Диаметр отверстий под метрическую резьбу М1, М2, М3, М4, М5, М6, М8, М10, М12, М14, М16
- Метрическая резьба
- Трубная цилиндрическая резьба
В таблице указаны диаметры сверл и отверстий для нарезания метрической резьбы с крупным шагом.
| Обозначение резьбы | Шаг резьбы, мм | Диаметр сверла под резьбу, мм | Диаметр отверстия под резьбу с полем допуска, мм | ||||
|---|---|---|---|---|---|---|---|
| 4H5H; 5H; 5H6H; 6H; 7H | 6G; 7G | 4H5H; 5H | 5H6H; 6H; 6G | 7H; 7G | |||
| Номинальный | Предельные отклонения | ||||||
| М1 | 0.25 | 0.75 | 0.75 | 0.77 | +0.04 | +0.06 | — |
| М1.1 | 0.25 | 0.85 | 0.85 | 0.87 | +0.04 | +0.06 | — |
| М1.2 | 0. 25 25 | 0.95 | 0.95 | 0.97 | +0.04 | +0.06 | — |
| М1.4 | 0.3 | 1.1 | 1.1 | 1.12 | +0.04 | +0.06 | — |
| М1.6 | 0.35 | 1.25 | 1.25 | 1.27 | +0.05 | +0.07 | — |
| М1.8 | 0.35 | 1.45 | 1.45 | 1.47 | +0.05 | +0.07 | — |
| М2 | 0.4 | 1.6 | 1.6 | 1.62 | +0.06 | +0.08 | — |
| М2.2 | 0.45 | 1.75 | 1.75 | 1.77 | +0.07 | +0.09 | — |
| М2.5 | 0.45 | 2.05 | 2.05 | 2.07 | +0.07 | +0.09 | — |
| М3 | 0.5 | 2.5 | 2.5 | 2.52 | +0.08 | +0.1 | +0.14 |
| М3.5 | 0.6 | 2.9 | 2.9 | 2.93 | +0.08 | +0.11 | +0.15 |
| М4 | 0.7 | 3. 3 3 | 3.3 | 3.33 | +0.08 | +0.12 | +0.16 |
| М4.5 | 0.75 | 3.75 | 3.7 | 3.73 | +0.09 | +0.13 | +0.18 |
| М5 | 0.8 | 4.2 | 4.2 | 4.23 | +0.11 | +0.17 | +0.22 |
| М6 | 1 | 5 | 4.95 | 5 | +0.17 | +0.2 | +0.26 |
| М7 | 1 | 6 | 5.95 | 6 | +0.17 | +0.2 | +0.26 |
| М8 | 1.25 | 6.8 | 6.7 | 6.75 | +0.17 | +0.2 | +0.26 |
| М9 | 1.25 | 7.8 | 7.7 | 7.75 | +0.17 | +0.2 | +0.26 |
| М10 | 1.5 | 8.5 | 8.43 | 8.5 | +0.19 | +0.22 | +0.3 |
| М11 | 1.5 | 9.5 | 9.43 | 9.5 | +0.19 | +0.3 | |
| М12 | 1.75 | 10.2 | 10.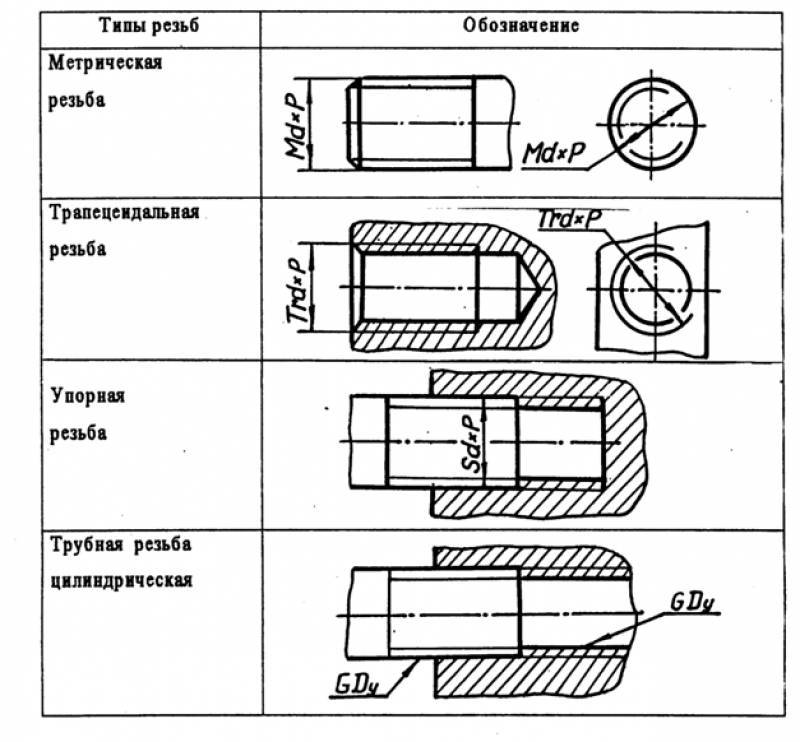 2 2 | 10.25 | +0.21 | +0.27 | +0.36 |
| М14 | 2 | 12 | 11.9 | 11.95 | +0.24 | +0.3 | +0.4 |
| М16 | 2 | 14 | 13.9 | 13.95 | +0.24 | +0.3 | +0.4 |
