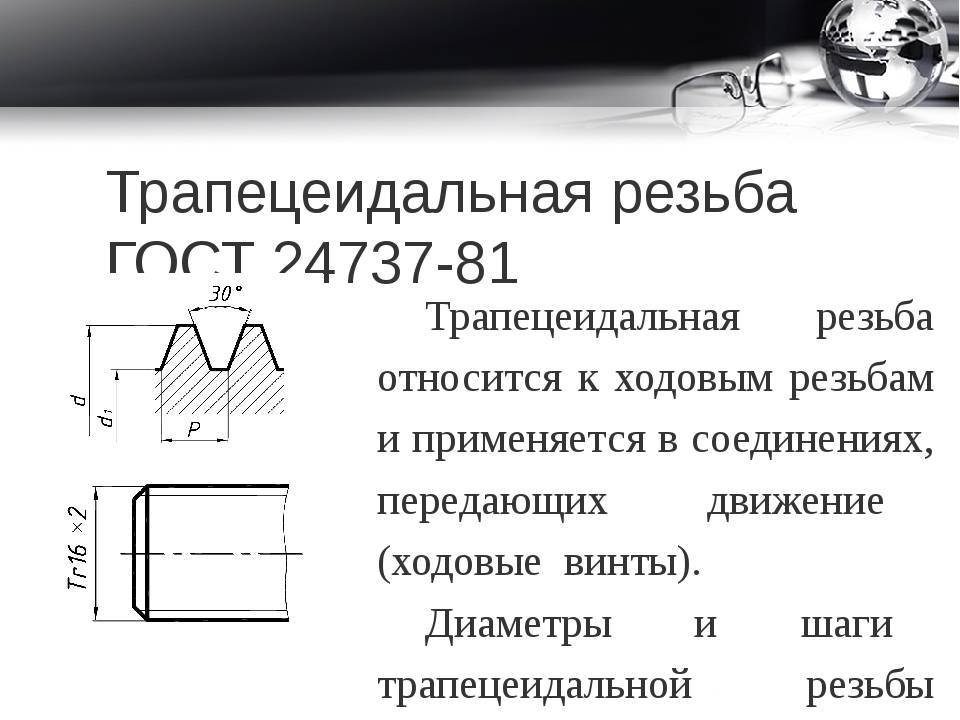
видео-инструкция по монтажу своими руками, особенности профилей, обозначение на чертеже, цена, фото
Статьи
Резьбовое соединение по сей день считается наиболее надёжным и простым в эксплуатации. Понимание технических особенностей и методов нарезки поможет вам использовать его более эффективно. Далее мы изложим всю необходимую для этого информацию.
Фото внешней и внутренней цилиндрической резьбы
Основные положения
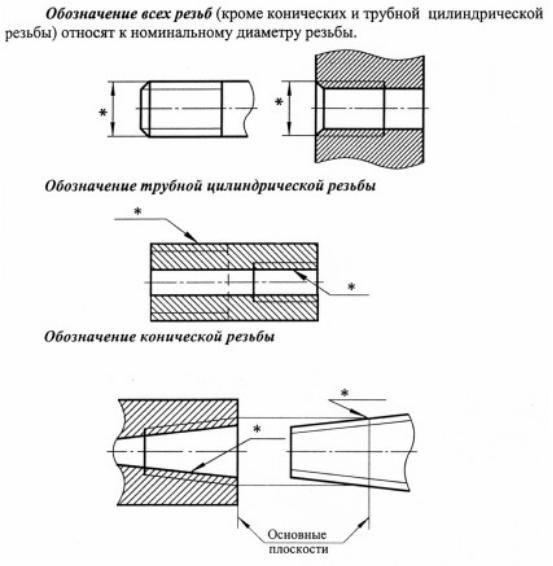
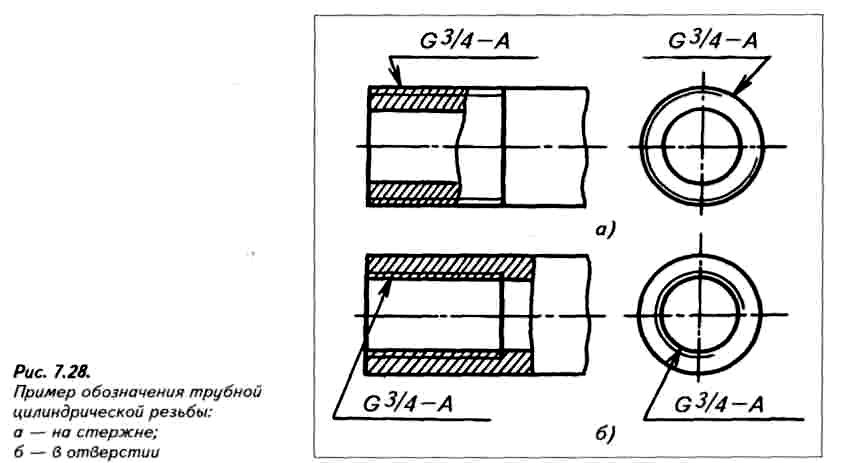
Классическое обозначение на чертеже трубной цилиндрической резьбы
Резьба – это определённая последовательность винтовых канавок с заданным диаметром и повторяющимся шагом. Наносится на поверхности цилиндрической формы для соединения различных трубных изделий.
Достоинства резьбового соединения
В сравнительной таблице видны преимущества резьбовой фиксации перед альтернативными методами:
| Способ соединения | Плюсы | Минусы |
| Сварка | Полная герметичность, надёжность | Необходимость наличия дорогостоящего сварочного аппарата и навыков его использования, повреждение цинкового слоя в местах сварки, сложность последующего демонтажа |
| Фитинг | Лёгкость использования своими руками, достаточная герметичность | Применение возможно только для пластиковых труб, которые имеют температурные и механические эксплуатационные ограничения |
| Резьба | Универсальность, простая инструкция применения, высокая надёжность | Нуждаются в дополнительной герметизации паклей |
Как вы видите, сварка обладает множеством недостатков связанных с реализацией и последующим состоянием трубопровода, а фитинги не могут применяться на металлических конструкциях. Единственный же недостаток резьбы весьма условен, так как цена пакли, создающая дополнительную статью расходов, незначительна.
Единственный же недостаток резьбы весьма условен, так как цена пакли, создающая дополнительную статью расходов, незначительна.
Резьбовое соединение с использованием герметизирующей пакли
Технические характеристики
Разметка резьбы по ГОСТу
Теперь давайте рассмотрим основные параметры трубной цилиндрической резьбы, которые регулируются по ГОСТу 6357 81:
- Угол профиля. В рассматриваемом варианте нарезки он равен 55 градусов.
Профиль трубной цилиндрической резьбы под углом в 55 градусов
- Наружный диаметр – расстояние между двумя наивысшими точками резьбового профиля.
- Внутренний диаметр – расстояние между самыми низкими точками резьбового профиля.
- Условный диаметр – параметр для расчёта жёсткости и пропускной способности трубы. Обозначается в дюймах и соотносится с внутренним и внешним следующим образом:
| Условный диаметр, дюймы | Соответствующий наружный диаметр, мм | Соответствующий внутренний, мм | |
| Минимальное значение | 1/16 | 7,723 | 7,142 |
| Максимальное значение | 6 | 163,83 | 162,351 |
Следует знать: при подсоединении сантехники учитывается именно условный диаметр.
Остальные же данные требуются только при изготовлении резьбового соединения.
Условное обозначение трубной цилиндрической резьбы
- Шаг – количество винтовых канавок на один дюйм. Может принимать значения: 11, 14, 19 или
Контроль
Точность геометрии резьбы проверяется одним из двух способов:
- Калибром. Берётся заготовка с отрегулированными параметрами и накручивается на новую резьбу или вкручивается, если речь идёт о внутреннем соединении. При обнаружении дефектов и несоответствий болванка не дойдёт до конца изделия.
