таблицы, размеры, шаг, обозначение, ГОСТ
Резьбовые соединения получили весьма широкое распространение. Дюймовая резьба чаще всего используется при изготовлении труб, которые могут соединяться с различными фитингами. Рассматриваемая резьба может наносится на трубы из металла или пластика.
Размер в дюймах указывается согласно ГОСТ, в интернете можно встретить различные таблицы, на которые можно ориентироваться при работе.
Основные характеристики дюймовой резьбы
Размеры резьбы в дюймах и многая другая информация указывается в нормативной документации, которая связана с ГОСТ 6111-52. Как и любая другая резьба, рассматриваемая характеризуется двумя основными параметрами: диаметр наружных витков и их шаг расположения. К их особенностям можно отнести нижеприведенные моменты:
- Шаг дюймовой резьбы определяет то, на каком расстоянии витки находятся относительно друг друга. Стоит учитывать, что подобный метрический размер определяет то, насколько прочным будет соединение.
 Некоторые параметры дюймовой резьбы должны оставаться неизменными по всей длине трубы. К примеру, шаг должен оставаться неизменным, так как в противном случае могут возникнуть затруднения с использованием трубы или фитинга.
Некоторые параметры дюймовой резьбы должны оставаться неизменными по всей длине трубы. К примеру, шаг должен оставаться неизменным, так как в противном случае могут возникнуть затруднения с использованием трубы или фитинга. - Наружный диаметр измеряется между верхними точками создаваемых гребней. Размеры трубной резьбы в этом случае определить достаточно просто, так как можно использовать обычный измерительный прибор.
Измеряя размеры резьб, можно провести вычисление высоты профиля. Для определения этого показателя достаточно от большего показателя вычесть меньший.
Таблица размеров применяется для соотношения метрического варианта исполнения с дюймовым. Она применяется для подбора трубы и фитингов. В этой таблице указываются диаметры резьбы и другие важные показатели. Резьбомер дюймовый позволяет определить основные показатели. Данный инструмент работает по принципу шаблона, когда маркированный резьбомер накручивается. При плавном ходе резьбомера можно с высокой точностью определить типоразмер резьбы.
Резьбомер дюймовый позволяет определить основные показатели. Данный инструмент работает по принципу шаблона, когда маркированный резьбомер накручивается. При плавном ходе резьбомера можно с высокой точностью определить типоразмер резьбы.
Виды дюймовых резьб
Резьба для труб создается при применении специального инструмента. Рассматривая виды дюймовых резьб отметим две основные разновидности:
- Дюймовая цилиндрическая резьба UNF получила весьма широкое распространение, так как нарезается на цилиндрической поверхности и обладает весьма высокой прочностью. Американская резьба применяется при создании самых различных конструкций, к примеру, узлов для автомобилей. Американский стандарт UNS в Европе встречается крайне редко.
- Резьба коническая дюймовая также обладает высокой прочностью и подходит для решения самых различных задач. Встречается она намного реже, но все же применяется многими производителями.
Вариант исполнения Брикса и другие разновидности могут также классифицироваться по следующим признакам:
- класс точности;
- направление нарезки;
- область применения.
Коническая резьба встречаются намного реже, но все же применяется при производстве различных деталей. Кроме этого, резьба UNC и резьба Витворта включаются практически во всех справочники.
Трубная дюймовая резьба
Особенностью трубной резьбы можно назвать то, что в документации всегда указывается только внутренний диаметр трубы. При этом не учитывается толщина стенок. Дюймовые трубы характеризуются следующими особенностями:
- Резьбой называют канавку винтового типа с постоянным шагом и сечением. Она может наносится на трубы, изготавливаемые из различных материалов.
- У трубных вариантов основные параметры указываются в дюймах. Следует учитывать, что один дюйм составляет 25,4 мм.
- Внутренний диаметр дюймовoй трубы может указываться в специальных таблицах.
 Этот параметр используется для того, чтобы рассчитать высоту витка. Они обладают более острыми гребнями-впадинами.
Этот параметр используется для того, чтобы рассчитать высоту витка. Они обладают более острыми гребнями-впадинами. - Нитки создаваемых канавок слегка закручиваются. За счет этого резьба трубная цилиндрическая обладает более высокой прочностью.
- Как ранее было отмечено, профиль витков может отличаться: цилиндрический и конический.
Распространение водопроводных труб с рассматриваемом типом резьбы можно связать с простотой выполнения монтажных работ. Наибольшее распространение получили следующие типы труб:
- С 14 нитками на один дюйм. В данном случае шаг составляет 1,814 мм.
