Как сваривать алюминий в домашних условиях
Освоив сварку черного металла, некоторые сварщики-любители задумываются, можно ли сваривать алюминий в домашних условиях. Это более трудная задача, требующая определенного вида оборудования и расходных материалов, а также правильной подготовки деталей перед сваркой. Рассмотрим все возможные способы сварки алюминия в быту и необходимые аппараты, что поможет определиться с выбором.
Какие алюминиевые детали можно варить в домашних условиях
В гараже, на даче, во дворе частного дома или небольшой мастерской можно соединять сваркой алюминиевые заготовки толщиной 0.8-10 мм. В самых простых случаях это могут быть:
- дверная фурнитура
- посуда
- элементы декора интерьера
- емкости из алюминия
- крючки для одежды.
При ремонте или стройке может понадобиться сварить алюминиевый профиль, уголок, пластины.
Если машина на скорости наехала на бордюр, камень, другое препятствие, легкосплавный диск может треснуть, и для устранения дефекта понадобится проведение сварочных работ. Все это можно заварить в домашних условиях, если иметь необходимое оборудование, расходные материалы, знать секреты подготовки деталей и ведения шва.
Трудности при сварке алюминия
Алюминий варится не так, как малоуглеродистая или легированная сталь, ввиду своих характеристик и физических свойств. Решая попробовать варить алюминий, вы столкнетесь со следующими трудностями:
- Разница плавления оксидной пленки и самого металла. Поверхность алюминия покрыта оксидом — тугоплавким слоем, разрушающимся химическими веществами или температурой свыше 2000 градусов.
 Сам металл течет при достижении 660 градусов. Получается дилемма — на малом токе оксид не прожечь, присадочный металл накладывается сверху, нет провара. На большом токе оксид пробивается, но возникают прожоги основного металла.
Сам металл течет при достижении 660 градусов. Получается дилемма — на малом токе оксид не прожечь, присадочный металл накладывается сверху, нет провара. На большом токе оксид пробивается, но возникают прожоги основного металла. - Повышенная текучесть жидкого металла мешает формировать шов. Сварщику труднее контролировать, куда потечет расплавленное вещество. Кроме прожогов, возникают наплывы, неравномерная чешуя и ширина шва.
- Увеличенная теплопроводность алюминия влечет деформацию конструкции при нагреве от сварки. Изделие может сильно повести, и порой вернуть его в исходную форму невозможно.
- В составе алюминиевых сплавов присутствуют сера, железо, медь, марганец, цинк, титан.При переходе металла в жидкое состояние, они вступают в реакцию с окружающим воздухом. После застывания сварочной ванны на поверхности шва образуются
- В жидком виде металл сильно увеличивается в объеме, а после остывания дает усадку.

Полезные хитрости
Учитывая эти трудности, проводились многочисленные тесты и эксперименты, чтобы подобрать оптимальные способы сварки алюминия, позволяющие получить качественный шов. Немаловажную роль играет подготовка поверхности. Поделимся несколькими хитростями и полезными советами для новичков, собирающихся варить алюминий.
Убираем оксидную пленку механическим или химическим путем. СкрытьПодробнееУбрать оксидную пленку можно механическим или химическим путем. В первом случае ее счищают наждачной бумагой, болгаркой с зачистным диском, дрелью с насадкой-щеткой. Наждак и ручная зачистка подойдут для небольших участков. При объемной работе лучше болгарка или дрель. Химическим способом оксид удаляется обработкой щелочным раствором. Но после промывки и сушки оксид образуется вновь от контакта с воздухом, поэтому обрабатывать поверхность нужно непосредственно перед сваркой.
Снижаем количество прожогов при сварке тонкого листового алюминия. СкрытьПодробнее
СкрытьПодробнееСнизить количество прожогов при сварке тонкого листового алюминия можно, подложив под него медную пластину. Материалы не сварятся между собой (получится их легко разделить), а медь послужит поддержкой для жидкотекучего алюминия, чтобы сварочная ванна не провалилась под действием собственного веса. Дополнительно медь возьмет на себя часть температуры, снизив деформацию конструкции.
Создаем ровную поверхность. СкрытьПодробнее
Сварка толстого алюминия от 4 мм проводится с предварительной разделкой кромок. В единичном случае это выполняется напильником. Углы на стыке стачиваются под 45 градусов. Для больших объемов работ лучше использовать болгарку со шлифовальным кругом толщиной 6 мм. V-образная кромка подходит для соединения алюминиевых пластин сечением 4-7 мм. При увеличении толщины заготовок выполняется Х-образная разделка и накладываются швы с обеих сторон.
V-образная кромка подходит для соединения алюминиевых пластин сечением 4-7 мм. При увеличении толщины заготовок выполняется Х-образная разделка и накладываются швы с обеих сторон.
Толстые заготовки от 5 мм и более предварительно нагревают. Это можно сделать газовой горелкой, резаком, паяльной лампой. Нагрев обеспечивает равномерное распределение температуры, снижая вероятность трещин и местных деформаций.
Методы сварки алюминия в домашних условиях
ММА сварка алюминия
Сваривать алюминий дома или в гараже можно штучными покрытыми электродами с инвертором ММА, полуавтоматами MIG или неплавящимися электродами с инверторами TIG. Рассмотрим суть каждого способа и что понадобится для его реализации.
Суть метода — сварка ведется покрытым электродом, зафиксированном в держателе. Дуга горит между концом электрода и алюминиевым изделием. Стержень плавится и заполняет собой соединение. Одновременно плавятся кромки. Покрытие электрода сгорает, выделяя дым и защищая сварочную ванну от посторонних включений.
Дуга горит между концом электрода и алюминиевым изделием. Стержень плавится и заполняет собой соединение. Одновременно плавятся кромки. Покрытие электрода сгорает, выделяя дым и защищая сварочную ванну от посторонних включений.
Для реализации метода понадобятся инвертор ММА, выдающий постоянный ток, электроды для алюминия. Но РДС сварка алюминия возможна только на изделии толщиной от 3 мм. На тонких деталях неизбежны прожоги. Подходит способ для неответственных конструкций. Дуга возбуждается сложно, в шве присутствуют поры, бугры, наплывы, идет сильное разбрызгивание металла. Прилипшие рядом окалины отделяются с трудом. Метод допустим, чтобы укрепить алюминиевую конструкцию, если к прочностным характеристикам шва нет серьезных требований.
Советуем держать дугу без отрыва, поскольку при затухании сварочная ванна закрывается плотным слоем шлака. Повторный поджиг дуги затруднителен. Шов важно хорошо очищать от шлака, иначе под ним развивается коррозия.
MIG-сварка алюминия
Сварщик манипулирует горелкой, из которой одновременно подается проволока и газ. Проволока выступает электродом для возбуждения дуги и присадочным материалом. Газ защищает сварочную ванну от контакта со внешней средой. Полуавтоматическая сварка алюминия в бытовых условиях потребует:
- полуавтомат MIG с горелкой и кабелем массы
- сварочную проволоку для алюминия
- баллон с защитным газом (аргон или смесь с гелием)
- редуктор
- шланг для подключения баллона к аппарату
Сварочные полуавтоматы
Сварочная проволока для алюминия
Газопламенное оборудование
При этом необходимы ролики с U-образными канавками в подающем механизме. Важно, чтобы они были без насечек, царапающих проволоку. Канал в горелке меняется на тефлоновый, а мундштук в сопле устанавливается с увеличенным диаметром выходного отверстия. Если не модернизировать полуавтомат, расходный элемент начнет застревать, шов вести не получится. После каждого прерывания дуги следует бокорезами откусывать кончик проволоки в горелке, иначе следующих поджиг затруднится из-за диэлектрического шарика.
Канал в горелке меняется на тефлоновый, а мундштук в сопле устанавливается с увеличенным диаметром выходного отверстия. Если не модернизировать полуавтомат, расходный элемент начнет застревать, шов вести не получится. После каждого прерывания дуги следует бокорезами откусывать кончик проволоки в горелке, иначе следующих поджиг затруднится из-за диэлектрического шарика.
МИГ способ сварки алюминия обеспечивает повышенную производительность. Можно накладывать непрерывные швы любой длины. Упрощается сварка кольцевых швов на трубах и плоскости. Метод подходит для создания герметичных соединений под воду, сборки профильных конструкций. Но швы получаются бугристые, для лицевой части изделия понадобится дополнительная обработка.
Важные нюансы выбора полуавтомата для сварки алюминия
Полуавтоматическую сварку алюминия можно вести инверторами MIG разного функционала, что определяет качество шва. Модели с постоянным током позволяют варить неответственные конструкции.
Сварочные аппараты с импульсом варят еще круче. У них отдельно настраиваемый базовый и импульсный токи. Базовый обеспечивает стабильное горение дуги и уменьшает тепловложение. Заготовка меньше коробится. Импульсный ток эпизодически подключается к процессу, пробивая оксидную пленку. Швы получаются аккуратными, ровными, с хорошим проплавлением. Имея импульсный полуавтомат, можно не зачищать оксидную пленку.
TIG сварка алюминия
Сварка ведется горелкой, подключенной к инвертору TIG. Дуга горит между вольфрамовым электродом и алюминиевым изделием. Вольфрам не плавится, поэтому электрод не укорачивается. Сварщику легче контролировать дугу. Защита сварочной ванны обеспечивается подачей газа из сопла горелки. Используется чистый аргон или смесь с гелием.
Важный момент! Для аргоновой сварки алюминия понадобится инвертор ТИГ, способный переключаться на переменный ток. «Постоянка» сильно проигрывает по качеству. Модели AC/DC обеспечивают эффективное разрушение оксида и хорошее проплавление.
«Постоянка» сильно проигрывает по качеству. Модели AC/DC обеспечивают эффективное разрушение оксида и хорошее проплавление.
Свободной рукой сварщик подает присадочный пруток. Он должен быть аналогичного состава, что и свариваемое изделие. Как и в случае с полуавтоматом, необходим баллон, редуктор и шланг.
Аргоновая сварка алюминия позволяет получить качественные ровные швы. Высокая герметичность разрешает использовать сосуды под давлением. TIG-метод обеспечивает глубокое проплавление, но подходит для сварки и тонкого листового алюминия. Аргонодуговой сваркой варят поддоны двигателей, головки ГБЦ, стенки блоков ДВС, посуду. Но способ сильно проигрывает по производительности полуавтомату.
Советуем настроить предпродувку газа на 4 секунды до возбуждения дуги и 6 секунд после затухания. Это ускорит охлаждение сварочной ванны и предотвратит образование пор в шве. Варите короткой дугой на расстоянии 3 мм.
Ответы на вопросы: как сваривать алюминий в домашних условиях
Какую проволоку выбрать для присадки методом ТИГ или для заправки в полуавтомат при сварке алюминия? СкрытьПодробнее
Для аргоновой сварки удобнее использовать прутки БАРСВЕЛД AISi диаметром 3-4 мм, которые являются аналогом СВ-АК5. В полуавтомат заправляют проволоку БАРСВЕЛД AlSi5, ESAB OK Autrod 5356. Если нет возможности купить прутки для аргона, проволока подойдет в качестве присадки.
В полуавтомат заправляют проволоку БАРСВЕЛД AlSi5, ESAB OK Autrod 5356. Если нет возможности купить прутки для аргона, проволока подойдет в качестве присадки.
Силумин в быту встречается в дверной фурнитуре, из него делают вешалки и другие предметы для дома. Если изделие треснуло, развалилось на две части, более качественно силумин получится заварить аргонодуговой сваркой.
Какой метод сварки обеспечивает наилучшую герметичность шва? СкрытьПодробнееГерметичные швы при сварке алюминия получаются с помощью полуавтоматов и инверторов TIG. Если в приоритете скорость — выбирайте МИГ сварку. Когда важнее внешний вид — используйте ТИГ сварку.
Что лучше — газовая линза или обычное сопло при ТИГ сварке алюминия? СкрытьПодробнее
В обычном узком керамическом сопле создается турбулентность и защитный газ распределяется вокруг сварочной ванны неравномерно. Газовая линза обеспечивает равномерную подачу аргона, улучшает внешний вид шва. Вольфрамовый электрод из линзы можно выдвигать до 25 мм, что удобно для сварки угловых соединений. Обзорность в таком случае выше. Но расход газа с линзой тоже выше — 12-13 л/мин, когда у сопла — 9-10 л/мин.
Газовая линза обеспечивает равномерную подачу аргона, улучшает внешний вид шва. Вольфрамовый электрод из линзы можно выдвигать до 25 мм, что удобно для сварки угловых соединений. Обзорность в таком случае выше. Но расход газа с линзой тоже выше — 12-13 л/мин, когда у сопла — 9-10 л/мин.
Если нет инвертора с переменным током, алюминий можно попытаться заварить «постоянкой». Тогда нужна обратная полярность с плюсом на горелке. Это предотвратит перегрев изделия.
Как заточить электрод для сварки алюминия? СкрытьПодробнееВольфрамовый электрод затачивают для получения полукруглого конца. Тогда дуга будет гореть прямо, не «гуляя».
Какая длина горелки МИГ лучше для сварки алюминия? СкрытьПодробнее
Чем короче, тем лучше. Это связано с тем, что алюминиевая проволока очень мягкая и ее подача в полуавтомате затрудняется при увеличивающейся длине канала. Оптимально работать с горелками 3 м.
Оптимально работать с горелками 3 м.
Остались вопросы
Оставьте Ваши контактные данные и мы свяжемся с Вами в ближайшее время
Обратная связь
Литье алюминия в домашних условиях
Существует несколько методик литья алюминия, которые используются на производстве, в промышленных масштабах. Но если речь идет о работе в быту, то наиболее приемлемый способ – заливка жидкого алюминия в самодельные формы. Вот о такой технологии и пойдет речь.
Прежде чем разбираться с нюансами литья, целесообразно вспомнить о некоторых характеристиках этого металла. Алюминий плавится при температуре около 660 °С (зависит от его чистоты), а закипает – при 2 500. Еще одна его особенность, которую нужно принять во внимание – быстрое окисление при прямом контакте с воздухом.
