ГОСТ 2.311-68* ЕСКД. Изображение резьбы.
Обозначение резьбы на чертежах. Элементы резьбы
Резьбу изготовляют режущим инструментом с удалением слоя материала, накаткой — путем выдавливания винтовых выступов, литьем, прессованием, штамповкой в зависимости от материала (металл, пластмасса, стекло) и других условий.
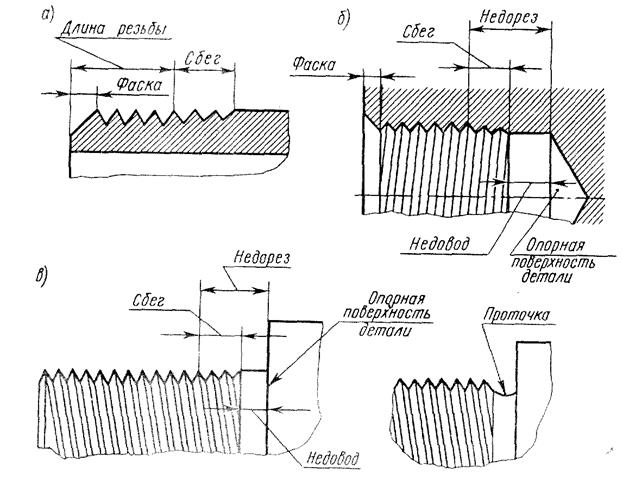
В силу устройства резьбонарезающего инструмента (например, метчика, рис. 8.14; плашки, рис. 8.15) или при отводе резца, при переходе от участка поверхности с резьбой полного профиля (участки l) к гладкой образуется участок, на котором резьба как бы сходит на нет (участки l1), образуется сбег резьбы (рис. 8.16).Если резьбу выполняют до некоторой поверхности, не позволяющей доводить инструмент до упора к ней, то образуется недовод резьбы (рис. 8.16,6, в). Сбег плюс недовод образуют недорез резьбы. Если требуется изготовить резьбу полного профиля, без сбега, то для вывода резьбообразующего инструмента делают проточку, диаметр которой для наружной резьбы должен быть немного меньше внутреннего диаметра резьбы (рис. 8.16, г), а для внутренней резьбы — немного больше наружного диаметра резьбы (рис. 8.17).В начале резьбы делают, как правило, коническую фаску, предохраняющую крайние витки от повреждений и служащую направляющей при соединении деталей с резьбой (см. рис. 8.16). Фаску выполняют до нарезания резьбы. Размеры фасок, сбегов, недорезов и проточек стандартизованы, см. ГОСТ 10549—80* и 27148—86 (СТ СЭВ 214—86). Изделия крепежные. Выход резьбы. Сбеги, недорезы и проточки. Размеры.
8.16, г), а для внутренней резьбы — немного больше наружного диаметра резьбы (рис. 8.17).В начале резьбы делают, как правило, коническую фаску, предохраняющую крайние витки от повреждений и служащую направляющей при соединении деталей с резьбой (см. рис. 8.16). Фаску выполняют до нарезания резьбы. Размеры фасок, сбегов, недорезов и проточек стандартизованы, см. ГОСТ 10549—80* и 27148—86 (СТ СЭВ 214—86). Изделия крепежные. Выход резьбы. Сбеги, недорезы и проточки. Размеры.
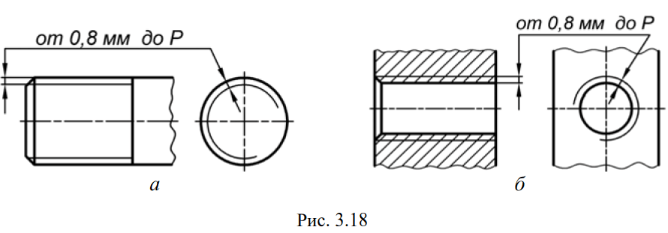
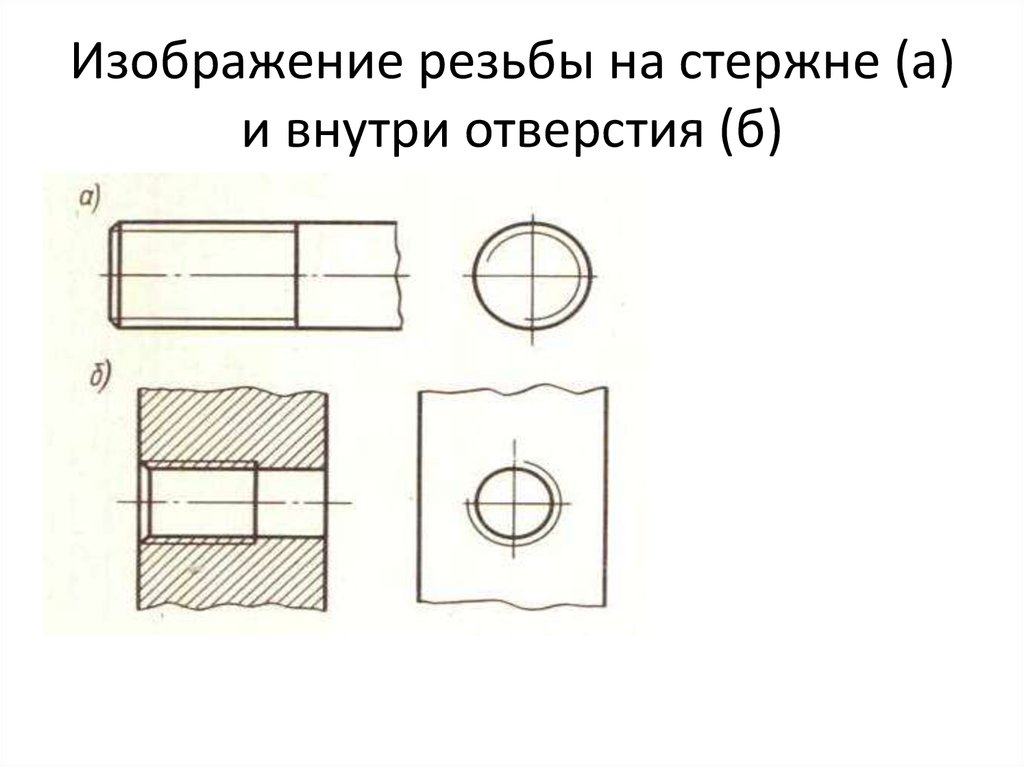
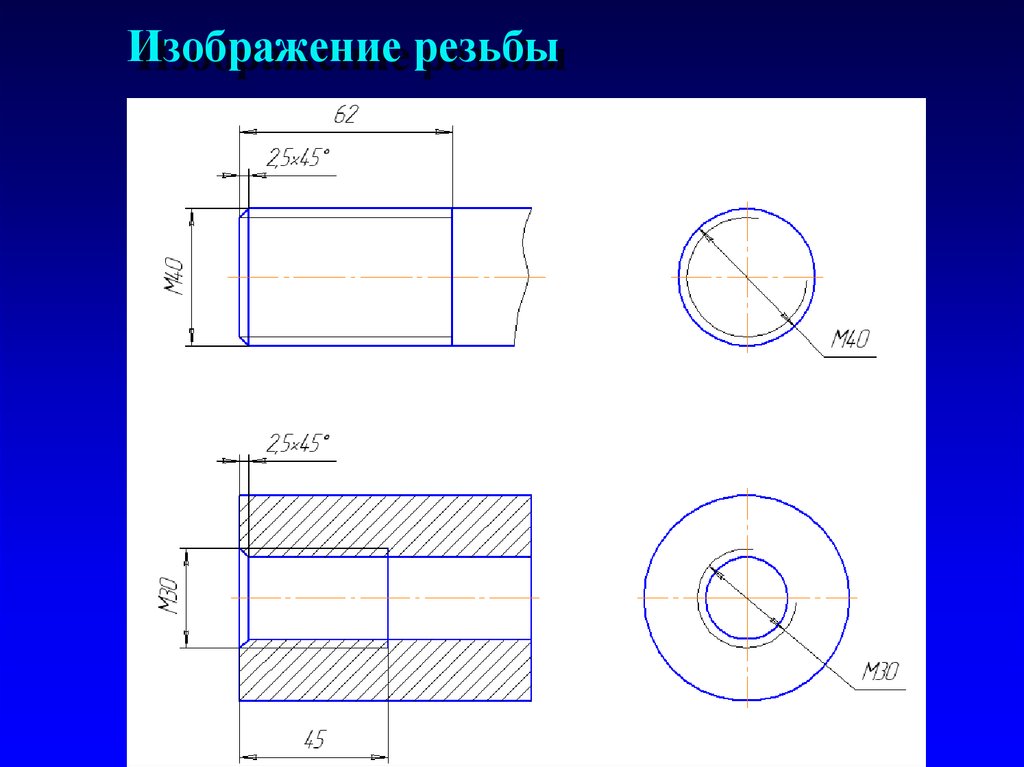
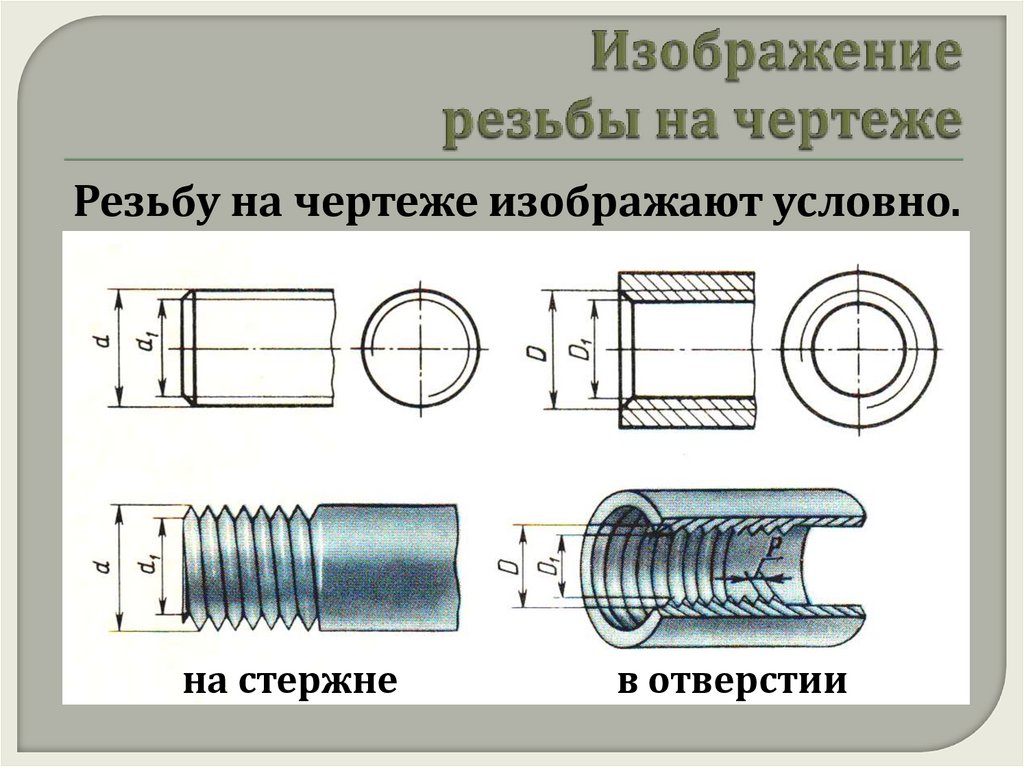
Построение точного изображения витков резьбы требует много времени, поэтому его применяют в редких случаях. Согласно ГОСТ 2.311 — 68* (СТ СЭВ 284—76), на чертежах резьбу изображают условно, независимо от профиля резьбы: на стержне — сплошными основными линиями по наружному диаметру резьбы и сплошными тонкими — по внутреннему, на всю длину резьбы, включая фаску (рис. 8.18, а). На изо-бражениях, полученных проецированием на плоскость, перпендикулярную оси стержня, по внутреннему диаметру резьбы проводят дугу сплошной тонкой линией, равную 3/4 окружности и разомкнутую в любом месте. На изображениях резьбы в отверстии сплошные основные и сплошные тонкие линии как бы меняются местами (рис. 8.18,6).
На изображениях резьбы в отверстии сплошные основные и сплошные тонкие линии как бы меняются местами (рис. 8.18,6).
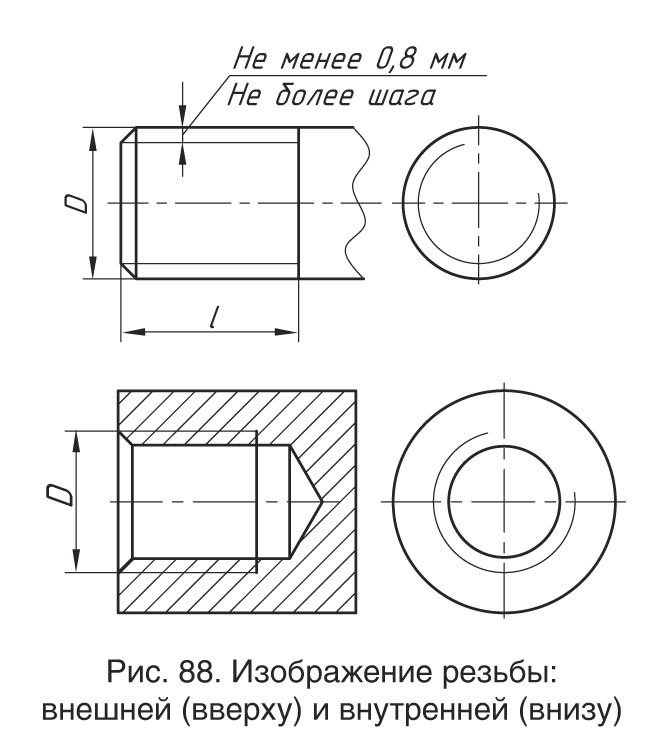
Сплошную тонкую линию наносят на расстояние не менее 0,8 мм от основной линии (рис. 8.18), но не более шага резьбы.Штриховку в разрезах доводят до линии наружного диаметра резьбы на стержне (рис. 8.18, г) и до линии внутреннего диаметра в отверстии (рис 8.18,6).Фаски на стержне с резьбой и в отверстии с резьбой, не имеющие специального конструктивного назначения, в проекции на плоскость, перпендикулярную оси стержня или отверстия, не изображают (рис. 8.18). Границу резьбы на стержне и в отверстии проводят в конце полного профиля резьбы (до начала сбега) основной линией (или штриховой, если резьба изображена как невидимая, рис. 8.19), доводя ее до линий наружного диаметра резьбы.При необходимости сбег резьбы изображают тонкими линиями, проводимыми примерно под углом 30° к оси (рис. 8.18, а, б).
Резьбу, показываемую как невидимую, изображают штриховыми линиями одной толщины по наружному и внутреннему диаметрам (рис.
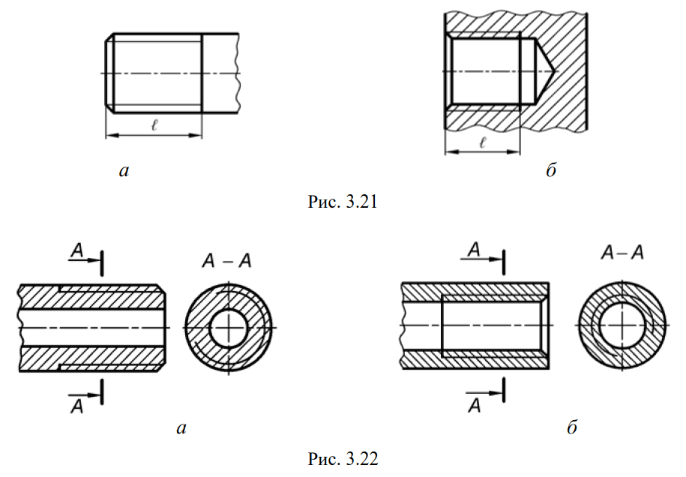
 8.19).Длиной резьбы называют длину участка детали, на котором образована резьба, включая сбег и фаску. Обычно на чертежах указывают только длину l резьбы с полным профилем (рис. 8.20, а). Если имеется проточка, наружная (см. рис. 8.16, г) или внутренняя (см. рис. 8.17), то ее ширину также включают в длину резьбы.При необходимости указания сбега или длины резьбы со сбегом размеры наносят, как показано на рис. 8.20, б, в.Недорез резьбы, выполненный до упора, изображают, как показано на рис. 8.21, а, б. Допустимы варианты «в» и «г».
8.19).Длиной резьбы называют длину участка детали, на котором образована резьба, включая сбег и фаску. Обычно на чертежах указывают только длину l резьбы с полным профилем (рис. 8.20, а). Если имеется проточка, наружная (см. рис. 8.16, г) или внутренняя (см. рис. 8.17), то ее ширину также включают в длину резьбы.При необходимости указания сбега или длины резьбы со сбегом размеры наносят, как показано на рис. 8.20, б, в.Недорез резьбы, выполненный до упора, изображают, как показано на рис. 8.21, а, б. Допустимы варианты «в» и «г».На чертежах, по которым резьбу не выполняют (на сборочных чертежах), конец глухого отверстия допускается изображать по рис. 8.22 На разрезах резьбового соединения в изображении на плоскости, параллельной его оси, в отверстии показывают только ту часть резьбы, которая не закрыта резьбой стержня (рис. 8.23).
Различают резьбы: общего назначения и специальные предназначенные для применения на изделиях определенных видов; крепежные, предназначенные, как правило, для неподвижного разъемного соединения составных частей изделия, и ходовые — для передачи движения.
 Преимущественно применяют правые резьбы, к обозначению левых резьб добавляют LH.В обозначениях многозаходных резьб указывают ход, а в скобках — шаг и его значение
Преимущественно применяют правые резьбы, к обозначению левых резьб добавляют LH.В обозначениях многозаходных резьб указывают ход, а в скобках — шаг и его значениеГеометрические параметры
Рассмотрим геометрические параметры, которые характеризуют основные элементы резьбы метрического типа.
- Номинальный диаметр резьбы обозначается буквами D и d. При этом под буквой D понимают номинальный диаметр наружной резьбы, а под буквой d – аналогичный параметр внутренней.
- Средний диаметр резьбы в зависимости от ее наружного или внутреннего расположения обозначается буквами D2 и d2.
- Внутренний диаметр резьбы в зависимости от ее наружного или внутреннего расположения имеет обозначения D1 и d1.
- Внутренний диаметр болта используется для расчета напряжений, создаваемых в структуре такого крепежного изделия.
- Шаг резьбы характеризует расстояние между вершинами или впадинами соседних резьбовых витков. Для резьбового элемента одного и того же диаметра различают основной шаг, а также шаг резьбы с уменьшенными геометрическими параметрами.
 Для обозначения этой важной характеристики используют букву P.
Для обозначения этой важной характеристики используют букву P. - Ход резьбы представляет собой расстояние между вершинами или впадинами соседних витков, сформированных одной винтовой поверхностью. Ход резьбы, которая создана одной винтовой поверхностью (однозаходная), равен ее шагу. Кроме того, значение, которому соответствует ход резьбы, характеризует величину линейного перемещения резьбового элемента, совершаемого им за один оборот.
