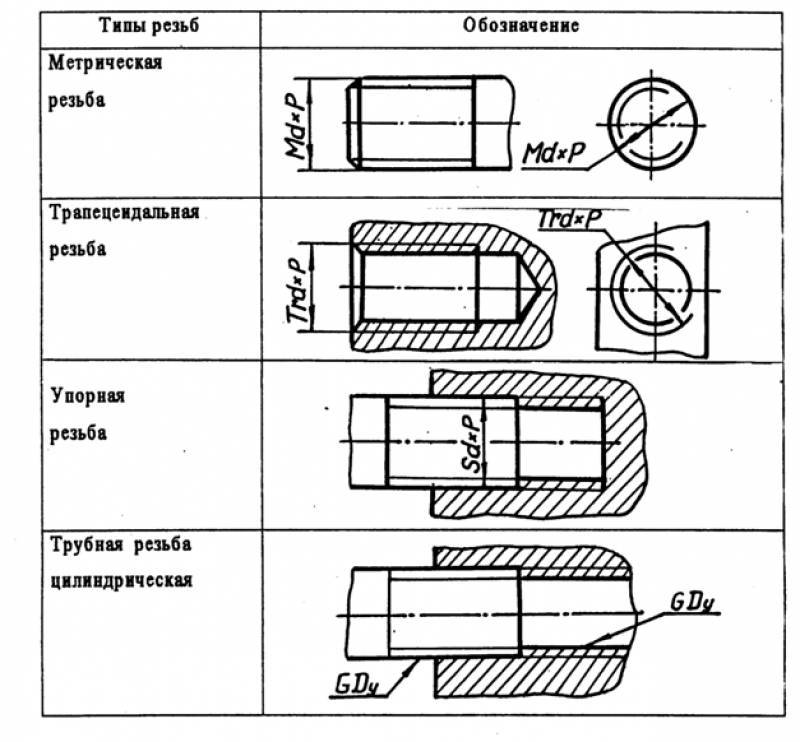
Примеры обозначения метрической резьбы на чертежах
Посадки метрической резьбы | Что они показывают |
Резьбовое отверстие с наружным диаметром резьбы 12 мм, с крупным шагом Р=1,75 мм, средний диаметр D2 выполнен с полем допуска 4Н, внутренний диаметр D1 выполнен с полем допуска 5Н | |
Болт с наружным диаметром 12 мм, с мелким шагом Р=1 мм, средний диаметр d2 выполнен с полем допуска 5g, наружный диаметр d выполнен с полем допуска 6g | |
Резьбовое соединение с наружным диаметром 12 мм; поле допуска среднего и внутреннего диаметров гайки выполнено по 6 |
2.
 3. Нормирование точности метрических резьб при посадках с натягом
3. Нормирование точности метрических резьб при посадках с натягомПосадки с натягом по среднему диаметру резьбы применяют в тех случаях, когда невозможно применять соединения типа болт-гайка из-за возможного нарушения неподвижности соединения. Чаще всего это соединения шпилек с корпусными деталями, работающие при вибрациях, ударах, колебаниях температуры и др. Шпильки могут самоотвинчиваться под действием указанных факторов.
Основные отклонения и степени точности резьбы при посадке с натягом указаны в табл. 34.
Таблица 34
Основные отклонения и степени точности резьбы
Виды резьбы | Диаметры резьбы | Основные отклонения при шагах Р, мм | Степени точности | ||
До 1,25 мм | Св. | ||||
Наружная резьба | Наружный d | e | c | 6 | |
Средний d2 | n; p; r | 2; 3 | |||
Внутренняя резьба | Наружный D | H | – | ||
Средний | H | 2 | |||
Внутренний D1 | D | C | 4; 5 | ||
 1,25 мм
1,25 ммСхемы
расположения полей допусков наружной
и внутренней резьбы показаны на рис. 30, где
30, где
es – верхнее отклонение диаметров наружной резьбы;
ES – верхнее отклонение диаметров внутренней резьбы;
ei – нижнее отклонение диаметров наружной резьбы;
EI – нижнее отклонение диаметров внутренней резьбы.
Рис. 30. Схемы расположения полей допусков наружной и
внутренней резьбы при посадке с натягом
В табл. 35 приведены поля допусков и посадки для метрических резьб с натягом.
Эти посадки предусмотрены только в системе отверстия, преимущества которой рассмотрены ранее для гладких соединений.