| М18 | 2.5 | 15.5 | 15.35 | 15.4 | +0.3 | +0.4 | +0.53 |
| М20 | 2.5 | 17.5 | 17.35 | 17.4 | +0.3 | +0.4 | +0.53 |
| М22 | 2.5 | 19.5 | 19.35 | 19.4 | +0.3 | +0.4 | +0.53 |
| М24 | 3 | 21 | 20.85 | 20.9 | +0.3 | +0.4 | +0.53 |
| М27 | 3 | 24 | 23.85 | 23.9 | +0.3 | +0.4 | +0.53 |
| М30 | 3.5 | 26.5 | 26.3 | 26.35 | +0.36 | +0.48 | +0.62 |
| М33 | 3.5 | 29.5 | 29. 3 3 | 29.35 | +0.36 | +0.48 | +0.62 |
| М36 | 4 | 32 | 31.8 | 31.85 | +0.36 | +0.48 | +0.62 |
| М39 | 4 | 35 | 34.8 | 34.85 | +0.36 | +0.48 | +0.62 |
| М42 | 4.5 | 37.5 | 37.25 | 37.3 | +0.41 | +0.55 | +0.73 |
| М45 | 4.5 | 40.5 | 40.25 | 40.3 | +0.41 | +0.55 | +0.73 |
| М48 | 5 | 43 | 42.7 | 42.8 | +0.45 | +0.6 | +0.8 |
| М52 | 5 | 47 | 46.7 | 46.8 | +0.45 | +0.6 | +0.8 |
Основы работы с потоками | Get It Made
Нити используются для соединения двух отдельных частей вместе, и каждая нить имеет соответствующую пару внешней резьбы (папа) и внутренней резьбы (мама). Наиболее распространенная форма крепежного изделия представляет собой гайку и болт, причем гайка имеет резьбу, нарезанную внутри цилиндрического корпуса (внутренняя резьба), а болт имеет резьбу, нарезанную снаружи цилиндрического корпуса (папа).
Терминология резьбы
На следующей диаграмме показаны основные размеры при определении резьбы:
Основной Диаметр — Основной диаметр представляет собой наибольший диаметр резьбы и измеряется от вершины резьбы до вершины (вершины резьбы).
Второстепенный диаметр — Второстепенный диаметр — это наименьший диаметр резьбы, измеряемый от основания резьбы до основания (нижняя часть резьбы).
Шаг — Это расстояние (мм) от одной резьбы до другой, его можно измерить от кончика до кончика или от канавки до канавки. Шаг также может быть определен как TPI, что означает число витков на дюйм.
Резьба Угол — Угол между гранями резьбы.