Различных «инженерных решений», реализуемых при самостоятельном литье алюминия в домашних условиях, достаточно много. «Народные умельцы», зная его характеристики, сами подбирают необходимые приспособления и материалы. Одна из основных проблем – из чего и как изготовить форму для заливки. Именно на этом чаще всего и «спотыкаются» люди, не имеющие практического опыта. Поэтому рассмотрим только один из простейших вариантов, так как охватить все способы в одной статье – нереально.
«Народные умельцы», зная его характеристики, сами подбирают необходимые приспособления и материалы. Одна из основных проблем – из чего и как изготовить форму для заливки. Именно на этом чаще всего и «спотыкаются» люди, не имеющие практического опыта. Поэтому рассмотрим только один из простейших вариантов, так как охватить все способы в одной статье – нереально.
Начнем с того, что нужно будет приготовить для литья:
Лом алюминия
С этим металлом встречался каждый из нас. Но все ли замечали, что, к примеру, проволока из алюминия бывает разной. Одна легко гнется, как пластилин, а другая – более твердая, менее податливая. Для литья желательно выбирать ту, что помягче, так как в таком материале, условно говоря, меньше оксидов и больше «чистого» алюминия.
Гипс
Самый простой вариант для работы на дому. Лучшая его марка – скульптурный (маркируется «Г – 16»). Но его еще предстоит найти, да и стоимость такого качественного продукта довольно высокая. Поэтому в бытовых условиях чаще используется белый гипс (обозначается «Г – 7»), который не является дефицитом. Его можно купить в любом специализированном магазине по продаже стройматериалов.
Его можно купить в любом специализированном магазине по продаже стройматериалов.
Он по внешнему виду очень похож на алебастр, и их легко перепутать. Кроме того, продавец, не зная, для чего покупателю нужен гипс, вместо него может предложить этот «аналог». В строительной сфере материалы часто заменяют друг друга, так как многие их характеристики схожи. Но для изготовления форм алебастр точно не подходит! Это нужно учесть.
Воск
Данный материал упоминается практически во всех рекомендациях по самостоятельному литью металлов. Действительно, это лучший вариант, но только если речь идет об изготовлении небольших деталей. Чистый воск стоит дороговато, и покупать его в больших объемах смысла нет. Тем более что повторно он использоваться уже вряд ли будет.
На практике берутся обычные свечи, которые есть в любом отделе хоз/товаров. Какие они – стеариновые или парафиновые – не суть важно. Количество зависит от габаритов требуемой детали, «болванка» которой и будет готовиться из них.
В процессе работы понадобится и еще кое-что. Это станет понятно при рассмотрении технологии литья, а выбор конкретных материалов зависит от сообразительности и возможностей мастера.
Емкости для плавления
Растапливать свечи можно и в обычной «жестянке». А вот для алюминия посуда нужна попрочнее, так как ее придется довольно сильно нагревать.
Источник высокой температуры
Что можно использовать? Муфельную печь или самодельный тигел/газовый горн. Главное – добиться требуемой температуры плавления. Что касается последнего «прибора» (тигеля), то из рисунка понятно, как он устроен. Нужно только учесть, что кирпич должен быть обязательно огнеупорным.
При использовании для разогрева материалов достаточно мощной печкой необходимо включить в цепь ее питания какой-нибудь регулятор температуры (если его нет). Такая модернизация сэкономит время, нервы и эл/энергию. Достаточно установить простейший реостат или регулируемый трансформатор (ЛАТР). Иначе придется постоянно заниматься включение/выключением прибора, чтобы не «загнать» температуру.
Технология литья
Изготовление «болванки»
Задача состоит в том, чтобы расплавить парафин и залить его в форму с определенными линейными параметрами. После его остывания из отвердевшей массы несложно вырезать точную копию требуемой детали. Самый простой способ – взять коробку из-под обуви. В принципе, такую «опалубку» несложно сделать из картона, фанеры, скрепив всю конструкцию клейкой лентой.
Особенность работы
- Залитая масса остывает очень долго, причем не следует ускорять этот процесс принудительно. Отвердевание должно идти естественным путем, тогда структура болванки будет однородной по всей толщине. Ждать придется не меньше суток, так как верхняя твердая корка – еще не показатель, что внутри парафин затвердел.
- Используемый материал характеризуется значительной усадкой. Другими словами, в центральной части формы масса в процессе остывания несколько «просядет». Рассчитывая габариты нужной заготовки, это следует учесть и заливать парафин с некоторым запасом по объему.

Так как из готового образца придется вручную вырезать деталь, то понятно, что при отсутствии опыта (может быть, и способностей) все сделать точно и с первого раза не получится, особенно если нужно отлить что-то довольно сложной конфигурации. А у забракованной «болванки» путь один – на переплавку.
Чтобы не тратить зря время, их желательно подготовить две. Если первая и будет испорчена, то уже со второй, учитывая приобретенный опыт, работа пойдет успешнее. Учитывая, что свечи стоят копейки, это не «ударит по карману».
Изготовление формы
Рекомендаций по ее подготовке достаточно. Один из простых способов – сделать ее из оргстекла. Такой «аквариум» собирается скреплением вырезанных кусков оргалита при помощи пластилина. Им же производится и герметизация всех стыков.
Изготовление шаблона детали
На дне «аквариума» помещается «болванка». Чтобы в процессе заливки раствора она не сместилась, ее фиксируют тем же пластилином.
Нужно учесть, что вся остальная работа делается быстро, так как гипс хорошо схватывается. Но в чистом виде этот материал не применяется. Используется его смесь с песком мельчайших фракций (50 на 50). Иначе в массе гипса останется вода, которая после заливки алюминия начнет испаряться. Это приведет к образованию раковин в готовой детали.
Но в чистом виде этот материал не применяется. Используется его смесь с песком мельчайших фракций (50 на 50). Иначе в массе гипса останется вода, которая после заливки алюминия начнет испаряться. Это приведет к образованию раковин в готовой детали.
Смесь разводят до состояния сметаны средней густоты, после чего раствор загружается в форму. Нужно его готовить столько, чтобы «болванка» была им полностью накрыта. В данном случае экономить на материале не стоит, тем более что и цена на него небольшая. Для удаления воздушных пузырьков, если нет вибростола, форму необходимо хорошенько потрясти вручную.
После застывания залитой массы «аквариум» демонтируется. Остается только удалить из гипса парафин. Вытопить его несложно. Например, положить гипсовый шаблон днищем вверх на лист железа, а его – на открытый огонь. Но это не гарантирует «чистоты» внутренностей формы. Если деталь – не просто металлическая пластина или что-то подобное, а имеет выступы, вырезы и так далее, то используется другой способ.
Берется ненужная металлическая тара, в которую ставится гипсовый шаблон и наливается вода. Посуда помещается на огонь, и при закипании жидкости парафин начнет собираться вверху (всплывать). Но отмыть емкость потом вряд ли получится.
После окончания процесса вытапливания гипс высушивается. Температура должна быть небольшая, иначе материал может «перегореть» и деформироваться, особенно тонкие части шаблона.
Заливка алюминия
Ничего сложного в этом нет, только один нюанс. Необходимо наготове держать ложку из «нержавейки», которой сразу же снимается образующаяся пленка окисла.
Несколько замечаний
- Форму-«аквариум» можно сделать из любых подручных материалов. Главное, чтобы она не развалилась во время заливки гипса, и чтобы потом ее можно было легко разобрать.
- В качестве источника тепла не обязательно искать муфельную печку или монтировать тигель.
 Нужно попробовать, будет ли приготовленный алюминиевый лом плавиться, например, от газовой горелки. Возможно, достаточно будет и аргонной сварки. Пробуется все, что есть в хозяйстве.
Нужно попробовать, будет ли приготовленный алюминиевый лом плавиться, например, от газовой горелки. Возможно, достаточно будет и аргонной сварки. Пробуется все, что есть в хозяйстве.
При самостоятельном литье необходимо экспериментировать, так как суть всех операций изложена вполне понятно, а приведенные примеры по оборудованию и материалам не являются догмой.
Как спаять алюминий в домашних условиях.
Здравствуйте!
Расскажу как можно спаять алюминий без аргоновой сварки в домашних условиях.
Соединения получаются достаточно прочными, а выполнять спайку очень просто, Но нужно немного попрактиковаться.
Для спайки понадобятся следующие инструменты и материалы:
- алюминиевый лом
- газовая горелка
- проволока для пайки алюминия
Проволоку я заказывал на Aliexpress. 20 прутков, длиной 50 см и толщиной 2 мм, стоили 5$.
Горелка тоже не простая, а для пайки низкотемпературных припоев. Температура нагрева достигает 1300°C.
Температура нагрева достигает 1300°C.
Перед тем, как приступить к спайке, советую потренироваться на не нужных алюминиевых остатках (трубки, пластины). Дело в том, чтобы получить прочный сварной шов, нужна определенная температура. Нельзя перегревать деталь, но и недогов тоже плохо. Если перегреете, деталь прославится. Если слабо нагреете, припой не будет растекаться, а будет собираться в шарики.
Тренировался на алюминиевой трубке. Сделал на ней несколько разрезов и приступил. Как говорится «первый блин комом». Первый разрез я перегрел и трубка прогорела. Вторая попытка была более удачна, единственно остались небольшие наплывы алюминия, но от них можно легко избавиться наждачной бумагой.
Теперь попробую сварить две трубки, отрезанные под углом.
Верхний шов пропаялся хорошо. Припой равновероятно растекся по трубкам. Теперь спаяю внутренний угол.
При попытке поломать трубку нижний шов не выдержал, а вот верхний был довольно прочный. Я слабо прогрел нижний шов. припой собрался в каплю на поверхности и не растекся по шву.
Я слабо прогрел нижний шов. припой собрался в каплю на поверхности и не растекся по шву.
На фото видно, что разрыв пошел в сторону.
Дальше буду экспериментировать с профильной трубой. У трубы стенки потолще и прогревать нужно дольше.
Я слабо прогрел профиль и поспешил нанести припой. В результате получились вот такие страшные наплывы.
Тогда я увеличил мощность горелки и еще немного прогрел припой. Он расплавился и заполнил пропил.
Часть припоя попала внутрь профиля.
Осталось зачистить место пайки посмотреть на результат.
Напоследок я решил попробовать приварить к болту гайку.
После того как все остыло, я попробовал открутить гайку. Но ничего не вышло. Я слизал всю резьбу на винте, а гайка даже не пошевелилась 😉 Соединение вышло прочное.
Способ мне понравился. Он достаточно прост и не сильно бьет по кошельку. И у меня появились новые задумки для моих самоделок.
Друзья, берите способ на вооружение и пользуйтесь!
До новых встреч!
Знакомый аргонщик показал, как паять алюминий без аргона в домашних условиях за несколько минут | Генератор идей
Сегодня будет весьма полезный материал для каждого, кто хоть раз сталкивался с такой проблемой, как пайка алюминия.
Да простят меня сварщики-аргонщики, которые работают в автосервисах и оказывают услуги по пайке алюминиевых радиаторов. Сначала маленькое вступление, а потом, очень интересные фото и видео.
У моего знакомого, весьма дорогой автомобиль, но любой автомобиль ломается, не важно, сколько он стоит.
У него начал подтекать масляный радиатор охлаждения коробки передач. В небольшой алюминиевой трубке образовалась маленькая щель, ее даже не видно визуально, но если завести машину, то оттуда начинает капать масло.
Согласитесь, менять радиатор на новый, который стоит 17.000 руб, как-то не целесообразно. Ехать к аргонщикам, тоже весьма дорогое удовольствие.
Можно конечно запаять, но это будет очень сложно, из-за оксидной пленки. Еще, можно залепить холодной сваркой) кто-то так делает.
Но времена меняются и на рынках появился вот такой припой, под названием HTS-2000 или Castolin 192.
Это цинковая трубка с наполнением из порошкового флюса. Как раз, данный флюс и растворяет оксидную пленку алюминия.
Сам процесс пайки очень простой, для этого, нам понадобится обычная газовая горелка.
Но, нужно понимать, что обычная газовая горелка не в силах справится с большими заготовками.
Изделие, нужно прогревать до 400-500 градусов, иначе, ничего не получится.
Для примера, я возьму алюминиевую банку. Сделал два отверстия, сейчас, попробуем их запаять.
Зажимаем в тиски и начинаем нагревать с помощью газовой горелки.
Но, тут я перестарался и перегрел банку((( а как вы хотели, нужно будет немного научиться ей пользоваться. Да и сами понимаете, какая толщина стенок у банки)
Но мы не останавливаемся, давайте попробуем на другом примере.
Зачистил два провода.
Нагреваем, буквально 30 секунд.
Легким движением, припой начинает растекаться в необходимую для нас область.
В итоге получаем даже не пайку, а наверное сварку, которую невозможно разорвать руками.
Найти такой припой можно на строительных рынках или на авито, только ценник там будет весьма внушительный. Лучше всего, брать на али, тут вы точно купите то, что будет работать и по хорошей цене. Ссылка тут. Внимание, там есть трубки дешевле, но они без припоя !
Оцените, пожалуйста, материал и подписывайтесь на наш канал) Еще, мы тут: YouTube; ВКонтакте; Одноклассники
Как и чем покрасить алюминий в домашних условиях?
Алюминий, как и некоторые другие цветные металлы, достаточно сложно качественно покрасить в домашних условиях. Дело в том, что алюминий быстро окисляется при взаимодействии с обычным воздухом, при этом на его поверхности образуется налет, который практически никак не взаимодействует с традиционными лакокрасочными материалами – грунтовкой, краской, лаком. Это приводит к тому, что, если вы не будете соблюдать инструкции по окрашиванию алюминия, то свежая краска продержится недолго и ваше изделие из алюминию нужно будет красить заново. Обычно алюминиевые детали и изделия окрашиваются в специальных условиях, с использованием специализированного оборудования, а предшествует покраске алюминия процесс его анодирования.