Предельные отклонения внутреннего диаметра наружной резьбы и верхнее отклонение наружного диаметра внутренней резьбы не регламентированы.
Таблица 35
Поля допусков и посадки для метрических резьб с натягом
Материал детали с внутренней резьбой | Поле допуска резьбы | Посадки при Р, мм | Число групп сортировки | |||
наруж- ной | внутренней при Р, мм | до 1,25 | св. | |||
до 1,25 | св. 1,25 | |||||
Чугун и алюминиевые сплавы | 2r | 2Н5D | 2Н5C | – | ||
Чугун и алюминиевые сплавы | 3р(2) | 2Н5D(2) | 2Н5C(2) | 2 | ||
Сталь высокопрочная и титановые сплавы | 3n(3) | 2Н4D(3) | 2Н4C(3) | 3 | ||
Примечание: В скобках указано число групп сортировки из-за высоких напряжений в материале свинчиваемых деталей | ||||||
 1,25
1,25В
резьбовых соединениях с натягом следует
ограничивать поля допусков на средние
диаметры наружной и внутренней резьбы,
и следовательно, и допуски натяга. Если
допустить большие колебания натягов,
то при получении малых натягов возможно
нарушение подвижности соединения. Если
же возникнут натяги, близкие к наибольшим
предельным, то возможно скручивание
шпилек и срыв резьбы.
Если
допустить большие колебания натягов,
то при получении малых натягов возможно
нарушение подвижности соединения. Если
же возникнут натяги, близкие к наибольшим
предельным, то возможно скручивание
шпилек и срыв резьбы.
Так как значительное уменьшение значения допусков наружной и внутренней резьб соединения приводит к росту затрат на их изготовление, то применяют селективную сборку. Для этого поля допусков средних диаметров деталей делят на одинаковое число сортировочных групп с нумерацией в одном направлении (рис. 31). Сортировку деталей, поступающих на сборку, производят по действительным размерам или отклонениям. Затем узлы собирают из деталей, относящихся к одноименным группам.
Рис. 31. Схемы расположения полей допусков среднего диаметра
резьбовых соединений с натягом при селективной сборке для резьбы М141,5 (I, II, III – номера сортировочных групп)
Числовые
значения основных отклонений наружного
и среднего диаметров наружной резьбы
и внутреннего диаметра внутренней
резьбы приведены в табл.
Числовые значения основных отклонений среднего и наружного диаметра внутренней резьбы, допусков внутреннего диаметра внутренней резьбы и допуска наружного диаметра наружной резьбы – по ГОСТ 16093-81.
Числовые значения допусков среднего диаметра наружной и внутренней резьбы указанны в табл.37.
Таблица 36
Размеры шага основной и мелкой метрической резьбы крепежа в таблице
8 (800) 333-15-79
+7 (812) 244-72-72
+7 (812) 677-17-27
+7 (495) 966-64-95
Главная»Полезная информация» Таблица размеров шага основной и мелкой метрической резьбы
Шаг резьбы Р — расстояние по линии, параллельной оси резьбы, между средними точками ближайших одноимённых боковых сторон профиля резьбы, лежащими в одной осевой плоскости по одну сторону от оси резьбы.
ГОСТ 8724-2002 — стандарт на метрические резьбы общего назначения с профилем по ГОСТ 9150, с диаметрами от 0,25 до 600 мм, с шагом от 0,075 до 8 мм.
