Статьи
Промышленные рукава в ассортиментном портфеле компании.
В ассортиментном портфеле по промышленным рукавам у нас сосредоточены только известные мировые производители.
Рукава Parker Gambrinus для оснащения молочных производств
Рассказываем о не самом заурядном применении рукавов Parker.
Не только о высоком…
…но мы также можем рассказать вам и о низком давлении. Представляем подробный обзор серии рукавов Push-Lok от Parker.
Стандартные испытания гидравлических рукавов и фитингов Parker
В данной статье мы расскажем об основных методах испытания рукавов высокого давления Parker, и вы поймете, почему качество РВД Parker бесспорно.
Parker продолжает программу по сокращению устаревших линеек РВД

1000 и 1 способ обработки поверхностей
Рассказываем о методах профессиональной очистки поверхностей. Что такое бластинг, джеттинг, для чего все это надо и какая продукция есть в нашем ассортименте, чтобы успешно справиться с задачей.
Диагностика – разумное вложение средств для их экономии
Представляем линейку продуктов Parker SensoControl – эффективного инструмента для диагностики и профилактики проблем гидравлических систем.
Монолитная гарантия качества
В этой статье подробно рассказываем о применении и технических свойствах рукавов для подачи бетона POWERMASTER.
В любой среде – на высоте
Рассказываем об особенностях термопластиковых рукавов для окраски VERSO.
Расшифровываем лэйлайн РВД Parker
А вы обращали внимание на маркировку ваших гидравлических рукавов?
PARKER бросает вызов холодам
Делимся секретом о том, как сэкономить на простоях мобильной техники. Особенно при ее эксплуатации в сложных температурных условиях.
Особенно при ее эксплуатации в сложных температурных условиях.
8 причин выхода из строя РВД
В статье рассказывается о наиболее распространенных причин отказа РВД и способах защиты от них.
Технология Parkrimp No-Skive от Parker: безопасное соединение рукавов и муфт
Правильная комбинация рукава и арматуры должна обеспечивать надлежащий контакт между муфтой и оплеткой после обжима, чтобы гарантировать безопасность и герметичность при длительном сроке службы.
Будущее за термопластиковыми рукавами
Чтобы шланг не вышел из строя раньше времени он должен выдерживать не только воздействие высоких температур, но и окружающей среды. Если сравнить обычные резиновые рукава высокого давления с термопластиковыми аналогами, мы сможем увидеть разницу.
На 40% гибче, чем рукава типа SN
Под брендом VERSO разрабатываются и производятся рукава высокого давления, которые отлично приспособлены к нуждам требовательного современного рынка.
Что необходимо делать, чтобы оборудование для опрессовки рукавов служило долго?
Почему важно обслуживать оборудование для опрессовки РВД и как это делается?
Почему CAST стоит дешевле?
Почему фитинги и трубные соединения CAST стоят дешевле, чем продукция других итальянских производителей.
Преимущества организации опрессовочного участка
Как экономить ресурсы и повысить производительность предприятия.
Uniflex Германия — оборудование для РВД
Надежность и длительность безаварийной эксплуатации трубопроводов любого вида находятся в прямой зависимости от качества применяемых материалов и точности выполнения технологических операций.
Быстроразъемное соединение камлок
Сamlock или камлоки – быстроразъемные соединения для подключения промышленных шлангов к трубопроводу или для соединения между собой.
1 2 3
Таблица резьб(UNF-UNC) | Большой и второстепенный диаметры
- К Ли Лехнер
- 16 мая 2022 г.
В настоящее время на выбор предлагаются различные типы и размеры резьбы. Иногда вам нужно знать размеры, связанные с этими потоками, поэтому мы разрабатываем подобные сообщения, чтобы упростить вам задачу.
В этом посте вы найдете краткую справочную таблицу для UNC/UNF — унифицированных национальных потоков. Если вы плохо знакомы с какой-либо терминологией, прокрутите таблицу вниз, и вы найдете список определений, которые помогут вам лучше.