- С 11 нитками на один дюйм. Подобный вариант исполнения имеет шаг 2,309 мм.
Метрические и трубные варианты исполнения изготавливаются при применении схожих технологий. Стоит учитывать, что проводить нарезку витков можно ручным или механическим способом. Нарезка при применении ручных инструментов проводится следующим образом:
Стоит учитывать, что проводить нарезку витков можно ручным или механическим способом. Нарезка при применении ручных инструментов проводится следующим образом:
- Для фиксации заготовки применяются зажимные тиски. Для применения инструментов могут применять специальные держатели
- Плашка предназначена для создания наружной поверхности, метчик внутренней.
- Перед выполнением работы следует проводить смазывание инструменты и обрабатываемой заготовки специальным веществом, которое упрощает применение инструмента. Нарезание проводится путем вращения инструмента.
- Для повышения качества получаемых витков процедура повторяется несколько раз.
Для автоматизации процесса может применяться токарный станок. Работа проводится по следующему алгоритму:
- Для образования витков на поверхности применяется специальный резец.
- Обрабатываемая труба фиксируется в зажимном патроне.
- В большинстве случаев на конце трубы создается фаска обычных проходным резцом, после чего настраивается подходящая скорость перемещения суппорта.

- Стоит учитывать, что для нарезания рассматриваемой поверхности подходит исключительно соответствующий станок. Он должен иметь резьбовую подачу.
В промышленности применяются исключительно станки, так как за счет автоматизации процесса ускоряется процесс и снижается себестоимость изделия.
Принципы обозначения
Для определения основных качеств следует разобраться с ее обозначением. Обозначение резьбы на чертежах несколько отличается от тех, которые применяются изготовителем при производстве изделий. Таблицы резьб позволяют только по обозначению определить основные характеристики. К особенностям маркировки можно отнести нижеприведенные моменты:
- Условное обозначение рассматриваемой резьбы G.
- Размер диаметра указывается после буквы.
 Примером обозначения назовем 1 ½.
Примером обозначения назовем 1 ½. - Символ L указывает на то, что витки левосторонние.
- Следующий символ H указывает на класс точности.
- Длина свинчивания представлена цифрами в конце маркировки.
Обозначение конической резьбы на чертеже предусматривает указание класса точности. Символ, обозначающий класс точности, может указываться в технической документации. Создание витков проводится при соблюдении одного из трех классов. Кроме этого, рядом с цифрой может указываться буква «А» и «В»: первая обозначает наружный показатель, вторая внутренний. Первому классу соответствуют самые грубые резьбы, третьему самые качественные.
Соответствие двух систем обозначений
Метрическая и дюймовая резьба имеют относительно небольшое количество отличий. Примером назовем следующие признаки:
- Форма профиля резьбового гребня.
- Порядок определения диаметра и шага расположения витков.
Для обозначения основных параметров применяются различные единицы измерения. Рассматривая трубный дюйм в миллиметрах следует учитывать, что показатель не стандартный, составляет 3,324 см. Поэтому дюймовые резьбы в миллиметрах с нестандартным обозначением ¾ в пересчете на метрическое обозначение составляет 25 мм. Перевод проводится довольно часто, так как диаметральный размер важен при выборе фитингов и других элементов. Таблица дюймовых и метрических резьб встречается в специальных справочниках. Стоит учитывать тот момент, что не многие варианты исполнения метрических и дюймовых витков сопрягаются. Именно поэтому в большинстве случаев перевод выполняется для определения диаметрального размера изделия, на котором проводится нарезание соединительной поверхности.
Рассматривая трубный дюйм в миллиметрах следует учитывать, что показатель не стандартный, составляет 3,324 см. Поэтому дюймовые резьбы в миллиметрах с нестандартным обозначением ¾ в пересчете на метрическое обозначение составляет 25 мм. Перевод проводится довольно часто, так как диаметральный размер важен при выборе фитингов и других элементов. Таблица дюймовых и метрических резьб встречается в специальных справочниках. Стоит учитывать тот момент, что не многие варианты исполнения метрических и дюймовых витков сопрягаются. Именно поэтому в большинстве случаев перевод выполняется для определения диаметрального размера изделия, на котором проводится нарезание соединительной поверхности.
Применение дюймовой резьбы
Для обеспечения высокой прочности создаваемого соединения с США и Канаде применяются рассматриваемые резьбы с углом при вершине 60 градусов. Исключением можно назвать производство сантехники. Болты с дюймовой резьбой встречаются и на территории Европы. Они характеризуются высокой прочностью. Кроме этого, может использоваться винт с дюймовой резьбой при создании различной техники и механизмов. Дюймовая резьба в трубопроводе обеспечивает высокое качество соединения, так как соединение труб должно выдерживать высокое давление и переменные нагрузки. Однако, она стала использоваться и при производстве различной техники, к примеру, фотоаппаратов. Некоторые метрические варианты исполнения схожи по своим параметрам с дюймовыми, что обеспечивает универсальность применения.
