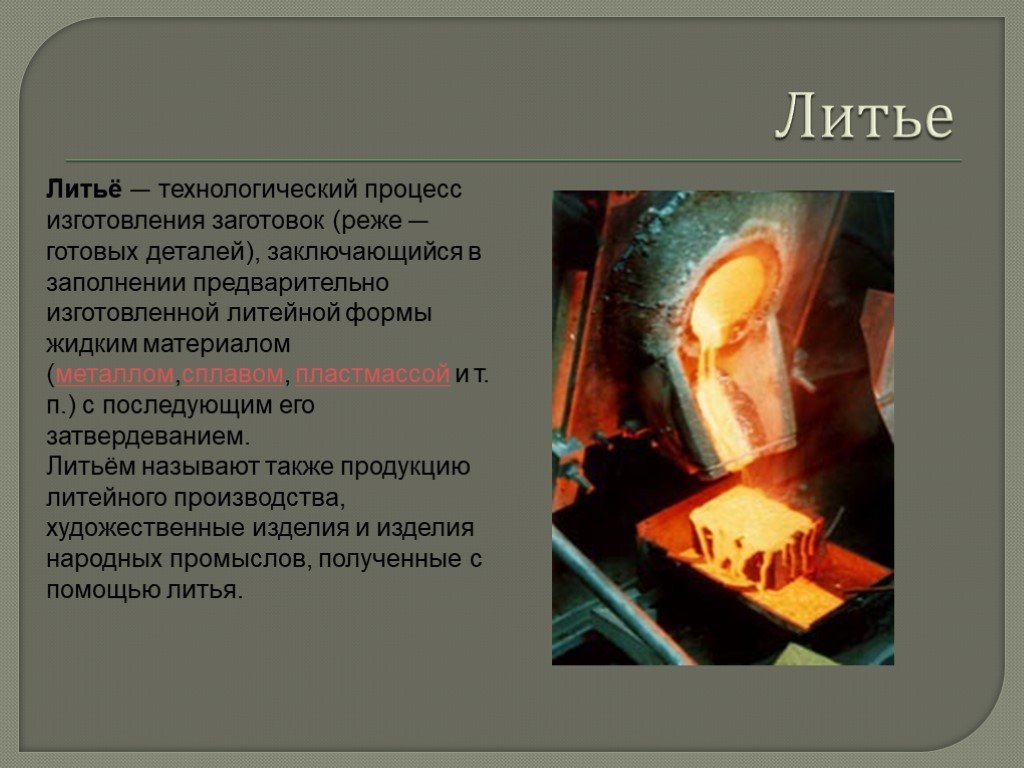
срочно доклад на тему: литье металлов
Доклад на тему Литье металлов 8 класс физикаЛитье металлов – это процесс заливки расплавленных металлов в специально подготовленные формы. С помощью литья в полые формы, можно получить заготовки очень сложной конфигурации, изготовление которых при ковке или штамповке невозможно – это корпуса автомобильных двигателей, водопроводные краны и задвижки, рабочие колеса турбин.
Для литейного производства используют железо-углеродистые сплавы, обладающие по своим физико-механическим свойствам низкой температурой плавления, высокой текучестью, устойчивостью к образованию трещин и раковин. Чем дольше горячий металлический сплав остается в жидком состоянии, тем быстрее он заполнит форму и преждевременно не затвердеет.
черные металлы – чугуны и литейные стали;
цветные металлы — алюминий, магний, титан, бронза, латунь.
Для плавления металлов на производстве используют печи на твердом, жидком, газообразном топливе; электрические и индукционные печи.
Готовые отливки получают с помощью одно- и многоразовых форм, предназначенных для литья уникальных деталей или для серийного и массового производства:
песчано-глинистые формы – это предварительно изготовленные деревянные конструкции, состоящие из двух половинок, которые устанавливаются на формовочную смесь и заливаются горячим металлом; применяются в единичном производстве;
кокиль – это разъемные металлические формы, скрепленные между собой стержнями; используют для литья большого количества одинаковых деталей из чугуна;
литье под давлением – применяют для изготовления стальных отливок, ускоряя течение стали по кокилю с помощью сжатого воздуха или поршня;
формы из полистирола – используют для производства отливок сложных форм с большим количеством мелких деталей и отверстий.
После остывания и затвердения металла в формах, готовые отливки вынимают и очищают с помощью специальных инструментов.
Литейное производство – это сложный технологический процесс, в котором используются научные разработки в области физики, химии и материаловедения.
Способы литья металлов
Литье в землю. Данный метод является самым старинным. В древности металл выливали в формы, сделанные из глины и песка или в землю. Вроде ничего сверхъестественного, но непосредственно перед выливанием происходит большая подготовительная работа.