ТАБЛИЦА РЕЗЬБЫ (UNF-UNC РЕЗЬБА)
| Обозначение резьбы | UNF/UNC | Число витков на дюйм | Основной основной диаметр (наружная резьба) | Основной малый диаметр (внутренняя резьба) |
| 0-80 | УНФ | 80 | 0,060 | 0,047 |
| 1-64 | УНК | 64 | 0,073 | 0,056 |
| 2-56 | УНК | 56 | 0,086 | 0,067 |
| 2-64 | УНФ | 64 | 0,086 | 0,069 |
| 4-40 | УНК | 40 | 0,112 | 0,085 |
| 5-40 | УНК | 40 | 0,125 | 0,098 |
| 5-44 | УНФ | 44 | 0,125 | 0,100 |
| 6-32 | УНК | 32 | 0,136 | 0,104 |
| 6-40 | УНФ | 40 | 0,136 | 0,111 |
| 8-32 | УНК | 32 | 0,164 | 0,130 |
| 8-36 | УНФ | 36 | 0,164 | 0,134 |
| 10-24 | УНК | 24 | 0,190 | 0,145 |
| 10-32 | УНФ | 32 | 0,190 | 0,156 |
| 1/4-20 | УНК | 20 | 0,250 | 0,196 |
| 1/4-28 | УНФ | 28 | 0,250 | 0,211 |
| 16-18 5/18 | УНК | 18 | 0,313 | 0,252 |
| 16/5-24 | УНФ | 24 | 0,313 | 0,267 |
| 3/8-16 | УНК | 16 | 0,375 | 0,307 |
| 3/8-24 | УНФ | 24 | 0,375 | 0,330 |
| 16-14 июля | УНК | 14 | 0,438 | 0,360 |
| 16-20 июля | УНФ | 20 | 0,438 | 0,383 |
| 1/2-13 | УНК | 13 | 0,500 | 0,417 |
| 1/2-20 | УНФ | 20 | 0,500 | 0,446 |
| 16-12 сентября | 12 | 0,563 | 0,472 | |
| 16-18 сентября | УНФ | 18 | 0,563 | 0,502 |
| 5/8-11 | УНК | 11 | 0,625 | 0,527 |
| 5/8-18 | УНФ | 18 | 0,625 | 0,565 |
| 3/4-10 | УНК | 10 | 0,750 | 0,642 |
| 3/4-16 | УНФ | 16 | 0,750 | 0,682 |
| 7/8-9 | УНК | 9 | 0,875 | 0,755 |
| 7/8-14 | УНФ | 14 | 0,875 | 0,798 |
| 1-8 | УНК | 8 | 1. 000 000 | 0,865 |
| 1-14 | УНФ | 14 | 1.000 | 0,910 |
| 1 1/8-7 | УНК | 7 | 1,125 | 0,970 |
| 1 1/8-12 | УНФ | 12 | 1,125 | 1,035 |
| 1 1/4-7 | УНК | 7 | 1.250 | 1,095 |
| 1 3/8-6 | УНК | 6 | 1,375 | 1,195 |
| 1 1/2-6 | УНК | 6 | 1.500 | 1.320 |
| 1 3/4-5 | УНК | 5 | 1.750 | 1,534 |
| 2-4,5 | УНК | 4 1/2 | 2.000 | 1,759 |
Загрузить полную таблицу стандартных резьб
Введите адрес электронной почты ниже, чтобы получить доступ к полной стандартной резьбе PDF
Основы резьб UNF и UNC
Резьбы UNF и UNC являются наиболее распространенными типами резьб UN (Unified National).
Резьба UNC
Резьба UNC представляет собой унифицированную резьбу с крупным шагом.
- С меньшей вероятностью пересечения потоков
- Более быстрая сборка и разборка (обычно используется в массовом производстве)
- Большие припуски на резьбу позволяют наносить более толстые гальванические покрытия и покрытия
- Меньшее количество витков на расстояние по сравнению с мелкой резьбой
Резьба UNF
Резьба UNF представляет собой унифицированную резьбу с мелким шагом.