Кроме этого, может использоваться винт с дюймовой резьбой при создании различной техники и механизмов. Дюймовая резьба в трубопроводе обеспечивает высокое качество соединения, так как соединение труб должно выдерживать высокое давление и переменные нагрузки. Однако, она стала использоваться и при производстве различной техники, к примеру, фотоаппаратов. Некоторые метрические варианты исполнения схожи по своим параметрам с дюймовыми, что обеспечивает универсальность применения.
В заключение отметим, что не следует путать английскую индустриальную резьбу с той, которая широко применяется сегодня. Старый образец использовался еще 1841 году. Этот вариант исполнения практически полностью повторяет рассматриваемый, однако отличительные особенности все же есть. Стоит учитывать, что винты и гайки с такими витками не сопрягаются с дюймовыми крепежами, которые получили широкое распространение на территории Америки и Канады.
Стоит учитывать, что винты и гайки с такими витками не сопрягаются с дюймовыми крепежами, которые получили широкое распространение на территории Америки и Канады.
Презентация к уроку на тему: «Резьба. Основные сведения о резьбе. Классификация резьбы. Условное изображение и обозначение на чертежах» | Презентация к уроку на тему:
Слайд 1
РЕЗЬБА. КЛАССИФИКАЦИЯ РЕЗЬБЫ. ИЗОБРАЖЕНИЕ И ОБОЗНАЧЕНИЕ РЕЗЬБЫ НА ЧЕРТЕЖАХ.
Слайд 2
Девиз: Использование в технике винтовых поверхностей (подсказано природой) – одно из замечательных достижений пытливой человеческой мысли в области техники.
Слайд 3
Резьба – поверхность, образованная при винтовом движении плоского контура по цилиндрической или конической поверхности. В основе образования резьбы лежит принцип получения винтовой линии. Винтовая линия – это пространственная кривая, которая может быть образована точкой, совершающей движение по образующей какой-либо поверхности вращения, при этом сама образующая совершает вращательное движение вокруг оси.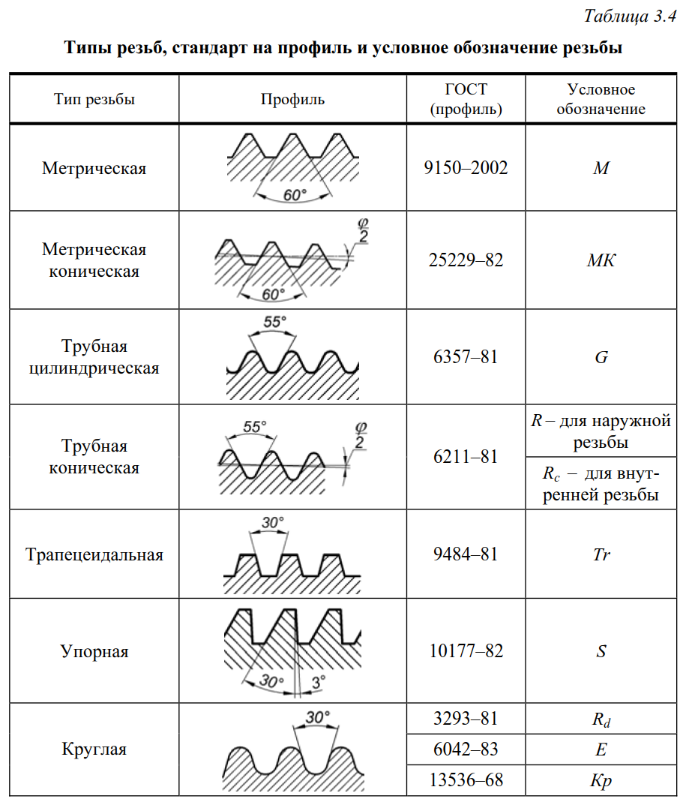
Слайд 4
Нарезание резьбы происходит, когда на поверхности цилиндра винтовую линию описывает резец, равномерно движущийся вдоль образующей цилиндра, который вращается с постоянной скоростью вокруг своей оси.
Слайд 5
Примеры применения винтовой линии
Слайд 6
«Архимедов винт» и рисунки Леонардо да Винчи Эскизы приспособлений для изготовления гаек и винтов, выполненные Леонардо да Винчи.