Дело в том, что алюминий быстро окисляется при взаимодействии с обычным воздухом, при этом на его поверхности образуется налет, который практически никак не взаимодействует с традиционными лакокрасочными материалами – грунтовкой, краской, лаком. Это приводит к тому, что, если вы не будете соблюдать инструкции по окрашиванию алюминия, то свежая краска продержится недолго и ваше изделие из алюминию нужно будет красить заново. Обычно алюминиевые детали и изделия окрашиваются в специальных условиях, с использованием специализированного оборудования, а предшествует покраске алюминия процесс его анодирования.Анодирование – это процесс химической или электрохимической обработки поверхности алюминия (или других цветных металлов), предотвращающий окисление поверхности. Анодированный алюминий можно легко покрасить в любой цвет, т.к. анодированная поверхность обладает отличной адгезией (сцеплением) к краске или грунтовке.
Так как и чем покрасить алюминий своими руками в домашних условиях?
Мы предлагаем вам два варианта покраски алюминия:
1 С анодированием и анилиновым красителем
2 Без анодирования, с использованием специальной грунтовки и специальной цинк-алюминиевой краски по металлу
Конечно, максимально качественный и долговечный результат вы получите только после анодирования, однако в домашних условиях сделать это непросто, особенно если вы красите что-то большое — автомобильные диски, алюминиевую лодку и др. , поэтому вы можете прибегнуть к более простому варианту – подготовке алюминия к окрашиванию при помощи грунтовки «для алюминия, нержавеющей стали и гальванических поверхностей».
, поэтому вы можете прибегнуть к более простому варианту – подготовке алюминия к окрашиванию при помощи грунтовки «для алюминия, нержавеющей стали и гальванических поверхностей».
Способ 1
Для того, чтобы провести процедуру анодирования и покраски алюминия вам понадобится:
— соль, сода кипяченая вода для приготовления раствора электролита
— алюминиевая посуда, в которой поместится наша деталь или изделие
— мелкая наждачная бумага
— источник тока (около 2А и 12В)
— ацетон или керосин для обезжиривания
— анилиновый краситель и уксусная кислота для приготовления краски
Инструкция по покраске алюминия с анодированием
- 1
- Сначала нам нужно сделать в домашних условиях электролит. Для этого необходимо приготовить два насыщенных раствора – соляной и содовый. В одну емкость с кипяченой водой мы добавляем соль, в другую – соду, размешиваем, добавляем еще, снова размешиваем и делаем это на протяжении 25-30 минут, чтобы растворы максимально напитались солью и содой.
 Настаиваем их еще 15-20 минут, процеживаем и смешиваем в СТЕКЛЯННОЙ ЕМКОСТИ в пропорции 9 частей раствора соды к 1 части раствора соли
Настаиваем их еще 15-20 минут, процеживаем и смешиваем в СТЕКЛЯННОЙ ЕМКОСТИ в пропорции 9 частей раствора соды к 1 части раствора соли - 2
- Берем нашу алюминиевую деталь или изделие и тщательно обрабатываем поверхность мелкой наждачной бумагой
- 3
- Обезжириваем поверхность при помощи ацетона, керосина или специальной жидкости для обезжиривания
- 4
- Ополаскиваем алюминиевую деталь в воде. После промывания детали в воде, постарайтесь не прикасаться к ней руками, так как от рук на поверхности могут остаться пятна, которые повлияют на дальнейшую обработку изделия
- 5
- Наливаем приготовленный нами электролит в алюминиевую посуду – таз или кастрюлю – и кладем туда наше алюминиевое изделие. Для запуска процесса анодирования подключаем источник тока плюсом к нашему изделию, минусом – к алюминиевой емкости.
В качестве источника тока можно взять автомобильный аккумулятор или регулируемый выпрямитель (сила тока должна быть около 2 Ампер, напряжение – около 12 Вольт). Анодирование должно производиться в течение 1,5 – 2 часов, за это время наше алюминиевое изделие приобретет приятный голубовато-серый оттенок
Анодирование должно производиться в течение 1,5 – 2 часов, за это время наше алюминиевое изделие приобретет приятный голубовато-серый оттенок - 6
- Чем покрасить алюминий? Окрашивать анодированный алюминий следует раствором анилинового красителя. Для приготовления такого раствора необходимо в 1 литр воды добавить 15 граммов красителя, 1 мл уксусной кислоты и нагреть его до 70-80 градусов.
Погружаем наше алюминиевое изделие в раствор красителя на 10-15 минут, чем дольше мы держим изделие в растворе красителя, тем более насыщенным и темным будет его цвет после окрашивания
Способ 2
Для того, чтобы покрасить алюминий в домашних условиях вам понадобится:
— грунтовка для алюминия, нержавеющей стали и гальванических покрытий
— мелкая наждачная бумага
— акриловая или эпоксидная цинк-алюминиевая краска для металла
— уайт-спирит, ацетон или керосин для обезжиривания поверхности
Инструкция по покраске алюминия без анодирования
- 1
- Тщательно зашкурьте поверхность вашего алюминиевого изделия мелкой наждачной бумагой.
 Чем менее зернистая наждачка будет вами использована тем лучше. Подойдет размерность 600, 800 или 1200
Чем менее зернистая наждачка будет вами использована тем лучше. Подойдет размерность 600, 800 или 1200 - 2
- Обезжирьте поверхность, используя уайт-спирит, ацетон или специальный обезжириватель
- 3
- После полной зачистки и обезжиривания как можно быстрее покройте поверхность грунтовкой для алюминия и нержавеющей стали. Если вы оставите обработанный наждачкой алюминий на воздухе надолго, то через непродолжительное время он начнет темнеть – это результат процесса окисления, а на окислившийся алюминий грунтовка и краска ложатся плохо. Вот почему так важно наложить первый слой грунта как можно скорее.
Через несколько минут, после того как первый слой грунтовки высохнет, нужно нанести второй слой грунтовки для лучшей адгезии краски к вашему изделию - 4
- Переходим к покраске. Чем же покрасить алюминий, обработанный грунтовкой?
Для этого вам подойдет специальная, содержащая цинк и алюминий краска по металлу цинк-алюминиевая. Лучше всего использовать краску в аэрозольном баллоне, так как при нанесении краски из аэрозольного баллона, она ложится гораздо равномернее и ровнее, чем при нанесении кистью.
Перед началом окрашивания как следует встряхните баллон, краску следует наносить с расстояния 25-30 сантиметров. Красить следует движениями сверху вниз, чтобы избежать потеков.
После того, как первый слой краски высох (для этого достаточно 20-25 минут), нанесите следующий слой краски. Как правило, для хорошего и качественного окрашивания алюминия достаточно 3-4 слоев краски - 5
- После того, как окрашивание закончено, дайте вашему алюминиевому изделию окончательно высохнуть. Для этого нужно 4 – 6 часов
- 6
- Вы можете дополнительно покрыть изделие лаком, это придаст цвету глубину и дополнительно защитит окрашенную поверхность от повреждений
Если вы в точности выполнили все этапы инструкции, то новая краска на вашем алюминиевом изделии будет держаться долгие годы и выглядеть как новое!
Замечания и предостережения:
1 ПОМНИТЕ! При окрашивании алюминия своими руками обязательно работайте в хорошо проветриваемом помещении и не забывайте о средствах индивидуальной защиты
2 Окраску алюминия нужно осуществлять в чистом и не пыльном помещении, в котором нет комаров и мух, так как они могут пристать к слою свежей краски
3 Имейте ввиду, что если верхний слой краски уже подсох, то это еще не значит, что краска высохла внутри. Для полного высыхания требуется не менее 5 — 6 часов
Для полного высыхания требуется не менее 5 — 6 часов
Если данная статья оказалось полезной для вас, пожалуйста, оцените ее (вверху страницы). Спасибо!
Посетители этой страницы чаще всего выбирают в интернет-магазине:
Как варить алюминий в домашних условиях
Большинство из тех людей, которые регулярно работают с металлом, сталкиваются с необходимостью сваривания алюминия. На производстве используются специальные сварочные аппараты, сваривание алюминия которыми не представляет никакого труда. Такие аппараты обеспечивают необходимую частоту сварочного тока и напряжение с самим током.
Сваривание алюминия в домашних условиях – это невероятно сложный и не безуспешный процесс, однако существуют некоторые секреты.
Имея в своем распоряжении аппарат дугового сваривания, не столь важно, трансформаторный или инверторный, Вы сможете получить качественный сварочный шов без приложения огромных усилий. В данном случае работает сразу же два варианта. Первый из них заключен в том, что необходимо использовать специальные сварочные электроды для сваривания алюминия. Обязательным условием является наличие и применение осциллятора.
В данном случае работает сразу же два варианта. Первый из них заключен в том, что необходимо использовать специальные сварочные электроды для сваривания алюминия. Обязательным условием является наличие и применение осциллятора.
Осциллятор – это устройство, которое значительно повышает частоту тока сварочной дуги. Она должна находиться в пределах 10000 Герц. В сравнении со стандартной частотой сварочного тока, данная частота превышает ее в 200 раз.
Неплохие результаты можно получить при использовании газовой горелки. Пламя при сваривании получается в случае смешивания кислорода и ацетилена. Температура такого пламени намного выше, чем температура плавления. Наиболее проблемным является наличие окислов на поверхности свариваемых деталей.
Сваривание алюминия можно производить с помощью полуавтоматического сварочного аппарата и осуществляется с использованием постоянного тока обратной полярности. При сваривании дуга горит в парах расплавленного металла. Катодное пятно, расположенное на поверхности сварочной ванны, постоянно получает приток ионов алюминия.
Катодное пятно, расположенное на поверхности сварочной ванны, постоянно получает приток ионов алюминия.
Достигнув поверхности металла, ионы проходят нейтрализацию и при этой реакции выделяют много тепла. При прохождении данного процесса происходит разрушение тугоплавкой пленки и окиси, которая образовывается на поверхности металла. Стоит помнить, что к такому разрушению подвержен только тонкий слой оксидов. Наиболее грубые образования перед свариванием алюминия с помощью сварочного полуавтомата удаляются механическим способом или с помощью метода травления.
При сваривании дуга между плавящимся электродом, свариваемыми деталями и электродной проволокой заполняет пространство между кромками, таким образом, образовывая сварочный шов.
Полуавтоматическое сваривание осуществляется в различных пространственных положениях. Выбирая, каким полуавтоматическим сварочным аппаратом Вы будете варить алюминий, остановите свой выбор на аппаратах с механической подачей тянущего типа.![]()
Для сваривания алюминия и его сплавов иногда применяется импульсивно-дуговая сварка. Наложение импульса на сварочный ток позволяет снизить время нахождения металла в сварочной ванне в жидком состоянии. Такой метод делает сваривание проще и повышает качества сварочного шва.
Патинирование алюминия в домашних условиях
Пожалуй, у каждого дома непременно найдется какая-нибудь вещичка или изделие из алюминия, которые уже потеряли свой презентабельный внешний облик, но вам очень хотелось бы им вернуть былую красоту с неизменно привлекательным видом античной старины. Как же тогда быть? Предлагаем вам сделать патинирование алюминия в домашних условиях самостоятельно, не прибегая к профессиональной помощи специалистов. Давайте рассмотрим данный процесс подробнее, чтобы вы четко представляли, что же вам придется делать.
А это сложно?
Чаще всего «состаривание» алюминиевых изделий практически ничем не сложнее, а порой даже и не легче, чем и других металлов. А все лишь потому, что алюминий прекрасно принимает всевозможные цветовые тона при электрохимическом оксидировании, или, иначе говоря, анодировании. В результате чего, на поверхности такого изделия образуется особая пленочка, предотвращающая появление коррозии металла, тем самым, придавая эстетический шарм готовому изделию.
А все лишь потому, что алюминий прекрасно принимает всевозможные цветовые тона при электрохимическом оксидировании, или, иначе говоря, анодировании. В результате чего, на поверхности такого изделия образуется особая пленочка, предотвращающая появление коррозии металла, тем самым, придавая эстетический шарм готовому изделию.
Если же подобный способ вы посчитаете слишком сложным для вас, то можно воспользоваться и более простыми, например, самой обыкновенной тушью для рисования, черным лаком на основе спирта или же мелко раскрошенным графитом и другими окрашивающими специализированными средствами. После подобных методов необходимо всего-навсего лишь протереть «состаренную» безделушку керосином.
Нехитрый метод патинирования
Прочитав все вышеуказанные способы, вы так и не смогли выбрать – как же лучше всего вам «состарить» ваше новое алюминиевое изделие, тогда скорее прочтите этот несложный способ, позволяющий сделать патинирование алюминия в домашних условиях, с использованием простых подручных средств, которые стоят буквально копейки.
Для этого вам понадобится – готовую вещичку из алюминия тщательно протереть намоченным в ацетоне небольшим кусочком ткани, чтобы удалить все возможные «жирные» пятна или въевшуюся грязь, которые имеются на поверхности. После того, как все очистится и хорошенько подсохнет, вам обязательно нужно будет смочить изделие каким-нибудь растворителем, к примеру, «Уайт-спирит» или каким-либо другим, который вы сможете найти дома, или купить в магазине хозяйственных товаров. Затем обожгите заготовку паяльной лампой.
Но, помните! Чем больше растворителя вы используете непосредственно на самом изделии, тем темнее впоследствии получится патина, образующаяся в результате его сгорания на поверхности под воздействием паяльной лампы. Если же вы хотите получить еле заметные следы потемнения, то лучше всего растворитель наносить с помощью кисти с грубой щетиной.
А для того, чтобы получить очень темный оттенок, изделие необходимо поместить полностью непосредственно в растворитель. При этом на выпуклых местах необходимо будет удалить его излишки, чтобы в углублениях оставались небольшие скопления вещества. Работая таким способом, изделие устанавливают в горизонтальное положение, чтобы растворитель не потек туда, куда не нужно. Паяльной лампой нужно будет обжигать несколько минут, равномерно перемещая огонь, чтобы не получилось чрезмерного перегревания, от которого ваше алюминиевое изделие может просто-напросто расплавиться.