Изначально подготавливается в цехе модель для отливки, деревянная или металлическая. Модель помещается в землю или формовочную смесь. После модель вынимается и получается форма. Теперь в формы подается жидкий металл. Когда он застынет, заготовку извлекут из формы и доработают на шлиф станках.
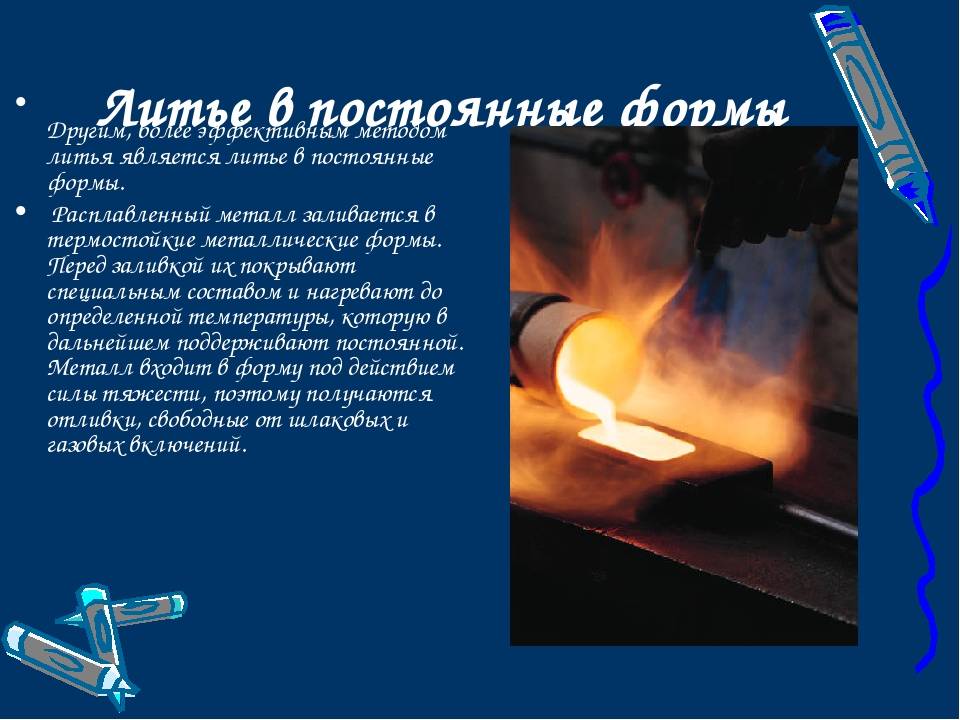
Отливка в кокиль. Но, сегодня используются более новые способы отливки металла. Заливка в кокиль более совершенна и имеет ряд превосходств перед отливкой в землю. Металл твердеет достаточно быстро и при помощи одного кокиля можно отлить не менее ста заготовок. Но, в кокиль можно отливать только жидкотекучие металлы.
Выплавляемые модели. Кроме моделей из металла или дерева, довольно давно смогли изготовить модель из парафина или другого легкоплавкого вещества. Такой вид модели для отливки металла покрывается специальной оболочкой и потом сформовывается в опоку. Сама модель при отливке расплавится, поэтому перед отливкой ничего извлекать не нужно, при этом точность и качество отливки данным способом очень высокое.
Литье металла в оболочку. Данный способ выгоден тогда, когда будущая заготовка не должна обладать строго точными размерами. Такие формы изготавливают из песка и смолы. Изначально предварительно изготавливают две половины модели и кладут их на плиту, которая разогрета до 250 градусов. На них насыпают смесь, которая и образует форму. Потом две готовые формы соединяют и заливают в них металл.
Центробежный метод отливки. Этот способ подходит для отливки заготовок, которые имеют форму тел вращения. Например, обода, трубы, шестеренки и другие детали. Форма во время заливки в нее металла вращается, при этом металл хорошо обволакивает стенки формы. Данный способ может похвастаться хорошим качеством изделий.
Этот способ подходит для отливки заготовок, которые имеют форму тел вращения. Например, обода, трубы, шестеренки и другие детали. Форма во время заливки в нее металла вращается, при этом металл хорошо обволакивает стенки формы. Данный способ может похвастаться хорошим качеством изделий.
Электрошлак. Данный способ является современным. Данный способ довольно хорош для тех случаев, когда сложность отливки не велика. Например, с помощью электрошлакового литья выливают коленчатые валы.