- Такой параметр, как высота треугольника, который формирует профиль резьбовых элементов, обозначается буквой H.
Геометрические параметры основного профиля метрической резьбы
Таблица значений диаметров метрической резьбы (все параметры указаны в миллиметрах)
Значения диаметров метрической резьбы (мм)
Полная таблица метрических резьб согласно ГОСТ 24705-2004 (все параметры указаны в миллиметрах)
Полная таблица метрических резьб согласно ГОСТ 24705-2004
Основные параметры резьбы метрического типа оговариваются несколькими нормативными документами.
Этот стандарт содержит требования к параметрам шага резьбы и ее диаметра. ГОСТ 8724, действующая редакция которого вступила в силу в 2004 году, является аналогом международного стандарта ISO 261-98. Требования последнего распространяются на метрические резьбы диаметром от 1 до 300 мм. По сравнению с этим документом, ГОСТ 8724 действует для более широкого диапазона диаметров (0,25–600 мм). В настоящий момент актуальна редакция ГОСТа 8724 2002, вступившего в действие в 2004 году вместо ГОСТа 8724 81. Следует иметь в виду, что ГОСТ 8724 регламентирует отдельные параметры метрической резьбы, требования к которой оговаривают и другие стандарты резьб. Удобство использования ГОСТа 8724 2002 (как и других подобных документов) состоит в том, что вся информация в нем содержится в таблицах, в которые включены метрические резьбы с диаметрами, находящимися в вышеуказанном интервале. Требованиям данного стандарта должна соответствовать как левая, так и правая резьба метрического типа.
ГОСТ 24705 2004
Данный стандарт оговаривает, какие должна иметь резьба метрическая основные размеры. ГОСТ 24705 2004 распространяется на все резьбы, требования к которым регламентируются ГОСТом 8724 2002, а также ГОСТом 9150 2002.
Это нормативный документ, в котором оговорены требования к профилю метрической резьбы. ГОСТ 9150, в частности, содержит данные о том, каким геометрическим параметрам должен соответствовать основной резьбовой профиль различных типоразмеров. Требования ГОСТа 9150, разработанного в 2002 году, как и двух предыдущих стандартов, распространяются на метрические резьбы, витки которых поднимаются слева вверх (правого типа), и на те, винтовая линия которых поднимается влево (левого типа). Положения данного нормативного документа тесно перекликаются с требованиями, которые приводит ГОСТ 16093 (а также ГОСТы 24705 и 8724).
Читать также: Температура плавления углеродистой стали
Данный стандарт оговаривает требования к допускам на метрическую резьбу. Кроме того, ГОСТ 16093 предписывает, как должно осуществляться обозначение резьбы метрического типа. ГОСТ 16093 в последней редакции, которая вступила в действие в 2005 году, включает в себя положения международных стандартов ISO 965-1 и ISO 965-3. Под требования такого нормативного документа, как ГОСТ 16093, подпадает как левая, так и правая резьба.
Кроме того, ГОСТ 16093 предписывает, как должно осуществляться обозначение резьбы метрического типа. ГОСТ 16093 в последней редакции, которая вступила в действие в 2005 году, включает в себя положения международных стандартов ISO 965-1 и ISO 965-3. Под требования такого нормативного документа, как ГОСТ 16093, подпадает как левая, так и правая резьба.
Стандартизируемым параметрам, указанным в таблицах резьб метрического типа, должны соответствовать размеры резьбы на чертеже будущего изделия. Выбор инструмента, при помощи которого будет выполняться ее нарезка, должен быть обусловлен данными параметрами.
Правила обозначения
Для обозначения поля допуска отдельного диаметра метрической резьбы используется сочетание цифры, которая указывает на класс точности резьбы, и буквы, определяющей основное отклонение. Поле допуска резьбы также должно обозначаться двумя буквенно-цифровыми элементами: на первом месте – поле допуска d2 (средний диаметр), на втором – поле допуска d (наружный диаметр).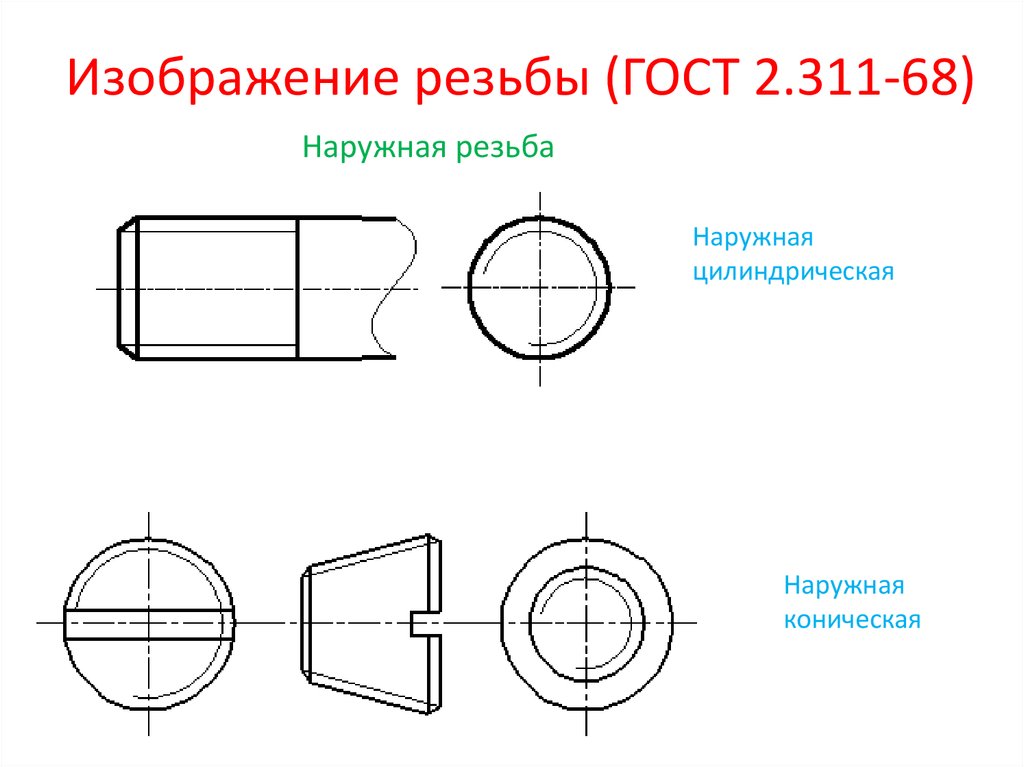 В том случае, если поля допусков наружного и среднего диаметров совпадают, то в обозначении они не повторяются.
В том случае, если поля допусков наружного и среднего диаметров совпадают, то в обозначении они не повторяются.
Обозначение метрической резьбы
По правилам первым проставляется обозначение резьбы, затем следует обозначение поля допуска. Следует иметь в виду, что шаг резьбы в маркировке не обозначается. Узнать данный параметр можно из специальных таблиц.
В обозначении резьбы также указывается, к какой группе по длине свинчивания она относится. Всего существует три таких группы:
- N – нормальная, которая не указывается в обозначении;
- S – короткая;
- L – длинная.
Буквы S и L, если они необходимы, идут за обозначением поля допуска и отделяются от него длинной горизонтальной чертой.
Пример обозначение резьбы на 24 мм различного типа (по ГОСТу 8724)
Обязательно указывается и такой важный параметр, как посадка резьбового соединения. Это дробь, формируемая следующим образом: в числителе проставляется обозначение внутренней резьбы, относящееся к полю ее допуска, а в знаменателе – обозначение поля допуска на резьбу наружного типа.
Пример обозначения посадки резьбового соединения на чертежах
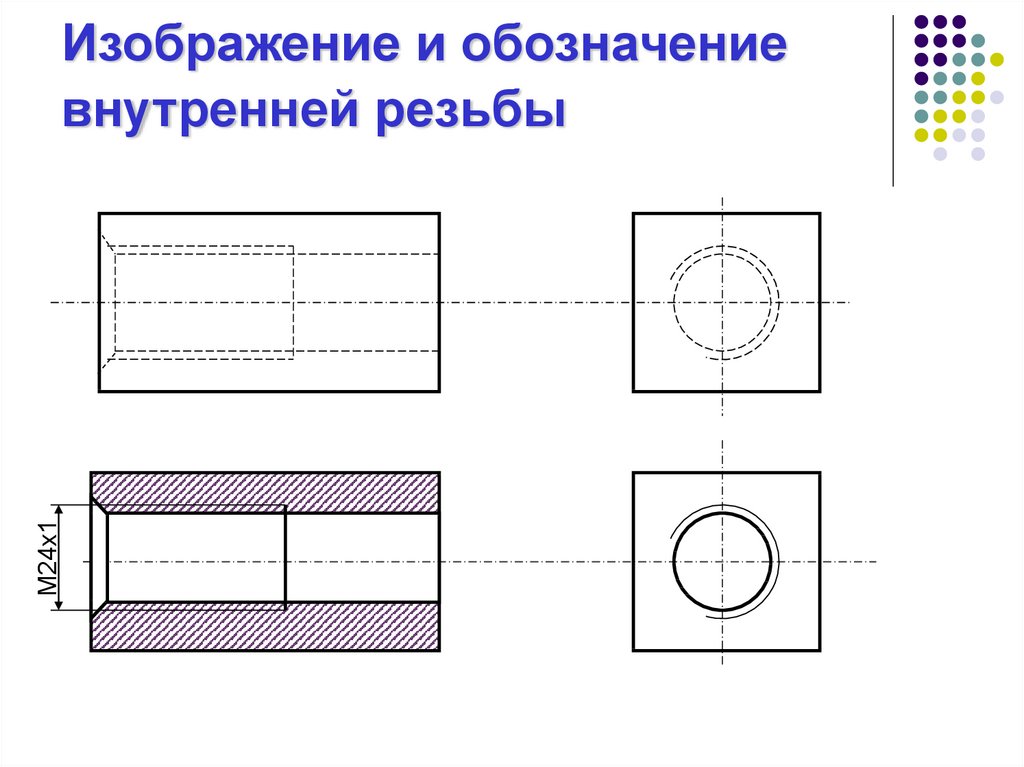
Изображение и обозначение резьбы на чертежах
1.8. Изображение и обозначение резьбы на чертежах
ГОСТ 2.311-68 [4] устанавливает правила изображения и нанесения обозначения резьбы на чертежах всех отраслей промышленности и строительства.
Наружная резьба на стержне изображается сплошными толстыми линиями по наружному диаметру и сплошными тонкими линиями по внутреннему диаметру. На изображении, полученном проецированием на плоскость, параллельную оси резьбы, сплошные тонкие линии проводятся на всю длину резьбы без сбега (начинаются от линии, обозначающей границу резьбы, и пересекают линию границы фаски, рис. 10 а, д).
Рис. 10 Изображение резьбы
На изображении, полученном проецированием на плоскость, перпендикулярную оси резьбы, по наружному диаметру резьбы проводится окружность сплошной толстой линией, а по внутреннему диаметру резьбы проводится тонкой сплошной линией дуга, приблизительно равная 3/4 окружности и разомкнутая в любом месте; фаска на этом виде не изображается
(рис. 10 а, и).
10 а, и).
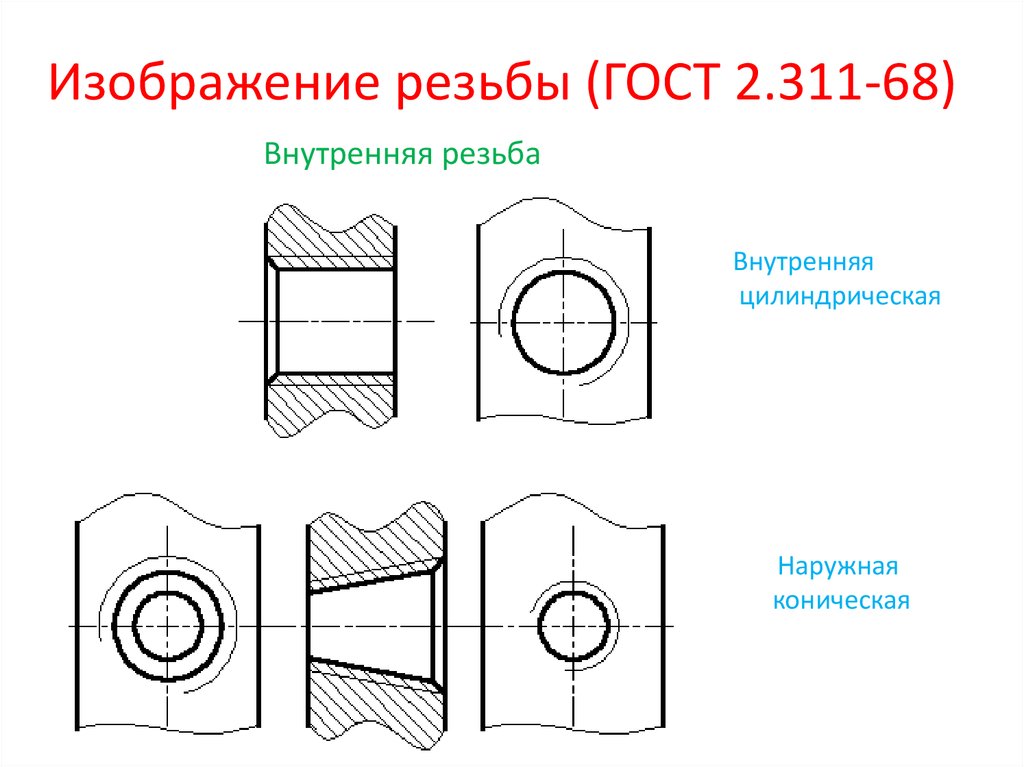
Внутренняя резьба на продольном разрезе изображается сплошными толстыми линиями по внутреннему диаметру и сплошными тонкими линиями по наружному диаметру резьбы, проводимыми на всю длину резьбы (от линии, обозначающей границу резьбы, и до линий, изображающих фаску). На изображении, полученном проецированием на плоскость, перпендикулярную оси резьбы, по внутреннему диаметру резьбы проводится окружность сплошной толстой линией, а по наружному диаметру проводится тонкой сплошной линией дуга, приблизительно равная 3/4 окружности и разомкну-
тая в любом месте; фаска на этом виде не изображается (рис. 10, б, в, к). Расстояние между сплошными толстой и тонкой линиями, применяемыми для изображения резьбы (рис. 10, а, б), должно быть не менее 0,8 мм и не более шага резьбы. Дуга, равная 3/4 окружности, не должна начинаться и кончаться точно у осевой линии.
Внутренняя резьба, показываемая как невидимая, изображается штриховыми линиями одной толщины по наружному и по внутреннему диаметрам (рис. 10, г).
Линия, изображающая границу резьбы, наносится в том месте, где кончается резьба полного профиля и начинается сбег резьбы.
Границу резьбы проводят до линии наружного диаметра резьбы и изображают сплошной толстой основной (рис. 10,
Штриховку в разрезах и сечениях проводят до линии наружного диаметра резьбы на стержне и до линии внутреннего диаметра в отверстии, т.
е. в обоих случаях до сплошной толстой основной линии
(рис. 10 б, в, д, е, ж, к).
Размер длины резьбы на стержне и в отверстии указывают, как правило, без сбега (рис. 10, а, 6, в).
В необходимых случаях допускается включать сбег в длину резьбы, а также указывать отдельно величину сбега.
Конец глухого резьбового отверстия изображается так, как показано на рис. 10, в. Глухое резьбовое отверстие называется гнездом. Гнездо заканчивается конусом с углом 120° при вершине, который остается от сверла.
На чертеже размер этого угла не проставляется.
Фаски на стержне с резьбой и в отверстии с резьбой, не имеющие специального назначения, в проекции на плоскость, перпендикулярную к оси стрежня или отверстия, не изображают (рис. 10 а, б).
Резьбу с нестандартным профилем показывают одним из способов, изображенных на рис. 11, со всеми необходимыми размерами и предельными отклонениями.
Рис. 11. Изображение нестандартной резьбы
Кроме размеров и предельных отклонений резьбы, на чертежах указывают дополнительные данные о числе заходов, о левом направлении резьбы и т. п. с добавлением слова .
На разрезах резьбового соединения в изображении на плоскости, параллельной его оси, в отверстии показывают только ту часть резьбы, которая не закрыта резьбой стержня (рис. 10 ж, з).
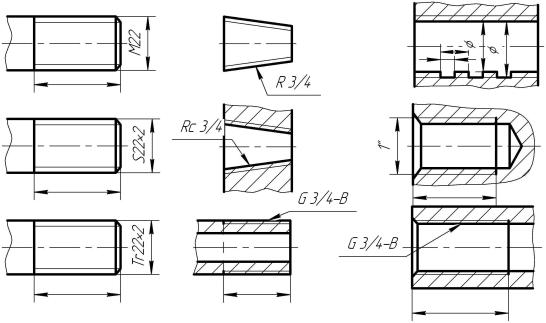
Обозначения резьб указывают по соответствующим стандартам на размеры и предельные отклонения резьб и относят их для всех резьб, кроме конических и трубной цилиндрической, к наружному диаметру, как показано на рис. 10 а, б, в.
Обозначения конических резьб и трубной цилиндрической резьбы наносят, как показано на рис. 10 д, е, и, к.
На рис.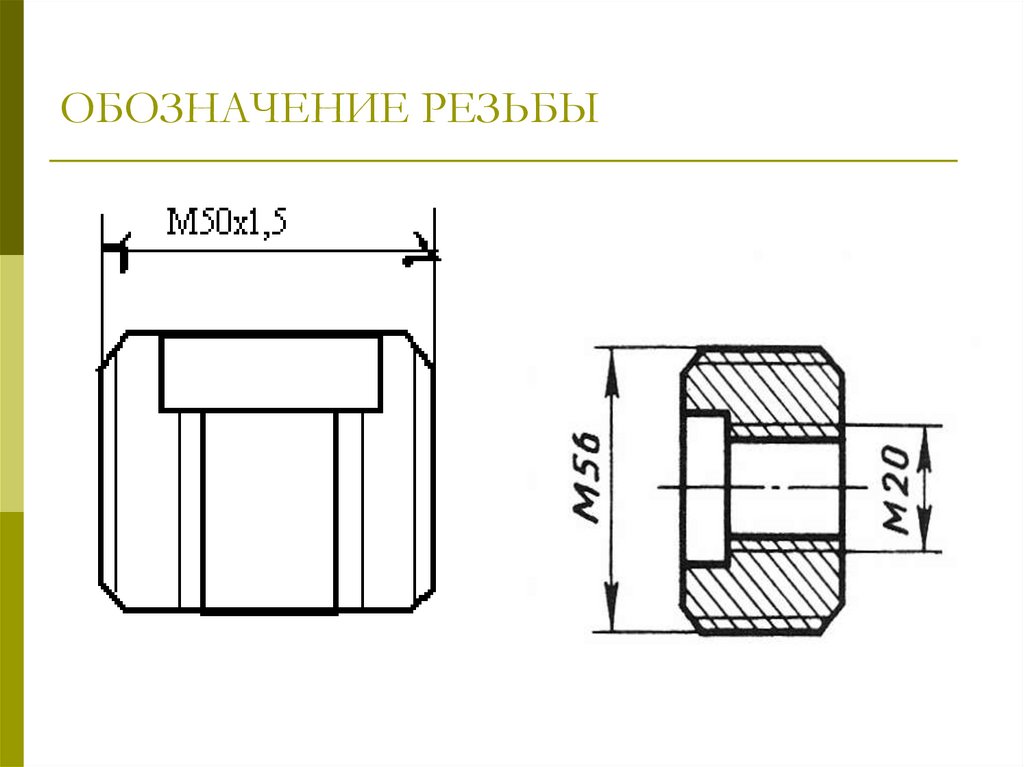 10 знаком∗ отмечены места возможного нанесения обозначения резьбы, кроме указанных. Примеры обозначений некоторых типов резьб приведены в табл. 4.