После полного остывания изделия, понадобится также осторожно осветлить его выпуклые части. Для этого нужно будет протереть их ватным диском, смоченным в масле для смазывания швейной машинки, в которое добавили мельчайшую стружку абразивного порошка. Потом насухо вытереть чистой сухой тряпочкой, чтобы удалить все остатки от абразива. Вид и продолжительность эффекта от такого метода, позволяющего сделать патинирование алюминия в домашних условиях, ничем не хуже, чем от химических способов. А самое главное, намного безопаснее – вы не пострадаете от кислоты.
Подведем итоги
Алюминий представляет собой замечательный по пластическим качествам металл, который очень удобно использовать в создании различных декоративных частей интерьера. Но новизну таких изделий порой хочется заменить приятной глазу «стариной». А как это сделать, мы с вами узнали из этой статьи – патинирование алюминия в домашних условиях.
Но новизну таких изделий порой хочется заменить приятной глазу «стариной». А как это сделать, мы с вами узнали из этой статьи – патинирование алюминия в домашних условиях.
Как анодировать алюминий в домашних условиях – сделать из металла
В одном магазине, где я работал, мы регулярно отправляли вещи на термообработку, анодирование, оцинковку, гальванизацию, что угодно. Если вы хотите что-то сделать для личного проекта, просто положите это в кучу и наберитесь терпения.
К сожалению, я больше не работаю в этом магазине. Там, где я сейчас нахожусь, на самом деле довольно редко можно получить что-то анодированное. Поэтому для своих небольших проектов я провел небольшое исследование того, как я могу реализовать это дома в своем гараже.
Я обнаружил, что информация очень разбросана. Вот почему я собрал все, что узнал, в эту статью. Это должно быть довольно хорошо все, что вам нужно, чтобы начать.
В этом посте я поделюсь тем, что узнал о том, как добиться успеха, а также дам несколько советов и приемов, которые помогут вам в этом.
Отказ от ответственности: Я сделал это профессионально, но делать это дома – совсем другое дело. Ожидайте, что потребуется несколько попыток, прежде чем вы получите правильный процесс.
Что делает анодирование алюминия?
Вероятно, стоит начать это руководство с того, чтобы убедиться, что вы понимаете, что это за процесс. Это поможет вам понять, что происходит и почему это важно при выполнении шагов.
Что дает анодирование алюминия? Анодирование алюминия создает тонкий слой оксида алюминия на металле. Этот защитный оксидный слой имеет более шероховатую поверхность, что позволяет красителям или краскам прилипать к металлу. Он тверже алюминия, поэтому обеспечивает определенную степень защиты.Это также придает алюминию коррозионную стойкость. Поскольку окисляется такой тонкий слой, это можно делать с прецизионными деталями с минимальным влиянием на геометрию.
Это также обычно делается для косметики даже на частях, которые не будут окрашены или окрашены.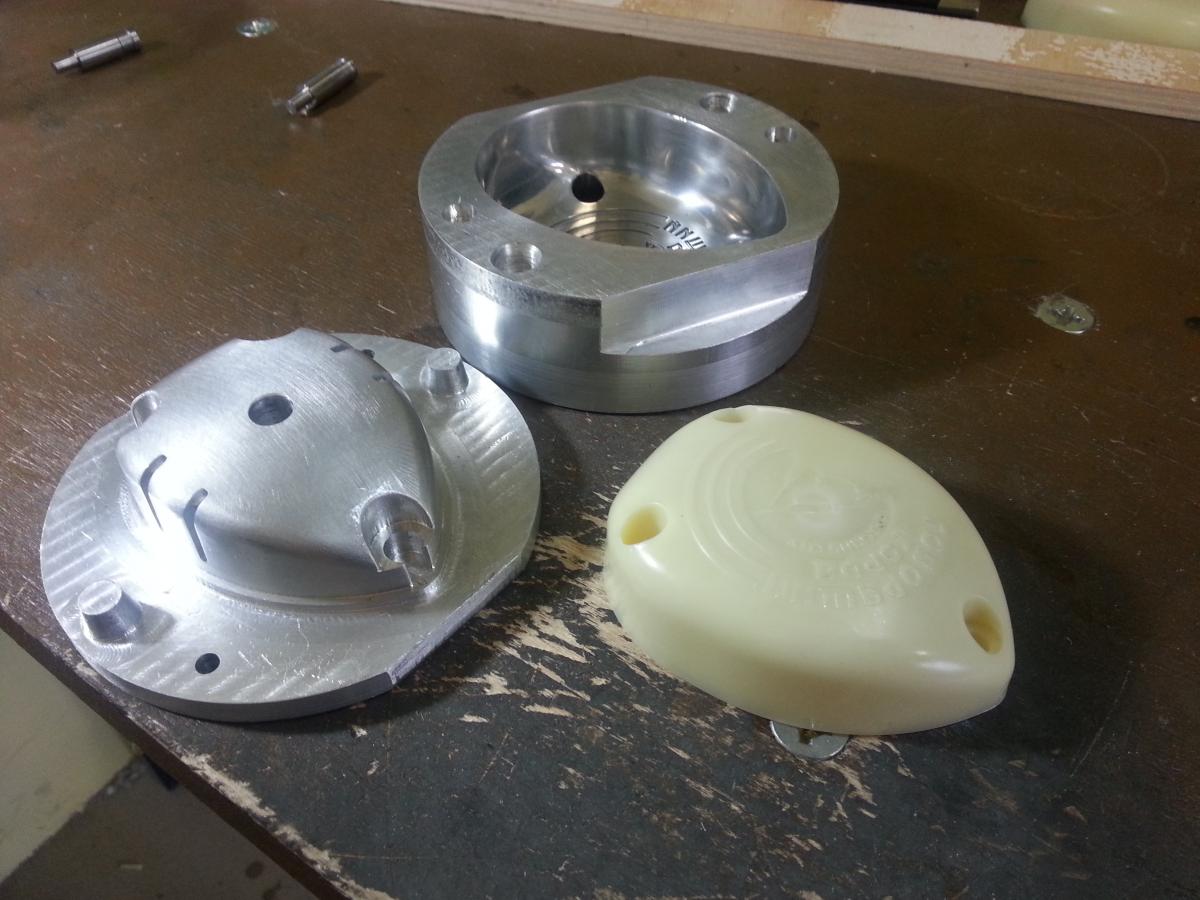 Анодирование придает алюминию тусклый светло-серый цвет. Он также не будет подвергаться коррозии от таких вещей, как соль на ваших руках, оставляя со временем мутные следы, как яркий алюминий.
Анодирование придает алюминию тусклый светло-серый цвет. Он также не будет подвергаться коррозии от таких вещей, как соль на ваших руках, оставляя со временем мутные следы, как яркий алюминий.
Что вам нужно
Сам процесс анодирования не особо сложен, да и в настройке не так дорого (знаю, все относительно).
Вот что нужно для анодирования алюминия:
- источник питания с соединениями
- кислот
- дистиллированная вода
- Cathode
- Cationode
- Cationode
- Cationale
- Dye (только необходимо, если вы хотите сделать его другой цвет)
- алюминиевый или титановый провод
- a Degliser
- Нейтрализатор кислоты
- Мешалка (дополнительно)
- Защитное снаряжение
- Вентилируемое помещение для работы
Многие из этих вещей можно раздобыть, но некоторые вещи работают лучше, чем другие.Я рассмотрю некоторые варианты того, что можно использовать здесь, чтобы помочь вам установить бюджет. По крайней мере, вы будете знать, чего ожидать, и не будете тратить деньги на то, что не сработает.
По крайней мере, вы будете знать, чего ожидать, и не будете тратить деньги на то, что не сработает.
Малая установка для анодирования
Если анодирование — это то, что вы хотели бы делать довольно часто, и вы не против потратить немного денег, то это то, что имеет смысл.
Полные комплектысложно найти в Интернете, иногда вам нужно покупать элементы по отдельности.
Вот краткий обзор того, что доступно.Если это не то, что вас интересует, просто перейдите к следующему разделу, посвященному более самостоятельному подходу. Спойлер: путь «сделай сам» даст вам очень смешанные результаты.
Примечание: Цены в Интернете колеблются, поэтому я могу написать эту статью сегодня, а завтра они будут другими. Я сделал все возможное, чтобы дать довольно хорошее представление о том, для чего нужны эти вещи, но не держите меня за ноги! Бюджет находится в конце раздела передач.
Источник питания
В общем, вы ищете что-то, что может выдавать около 18 В и выше.
важна в зависимости от площади поверхности детали, которую вы хотите анодировать. Это немного легче сбалансировать, поскольку вы можете компенсировать это, просто запустив его дольше. В любом случае, вам, вероятно, понадобится хотя бы один усилитель для небольших безделушек и виджетов.
Вы можете найти приличные источники питания в Интернете примерно за 60-100 долларов США. Преимущество заключается в том, что эти источники питания универсальны — вы можете использовать их и для других целей, например, для гальванического покрытия.
Это тот, который я бы порекомендовал взять.Это 30 вольт и 5 ампер, поэтому его хватит для большинства проектов площадью около одного квадратного фута. У него также есть несколько симпатичных зажимов из кожи аллигатора, которые облегчают жизнь таким проектам.
Как правило, вам потребуется от 0,02 до 0,03 А на квадратный дюйм площади поверхности детали.
Если вы хотите использовать MacGyver для своей установки, вам может сойти с рук использование зарядного устройства для автомобильного аккумулятора большего размера. Преимущество этого в том, что у вас уже может быть тот, который будет работать.Недостатком является то, что у вас нет такого же контроля над мощностью, вам будет трудно настроить процесс, чтобы все было правильно. Анодирование может быть суетливым.
Преимущество этого в том, что у вас уже может быть тот, который будет работать.Недостатком является то, что у вас нет такого же контроля над мощностью, вам будет трудно настроить процесс, чтобы все было правильно. Анодирование может быть суетливым.
Кислота
Самая распространенная кислота, которую вы увидите в гаражных установках, — это серная кислота. Обычно вы можете найти его примерно за 40 долларов за полтора галлона.
Профессиональный совет: Аккумуляторная кислота по сути представляет собой серную кислоту, но, возможно, в нее также входят некоторые добавки.Для наших целей работает нормально. Обычно вы можете получить его немного дешевле, чем лабораторный материал. Вот пример на Amazon чего-то, что будет работать.
Это необязательно, но использование действительно сильной кислоты может быть хорошим способом подготовить алюминий и удалить любой оксид, который может быть на нем. Щелок отлично работает и стоит дешево. Вам не нужно его много.
Вам не нужно его много.
Краситель
Многие интернет-ресурсы советуют просто использовать краску для ткани, если вы хотите покрасить анодированную деталь.Исходя из моего опыта, этот обычно работает как надо, но не всегда. Иногда цвета действительно не совпадают — синий может выглядеть фиолетовым, фиолетовый может казаться розовым и т. д.
Если вы не слишком привередливы, краска для одежды стоит довольно дешево. Обычно вы можете купить его за несколько долларов в Интернете.
Если вы хотите убедиться, что это работает должным образом, просто выберите подходящую краску для анодирования. Вот пример того, что отлично сработает. Хороший краситель обычно стоит около 20 долларов за бутылку, в зависимости от того, где вы его берете.
Катод
Технически для этого можно было бы просто использовать кусок алюминия, но свинец работает лучше и служит вечно. Я получил наилучшие результаты, используя листовой свинец, так как он имеет большую площадь поверхности.
Вы можете просто взять свинцовую нашивку в домашнем центре или небольшой лист на Амазоне. По сути, это будет разовая покупка, так как свинец на самом деле не портится.
Контейнер
Пластиковые контейнеры прекрасно работают.Вам не нужно слишком много думать об этом. Для деталей среднего или крупного размера просто используйте 5-галлонное ведро из полиэтилена высокой плотности, красивое и чистое. Для действительно мелких вещей вы можете использовать контейнер для посуды или даже стеклянную банку.
Просто выберите то, что не проводит электричество и может противостоять кислоте.
Проволочные стеллажи
Для фиксации детали можно использовать алюминиевую или титановую проволоку. Я настоятельно предпочитаю использовать титан. Вот почему.
Стеллажи должны надежно проводить электричество.Оксид алюминия не проводит электричество.
Это означает, что если вы используете алюминиевую проволоку, она тоже будет анодирована. Титан не будет. Таким образом, титановая проволока не только пригодна для повторного использования, но и снижает вероятность потери соединения во время процесса.
Титан не будет. Таким образом, титановая проволока не только пригодна для повторного использования, но и снижает вероятность потери соединения во время процесса.
В любом случае, оба провода будут работать, и они не будут стоить дорого. Можно подобрать титановую проволоку (чуть дороже) или алюминиевую проволоку (дешевле). Честно говоря, если вы планируете анодировать несколько деталей, просто возьмите титановую проволоку.
Обезжириватель
Здесь нечего переусердствовать, просто что-то, что удалит жир или масло с детали, чтобы сделать ее красивой и чистой. Возможно, у вас уже есть что-то хорошее в вашем гараже. Это будет отлично работать.
Нейтрализатор кислоты
Используйте пищевую соду. Работает как шарм.
Мешалка
Это необязательно, но это хорошая идея. По сути, это предотвращает прилипание пузырьков к детали во время анодирования и оставление небольших следов.Если вы хотите, чтобы детали выглядели безупречно, есть простой, но чрезвычайно эффективный лайфхак.
Используйте воздушный насос для аквариума. Если вы не можете «одолжить» рыбку из аквариума вашего ребенка на какое-то время, вы можете проверить текущую цену на Amazon здесь.
Защитное снаряжение
Это важно. Вам понадобятся средства защиты глаз, респиратор для химикатов и перчатки.