Правосторонняя резьба — Резьба соберется при вращении по часовой стрелке. «правая затяжка левая свободно»
Левая резьба — Резьба соберется при вращении против часовой стрелки.
Обозначения внутренней резьбы
На приведенном ниже рисунке показаны символы, которые можно увидеть на инженерном чертеже при наличии резьбового отверстия.
Описание метрической и дюймовой резьбы
Метрическая резьба
Метрическая резьба определяется обозначением серии резьбы «M», за которым следуют номинальный диаметр и шаг в миллиметрах. Если шаг не указан, это считается крупной резьбой, как показано ниже в метрической таблице крупной резьбы. Это стандарт ISO для простого обозначения крупной резьбы, поэтому вам не нужно запоминать шаг резьбы. Все резьбы считаются правыми, если не указано иное.
Рассмотрим резьбу M8 x 1,0 :
M = Обозначение метрической резьбы
8 = Номинальный диаметр (мм)
1,0 = Шаг (мм)
Дюймовая резьба
9 0002 Дюймовая резьба сначала определяется номинальным наружным диаметром, а затем количество нитей на дюйм в секунду.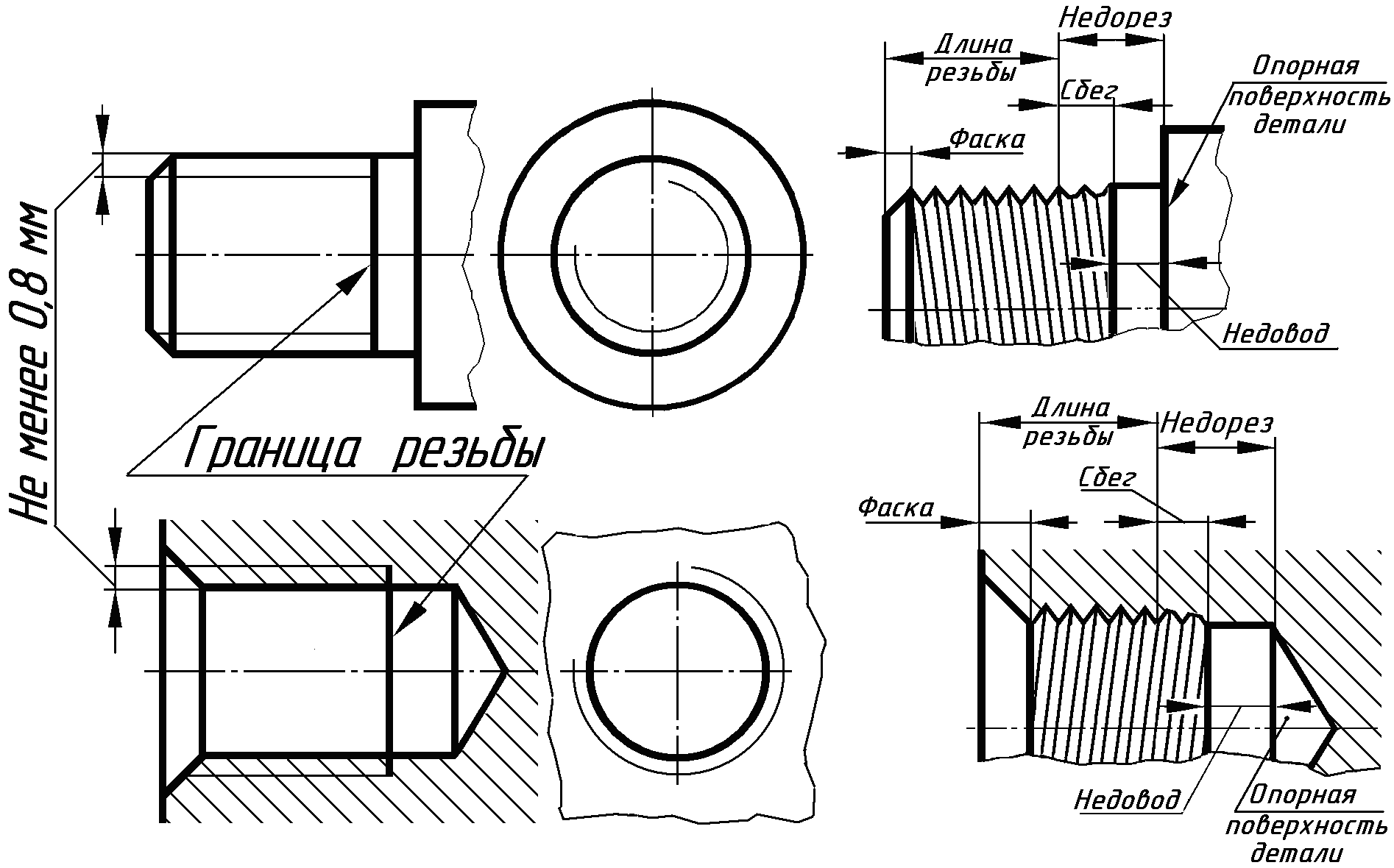 Все резьбы считаются правыми, если не указано иное. Это обозначение чаще используется в Северной Америке.