10 знаком∗ отмечены места возможного нанесения обозначения резьбы, кроме указанных. Примеры обозначений некоторых типов резьб приведены в табл. 4.
Если на стержне или в отверстии нарезана левая резьба, то к обозначению резьбы на чертеже добавляются буквы LÍ, например:
Ì16LÍ−6g, Ì16×1,5LÍ−6g, G 3/4 LÍ−Â.
Следует обратить внимание на условность обозначения трубной цилиндрической резьбы. Если для метрических и других резьб число, стоящее после условного обозначения типа резьбы (Ì, Òr, S), соответствует наружному диаметру резьбы в мм, то в трубной резьбе число, стоящее в обозначении резьбы после буквы G, соответствует размеру внутреннего диаметра трубы, на которой нарезается данная резьба, в дюймах.
Внутренний диаметр трубы называется условным проходом и обозначается Dу,. Например, если резьба имеет обозначение G1, то это означает, что она нарезана на трубе, имеющей условный проход, равный примерно 1″ (≈25 мм), наружный диаметр 33,5, а наружный диаметр резьбы в соответствии с ГОСТ 6357-81 равен 33,249 мм.
Рассмотрим приемы замера резьбы, которые обычно вызывают затруднения. Для определения типа и шага резьбы пользуются резьбомерами и стандартами резьб.
Рис. 12. Измерение параметров резьбы
Существует два вида резьбомеров: с клеймом Ì 60° – для метрических резьб с углом профиля 60° и с клеймом Ä55 ° – для дюймовой и трубной резьб с углом профиля 55°. На каждой гребенке резьбомера для метрических резьб выбита цифра, указывающая шаг резьбы в мм, для дюймовых и трубных резьб – число шагов на длине 25,4 мм (1″ = 25,4 мм).
Подбором гребенки к резьбе (рис. 12, а) определяется шаг метрической резьбы или число шагов на один дюйм дюймовой или трубной резьб. Затем штангенциркулем измеряется наружный (внутренний) диаметр резьбы (рис. 12, б). Полученные результаты сверяются по таблице соответствующего стандарта (например, табл. 2), и устанавливаются окончательные параметры резьбы.
2), и устанавливаются окончательные параметры резьбы.При отсутствии резьбомера шаг резьбы или число шагов на один дюйм можно определить при помощи оттиска на бумаге. Для этого следует на край стола положить лист писчей бумаги, приложить к нему резьбовую часть детали и нажатием руки получить оттиск нескольких витков (рис. 12, в). На оттиске измеряется расстояние ℓ между крайними отчетливо видными рисками и подсчитывается число n шагов на длине ℓ
Число шагов на один дюйм находим по формуле:
Õ=25,4n/ ℓ, если ℓ=25,4, то Õ=n.
Для определения шага резьбы или числа шагов на один дюйм в резьбовом отверстии бумагу наворачивают на металлический или деревянный цилиндрический стержень и нажатием руки на стержень получают оттиск нескольких витков. Дальнейший просчет производится так, как указано выше. Угол профиля резьбы можно определить при помощи шаблона, вырезанного из плотной бумаги. Удобнее всего измерять резьбу в отверстии по той детали, которая ввинчивается в него и, следовательно, имеет ту же резьбу.
Дальнейший просчет производится так, как указано выше. Угол профиля резьбы можно определить при помощи шаблона, вырезанного из плотной бумаги. Удобнее всего измерять резьбу в отверстии по той детали, которая ввинчивается в него и, следовательно, имеет ту же резьбу.
Таблица 4
Продолжение
Тип резьбы | Профиль резьбы | Условное изображение и обозначение | Пример обозначения резьбового соединения | Стандарт |
ϕ = 1°47′24″ | Профиль, диаметры, шаги, ос- новные размеры и допуски ГОСТ 25229-82 | |||
ϕ = 1°47′24″ | Rc/R 3/4 | ГОСТ 6211-81 |
Продолжение
Тип резьбы | Профиль резьбы | Условное изображение и обозначение | Пример обозначения резьбового соединения | Стандарт |
ϕ = 1°47′24″ | K1/2″(*) | K 1/2″(*) (*) ГОСТ 6111-52 | ГОСТ 6111-52 | |
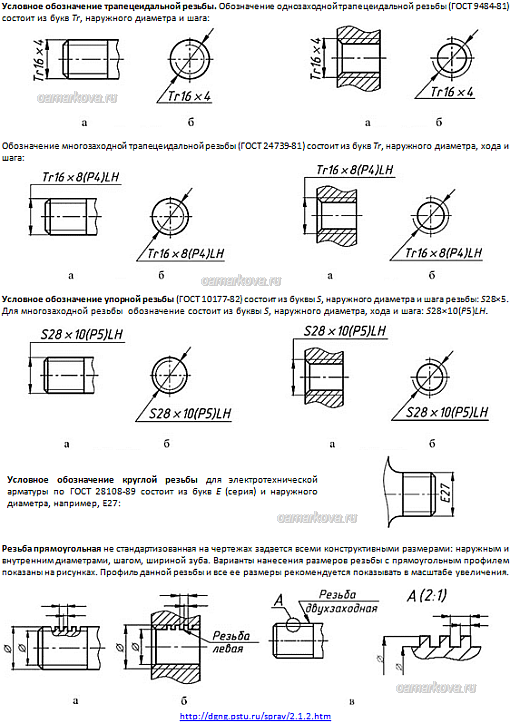
Профиль ГОСТ 9484-81 Диаметр и шаги однозаходной резьбы ГОСТ 24738-81 многозаходной – ГОСТ 24739-81 |
Окончание
Тип резьбы | Профиль резьбы | Условное изображение и обозначение | Пример обозначения резьбового соединения | Стандарт |
Профиль и основные размеры ГОСТ10177-82 | ||||
R R 30° | ГОСТ13536-68 |
Обозначение резьбы на чертеже согласно ГОСТ
Классификация резьбы
Резьбовая поверхность может классифицироваться по достаточно большому количеству различных признаков. Применяемые обозначения позволяют определить основные параметры, за счет чего упрощается выбор подходящих крепежных элементов. В зависимости от того, какая поверхность обрабатывается, выделяют наружную и внутреннюю резьбу. Для внутренней и наружной резьбы свойственны свои одинаковые характеристики. Кроме этого, выделяют следующие типы соединений:
Применяемые обозначения позволяют определить основные параметры, за счет чего упрощается выбор подходящих крепежных элементов. В зависимости от того, какая поверхность обрабатывается, выделяют наружную и внутреннюю резьбу. Для внутренней и наружной резьбы свойственны свои одинаковые характеристики. Кроме этого, выделяют следующие типы соединений:
- Метрические.
- Метрические конического типа.
- Трубные цилиндрического типа.
- Конические трубные.
- Конические двойные.
- Упорная резьба.
- Круглая.
- Трапецеидальная.
Классификация резьбы
Витки могут быть левыми и правыми. Распространение левой резьбы довольно большое, она служит для крепления обычных и ответственных деталей.
Профили и параметры резьбы
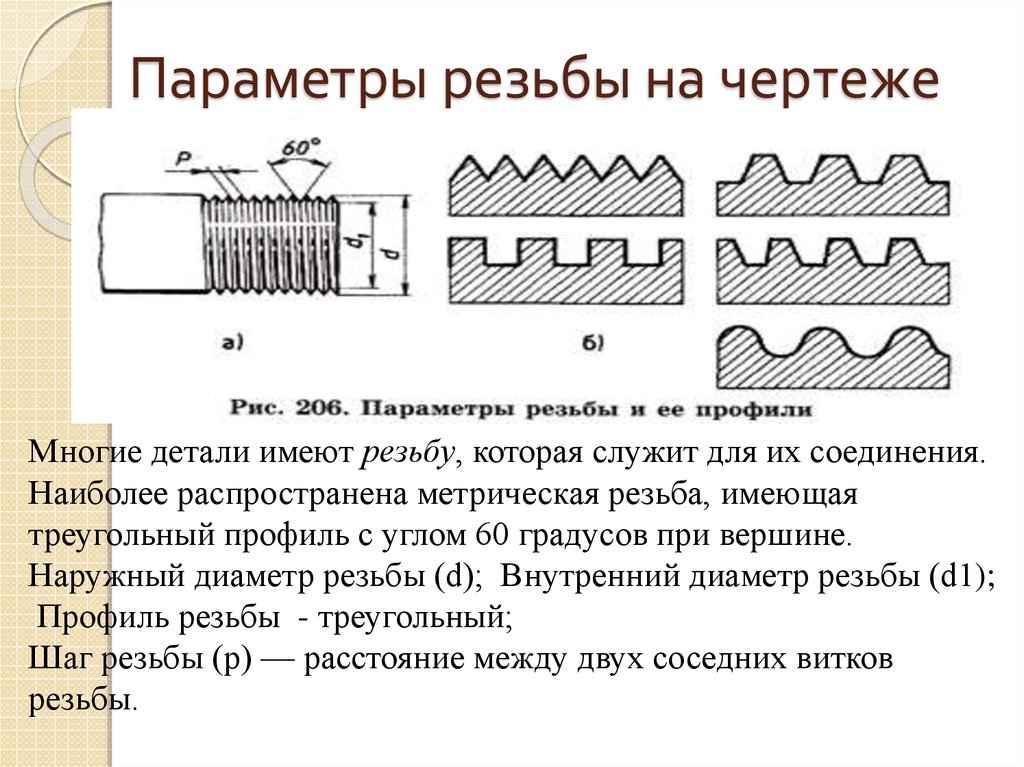
Наибольшее распространение получил метрический профиль. Для регламентирования основных параметров был принят ГОСТ 9150-81, который затем сменился ГОСТ 9150-2002 . Среди особенностей подобной поверхности можно отметить следующие моменты:
- Витки напоминают равносторонний треугольник, угол профиля 60 градусов.
 Наружные витки обладают несколько иным углом притупления витков и впадин Основными параметрами считаются номинальный диаметр и шаг расположения витков.
Наружные витки обладают несколько иным углом притупления витков и впадин Основными параметрами считаются номинальный диаметр и шаг расположения витков. - Варианты исполнения с мелким шагом применяются в случае, когда нужно обеспечить высокую герметичность получаемого соединения.
- При обозначении применяется буква «М», после которой указывается диаметр. Допуски и другая информация отображается на чертеже только в случае, когда он используется для получения высокоточных и качественных изделий.
Профили резьбы
Профили и обозначения резьбы с примерами
Меньшее распространение получил дюймовый тип крепежных изделий. Сегодня на территории СНГ практически отсутствуют стандарты, регламентирующие основные параметры подобной поверхности. Дюймовые варианты исполнения, как правило, применяются при проведении ремонта. Особенность подобного варианта исполнения заключается в выражении основных размеров в дюймах.
Скачать ГОСТ 9150-2002
Трубная цилиндрическая резьба характеризуется профилем, который свойственен метрической. Поверхность образуется за счет треугольников с равными сторонами и углом при вершине 55 градусов. В качестве стандартов был принят ГОСТ 6367-81. Применяется она для соединения труб и тонкостенных цилиндрических изделий. Для конической был разработан собственный ГОСТ 6211-81, профиль в этом случае соответствует дюймовой. Трубные варианты исполнения встречаются сегодня крайне часто. Процесс их нарезания был существенно упрощен за счет появления специальных инструментов и оборудования.
Поверхность образуется за счет треугольников с равными сторонами и углом при вершине 55 градусов. В качестве стандартов был принят ГОСТ 6367-81. Применяется она для соединения труб и тонкостенных цилиндрических изделий. Для конической был разработан собственный ГОСТ 6211-81, профиль в этом случае соответствует дюймовой. Трубные варианты исполнения встречаются сегодня крайне часто. Процесс их нарезания был существенно упрощен за счет появления специальных инструментов и оборудования.
Трубная цилиндрическая резьба
Встречается крепежный элемент в виде трапеции. В этом случае профиль напоминает равнобокую трапецию, угол между отдельными сторонами составляет 30 градусов. Применяется подобная форма в случае, если заготовка имеет диаметр от 10 до 640 мм. Обозначения и многие другие моменты указываются в ГОСТ 9481-81. Область применения – передача вращения.
Упорная стандартизирована ГОСТ 24737-81. Форма в этом случае напоминает неравнобокую трапецию, одна из сторон накланяется на угол 3 градуса.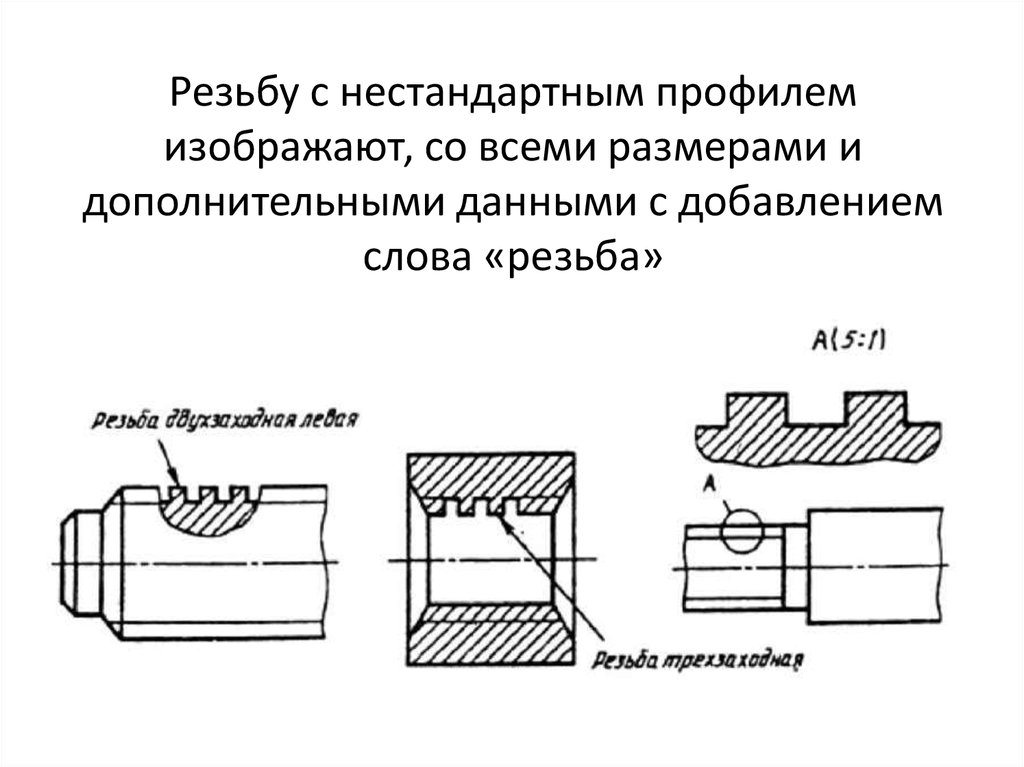 Область применения – передача одностороннего усилия, которое оказывает воздействие в осевом направлении
Область применения – передача одностороннего усилия, которое оказывает воздействие в осевом направлении
Каждый крепежный элемент характеризуется своими определенными особенностями, от которых зависит и их предназначение.
Параметры резьбы
В нормативной документации можно встретить все распространенные обозначения и размеры, требующиеся для определения размеров и других качеств резьбовой поверхности.
Обозначение упорной усиленной резьбы (ГОСТ 13535-87)
Определение упорной усиленной нарезки содержит литеры S, а также угол 45, калибр и шаг. Пример: S45200-13. В случае если резьба левосторонняя, дополнительно указываются буквы LH. Если необходимо определить многозаходную резь, то указывают букву S, величину угла 45, поперечник, ход и символ Р вместе со значением шага, выделенные скобками. Пример: S4520024(P12) — двузаходная, значение хода 24 мм, шаг — 12 мм. Для левосторонней рези указывается дополнительно LH.
Это интересно: Какие электроды лучше использовать для инверторной сварки? Какие существуют виды электродов?
Упорная усиленная резьба (ГОСТ 13535-87).
Назначение резьбы и ее элементы
Назначение рассматриваемого крепежного элемента заключается в соединении и фиксации отдельных элементов. Рассматриваемые изделия могут быть предназначены для передачи вращения или некоторых усилий. Основными элементами можно назвать:
- Профиль рассматривается в сечении, которое образуется при прохождении через ось. Другими словами, создаваемая ось рассекает изделие по полам, в результате чего отображается определенная форма. На основе полученного изображения можно определить некоторые другие наиболее важные параметры.
- Витком называют часть поверхности, которая образуется при полном обороте. В некоторых случаях указывается число витков рабочей части. Определить этот показатель можно при делении протяженности рабочей части на показатель шага.
- Угол профиля образуется между боковыми сторонами. В некоторых случаях этот параметр указывается на чертежах. Для обозначения угла применяется плоскость, проходящая через ось изделия.
- Шаг резьбы считается наиболее важным параметром, который указывается в технической документации и на чертежах. Подобный параметр определяет расстояние между параллельными точками двух рядом лежащих впадин. В метрических указанное расстояние обозначается в миллиметрах.
- Высота профиля считается также важным параметром. Он учитывается при проектировании различных изделий. Высота профиля – расстояние, которое образуется между вершиной витков и основанием. С увеличением этого параметра существенно повышается прочность получаемого соединения, но усложняется процесс свинчивания.
- Наружный, средний и внутренний диаметр. На чертежах и в другой технической документации, как правило, указывается наружный диаметр – диаметральный размер, который описывает около резьбовую поверхность. Другие показатели учитываются крайне редко, но также заносятся в специальные таблицы.