Проверка с помощью калибра
- Шаблоном. В этом случае дело ограничивается тем, что к резьбе прикладывается ровная пластина, и если зазоры отсутствуют, то изделие считается годным.
Совет: в случае необходимости быстрой проверки рекомендуется использовать шаблон.
Контроль же калибром хоть и более точный, но способен значительно затянуть процесс.
Методы резки
Есть два способа нарезки резьбы:
Механический
Токарно-винторезный станок
Реализуется при помощи специального станочного оборудования:
- В патрон устанавливаем стальную заготовку.
- На суппорте фиксируем резец и регулируем его под нужный угол профиля. Инструмент для наружной нарезки устанавливаем перпендикулярно по отношению к заготовке, а для внутренней – параллельно.
- Запускаем машину и контролируем нарезку.
Станок возьмёт изделие любой сложности, позволит выполнить работу быстро и качественно, но далеко не всегда окажется под рукой. Поэтому следует рассмотреть ещё один, более простой вариант.
Ручной
Каждый уважающий себя сантехник всегда имеет с собой клупп или плашки для труб для резки внешней резьбы и метчик для внутренней.
Такие инструменты позволяют осуществить задуманное в любых условиях, достаточно:
- Установить на трубный клупп подходящие резцы, а на плашку или метчик ручки.
- Затем слегка сточить конец трубы.
- Зафиксировать инструмент на изделии или в нём.
- Медленно и равномерно прокручивать до полного прохода.
- Вывести агрегат по готовой резьбе обратно.
Оба способа требуют наличие некоторых навыков, но являются вполне доступными для освоения.
Заключение
Качественная и долговечная сантехника устанавливается с использованием резьбовых соединений. Это проверенный временем и до сих пор не потерявший актуальность метод.
Выше мы разобрали возможные технические параметры трубной цилиндрической резьбы согласно действующим ГОСТам. Также важен момент, что необходимые резьбовые канавки на трубе можно сделать и самостоятельно, прибегнув к помощи станка, клуппа, плашки или метчика.
Резьба – залог надёжности в монтаже трубопровода
Видео в этой статье предоставит вашему вниманию на дополнительное изучение некоторую информацию, имеющую непосредственное отношение к изложенным материалам.
Знание о резьбовых соединениях помогают использовать их более эффективно.
Поделитесь:Статьи по теме
Все материалы по теме
обозначение, ГОСТ 6357 81, калибры при нарезке
Если вас интересует что такое трубная цилиндрическая резьба, то вы зашли по адресу. В этой статье мы расскажем вам о характеристиках трубной резьбы и способах ее нарезки на цилиндрической поверхности. Основной нормативный документ, которым регламентируется трубная цилиндрическая резьба – ГОСТ 6357-81, предполагает внутренний и внешний способ нарезки. Причем по условиям ГОСТ резьбовой профиль может быть нарезан на цилиндрической поверхности трубы или муфты.
В итоге, после нарезки профиля на внутренней и внешней поверхности эти участки можно использовать для обустройства разборного соединения трубы и муфты. И данный способ монтажа трубопроводов гарантирует не только достаточно мобильное, но и очень надежное соединение.
Содержание
- Цилиндрическая трубная резьба гост 6357-81: основные характеристики
- Контроль качества резьбы и способы определения ее параметров
- Способы нарезки резьбы на цилиндрических поверхностях
Цилиндрическая трубная резьба гост 6357-81: основные характеристики
К числу характеристик, описывающих трубные резьбы, относятся следующие параметры:
- Угол профиля, который в данном случае равен 55 градусам. Необходимо отметить, что такой размер профильного угла характерен именно для трубной резьбы. У метрического варианта углы профиля несколько иные.
- Наружный диаметр, который равен расстоянию между двумя противоположными наивысшими точками профиля. В данном случае наружный диаметр изменяется от 7,723 миллиметра, до 163,83 миллиметра.
- Внутренний диаметр, который равен расстоянию между двумя противоположными впадинами (низшими точками) профиля. Внутренний диаметр изменяется в пределах от 7,142 миллиметров, до 162,351 миллиметра.

- Условный диаметр, по которому рассчитывается жесткость и пропускная способность трубы. Поэтому в обозначение трубной цилиндрической резьбы входит именно условный диаметр, измеряемый в дюймах. Для цилиндрической резьбы размерный ряд условного диаметра начинается с 1/16 дюйма (соответствует 7,723 мм наружного или 7,142 мм внутреннего диаметра) и заканчивается 6 дюймами ровно (соответствует 163,83 мм наружного или 162,351 мм внутреннего диаметра).
- Шаг резьбы, который определяется по числу резьбовых канавок, нарезанных на участке изделия длиной в один дюйм (25,4 миллиметра). Причем шаг зависит от высоты профиля (1/2 разницы между наружным и внутренним диаметром). И по текущему ГОСТ шаг трубной резьбы цилиндрического типа может равняться одному из значений числового ряда: 11, 14, 19, 28.
Необходимо отметить, что упомянутые выше размеры трубной цилиндрической резьбы интересуют большинство сантехников только в формате условного диаметра. Остальные параметры принимаются во внимание только в процессе изготовления или контроля качества резьбы.
Контроль качества резьбы и способы определения ее параметров
Геометрические параметры резьбы контролируются двумя способами: либо с помощью калибров, либо по шаблонам. Причем калибры для трубной цилиндрической резьбы позволяют проконтролировать все характеристики резьбового соединения. А плоские шаблоны предназначены для контроля параметров профиля резьбовой гребенки.
Контроль с помощью калибров выполняется следующим образом:
- для внутренней резьбы берется цилиндрический калибр с внешней нарезкой и вкручивается в отверстие;
- для внешней резьбы берется полый калибр с внутренней нарезкой и накручивается на трубу.
Если у резьбового соединения контролируемой детали и калибра не совпадут диаметр или шаг резьбы, то калибр не вкрутится в деталь. Соответственно, если резьба не подошла, то берется другой калибр и процесс повторяется.
Такой процесс контроля может затянуться. Ведь помимо 16 типоразмеров по ГОСТ 6357 81 резьба трубная цилиндрическая может иметь и не менее 4 вариантов шага, что увеличивает общее число калибров до 64 штук.
Контроль качества с помощью плоского шаблона реализуется намного проще: пластина с нарезанным профилем прикладывается к гребенчатой поверхности резьбы и при отсутствии зазоров процедура считается завершенной. Соответственно, если при контакте будут обнаружено несоответствие профиля, то процедура повторяется.
Сам процесс контроля по плоскому шаблону отнимает существенно меньше времени, но не дает точных результатов, характерных для промера параметров калибрами. Поэтому шаблонный контроль используется «в поле», когда нужно проверить параметры резьбы на трубе или муфте в процессе сборки трубопровода. А контроль качества калибрами практикуется в отделах технического контроля, проверяющих резьбовую продукцию.
Способы нарезки резьбы на цилиндрических поверхностях
Независимо от размера исходной заготовки, резьба дюймовая трубная цилиндрическая нарезается (внутри или на стенках изделия) либо вручную, либо механическим способом.
Для механического способа нарезания резьбы нужен токарно-винторезный станок. Заготовка вставляется в патрон станка, а в суппорте располагается «внутренний» или «наружный» резьбовой резец. Причем «наружный» режущий инструмент фиксируют в плоскости перпендикулярной оси вращения заготовки, а «внутренний» — в плоскости параллельной оси будущей детали.
Угол профиля зависит от угла резания инструмента, глубина профиля выставляется поперечной подачей, а шаг – продольной подачей, замкнутой на резьбовую направляющую. И при должной внимательности нарезать резьбу может даже начинающий токарь.