Я видел, как многие люди использовали простую маску от пыли, когда делали подобные вещи. Я действительно не рекомендовал бы это, так как пылезащитные маски не останавливают пары, только частицы.
Это маска, которая работает хорошо, она не слишком дорогая и кое-что сделает против паров. Он также поставляется с некоторыми защитными очками, если у вас еще нет пары. Попадание кислоты в глаза — отстой.
Не то чтобы пары были сверхтоксичны, но лучше не вдыхать их.
Вам также понадобится пара перчаток. Я предпочитаю нитрил, и вы можете получить коробку совсем недорого. Это делается не только для того, чтобы защитить руки от ожогов кислотой, но и для того, чтобы масло не попало на деталь. Если вы коснетесь детали голыми руками, после анодирования у вас останутся необратимые отпечатки пальцев.
Если вы коснетесь детали голыми руками, после анодирования у вас останутся необратимые отпечатки пальцев.
Разные полезные вещи
Есть несколько вещей, которые не являются обязательными, но действительно помогают вам хорошо выполнять свою работу.
Шарики для пинг-понга могут плавать поверх кислотной смеси. Это довольно хорошо устраняет кислотный туман, который вы получите, когда резервуар начнет пузыриться во время процесса. Вы можете купить в Интернете упаковку из 50 штук, которой хватит на всю жизнь анодирования.
Подушечки Scotch brite — хороший способ придать поверхности красивый вид даже перед анодированием. Не обязательно, но если вы анодируете обработанные детали, все метки будут видны. Это просто делает часть выглядит немного более профессионально. Вы можете купить большую упаковку из них, которая прослужит вам некоторое время с отличным соотношением цены и качества. Я постоянно использую этот материал для разных проектов, поэтому у меня всегда есть заначка на полке.
Чайник для разогрева красителя (если вы хотите покрасить детали).Большинство красителей должны иметь температуру около 120-140 F или около того, когда вы погружаете деталь, и использование электрического чайника делает этот шаг очень простым. Вы можете купить дешевый на Amazon. Только не используйте его после заваривания чая.
Нагреватель для аквариума позволит регулировать температуру в аквариуме. Вы хотите, чтобы она была как можно ближе к 70F. Если вы делаете это в помещении с регулируемой температурой, это не критично. Если вы делаете это в неотапливаемом гараже, я очень рекомендую это. Узнать цену на Amazon можно здесь.
Термометр для мяса позволит вам быть уверенным в своей температуре. Это также очень удобно для проверки тепла ваших красителей. Не обязательно, но хорошая идея. Вы можете получить один дешево онлайн.
Общий итог
Скорее всего, у вас в гараже есть изрядное количество этих вещей, или вы можете их раздобыть. Но на случай, если вам придется покупать абсолютно все новое, вот что ожидать, если вы платите за все довольно среднюю цену.
Но на случай, если вам придется покупать абсолютно все новое, вот что ожидать, если вы платите за все довольно среднюю цену.
| Источник питания | $ 80 | ||
| Серная кислота | $ 40 | ||
| Щелок | $ 5 | ||
| Краситель | $ 20 | ||
| 5 галлонов ведро | $ 8 | ||
| Свинец Cationode | $ 25 | $ 25 | $ 25 |
| Титановый провод | $ 10 | ||
| $ 15 | |||
| $ 2 | $ 2 | ||
| $ Tank Air Pump | |||
| Респиратор и защитные очки | $ 25 | $ 25 | |
| Коробка нитрильных перчаток | $ 10 | ||
| Ping Pong Balls | $ 10 | ||
| $ 20 | |||
| чайник | $ 15 | ||
| Рыбный танк Нагреватель | 15 $ | ||
| Термометр | 2 901 $ 80 | ||
| Дистиллированная вода (локально источнее) | $ 5hish | $ 5hish | |
| Grand Total | $ 317 | $6
Теперь имейте в виду, имейте в виду, это если вам нужно купить все . Разумное количество этого материала является необязательным, и вы также можете купить его в меньших количествах, если хотите. Но начиная с нуля, это установка, которая позволит вам выполнять анодирование действительно хорошего качества в вашем гараже. Многие ребята используют подобные установки для изготовления деталей, которые они продают в Интернете.
Разумное количество этого материала является необязательным, и вы также можете купить его в меньших количествах, если хотите. Но начиная с нуля, это установка, которая позволит вам выполнять анодирование действительно хорошего качества в вашем гараже. Многие ребята используют подобные установки для изготовления деталей, которые они продают в Интернете.
После того, как вы все настроите, поддерживать вашу систему совсем не дорого. Вам нужно будет добавить кислоту, щелочь, краску, обезжириватель, пищевую соду, перчатки и скотч-брайт, но вы действительно не используете все это так много.Этот материал прослужит вам некоторое время. Анодирование не является дорогим процессом, если у вас есть оборудование.
Как анодировать алюминий своими руками
Итак, когда у вас есть все необходимое, вот пошаговые инструкции о том, как это сделать.
Имейте в виду, что каждая настройка отличается, и вам нужно будет точно настроить процесс, чтобы получить желаемые результаты. Не ждите, что с первых раз получится идеально.
Не ждите, что с первых раз получится идеально.
Scotch-Brite Алюминий
Придает красивую ровную поверхность, которая будет хорошо выглядеть после анодирования.Это не совсем обязательно, но серьезно делает деталь более профессиональной.
Если не скотч-брайт, то следы обработки будут хорошо видны. Деталь будет блестящей в тех местах, где качество поверхности лучше, и тусклым в тех местах, где поверхность не идеальна. Просто после анодирования это более заметно.
Дон Шестерни
Держите респиратор под рукой. Наденьте защитные очки. Самое главное на этом шаге, наденьте перчатки!!! Если вы не наденете перчатки, на вашей части останутся отпечатки пальцев, и ваше анодирование будет выглядеть ужасно.
Очистка деталей
Достаньте обезжириватель и чистые тряпки. Поверхность детали должна быть идеально чистой. Когда закончите, промойте часть дистиллированной водой.
Травление деталей
Возьмите щелочь и смешайте ее с дистиллированной водой. Соотношение составляет около 3-5 столовых ложек чистой щелочи на 1 галлон воды. Убедитесь, что вы надели респиратор и защитные очки в этот момент, щелочь может быть неприятной вещью.
Соотношение составляет около 3-5 столовых ложек чистой щелочи на 1 галлон воды. Убедитесь, что вы надели респиратор и защитные очки в этот момент, щелочь может быть неприятной вещью.
Замочите деталь на 3-5 минут, затем промойте дистиллированной водой.
Проверка чистоты
На этом этапе вы можете проверить деталь водой, чтобы убедиться, что она очищена должным образом.
При правильной очистке вода должна плавно стекать с поверхности детали. Если вы ошибетесь, вода будет капать на поверхность. Это потому, что на поверхности все еще есть масла. В этом случае повторите процесс очистки.
Этот шаг очень важен. Анодирование будет работать только на действительно чистой детали.
С этого момента абсолютно необходимо, чтобы деталь не соприкасалась с чем-либо грязным.Надевайте перчатки на протяжении всего процесса и не кладите деталь на грязную поверхность.
Стеллаж для деталей
Закрепите детали на алюминиевой или титановой проволоке. Имейте в виду, что в месте контакта провода с деталью останется неанодированный след.
Имейте в виду, что в месте контакта провода с деталью останется неанодированный след.
Большинству парней нравится использовать внутреннюю часть отверстия в качестве точки контакта, чтобы ее не было видно. Один изящный маленький трюк состоит в том, чтобы скомкать конец проволоки и засунуть его в отверстие. Пружинящая проволока продырявит деталь на месте, и у вас не будет видимых следов на анодированной поверхности.
Одна важная вещь: вам нужна хорошая связь. Если соединение потеряно, процесс гарантированно завершится ошибкой. Поскольку оксид алюминия не проводит электричество, вам придется вытащить деталь, отшлифовать анодированную поверхность и перезапустить процесс. Это боль.
Налить ванну
Поставьте контейнер в хорошо проветриваемом месте. Анодирование лучше всего работает при температуре около 70 F. При необходимости дайте жидкости время акклиматизироваться. Анодирование при температуре более 75 градусов не даст очень хороших результатов.
Сначала налейте в контейнер дистиллированную воду. Затем добавьте серную кислоту. Соотношение 1 часть кислоты на 3 части воды. Я знаю, что другие веб-сайты говорят, что нужно делать пополам. Они ошибаются. Кислота не должна быть такой сильной. Эта концентрация работает лучше и дешевле.
Всегда лейте кислоту в воду, а не воду в кислоту. Ожоги могут быть неприятными, если вы напортачите.
Настройка шестерни
Поместите свинцовый катод в ванну. Очень важно, чтобы он не касался деталей.Мне нравится оборачивать его вокруг внутренней части ведра, чтобы получить хороший ровный оксидный слой на детали. Понятия не имею, действительно ли это имеет большое значение или нет, но это то, что я делаю.
Поместите воздушный насос прямо под то место, где будут детали. Чем больше ажиотажа вокруг деталей, тем лучше.
Поместите нагреватель и термометр в бак. Перед началом убедитесь, что в ванне температура как можно ближе к 70 F.
Подвесьте детали в баке. Обычно я просто кладу на ведро кусок плоского стержня и подвешиваю к нему детали. Убедитесь, что они ничего не касаются!
Если вы решили приобрести шарики для пинг-понга, вы можете добавить их сюда. Добавьте достаточно, чтобы покрыть поверхность кислотной смеси.
Добавить мощность
Настройте источник питания. Прикрепите положительную сторону к проводу на ваших деталях. Прикрепите отрицательную сторону к свинцовому катоду.
Подсказка: Детали — это ваш анод, свинец — это катод. Анодирование = детали являются анодами. Части всегда положительны.
Когда все будет в порядке, пора включить блок питания.Вот где это становится суетливым.
Вы хотите установить силу тока в зависимости от общей площади поверхности ваших деталей. Использование 0,03 ампер на квадратный дюйм даст хорошую твердую поверхность, использование 0,02 ампер на квадратный дюйм даст более мягкую поверхность, но она впитает больше красителя. В любом случае, потребуется немного поэкспериментировать, чтобы сделать этот образ именно таким, каким вы его хотите.
В любом случае, потребуется немного поэкспериментировать, чтобы сделать этот образ именно таким, каким вы его хотите.
Попробуйте запустить на 16 вольт для запуска. На самом деле, есть целая куча вычислений, которые вы можете сделать, чтобы получить это теоретически идеально, но это руководство для начинающих.Это подведет вас достаточно близко, чтобы начать. Кроме того, есть несколько других переменных, влияющих на расчеты, которые на самом деле сложно получить идеально с помощью одной из этих домашних установок.
Итак, вот очень упрощенный калькулятор, который я придумал, и он хорошо работает, когда я делаю это дома. Имейте в виду, что это , а не , который я использую на работе для профессионального контролируемого аэрокосмического анодирования, но, похоже, он работает довольно хорошо для этих более самодельных установок.
Хорошей идеей (по крайней мере, хорошей практикой) является медленное увеличение мощности усилителя.Это то, чем мы занимаемся профессионально — довольно часто бывает, что при запуске партии есть 5 или 10 минут. Вам не нужно двигаться так медленно, но просто не включайте мощность сразу — не торопитесь, поворачивая эту ручку вверх.
Вам не нужно двигаться так медленно, но просто не включайте мощность сразу — не торопитесь, поворачивая эту ручку вверх.
Установите таймер для числа, которое дал вам калькулятор, и идите на кофе-брейк!
Совет для профессионалов: Если вы анодируете несколько деталей или одну крупную деталь, следите за температурой ванны. Он может согреться, если он работает усерднее. Если вы видите, что он нагревается до 75 F или выше, попробуйте сделать что-нибудь, чтобы охладить его.
Вы также должны убедиться, что она не опускается ниже 60 F. Вот где нагреватель для аквариума пригодится.
Нагрейте краску
Достаньте чайник и разогрейте краситель, проверяя температуру термометром для мяса. Это может быть немного суетливым шагом.
Большинство красок хорошо работают при температуре около 140 F, но некоторые цвета работают немного лучше при более низкой температуре, например 120 F. Я рекомендую попробовать первую партию при 140 F, а если вас не устраивают результаты, попробуйте следующую. немного прохладнее.
немного прохладнее.
Приготовь ванну
Хорошо, для этого шага мы собираемся установить пару ванн. Я знаю, что другие люди могут сделать этот шаг по-другому, но это то, что работает для меня.
Приготовьте одну ванну с дистиллированной водой. Хорошо, если он будет немного больше, чем детали. Например, если у вас есть деталь размером с кулак, используйте как минимум полгаллона дистиллированной воды.
Налейте немного дистиллированной воды в пульверизатор. Не обязательно, но удобно.
Затем установите один резервуар со смесью пищевой соды и дистиллированной воды.Это нейтрализует кислоту и повышает вероятность того, что на деталях не останется пятен. Я обычно использую соотношение 3 столовые ложки пищевой соды на литр воды. В этом нет ничего научного, это просто то, чем я занимаюсь. Вам не нужна тонна этой смеси, достаточно, чтобы покрыть детали, чтобы они могли пропитаться в течение нескольких минут.
Затем откройте крышку чайника с красителем. Вы можете просто окунуть детали в воду.
Вы можете просто окунуть детали в воду.
Замачивание детали
Отключите питание ванны анодирования.Частично приподнимите детали из резервуара и несколько раз распылите на них дистиллированную воду. Я распыляю прямо в бак, чтобы не было беспорядка.
Теперь прополощите детали в ванне с дистиллированной водой. Вы просто хотите смыть как можно больше кислоты.
Затем поместите детали в емкость с пищевой содой. Немного взболтайте и дайте постоять около 5 минут.
Теперь еще раз промойте детали в дистиллированной воде. Будьте тщательны.
Дважды проверьте температуру красителя и при необходимости отрегулируйте.