- Обеспечивает более точную настройку благодаря меньшему углу подъема спирали
- Требуется меньший крутящий момент для создания эквивалентного предварительного натяга болта
- Тонкая нить прочнее как при растяжении (из-за большей площади напряжения), так и при сдвиге (больший внутренний диаметр)
- Меньшая склонность к ослаблению, так как угол наклона резьбы меньше
- Обычно используется в тех случаях, когда требуется высокая прочность крепежа
Посадка на резьбу
Посадка на резьбу является мерой ослабления или натяжения сопрягаемой резьбы. Он указывается для обозначения величины припуска и желаемой монтажной посадки. Они бывают трех разных классов резьбы:
Он указывается для обозначения величины припуска и желаемой монтажной посадки. Они бывают трех разных классов резьбы:
- Классы 1A (внешняя) и 1B (внутренняя): Чрезвычайно свободный допуск резьбовой посадки. Этот класс предназначен для быстрой и легкой сборки/разборки. (не указывается обычно)
- Классы 2A (внешняя) и 2B (внутренняя): Оптимальная резьба, сочетающая в себе производительность, производство, экономичность и удобство. (Наиболее распространенный — почти 90% всех коммерческих и промышленных крепежных изделий используют этот класс резьбовой посадки .
- Классы 3A (внешний) и 3B (внутренний): Предназначен для крепежных изделий с жесткими допусками, где важна точность элементов резьбы, а безопасность является критическим фактором при проектировании
Использование таблицы для выбора маскирующих колпачков и заглушек
Существует множество различных причин, по которым вам может понадобиться обратиться к таблице, поэтому мы надеемся, что она оказалась для вас полезной! Здесь, в Echo, мы используем его, чтобы помочь специалистам по порошковой окраске, нанесению электронных покрытий, анодировщикам и наладчикам найти колпачок или заглушку правильного размера для их конкретного размера резьбы. Итак, вот несколько советов на случай, если вам это когда-нибудь понадобится.
Итак, вот несколько советов на случай, если вам это когда-нибудь понадобится.
Заглушка
Простая версия поиска заглушки нужного размера заключается в том, что мы предлагаем найти заглушку с внутренним диаметром, который на 1-2 размера меньше основного диаметра резьбы, которую вы маскируете. . Вы хотите получить более плотное прилегание к таким процессам, как электронное покрытие.
Plug It
Для конических заглушек необходимо, чтобы малый диаметр точно соответствовал среднему диаметру заглушки (см. рисунок). Если это не точно, установите заглушку глубже в отверстие. Когда вы устанавливаете эти заглушки, вы вставляете их, а затем поворачиваете, чтобы получить лучшее уплотнение.
Резьба UNF соответствует мелкой резьбе , поэтому для затягивания дюбеля в отверстие потребуется больше оборотов.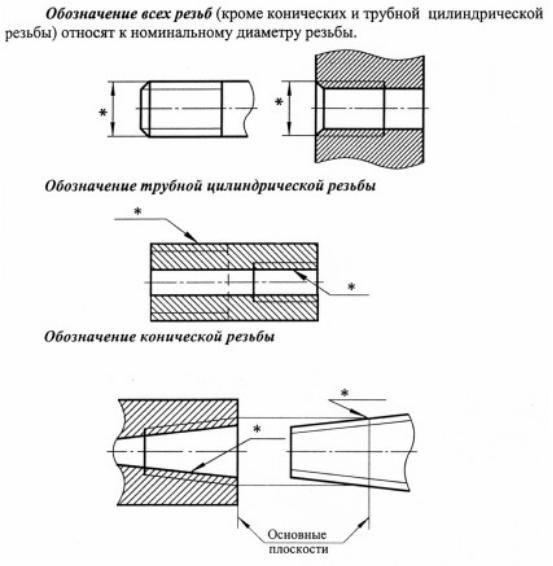 Резьба UNC представляет собой крупную резьбу , поэтому для затягивания уплотнения требуется меньше оборотов.
Резьба UNC представляет собой крупную резьбу , поэтому для затягивания уплотнения требуется меньше оборотов.