ГДЗ по физике 8 класс Пёрышкин
ГДЗ по физике 8 класс Пёрышкин — решебник онлайн.Сборник ГДЗ по физике за 8 класс Перышкина — это учебное пособие с пояснениями и ответами, разработанное в соответствии с одноименным учебником и предназначенное для восьмого класса ООШ. Обратите внимание, что данный решебник не является готовой шпаргалкой для переписывания. Это подробные объяснения методов решения задач и примеров, которые необходимы для помощи школьникам в изучении предмета.
Глава 1. Тепловые явления. (Параграфы с 1 по 24).
§1. Тепловое движение. Температура
Вопросы:1
2
3
4
§2. Внутренняя энергия
Вопросы:1
2
3
4
Задание:1
Упражнение:1
2
§3. Способы изменения внутренней энергии тела
Вопросы:1 2 3 4 5 6
Задание:1
Упражнение:1 2
§4. Теплопроводность
Вопросы:1 2 3 4
Задание:1
Упражнение:1 2 3 4
§5. Конвекция
Вопросы:1 2 3 4 5 6
Задание:1
Упражнение:1 2 3
§6. Излучение
Вопросы:1 2 3
Задание:1
Упражнение:1 2 3
§7.
 Количество теплоты. Единицы количества теплоты
Количество теплоты. Единицы количества теплотыВопросы:1 2 3 4 5 6
Упражнение:1 2
§8. Удельная теплоёмкость
Вопросы:1 2 3 4
Упражнение:1 2 3
Вопросы:1 2 3 4
Упражнение:1 2 3
§10. Энергия топлива. Удельная теплота сгорания
Вопросы:1 2 3
Задание:1
Упражнение:1 2 3 4
§11. Закон сохранения и превращения энергии в механических и тепловых процессах
Вопросы:1 2 3 4 5
Задание:1
Упражнение:1 2 3 4
§12. Агрегатные состояния вещества
Вопросы:1 2 3 4
§13.
 Плавление и отвердевание кристаллических тел
Плавление и отвердевание кристаллических телВопросы:1 2 3
Упражнение:1 2 3 4 5
§14. График плавления и отвердевания кристаллических тел
Вопросы:1 2 3
Задание:1
§15. Удельная теплота плавления
Вопросы:1 2 3 4 5 6
Задание:1 2
Упражнение:1 2 3 4 5
§16. Испарение. Насыщенный и ненасыщенный пар
Вопросы:1 2 3 4 5 6 7 8
Задание:1 2 3
§17. Поглощение энергии при испарении жидкости и выделение её при конденсации пара
Вопросы:1 2 3 4 5 6
Упражнение:1 2 3 4 5 6 7
§18. Кипение
Вопросы:1 2 3
Упражнение:1 2 3
Задание:1
§19.

Вопросы:1 2 3 4 5
Упражнение:1 2 3
§20. Удельная теплота парообразования и конденсации
Вопросы:1 2 3 4 5
Задание с докладом:Доклад №1, Как образуется роса, иней, дождь и снег Доклад №2, Круговорот воды в природе Доклад №3, Литьё металлов
Упражнение:1 2 3 4 5 6
§21. Работа газа и пара при расширении
Вопросы:1 2 3
§22. Двигатель внутреннего сгорания
Вопросы:1 2 3 4 5
§23. Паровая турбина
Вопросы:1 2 3
§24. КПД теплового двигателя
Вопросы:1 2 3
Задание с докладом:Доклад №1, История изобретения паровых машин Доклад №2, История изобретения турбин Доклад №3, Первые паровозы Стефенсона и Черепановых Доклад №4, Достижение науки и техники в строительстве паровых турбин
Упражнение:1 2 3
Глава 2.
 Электрические явления. (Параграфы с 25 по 56).
Электрические явления. (Параграфы с 25 по 56).§25. Электризация тел при соприкосновении. Взаимодействие заряженных тел
Вопросы:1 2 3 4
Задание с докладом:1 2
Упражнение:1 2
§26. Электроскоп
Вопросы:1 2 3 4
§27. Электрическое поле
Вопросы:1 2 3 4
Упражнение:1 2
§28. Делимость электрического заряда. Электрон
Вопросы:1 2 3
§29. Строение атомов
Вопросы:1 2 3 4 5
§30. Объяснение электрических явлений
Вопросы:1 2 3 4
Упражнение:1 2
§31. Проводники, полупроводники и непроводники электричества
Вопросы:1 2 3 4
Упражнение:1 2 3 4
§32.