Все резьбы считаются правыми, если не указано иное. Это обозначение чаще используется в Северной Америке.Рассмотрим резьбу 3/8 — 16 :
3/8 = Номинальный наружный диаметр (дюйм)
16 = Количество витков резьбы на дюйм
Резьба 3/8–16 считается крупной резьбой, резьба 3/8–24 имеет такой же номинальный диаметр; однако у него больше нитей на дюйм, что делает его тонкой резьбой.
Class Fit
Когда наружная и внутренняя резьбы сопрягаются, две части соединяются вместе со степенью натяжения, определяемой посадкой двух резьб. Три набора классов резьбы были созданы для определения герметичности между резьбами. Имеется унифицированная форма резьбы, классы посадки:
Класс 1 — Свободная посадка. Нитки соберутся быстро вручную. Это полезно, когда требуется частая сборка и разборка. При использовании этого класса посадки рекомендуется использовать стопорное устройство (стопорную шайбу, стопорные гайки и т. д.). Посадка класса 1 встречается у большинства гаек и болтов.
д.). Посадка класса 1 встречается у большинства гаек и болтов.
Класс 2 — Стандарт ит. Нити будут собираться вручную, но для этого потребуются инструменты. Этот тип посадки предназначен для сборок, которые требуют разборки время от времени, но не постоянно. Класс 2 используется чаще всего.
Класс 3 — Плотная посадка. Эту посадку часто можно начать вручную, но для полной сборки всегда требуются инструменты. Эта посадка используется для стационарных сборок, не требующих разборки. Класс 3 обычно используется для установочных винтов.
Выноски
Выноски включаются в инженерный чертеж, чтобы указать производителю конкретную информацию об элементе. Четыре наиболее часто используемых обозначения выделены ниже:
Зенковка — операция вторичной обработки, используемая для создания цилиндрического отверстия большего размера для углубления головки крепежа.
Зенковка — Вторичная операция механической обработки, используемая для создания конической формы для углубления головки крепежа.
Диаметр — Диаметр определяется, если пилотное отверстие, просверленное до нарезания резьбы, уникально. Диаметр направляющего отверстия задает внутренний диаметр внутренней резьбы.
Глубина — Глубина резьбы определяется как сквозная или глухая. Сквозная резьба проходит через всю заготовку, поэтому глубину определять не нужно. Распространенной ошибкой является указание «THRU» в качестве сноски для темы. Если глубина не указана, по умолчанию резьба является сквозным отверстием. Глухая резьба обрабатывается на определенную глубину, поэтому требуется обозначение глубины.
Несколько вхождений — Когда одна и та же операция нарезания резьбы требуется для нескольких одинаковых отверстий, нет необходимости добавлять выноски для каждого отверстия. Лучше всего написать выноску на одном отверстии и указать количество одинаковых отверстий с резьбой в примечании. Пример того, как правильно отображать эту выноску, показан ниже.