ВИДЕО: Как замаскировать резьбовые отверстия
О компании Echo Engineering
Компания Echo Engineering уже более 50 лет предлагает решения для маскировки для промышленных отделочников. Из-за этого мы часто тесно сотрудничаем с линиями покраски, чтобы помочь им найти способы маскировки резьбовых отверстий и болтов. Мы специализируемся не только на стандартных вариантах из каталога, таких как ленты для порошкового покрытия, колпачки и заглушки, но также на разработке, проектировании и производстве индивидуальных решений для некоторых из крупнейших в мире линий отделки металлов.
Если вам нужно решение для маскировки или просто у вас есть вопрос, который вы хотели бы задать нам, пожалуйста, заполните форму ниже, и мы свяжемся с вами как можно скорее!
Вам также может понравиться…
Потоки UNC УНФ
Поделиться:
Опубликовано в Порошковое покрытие, Маскирующие нити, Электронное покрытие и гальваническое покрытие
Размеры крупной и мелкой резьбы в метрической системе ISO
Перейти к содержимому Размеры метрической резьбы ISOOptimas2022-10-14T12:12:12+01:00 Optimas — поставщик комплексных цепочек поставок и производственных решений. Прежде чем приступить к разработке следующего продукта или обновлению существующего продукта, рассмотрите возможность сотрудничества с Optimas, чтобы воспользоваться нашими многочисленными возможностями.
Прежде чем приступить к разработке следующего продукта или обновлению существующего продукта, рассмотрите возможность сотрудничества с Optimas, чтобы воспользоваться нашими многочисленными возможностями.
ОБРАЩАЙТЕСЬ К ЭКСПЕРТУ
Орган по стандартизации ISO определяет строгие спецификации для метрической резьбы. Это необходимо для обеспечения совместимости с сопрягаемыми компонентами. В приведенной ниже таблице показаны различные размеры и требуемый диаметр метчика для крупной и мелкой резьбы от M1 до M68.
Допуски следует учитывать при проектировании продукции. Значения, относящиеся к сверлению и нарезанию резьбы, могут значительно различаться в зависимости от таких факторов, как рабочая температура и материал.