| Резьба | Шаг резьбы | |||
|---|---|---|---|---|
| Основная резьба | Мелкая резьба | |||
| мелкая | мелкая 2 | супермелкая | ||
| М1 | 0.25 | (0.2) | ||
| М1.2 | 0.25 | (0.2) | ||
| М1.4 | 0.3 | (0.2) | ||
| М1.6 | 0.35 | (0.2) | ||
| М1.8 | 0.35 | (0.2) | ||
| М2 | 0.4 | (0.25) | ||
| М2.2 | 0.45 | (0. 25) 25) |
||
| М2.5 | 0.45 | (0.35) | ||
| М3 | 0.5 | (0.35) | ||
| М3.5 | 0.6 | (0.35) | ||
| М4 | 0.7 | 0.5 | ||
| М5 | 0.8 | 0.5 | ||
| М6 | 1.0 | 0.75 | 0.5 | |
| М8 | 1.25 | 1.0 | 0.75 | 0.5 |
| М10 | 1.5 | 1.25 | 1.0 | 0.75 |
| М12 | 1.75 | 1.5 | 1.25 | 1.0 |
| М14 | 2.0 | 1. 5 5 |
1.25 | 1.0 |
| М16 | 2.0 | 1.5 | 1.0 | |
| М18 | 2.5 | 2.0 | 1.5 | 1.0 |
| М20 | 2.5 | 2.0 | 1.5 | 1.0 |
| М22 | 2.5 | 2.0 | 1.5 | 1.0 |
| М24 | 3.0 | 2.0 | 1.5 | 1.0 |
| М27 | 3.0 | 2.0 | 1.5 | (1.0) |
| М30 | 3.5 | 2.0 | 1.5 | (1.0) |
| М33 | 3.5 | 2.0 | 1.5 | |
| М36 | 4.0 | 3.0 | 2.0 | 1.5 |
| М39 | 4. 0 0 |
3.0 | 2.0 | 1.5 |
| М42 | 4.5 | (4.0) 3.0 | 2.0 | 1.5 |
| М45 | 4.5 | (4.0) 3.0 | 2.0 | 1.5 |
| М48 | 5.0 | (4.0) 3.0 | 2.0 | 1.5 |
| М52 | 5.0 | (4.0) 3.0 | 2.0 | 1.5 |
| М56 | 5.5 | 4.0 | 3.0 (2.0) | 1.5 |
| М60 | 5.5 | 4.0 | 3.0 (2.0) | 1.5 |
| М64 | 6.0 | 4.0 | 3.0 | 2.0 (1.5) |
| М68 | 6.0 | 4.0 | 3.0 | 2.0 (1.5) |
Вы можете заказать и купить крепёж с крупным и мелким шагом резьбы оптом по договорным ценам в Торговом Доме Нева.
Метрическая резьба — Резьба, часть 3
В первой части нашей серии статей о резьбах мы предоставили некоторую терминологию и объяснили некоторые номенклатуры резьб серии Unified Inch. Во второй части мы говорили о разнице между резьбами 2A и 3A, опять же, в резьбах Unified Inch Series. Теперь, здесь, в части 3, мы рассмотрим основы метрической резьбы. Как обычно, мы здесь, в Wilson-Garner, производим детали с внешней резьбой, поэтому мы собираемся в первую очередь исследовать внешнюю резьбу.
How to Speak Thread – метрическая версия
Как и в случае с дюймовой резьбой, давайте начнем с примера, который даст некоторое представление о том, как мы выражаем метрическую резьбу.
На этой фотографии изображен метрический болт с резьбой M14 x 2,00 6g. Давайте поговорим о том, что означает каждая часть этой номенклатуры.
«M14» говорит вам, что номинальный большой диаметр резьбы составляет 14 миллиметров. Большой диаметр — это диаметр, измеренный в самой широкой части резьбы. «Номинальный» означает «в основном». Спецификации этой детали на самом деле называют большим диаметром от 13,682 до 13,9.62 миллиметра, но никто не хочет говорить «М13,962», поэтому мы просто говорим «М14» и живем дальше.
«Номинальный» означает «в основном». Спецификации этой детали на самом деле называют большим диаметром от 13,682 до 13,9.62 миллиметра, но никто не хочет говорить «М13,962», поэтому мы просто говорим «М14» и живем дальше.
«2,00» относится к шагу резьбы. Из нашей первой статьи вы помните, что шаг резьбы — это расстояние от одной точки резьбы до той же точки следующей резьбы. Здесь «2,00» говорит о том, что шаг резьбы составляет 2,0 миллиметра. Если вы посмотрите на фото выше, то увидите, что это правда, так как между гребнем одной нити и следующей 2 миллиметра. Это существенное отличие от номенклатуры Unified Inch Series, где второе число обозначает число резьб на дюйм, а не шаг резьбы.
Подобно унифицированным дюймовым резьбам, метрические резьбы могут иметь мелкий и крупный шаг. В нашем примере выше M14 x 2,00 — крупная резьба. Мелкий шаг будет M14 x 1,50. Однако, в отличие от унифицированных дюймовых резьб, где крупный и мелкий шаг являются довольно стандартными, метрический мелкий шаг может варьироваться в зависимости от спецификации. По большей части предполагается грубая резьба, если не указано иное. На самом деле, в некоторых спецификациях шаг даже не упоминается в описании продукта.