Типы застежек
На рынке представлен широкий ассортимент механических застежек, в этом разделе мы покажем вам шесть наиболее распространенных застежек, которые вы можете ожидать, вместе с общепризнанными стандартными аббревиатурами для каждого типа.
- Шестигранная головка (HEX HD)
- Плоская головка (FLAT HD)
- Головка Fillister (FIL HD) 9 0010
- Круглая головка (RND HD)
- Овальная головка (OVAL HD)
- Торцевая головка (SOC HD)
Таблица метрических резьб (грубая)
В следующих таблицах указаны основные размеры метрическая резьба от М1,6 до М68 согласно ISO 724. Все единицы измерения указаны в миллиметрах (мм). Для получения более подробной таблицы метрических резьб нажмите здесь.
Мы рекомендуем моделировать резьбовые отверстия по размеру сверла под метчик и указывать размер и шаг резьбы на инженерном чертеже или аннотированном снимке экрана при проектировании деталей для производства.
Чтобы рассчитать размер сверла для метчика, необходимо вычесть шаг (мм) из номинального диаметра (мм). Например, отверстие с резьбой M4 имеет номинальный диаметр 4 мм и шаг 0,7 мм , поэтому размер резьбового сверла составляет 4 — 0,7 = 3,3 мм .
| **Размер — номинальный диаметр
(мм)** | **Метчиковое сверло
(мм)** | **Сверло с зазором
(мм)** | |—————————————|———— ———-|—————————————|————— —————-| | **M1.6** | 0,35 | 1,25 | 1,8 | | **М2** | 0,4 | 1,6 | 2.4 | | **М2,5** | 0,45 | 2 | 2,9| | **М3** | 0,5 | 2,5 | 3.4 | | **М3,5** | 0,6 | 2,9 | 3.9 | | **М4** | 0,7 | 3.3 | 4,5 | | **М5** | 0,8 | 4.2 | 5,5 | | **М6** | 1 | 5 | 6.
 6 |
| **М8** | 1,25 | 6,75 | 9|
| **М10** | 1,5 | 8,5 | 12 |
| **М12** | 1,75 | 10.25 | 14 |
| **М14** | 2 | 12 | 16 |
| **М16** | 2 | 14 | 18 |
| **М20** | 2,5 | 17,5 | 22 |
| **М22** | 2,5 | 19.5 | 25 |
| **М24** | 3 | 21 | 27 |
| **М30** | 3,5 | 26,5 | 33 |
| **М36** | 4 | 32 | 40 |
| **М42** | 4,5 | 37,5 | 46 |
| **М48** | 5 | 43 | 53 |
| **М56** | 5,5 | 50,5 | 62 |
| **М64** | 6 | 58 | 70 |
| **М68** | 6 | 62 | 74 |
6 |
| **М8** | 1,25 | 6,75 | 9|
| **М10** | 1,5 | 8,5 | 12 |
| **М12** | 1,75 | 10.25 | 14 |
| **М14** | 2 | 12 | 16 |
| **М16** | 2 | 14 | 18 |
| **М20** | 2,5 | 17,5 | 22 |
| **М22** | 2,5 | 19.5 | 25 |
| **М24** | 3 | 21 | 27 |
| **М30** | 3,5 | 26,5 | 33 |
| **М36** | 4 | 32 | 40 |
| **М42** | 4,5 | 37,5 | 46 |
| **М48** | 5 | 43 | 53 |
| **М56** | 5,5 | 50,5 | 62 |
| **М64** | 6 | 58 | 70 |
| **М68** | 6 | 62 | 74 |Чтобы найти более полезную инженерную информацию, перейдите на страницу наших руководств, чтобы узнать, как идеально проектировать детали для производства! Или, если все ваши детали готовы к производству, получите от нас бесплатную 24-часовую смету прямо сейчас.
Допуск резьбы | Tameson.com
Рис. 1: Соединители с внешней и внутренней резьбой.