Optimas — поставщик комплексных цепочек поставок и производственных решений. Прежде чем приступить к разработке следующего продукта или обновлению существующего продукта, рассмотрите возможность сотрудничества с Optimas, чтобы воспользоваться нашими многочисленными возможностями.
Все размеры указаны в миллиметрах (мм). Только для руководства.
Крупная резьба
Мелкая резьба
Крупная резьба
| Резьба | Большой диаметр (д=Д) | Шаг (р) | Корень Радиус (р) | Шаг Диаметр (д2=Д2) | Незначительный Диаметр Наружная резьба (д3) | Незначительный Диаметр Внутренняя резьба (Д1) | Высота резьбы Наружная резьба (h4) | Высота резьбы Внутренняя резьба (ч2) | Диаметр сверла метчика |
|---|---|---|---|---|---|---|---|---|---|
| М1 | 1 | 0,25 | 0,036 | 0,838 | 0,693 | 0,729 | 0,153 | 0,135 | 0,75 |
M1. 1 1 | 1,1 | 0,25 | 0,036 | 0,938 | 0,793 | 0,829 | 0,153 | 0,135 | 0,85 |
| M1.2 | 1,2 | 0,25 | 0,036 | 1,038 | 0,893 | 0,929 | 0,153 | 0,135 | 0,95 |
| М1,4 | 1,4 | 0,3 | 0,043 | 1.205 | 1,032 | 1,075 | 0,184 | 0,162 | 1,1 |
| М1,6 | 1,6 | 0,35 | 0,051 | 1,373 | 1,171 | 1,221 | 0,215 | 0,189 | 1,25 |
| М1,8 | 1,8 | 0,35 | 0,051 | 1,573 | 1,371 | 1. 421 421 | 0,215 | 0,189 | 1,45 |
| М2 | 2 | 0,4 | 0,058 | 1,74 | 1,509 | 1,567 | 0,245 | 0,217 | 1,6 |
| M2.2 | 2,2 | 0,45 | 0,065 | 1,908 | 1,648 | 1,713 | 0,276 | 0,244 | 1,75 |
| M2,5 | 2,5 | 0,45 | 0,065 | 2,208 | 1,948 | 2,013 | 0,276 | 0,244 | 2,05 |
| М3 | 3 | 0,5 | 0,072 | 2,675 | 2,387 | 2,459 | 0,307 | 0,271 | 2,5 |
| М3,5 | 3,5 | 0,6 | 0,087 | 3. 11 11 | 2,764 | 2,85 | 0,368 | 0,325 | 2,9 |
| М4 | 4 | 0,7 | 0,101 | 3,545 | 3.141 | 3,242 | 0,429 | 0,379 | 3,3 |
| М4,5 | 4,5 | 0,75 | 0,108 | 4.013 | 3,58 | 3,688 | 0,46 | 0,406 | 3,8 |
| М5 | 5 | 0,8 | 0,115 | 4,48 | 4.019 | 4.134 | 0,491 | 0,433 | 4,2 |
| М6 | 6 | 1 | 0,144 | 5,35 | 4,773 | 4,917 | 0,613 | 0,541 | 5 |