Элементы резьбы
Схематическое изображение элементов резьбы
Некоторые из приведенных выше параметров указываются на чертежа специальными обозначениями, другие можно найти в специальной технической документации.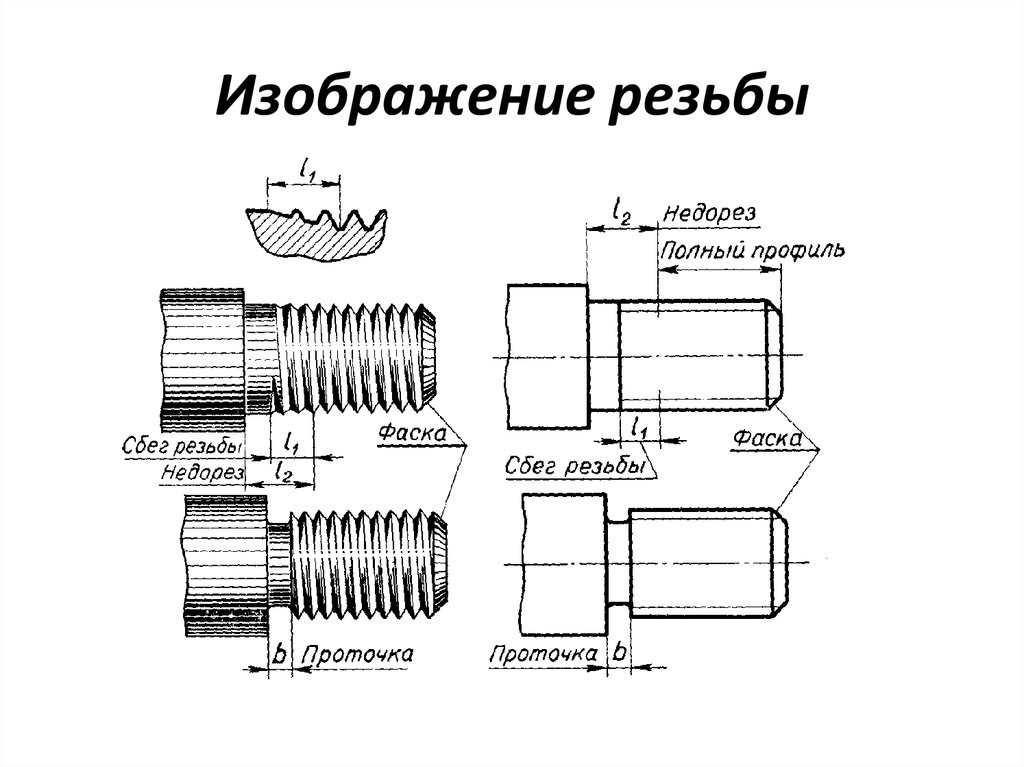 При нарезании витков уделяется информация наружному диаметру и шагу их расположения.
При нарезании витков уделяется информация наружному диаметру и шагу их расположения.
Изображение и обозначение резьбы на чертежах
Резьбовая поверхность представлена сложной формой, которая образуется при винтовом движении плоского контура. Подобное соединение сегодня применяется крайне часто. Именно поэтому были приняты определенные стандарты по их обозначению на чертеже. Для упрощения задачи по созданию проектной документации сложный профиль обозначается условно. Обозначение резьбы можно охарактеризовать следующим образом:
- Зачастую при отображении разреза применяется тонкая линия, которая немного заходят на штриховку. Для обозначения подобного соединения на выносных размерных линиях указывается тип соединения (к примеру, «М» указывает на метрическую). Следующая цифра отображает диаметральный размер.
- В некоторых случаях применяется условное обозначение резьбы, связанное с отображением профиля. Подобная выноска требуется для обозначения угла между отдельными витками.
- При создании ответственных и высокоточных изделий указывается допуск размеров. Как правило, для этого отображается выносная полка или обычные размерные линии.
- Шероховатость образующейся поверхности также имеет важное значение при создании качественных и ответственных крепежных элементов.
Изображение метрической резьбы
Изображение ходовой резьбы
Изображение крепежной резьбы
Изображение упорной и трапецеидальной резьб
Схематическое обозначение конической резьбы практически не отличается от метрической. В некоторых случаях витки изображаются в оригинальном виде. Однако, изобразить ее довольно сложно, поэтому чаще всего применяется условное обозначение.
Условное обозначение метрической резьбы (ГОСТ 8724-2002)
Определение резьбы включает литеру М (от англ. metric system), размер калибра и шаг рези, разграниченных знаком «х». Пример: M8х1.25. Допускается не указывать большой шаг. Пример: М8. Если резь является левой, то добавляются буквы LH.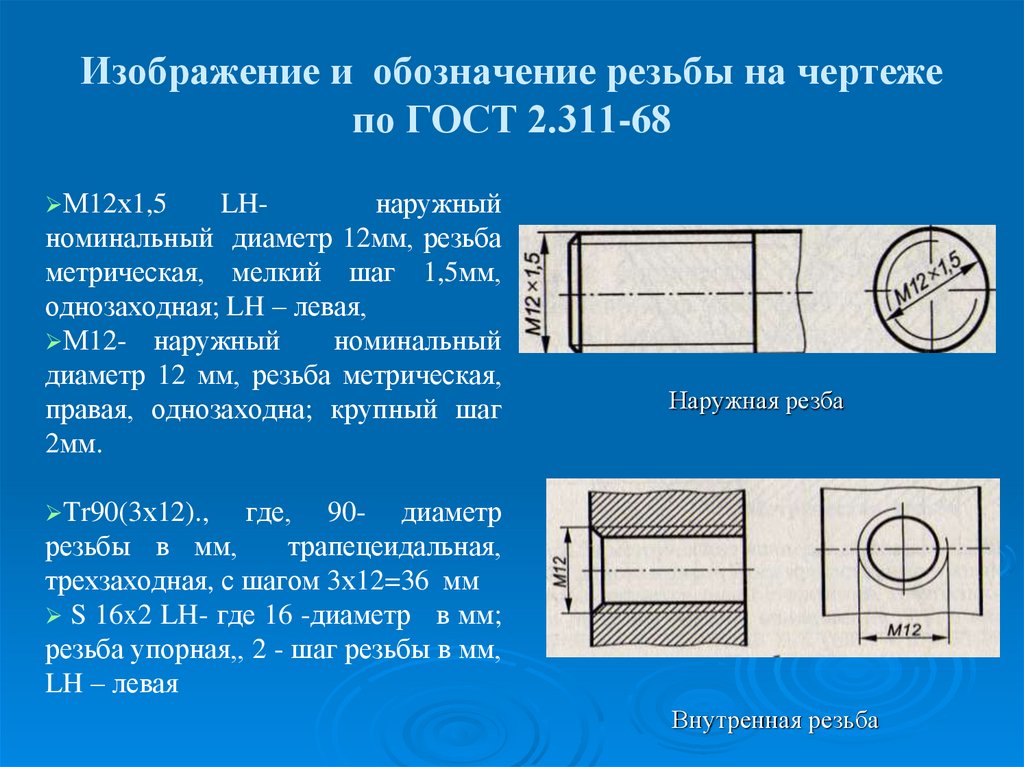 Пример: М8х1-LH. Определение многозаходной рези состоит из символа М, поперечника, знака «х», сочетания Ph, хода, символа P и шага. Для определенности можно указать число заходов.
Пример: М8х1-LH. Определение многозаходной рези состоит из символа М, поперечника, знака «х», сочетания Ph, хода, символа P и шага. Для определенности можно указать число заходов.
Это интересно: Как различать латунь и бронзу — проверенные способы
Метрическая резьба (ГОСТ 8724-2002).
Крепежные резьбы
Наибольшее распространение получили крепежные изделия. Их предназначение заключается в свинчивании и закреплении отдельных деталей. Среди особенностей отметим следующие моменты:
- Витки должны быть рассчитаны на большое усилие. Для этого уменьшается шаг или увеличивается высота профиля.
- Если получаемое изделие должно обладать высокой герметичностью, то уделяется внимание форме вершин витков и впадин. Они должны идеально подходит друг к другу.
- Уделяется внимание твердости применяемого материала при изготовлении, так как при воздействии осевой нагрузки часто происходит срезание рабочей части.
Крепежные элементы рассматриваемого типа характеризуются надежностью и практичностью в применении.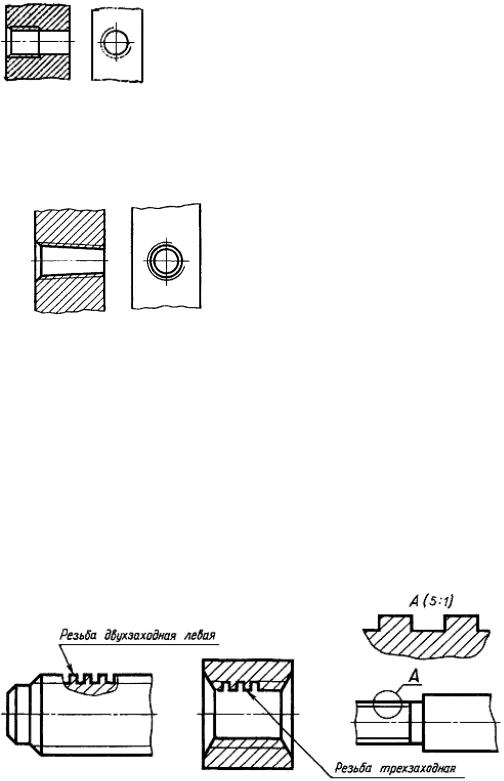
Крепежные и ходовые резьбы
Государственные стандарты
Изготовление такого сложного элемента металлообработки как многозаходная резьба выполняется на основании установленных государственных и международных стандартов. Они дополняют друг друга и позволяют привести в соответствие системы маркировки, которые применяются в Российской Федерации и производителями других стран. Это справедливо для метрической и дюймовой систем измерений.
К таким стандартам относятся:
Ходовые резьбы
В некоторых случаях предназначение рассматриваемой поверхности заключается в не креплении деталей, а обеспечении плавного хода в определенном диапазоне. К особенностям подобных изделий можно отнести следующие моменты:
- Профиль имеет форму, которая обеспечивает плавный ход. Для этого создается поверхность с наименьшим количеством углов.
- Как правило, рабочая часть длинная, в начале и в конце есть ограничители хода.
- Применяемый материал при создании заготовки должен обладать высокой износостойкостью.
Встречаются подобные изделия сегодня крайне редко, так как их надежность и срок службы относительно невысокие.
Таблица размеров и допусков внутренней резьбы ANSI
Таблица размеров и допусков внутренней резьбы ANSI
Меню аппаратных средств ANSI
Поставщики аппаратных средств Производители
Конструкция крепежа и винтов, расчет формулы
Метрическая внешняя резьба (крепежные детали) Обозначения размеров M1,6–M18
Метрическая внешняя резьба (крепежные детали) Размеры резьбы и крепежных деталей M20–M50
Обозначения винтовой резьбы, внутренний диаметр, большой диаметр, средний диаметр
Таблица размеров внутренней резьбы ANSI/ ASME. Все единицы измерения указаны в дюймах.
Все единицы измерения указаны в дюймах.
Унифицированная резьба пер. ANSI/ASME B1.1-1989 (R2001), R2001) Номенклатура. Критерии приемлемости описаны в ANSI/ASME B1.3M-19.92 (Р2001).
Примечание. Эта таблица винтов не является исчерпывающей для всех доступных стандартных резьб, предусмотренных стандартом.
Таблица размеров наружной резьбы ANSI
| Размер винта | Класс Резьба | Базовый и | Малый диаметр | Основной Диаметр | |
Мин. | Макс. | Мин. | |||
| 0-80 | 2Б | 0,0600 | 0,0465 | 0,0514 | 0,0600 |
| 0-80 | 3Б | 0,0600 | 0,0465 | 0,0514 | 0,0600 |
| 1-64 | 2Б | 0,0730 | 0,0561 | 0,0623 | 0,0730 |
| 1-64 | 3Б | 0,0730 | 0,0561 | 0,0623 | 0,0730 |
| 1-72 | 2Б | 0,0730 | 0,0580 | 0,0635 | 0,0730 |
| 1-72 | 3Б | 0,0730 | 0,0580 | 0,0635 | 0,0730 |
| 2-56 | 2Б | 0,0860 | 0,0667 | 0,0737 | 0,0860 |
| 2-56 | 3Б | 0,0860 | 0,0667 | 0,0737 | 0,0860 |
| 2-64 | 2Б | 0,0860 | 0,0691 | 0,0753 | 0,0860 |
| 2-64 | 3Б | 0,0860 | 0,0691 | 0,0753 | 0,0860 |
| 3-48 | 2Б | 0,0990 | 0,0764 | 0,0845 | 0,0990 |
| 3-48 | 3Б | 0,0990 | 0,0764 | 0,0845 | 0,0990 |
| 3-56 | 2Б | 0,0990 | 0,0797 | 0,0865 | 0,0990 |
| 3-56 | 3Б | 0,0990 | 0,0797 | 0,0865 | 0,0990 |
| 4-40 | 2Б | 0,1120 | 0,0849 | 0,0939 | 0,1120 |
| 4-40 | 3Б | 0,1120 | 0,0849 | 0,0939 | 0,1120 |
| 4-48 | 2Б | 0,1120 | 0,0894 | 0,0968 | 0,1120 |
| 4-48 | 3Б | 0,1120 | 0,0894 | 0,0968 | 0,1120 |
| 5-40 | 2Б | 0,1250 | 0,0979 | 0,1062 | 0,1250 |
| 5-40 | 3Б | 0,1250 | 0,0979 | 0,1062 | 0,1250 |
| 5-44 | 2Б | 0,1250 | 0,1004 | 0,1079 | 0,1250 |
| 5-44 | 3Б | 0,1250 | 0,1004 | 0,1079 | 0,1250 |
| 6-32 | 2Б | 0,1380 | 0,1040 | 0,1140 | 0,1380 |
| 6-32 | 3Б | 0,1380 | 0,1040 | 0,1140 | 0,1380 |
| 6-40 | 2Б | 0,1380 | 0,1110 | 0,119 | 0,1380 |
| 6-40 | 3Б | 0,1380 | 0,1110 | 0,1186 | 0,1380 |
| 8-32 | 2Б | 0,1640 | 0,1300 | 0,139 | 0,1640 |
| 8-32 | 3Б | 0,1640 | 0,1300 | 0,1389 | 0,1640 |
| 8-36 | 2Б | 0,1640 | 0,1340 | 0,142 | 0,1640 |
| 8-36 | 3Б | 0,1640 | 0,1340 | 0,1416 | 0,1640 |
| 10-24 | 2Б | 0,1900 | 0,1450 | 0,1560 | 0,1900 |
| 10-24 | 3Б | 0,1900 | 0,1450 | 0,1555 | 0,1900 |
| 10-32 | 2Б | 0,1900 | 0,1560 | 0,1640 | 0,1900 |
| 10-32 | 3Б | 0,1900 | 0,1560 | 0,1641 | 0,1900 |
| 1/4-20 | 2Б | 0,2500 | 0,1960 | 0,2070 | 0,2500 |
| 1/4-20 | 3Б | 0,2500 | 0,1960 | 0,2070 | 0,2500 |
| 1/4-28 | 2Б | 0,2500 | 0,2110 | 0,220 | 0,2500 |
| 1/4-28 | 3Б | 0,2500 | 0,2110 | 0,2190 | 0,2500 |
| 16-18 5/18 | 2Б | 0,3125 | 0,2520 | 0,265 | 0,3125 |
| 16-18 5/18 | 3Б | 0,3125 | 0,2520 | 0,2630 | 0,3125 |
| 16/5-24 | 2Б | 0,3125 | 0,2670 | 0,277 | 0,3125 |
| 16/5-24 | 3Б | 0,3125 | 0,2670 | 0,2754 | 0,3125 |
| 3/8-16 | 2Б | 0,3750 | 0,3070 | 0,321 | 0,3750 |
| 3/8-16 | 3Б | 0,3750 | 0,3070 | 0,3182 | 0,3750 |
| 3/8-24 | 2Б | 0,3750 | 0,3300 | 0,340 | 0,3750 |
| 3/8-24 | 3Б | 0,3750 | 0,3300 | 0,3372 | 0,3750 |
| 16-14 июля | 2Б | 0,4375 | 0,3600 | 0,376 | 0,4375 |
| 16-14 июля | 3Б | 0,4375 | 0,3600 | 0,3717 | 0,4375 |
| 16-20 июля | 2Б | 0,4375 | 0,3830 | 0,395 | 0,4375 |
16. 07.20 07.20 | 3Б | 0,4375 | 0,3830 | 0,3916 | 0,4375 |
| 1/2-13 | 2Б | 0,5000 | 0,4170 | 0,434 | 0,5000 |
| 1/2-13 | 3Б | 0,5000 | 0,4170 | 0,4284 | 0,5000 |
| 1/2-20 | 2Б | 0,5000 | 0,4460 | 0,457 | 0,5000 |
| 1/2-20 | 3Б | 0,5000 | 0,4460 | 0,4537 | 0,5000 |
| 16-12 сентября | 2Б | 0,5625 | 0,4720 | 0,4900 | 0,5625 |
| 9/16-12 | 3Б | 0,5625 | 0,4720 | 0,4843 | 0,5625 |
| 16-14 сентября | 2Б | 0,5625 | 0,4850 | 0,5010 | 0,5625 |
| 16-16 сентября | 2Б | 0,5625 | 0,4950 | 0,5090 | 0,5625 |
| 16-16 сентября | 3Б | 0,5625 | 0,4950 | 0,5040 | 0,5625 |
| 16-18 сентября | 2Б | 0,5625 | 0,5020 | 0,5150 | 0,5625 |
| 16-18 сентября | 3Б | 0,5625 | 0,5020 | 0,5106 | 0,5625 |
| 16-20 сентября | 2Б | 0,5625 | 0,5080 | 0,5200 | 0,5625 |
| 16-20 сентября | 3Б | 0,5625 | 0,5080 | 0,5162 | 0,5625 |
| 16-24 сентября | 2Б | 0,5625 | 0,5170 | 0,5270 | 0,5625 |
| 16-24 сентября | 3Б | 0,5625 | 0,5170 | 0,5244 | 0,5625 |
| 16-32 сентября | 2Б | 0,5625 | 0,5290 | 0,5360 | 0,5625 |
16. 09.32 09.32 | 3Б | 0,5625 | 0,5290 | 0,5344 | 0,5625 |
| 8/8-11 | 2Б | 0,6250 | 0,5270 | 0,546 | 0,6250 |
| 5/8-11 | 3Б | 0,6250 | 0,5270 | 0,5391 | 0,6250 |
| 5/8-18 | 2Б | 0,6250 | 0,5650 | 0,578 | 0,6250 |
| 5/8-18 | 3Б | 0,6250 | 0,5650 | 0,5730 | 0,6250 |
| 3/4-10 | 2Б | 0,7500 | 0,6420 | 0,663 | 0,7500 |
| 3/4-10 | 3Б | 0,7500 | 0,6420 | 0,6545 | 0,7500 |
| 3/4-16 | 2Б | 0,7500 | 0,6820 | 0,696 | 0,7500 |
| 3/4-16 | 3Б | 0,7500 | 0,6820 | 0,6908 | 0,7500 |
| 7/8 -9 | 2Б | 0,8750 | 0,7550 | 0,778 | 0,8750 |
| 7/8 -9 | 3Б | 0,8750 | 0,7550 | 0,7681 | 0,8750 |