По большей части предполагается грубая резьба, если не указано иное. На самом деле, в некоторых спецификациях шаг даже не упоминается в описании продукта.
Посадка с метрической резьбой
Последняя часть номенклатуры выше, «6g», относится к версии посадки с метрической резьбой. Во второй части нашей серии статей о резьбе мы говорили о посадке резьбы в унифицированной дюймовой системе, в частности о посадке резьбы 2A и 3A. В метрической системе 6 г примерно сопоставимо с 2 А в дюймовой системе. 6g — это краткое выражение для класса допуска посадки на наружную резьбу 6g6g. Посадка резьбы 6g6g довольно распространена. Разберем терминологию. Левая комбинация цифры/буквы определяет допуск и припуск на средний диаметр, а правая цифра/буква указывает допуск и припуск на основной диаметр. Цифры обозначают допуск, а буквы — допуск.
Что такое допуск и допуск? Если вы не читали часть 2, я повторю здесь: посадки резьбы разрабатываются с использованием припусков и допусков. Припуск представляет собой преднамеренный зазор между сопрягаемой резьбой. Припуски применяются к внешним резьбам. Максимальные значения большого, шага и малого диаметра меньше основного размера на величину припуска. Допуски — это указанные величины, на которые допускается изменение размеров для удобства изготовления. Допуск — это разница между максимальным и минимальным допустимыми пределами для данного размера.
Припуск представляет собой преднамеренный зазор между сопрягаемой резьбой. Припуски применяются к внешним резьбам. Максимальные значения большого, шага и малого диаметра меньше основного размера на величину припуска. Допуски — это указанные величины, на которые допускается изменение размеров для удобства изготовления. Допуск — это разница между максимальным и минимальным допустимыми пределами для данного размера.
Некоторые примеры
Прежде чем мы зайдем слишком далеко в сорняки, мы должны привести в действие некоторые наглядные пособия. Давайте рассмотрим пример очень популярного размера: M10 x 1,50 6g6g:
Помните, что крайняя левая цифра/буква определяет требования к делительному диаметру, а правая цифра/буква указывает требования к основному диаметру. Таким образом, в этом случае как средний, так и основной диаметр имеют класс точности 6 и допуск g. Вот что это означает в реальных цифрах:
Диаметр шага — для M10 x 1,50 6 г, 6 — допуск 0,132 мм, а g — допуск 0,032 мм.
Основной диаметр — для M10 x 1,50 6 г, 6 — допуск 0,236 мм, а g — допуск 0,032 мм.
Обратите внимание, что для основного диаметра задан больший допуск, чем для делительного диаметра, в то время как допуск одинаков для обоих.
Изменение допуска
Теперь второй пример, где у нас есть резьба M10 x 1,50 4g6g:
По мере уменьшения чисел величина допуска уменьшается. С посадкой на резьбу 4g6g мы уменьшили допуск на диаметр шага и оставили все остальное без изменений.
Диаметр шага — для M10 x 1,50 4g, 4 — допуск 0,085 мм, а g — допуск 0,032 мм.
Основной диаметр — для M10 x 1,50 6 г, 6 — допуск 0,236 мм, а g — допуск 0,32 мм.
Изменив только первую цифру, мы ужесточили допуск на средний диаметр, а все остальное оставили без изменений.
Изменение пособия
Двигаемся дальше, у нас есть еще один пример. На этот раз мы меняем буквы — M10 x 1,50 6e6e.
По мере уменьшения букв сумма надбавки увеличивается. Таким образом, в приведенном выше примере допуски для основного диаметра и среднего диаметра такие же, как и для 6g6g, в то время как величина допусков как для основного диаметра, так и для основного диаметра увеличилась. Вот цифры:
Диаметр шага — для M10 x 1,50 6e, 6 соответствует допуску 0,132 мм, а e — допуску 0,067 мм.
Основной диаметр — для M10 x 1,50 6e, 6 соответствует допуску 0,236 мм, а e — допуску 0,067 мм.
Примечание о припусках: по мере увеличения букв величина припуска уменьшается, а обозначение «h» не имеет припуска.
Наглядное сравнение
В нашем последнем примере мы рассмотрим два класса посадки резьбы рядом друг с другом. На рис. 4 показан весь сопряженный класс посадки для наружной резьбы 6g6g и 4g6g с внутренней метрической резьбой класса 6H. (Внутренние резьбы обозначаются заглавными буквами. Как и унифицированные дюймовые резьбы, внутренние метрические резьбы обычно не имеют допусков). Из-за более жесткого допуска 6H/4g6g обеспечивает более плотную посадку, чем 6H/6g6g.