Слайд 7
Токарно-копировальный станок А.К. Нартова 1712 г. в стиле русского барокко (слева ). Большой токарно-копировальный станок А.К. Нартова 1718-1729 г.г . в стиле петровского барокко (справа).
Слайд 8
Токарно-винторезный станок с механизированным суппортом и набором сменных зубчатых колёс Дата изобретения: 1712 г. Разработчик: Нартов Андрей Константинович
Слайд 9
Станок А.К. Нартова токарно-копировальный. 1729 г. В этом станке применены все лучшие достижения Нартова, доведенные до совершенства .
Слайд 10
РЕЗЬБА ПОДРАЗДЕЛЯЕТСЯ Применяются в неподвижных крепежных соединениях (метрическая, дюймовая, трубная).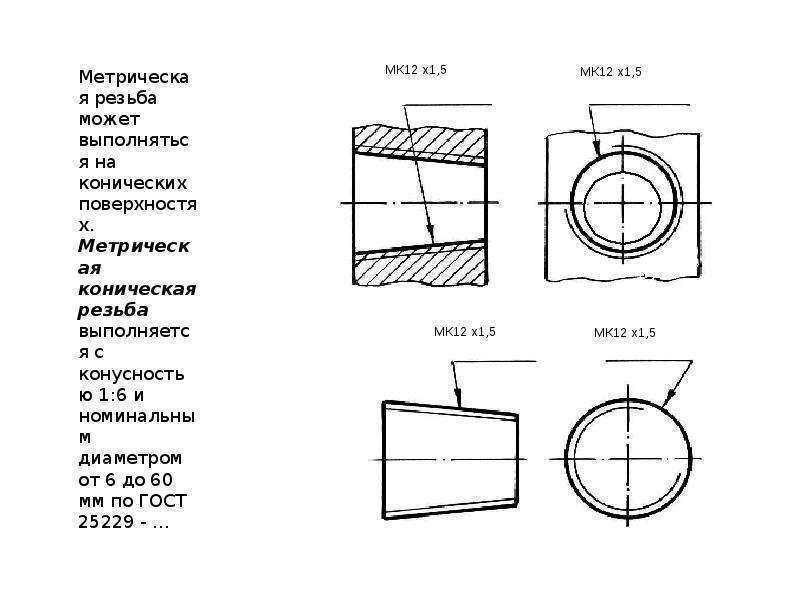 Применяются в подвижных соединениях, предназначенных для преобразования вращательного движения в поступательное (грузовые винты домкратов, ходовые винты металлорежущих станков и др.) (упорная, трапецеидальная, прямоугольная, круглая). Параметры, а именно профиль, шаг и диаметр, не соответствуют стандартам .
Применяются в подвижных соединениях, предназначенных для преобразования вращательного движения в поступательное (грузовые винты домкратов, ходовые винты металлорежущих станков и др.) (упорная, трапецеидальная, прямоугольная, круглая). Параметры, а именно профиль, шаг и диаметр, не соответствуют стандартам .
Слайд 11
РЕЗЬБА ПОДРАЗДЕЛЯЕТСЯ подъем винтовой линии на видимой (передней) стороне идет слева направо подъем винтовой линии на видимой (передней) стороне идет справа налево
Слайд 12
РЕЗЬБА ПОДРАЗДЕЛЯЕТСЯ резьба, образованная на цилиндрической поверхности резьба, образованная на конической поверхности
Слайд 13
РЕЗЬБА ПОДРАЗДЕЛЯЕТСЯ при перемещении по поверхности одного плоского профиля при одновременном перемещении по поверхности двух, трех и более плоских профиля, равномерно расположенных по окружности относительно друг друга
Слайд 14
Однозаходная резьба P двухзаходная трехзаходная Многозаходная резьба P h = 2P P P h = 3P P
Слайд 15
РЕЗЬБА ПОДРАЗДЕЛЯЕТСЯ резьба, нарезанная на наружной поверхности резьба, нарезанная на внутренней поверхности
Слайд 16
РЕЗЬБА ПОДРАЗДЕЛЯЕТСЯ Стандартные Специальные
Слайд 17
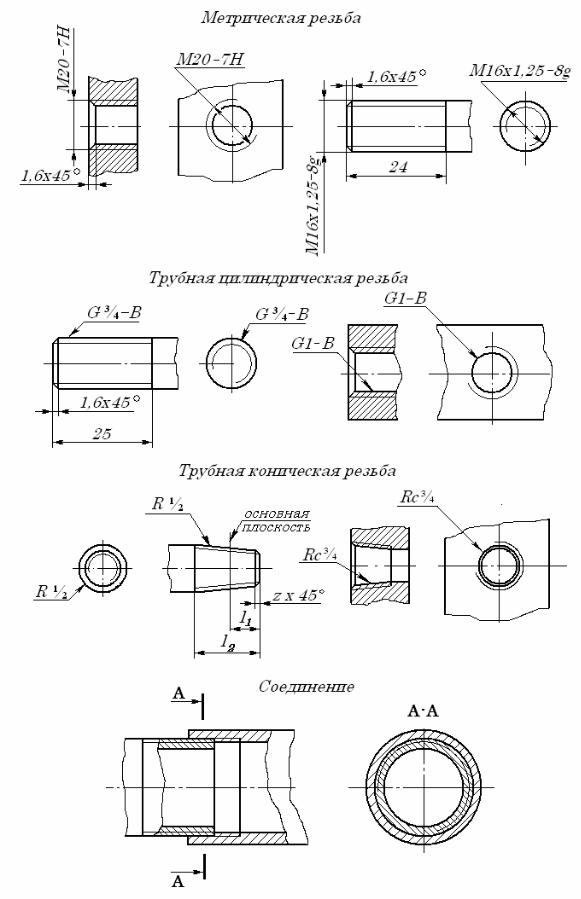
Согласно ГОСТ 8724 – 2002 метрическая резьба делится на два типа: с крупным шагом – применяется в соединениях, подвергающихся ударным нагрузкам; с мелким шагом – применяется в соединениях стандартными резьбовыми деталями (винты, гайки, болты и шпильки). Метрическая резьба ( ГОСТ 9150 – 2002) с углом профиля α = 60 ˚