| М7 | 7 | 1 | 0,144 | 6,35 | 5,773 | 5,917 | 0,613 | 0,541 | 6 |
| М8 | 8 | 1,25 | 0,18 | 7,188 | 6,466 | 6,647 | 0,767 | 0,677 | 6,8 |
| М9 | 9 | 1,25 | 0,18 | 8. 188 188 | 7,466 | 7,647 | 0,767 | 0,677 | 7,8 |
| М10 | 10 | 1,5 | 0,217 | 9.026 | 8.16 | 8.376 | 0,92 | 0,812 | 8,5 |
| М11 | 11 | 1,5 | 0,217 | 10.026 | 9.16 | 9.376 | 0,92 | 0,812 | 9,5 |
| M12 | 12 | 1,75 | 0,253 | 10.863 | 9.853 | 10.106 | 1,074 | 0,947 | 10,2 |
| M14 | 14 | 2 | 0,289 | 12. 701 701 | 11.564 | 11,835 | 1,227 | 1,083 | 12 |
| М16 | 16 | 2 | 0,289 | 14.701 | 13,546 | 13.835 | 1,227 | 1,083 | 14 |
| М18 | 18 | 2,5 | 0,361 | 16.376 | 14,933 | 15.394 | 1,534 | 1,353 | 15,5 |
| М20 | 20 | 2,5 | 0,361 | 18.376 | 16,933 | 17. 294 294 | 1,534 | 1,353 | 17,5 |
| M22 | 22 | 2,5 | 0,361 | 20.376 | 18.933 | 19.294 | 1,534 | 1,353 | 19,5 |
| M24 | 24 | 3 | 0,433 | 22.051 | 20.319 | 20.752 | 1,84 | 1,624 | 21 |
| М27 | 27 | 3 | 0,433 | 25.051 | 23.319 | 23.752 | 1,84 | 1,624 | 24 |
| М30 | 30 | 3,5 | 0,505 | 27,727 | 25. 706 706 | 26.211 | 2,147 | 1,894 | 26,5 |
| М33 | 33 | 3,5 | 0,505 | 30,727 | 28.706 | 29.211 | 2,147 | 1,894 | 29,5 |
| М36 | 36 | 4 | 0,577 | 33.402 | 31.093 | 31,67 | 2,454 | 2,165 | 32 |
| М39 | 39 | 4 | 0,577 | 36.402 | 34.093 | 34,67 | 2,454 | 2,165 | 35 |
| М42 | 42 | 4,5 | 0,65 | 39. 077 077 | 36.479 | 37.129 | 2,76 | 2,436 | 37,5 |
| М45 | 45 | 4,5 | 0,65 | 42.077 | 39.479 | 40.129 | 2,76 | 2,436 | 40,5 |
| М48 | 48 | 5 | 0,722 | 44.752 | 41.866 | 42.857 | 3,067 | 2,706 | 43 |
| М52 | 52 | 5 | 0,722 | 48.752 | 45.866 | 46. 857 857 | 3,067 | 2,706 | 47 |
| М56 | 56 | 5,5 | 0,794 | 52.428 | 49.252 | 50.046 | 3,374 | 2,977 | 50,5 |
| М60 | 60 | 5,5 | 0,794 | 56.428 | 53,252 | 54.046 | 3,374 | 2,977 | 54,5 |
| М64 | 64 | 6 | 0,866 | 60.103 | 56,639 | 57.505 | 3,681 | 3,248 | 58 |
| М68 | 68 | 6 | 0,866 | 64. 103 103 | 60.639 | 61.505 | 3,681 | 3,248 | 62 |
Мелкая резьба