Разумеется, оба способа требуют от исполнителя не только силы, но и опыта. Однако, несмотря на трудоемкость процесса, нарезание резьбы метчиком или плашкой практикуется каждым сантехником, взявшимся за монтаж стальных трубопроводов.
Типы и обозначения трубной резьбы
Опубликовано с разрешения компании Colder Products
Обзор
Для крепления и гидравлических систем разработаны различные типы резьбы. Особую озабоченность вызывают соединения пластика с металлом с конической/параллельной резьбой в гидравлических контурах. Обсуждение и рекомендации предоставляются для повышения осведомленности о различных типах потоков и о том, как они используются.
Особую озабоченность вызывают соединения пластика с металлом с конической/параллельной резьбой в гидравлических контурах. Обсуждение и рекомендации предоставляются для повышения осведомленности о различных типах потоков и о том, как они используются.
Evolution
В девятнадцатом веке для гидравлических и пневматических контуров, а также для крепежных элементов требовалось множество различных типов резьбы. В результате производители начали разрабатывать свои собственные системы крепления. Это привело к проблемам с совместимостью. Английский инженер-механик и изобретатель сэр Джозеф Уитворт разработал единую систему резьбы в 1841 году для решения проблемы несовместимости. Форма резьбы Витворта основана на угле резьбы 55 градусов с закругленными основаниями и гребнями.
В Америке Уильям Селлерс установил стандарт для гаек, болтов и винтов, который в 1864 году стал Национальной трубной конической резьбой (NPT). Его угол резьбы 60 градусов, обычно используемый ранними американскими часовщиками, способствовал американской промышленной революции.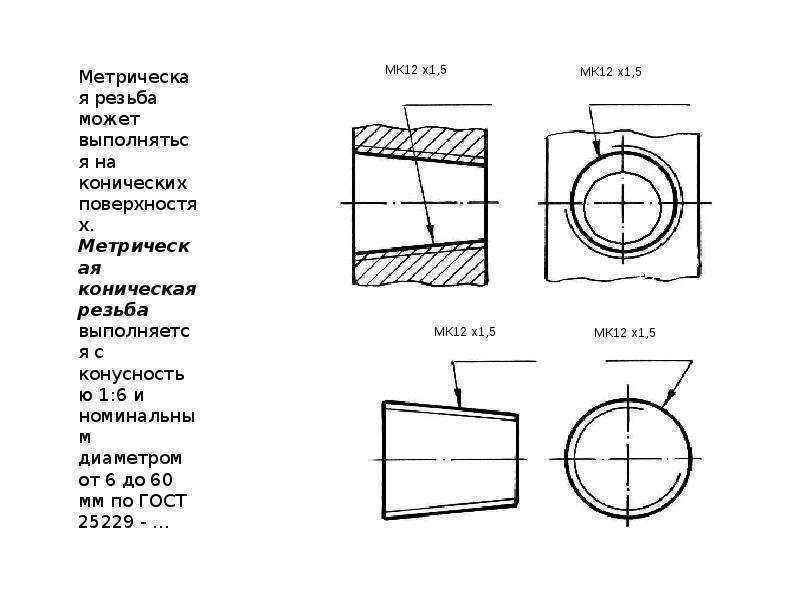 Эти формы резьбы позже стали американским национальным стандартом.
Эти формы резьбы позже стали американским национальным стандартом.
В качестве соединительной резьбы для труб была выбрана форма резьбы Витворта, которая была выполнена самоуплотняющейся путем нарезания хотя бы одной из резьб на конус. Это стало известно как британская стандартная трубная резьба (BSP Taper или BSP Parallel thread). Резьба Уитворта в настоящее время используется во всем мире в качестве стандартной резьбы для соединения труб из низкоуглеродистой стали.
Наиболее известным и наиболее широко используемым соединением, в котором трубная резьба обеспечивает как механическое соединение, так и гидравлическое уплотнение, является коническая резьба American National Pipe Tapered Thread или NPT. NPT имеет коническую наружную и внутреннюю резьбу, которые герметизируются лентой из ПТФЭ или герметиком.
Трубная резьба, используемая в гидравлических контурах, может быть разделена на два типа:
- а) Соединительная резьба — трубная резьба для соединений, герметичных за счет уплотнения на резьбе, имеет коническую наружную и параллельную или коническую внутреннюю резьбу.
 Герметизирующий эффект улучшается за счет использования герметика.
Герметизирующий эффект улучшается за счет использования герметика. - б) Резьба крепежная – трубная резьба, на которой не выполнены герметичные соединения. Обе резьбы параллельны, а уплотнение обеспечивается прижатием мягкого материала к внешней резьбе или плоской прокладкой.
Размеры
Размеры трубной резьбы основаны на внутреннем диаметре (ID) или расходе. Например, «1/2–14 NPT» обозначает трубную резьбу с номинальным внутренним диаметром 1/2 дюйма и числом витков резьбы 14 на дюйм, выполненную в соответствии со стандартом NPT. Если добавлено «LH», труба имеет левую резьбу. Наиболее распространенные глобальные формы трубной резьбы:
| NPT | Трубная коническая резьба по американскому стандарту |
| НПСК | Прямая трубная резьба американского стандарта |
| НПТР | Коническая трубная резьба по американскому стандарту |
| НПСМ | Американский стандарт, прямая механическая трубная резьба |
| NPSL | Трубная резьба с прямой контргайкой по американскому стандарту |
| НПТФ | Коническая трубная резьба по американскому стандарту (Dryseal) |
| БСПП | Параллельная трубная резьба Британского стандарта |
| БСПТ | Коническая трубная резьба Британского стандарта |
Литые пластмассовые резьбовые формы производятся в соответствии со стандартами ANSI B2. 1 и SAE J476.
1 и SAE J476.
Слово «коническая» в некоторых из приведенных выше названий указывает на большую разницу между резьбой многих труб и резьбой на болтах и винтах. Многие трубные резьбы должны образовывать не только механическое соединение, но и герметичное гидравлическое уплотнение. Это достигается за счет того, что форма конической резьбы охватываемой части соответствует форме резьбы внутренней конической резьбы, а также с помощью трубного герметика для заполнения любых пустот между двумя резьбами, которые могут вызвать спиральную утечку. Основания нитей не на цилиндре, а на конусе; они сужаются. Конусность составляет 1/16 дюйма в дюйме, что соответствует 3/4 дюйма в футе.
Из-за конусности трубная резьба может ввинчиваться в фитинг только на определенное расстояние, прежде чем он заклинит. Стандарт определяет это расстояние как длину ручного тугого зацепления, расстояние, на которое трубная резьба может быть закручена вручную. Также указывается еще одно расстояние – эффективная резьба, это длина резьбы, которая делает уплотнение на обычной резьбе на трубе с механической обработкой. Для рабочих вместо этих расстояний удобнее знать, сколько оборотов сделать руками, а сколько ключом. Простое эмпирическое правило для установки конической трубной резьбы, как металлической, так и пластиковой, заключается в затягивании от руки плюс один-два оборота гаечным ключом. Значения крутящего момента при установке могут быть определены для каждого применения, но из-за различий, связанных с соединениями труб, таких как разные материалы наружной и внутренней резьбы, типы используемых уплотнений и внутренние различия в толщине стенки изделия, стандартные характеристики крутящего момента не могут применяться в целом.
Для рабочих вместо этих расстояний удобнее знать, сколько оборотов сделать руками, а сколько ключом. Простое эмпирическое правило для установки конической трубной резьбы, как металлической, так и пластиковой, заключается в затягивании от руки плюс один-два оборота гаечным ключом. Значения крутящего момента при установке могут быть определены для каждого применения, но из-за различий, связанных с соединениями труб, таких как разные материалы наружной и внутренней резьбы, типы используемых уплотнений и внутренние различия в толщине стенки изделия, стандартные характеристики крутящего момента не могут применяться в целом.