Метрическая резьба ( ГОСТ 9150 – 2002) с углом профиля α = 60 ˚
Слайд 18
Цилиндрическая резьба ГОСТ 6357 – 81 представляет собой дюймовую резьбу с мелким шагом, закругленными впадинами с углом α = 55 ˚ Коническая резьба ГОСТ 6211 – 84 соответствует закругленному профилю трубной цилиндрической резьбы с углом α = 55 ˚ Конические резьбы применяют в трубных соединениях для получения герметичности без специальных уплотняющих материалов (льняных нитей, пряжи с суриком и т. д.). Трубная резьба
Слайд 19
Трапецеидальная резьба (ГОСТ 9484 – 81). Профиль – равнобочная трапеция с углом α = 30 ˚ . Трапецеидальная резьба применяется для передачи осевых усилий и движения в ходовых винтах. Симметричный профиль резьбы позволяет применять ее для реверсивных винтовых механизмов. Упорная резьба (ГОСТ 10177 – 82). Профиль – неравнобочная трапеция с углом рабочей стороны 3 ˚ и нерабочей – 30 ˚ Применяется в грузовых винтах для передачи больших усилий, действующих в одном направлении (в мощных домкратах, прессах и т. д.).
д.).
Слайд 20
Прямоугольная и квадратные резьбы Применяются для передачи осевых усилий в грузовых винтах и движения в ходовых винтах. СПЕЦИАЛЬНЫЕ РЕЗЬБЫ Круглая резьба Применяется в машиностроении там, где имеются большие динамические нагрузки или высокая загрязненность.
Слайд 21
КЛАССИФИКАЦИЯ РЕЗЬБЫ
Слайд 22
Основные параметры резьбы d – наружный диаметр d 1 – внутренний диаметр P – шаг резьбы 60 ˚ – угол профиля h – глубина резьбы L – длина резьбы l – резьба полного профиля l 1 – сбег резьбы h P
Слайд 24
Последовательность получения резьбы в гнезде
Слайд 26
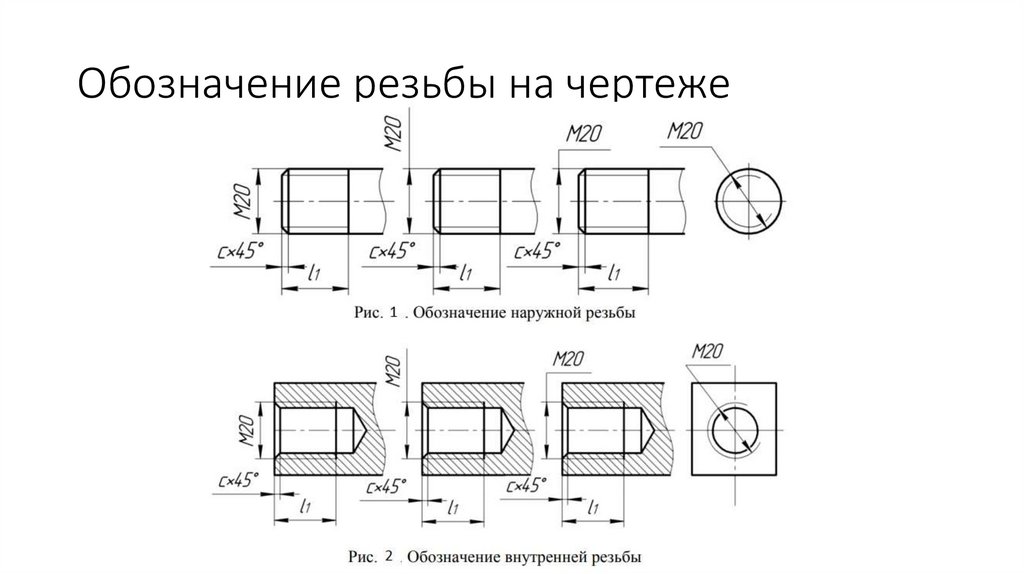
Изображение резьбы на стержне: натуральное и условное Изображение резьбы в отверстии (в разрезе): натуральное и условное
Слайд 27
А Б А (5:1) Б (5:1) Изображение сбега резьбы на чертежах: а) на стержне; б) в отверстии. На выносных элементах изображены формы сбегов резьбы
Слайд 29
1 . Условное обозначение типа (профиля) резьбы. М – метрическая, G – трубная цилиндрическая, R – трубная коническая, Tr – трапецеидальная, S – упорная, Кр – круглая. 2. Наружный диаметр резьбы (в мм или дюймах ). В обозначении конической резьбы указывается наружный диаметр в дюймах со знаком «»» [1″ = 24,5 мм]. 3. Шаг резьбы или ход резьбы (в мм ). Шаг резьбы указывается для метрической (мелкий шаг), трапецеидальной и упорной резьбы. Для многозаходных резьб в обозначении резьбы входит ход резьбы, а шаг проставляется в скобках. 