| 7/8-14 | 2Б | 0,8750 | 0,7980 | 0,814 | 0,8750 |
| 7/8-14 | 3Б | 0,8750 | 0,7980 | 0,8068 | 0,8750 |
| 1-8 | 2Б | 1.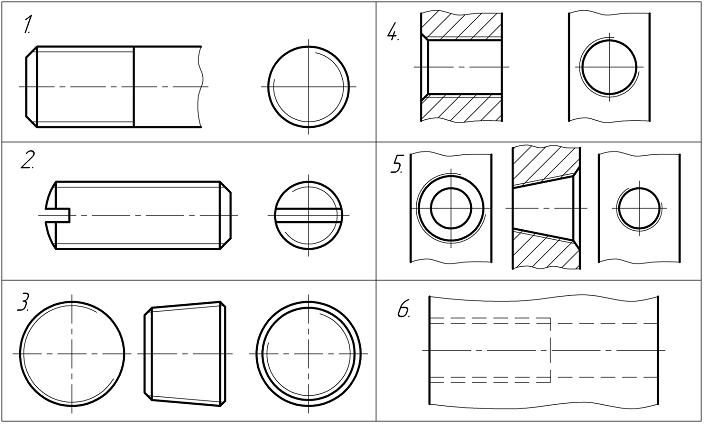 0000 0000 | 0,8650 | 0,890 | 1.0000 |
| 1-8 | 3Б | 1.0000 | 0,8650 | 0,8797 | 1.0000 |
| 1-12 | 2Б | 1.0000 | 0,9100 | 0,928 | 1.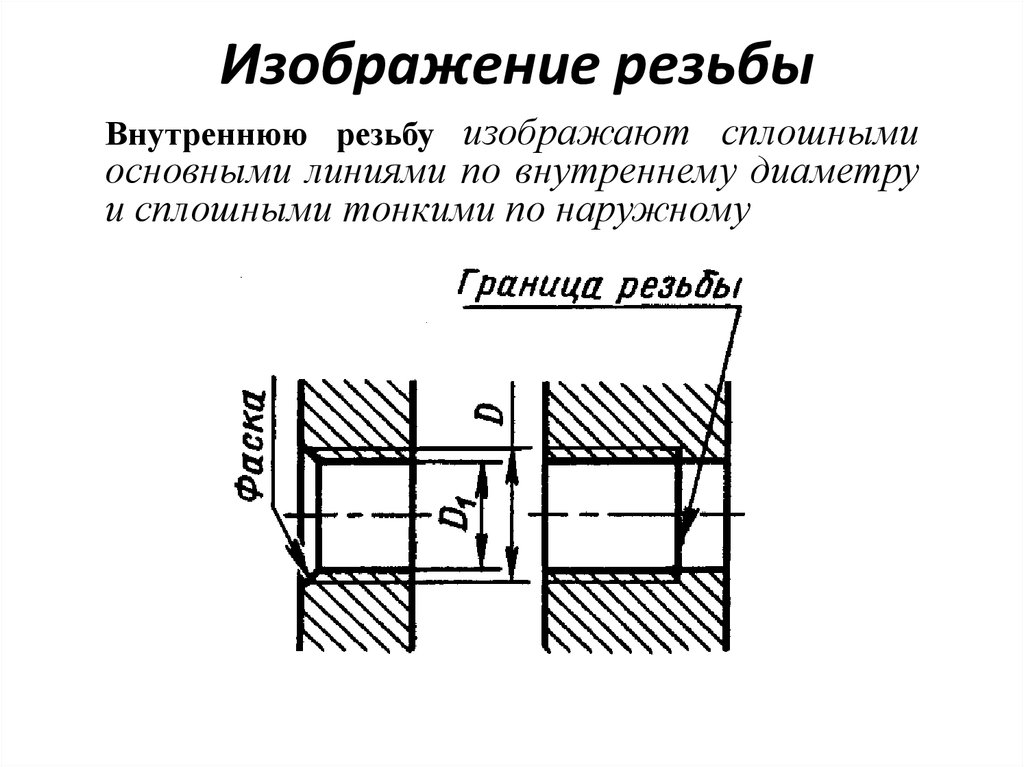 0000 0000 |
| 1-12 | 3Б | 1.0000 | 0,9100 | 0,9198 | 1.0000 |
| 1 1/8-7 | 2Б | 1.1250 | 0,9700 | 0,998 | 1.1250 |
| 1 1/8-12 | 2Б | 1. 1250 1250 | 1.0350 | 1,053 | 1.1250 |
| 1 1/4-7 | 2Б | 1.2500 | 1.0950 | 1,123 | 1.2500 |
| 1 1/4-12 | 2Б | 1.2500 | 1.1600 | 1,178 | 1. 2500 2500 |
| 1 3/8-6 | 2Б | 1,3750 | 1.1950 | 1,225 | 1.3750 |
| 1 3/8-12 | 2Б | 1.3750 | 1.2850 | 1,303 | 1.3750 |
| 1 1/2-6 | 2Б | 1,5000 | 1. 3200 3200 | 1.350 | 1,5000 |
| 1 1/2-12 | 2Б | 1,5000 | 1.4100 | 1,428 | 1,5000 |
| 1 3/4-5 | 2Б | 1,7500 | 1,5340 | 1,568 | 1. 7500 7500 |
| 2-6 | 2Б | 2.0000 | 1,820 | 1.850 | 2.0000 |
| Размер винта | Делительный диаметр | |
| Мин. | Макс. | |
| 0-80 | 0,0519 | 0,0542 |
| 0-80 | 0,0519 | 0,0536 |
| 1-64 | 0,0629 | 0,0655 |
| 1-64 | 0,0629 | 0,0648 |
| 1-72 | 0,0640 | 0,0665 |
| 1-72 | 0,0640 | 0,0659 |
| 2-56 | 0,0744 | 0,0772 |
| 2-56 | 0,0744 | 0,0765 |
| 2-64 | 0,0759 | 0,0786 |
| 2-64 | 0,0759 | 0,0779 |
| 3-48 | 0,0855 | 0,0885 |
| 3-48 | 0,0855 | 0,0877 |
| 3-56 | 0,0874 | 0,0902 |
| 3-56 | 0,0874 | 0,0895 |
| 4-40 | 0,0958 | 0,0991 |
| 4-40 | 0,0958 | 0,0982 |
| 4-48 | 0,0985 | 0,1016 |
| 4-48 | 0,0985 | 0,1008 |
| 5-40 | 0,1088 | 0,1121 |
| 5-40 | 0,1088 | 0,1113 |
| 5-44 | 0,1102 | 0,1134 |
| 5-44 | 0,1102 | 0,1126 |
| 6-32 | 0,1177 | 0,1214 |
| 6-32 | 0,1177 | 0,1204 |
| 6-40 | 0,1218 | 0,1252 |
| 6-40 | 0,1218 | 0,1243 |
| 8-32 | 0,1437 | 0,1475 |
| 8-32 | 0,1437 | 0,1465 |
| 8-36 | 0,1460 | 0,1496 |
| 8-36 | 0,1460 | 0,1487 |
| 10-24 | 0,1629 | 0,1672 |
| 10-24 | 0,1629 | 0,1661 |
| 10-32 | 0,1697 | 0,1736 |
| 10-32 | 0,1697 | 0,1726 |
| 1/4-20 | 0,2175 | 0,2248 |
| 1/4-20 | 0,2175 | 0,220 |
| 1/4-28 | 0,2268 | 0,2311 |
| 1/4-28 | 0,2268 | 0,2300 |
| 16-18 5/18 | 0,2764 | 0,2817 |
| 16-18 5/18 | 0,2764 | 0,2803 |
| 16/16-24 | 0,2854 | 0,2902 |
| 16/5-24 | 0,2854 | 0,2890 |
| 3/8-16 | 0,3344 | 0,3401 |
| 3/8-16 | 0,3344 | 0,3387 |
| 3/8-24 | 0,3479 | 0,3528 |
| 3/8-24 | 0,3479 | 0,3516 |
| 16-14 июля | 0,3911 | 0,3972 |
| 16-14 июля | 0,3911 | 0,3957 |
| 16-20 июля | 0,4050 | 0,4104 |
| 16-20 июля | 0,4050 | 0,4091 |
| 1/2-13 | 0,4500 | 0,4565 |
| 1/2-13 | 0,4500 | 0,4548 |
| 1/2-20 | 0,4675 | 0,4731 |
| 1/2-20 | 0,4675 | 0,4717 |
| 16-12 сентября | 0,5084 | 0,5152 |
| 16-12 сентября | 0,5084 | 0,5135 |
| 16-14 сентября | 0,5161 | 0,5226 |
| 9/16-16 | 0,5219 | 0,5280 |
| 16-16 сентября | 0,5219 | 0,5265 |
| 16-18 сентября | 0,5264 | 0,5323 |
| 16-18 сентября | 0,5264 | 0,5308 |
| 16-20 сентября | 0,5300 | 0,5355 |
| 16-20 сентября | 0,5300 | 0,5341 |
| 16-24 сентября | 0,5354 | 0,5404 |
| 16-24 сентября | 0,5354 | 0,5392 |
16. 09.32 09.32 | 0,5422 | 0,5467 |
| 16.09.32 | 0,5422 | 0,5456 |
| 5/8-11 | 0,5660 | 0,5732 |
| 5/8-11 | 0,5660 | 0,5714 |
| 5/8-18 | 0,5889 | 0,5949 |
| 5/8-18 | 0,5889 | 0,5934 |
| 3/4-10 | 0,6850 | 0,6927 |
| 3/4-10 | 0,6850 | 0,6907 |
| 3/4-16 | 0,7094 | 0,7159 |
| 3/4-16 | 0,7094 | 0,7143 |
| 7/8 -9 | 0,8028 | 0,8110 |
| 7/8 -9 | 0,8028 | 0,8089 |
| 7/8-14 | 0,8286 | 0,8356 |
| 7/8-14 | 0,8286 | 0,8339 |
| 1-8 | 0,9188 | 0,9276 |
| 1-8 | 0,9188 | 0,9254 |
| 1-12 | 0,9459 | 0,9535 |
| 1-12 | 0,9459 | 0,9516 |
| 1 1/8-7 | 1. 0322 0322 | 1.0416 |
| 1 1/8-12 | 1.0709 | 1.0787 |
| 1 1/4-7 | 1.1572 | 1,1668 |
| 1 1/4-12 | 1.1959 | 1.2039 |
| 1 3/8-6 | 1,2667 | 1. 2771 2771 |
| 1 3/8-12 | 1.3209 | 1.3291 |
| 1 1/2-6 | 1.3917 | 1.4022 |
| 1 1/2-12 | 1.4459 | 1.4542 |
| 1 3/4-5 | 1.6201 | 1,6317 |
| 2-6 | 1,8917 | 1,9028 |
а. Базовый = Номинальный
Базовый = Номинальный
Классификация и представление резьбы
Классификация и представление резьбы
| 1. | Спецификация степени точности изготовления резьбы: | |||
| B) | класс посадки. | |||
| В) | пособие. | |||
| D) | герметичность. | |||
| 2. | An external thread is specified on a drawing with the letter | |||
| A) | A. | |||
| B) | B. | |||
| В) | В. | |||
| Г) | Г. | |||
| 3. | An internal thread is specified on a drawing with the letter | |||
| A) | A. | |||
| B) | B. | |||
| В) | В. | |||
| Г) | Г. | |||
| 4. | Резьба обычно указывается на чертеже с указанием ее шага, серии резьбы, класса посадки и основного диаметра. | |||
| B) | глубина резьбы. | |||
| C) | делительный диаметр. | |||
| D) | номинальный диаметр. | |||
| 5. | На чертежах используются три типа изображения резьбы: упрощенное, подробное и стандартное. | |||
| B) | Стандарт США.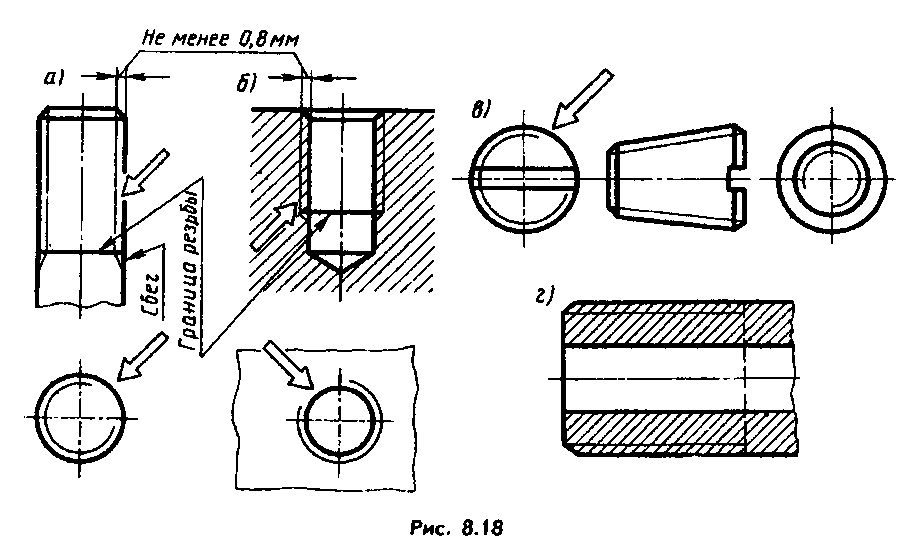 | |||
| C) | Схема. | |||
| D) | метрическая. | |||
| 6. | Указана длина болта с шестигранной головкой | |||
| A) | от конца резьбы до нижней части головки. | |||
| Б) | от общей длины, включая головку. | |||
| C) | по длине резьбовой части. | |||
| D) | от нижней стороны головки к фаске. | |||
7. | Изображение резьбы контролируется | |||
| А) | SAE. | |||
| B) | ASEE. | |||
| C) | ANSI. | |||
| D) | ASTM. | |||
| 8. | Фаска на конце резьбы нарисована | |||
| А) | 30°. | |||
| Б) | 45°. | |||
| В) | 60°. | |||
| D) | 75°. | |||
| 9. | В упрощенном представлении потока корень потока представлен цифрой | |||
| A) | фантомные линии. | |||
| Б) | линии объектов. | |||
| C) | скрытые линии. | |||
| Г) | Строительные линии. | |||
| 10. | На подробном изображении форма резьбы обозначена цифрой | |||
| А) | 15°. | |||
| Б) | 30°. | |||
| С) | 45°. | |||
| D) | 60°. | |||
ИНЖЕНЕРНЫЙ ЧЕРТЕЖ — Резьба — УЧЕБНЫЕ ПРОДУКТЫ
Главная
ДИПЛОМ
ИНЖЕНЕРНЫЙ ЧЕРТЕЖ
ИНЖЕНЕРНЫЙ ЧЕРТЕЖ — Резьба
ДИПЛОМ Автор: АМИТ 8 марта 2021 г. Комментариев нет
Различные части конструкций, машин или другие детали соединяются между собой с помощью крепежных изделий. Крепления, используемые для этой цели, предназначены для временного крепления, т. е. части можно легко разъединить, не ломая, просто отвинтив или удалив крепеж. Крепежные элементы, используемые для этой цели, представляют собой ключи, шплинты, штифты, шпильки, гайки и болты и т. д. Резьба является функциональным элементом временного крепления, который используется на болте, шпильке, установочном винте, колпачковом винте, шурупе и т. д. резьба образуется путем нарезания винтовой канавки на круглой внутренней или внешней поверхности. Резьбовая поверхность детали называется винтом.
д. резьба образуется путем нарезания винтовой канавки на круглой внутренней или внешней поверхности. Резьбовая поверхность детали называется винтом.
- ШАГ: Расстояние от вершины одной резьбы до вершины соседней резьбы вдоль оси стержня.
- КОРЕНЬ: Это поверхность резьбы, которая соединяет соседние боковые стороны на дне канавки.
- БОКОВАЯ ЧАСТЬ: Боковая часть – это часть поверхности между корнем и гребнем. Это наклонные линии, идущие от гребня к корням, образующие твердую поверхность с наклонными боковыми поверхностями.
- ГРЕБЕНЬ: Это часть поверхности резьбы, которая соединяет соседние боковые стороны в верхней части гребня.
- ШАГ: Это расстояние, которое проходит гайка или болт в осевом направлении за один полный оборот. В однозаходной резьбе шаг равен шагу. В многозаходной резьбе шаг равен количеству заходов, умноженному на шаг.

- УГОЛ РЕЗЬБЫ: Это угол между боковыми сторонами, измеренный в осевой плоскости.
- БОЛЬШОЙ ДИАМЕТР: Диаметр воображаемого цилиндра на гребне или на котором нарезана резьба называется большим диаметром.
- МАЛЫЙ ДИАМЕТР: Диаметр воображаемого цилиндра у основания называется малым диаметром.
- ДИАМЕТР ДЕЛА: Среднее значение большого и меньшего диаметров называется делительным диаметром.
- НАРУЖНАЯ РЕЗЬБА: Резьба на внешней поверхности элемента, такого как болт, шпилька, винт, труба, цилиндр, вал и т. д.
- ВНУТРЕННЯЯ РЕЗЬБА: Резьба на внутренней поверхности элемента, такая как резьба в отверстии гайки, трубы, цилиндра и т. д.
- ПРАВАЯ РЕЗЬБА: Резьба на внешней поверхности стержня болта, которая входит в гайку при повороте по часовой стрелке или имеет наклон вверх влево, когда винт расположен горизонтально.

- ЛЕВОСТОРОННЯЯ РЕЗЬБА: Резьба на внешней поверхности стержня болта, которая входит в гайку при повороте против часовой стрелки или в которой направление резьбы наклонено вправо при установке винта по горизонтали.
- ОДНОЗАХОДНАЯ РЕЗЬБА: В однозаходной резьбе шаг равен шагу шага, когда на всем протяжении видна только одна спираль или одна начальная точка, образующая цилиндр, набегающий на резьбу его длина. Если на болт с резьбой навинтить гайку и прочно удерживать ее в одной точке, стержень поворачивается на 360°, гайка скользит по оси, равной шагу резьбы.
- ДВУСТОРОННЯЯ РЕЗЬБА: При двухзаходной резьбе резьба на внутренней поверхности отверстия гайки также должна быть двухзаходной. Если на болт или стержень с двойной заходной резьбой навинтить гайку, а стержень повернуть на 360°, гайка сместится в два раза на шаг резьбы.

- МНОГОЗАХОДНАЯ РЕЗЬБА: В многозаходной резьбе две или более резьбы с одинаковым шагом идут параллельно друг другу.
Многозаходная резьба используется везде, где требуется быстрое движение с минимальными оборотами и не допускается приложение большой силы, например, между перьевой ручкой и ее колпачком, бутылками, крышками от зубной пасты, клапанами, шпинделями водопроводных кранов и т. д. для придания быстрого движения при открытии закрытия.
ФОРМЫ ВИНТОВОЙ РЕЗЬБЫ:
- B.S.W. (Британский стандарт Whitworth):
Резьба BSW используется в качестве стандартной резьбы в Великобритании для общих целей. Это модифицированная форма V-образной резьбы с углом резьбы 9.0005 55° и углы одинаково закруглены на гребне и основании для плавного движения резьбы. Этот тип резьбы используется на болтах, гайках и других резьбовых соединениях.