В этой таблице указаны расстояния и количество витков, предусмотренные стандартом. Допускается допуск плюс или минус один оборот, и на практике резьбу часто обычно нарезают короче, чем указано в стандарте. Все размеры указаны в дюймах.
Наружная резьба конической трубы по американскому стандарту
Номинальный размер | Фактический внешний диаметр | Резьбы на дюйм | Длина зацепления (затягивается вручную) | Длина эффективной резьбы |
1/8 | 0,407 | 27 | 0,124 ≈ 3,3 оборота | 0,260 |
1⁄4 | 0,546 | 18 | 0,172 ≈ 3,1 витка | 0,401 |
3/8 | 0,681 | 18 | 0,184 ≈ 3,3 оборота | 0,408 |
1/2 | 0,850 | 14 | 0,248 ≈ 3,4 оборота | 0,534 |
3/4 | 1. | 14 | 0,267 ≈ 3,7 оборота | 0,546 |
1 | 1,327 | 11,5 | 0,313 ≈ 3,6 оборота | 0,682 |
 060
060Конические/параллельные резьбовые соединения
Несмотря на стандарты, созданные для обеспечения единообразия фитингов, коническая трубная резьба является неточной, и в процессе эксплуатации и ремонта резьба может быть повреждена и подвержена протечкам. В области, где встречаются вершина и основание резьбы, может образовываться спиральный путь утечки, который не устранит никакое затягивание.
Герметичное соединение достигается за счет сжатия резьбы в результате затяжки. Это сжатие и уплотнение происходит в первые несколько витков внутренней резьбы. Когда происходит выкручивание, материал как наружной, так и внутренней резьбы деформируется друг в друга. Это обеспечивает полный контакт резьбы, что сводит к минимуму спиральные утечки. Различия между формами резьбы, полученной литьем под давлением, и обработанной металлической резьбой могут возникать из-за различных производственных процессов.
Различия между формами резьбы, полученной литьем под давлением, и обработанной металлической резьбой могут возникать из-за различных производственных процессов.
Трубная резьба изначально была разработана в виде обработанной резьбы. При использовании термопластов и литья пластмасс под давлением при изготовлении резьбовых форм пластиковых труб усадка пресс-формы и усадка пластика затрудняют обеспечение герметичности соединений. По этой причине рекомендуется использовать герметик на основе ПТФЭ для резьбы всех пластиковых труб. Наиболее распространенной формой герметика является лента из ПТФЭ, намотанная на 2–3 витка вокруг наружной резьбы перед сборкой. Жидкие герметики на основе ПТФЭ также успешно используются для обеспечения герметичности. Всегда важно соблюдать осторожность при нанесении герметиков, чтобы избежать попадания материала герметика в канал системы.
В следующих разделах показаны примеры использования различных потоков и проблемы, которые могут возникнуть при попытке создать соединение без утечек.
Когда коническая наружная резьба BSPT затягивается в прямую внутреннюю резьбу (BSPP), уплотнение может быть выполнено только у основания гнезда с внутренней резьбой с 1 или 2 витками резьбы. См. рис. 1. Герметичность нарушена из-за отсутствия контроля формы резьбы в спецификациях BSP. Различия в гребнях и корнях могут вызвать несоответствие резьбы и создать спиральную утечку. Для герметизации этой комбинации требуется резьбовой герметик.
Использование как наружной, так и внутренней конической резьбы BSPT дает больше шансов на герметичность, поскольку теперь вы совмещаете конусность наружной и внутренней резьбы. См. рис. 2 . Это дает большему количеству резьбы возможность герметизации от спиральной утечки. Контроль гребня и корня по-прежнему отсутствует, но с герметиком для резьбы было бы легче выполнить герметичное соединение.
Ряд вариантов резьбы NPT был введен для решения проблемы спиральной утечки и известен как резьба Dryseal (см. стандарт SAE J476). Наиболее известным является NPTF (F для топлива). При такой конструкции резьбы на гребнях и впадинах как охватываемой, так и охватывающей резьбы предусмотрены элементы управления, чтобы убедиться, что гребень раздавливает или смещает материал в основание сопрягаемой резьбы. Посадка с натягом между вершиной одной резьбы и основанием другой, а также совмещение боковых сторон резьбы герметизирует спиральную утечку.
Наиболее известным является NPTF (F для топлива). При такой конструкции резьбы на гребнях и впадинах как охватываемой, так и охватывающей резьбы предусмотрены элементы управления, чтобы убедиться, что гребень раздавливает или смещает материал в основание сопрягаемой резьбы. Посадка с натягом между вершиной одной резьбы и основанием другой, а также совмещение боковых сторон резьбы герметизирует спиральную утечку.
Разновидностью резьбы Dryseal является NPSF (National Pipe Straight Fuel). Он используется для внутренней резьбы, и в него можно ввинтить наружную резьбу NPTF, чтобы обеспечить удовлетворительное механическое соединение и гидравлическое уплотнение. Сочетание параллельной и конической резьбы не считается идеальным, но широко используется. В высококачественных пластиковых быстроразъемных соединениях обычно используется резьба NPT.
Другая коническая резьба — конусная трубная резьба Британского стандарта, или BSP, на которую распространяется Британский стандарт 21. Резьба BSP обычно используется для трубопроводов низкого давления, но не рекомендуется для гидравлических систем среднего и высокого давления. В этой форме используется резьба Уитворта с углом 55° и конусностью 1 к 16. Он не взаимозаменяем с американской резьбой NPT, хотя размеры 1/2 дюйма и 3/4 дюйма имеют 14 витков резьбы на дюйм.
Резьба BSP обычно используется для трубопроводов низкого давления, но не рекомендуется для гидравлических систем среднего и высокого давления. В этой форме используется резьба Уитворта с углом 55° и конусностью 1 к 16. Он не взаимозаменяем с американской резьбой NPT, хотя размеры 1/2 дюйма и 3/4 дюйма имеют 14 витков резьбы на дюйм.
Проблемы возникают при нарезании резьбы с наружной резьбой NPT в форму с внутренней прямой резьбой BSP. Размеры 1/16″, 1/8″, 1/4″ и 3/8″ имеют разный шаг, что приводит к смещению резьбы. Боковые углы резьбы также различаются между NPT и BSP. NPT имеет резьбу 60°, а BSP имеет резьбу 55°.
Размеры 1/2″ и 3/4″ в NPT и BSP имеют 14 витков резьбы на дюйм, и NPT довольно хорошо входит в зацепление с BSP.
Хотя эти резьбы имеют одинаковый шаг и хорошо входят в зацепление, все еще существуют проблемы с формой резьбы. Углы резьбы, а также допуски на вершину и впадину могут быть различными, что приведет к спиральной утечке, как показано на рис.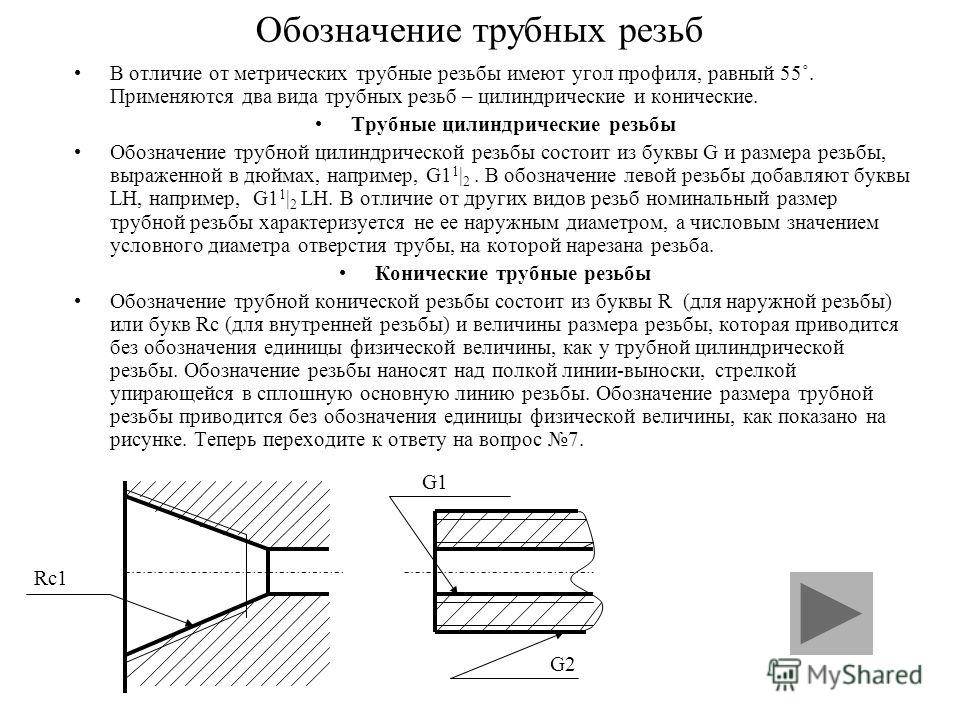 9.0275 рисунок 7 . Эти резьбы можно эффективно использовать вместе, если использовать соответствующий резьбовой герметик.
