоки. Приведенный выше код обрабатывает это, находя отверстие в списке, которое соответствует текущей обрабатываемой цилиндрической грани. Это не проблема, если модель является производной, является параметрическим элементом или вы используете Apprentice. В этом случае каждый поток всегда будет иметь одну точку положения.Использование Apprentice
Ниже приведен диалог из примера Visual Basic, демонстрирующий получение информации об отверстии из указанной детали с помощью Apprentice. Полный проект можно скачать здесь. Он был написан со ссылкой на библиотеку взаимодействия Inventor 2018, но его можно легко изменить для работы с более старыми версиями Inventor, поскольку используемые в нем возможности поддерживаются в течение длительного времени.
- B1.20.11110
- SAE J476 DRISEAL TIP