- Б.
 А. (Британская ассоциация) Раздел резьбы:
А. (Британская ассоциация) Раздел резьбы:
Резьба BA рекомендуется Британским стандартом и институтом для использования вместо резьбы BSW для всех небольших винтов и мелких инструментов. Угол между сторонами 47,5° . Он используется там, где точность является основным фактором, например, в самолетах и математических инструментах.
- Раздел резьбы продавца или раздел резьбы American National:
Эта резьба используется в качестве стандартной резьбы в Америке для общих целей. Угол между двумя сторонами резьбы равен 60º . Используется на болтах, гайках, крепежных винтах и т. д.
- Метрическая резьба:
Эта резьба используется в качестве стандартной в Индии для общих целей. Метрическая резьба представляет собой симметричную V-образную резьбу с углом 60° между флангами. Резьба на болте закруглена у основания и плоская у вершины, а резьба на гайке закруглена у основания, но вершина плоская.
- Квадратная резьба Секция:
Эта резьба имеет квадратную форму и используется для передачи энергии. Глубина и толщина равны половине шага. Он используется в винтовых домкратах, тисках, больших шпинделях клапанов, потому что они обеспечивают наименьшее сопротивление трению движению.
- Резьба на шарнире Секция:
Резьба на шарнире обычно используется в некоторых типах электрических ламп, крышек бутылок, пожарных кранов, железнодорожных пар и т. д. Это модифицированная форма квадратной резьбы. Это нить полукруглой формы. Его не легко повредить при грубом использовании.
- Контрфорсная резьба:
В контрфорсной части резьбы одна сторона резьбы перпендикулярна оси, тогда как другая сторона остается на 45º наклонен к оси. Упорная резьба используется для передачи усилия только в одном направлении, например, в шпинделях слесарных тисков, гребных винтах и т. д.
д.
- Секция резьбы Acme:
Модификация квадратной резьбы. Форму нити можно очень легко обрезать, что придает нитям большую прочность из-за более широкого основания и узкой вершины. Угол между сторонами резьбы 29º .
RELATED VIDEOS:
Рекомендуется для вас
АМИТ
Charts & Formulas (Definitive Guide)
Table Of Contents
- List of Charts
- Overview
- ISO Standards
- Designations
- Standard ISO metric series
- Possible Combinations (Diameter/Pitch)
- Basic Thread Размеры
- Символы
- Формулы для основных размеров
- Диаграммы размеров метрических потоков
- Пределы размеров резьбы
- классы метрических потоков
- Выбор класса
- Метрическая резьба (отклонения).
* Легкий доступ ко всем таблицам данных, представленным на этой странице
- Стандарты ISO
- Список символов
- Примеры обозначений
- Возможные комбинации диаметр/шаг.
- Основные размеры
- Рекомендуемые классы
- Пособия/отклонения (ES/EL)
- Допуски (T D /T D )
- Нормальная длина участия
- . Нормальная длина участия
- . представляет собой серию прямых резьб общего назначения с углом 60°. Это наиболее часто используемая во всем мире система резьбы. Это была одна из первых тем, стандартизированных комитетом ISO еще в 1947 и используется до сих пор. ISO Стандарты
ОбозначенияСтандарт ISO Тема Что включено? ISO 261 Возможные комбинации - Перечисляет в таблице все возможных комбинаций диаметр/шаг .
- Определяет серии Coase Pitch и Fine Pitch .
ИСО 68 Базовый профиль - Определяет базовый профиль резьбы, включая шаг, диаметр шага, высоту и т. д.
- Чертеж с указанными выше параметрами резьбы.
- Формулы для вышеуказанных параметров.
ISO 965-1 Допуски Основной документ по метрической резьбе ISO
- Список и определение 6 символов .

- Допуск классы определение.
- Обозначение Правила
- Надбавка Таблица — По классам и полям.
- Обычный Длина зацепления Диаграмма — по диаметру и шагу.
- Поля допусков Таблицы — по диаметру и шагу.
- Радиус корня Диаграммы и формулы.
- Рекомендуется Классы допусков — Таблицы для качества допусков и длины зацепления.
- Формулы , которые использовались для построения диаграмм.
ISO 965-2 Пределы - Таблицы разрешенного диапазона шага, наружного и вспомогательного диаметров для классов 6H и 6g .

- Значения рассчитаны на основе определений стандарта ISO 965-1.
- Они имеют ограниченное использование , поскольку они предоставляют данные только для классов по умолчанию.
Описание всегда начинается с заглавной M , за которой следует номинальный диаметр резьбы в миллиметрах. Например, M8 – это резьба с номинальным диаметром 8 мм (0,315 дюйма). Если после M и диаметра не следуют символы, это означает, что все остальные параметры соответствуют значениям по умолчанию, определенным в ISO 965-1:
Значения по умолчанию для метрической резьбы ISO :
- Шаг — В соответствии с крупным шагом серии.
- Количество пусков – Один.
- Класс – 6g для внешней резьбы и 6H для внутренней резьбы.
 (Действительно более 1,6 мм / 0,063″)
(Действительно более 1,6 мм / 0,063″) - Направление – Правосторонняя резьба.
- Ячейки с Золотым фоном — Значения получены из приведенных выше значений по умолчанию .
- Ячейки с белым фоном — значения взяты из описания .
Обозначение Номинальный диаметр Шаг Внутренний или External Lead Number of Starts Pitch Diameter Class Major/Minor Diameter Class Thread Direction M8 8 1. 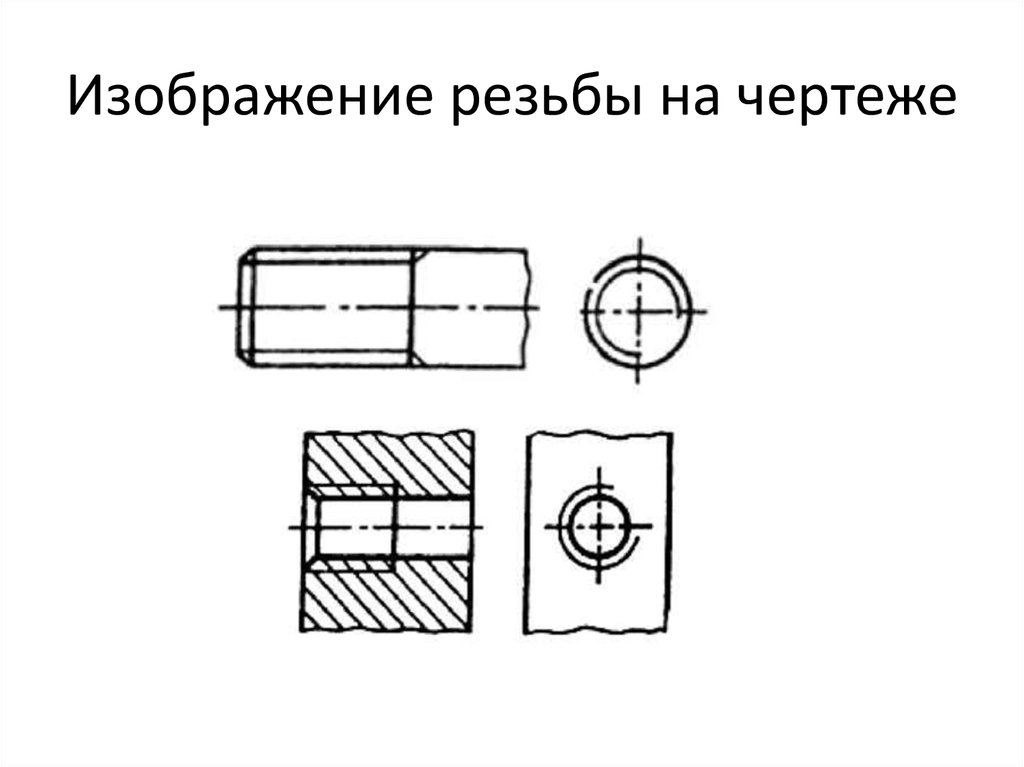 25
25Both 1.25 1 6H /6 г 6H/6 г Правосторонняя M8 X 0,75 8 0.75 Both 0.75 1 6H/6g 6H/6g RightHand M8 X ph3.  25p0.75
25p0.758 0.75 Both 2,25 3 6H/6G 6H/6G Righthand M8 — 4G8E 8 1,25 8 1,25 8 1,25 8 1,25 1,25 E1,25 E1,25 .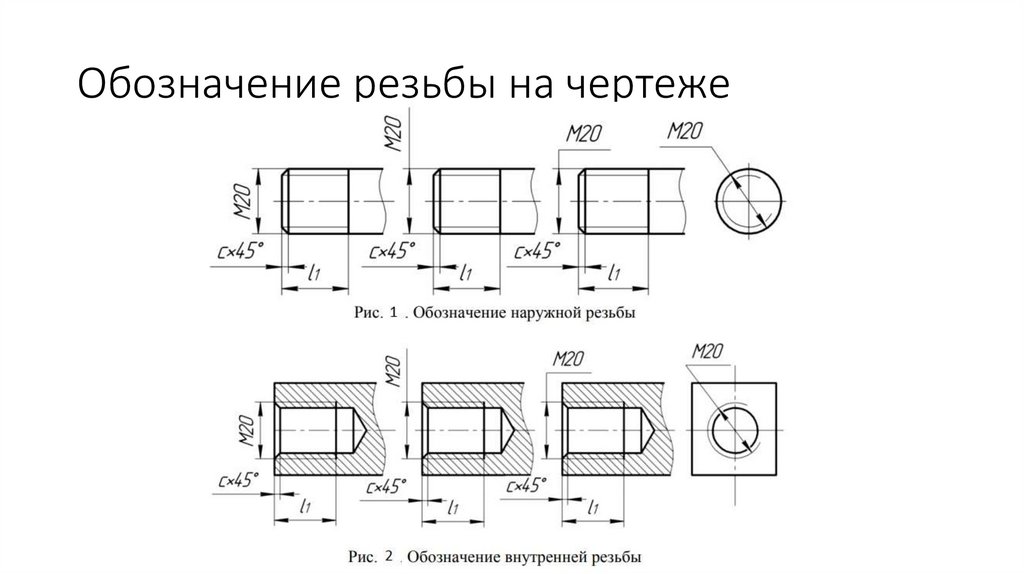 е.
е.8e RightHand M8 X 0.75 — 5G 8 0.75 Internal 1.25 1 5G 5G RightHand M8 — RH 8 1. 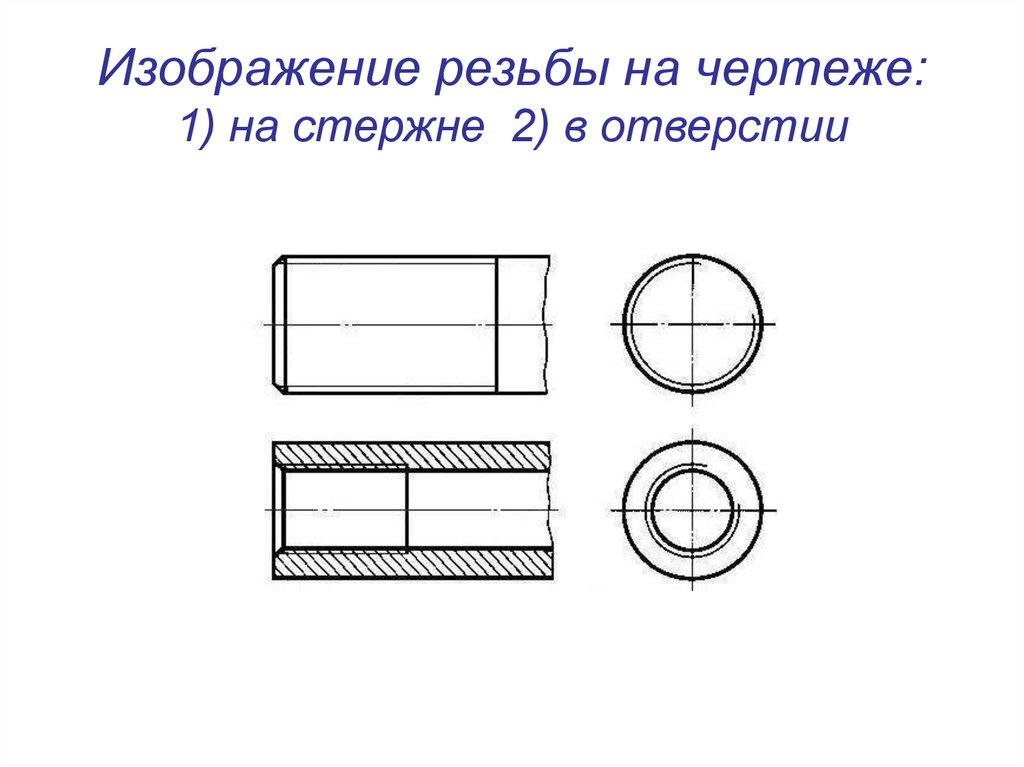 25
25Both 0.75 1 6H/6g 6H/6g RightHand M8 ph3.25P0.75 — 4g8e — LH 8 0.75 Внешний 2,25 3 4G 8E левая рука ARVELANATE:
5:
.
 Например, M8 X 0,75 означает резьбу 8 мм (0,315 дюйма) с шагом 0,75 мм (0,03 дюйма или 34 витка на дюйм). Если « X P» опущено , шаг определяется Coase Pitch Series в соответствии с ISO-261.
Например, M8 X 0,75 означает резьбу 8 мм (0,315 дюйма) с шагом 0,75 мм (0,03 дюйма или 34 витка на дюйм). Если « X P» опущено , шаг определяется Coase Pitch Series в соответствии с ISO-261. - Перечисляет в таблице все возможных комбинаций диаметр/шаг .
- Количество пусков : Обозначается «Ph» . Например, M8 X Ph3.25P0.75 . В данном случае 2,25 мм – это шаг, а 0,75 мм – шаг . Ph должен быть кратен P, так как количество пусков равно Ph/P. В этом примере количество запусков равно 3 . Если Ph опущен, поток имеет один запуск.
- Класс : Класс появляется после шага . Ему предшествует «-», и он состоит из двух или четырех символов. Например, М8 Х 0,75 – 5g6g .
- Маленькие буквы обозначают наружную резьбу, а заглавные буквы обозначают внутреннюю резьбу.
- Два длинных чартера означают, что класс действителен как для шага, так и для диаметров большего/меньшего диаметра.

- Четыре длинных хартии означают отдельный класс для делительного диаметра (первые два символа) и большого/второстепенного диаметров (первые два символа).
- Для получения подробных сведений о классах см. раздел классов ниже.
- Если класс не указан, используется класс по умолчанию. (см. таблицу выше)
- Направление потока : Направление появляется после класса и предшествует «-». Если опущено, направление правое. Если появляется «- LH», это означает левую резьбу. Например, , M8 X 0,75 — 5g6g — LH — это обозначение левой резьбы. Стандартная метрическая серия ISO
- MC – метрическая Крупная Серия резьбы 0 –метрическая 0 MF Fine Серия резьбы
- Нажмите, чтобы получить полную спецификацию резьбы для конкретной комбинации
- Допуск (отклонение): Минимально допустимое расстояние между базовым и фактическим профилем.
- Допуск: Ширина поля допуска диаметра на фактическом профиле резьбы. (шаг, большой и малый диаметры)
- Небольшой припуск означает, что соединение наружной и внутренней резьбы будет сложнее , но после сборки свободы передвижения будет меньше.
- большой припуск означает, что сборка наружной и внутренней резьбы будет проще , но после сборки будет больше свободы движений.
- Размер припуска не влияет на сложность изготовления нити или на цену.
- Широкий допуск проще и дешевле в производстве, но дает больший разброс между резьбами.
- с узким допуском сложно производить и дороже, но дает меньший разброс между резьбами.
- Маленькие буквы представляют внешних нитей, а заглавных букв представляют внутренних резьб.
- Два чартера длинного класса означают, что класс действителен как для шага, так и для большого/малого диаметра .
- Четыре длинных чартера означают отдельный класс для делительного диаметра (первые два символа) и больших/малых диаметров (последние два символа).
- Если класс опущен , используется класс по умолчанию .
- D: E, F, G, H
- . ( E, F, G, H
- (Major Diameter) (Major Diameter). : 4, 6, 8
- T (диаметр шага) : 3, 4, 5, 6, 7, 8, 9
- Символы: 0006 ES, T D , T D2
- D: G, H
- T (незначительный диаметр) : 9006 4, 5, 6, 7, 70005 T (незначительный диаметр) : 4, 5, 5, 7, 70005 T (незначительный диаметр) : 9006 4, 5, 6, 7, 70005 T (незначительный диаметр) : 4, 7, 7, 70005 T (незначительный диаметр) 9000:
- T (незначительный диаметр) 8
- T (Pitch Diameter) : 4, 5, 6, 7, 8
- Symbols: EL, T D1 , T D2
G G 9478G 94789. .0039- F – Fine: для прецизионных резьб, когда требуется минимальное изменение посадки.
- M — Medium: для общего использования.
- C – Грубая: для случаев, когда могут возникнуть производственные трудности, например, при нарезании резьбы на горячекатаных прутках и длинных глухих отверстиях.
- N – Нормальная: Определяется для каждой резьбы в таблице ниже.
- S – Короткая: Длина короче «Нормальной».
- L – Длинный: Больше, чем «Нормальная длина».
- Выберите «N» Когда продолжительность помолвки неизвестна.
- EL H = es h = 0
- EL G = es g ≈15 + 11 912 * P
- 18 e ≈50 + 11 * P
- es f ≈30 + 11 * P
- P шаг, выраженный в микронах
- Результат es/EL в микронах.
- Введите описание резьбы в поле поиска.
- Значения в микронах .
- Для мм разделить на 1000. Для дюймов разделите на 254000.
- T d – Допуск наружного большого диаметра
- T D2 — Допустимость к диаметру внешнего шага
- T D1 — Толерантность к внутреннему минорному диаметру
- T D2 — тол. – Дано в мм
- T – Допуски результаты указаны в микронах. (для мм разделить на 1000 и для дюймов на 254000).
- T(i) – Допуск на внешний диаметр 9{0,7}\)
- Введите описание резьбы в поле поиска.
- Значения в микронах .
- Для миллиметров разделить на 1000. Для дюймов разделите на 254000.
Крупная резьба
Мелкая резьба
Крупная резьба
Мелкая резьба
- Park Tool TLR-1: резьбовой фиксатор средней прочности, съемный для обслуживания (болты крепления фляги и т. д.)