4. Направление винтовой линии . Направление винтовой линии указывается только для левой резьбы (LH). 5. Поле допуска или класс точности резьбы . Обозначение поля допуска диаметра резьбы состоит из цифры, показывающей степень точности, и буквы, обозначающей основное отклонение. Структура обозначения резьбы
Слайд 30
Общая схема обозначения резьбы
Слайд 31
Диаметры и шаги метрической резьбы (выдержка из ГОСТ 8724-2002 Основные нормы взаимозаменяемости Резьба метрическая. Диаметры и шаги).
Слайд 32
Примеры обозначения резьбы
Слайд 33
Примеры обозначения резьбы
Слайд 34
СПАСИБО ЗА ВНИМАНИЕ.
Указание диаметра сверла под метчик – хорошая практика или микроуправление?
Помните, ребята, нам нужен допуск H7 (рисунок Боба Петерсона)Хорошо, что инженерам не нужно строить башни из слоновой кости, в которых они живут. В противном случае выживших инженеров может быть гораздо меньше. Или, может быть, это было бы не так уж и плохо… По крайней мере, так считают многие машинисты. Сейчас стало только хуже, когда инженеры в значительной степени взяли на себя процесс черчения.
Имея это в виду, давайте обсудим условное обозначение резьбовых отверстий. В частности, должна ли выноска включать в себя спецификацию сверла для метчика, используемого до спуска метчика, или это случай, когда инженеры делают это неправильно?
Против: не указывать процесс
Очевидный ответ на поставленный выше вопрос: «Конечно, нет. Перестаньте пытаться микроуправлять». Чертежи обычно описывают то, что вы хотите, а не то, как машинист этого добивается. Если они хотят использовать армию обученных муравьев, чтобы пробурить вашу дыру, это их прерогатива, пока она не выходит за рамки спецификации и графика. Конечно, все не так просто…
Для: Сверло для метчика устанавливает внутренний диаметр отверстия
Резьбовой крепеж выполняет свою работу, создавая перекрытие между резьбой компонента с внешней резьбой (например, винта) и компонента с внутренней резьбой (например, резьбового отверстия). Это зацепление резьбы можно разбить на два компонента: осевое зацепление резьбы — насколько глубоко винт входит в резьбовое отверстие (или толщину гайки, если болт длиннее), и радиальное зацепление — перекрытие от места соединения резьбы к центр винта, где они встречаются по направлению к внешнему диаметру. Мы собираемся сосредоточиться на зацеплении радиальной резьбы.