9.0275 рисунок 7 . Эти резьбы можно эффективно использовать вместе, если использовать соответствующий резьбовой герметик.
Многие проблемы возникают, когда пластмассовые быстроразъемные соединения с соответствующей формой трубной резьбы, отлитой под давлением, вставляются в гидравлические системы с металлическими трубами. Несоблюдение осторожности может привести к протечкам и поломке пластиковой резьбы. При расследовании разрушения соединения металл-пластиковая труба необходимо учитывать два фактора: химическое воздействие и чрезмерную затяжку.
При использовании неподходящих резьбовых герметиков может произойти химическое воздействие. Герметизация резьбы — это попытка блокировать спиральный путь утечки, возникающий, когда гребни и впадины резьбовых форм не совпадают. При герметизации пластиковых резьбовых форм следует избегать использования анаэробных резьбовых герметиков. Эти герметики содержат химические вещества, которые могут повредить пластик. Использование герметика для трубной резьбы на основе ПТФЭ является лучшим выбором для пластиковой резьбы.
Чрезмерная затяжка любой пластиковой трубной резьбы отрицательно влияет на функцию соединения. Основное различие между пластмассами и металлами заключается в поведении полимеров. Пластиковые детали, изготовленные методом литья под давлением, продолжают деформироваться, если они находятся под постоянной нагрузкой, т.е. слизняк. Ползучесть — это продолжающееся удлинение или деформация пластиковой детали под действием постоянной нагрузки. Как правило, пластиковый материал в форме пластиковой трубной резьбы, полученной литьем под давлением, будет проскальзывать из-за чрезмерного затягивания в конический порт с внутренней резьбой. Деформация внутренних элементов детали может привести к поломке детали.
Стандартные формы трубной резьбы Компания Colder Products производит
NPT (National Pipe Taper) Размеры: | BSPT (британский стандартный конус трубы) Размеры: |
1/16 – 27NPT | |
1/8 – 27NPT | 1/8 – 28BSPT |
1/4 – 18NPT | 1/4 – 19BSPT |
3/8 – 18NPT | 3/8 – 19BSPT |
1/2 – 14NPT | 1/2 – 14BSPT |
3/4 – 14NPT | 3/4 – 14BSPT |
1 – 11-1/2 NPT |
NPT, BSP, JIS, SAE, метрическая система – Trimantec
Автор: Группа технических коммуникаций ·
Итак, вы наконец нашли правильный электромагнитный клапан для замены сломанного. Вы звоните, чтобы проверить наличие товара, и торговый представитель спрашивает, какой тип резьбы вам нужен. Вы спросите: «Как узнать, какой тип резьбы мне нужен?» К счастью, мы вас прикрыли. Ниже вы найдете подробное руководство о том, как правильно определить наиболее популярные типы резьбы, используемые в промышленных компонентах. Кроме того, узнайте, когда можно использовать ленту для герметизации резьбы в экстренных ситуациях.
Важно определить конкретный тип резьбы, который вам нужен, чтобы ваше оборудование функционировало наилучшим образом. Пневматические компоненты, такие как воздушные цилиндры, клапаны и блоки подготовки воздуха, снабжены портами со специальной резьбой. Например, пневматические компоненты, которые мы предлагаем в нашем интернет-магазине, доступны с резьбой порта NPT, PT или G.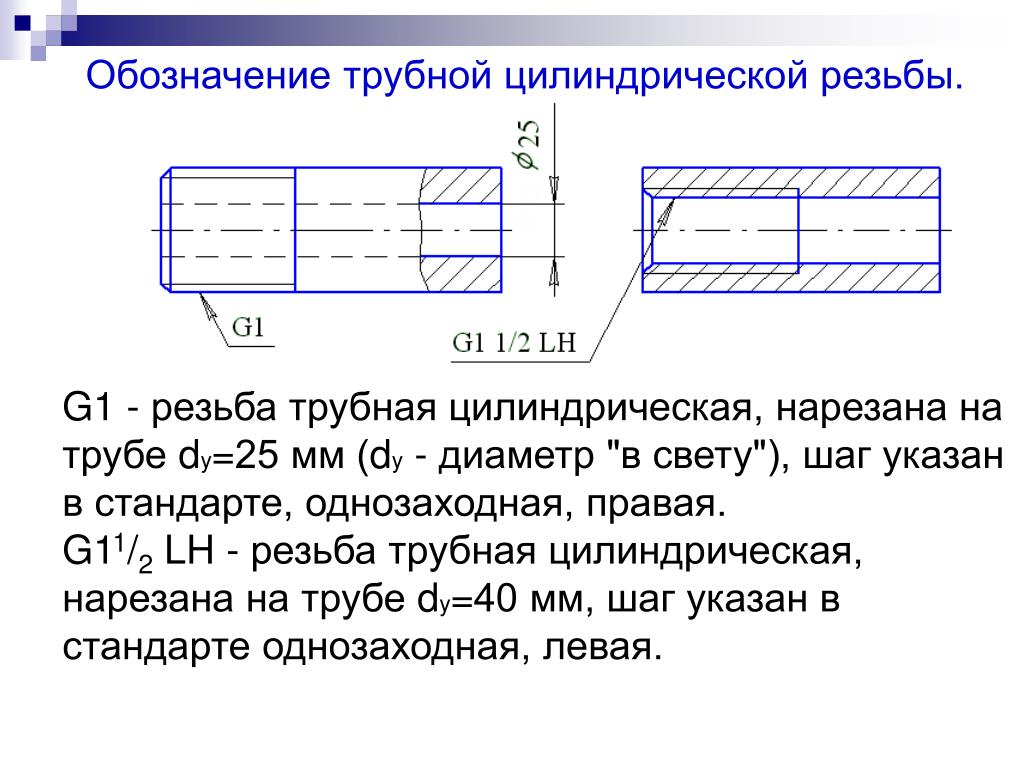 Выбор правильного типа резьбы обеспечит оптимальную совместимость с вашим оборудованием. На первый взгляд темы могут выглядеть одинаково. Но присмотритесь повнимательнее, и вы заметите очень тонкие различия, которые сделают их несовместимыми друг с другом. Например, резьба G несовместима с резьбой NPT из-за их разных углов, форм и шагов резьбы (количество резьб на дюйм).
Выбор правильного типа резьбы обеспечит оптимальную совместимость с вашим оборудованием. На первый взгляд темы могут выглядеть одинаково. Но присмотритесь повнимательнее, и вы заметите очень тонкие различия, которые сделают их несовместимыми друг с другом. Например, резьба G несовместима с резьбой NPT из-за их разных углов, форм и шагов резьбы (количество резьб на дюйм).