Из-за более жесткого допуска 6H/4g6g обеспечивает более плотную посадку, чем 6H/6g6g.
На этом мы заканчиваем наш разговор о метрических резьбах. Мы надеемся, что это было для вас полезным пособием для начинающих. Если вам нужна дополнительная информация, рекомендуем ознакомиться со следующими стандартами:
ANSI B18.2.3.1M
ISO 4014 и ISO 4017
GMW 16551
Нужен специальный крепеж?
Wilson-Garner производит в небольших количествах специальные болты, винты и шпильки, которые вы больше нигде не найдете. Свяжитесь с нами и посмотрите, что мы можем сделать для вас!
СВЯЗАННЫЕ: Нужен специальный болт, винт или шпилька? Уилсон-Гарнер может помочь.
Специальные застежки
Вернуться к блогу
Класс потоков, H-лимиты
Классы потоков
Существует (3) установленных класса резьбы, обозначенных в унифицированной серии добавлением: «А» для винтов и «В» для гаек (или других внутренних резьб), чтобы показать определенные пределы и допуски.
Резьба класса 1B
В то время как винт 1A может легко вкручиваться для быстрой и легкой сборки. Отверстие классифицируется как 1B. Посадка — резьба 1В, (очень редко используется в современной металлообработке)
Резьба класса 2B
Состоит из винта 2А в отверстии 2В. Резьба 2В имеет широкое применение. Он используется для покрытия, отделки и покрытия в ограниченной степени и, следовательно, имеет достаточные допуски.
Резьба класса 3B
3A ввинчивается в гайку 3B или отверстие с внутренней резьбой, используется там, где пределы допуска близки.
Номера GH
Номера GH перечислены ниже. «G» обозначает заземляющую резьбу. «H» означает, что диаметр шага выше основного. За этими двумя буквами (GH) следует цифра, указывающая допустимый размер превышения диаметра шага.
| h2 | = | от Базового до Плюс . 0005 0005 | ||
| h3 | = | Базовый Плюс .0005 до Плюс .0010 | ||
| h4 | = | Базовый Плюс .0010 до Плюс .0015 | ||
| h5 | = | Базовый Плюс .0015 до Плюс .0020 | ||
| H5 | = | от Basic Plus .0020 до Plus .0025 | ||
| H6 | = | Базовый Плюс .0025 до Плюс .0030 | H=выше базового | |
| H7 | = | от Basic Plus .0030 до Plus .0035 | L=Ниже базового |
Отношение делительного диаметра метчика к основному делительному диаметру
Американские производители метчиков используют ряд предельных значений диаметра шага метчика. Эти пределы имеют допуск 0,0005 для метчиков размером от 0 до 1 дюйма и допуск 0,001 дюйма или более для размеров метчиков от 1 дюйма до 1 1/2 дюйма в диаметре.
Пример: 1/4-20. Взаимосвязь между ограничениями среднего диаметра метчика и базовым номинальным диаметром шага.
| Базовый Делительный диаметр: .2175 | —-.2200 | ||||||
| —-.2190 | |||||||
| —-.2185 | |||||||
| —-.2180 | |||||||
| —-.2175 | |||||||
| —-.2170 | |||||||
Примечания:
- Метчик не может производить резьбу определенного класса, он может производить резьбовое отверстие в определенных пределах изделия.

- Поскольку метчик используется только для нарезания резьбы в отверстии или для нарезания внутренней резьбы, метчик не влияет на посадочные свойства сопрягаемой внешней резьбы.
- Для производства того, что обычно называют классом резьбы, как внешняя, так и внутренняя резьба должны быть в пределах соответствующих пределов продукта. Только когда оба элемента резьбового узла попадают в желаемые пределы класса, можно гарантировать правильную посадку.
- Приемлемость резьбового отверстия любого класса определяется только точным резьбовым калибром-пробкой «G0» или «HI» соответствующего класса. Приемлемость охватываемой части с внешней резьбой также определяется соответствующим калибром-кольцом с резьбой «GO» или «LO».
- Ограничения метчиков относятся к различным размерам производимых метчиков. Следует выбрать метчик, который будет производить внутреннюю резьбу в пределах желаемого предела продукта. Пределы касания обозначаются как L1, h2, h3, h4 и т. д.