Резьбовое отверстие будет иметь некоторый больший диаметр, который в значительной степени зависит от используемого метчика. Этот большой диаметр будет равен или немного больше, чем самый большой большой диаметр, возможный для крепежной детали. Если бы внутренний диаметр отверстия также был примерно равен внутреннему диаметру застежки, это дало бы почти 100% радиальное зацепление резьбы (зацепление по всей резьбе застежки). Это здорово и все такое, но резьбу с почти 100% зацеплением почти невозможно нарезать. Кроме того, испытания показали, что 100% радиальное зацепление резьбы не дает значительного увеличения прочности соединения более чем на 60%.
По сути, чем больше внутренний диаметр вашего отверстия, тем легче его нарезать, но тем слабее соединение. Ни одна из этих зависимостей не является линейной, при этом крутящий момент, необходимый для нарезания резьбы, нарастает намного быстрее, чем прочность резьбы.
Внутренний диаметр резьбы формируется просверленным отверстием без материала внутри того места, где вы просверлили. Установка допустимого размера отверстия влияет на минимальную прочность соединения. Идентификатор — это «что», а не «как», и это дизайнерское решение. Поэтому есть смысл указать его на чертеже.
Преувеличенное представление: идеальная форма резьбы усекается метчиковым сверлом, что приводит к меньшему зацеплению резьбыПротив: стандарт охватывает вас
Стандарты на резьбу, такие как ASME B1. 1 (для унифицированных дюймовых резьб), содержат много деталь. В эту деталь включены пределы допуска для внутреннего диаметра резьбовых отверстий в зависимости от размера и класса. Существует даже поправочный коэффициент, основанный на осевой глубине резьбового соединения. Основным критерием, используемым в B1.1, является то, что резьбовое соединение должно выйти из строя раньше, чем резьба в отверстии.
Для: Отсутствует информация
Хорошо, отлично, у вас есть стандарт, с его модификацией, основанной на осевом зацеплении резьбы. Глядя только на отверстие, как узнать, какое будет осевое зацепление? Строго говоря, нельзя. Вы можете догадаться, но вы не знаете . Вам нужно знать, какой длины застежка. Что-то должно быть на чертеже.
Против: Нормальные ситуации являются нормальными
Конечно, нестандартное осевое зацепление допускается. Но нормальный корпус соответствует стандартным допускам. Это четко указано в разделе 6.1 ASME B1. 1:
Основной метод обозначения резьбы используется там, где применимы стандартные допуски или пределы размера, основанные на стандартной длине зацепления
Для : Дополнительные стандарты
ASME Y14.6 (представление винтовой резьбы) добавляет в работу два разводных ключа.
Во-первых, в разделе 3.3.11 указано, что на чертеже должна быть указана полная глубина просверленного отверстия. Кроме того, если на чертеже явно не указано, что он соответствует B1.1 или другому применимому стандарту, предельные размеры отверстий также должны быть указаны на чертеже.
Во-вторых, в разделе 3.2.1.7 предполагается, что часто целесообразно ограничивать размер отверстия частью размера, допустимого стандартом, и в этом случае желаемые пределы размера отверстия должны быть указаны на чертеже.
Последнее слово?
В Справочнике по машинному оборудованию есть раздел «Контрольный список чертежей». Одна из предлагаемых проверок выглядит следующим образом:
Определены ли отверстия с резьбой в спецификациях сверла и резьбы во избежание возможных ошибок при поиске?
Справочник явно выпадает из лагеря «за». Стандарты позволяют это, и есть веские причины для его включения. Включение метчика также является стандартом де-факто для Solidworks и других программ САПР, которые я видел.
Слова предостережения
Инженеры-микроменеджеры почти выиграли эту битву, но еще есть возможность все испортить. Помните, что общие допуски применяются ко всем размерам , если не указано иное. Если вы поставите пять знаков после запятой в диаметре сверла и глубине отверстия, вы заслуживаете всех ругательств в свой адрес. Лично мне нравится указывать самое большое сверло для метчика, которое я бы принял, и устанавливать для него МАКСИМАЛЬНЫЙ допуск. Кроме того, если вы собираетесь использовать формованную, а не нарезанную резьбу, не забудьте соответствующим образом отрегулировать метчик, но и четко запишите, что вы делаете. Вы не обязательно получите формованную резьбу, если не сделаете ее четкой, а использование сверла для формованной резьбы не считается ее четкой.
В общем, полезно понимать, как выбранное сверло повлияет на прочность и сложность изготовления. В прочных, труднообрабатываемых материалах может быть целесообразным перейти к отверстию немного большего размера.
См. также:
Таблица сверления резьбонарезных метчиков – Полная таблица дюймовых и метрических единиц (мм и дюймы)
Учебное пособие по Solidworks Hole Wizard
Разница между мелкой и стандартной резьбой
В чем разница между метрической резьбой ISO и метрической мелкой резьбой ISO?