Окуните детали в краску. Размешайте его достаточно энергично, чтобы сбить пузырьки на деталях, но не делайте большой беспорядок. Этот материал больно чистить.
Вы должны увидеть, как детали мгновенно начинают окрашиваться. Если процесс не сработал, краска просто стечет. Если это сработало, деталь начнет менять цвет. Замочите детали в краске на 10-15 минут.
Замочите детали в краске на 10-15 минут.
Позже вы можете настроить это время выдержки в зависимости от желаемой глубины цвета.
Уплотнение
Эта часть очень проста. После замачивания в краске прокипятите детали около 15 минут. Здесь удобно иметь дополнительный чайник или плиту, где можно вскипятить кастрюлю с водой.
Это только сделает краску более жесткой и снизит вероятность того, что краска обесцвечивается или легко стирается. Даже если вы не красили детали, это хорошая идея.
Вот и все, процесс завершен!
В целом мне очень нравится заниматься анодированием в домашних условиях.Вероятно, потребуется немного практики, чтобы получить правильно анодированные детали без дефектов, но это действительно классный процесс.
Также очень интересно точно настроить и настроить то, как вы это делаете, чтобы вы могли получить точный вид, который вы хотите — есть множество переменных, и каждая из них влияет на то, как деталь будет выглядеть в конечном итоге.
Вы пробовали анодировать? Каковы были ваши результаты, и ваш процесс отличается от моего? Или у вас есть вопросы? Разместите их в комментариях!
Связанные вопросы
Что такое твердое анодирование?
Твердое анодирование — это процесс, в котором используется более высокий ток и выполняется при более низкой температуре.В результате получается значительно более толстый оксидный слой, часто толщиной около 0,002 дюйма. Этот слой чрезвычайно твердый и может значительно повысить износостойкость и коррозионную стойкость алюминия. Требования к этому процессу гораздо выше, и не все отделочные цеха имеют такую возможность.
При твердом анодировании необходимо учитывать, что, поскольку оксидный слой очень толстый, это приведет к заметным изменениям размеров прецизионных компонентов.
Сколько стоит профессиональное анодирование?
Чтобы получить что-то профессионально анодированное, будет минимальная плата, цена за квадратный дюйм площади поверхности и, возможно, плата за стеллаж. Конечно, это будет сильно различаться в зависимости от местоположения и объекта, но вы можете ожидать от 75 до 125 долларов за меньшую партию. Хорошее эмпирическое правило для определения «небольшой партии» — это все, что вы можете унести в коробке. Грузовик = наверное не маленькая партия.
Конечно, это будет сильно различаться в зависимости от местоположения и объекта, но вы можете ожидать от 75 до 125 долларов за меньшую партию. Хорошее эмпирическое правило для определения «небольшой партии» — это все, что вы можете унести в коробке. Грузовик = наверное не маленькая партия.
Как анодировать алюминиевые детали в домашних условиях и преимущества анодированного алюминия
1) Подготовьте все необходимое для анодирования алюминия
– Стандартные детали из алюминиевого сплава
– Контейнер: толстый пластиковый таз или бак
– Краска для ткани
– Обезжириватель
– 2 длинных свинцовых катода
– Моток алюминиевой проволоки
– Достаточное количество дистиллированной воды
– Пищевая сода
– Резина перчатки и маска
– Несколько галлонов серной кислоты (аккумуляторная кислота)
– Щелок
– Постоянный источник питания не менее 20 вольт
2) Очистите обработанные алюминиевые детали
Сначала с помощью мыла (или мягкого моющего средства) и теплой воды смойте всю грязь с алюминиевой детали и высушите ее чистым полотенцем. Затем нанесите немного обезжиривателя, чтобы удалить дополнительное масло с детали. Наконец, поместите алюминиевый продукт в чистящий раствор (44 мл щелочи на 3,8 л дистиллированной воды), чтобы удалить любое существующее анодирование на поверхности, и тщательно промойте его чистой водой после замачивания в течение 3 минут, не забудьте надеть резиновые перчатки.
Затем нанесите немного обезжиривателя, чтобы удалить дополнительное масло с детали. Наконец, поместите алюминиевый продукт в чистящий раствор (44 мл щелочи на 3,8 л дистиллированной воды), чтобы удалить любое существующее анодирование на поверхности, и тщательно промойте его чистой водой после замачивания в течение 3 минут, не забудьте надеть резиновые перчатки.
3) Сделать ванну для анодирования
Процесс следует проводить в хорошо проветриваемом помещении, лучше при температуре от 21 до 22 градусов Цельсия. После выбора рабочей зоны можно приступать к установке блока питания на негорючий материал.Подсоедините положительный провод от зарядного устройства или выпрямителя к длинному алюминиевому проводу, а отрицательный провод от зарядного устройства к алюминиевому проводу, соединенному с двумя свинцовыми катодами. Затем привяжите один конец алюминиевой проволоки к аноду (алюминиевая часть) и оберните середину проволоки вокруг тонкой деревянной пластины, которая используется в качестве рычага для подъема алюминиевой части.
Поместите свинцовый катод с каждой стороны резервуара и натяните между ними алюминиевую проволоку, чтобы соединить два катода с деревом, но не касаться анода.Следующим шагом является смешивание дистиллированной воды и аккумуляторной кислоты в соотношении 1:1 в пластиковом контейнере, чтобы смесь могла погрузить алюминиевый анод. Примечание: добавьте воду перед кислотой; надевайте маску и перчатки при заливке кислоты; если кислота пролилась или расплескалась, немедленно засыпьте ее пищевой содой. Подсоедините выводы алюминиевого провода от анода к положительному электроду источника питания и подсоедините другой алюминиевый провод от свинцового катода к отрицательному электроду. Убедитесь, что за пределы контейнера не вылились кислотные растворы и вся ваша кожа покрыта, включите питание.
4) Анодирование и покраска алюминия
Постепенно включайте источник питания на идеальную силу тока (12 ампер на каждые 0,09 квадратных метра материала). Держите источник питания постоянным в течение 45 минут и готовьте краситель в другой емкости во время процесса. По истечении времени отключите питание и промойте алюминиевую часть дистиллированной водой. Поместите алюминиевую деталь в краску примерно на 15 минут. После завершения окрашивания поместите его в кипящую воду на 30 минут.Последний шаг — снять окрашенный алюминий на чистое полотенце, чтобы охладить его и запечатать поверхность.
По истечении времени отключите питание и промойте алюминиевую часть дистиллированной водой. Поместите алюминиевую деталь в краску примерно на 15 минут. После завершения окрашивания поместите его в кипящую воду на 30 минут.Последний шаг — снять окрашенный алюминий на чистое полотенце, чтобы охладить его и запечатать поверхность.
Al13 HOME Жилые алюминиевые перила
Алюминиевая стойка (пустая) с крышкой основания — 2 дюйма (51 мм)
Высота:
36 дюймов (915 мм)
42 дюйма (1067 мм)
51 дюйм (1295 мм)
Крышка основания стойки включена в почтовый ящик со стойками 36 дюймов, 42 дюйма и 51 дюйм.2-дюймовая (51 мм) пустая стойка может использоваться для приложений Over-The-Post и Proud Post.
Алюминиевая стойка (пустая) с крышкой основания — 3 дюйма (76 мм)
Высота:
39,5″ (1003 мм)
45,5″ (1156 мм)
51″ (1295 мм)
Крышка основания стойки входит в почтовый ящик со стойками 39,5″, 45,5″ и 51″. Пустая стойка 3″ (76 мм) может использоваться только для приложения Proud Post.
Пустая стойка 3″ (76 мм) может использоваться только для приложения Proud Post.
Алюминиевая стойка с предварительно прикрепленными кронштейнами и нижней крышкой — 2 дюйма (51 мм)
Высота:
36 дюймов (915 мм)
42 дюйма (1067 мм)
Крышка основания стойки входит в почтовый ящик со стойками 36 дюймов, 42 дюйма и 51 дюйм.Стойка «2» (51 мм) с предварительно прикрепленными кронштейнами может использоваться только для приложений Over-The-Post.
Предварительно прикрепленные кронштейны и крышка основания из алюминиевой стойки — 3 дюйма (76 мм)
Высота:
39,5″ (1003 мм)
45,5″ (1156 мм)
Крышка основания стойки включена в почтовый ящик со стойками 39,5 и 45,5 дюймов. Стойка 3 дюйма (76 мм) с предварительно прикрепленными скобами может использоваться только для приложений Proud Post.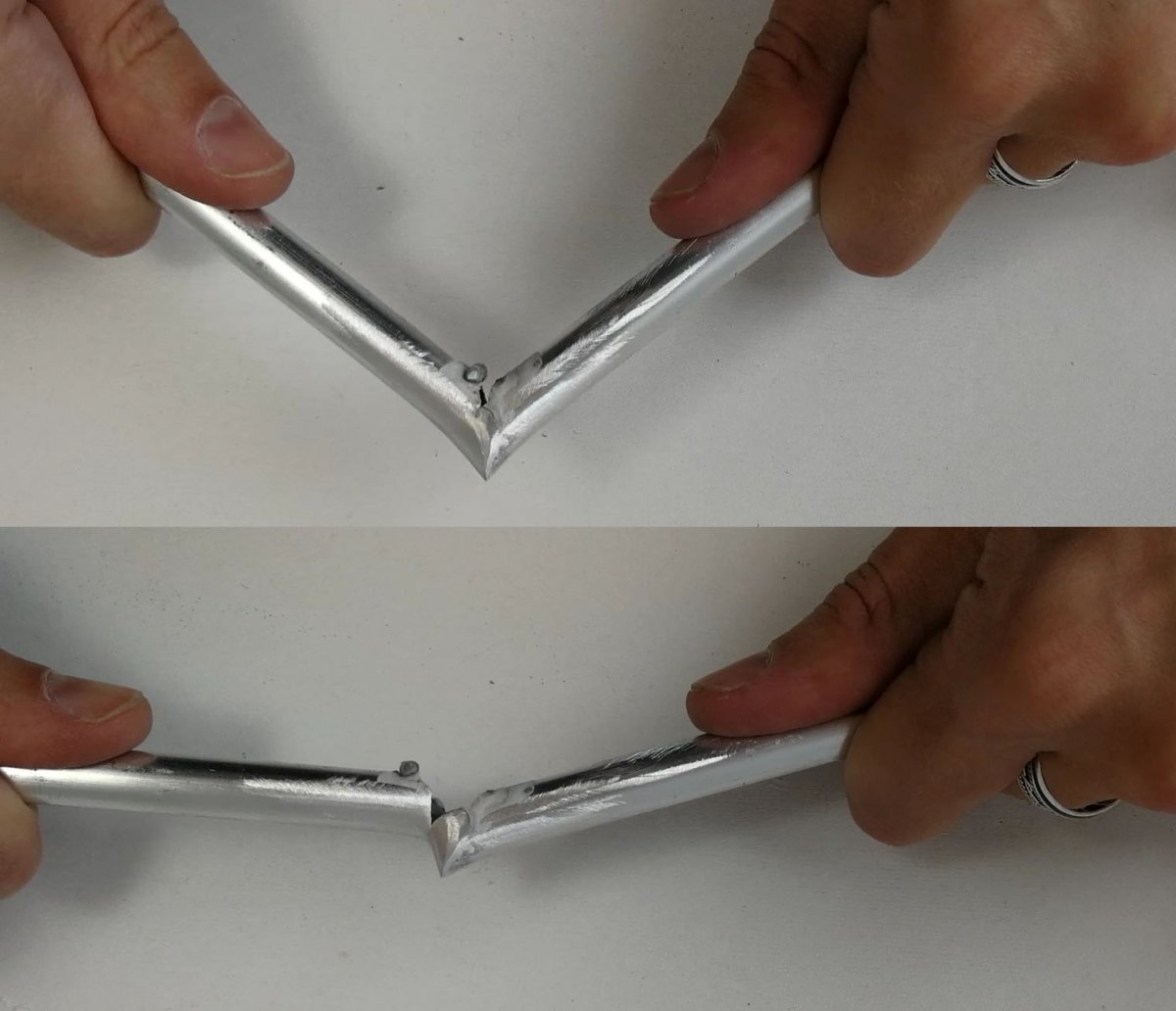
Алюминиевая монтажная стойка для лицевой панели — 2 дюйма (51 мм)
Высота:
49-дюймовая (1245 мм)
2-дюймовая (51 мм) поперечная стойка может использоваться для приложений Over-The-Post и Proud Post.
Алюминиевая монтажная стойка для лицевой панели — 3 дюйма (76 мм)
Высота:
49 дюймов (1245 мм)
55-дюймовая (1397 мм)
3-дюймовая (76 мм) поперечная стойка может использоваться для приложений Proud Post.
Крышка основания стойки — 4,75 дюйма (121 мм)
Для использования со стойкой 2” (51 мм)
Крышка основания стойки — 5,75 дюйма (146 мм)
Для использования со стойкой 3” (76 мм)
Анкерная пластина основания стойки — 4,75 дюйма (121 мм)
Для использования со стойкой 2” (51 мм)
Анкерная пластина основания стойки — 5.
 75 дюймов (146 мм)
75 дюймов (146 мм)Для использования со стойкой 3” (76 мм)
Прямой кронштейн
Сумка включает 13 металлических винтов
Угловой кронштейн
Сумка включает 13 металлических винтов
Упрощенный кронштейн для лестницы
Сумка включает 13 металлических винтов
Монтажный кронштейн на лицевой панели — 2 дюйма (51 мм) с крышками под болты с шестигранной головкой — внешний угол
Кронштейн для монтажа на приборную панель — 3 дюйма (76 мм) с крышками под болты с шестигранной головкой — внешний угол
Кронштейн для монтажа на лицевой панели — 2 дюйма (51 мм) с крышками под болты с шестигранной головкой — внутренний угол
Кронштейн для монтажа на лицевой панели — 3 дюйма (76 мм) с крышками под болты с шестигранной головкой — внутренний угол
Монтажный кронштейн на лицевой панели — 2 дюйма (51 мм) с крышками под болты с шестигранной головкой — прямой
Монтажный кронштейн на лицевой панели -3 дюйма (76 мм) с крышками под болты с шестигранной головкой — прямой
Сменные крышки болтов с шестигранной головкой
Правдивая история алюминиевой проводки – часть первая
Алюминиевая проводка в домах имеет интересную и противоречивую историю. У нас было много клиентов, которые спрашивали: «Это безопасно? Стоит ли его заменить?» Короткий ответ заключается в том, что он безопасен и не нуждается в замене. Тем не менее, полезно знать некоторые особые соображения.