| Резьба Размер | Майор Диаметр д=Д | Шаг р | Корень Радиус р | Шаг Диаметр d2=D2 | Незначительный Диаметр Мужской Резьба д3 | Незначительный Диаметр женский Резьба Д1 | Резьба Высота Мужской Резьба h4 | Резьба Высота женский Резьба h2 | Нажмите Дрель Диаметр |
|---|---|---|---|---|---|---|---|---|---|
| M1,0 x 0,2 | 1 | 0,2 | 0,029 | 0,87 | 0,755 | 0,783 | 0,123 | 0,108 | 0,8 |
| M1,1 x 0,2 | 1,1 | 0,2 | 0,029 | 0,97 | 0,855 | 0,883 | 0,123 | 0,108 | 0,9 |
| M1,2 x 0,2 | 1,2 | 0,2 | 0,029 | 1,07 | 0,955 | 0,983 | 0,123 | 0,108 | 1 |
| M1,4 x 0,2 | 1,4 | 0,2 | 0,029 | 1,27 | 1,155 | 1,183 | 0,123 | 0,108 | 1,2 |
| M1,6 x 0,2 | 1,6 | 0,2 | 0,029 | 1,47 | 1. 355 355 | 1,383 | 0,123 | 0,108 | 1,4 |
| M1,8 x 0,2 | 1,8 | 0,2 | 0,029 | 1,67 | 1,555 | 1,583 | 0,123 | 0,108 | 1,6 |
| M2 x 0,25 | 2 | 0,25 | 0,036 | 1,838 | 1,693 | 1,729 | 0,153 | 0,135 | 1,75 |
| M2,2 x 0,25 | 2,2 | 0,25 | 0,036 | 2,038 | 1,893 | 1,929 | 0,153 | 0,135 | 1,95 |
| M2,5 x 0,35 | 2,5 | 0,35 | 0,051 | 2,273 | 2,071 | 2,121 | 0,215 | 0,189 | 2. 1 1 |
| M3 x 0,35 | 3 | 0,35 | 0,051 | 2,773 | 2,571 | 2,621 | 0,215 | 0,189 | 2,6 |
| M3,5 x 0,35 | 3,5 | 0,35 | 0,051 | 3,273 | 3.071 | 3.121 | 0,215 | 0,189 | 3.1 |
| M4 x 0,5 | 4 | 0,5 | 0,072 | 3,675 | 3,387 | 3.459 | 0,307 | 0,271 | 3,5 |
| M4,5 x 0,5 | 4,5 | 0,5 | 0,072 | 4,175 | 3,887 | 3,959 | 0,307 | 0,271 | 4 |
| M5 x 0,5 | 5 | 0,5 | 0,072 | 4,675 | 4,387 | 4,459 | 0,307 | 0,271 | 4,5 |
| M5,5 x 0,5 | 5,5 | 0,5 | 0,072 | 5,175 | 4,887 | 4,959 | 0,307 | 0,271 | 5 |
| M6 x 0,75 | 6 | 0,75 | 0,108 | 5,513 | 5,08 | 5,188 | 0,46 | 0,406 | 5,2 |
| M7 x 0,75 | 7 | 0,75 | 0,108 | 6. 513 513 | 6,08 | 6,188 | 0,46 | 0,406 | 6,2 |
| M8 x 0,75 | 8 | 0,75 | 0,108 | 7,513 | 7,08 | 7,188 | 0,46 | 0,406 | 7,2 |
| M8 x 1,0 | 8 | 1 | 0,144 | 7,35 | 6,773 | 6,917 | 0,613 | 0,541 | 7 |
| M9 x 0,75 | 9 | 0,75 | 0,108 | 8,513 | 8.08 | 8. 188 188 | 0,46 | 0,406 | 8,2 |
| M9 x 1 | 9 | 1 | 0,144 | 8,35 | 7,773 | 7,917 | 0,613 | 0,541 | 8 |
| M10 x 0,75 | 10 | 0,75 | 0,108 | 9,513 | 9.08 | 9.188 | 0,46 | 0,406 | 9,2 |