Во-первых, давайте посмотрим, что у них общего. Оба типа резьбы являются метрическими и определены в DIN 13 . И стандартная резьба , и мелкая резьба имеют угол по бокам 60 градусов . Но если вы сейчас присмотритесь, то заметите решающие отличия.
Зачем вообще нужна метрическая мелкая резьба? И для чего он используется? Каковы преимущества и недостатки тонкой резьбы? Это то, что мы хотим выяснить вместе в этом сообщении в блоге. Приятного чтения!
Зачем использовать тонкую резьбу?
Существует так много типов потоков из-за различных функций типов потоков. Взглянув на метрическую мелкую резьбу , это станет особенно ясно. Чем отличается мелкая резьба (MF) и более грубая стандартная резьба (M) ?
В случае мелкой резьбы номинальный размер может иметь разный шаг. В связи с этим необходимо и предписано расширить обозначение на шаг резьбы.
Пример:
Обозначение стандартной резьбы M 10. Шаг 1,5 четко определен в стандарте DIN 13-1. Для мелкой резьбы М 10 возможны следующие шаги согласно DIN 13-2:
- M10 x 0,5
- М10 х 0,75
- M10 x 1
- М10 х 1,25
М10 с шагом 1,5 мм для стандартной резьбы
Метчик с мелким шагом резьбы М10 с шагом 1,5 и соответствующим калибром
М10 с шагом 1,00 мм для резьбы с мелким шагом
Метчик с мелким шагом резьбы М10 с шагом 1,00 и соответствующим калибром
М10 шаг 1,25 мм для резьбы с мелким шагом
Шаг резьбы Метчик с мелким шагом М10 с шагом 1,25 и соответствующим калибром
М10 с шагом 0,75 мм для резьбы с мелким шагом
Метчик с мелким шагом резьбы М10 с шагом 0,75 и соответствующим калибром
Чем меньше шаг, тем тоньше резьба. Однако из указания шага в обозначении нельзя сделать вывод, что это всегда мелкая резьба. Некоторые производители за рубежом иногда также указывают шаг в стандартной резьбе. Это может привести к большой путанице.
При более узком профиле резьбы диаметр стержня меньше, а глубина резьбы меньше. Таким образом, наборы метчиков с метрической точностью состоят из предварительной и чистовой фрезы. Центральный метчик не нужен, потому что снимается меньше материала.
Преимущества тонкой резьбы
Так в чем преимущества? Благодаря более узкому профилю резьбы возможна более точная подача, например, с помощью измерительных инструментов, потому что вы покрываете очень небольшое расстояние за один оборот. У вас также более высокое контактное давление при том же крутящем моменте. Еще одним преимуществом является меньшая глубина резьбы. Если место для резьбы небольшое, например, в случае тонкостенных труб или коротких отрезков, то правильным выбором будет метрическая резьба. Резьба также имеет более высокий эффект самоблокировки. Это может сыграть роль, если резьбовые соединения подвергаются вибрациям. По этой причине метрическая мелкая резьба в основном используется для винтовых соединений с высокими нагрузками, которые также подвержены движениям.
Недостатки тонкой резьбы
Каковы недостатки? Этот тип резьбы очень чувствителен к загрязнениям и повреждениям. Из-за меньшей глубины резьбы их легче вырвать, в зависимости от типа нагрузки.
Краткий обзор различий
Ниже вы найдете краткий обзор всех основных различий между крупной и мелкой резьбой. Мы также еще раз суммировали преимущества и недостатки для вас здесь:
- Идентификация резьбы показана с шагом. За номинальным размером следует шаг. (МФ 10 х 0,75 )
- Номинальный размер может иметь различный шаг (MF 10 x 0,2 / MF 10 x 0,25 / MF 10 x 0,35 / MF 10 x 0,5 и т. д.)
- Более узкий профиль резьбы
- Больший диаметр сердечника
- Меньшая глубина резьбы
Преимущества мелкой резьбы:
- Более точная подача (например, с помощью измерительных инструментов)
- Более высокое контактное давление при том же крутящем моменте
- Требуется меньше места (например, тонкостенные трубы, глушители, оптические устройства)
- Менее чувствительны к вибрациям, более высокий эффект самоблокировки
Недостатки мелкой резьбы:
- Легкое загрязнение
- Легкий захват
- Чувствителен к повреждениям
- Легче вытаскивать
Стандартная резьба и мелкая резьба для дюймовой резьбы
Мелкая резьба встречается не только в метрической резьбе ISO.