Допуск резьбы определяет, насколько резьба может отклоняться от основного профиля и обеспечивать правильное соединение. Массовое производство резьбовых крепежных изделий требует эффективности, поэтому резьба идеального размера (с точностью до микрометра) маловероятна. Однако для общих целей поток не обязательно должен быть идеального размера, чтобы работать должным образом. Данные о допусках на резьбу предоставляют производителям информацию, необходимую им для обеспечения того, чтобы производимая ими резьба соответствовала допустимому диапазону. Высокий допуск на резьбу информирует потребителей о том, что резьбовое крепление предназначено для общего использования. С другой стороны, низкий допуск резьбы информирует потребителей о том, что резьба предназначена для специального использования, например, в аэрокосмической промышленности, где требуется высокая точность.
Однако для общих целей поток не обязательно должен быть идеального размера, чтобы работать должным образом. Данные о допусках на резьбу предоставляют производителям информацию, необходимую им для обеспечения того, чтобы производимая ими резьба соответствовала допустимому диапазону. Высокий допуск на резьбу информирует потребителей о том, что резьбовое крепление предназначено для общего использования. С другой стороны, низкий допуск резьбы информирует потребителей о том, что резьба предназначена для специального использования, например, в аэрокосмической промышленности, где требуется высокая точность.
Наиболее частым применением допусков резьбы является резьба с покрытием. На самом деле, стандарт допуска метрической резьбы (ISO 965) обсуждает только покрытие резьбы как причину допуска резьбы. В этой статье подробно объясняются классы допусков для метрической и унифицированной стандартной резьбы (UTS). Чтобы узнать больше о резьбовых креплениях, прочитайте наши статьи о конструкции резьбы и стандартах на резьбу.
Содержание
- Обозначение допуска на резьбу
- Рекомендуемые классы точности
- Часто задаваемые вопросы
метчики
резьбовые плашки
воротки и плашки
наборы метчиков и матриц
Обозначение допуска резьбы
Обозначения резьбы имеют дополнительную комбинацию цифр и букв после типичного обозначения для обозначения допуска резьбы. Пример типичного обозначения – М10 х 1. Буква М обозначает метрическую резьбу, 10 – номинальный диаметр в миллиметрах, а х 1 – шаг резьбы 1 миллиметр. Ознакомьтесь с нашим обзором стандартов на метрические резьбы, чтобы узнать больше о метрических резьбах и их обозначениях.
Формат обозначения допуска резьбы соответствует следующим правилам:
- Буквы: Допуск метрической резьбы использует заглавные буквы для внутренней резьбы и строчные буквы для внешней резьбы.
 Эти буквы также обозначают позицию допуска. Для винтовой резьбы UTS A означает внешнюю, а B означает внутреннюю.
Эти буквы также обозначают позицию допуска. Для винтовой резьбы UTS A означает внешнюю, а B означает внутреннюю. - Цифры: Цифры указывают степень допуска.
- Заказ: Допуск на средний диаметр предшествует допуску на большой диаметр.
Буквенное обозначение допуска
Метрическая резьба
Буквы A-H в метрической системе допусков. Внутренние резьбы используют только G и H, а внешние резьбы используют a-h. Как видно на рисунке 2, H описывает допуск с нулевым отклонением от базового профиля, а G описывает допуск с отклонением выше базового профиля. Как видно на рисунке 3, h описывает допуск с нулевым отклонением от основного профиля, а g-a описывает допуск с отклонением ниже основного профиля, который является теоретическим профилем резьбы. Размеры наружной резьбы всегда должны быть равны или меньше основного профиля. Размеры внутренней резьбы всегда должны быть больше или равны базовому профилю.
Рис. 2: Положения отклонения допуска внутренней метрической резьбы H (нулевое отклонение) и G (положительное отклонение).
Рис. 3: Положения отклонения допуска на наружную метрическую резьбу h (нулевое отклонение) и g-a (отрицательное отклонение).
Некоторые примеры значений отклонений приведены в таблице 1. Полное описание см. в ISO 965.