- Park Tool TLR-2: высокопрочный фиксатор резьбы (для удаления может потребоваться мягкий нагрев)
- Park Tool RC-1: прочный фиксирующий состав (для удаления может потребоваться мягкий нагрев)
- Park Tool AP-1: грунтовка, помогающая RC-1 закрепить
Система метрической резьбы ISO состоит из двух серий:
| Thread Series | From Diameter | To Diameter | Pitches Combinations per Diameter | Number of Combinations |
|---|---|---|---|---|
Coarse Pitch | 1 mm (0. 04″) | 68 mm (2.7″ ) | 1 | 50 |
Fine Pitch | 1 mm (0.04″) | 300 mm (11.8″) | 1-5 | 118 |
Возможные комбинации (диаметр/шаг)
В приведенных ниже таблицах показаны все возможные комбинации размеров резьбы, диаметра/шага, как определено в ISO-261
Основные размеры резьбы
Основные размеры являются номинальными размерами профиля метрической резьбы без допусков и допусков (класс резьбы определяет, что ). Они основаны на стандарте ISO 68-1. Основные размеры могут быть использованы для проектирования. Однако для изготовления и механической обработки требуется допустимая ярость каждого измерения. Эти данные можно найти в ISO 951-1 или в разделе «Пределы и размеры» ниже. Все эти параметры выводятся из простых формул, основанных на номинальном диаметре и шаге резьбы.
Symbols
| Symbol | Explanation | |
|---|---|---|
| Basic Parameters — Diameters and Pitch | ||
| D | Major (Basic) diameter of internal thread | |
D 1 | Внутренний диаметр внутренней резьбы | |
| D 2 | Pitch diameter of internal thread | |
| d | Major (Basic) diameter of external thread | |
| d 1 | Minor diameter of external thread | |
| d 2 | Делительный диаметр наружной резьбы | |
| d 3 | Внутренний диаметр для пределов впадины наружной резьбы | |
| P | Pitch | |
| Ph | Lead | |
| Height Parameters | ||
| H | Height of fundamental triangle | |
| h s | Thread height — External thread | |
| h как | Дополнение к резьбе — Наружная резьба | |
| h n | Высота резьбы — Внутренняя резьба | |
| h DN | Поток Dedendum — Внутренняя нить | |
| Параметры длины | ||
| LE | Длина взаимодействия | S / N / L | 9377 7.
| Допуск, отклонение и допуски | ||
| T D1 | Допуск для D 1 97 39 | 9038D2Tolerance for D 2 |
| T d | Tolerance for d | |
| T d2 | Tolerance for d 2 | |
| EI | Allowance of internal thread | |
| es | Припуск на наружную резьбу | |
| Параметры основания / вершины | ||
| R | Радиус основания наружной резьбы | |
| C | Root truncation of external thread | |
| F cs | Flat crest width of external thread | |
| F rs | Flat root width of external thread | |
| F cs | Ширина плоской вершины внутренней резьбы | |
| F cs | Ширина плоской вершины внутренней резьбы | |
\( \large d=\text{Основной диаметр} \)
\( \large P=\text{Шаг} \)
\( \large H=\frac{\sqrt{ 3}}{2}\times{P} = 0,866025404\times{P} \)
\( \large h_s=\frac{5}{8}\times{H} \)
\( \large h_{as }=\frac{3}{8}\times{H}\)
\( \large d_2=d-{2}\times{h_{as}} \)
\( \large d_1=d-{2 }\times{h_s}\)
\( \large F_{cs}=\frac{P}{8}\)
\( \large F_{rs}=\frac{P}{4}\)
\( \large D=\text{Основной диаметр} \)
\( \large P=\text{Шаг} \)
\( \large H=\frac{\sqrt{3}}{2}\ раз{P} = 0,866025404\раз{P} \)
\( \large h_n=\frac{5}{8}\times{H} \)
\( \large h_{dn}=\frac{1} {4}\times{H}\)
\( \large D_1=D-{2}\times{h_n}\)
\( \large D_2=D1+{2}\times{h_{an}}\)
\( \large F_{rn}=\frac{P}{8}\)
\( \large F_{cn}=\frac{P}{4}\)
Приведенные выше формул обеспечивают точное результаты . Вы можете использовать их напрямую, используйте наши Thread Calculator[ , или просмотрите приведенные ниже таблицы .
Нажмите ссылку Резьба , чтобы получить Полные данные о резьбе для всех классов в дюймовых и метрических единицах измерения.
* Все размеры указаны в мм. Чтобы просмотреть дюймовый перевод, щелкните ссылку резьбы
. Щелкните ссылку резьбы , чтобы получить полные данные резьбы для всех классов в дюймовых и метрических единицах.
* Все размеры указаны в мм. Для просмотра дюймового перевода нажмите на ссылку Thread Link
пределы размеров резьбы
Для изготовления или измерения резьбы необходимо знать максимальное и минимальное допустимые значения основных размеров . Эти значения рассчитаны в соответствии с классом резьбы (см. ниже). Чтобы понять классы, вам сначала нужно понять термины Допуск (иногда называемый отклонением) и Допуски . Приведенные ниже данные и пояснения основаны на ISO 965-1
Определение терминов:
Класс пишется как после шага . Ему предшествует « — », и он состоит из двух или четырех символов. Например, для «M8 X 0,75 – 5g6g » класс равен 5g6g . Класс определяет отклонение (допуск) и допуск резьбы.
Класс потоков Допустимых значений:
Внешние нити:
Внутренние нити:
| Класс | Тип резьбы | Диаметр шага | Major Diameter | Minor Diameter | |||||||
| T | D | T | D | T | D | ||||||
| Not Specified | External (Default) | 6 | g | 6 | g | ||||||
| Not Specified | Internal (Default) | 6 | H | 6 | H | ||||||
| 4e | External | 4 | e | 4 | e | ||||||
| 3g8f | External | 3 | g | 8 | f | ||||||
| 5G | Internal | 5 | g | 5 | G | ||||||
| 5G7H | ВНУТРЕННЯ | 5 | G | 94450 | G | 9445G | |||||
Инженер может выбрать любой класс для наружной и внутренней резьбы для достижения своих целей проектирования. Однако ISO 965-1 рекомендует ограничивать выбор в соответствии с таблицей «Рекомендуемые классы».
Выбор рекомендуемого класса производится по двум параметрам:
Допуск Качество:
Длина зацепления:
Введите описание темы в поле поиска.
Синий фон — Классы по умолчанию
Зеленый фон — Классы первого выбора.
Yello Background — классы второго выбора.
| Длина зацепления | ||||||||||
Допуск | Резьба | S (Short) | M (Medium) | L (Long) | ||||||
| Fine | Internal | 4H | 5H | 6H | ||||||
| External | 3h5h | 4h | 4g | 5h5h | 5g4g | |||||
| Medium | Internal | 5H | 5G | 6H | 6G | 7H | 7G | |||
| External | 5h6h | 5g6g | 6g | 6f | 6e | 6h | 7h6h | 7g6g | 7e6e | |
| Coarse | Internal | 7H | 7G | 8H | 8G | |||||
| External | 8g | 8e | 9G8G | 9E8E | ||||||
Aluthance EL для внутренних резьбов и ES Aluthance EL для внутренних резьбов и ES Aluthance EL для внутренних резьбов и ES Aluthance EL для внутренних тем и ES Aluthance EL . К сожалению, приведенные выше формулы являются приблизительными. Формальные значения должны быть получены из ISO 965-1 или из приведенной ниже таблицы. Допуски T D для внутренней резьбы и T d для наружной резьбы. \( \большой T_{D1}(4) \приблизительно {0,63}\times{T_d(6)}\) \( \large T_{D2}(4) \ приблизительно {0,85}\times{T_{d2}(6)}\) Приведенные выше формулы являются приближениями. Для формальных значений используйте приведенную ниже таблицу или стандарт ISO 965-1 После T d , T D , es & EL значения известны окончательные пределы могут быть рассчитаны по приведенным ниже формулам. Стандарт метрической резьбы ISO 965-2 устанавливает ограничения только для классов 6H и 6g * . Во всех остальных случаях расчеты должны производиться вручную по приведенным ниже формулам или с помощью нашего калькулятора резьбы * Для резьб более 1,4 мм и классов 5H и 6h для резьбы до 1,4 мм включительно \( \large d_{max}=d-{es} \) \( \large D_{1min}=D+{EL} \) Размеры метрической резьбы ISOOptimas2022-03-31T15:12:12+01:00 Optimas — поставщик комплексных цепочек поставок и производственных решений. ОБРАЩАЙТЕСЬ К ЭКСПЕРТУ Орган по стандартизации ISO определяет строгие спецификации для метрической резьбы. Это необходимо для обеспечения совместимости с сопрягаемыми компонентами. В приведенной ниже таблице показаны различные размеры и требуемый диаметр метчика для крупной и мелкой резьбы от M1 до M68. При проектировании продукции необходимо учитывать допуски. Значения, относящиеся к сверлению и нарезанию резьбы, могут значительно различаться в зависимости от таких факторов, как рабочая температура и материал. Optimas — поставщик комплексных цепочек поставок и производственных решений. Прежде чем приступить к разработке следующего продукта или обновлению существующего продукта, рассмотрите возможность сотрудничества с Optimas, чтобы воспользоваться нашими многочисленными возможностями. Все размеры указаны в миллиметрах (мм). Только для руководства. Большой диаметр (д=Д) Шаг (р) Корень Радиус (р) Шаг Диаметр (д2=Д2) Незначительный Диаметр Наружная резьба (д3) Незначительный Диаметр Внутренняя резьба (Д1) Высота резьбы Наружная резьба (h4) Высота резьбы Внутренняя резьба (ч2) Размер Диаметр д=Д р Радиус р Диаметр д2=Д2 Диаметр Мужской Резьба д3 Диаметр женский Резьба Д1 Высота Мужской Резьба ч4 Высота женский Резьба ч2 Дрель Диаметр КОНТАКТЫ 24 августа 2015 г. В этой статье обсуждаются основы резьбовых креплений и затяжки креплений. Также будет обсуждаться использование химических фиксаторов резьбы. Понимание основных понятий, касающихся крепежа и резьбы, улучшит навыки и знания любого механика. См. статью по теме: Спецификации и концепции крутящего момента. 1 Для эффективного обслуживания крепежа важно иметь практические знания о резьбе. Резьба представляет собой непрерывный спиральный гребень, образованный внутри (гайка) или снаружи (винт) цилиндра. Этот гребень называется гребнем . Между каждым гребнем находится пространство, называемое корнем . Резьбы устанавливаются под углом к оси болта или гайки. Этот наклон называется углом спирали . Угол должен быть наклонен вверх вправо (для винтов с правой резьбой) или вверх влево (для винтов с левой резьбой). Нить образует V-образную форму между гребнями. Для наружной резьбы (болты) правая резьба наклонена вправо, а внутренняя правая резьба наклонена вверх влево. Для наружной левой резьбы наклон резьбы вверх влево, а для внутренней левой резьбы наклон вверх вправо. Правый винт затягивается по часовой стрелке (вправо). Левый винт затягивается против часовой стрелки (влево). Левая резьба на велосипедах видна на приводной стороне каретки и левой педали. Обратите внимание на наклон резьбы в резьбе педалей ниже. Резьба обозначена или названа по наружной резьбе , основному диаметру и размеру шага. Большим диаметром является наружный диаметр в верхней части гребня резьбы. Размеры резьбы указаны в номинальных размерах, а не в фактических размерах. Точное измерение немного ниже названного или номинального размера. Шаг резьбы — это расстояние от вершины одной резьбы до другой вершины, измеренное по длине резьбы. Шаг лучше всего измерять с помощью измерителя шага резьбы. Так называемые «английские», «стандартные», «имперские» или SAE резьбы обозначаются частотой количества витков на один дюйм. Это называется «количество резьб на дюйм» и сокращается как «TPI». Метрическая резьба использует прямое измерение шага в миллиметрах от вершины резьбы до соседней вершины резьбы, измеренной вдоль оси резьбы. Пример потока SAE — 9. Как правило, если шаг резьбы обозначен как TPI, это резьба SAE, а диаметр указывается в долях дюйма. Если шаг соответствует метрическим стандартам, диаметр указывается в миллиметрах. Тем не менее, некоторые стандарты резьбы будут смешивать число дюймов на дюйм с метрическим диаметром. Некоторые итальянские производители используют резьбу с метрическим диаметром и шагом резьбы SAE. Например, «итальянский» стандарт резьбы нижнего кронштейна составляет 36 мм x 24 витка на дюйм, а некоторые задние оси итальянского производства имеют размер 10 мм х 26 витков на дюйм. Резьба иногда обозначается как «тонкая» или «грубая». Мелкая резьба будет иметь относительно небольшой размер шага, и нити будут расположены ближе друг к другу. Для взаимозаменяемости и соответствия резьбы диаметр и шаг должны совпадать. Другим важным аспектом посадки резьбы и взаимозаменяемости является диаметр делительного кольца . Даже если резьба имеет правильный размер, при зацеплении между внешней и внутренней резьбой будет люфт или перекос. Этот люфт является нормальным явлением и исчезает при затягивании крепежа. Резьба может быть немного больше или меньше идеальной, и все же деталь будет функционировать должным образом. Однако, если допуски превышены, для установки детали может потребоваться чрезмерное усилие, или посадка может быть довольно небрежной, а резьба может выйти из строя во время затяжки. Болты и винты изготавливаются с различной степенью прочности. 2 Нарезание резьбы на кронштейне переключателя с помощью TAP-10 и TH-2 Нарезание вилки с помощью FTS-1 Метчики и плашки могут нарезать резьбу. Метчики нарезают внутреннюю резьбу, такую как корпус каретки в раме. Плашки нарезают наружную резьбу, например рулевую колонку. Резьбу также можно нарезать на токарном станке или накатать, например, резьбу на конце спицы или на оси втулки. Например, обычный диаметр спицы составляет 2 мм. Когда резьба повреждается, иногда ее можно отремонтировать. Как правило, когда внутренняя резьба повреждается, она повреждается в конце резьбы, а не в середине. Если произошло лишь незначительное повреждение, можно повторно нарезать резьбу. Это предполагает, что осталось достаточно неповрежденной резьбы, чтобы обеспечить надлежащую герметичность. В качестве практического испытания, после нарезания резьбы, слегка превысьте рекомендуемый крутящий момент. Если нить будет ослаблена, она сорвется и не пройдет это испытание. Если нить не рвется, значит нить подходит и должна выдержать использование. Внутренняя резьба иногда может быть отремонтирована с помощью системы катушек. Компании Recoil® и Helicoil® поставляют метчик, вставки катушки и привод катушки. Поврежденная резьба высверливается до определенного размера. Новые более крупные резьбы устанавливаются с помощью метчика определенного размера. Метчики и плашки нарезаны в соответствии с требуемой резьбой, а также имеют угол наклона спирали. Это труднее увидеть, потому что резьба не сплошная вокруг метчика или матрицы. В штампе область резания называется «угодьями». Земли разделены «каннелюрами», промежутком между землями. Метчики большего размера, как правило, изготавливаются как метчики со «пропускными зубьями», в которых отсутствует любая вторая резьба. Это помогает предотвратить накопление срезанного материала в метчике. Иногда можно нарезать поврежденную внутреннюю резьбу до большего размера, а затем использовать соответствующий болт или винт. Этот ремонт может не сработать, если вокруг поврежденной резьбы осталось немного лишнего материала. Если внутренняя резьба представляет собой каретку, следующая большая резьба часто представляет собой «итальянскую» резьбу 36 мм. Этот ремонт иногда возможен, но перед нарезанием резьбы на каретке необходимо удалить всю резьбу. Другим вариантом восстановления некоторых внешних потоков является файл потока. Они доступны как с шагом резьбы SAE («английский»), так и с метрической резьбой. Этот инструмент действует как «прямая матрица» и срезает металл со сплющенной резьбы. Держите матрицу параллельно углу спирали и протолкните напильник поперек поврежденной резьбы. 3 При нарезании новой резьбы в глухом отверстии размер отверстия должен соответствовать размеру метчика. Этот размер называется размером резьбового сверла. Метчик срезает и снимает определенное количество металла, оставляя внутреннюю резьбу. Если отверстие слишком маленькое, метчику будет трудно удалить материал, и потребуется большое усилие для поворота метчика. Руководства по механической обработке содержат таблицы и диаграммы для определения правильного размера сверла для метчика. Если таблица отсутствует, можно использовать простую формулу как для SAE (дробной), так и для метрической резьбы. Размер сверла метчика = Номинальный размер метчика — шаг Обратите внимание, что чем крупнее резьба, тем больше разница между размером сверла и размером метчика. Более тонкие резьбы будут иметь меньшую разницу между размером метчика и отверстия. Для резьбы 1/4 дюйма x 28 витков на дюйм потребуется сверло диаметром 0,214 дюйма. В другом примере размер метчика для резьбы 9/16 дюйма x 20 витков на дюйм будет следующим: 0,5625 — 0,05 = 0,5125 дюйма. В дробном размере это номинально 33/64 дюйма. В метрическом примере отверстие необходимо для резьбы 5 мм x 0,8 мм. Правильный размер отверстия будет 5 мм — 0,8 мм = 4,2 мм, что составляет примерно 5/32 дюйма. 4 Возникает сопротивление повороту болта, так как крепеж затягивается. Некоторое сопротивление возникает из-за трения и трения между внутренней и внешней поверхностями резьбы. Из-за этого резьбу обычно готовят со смазкой. Это может быть жидкая смазка, консистентная смазка или противозадирный состав. Резьбовые фиксаторы — это специальные клеи, используемые во многих отраслях промышленности и во многих областях. Они доступны через Park Tool. Общедоступные резьбовые фиксаторы называются «анаэробными». Эти жидкости отверждаются независимо от воздуха, затвердевают и расширяются. Это затвердевание и расширение — вот что придает этим материалам их особую особенность. Тем не менее, резьбовые фиксаторы не следует использовать для замены надлежащего крутящего момента и предварительной нагрузки, когда важна зажимная нагрузка. Производители велосипедных компонентов иногда используют «аэробные» или «сухие» фиксаторы резьбы для своих продуктов, например, на болтах тормозных суппортов. Этот компаунд действует в первую очередь как наполнитель резьбы. Если деталь снять, компаунд имеет тенденцию к разрушению, поэтому используйте жидкий резьбовой фиксатор для дополнения. Резьбовые фиксаторы бывают разной прочности. Шкафчики для более легких условий эксплуатации считаются «съемными для обслуживания» и обычно могут быть удалены с помощью обычных процедур обслуживания. Есть составы более прочные, и при разборке часто требуются дополнительные процедуры, например, нагрев феном. Большинство резьбовых герметиков предназначены для металлов. Обычно они не предназначены для использования с пластиком и могут как упрочнять, так и ослаблять пластик. Удерживающие компаунды предназначены для запрессовки, например, запрессованных шпилек. Удерживающие составы, как правило, имеют более высокую вязкость, чем резьбовые герметики. Многие механики имеют привычку наносить резьбовой герметик на наружную резьбу. Обычно это не проблема, но в некоторых случаях это неуместно. По мере того, как детали соединяются вместе, излишки соединений отступают к головке резьбы, где они распространяются. Другие части могут быть случайно загрязнены. Например, жидкий состав, нанесенный на болт консольной тормозной втулки, может попасть в шарнир тормозного рычага. Компаунд в этом случае следует наносить во внутреннюю резьбу, на саму бобышку. Кроме того, будьте осторожны при нанесении составов на амортизаторы подвески. Продумайте процесс, куда уйдут излишки состава, и вытрите излишки после стяжки деталей. Каждый производитель резьбовых фиксаторов публикует рекомендации для своего конкретного резьбового фиксатора. Противозадирные составы, такие как противозадирный состав Park Tool ASC-1, обычно представляют собой смесь тонкоизмельченных материалов, таких как никель, графит, свинец, медь, алюминий, цинк и молисульфид, смешанных с минеральными маслами. . Эти соединения обеспечивают хороший изолирующий слой между металлами, предотвращая заедание резьбы. Эти составы обеспечивают гораздо более длительную защиту в неблагоприятных и влажных условиях по сравнению со смазкой. Различные сорта и типы компаундов различаются в зависимости от их способности работать при высоких температурах, тяжелых нагрузках, химическом воздействии и стрессе. 5 Шайбы часто используются с резьбовым креплением. Шайба распределяет нагрузку вокруг болтового соединения. Кроме того, шайба снижает трение при вращении болта. Как правило, лучше всего иметь шайбу под поворотной частью крепежа, гайкой или головкой. Пример использования шайбы находится под головкой кривошипного болта. Шайба распределяет давление на алюминиевый рычаг и позволяет полностью затянуть болт. Так называемые «стопорные шайбы» обычно не имеют плоской поверхности, а имеют деформированную или звездообразную поверхность. Идея заключается в том, что шайба «вгрызается» в материал соединения и помогает предотвратить его ослабление. Контровочная проволока — это тонкая проволока, которая используется для фиксации крепежных деталей. Это полезная техника для предотвращения повреждений от выворачивания болта и удара по другому оборудованию. Контровочная проволока широко используется в сфере обслуживания самолетов и автомобильных гонок. Болт, стучащий о моторный отсек, может нанести ущерб. В головке или хвостовике болта просверливается отверстие. Проволока проходит через отверстие и направляется таким образом, чтобы сохранялось натяжение. Однако эта тонкая проволока не удерживает болт от ослабления. 6 Велосипедная промышленность имеет долгую историю использования множества различных стандартов резьбы. Используются как фракционные, так и метрические размеры. Некоторые нити также используются почти исключительно в велосипедной промышленности. Ниже приведена таблица некоторых потоков и их использования. Эта таблица не претендует на то, чтобы быть полной и исчерпывающей. Всегда измеряйте диаметр и шаг, когда это возможно, чтобы определить резьбу. Приблизительный припуск можно рассчитать по следующей формуле:
Метрическая резьба Допуски Приблизительные допуски могут быть рассчитаны в соответствии с приведенными ниже формулами .