Для домашнего инспектора важно иметь возможность предоставить своим клиентам точную информацию, которая поможет им в принятии важных решений. Лучше всего начать с качественного обучения домашних инспекторов, где инспекторы могут начать изучать или освежать в памяти истины, связанные с обычными домашними системами, такими как электрическая система.Давайте посмотрим на реальную историю алюминиевой проводки.
Развенчание мифов
Мы регулярно слышим, что алюминиевая проводка была отозвана и что она больше не одобрена или не разрешена в домах — ни одно из этих утверждений не соответствует действительности. Допускается алюминиевая проводка с соответствующими методами монтажа и материалами.
Электропроводка в домах традиционно была медной с момента появления электричества в домах в конце 19 века.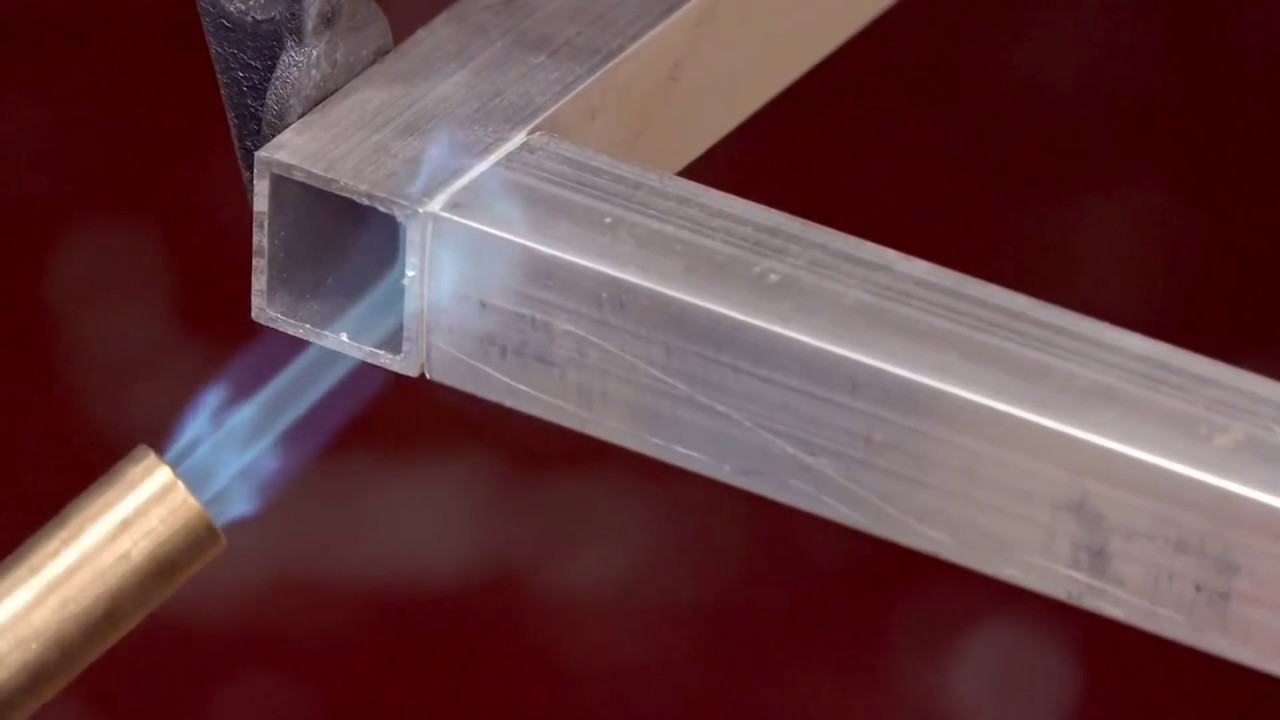 Алюминиевая проводка была введена в дома в Северной Америке в середине 1960-х годов.Цена на медь была очень высока, а алюминий был экономически выгодной альтернативой.
Алюминиевая проводка была введена в дома в Северной Америке в середине 1960-х годов.Цена на медь была очень высока, а алюминий был экономически выгодной альтернативой.
Не так хорош, как медь
Алюминий так же хорош, как медь? Не совсем. С самого начала было признано, что медь является лучшим проводником электричества. Производители и власти скорректировали это, используя алюминиевую проволоку немного большего размера для выполнения той же работы, что и медь. Большая часть проводки ответвлений в домах выполнена из меди 14 калибра. Эквивалентная алюминиевая проволока имеет калибр 12.Однако помните: 12-й калибр больше , чем 14-й!
Методы установки для алюминия были точно такими же, как и для меди.
Проблемы
Вскоре после того, как алюминиевая проводка стала популярной, начали появляться некоторые проблемы. К ним относятся мерцающие огни, теплые крышки на выключателях и розетках и сгоревшая изоляция на проводке. Возникла проблема с перегревом, а перегрев может привести к возгоранию. Они изучили его и обнаружили еще три различия между медью и алюминием.
Возникла проблема с перегревом, а перегрев может привести к возгоранию. Они изучили его и обнаружили еще три различия между медью и алюминием.
- Мягкость : Алюминий намного мягче металла, чем медь. Электрики, которые всегда работали с медью, обнаружили, что очень легко порезать, разрезать или раздавить алюминиевую проводку при удалении изоляции или выполнении соединений. Они должны были быть мягче. Поврежденный провод создает локальные горячие точки и приводит к перегреву.
- Ползучая : Когда электричество проходит по проводу, провод нагревается. Алюминиевая проволока при нагревании расширяется больше, чем медная. Повторяющееся расширение и сжатие по мере того, как провод нагревался и охлаждался, приводил к тому, что провод выползал из-под клеммных винтов, которые удерживали провод на месте.Это проскальзывание проводов приводило к ослаблению контактов и перегреву.
- Ржавчина : Когда металлы ржавеют, они образуют оксид на поверхности.
 Ржавчина на стали красная, на меди — зеленая, на алюминии — белая. Ржавчина медной проводки не является большой проблемой, так как образующийся оксид меди обладает электропроводностью. Это не мешает проводу выполнять свою работу. Когда ржавеет алюминиевая проводка, белый оксид не очень хороший электрический проводник. Это мешает потоку электричества и, опять же, может вызвать перегрев.
Ржавчина на стали красная, на меди — зеленая, на алюминии — белая. Ржавчина медной проводки не является большой проблемой, так как образующийся оксид меди обладает электропроводностью. Это не мешает проводу выполнять свою работу. Когда ржавеет алюминиевая проводка, белый оксид не очень хороший электрический проводник. Это мешает потоку электричества и, опять же, может вызвать перегрев.
Решение
Проблема была в соединениях, таких как розетки, выключатели, осветительные приборы, соединения приборов и на панели. Решением стали специальные разъемы.
Были созданы разъемы, которые хорошо работают как с медью, так и с алюминием. В том числе:
- Маленькие розетки с маркировкой CO/ALR или AL-CU
- Большие розетки (> 20 ампер) с маркировкой AL-CU или CU-AL
- Выключатели с маркировкой CO/ALR проволочные гайки) с маркировкой AL-CU или CU-AL
Также были доступны электрические панели и выключатели с маркировкой AL-CU или CU-AL.
Были и другие утвержденные системы подключения, которые появились и практически исчезли.
Во второй части этого сообщения мы рассмотрим еще несколько дополнительных соображений, а также вопросы о страховке и о том, что делать, если в вашем доме есть алюминиевая проводка.
Алюминиевая проводка в старых домах
Обслуживание и ремонт алюминиевой проводки
Один из самых популярных звонков Electric Doctor касается алюминиевой проводки в старых домах.Независимо от того, покупает ли кто-то дом, продает дом или реконструирует, проблемы, связанные с алюминиевой проводкой, хорошо известны, но иногда они не знают, что с этим делать. Алюминиевая проводка использовалась во многих старых домах по всей стране и в Колорадо. Этот тип проводки ответвленной цепи может быть проблематичным и опасным. За время работы электриком я видел множество примеров неправильной работы алюминиевой проводки. Большая часть проблем связана с ослаблением соединений и/или искрением в электрических распределительных коробках, в которых находятся розетки, выключатели и осветительные приборы. В этом случае какая-то часть электрической системы либо перестанет работать, либо будет работать с перебоями. Вы можете столкнуться с мерцанием или затемнением света. Бытовая техника и электроника могут неожиданно включаться и выключаться. Это может быть вызвано многочисленными причинами, такими как погодные условия, тепловое/холодное расширение и сжатие, искрение, старые изношенные выключатели и розетки, выключатели и розетки с неправильным номиналом, неподходящие медные/алюминиевые соединения, и этот список можно продолжить. Если вы испытываете такие симптомы, считайте это предупреждением о том, что на горизонте могут появиться новые проблемы.
В этом случае какая-то часть электрической системы либо перестанет работать, либо будет работать с перебоями. Вы можете столкнуться с мерцанием или затемнением света. Бытовая техника и электроника могут неожиданно включаться и выключаться. Это может быть вызвано многочисленными причинами, такими как погодные условия, тепловое/холодное расширение и сжатие, искрение, старые изношенные выключатели и розетки, выключатели и розетки с неправильным номиналом, неподходящие медные/алюминиевые соединения, и этот список можно продолжить. Если вы испытываете такие симптомы, считайте это предупреждением о том, что на горизонте могут появиться новые проблемы.
Следующей проблемой, которая вызывает не меньшее или большее беспокойство, является синдром «вспышки» или «расплавления» . Я много раз сталкивался с этой ситуацией, исследуя проблемы, связанные с алюминиевой проводкой в домах. Именно здесь проблема вышла за рамки слабого соединения или дугового разряда и превратилась в очень реальную опасность возгорания и уже расплавила почти все в электрической коробке или коробках. Обычно обнаруживается, что цепь «виновника» все еще жива (под напряжением).Часто такая ситуация усугубляется устаревшим автоматическим выключателем, таким как Federal Pacific (FPE) или Zinsco, который не работает должным образом. Автоматические выключатели предназначены для срабатывания при перегрузке или коротком замыкании. Старые устаревшие электрические автоматические выключатели, которые никогда не использовались, могут быть чрезвычайно опасны. Я был свидетелем того, как старые выключатели в условиях испытаний не срабатывали до тех пор, пока не был подан ток, почти в пять раз превышающий то, на которое они были рассчитаны.Другими словами, требовалось почти 100 ампер тока, чтобы отключить устаревший автоматический выключатель, рассчитанный на срабатывание при 20 амперах, и даже в этом случае это не было мгновенным, что позволяло проводу перегреваться и расплавляться. Примеры показаны на наших изображениях гаек, алюминиевых проводов, выключателей и розеток, которые испытали синдром расплавления.
Обычно обнаруживается, что цепь «виновника» все еще жива (под напряжением).Часто такая ситуация усугубляется устаревшим автоматическим выключателем, таким как Federal Pacific (FPE) или Zinsco, который не работает должным образом. Автоматические выключатели предназначены для срабатывания при перегрузке или коротком замыкании. Старые устаревшие электрические автоматические выключатели, которые никогда не использовались, могут быть чрезвычайно опасны. Я был свидетелем того, как старые выключатели в условиях испытаний не срабатывали до тех пор, пока не был подан ток, почти в пять раз превышающий то, на которое они были рассчитаны.Другими словами, требовалось почти 100 ампер тока, чтобы отключить устаревший автоматический выключатель, рассчитанный на срабатывание при 20 амперах, и даже в этом случае это не было мгновенным, что позволяло проводу перегреваться и расплавляться. Примеры показаны на наших изображениях гаек, алюминиевых проводов, выключателей и розеток, которые испытали синдром расплавления.
Если в вашем доме алюминиевая проводка, а ваша панель электрического выключателя по-прежнему является первоначально установленной панелью электрического выключателя, вам следует запланировать модернизацию электрической панели.В любом жилом доме, в котором есть алюминиевая проводка ответвления, обязательно следует рассмотреть возможность модернизации до новой панели автоматического выключателя, известной в электротехнической промышленности как «Модернизация электрических услуг» . Обновление электроснабжения для вашего дома от надежного подрядчика по электроснабжению гарантирует, что автоматические выключатели надлежащего размера установлены для каждой ответвленной цепи и что каждый автоматический выключатель сработает (отключится), как и должен, в случае перегрузки или короткого замыкания. происходит ответвление цепи.Наряду с обеспечением уровня личного комфорта и удовлетворения от осознания того, что электропроводка в вашем доме будет намного надежнее и безопаснее, она также является функцией продажи, если вы решите продать свою собственность в будущем.
Если в вашем доме есть проводка такого типа, вам следует тщательно проверить ее у лицензированного подрядчика по электротехнике, чтобы убедиться в ее исправности. Подрядчик по электротехнике может выполнить процедуру, известную как «косичка», при которой алюминиевая проводка соединяется с отрезком медной проволоки того же сечения с помощью одобренного в отрасли метода.Затем медный провод подключается к розетке, выключателю или светильнику, чтобы обеспечить надежное соединение. Ремонт алюминиевой проводки — это область, которую лучше всего доверить профессионалам с лицензией в области электротехники, имеющим опыт устранения неполадок в электропроводке и ответвлениях цепей и реализации этих видов ремонта. Фиолетовые проволочные гайки были общепринятой формой медно-алюминиевых косичек, а также проволочные гайки с антиоксидантным соединением в течение многих лет. Компания Electric Doctor использует соединители AlumiConn, внесенные в список UL, для своих проектов с косичками.