Шаг | Основное отклонение (мкм) | |||||||||
Внутренняя резьба | Наружная резьба | |||||||||
| Г | Н | и | б | с | д | и | ф | г | ч | |
| 0,5 | +20 | 0 | — | — | — | — | -50 | -36 | -20 | 0 |
| 1 | +26 | 0 | -290 | -200 | -130 | -85 | -60 | -40 | -26 | 0 |
| 2 | +38 | 0 | -315 | -225 | -150 | -105 | -71 | -52 | -38 | 0 |
Таблица 1: Примеры основных отклонений для внутренней и наружной метрической резьбы.
Резьба UTS
В обозначении допуска резьбы UTS используются только две буквы, A и B. Буква A обозначает наружную резьбу, а буква B обозначает внутреннюю резьбу.
Обозначение класса допуска
Метрическая резьба
Метрическая резьба использует номера 3-9для обозначения класса допуска. Чем выше число, тем слабее допуск. Существует четыре группы классов точности:
- Малый диаметр внутренней резьбы: 4, 5, 6, 7, 8
- Внешний диаметр наружной резьбы: 4, 6, 8
- Шаг внутренней резьбы: 4, 5, 6, 7, 8
- Диаметр шага внешней резьбы: 3, 4, 5, 6, 7, 8, 9
В следующих таблицах приведены примеры этих четырех допусков. См. ИСО 965 для полных таблиц.
Шаг (мм) | Класс точности (мкм) | ||
| 4 | 6 | 8 | |
| 0,3 | 48 | 75 | — |
| 1 | 112 | 180 | 280 |
| 2 | 180 | 280 | 450 |
Таблица 2: Допуски на большой диаметр наружной резьбы
Шаг (мм) | Класс точности (мкм) | ||||
| 4 | 5 | 6 | 7 | 8 | |
| 0,25 | 45 | 56 | — | — | — |
| 0,75 | 118 | 150 | 190 | 236 | — |
| 1,5 | 190 | 236 | 300 | 375 | 475 |
Таблица 3: Допуски на наружный диаметр внутренней резьбы
Основной наружный диаметр | Шаг (мм) | Класс точности (мкм) | |||||||
| Свыше (мм) | До (мм) включительно | 3 | 4 | 5 | 6 | 7 | 8 | 9 | |
| 0,99 | 1,40 | 0,30 | 28 | 36 | 45 | 56 | — | — | — |
| 5,60 | 11. 20 20 | 1,25 | 60 | 75 | 95 | 118 | 150 | 190 | 236 |
| 22,40 | 45 | 2 | 85 | 106 | 132 | 170 | 212 | 265 | 335 |
Таблица 4: Допуски на средний диаметр наружной резьбы
Основной наружный диаметр | Шаг (мм) | Класс точности (мкм) | |||||
| Свыше (мм) | До (мм) включительно | 4 | 5 | 6 | 7 | 8 | |
| 1,40 | 2,80 | 0,20 | 42 | — | — | — | — |
| 2,80 | 5,60 | 0,35 | 56 | 71 | 90 | — | — |
11. 20 20 | 22.40 | 1 | 100 | 125 | 160 | 200 | 250 |
Таблица 5: Допуски на диаметр шага внутренней резьбы
Резьба UTS
Хотя UTS имеет пять классов (аналогично классам ISO), только три из них используются регулярно:
- Класс 1: Допуск на неплотную посадку резьбы для простоты использования даже в загрязненной среде.
- Класс 2: Допуск Класса 2 является наиболее распространенным и обеспечивает максимальную прочность.
- Класс 3: Резьба с допуском Класса 3 имеет среднюю посадку для высококачественной работы.