\( \большой T_{D1}(5) \приблизительно {0,8} \times{T_d(6)}\)
\( \large T_{D1}(7) \приблизительно {1,25}\times{T_d(6)}\)
\( \large T_{D1}(8) \ приблизительно {1,6}\times{T_d(6)} \)
\( \large T_{D2}(5) \приблизительно {1,06}\times{T_{d2}(6)}\)
\( \large T_{D2}(6) \приблизительно {1,32}\times{T_{d2}( 6)}\)
\( \большой T_{D2}(7) \приблизительно {1. 7}\times{T_{d2}(6)}\)
\( \большой T_{D2}(8) \приблизительно { 2.12}\times{T_{d2}(6)} \)
Пределы метрической резьбы Расчеты
\( \large d_{min}=d_{max}-T_d \)
\ ( \large d_{2max} = d2 – es \)
\( \large d_{2min}=d_{2max}-T_{d2} \)
\( \large D_{1max}=D_{1min}+T_{D1} \)
\( \large D_{2minx} = D_2 + EL \)
\( \большой D_{2max}=D_{2min}+ T_{D2} \) Размер крупной и мелкой резьбы в метрической системе ISO
Перейти к содержимому Прежде чем приступить к разработке следующего продукта или обновлению существующего продукта, рассмотрите возможность сотрудничества с Optimas, чтобы воспользоваться нашими многочисленными возможностями. 9158
Диаметр резьбового сверла М1 1 0,25 0,036 0,838 0,693 0,729 0,153 0,135 0,75 М1. 1 1,1 0,25 0,036 0,938 0,793 0,829 0,153 0,135 0,85 M1.2 1,2 0,25 0,036 1,038 0,893 0,929 0,153 0,135 0,95 M1.4 1,4 0,3 0,043 1.205 1,032 1,075 0,184 0,162 1,1 М1,6 1,6 0,35 0,051 1,373 1,171 1. 221 0,215 0,189 1,25 М1,8 1,8 0,35 0,051 1,573 1,371 1,421 0,215 0,189 1,45 М2 2 0,4 0,058 1,74 1,509 1,567 0,245 0,217 1,6 M2.2 2,2 0,45 0,065 1,908 1,648 1,713 0,276 0,244 1,75 M2,5 2,5 0,45 0,065 2. 208 1,948 2,013 0,276 0,244 2,05 М3 3 0,5 0,072 2,675 2,387 2,459 0,307 0,271 2,5 М3,5 3,5 0,6 0,087 3.11 2,764 2,85 0,368 0,325 2,9 М4 4 0,7 0,101 3,545 3.141 3.242 0,429 0,379 3,3 М4,5 4,5 0,75 0,108 4. 013 3,58 3,688 0,46 0,406 3,8 М5 5 0,8 0,115 4,48 4.019 4.134 0,491 0,433 4,2 М6 6 1 0,144 5,35 4,773 4,917 0,613 0,541 5 М7 7 1 0,144 6,35 5,773 5,917 0,613 0,541 6 М8 8 1,25 0,18 7,188 6. 466 6,647 0,767 0,677 6,8 М9 9 1,25 0,18 8.188 7,466 7,647 0,767 0,677 7,8 М10 10 1,5 0,217 9.026 8.16 8.376 0,92 0,812 8,5 М11 11 1,5 0,217 10.026 9.16 9.376 0,92 0,812 9,5 M12 12 1,75 0,253 10. 863 9.853 10.106 1,074 0,947 10,2 М14 14 2 0,289 12.701 11.564 11.835 1,227 1,083 12 М16 16 2 0,289 14.701 13,546 13,835 1,227 1,083 14 М18 18 2,5 0,361 16.376 14,933 15. 394 1,534 1,353 15,5 М20 20 2,5 0,361 18.376 16,933 17.294 1,534 1,353 17,5 M22 22 2,5 0,361 20.376 18.933 19.294 1,534 1,353 19,5 M24 24 3 0,433 22.051 20.319 20.752 1,84 1,624 21 М27 27 3 0,433 25. 051 23.319 23.752 1,84 1,624 24 М30 30 3,5 0,505 27.727 25.706 26.211 2,147 1,894 26,5 М33 33 3,5 0,505 30.727 28.706 29.211 2,147 1,894 29,5 М36 36 4 0,577 33.402 31.093 31,67 2,454 2,165 32 М39 39 4 0,577 36. 402 34.093 34,67 2,454 2,165 35 М42 42 4,5 0,65 39.077 36.479 37.129 2,76 2,436 37,5 М45 45 4,5 0,65 42.077 39.479 40.129 2,76 2,436 40,5 М48 48 5 0,722 44.752 41.866 42. 857 3,067 2,706 43 М52 52 5 0,722 48.752 45.866 46.857 3,067 2,706 47 М56 56 5,5 0,794 52.428 49.252 50.046 3,374 2,977 50,5 М60 60 5,5 0,794 56.428 53.252 54.046 3,374 2,977 54,5 М64 64 6 0,866 60. 103 56,639 57.505 3,681 3,248 58 М68 68 6 0,866 64.103 60,639 61.505 3,681 3,248 62 Резьба Майор Шаг Корень Шаг Незначительный Незначительный Резьба Резьба Нажмите M1,0 x 0,2 1 0,2 0,029 0,87 0,755 0,783 0,123 0,108 0,8 M1,1 x 0,2 1,1 0,2 0,029 0,97 0,855 0,883 0,123 0,108 0,9 M1,2 x 0,2 1,2 0,2 0,029 1,07 0,955 0,983 0,123 0,108 1 М1,4 х 0,2 1,4 0,2 0,029 1,27 1,155 1,183 0,123 0,108 1,2 M1,6 x 0,2 1,6 0,2 0,029 1,47 1,355 1,383 0,123 0,108 1,4 M1,8 x 0,2 1,8 0,2 0,029 1,67 1,555 1,583 0,123 0,108 1,6 M2 x 0,25 2 0,25 0,036 1,838 1,693 1,729 0,153 0,135 1,75 M2,2 x 0,25 2,2 0,25 0,036 2,038 1,893 1,929 0,153 0,135 1,95 M2,5 x 0,35 2,5 0,35 0,051 2,273 2,071 2. 121 0,215 0,189 2.1 M3 x 0,35 3 0,35 0,051 2,773 2,571 2,621 0,215 0,189 2,6 M3,5 x 0,35 3,5 0,35 0,051 3,273 3.071 3.121 0,215 0,189 3.1 M4 x 0,5 4 0,5 0,072 3,675 3,387 3,459 0,307 0,271 3,5 M4,5 x 0,5 4,5 0,5 0,072 4,175 3,887 3,959 0,307 0,271 4 M5 x 0,5 5 0,5 0,072 4,675 4,387 4. 459 0,307 0,271 4,5 M5,5 x 0,5 5,5 0,5 0,072 5,175 4,887 4,959 0,307 0,271 5 M6 x 0,75 6 0,75 0,108 5,513 5,08 5,188 0,46 0,406 5,2 M7 x 0,75 7 0,75 0,108 6,513 6,08 6.188 0,46 0,406 6,2 M8 x 0,75 8 0,75 0,108 7,513 7,08 7,188 0,46 0,406 7,2 M8 x 1,0 8 1 0,144 7,35 6,773 6,917 0,613 0,541 7 M9 x 0,75 9 0,75 0,108 8. 513 8.08 8.188 0,46 0,406 8,2 M9 x 1 9 1 0,144 8,35 7,773 7,917 0,613 0,541 8 M10 x 0,75 10 0,75 0,108 9,513 9.08 9.188 0,46 0,406 9,2 M10 x 1 10 1 0,144 9,35 8.773 8.917 0,613 0,541 9 M10 x 1,25 10 1,25 0,18 9. 188 8.466 8,647 0,767 0,677 8,8 M11 x 0,75 11 0,75 0,108 10.513 10.08 10.188 0,46 0,406 10,2 M11 x 1 11 1 0,144 10,35 9,773 9,917 0,613 0,541 10 M12 x 1 12 1 0,144 11.35 10.773 10,917 0,613 0,541 11 M12 x 1,25 12 1,25 0,18 11. 188 10.466 10,647 0,767 0,677 10,8 M12 x 1,5 12 1,5 0,217 11.026 10.16 10.376 0,92 0,812 10,5 M14 x 1 14 1 0,144 13,35 12.773 12,917 0,613 0,541 13 M14 x 1,25 14 1,25 0,18 13.188 12.466 12. 647 0,767 0,677 12,8 M14 x 1,5 14 1,5 0,217 13.026 12.16 12.376 0,92 0,812 12,5 M15 x 1 15 1 0,144 14,35 13.773 13,917 0,613 0,541 14 M15 x 1,5 15 1,5 0,217 14.026 13.16 13.376 0,92 0,812 13,5 M16 x 1 16 1 0,144 15,35 14. 773 14.917 0,613 0,541 15 M16 x 1,5 16 1,5 0,217 15.026 14.16 14.376 0,92 0,812 14,5 M17 x 1 17 1 0,144 16,35 15,733 15,917 0,613 0,541 16 M17 x 1,5 17 1,5 0,217 16.026 15.16 15.376 0,92 0,812 15,5 M18 x 1 18 1 0,144 17,35 16. 773 16.917 0,613 0,541 17 M18 x 1,5 18 1,5 0,217 17.026 16.16 16.376 0,92 0,812 16,5 M18 x 2 18 2 0,289 16.701 15,546 15.835 1,227 1,083 16 M20 x 1,0 20 1 0,144 19,35 18.773 18.917 0,613 0,541 19 M20 x 1,5 20 1,5 0,217 19. 026 18.16 18.376 0,92 0,812 18,5 M20 x 2,0 20 2 0,289 18.701 17.546 17.835 1,227 1,083 18 M22 x 1,0 22 1 0,144 21.35 20.773 20,917 0,613 0,541 21 M22 x 1,5 22 1,5 0,217 21.026 20.16 20. 376 0,92 0,812 20,5 M22 x 2,0 22 2 0,289 20.701 19.546 19.835 1,227 1,083 20 M24 x 1,0 24 1 0,144 23,35 22.773 22,917 0,613 0,541 23 M24 x 1,5 24 1,5 0,217 23.026 22.16 22.376 0,92 0,812 22,5 Основные концепции работы с потоками | Park Tool
/
Разное Темы Введение в резьбу
Угол этой буквы «V» называется 9.0005 угол резьбы Например, болт диаметром 6 мм может иметь размеры 5,8 мм или 5,9 мм, но он называется болтом 6 мм. Также принято использовать «M» перед размером болта, например, M6 для болта 6 мм. Примечание: Размер ключа для головки болта или гайки не используется для определения размера резьбы. Например, для обычного винта с головкой под торцевой ключ с резьбой 6 мм x 1 мм используется шестигранный ключ на 5 мм, но резьба не называется 5 мм. / 16 ″ x 20 TPI (педальная резьба). Примером метрической резьбы может быть 10 мм x 1 мм (общий болт заднего переключателя). ПРИМЕЧАНИЕ. Термин «стандартная» резьба используется в основном в США. В США предполагается, что обычная резьба SAE является «стандартом». Крупная резьба имеет относительно больший шаг, и резьбы будут дальше друг от друга. Резьбы с мелким шагом иногда используются для регулировки. Регулировочные винты переключателя обычно имеют шаг 0,75 мм. Четверть оборота винта переключателя продвигает конец винта всего на 0,19 мм. Мелкая резьба будет иметь меньшую глубину по сравнению с крупной резьбой, и, следовательно, ее легче зачистить. Крупная резьба более устойчива к зачистке, но также менее эффективна в передаче крутящего момента (вращения) в натяжение нити. Как правило, мелкий шаг легче затянуть, поскольку натяжение достигается при меньших крутящих моментах. На изображении ниже два болта одинакового диаметра увеличены с помощью оптического компаратора. Обратите внимание, что относительно более грубая резьба глубже по сравнению с тонкой резьбой. Делительный диаметр — это диаметр резьбы в точке, где ширина резьбы и ширина канавки между витками равны. Диаметр шага трудно измерить напрямую без специальных инструментов, таких как оптический компаратор. Например, у вас может быть одна нижняя скоба, которая, кажется, легко подходит к корпусу велосипеда. Тем не менее, сменная нижняя скоба другой марки может плотно подойти к тому же велосипеду. Вероятно, два нижних кронштейна различаются по диаметру шага. Существует рейтинговая система, которая используется для маркировки и идентификации большинства промышленных болтов. Однако в велосипедной промышленности обычно используются фирменные болты без какой-либо маркировки. Система SAE (Общества автомобильных инженеров) оценивает болты от класса 1 до класса 8. Прочность на растяжение увеличивается с номером. Метрические болты имеют «класс прочности» — систему с двумя числами, разделенными десятичной точкой. Нарезание резьбы и ремонт
Однако резьба спицы больше (2,2 мм), чем у вала 2,0 мм. Это связано с тем, что гребень был смещен вверх при намотке нитей. Вставленная катушка имеет внешний диаметр метчика, но внутренний диаметр катушки соответствует оригинальной резьбе. Оригинальный внутренний диаметр резьбы составляет приблизительно 34 мм. Внутренний диаметр корпуса каретки должен быть 35 мм, чтобы правильно нарезать резьбу 36 мм. Как правило, переход каретки к более крупному стандарту 36 мм x 24TPI является очень сложным медленным процессом. К кранам тоже очень тяжело. Размер сверла для метчика
Метчик застрянет в отверстии и начнет истирать и вытягивать материал, оставляя плохую внутреннюю резьбу. Если отверстие слишком большое, метчик врежется без особых проблем, но внутренняя резьба не будет соответствовать размеру болта/винта, и весьма вероятен отказ во время затяжки или использования.
Например, отверстие требуется для резьбы 1/4″ x 20 на дюйм. Существует простое преобразование резьбы на дюйм в шаг. Шаг (расстояние от гребня до гребня) является обратным значением количества витков на дюйм. Для 20 витков на дюйм 1/20 соответствует шагу 0,05 дюйма. Правильный размер отверстия в этом примере будет 9.0008 0,25-0,05 = 0,20 дюйма или сверло 13/64 дюйма. Подготовка резьбы
Даже жидкие фиксаторы резьбы обеспечивают некоторую смазку во время затяжки. Согласно простому эмпирическому правилу, если размер резьбы небольшой, например, стяжной болт переключателя передач, достаточно жидкой смазки. Если резьба большая или крутящий момент относительно высокий, например, резьба педали или каретка, используйте смазку или противозадирный состав. Однако бывают ситуации, когда производитель может рекомендовать не смазывать крепеж. Полезно смазывать резьбу и под головкой болта, особенно когда головка болта поворачивается во время затяжки. Многие фиксирующие составы требуют специальной техники удаления, такой как избыточное усилие или мягкий нагрев. Удерживающие составы могут обеспечить полезный ремонт краевых запрессовок, таких как чашка гарнитуры, которая плохо прилегает к раме. Ниже представлены продукты Park Tool. Однако стресс и нагрузки, испытываемые при езде на велосипеде, меньше, чем в автомобилях, для которых предназначены эти составы. Соблюдайте осторожность при нанесении этих составов и следуйте указаниям производителей по технике безопасности. Шайбы, стопорные шайбы и контровочная проволока
«Разрезная стопорная шайба» мягко надавливает на гайку и болт, когда они сжимаются, что теоретически помогает удерживать крепеж. Если резьба очень плохо затянута, стопорная шайба может помочь в дальнейшем ослаблении. Однако стопорные шайбы ничего не добавляют с точки зрения «удерживающей способности» соединения, которое полностью затянуто. Предварительная нагрузка полностью затянутого болта намного превышает нагрузку, создаваемую стопорной шайбой. Цель состоит в том, чтобы просто удержать болт на месте, если он ослабнет. Резьба для велосипедной промышленности
Номинальный размер резьбы Пример использования велосипеда 2,2 мм x 56 точек на дюйм Обычная резьба для спиц 2 мм 3 мм х 0,5 мм Регулировочные винты дропаута, некоторая фурнитура переключателя, вспомогательное оборудование 4 мм х 0,7 мм Некоторые ограничительные винты переключателя (стандарт DIN) 4 мм х 0,75 мм Общий ограничительный винт переключателя (стандарт JIS) 5 мм х 0,8 мм Множество применений на велосипедах, в том числе стяжные болты/гайки переключателя передач, крепежные болты дискового ротора, крепления крыльев и стоек, болты каркаса бутылки с водой и другие.