Electric Doctor предлагает проверку электробезопасности алюминиевой проводки в вашем доме и наметит план действий для обеспечения электробезопасности вашего дома. Учитывая наш опыт устранения неполадок с электричеством, вы можете быть уверены, что ваша электрическая система находится в надежных руках. Electric Doctor также предлагает услуги по техническому обслуживанию панелей, чтобы избежать ослабления соединений и проблем в будущем.
Учитывая наш опыт устранения неполадок с электричеством, вы можете быть уверены, что ваша электрическая система находится в надежных руках. Electric Doctor также предлагает услуги по техническому обслуживанию панелей, чтобы избежать ослабления соединений и проблем в будущем.
Electric Doctor поможет вам избежать проблем с электричеством, которые могут возникнуть из-за дефектной алюминиевой проводки, предоставив вашему дому и вашей электрической системе некоторую заботу в виде профилактического обслуживания.Профилактическое техническое обслуживание Electric Doctor состоит из полного обзора электрической системы, проверки и настройки. Мы предоставим вам список рекомендаций, которые могут быть необходимы или желательны для поддержания вашей электрической системы в актуальном состоянии и в пиковом рабочем состоянии. Наши услуги являются экономически эффективными и помогут вам гарантировать, что электричество будет под рукой, когда оно вам больше всего нужно.
опасностей алюминиевой проводки в вашем доме в Альберте, безопасно ли это?
Если в вашем доме проводка из алюминия, а не из меди, будьте осторожны! Алюминиевая электропроводка, проложенная полвека назад во многих домах Альберты, опасна.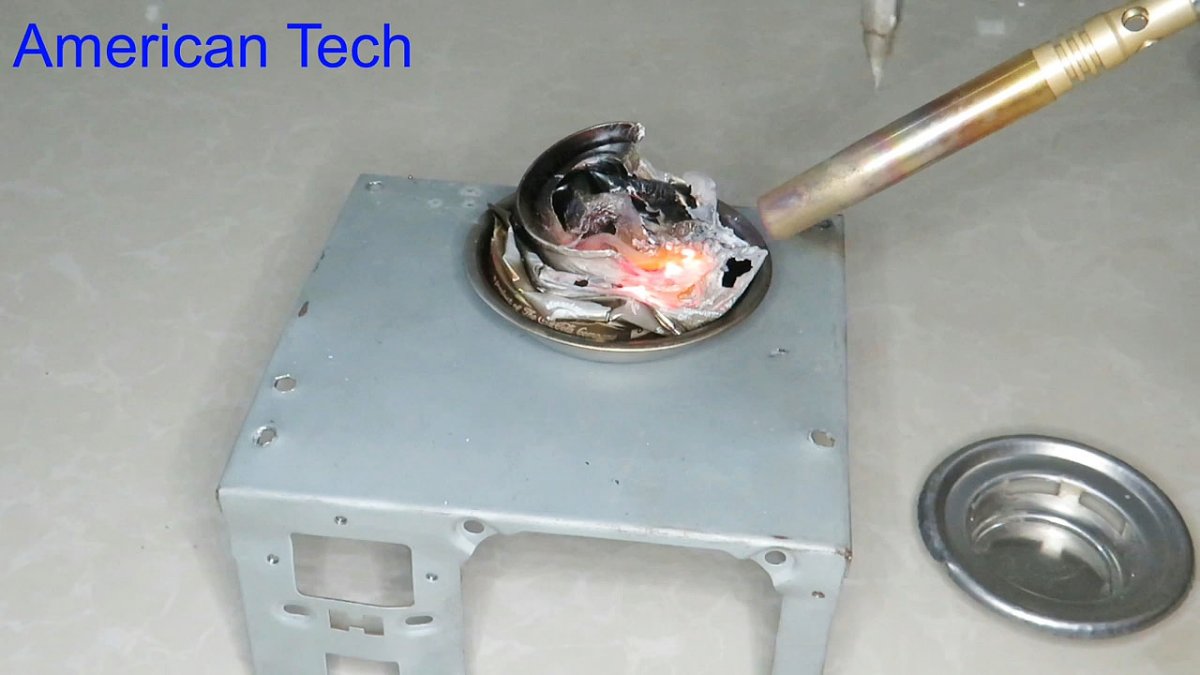 Это подвергает вас и вашу семью риску пожара в доме… и опасность не исчезает с годами.
Это подвергает вас и вашу семью риску пожара в доме… и опасность не исчезает с годами.
Узнайте, почему алюминиевая проводка небезопасна в вашем доме, и что вы можете с этим поделать.
Чем опасна алюминиевая проводка?
Реальную опасность представляют алюминиевые соединения проводки, а не сам провод. Они могут быстро перегреться и поджечь ваш дом. Комиссия по безопасности потребительских товаров (CPSC) предупреждает, что электрические соединения в доме, выполненные алюминиевыми проводами до 1972 года, «в 55 раз чаще… достигают условий пожароопасности», чем медные.
Причина этой опасности заключается в том, что алюминиевая проводка уступает медной проводке по многим важным параметрам:
- Термическая чувствительность. Алюминий более чувствителен к изменениям температуры, которые вызывают его расширение или сжатие.
- Чувствительность к вибрации. Вибрации из-за прохождения электричества по алюминиевой проводке ухудшают качество соединений.

- Более высокое электрическое сопротивление. Это означает, что требуется алюминиевая проволока большего диаметра.
- Пониженная пластичность. Алюминий более подвержен усталости металла (и возможному разрушению) при изгибе.
- Повышенная пластичность. Алюминиевая проволока легко деформируется при сжатии, «уползает» от давления.
- Износ. Алюминий быстро портится из-за окисления (в результате воздействия кислорода) и гальванической коррозии (контакт с влагой + некоторые металлы).
Когда в Альберте использовали алюминиевую проводку?
Внезапное резкое повышение цен на медь привело к установке алюминиевой проводки во многих домах Альберты.Все затронутые дома были построены или отремонтированы в период с 1965 по конец 1970-х годов. (После 1972 года была введена проводка с использованием алюминиевых сплавов вместо 100-процентного алюминия.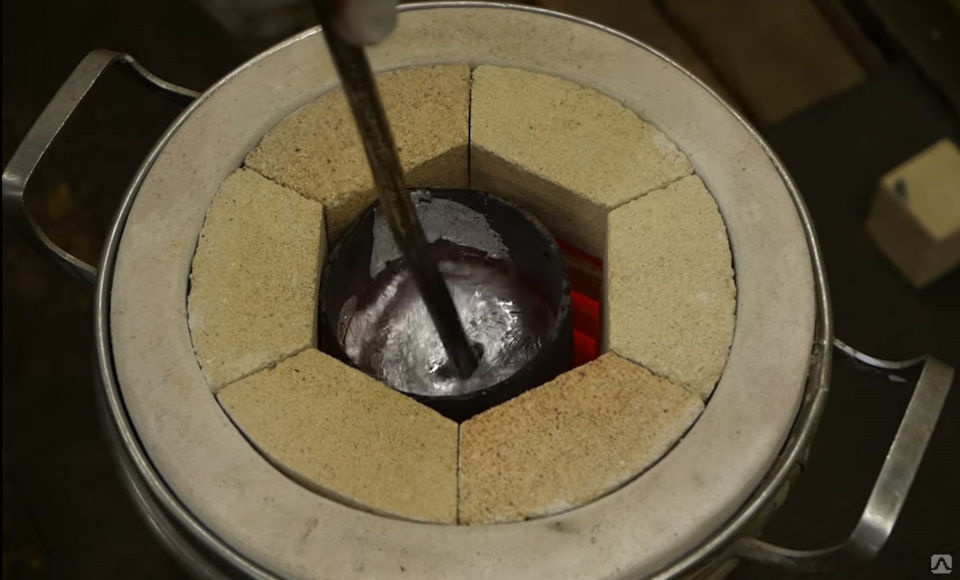 Проводка из сплава немного лучше, чем ее предшественник, но все же проблематична.)
Проводка из сплава немного лучше, чем ее предшественник, но все же проблематична.)
Хотя алюминиевая проводка не использовалась в течение нескольких десятилетий, она никогда не отзывалась и не объявлялась незаконной в нашей провинции. Таким образом, дома 60-х и 70-х годов могут все еще содержать эту опасную электрическую установку, если они не были заменены проводкой.
Как узнать, есть ли у меня алюминиевая проводка
Если вы не являетесь первоначальным владельцем, начните с выяснения, когда был построен ваш дом. Для справки, вы можете найти историческое право собственности на землю.
Имейте в виду, что даже если ваш дом восходит к этому периоду времени, он мог быть не из алюминия. Однако любой из этих знаков может быть подсказкой:
- Частые срабатывания выключателя
- Лампочки, которые мерцают и быстро перегорают
- Электрические розетки и выключатели, которые кажутся теплыми
- Приборы, которые не служат так долго, как должны
- Аномальные статические помехи на вашем компьютере, телевизоре или радио
- Шипящие звуки или запах расплавленного или горелого от панели выключателя или любого электрического компонента, что может указывать на возгорание в электросети
Перед тем, как обратиться к специалисту, вы можете визуально проверить электропроводку. ВНИМАНИЕ: Сначала отключите питание на электрощите и НЕ прикасайтесь к проводам. Алюминиевая проводка серебристого цвета (в отличие от меди, которая имеет характерный красноватый оттенок). Пластиковые оболочки, покрывающие провода, обычно имеют маркировку или тиснение буквами AL или ALUM или наименованием изготовителя.
ВНИМАНИЕ: Сначала отключите питание на электрощите и НЕ прикасайтесь к проводам. Алюминиевая проводка серебристого цвета (в отличие от меди, которая имеет характерный красноватый оттенок). Пластиковые оболочки, покрывающие провода, обычно имеют маркировку или тиснение буквами AL или ALUM или наименованием изготовителя.
Для безопасного, точного и тщательного осмотра домашней электропроводки обратитесь к нашей команде квалифицированных электриков. Определим, была ли установлена алюминиевая проводка (возможно, в сочетании с медной) и если да, то насколько безопасна ваша электросистема.Если у вас есть алюминий, ежегодные последующие проверки будут необходимы.
Следует ли заменять алюминиевую проводку компанией Sun Electrical?
Помимо опасности возгорания электропроводки, вот несколько других проблем, которые может вызвать алюминиевая проводка в вашем доме:
Комплексный ремонт. Проблемы с алюминиевой проводкой сложны для устранения и требуют компонентов, совместимых с алюминием. Только сертифицированный, опытный электрик должен выполнять эту работу. Никогда, никогда не пытайтесь ремонтировать алюминиевую проводку своими руками.
Проблемы со страхованием жилья. У вас могут возникнуть трудности с получением страховки на дом, или с вас может взиматься более высокая страховая премия.
Отключение покупателя. Если вы захотите продать свою недвижимость, наличие алюминиевой проводки отпугнет потенциальных покупателей и негативно повлияет на стоимость вашего дома. Жилищные инспекторы и ипотечные кредиторы тоже не в восторге от этого.
Замена электропроводки в вашем доме — замена алюминиевой проводки на медную — это крупный проект, но это самый надежный способ сохранить дом в безопасности и сохранить его ценность.
Sun Electrical является экспертом по ремонту жилых домов в районе Калгари. Доверьте нам качественную, безопасную и эффективную работу.
ЗАПРОСИТЬ ЦЕНУ
Auburndale Алюминиевая кровля, виниловый сайдинг и окна
Более 3500 довольных домовладельцев с 1999 года
Эксперты Graham Aluminium & Home Improvement с гордостью обслуживают таких домовладельцев, как вы, по всему округу Полк, выдав более 2000 разрешений на строительство с 1999 года. Это больше разрешений, чем у любого другого жилого подрядчика в этом районе.
Это больше разрешений, чем у любого другого жилого подрядчика в этом районе.Переделайте свой дом, чтобы вы могли наслаждаться солнцем Флориды
Вы не сможете в полной мере насладиться красотой жизни во Флориде, если ваш дом не оборудован правильными внешними элементами. Фактически, вы можете просто начать большую часть своей жизни на открытом воздухе с нашими специально разработанными экранными комнатами, комнатами во Флориде и навесами для бассейнов. Наши специалисты также могут украсить ваш дом новым виниловым сайдингом, энергосберегающими сменными окнами, бетоном и многим другим.Наслаждайтесь душевным спокойствием благодаря пожизненной гарантии
Вам будет приятно узнать, что на большинство продуктов, которые мы устанавливаем, распространяется пожизненная гарантия. Как привилегированный подрядчик Owens-Corning®, Alcoa® и Doers Windows®, мы предоставляем вам прямой доступ к некоторым из лучших продуктов для ремонта дома на рынке, и практически ко всем из них с пожизненной гарантией. Вы можете получить 100% беспроцентное финансирование наших экранных комнат, винилового сайдинга или сменных окон.Запишитесь на БЕСПЛАТНУЮ оценку уже сегодня, позвонив по телефону 863-668-8816.
Вы можете получить 100% беспроцентное финансирование наших экранных комнат, винилового сайдинга или сменных окон.Запишитесь на БЕСПЛАТНУЮ оценку уже сегодня, позвонив по телефону 863-668-8816. О нас
Благодарим вас за посещение веб-страницы Graham Aluminium And Home Improvements, компании по благоустройству дома, расположенной в районе Лейкленда. Мы будем рады обсудить любые вопросы, которые могут у вас возникнуть о ваших предстоящих проектах по благоустройству дома.Связаться с нами
Graham Aluminium And Home Improvements всегда ставит наших клиентов на первое место, и мы всегда стремимся превзойти ваши ожидания.Graham Aluminium And Home Improvements считает, что счастливый клиент — это лояльный клиент, и мы рекомендуем вам связаться с нами, чтобы мы могли обсудить вопросы, связанные с вашим проектом по благоустройству дома. .