| M10 x 1 | 10 | 1 | 0,144 | 9,35 | 8,773 | 8.917 | 0,613 | 0,541 | 9 |
| M10 x 1,25 | 10 | 1,25 | 0,18 | 9. 188 188 | 8.466 | 8,647 | 0,767 | 0,677 | 8,8 |
| M11 x 0,75 | 11 | 0,75 | 0,108 | 10.513 | 10.08 | 10.188 | 0,46 | 0,406 | 10,2 |
| M11 x 1 | 11 | 1 | 0,144 | 10,35 | 9,773 | 9,917 | 0,613 | 0,541 | 10 |
| M12 x 1 | 12 | 1 | 0,144 | 11.35 | 10.773 | 10,917 | 0,613 | 0,541 | 11 |
| M12 x 1,25 | 12 | 1,25 | 0,18 | 11. 188 188 | 10.466 | 10.647 | 0,767 | 0,677 | 10,8 |
| M12 x 1,5 | 12 | 1,5 | 0,217 | 11.026 | 10.16 | 10.376 | 0,92 | 0,812 | 10,5 |
| M14 x 1 | 14 | 1 | 0,144 | 13,35 | 12.773 | 12.917 | 0,613 | 0,541 | 13 |
| M14 x 1,25 | 14 | 1,25 | 0,18 | 13.188 | 12.466 | 12. 647 647 | 0,767 | 0,677 | 12,8 |
| M14 x 1,5 | 14 | 1,5 | 0,217 | 13.026 | 12.16 | 12.376 | 0,92 | 0,812 | 12,5 |
| M15 x 1 | 15 | 1 | 0,144 | 14,35 | 13.773 | 13,917 | 0,613 | 0,541 | 14 |
| M15 x 1,5 | 15 | 1,5 | 0,217 | 14.026 | 13.16 | 13.376 | 0,92 | 0,812 | 13,5 |
| M16 x 1 | 16 | 1 | 0,144 | 15,35 | 14. 773 773 | 14,917 | 0,613 | 0,541 | 15 |
| M16 x 1,5 | 16 | 1,5 | 0,217 | 15.026 | 14.16 | 14.376 | 0,92 | 0,812 | 14,5 |
| M17 x 1 | 17 | 1 | 0,144 | 16,35 | 15.733 | 15.917 | 0,613 | 0,541 | 16 |
| M17 x 1,5 | 17 | 1,5 | 0,217 | 16.026 | 15,16 | 15.376 | 0,92 | 0,812 | 15,5 |
| М18 х 1 | 18 | 1 | 0,144 | 17,35 | 16. 773 773 | 16.917 | 0,613 | 0,541 | 17 |
| M18 x 1,5 | 18 | 1,5 | 0,217 | 17.026 | 16.16 | 16.376 | 0,92 | 0,812 | 16,5 |
| M18 x 2 | 18 | 2 | 0,289 | 16.701 | 15.546 | 15.835 | 1,227 | 1,083 | 16 |
| M20 x 1,0 | 20 | 1 | 0,144 | 19,35 | 18.773 | 18.917 | 0,613 | 0,541 | 19 |
| M20 x 1,5 | 20 | 1,5 | 0,217 | 19. 026 026 | 18.16 | 18.376 | 0,92 | 0,812 | 18,5 |
| M20 x 2,0 | 20 | 2 | 0,289 | 18.701 | 17.546 | 17.835 | 1,227 | 1,083 | 18 |
| M22 x 1,0 | 22 | 1 | 0,144 | 21.35 | 20.773 | 20,917 | 0,613 | 0,541 | 21 |
| M22 x 1,5 | 22 | 1,5 | 0,217 | 21.026 | 20.16 | 20.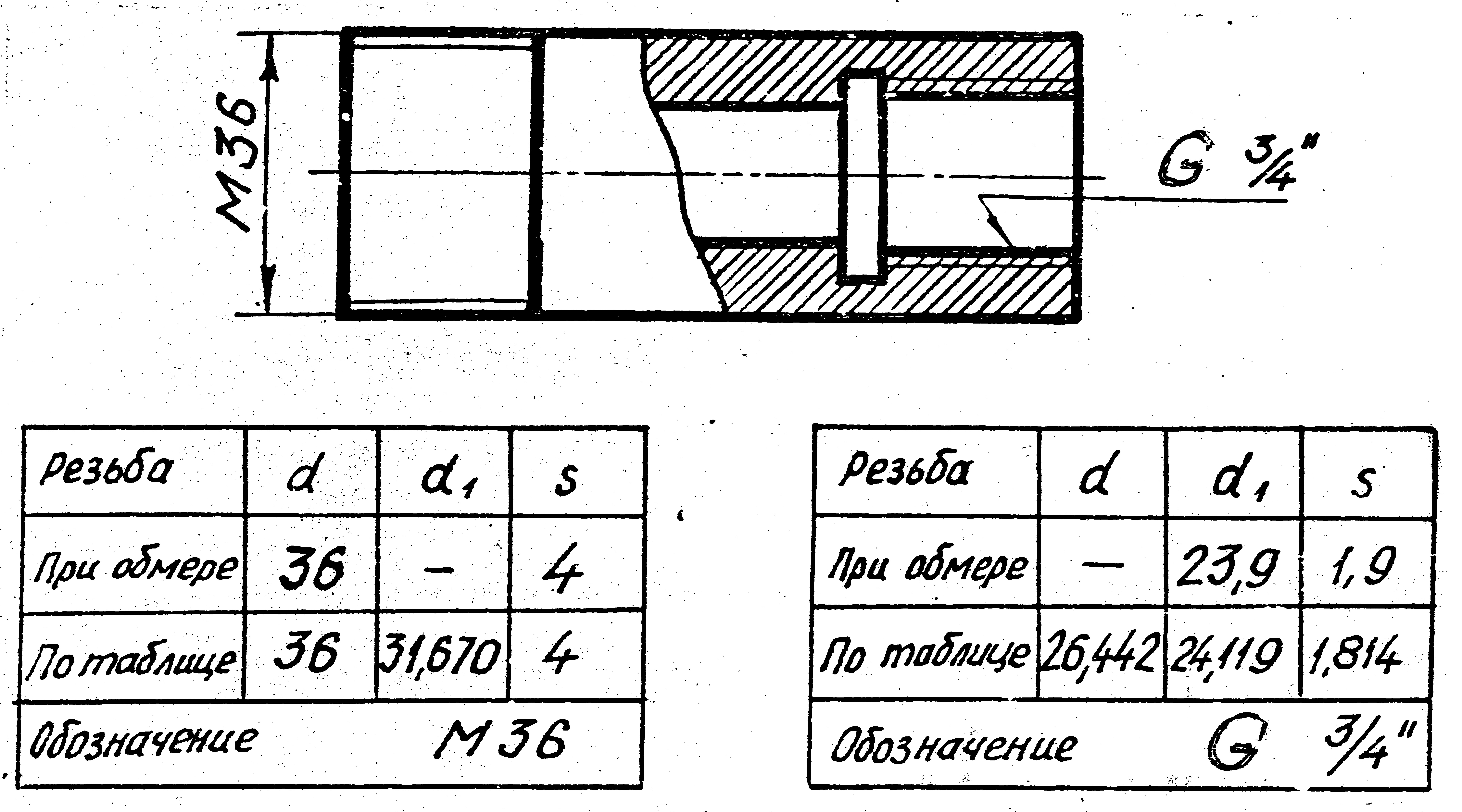 |