Мы составили простое пошаговое руководство, которое поможет вам определить тип резьбы. Кроме того, мы рассмотрим некоторые из наиболее распространенных типов резьбы портов, включая NPT/NPTF, BSPP (также известную как G), BSPT, PT, метрическую (M) и SAE. Вам понадобится пара инструментов под рукой, чтобы упростить процесс, но прямая стальная линейка тоже может подойти. Мы также рекомендуем вам загрузить это Руководство по идентификации резьбы для использования в будущем, поскольку оно обязательно пригодится .
Содержание:
Необходимые инструменты для определения резьбы женская нить.
 Использование штангенциркуля даст вам самые точные и точные измерения, но хорошей альтернативой будет прямая стальная линейка. Однако, если вы думаете, что будете использовать его довольно часто, вот цифровой штангенциркуль, который мы нашли на Amazon по разумной цене.
Использование штангенциркуля даст вам самые точные и точные измерения, но хорошей альтернативой будет прямая стальная линейка. Однако, если вы думаете, что будете использовать его довольно часто, вот цифровой штангенциркуль, который мы нашли на Amazon по разумной цене.Шагомер –
Шагомер измеряет количество витков резьбы на дюйм. Для метрических резьб этот инструмент измеряет расстояние между резьбами. Если вы хотите купить измеритель шага резьбы, у Grainger есть довольно хороший выбор.
Как определить различные типы резьбы
Шаг 1. Наружная резьба и внутренняя резьба
Сначала вам необходимо определить тип резьбы: наружная или внутренняя. Посмотрите, где расположены нити. Если они снаружи резьбы, это наружная резьба. Если они находятся внутри резьбы, это внутренняя резьба. Пол нити не обязательно влияет на функциональность нити. Он просто служит способом различения двух соединений.
Наружная резьба
Внутренняя резьба
Шаг 2.
 Коническая резьба и параллельная резьба
Коническая резьба и параллельная резьбаЗатем определите, является ли резьба конической или параллельной. Коническая резьба становится уже по мере расширения наружу, в то время как параллельная резьба остается того же диаметра. Иногда эту характеристику можно определить при визуальном осмотре, но если нет, то может пригодиться штангенциркуль. С помощью штангенциркуля измерьте первую, четвертую и последнюю полную резьбу. Если измерения все одинаковые, то это параллельно. Если измерения уменьшаются в размере, то он конусный.
NPT/NPTF, BSPT и метрическая коническая резьба являются примерами конической резьбы. Эти нити создают уплотнение за счет заклинивания металла по металлу или небольшой деформации резьбы. Для параллельных резьб часто требуется уплотнительное кольцо или резьбовая лента для обеспечения герметичности.
Шаг 3. Размер шага
Следующим шагом в определении типа резьбы является определение размера шага. Размер шага резьбы — это количество витков на дюйм или расстояние между витками метрической резьбы. Хотя для расчета размера шага можно использовать линейку, настоятельно рекомендуется использовать измеритель шага, так как размеры шага могут быть очень похожими. Протестируйте пару разных размеров с помощью измерителя шага, чтобы найти наилучшее соответствие.
Хотя для расчета размера шага можно использовать линейку, настоятельно рекомендуется использовать измеритель шага, так как размеры шага могут быть очень похожими. Протестируйте пару разных размеров с помощью измерителя шага, чтобы найти наилучшее соответствие.
Измерение шага резьбы с помощью шагомера
Шаг 4. Диаметр резьбы
После того, как вы определили размер шага, вам необходимо определить диаметр резьбы. Снова используя штангенциркуль, измерьте наружный диаметр наружной резьбы и внутренний диаметр внутренней резьбы. Если вы обнаружите, что ваши измерения не совсем совпадают с измерениями в таблицах ниже, это нормально. Неизбежно будут небольшие различия из-за разных производителей.
Шаг 5. Стандарт типа резьбы
Последним шагом в определении типа резьбы является определение стандарта типа резьбы. NPT, PT и G являются примерами стандартов типа резьбы. Соберите информацию из предыдущих шагов и сравните ее с измерениями в таблицах ниже.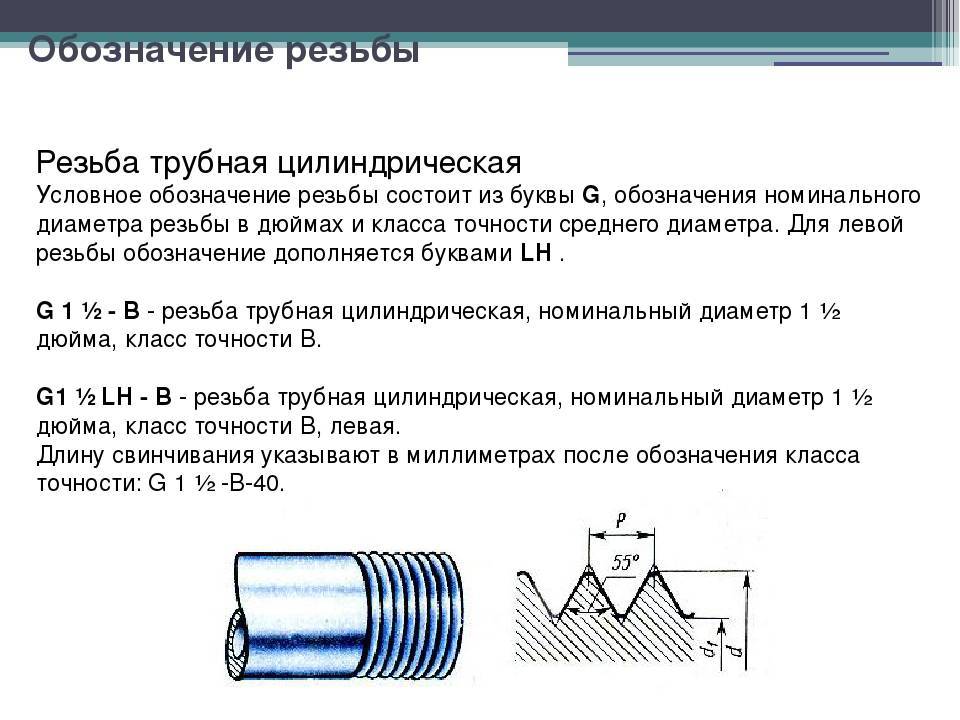 Вы также можете скачать всю эту информацию в удобном PDF-файле.
Вы также можете скачать всю эту информацию в удобном PDF-файле.
Загрузить Руководство по идентификации резьбы
Наверх
Примечание. Из-за различий в производстве диаметр резьбы может не совпадать с приведенными ниже размерами.
Тип резьбы NPT/NPTF — National Pipe Tapered Fuel
Этот тип резьбы чаще всего используется в Северной Америке. Вы узнаете его по коническому внешнему и внутреннему диаметру, который является самоуплотняющимся. При закручивании боковые стороны резьбы сжимаются друг относительно друга, образуя герметичное уплотнение. Тем не менее, все же рекомендуется использовать ленту из ПТФЭ или другой герметизирующий состав, чтобы гарантировать полную герметичность.
Полусовместимым вариантом NPT является NPTF (National Pipe Taper Fuel). Это обеспечивает еще более герметичное уплотнение. Но важно отметить, что совместное использование этих вариантов снижает их герметичность. Резьба NPT должна быть без заусенцев и смазана смазочной пастой или лентой. Это ограничивает коррозию резьбы, которая в противном случае может сделать разборку в будущем практически невозможной.