Класс 4 — это теоретический класс, который в настоящее время устарел, поскольку с ним пересекается класс 3. Резьба класса 5 представляет собой резьбу с натягом, что означает, что для ее затягивания необходим гаечный ключ.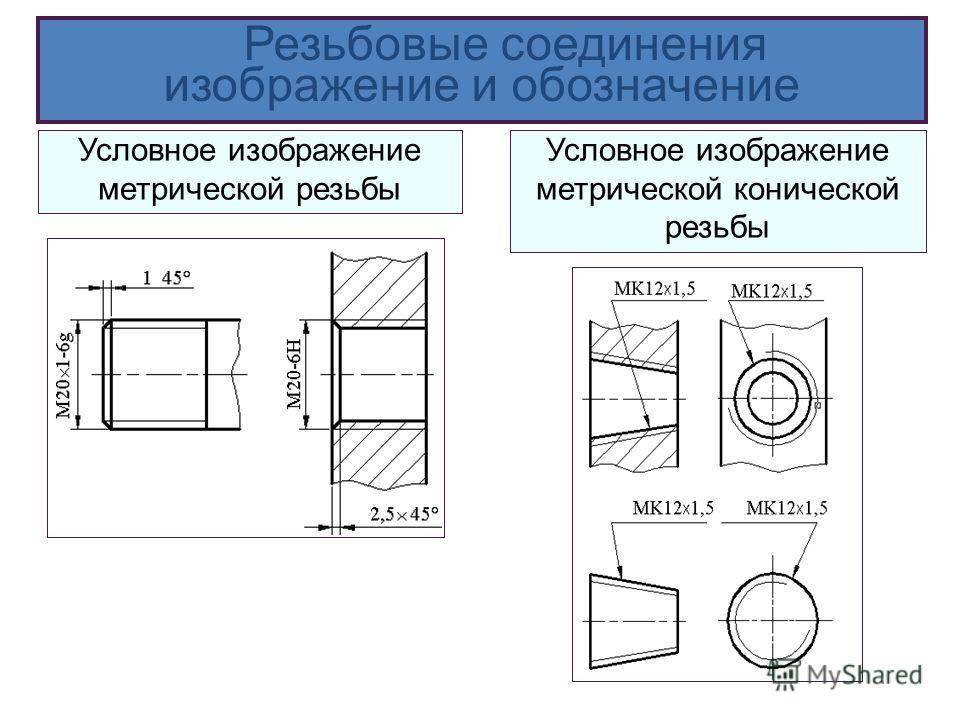 Резьба класса 5 должна быть постоянной или полупостоянной.
Резьба класса 5 должна быть постоянной или полупостоянной.
Заказ обозначения допуска
Метрическая резьба
В случае обозначения допуска, описывающего посадку резьбы (внешней и внутренней), сначала идет внутренняя. Косая черта разделяет внутреннее и внешнее обозначения. Например, 5H/5g6g.
В случае двух обозначений допусков для наружной или внутренней резьбы на первом месте стоит средний диаметр. Например, 5g6g означает, что класс делительного диаметра равен 5g, а класс допуска по основному диаметру — 6g.
В случае одного обозначения допуска для наружной или внутренней резьбы средний диаметр и номинальный диаметр совпадают. Например, 5H означает, что допуск на диаметр шага внутренней резьбы равен 5H, а минимальный допуск на диаметр также равен 5H.
Резьба UTS
Порядок обозначения упрощен для допуска резьбы UTS. Это всегда число, за которым следует буква. Например, 1В или 2А.
Рекомендуемые классы точности
ISO 965 дает конкретные рекомендации по классам точности, основанные на шероховатости резьбы и длине зацепления резьбы.
- Шероховатость резьбы: мелкая, средняя и грубая
- Длина зацепления резьбы: короткая, нормальная и длинная
Обозначение длины зацепления резьбы основано на больших диаметрах и шагах наружной и внутренней резьбы. ISO 965 дает более точную информацию об этих переменных. Для обычного использования ISO 965 рекомендует резьбу 6H и 6g или 6H/6g средней и нормальной длины.
Стандарт резьбы UTS рекомендует классы допуска в зависимости от области применения. Класс 1 для приложений со свободными требованиями, класс 2 для большинства приложений и класс 3 для высококачественных приложений.
Часто задаваемые вопросы
Что такое допуск резьбы 6H и 6g?
Допуск резьбы 6H является рекомендуемым допуском для метрических внутренних резьб. Допуск резьбы 6g является рекомендуемым допуском для метрических наружных резьб.
Как обозначается допуск резьбы?
Допуск резьбы представляет собой комбинацию числа и буквы после типичного обозначения основного диаметра и шага.