Это ограничивает коррозию резьбы, которая в противном случае может сделать разборку в будущем практически невозможной.
| Размер тире (Номинальный размер) | Шаг резьбы | Наружная резьба Н.Д. мм | Наружная резьба Н.Д. дюймы | Внутренняя резьба внутр. диам. мм | Внутренняя резьба внутр. диам. дюймы |
| -02 (1/8) | 27 | 10,3 | 0,41 | 9,4 | 0,37 |
| -04 (1/4) | 18 | 13,7 | 0,54 | 12,4 | 0,49 |
| -06 (3/8) | 18 | 17,3 | 0,68 | 15,7 | 0,62 |
| -08 (1/2) | 14 | 21,3 | 0,84 | 19,3 | 0,76 |
| -10 (5/8) | 14 | 22,9 | 0,90 | 21. 1 1 | 0,83 |
| -12 (3/4) | 14 | 26,9 | 1,06 | 24,9 | 0,98 |
| -16 (1) | 11½ | 33,3 | 1,31 | 31,5 | 1,24 |
| -20 (1 ¼) | 11½ | 42,2 | 1,66 | 40,1 | 1,58 |
| -24 (1 ½) | 11½ | 48,3 | 1,90 | 46,2 | 1,82 |
| -32 (2) | 11½ | 60,4 | 2,38 | 57,9 | 2,29 |
*Н.Д. = Внешний диаметр Внутренний диаметр = Внутренний диаметр
Перейти к началу страницы
Тип резьбы BSP – трубы Британского стандарта
Это стандартный тип резьбы, принятый во всем мире для соединения и герметизации концов труб. Вы обнаружите, что он используется по всей Европе. Существует два типа потоков BSP: BSPP и BSPT. BSPP относится к параллельным или прямым резьбам. Между тем, BSPT относится к коническим резьбам. Иногда потоки BSPP называются потоками G, а потоки BSPT — потоками R. Вы еще не запутались?
Вы обнаружите, что он используется по всей Европе. Существует два типа потоков BSP: BSPP и BSPT. BSPP относится к параллельным или прямым резьбам. Между тем, BSPT относится к коническим резьбам. Иногда потоки BSPP называются потоками G, а потоки BSPT — потоками R. Вы еще не запутались?
Примечание. Коническая трубная резьба JIS (резьба PT) взаимозаменяема с резьбой BSPT.
| Размер тире (Номинальный размер) | Шаг резьбы | Наружная резьба Н.Д. мм | Наружная резьба Н.Д. дюймы | Внутренняя резьба внутр. диам. мм | Внутренняя резьба внутр. диам. дюймы |
| -02 (1/8) | 28 | 9,7 | 0,38 | 8,9 | 0,35 |
| -04 (1/4) | 19 | 13,2 | 0,52 | 11,9 | 0,47 |
| -06 (3/8) | 19 | 16,5 | 0,65 | 15,2 | 0,60 |
| -08 (1/2) | 14 | 20,8 | 0,82 | 19,1 | 0,75 |
| -10 (5/8) | 14 | 22,4 | 0,88 | 20,3 | 0,80 |
| -12 (3/4) | 14 | 26,4 | 1,04 | 24,6 | 0,97 |
| -16 (1) | 11 | 33,0 | 1,30 | 31,0 | 1,22 |
| -20 (1 ¼) | 11 | 41,9 | 1,65 | 39,6 | 1,56 |
| -24 (1 ½) | 11 | 47,8 | 1,88 | 45,5 | 1,79 |
| -32 (2) | 11 | 59,7 | 2,35 | 57,4 | 2,26 |
*Н.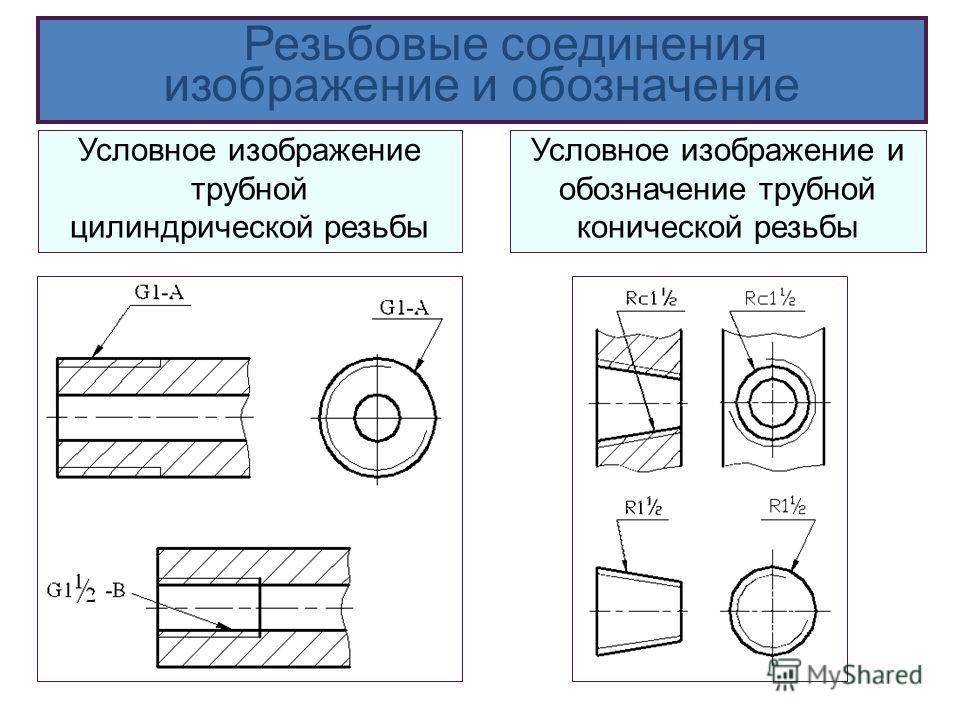 Д. = Внешний диаметр Внутренний диаметр = Внутренний диаметр
Д. = Внешний диаметр Внутренний диаметр = Внутренний диаметр
Наверх
Тип конической трубной резьбы JIS – PT
Тип резьбы PT идентичен и взаимозаменяем с типом резьбы BSPT. Однако, поскольку наружная резьба PT не имеет 30-градусного раструба, она не будет стыковаться с вертлюгом с внутренней резьбой BSPP с коническим седлом. Кроме того, мы рекомендуем использовать резьбовой герметик с резьбой PT, чтобы обеспечить уплотнение без утечек.
| Размер тире (Номинальный размер) | Шаг резьбы | Наружная резьба Н.Д. мм | Наружная резьба Н.Д. дюймы | Внутренняя резьба внутр. диам. мм | Внутренняя резьба внутр. диам. дюймы |
| -02 (1/8) | 28 | 9,4 | 0,37 | 8.1 | 0,32 |
| -04 (1/4) | 19 | 13,7 | 0,53 | 12,4 | 0,49 |
| -06 (3/8) | 19 | 17,2 | 0,68 | 16 | 0,62 |
| -08 (1/2) | 14 | 21,5 | 0,84 | 19,8 | 0,77 |
| -10 (5/8) | 14 | 23,1 | 0,91 | 20,6 | 0,81 |
| -12 (3/4) | 14 | 26,9 | 1,06 | 25,4 | 1 |
| -16 (1) | 11 | 34 | 1,34 | 31,8 | 1,25 |
| -20 (1 ¼) | 11 | 42,6 | 1,68 | 40,4 | 1,59 |
| -24 (1 ½) | 11 | 48,5 | 1,9 | 46,2 | 1,81 |
| -32 (2) | 11 | 60,4 | 2,37 | 58,2 | 2,29 |
*Н. Д. = Внешний диаметр Внутренний диаметр = Внутренний диаметр
Д. = Внешний диаметр Внутренний диаметр = Внутренний диаметр
Перейти к началу страницы
Тип резьбы SAE – Цилиндрическая резьба Уплотнительное кольцо
SAE – Общество инженеров-автомобилестроителей – прямая резьба может уплотняться благодаря твердости 90 Buna-N “O” Кольцо. Это очень надежный и многоразовый тип резьбы. В то время как некоторые типы резьбы требуют, чтобы резьба на наружном и внутреннем концах сжималась вместе для образования уплотнения, уплотнительное кольцо на этом типе резьбы предотвращает это.
| Размер тире (Номинальный размер) | Шаг резьбы | Наружная резьба Н.Д. мм | Наружная резьба Н.Д. дюймы | Внутренняя резьба внутр. диам. мм | Внутренняя резьба внутр. диам. дюймы |
| -02 (1/8) | 24 | 3,9 | 0,31 | 6,9 | 0,27 |
| -03 (3/16) | 24 | 9,6 | 0,38 | 8,6 | 0,34 |
| -04(1/4) | 20 | 11,2 | 0,44 | 9,9 | 0,39 |
| -05(5/16) | 20 | 12,7 | 0,5 | 11,4 | 0,45 |
| -06(3/8) | 18 | 14,2 | 0,56 | 12,9 | 0,51 |
| -08(1/2) | 16 | 19 | 0,75 | 17 | 0,67 |
| -10(5/8) | 14 | 22,3 | 0,88 | 20,3 | 0,8 |
| -12(3/4) | 12 | 26,9 | 1,06 | 24,9 | 0,98 |
| -14(7/8) | 12 | 30 | 1,18 | 27,7 | 1,09 |
| -16(1) | 12 | 33,3 | 1,31 | 31 | 1,22 |
| -20(1 ¼) | 12 | 41,4 | 1,63 | 39,1 | 1,54 |
| -24(1 ½) | 12 | 47,7 | 1,88 | 45,5 | 1,79 |
| -32(2) | 12 | 63,5 | 2,5 | 61,2 | 2,41 |
*Н.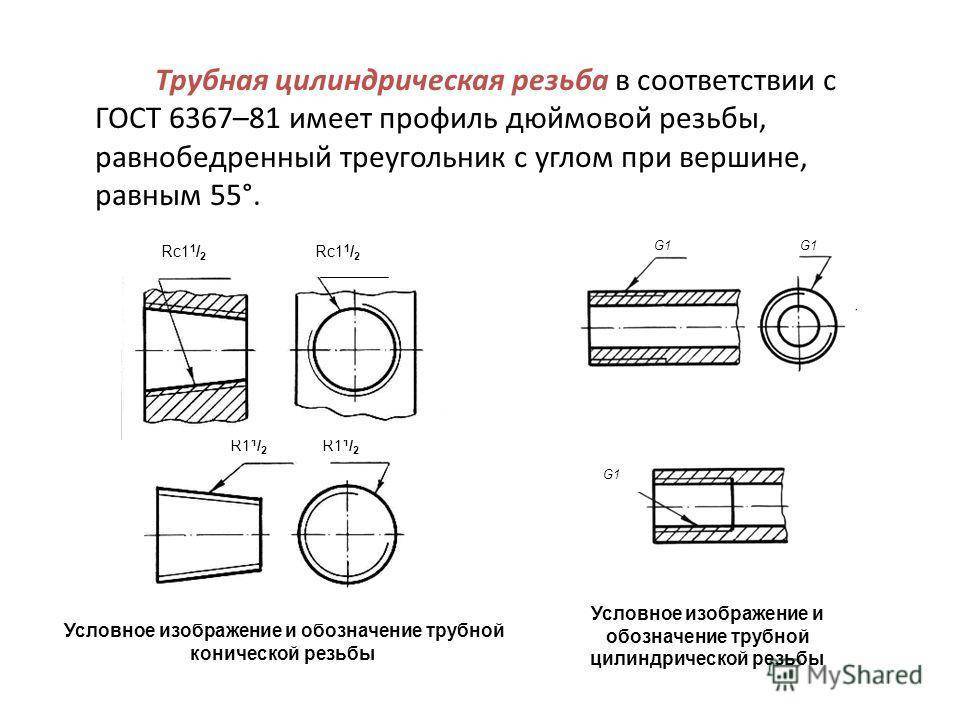 Д. = Внешний диаметр Внутренний диаметр = Внутренний диаметр
Д. = Внешний диаметр Внутренний диаметр = Внутренний диаметр
Наверх
Метрическая коническая/параллельная резьба
Метрическая резьба наиболее распространена в Европе. Он имеет цилиндрический внутренний и внешний диаметр с точностью до миллиметра. Мелкий конус метрической конической резьбы обеспечивает наилучшую передачу усилия. В письменной форме вы можете идентифицировать метрическую резьбу по заглавной букве «М» плюс указание их номинального наружного диаметра (например, M22 x 1,5). Наконец, при измерении размера шага убедитесь, что вы используете метрический измеритель шага.
| Размер порта, метрическая система СИ, мм | Шаг резьбы мм | Наружная резьба Н.Д. мм | Наружная резьба Н.Д. дюймы |
| M5 × 0,8 | .8 | 5 | 0,1968 |
| M8 × 1,0 | 1 | 8 | 0,3150 |
| M10 × 1,0 | 1 | 10 | 0,3937 |
| M12 × 1,5 | 1,5 | 12 | 0,4724 |
| M14 × 1,5 | 1,5 | 14 | 0,5512 |
| M16 × 1,5 | 1,5 | 16 | 0,6299 |
| M18 × 1,5 | 1,5 | 18 | 0,7087 |
| M22 × 1,5 | 1,5 | 22 | 0,8661 |
| M27 × 2,0 | 2 | 27 | 1,063 |
| M33 × 2,0 | 2 | 33 | 1,299 |
| M42 × 2,0 | 2 | 42 | 1,654 |
| M50 × 2,0 | 2 | 50 | 1,969 |
| M60 × 2,0 | 2 | 60 | 2,362 |
*Н. Д. = Внешний диаметр
Д. = Внешний диаметр
Наверх
Альтернативные решения для резьбы
Airtac предлагает широкий выбор экономичных сменных пневматических деталей. Однако может возникнуть проблема с поиском именно той детали, которую необходимо заменить. К счастью, наши специалисты по продуктам помогут вам определить, какая деталь у вас есть под рукой. Одним из важных элементов информации, которые должны знать наши специалисты по запчастям, является тип резьбы. С Airtac у вас есть три варианта: NPT, PT или G (BSPP). Но когда у вас не работает машина, последнее, что вы хотите сделать, это вынуть свои измерительные инструменты и таблицы, чтобы найти резьбу на вашем электромагнитном клапане. Вот как мы можем обойти все это, если вы в крайнем случае.
1. Знаете ли вы, где было произведено ваше оборудование? Если ваше оборудование родом из Китая, в 9 случаях из 10 вам понадобятся резьбы PT. Если он был произведен в Северной Америке, то вы можете смело использовать резьбу NPT. Вам может понадобиться обратиться к руководству пользователя, чтобы найти эту информацию, или связаться с производителем оригинального оборудования.
Вам может понадобиться обратиться к руководству пользователя, чтобы найти эту информацию, или связаться с производителем оригинального оборудования.
2. Требуются ли для вашего продукта фитинги? Допустим, у вас есть пневматический фильтр с резьбой NPT. Можно просто заменить эти фитинги, чтобы сделать их совместимыми с изделием с резьбой PT.
3. В тяжелых случаях используйте уплотнительную ленту из ПТФЭ. В крайнем случае, вы можете использовать герметизирующую ленту для соединения резьбы PT и NPT. Тем не менее, мы рекомендуем это в крайнем случае.
Поначалу типы резьбы могут быть немного сложными для понимания. Есть много всего, что нужно принять. Типы, которые мы рассмотрели в этом руководстве, едва касаются поверхности множества различных доступных видов. Тем не менее, наличие правильных инструментов может иметь огромное значение. Мы надеемся, что это руководство будет полезным и информативным. Если у вас есть какие-либо вопросы, не стесняйтесь обращаться к нам или просто оставьте комментарий ниже.