 Электрический ток. Источники электрического тока
Электрический ток. Источники электрического токаВопросы:1 2 3 4 5 6 7
Задание с докладом:Доклад №1, Типы зарядных устройств Доклад №2, Применение аккумуляторов
§33. Электрическая цепь и её составные части
Вопросы:1 2 3 4
Упражнение:1 2 3 4
§34. Электрический ток в металлах
Задание с докладом:Доклад №1, Движение электоронов в металлах
Упражнение:1 2 3 4
§35. Действия электрического тока
Вопросы:1 2 3 4 5
Задание:1 2
§36. Направление электрического тока
Вопросы:1 2 3
§37. Сила тока. Единицы силы тока
Вопросы:1 2 3 4 5 6
Упражнение:1 2 3
§38. Амперметр. Измерение силы тока
Вопросы:1 2 3
Упражнение:1 2 3 4
§39.
 Электрическое напряжение
Электрическое напряжениеВопросы:1 2
§40. Единицы напряжения
Вопросы:1 2 3
§41. Вольтметр. Измерение напряжения
Вопросы:1 2 3 4
Упражнение:1 2 3
§42. Зависимость силы тока от напряжения
Вопросы:1 2 3
Упражнение:1 2
§43. Электрическое сопротивление проводников. Единицы сопротивления
Вопросы:1 2 3 4
Упражнение:1 2
§44. Закон Ома для участка цепи
Вопросы:1 2 3 4 5
Упражнение:1 2 3 4 5 6 7
§45. Расчёт сопротивления проводника. Удельное сопротивление
Вопросы:1 2 3 4 5
§46. Примеры на расчёт сопротивления проводника, силы тока и напряжения
Упражнение:1 2 3 4
§47.
 Реостат
РеостатВопросы:1 2 3 4 5
Упражнение:1 2 3 4 5
§48. Последовательное соединение проводников
Вопросы:1 2 3 4
Упражнение:1 2 3 4
§49. Параллельное соединение проводников
Вопросы:1 2 3 4 5
Упражнение:1 2 3 4 5
§50. Работа электрического тока
Вопросы:1 2 3 4
Упражнение:1 2 3
§51. Мощность электрического тока
Вопросы:1 2 3 4 5 6
Задание:1
Упражнение:1 2 3
§52. Единицы работы электрического тока, применяемые на практике
Вопросы:1 2 3
Задание:1 2
Упражнение:1 2 3
§53.
 Нагревание проводников электрическим током. Закон Джоуля—Ленца
Нагревание проводников электрическим током. Закон Джоуля—ЛенцаВопросы:1 2 3 4
Упражнение:1 2 3 4
§54. Конденсатор
Вопросы:1 2 3 4
Задание с докладом:Доклад №1, Лейденская банка Доклад №2, История создания конденсаторв
Упражнение:1 2
§55. Лампа накаливания. Электрические нагревательные приборы
Вопросы:1 2 3 4
Задание с докладом:Доклад №1, Использование теплового действия электрического тока в устройстве теплиц и инкубаторов
§56. Короткое замыкание. Предохранители
Вопросы:1 2 3 4 5
Глава 3. Электромагнитные явления. (Параграфы с 57 по 62).
§57. Магнитное поле
Вопросы:1 2 3 4
Упражнение:1 2
§58. Магнитное поле прямого тока.
 Магнитные линии
Магнитные линииВопросы:1 2 3 4 5
Упражнение:1 2
§59. Магнитное поле катушки с током. Электромагниты и их применение
Вопросы:1 2 3 4 5
Задание:1 2 3
Упражнение:1 2 3 4
§60. Постоянные магниты. Магнитное поле постоянных магнитов
Вопросы:1 2 3 4 5 6
Задание:1 2
Упражнение:1 2
§61. Магнитное поле Земли
Вопросы:1 2 3 4 5
Задание:1 2 3
Упражнение:1 2
§62. Действие магнитного поля на проводник с током. Электрический двигатель
Вопросы:1 2 3 4 5 6
Задание:1 2
Глава 4. Световые явления. (Параграфы с 63 по 70).
§63. Источники света. Распространение света
Вопросы:1 2 3 4 5 6
Задание:1 2 3
Упражнение:1 2 3
§64. Видимое движение светил
Вопросы:1 2 3
Задание:1 2 3 4
§65. Отражение света. Закон отражения света
Вопросы:1 2 3 4
Упражнение:1 2 3 4
§66. Плоское зеркало
Вопросы:1 2 3 4
Упражнение:1 2 3 4
§67. Преломление света. Закон преломления света
Вопросы:1 2 3
Задание:1
Упражнение:1 2 3 4
§68. Линзы. Оптическая сила линзы
Вопросы:1 2 3 4 5 6
Упражнение:1 2
§69. Изображения, даваемые линзой
Вопросы:1 2 3 4 5 6 7 8
Упражнение:1 2 3 4
§70.
 Глаз и зрение
Глаз и зрениеВопросы:1 2 3
Задание:1 2
Лабораторные работы:Лабораторная работа №1 Лабораторная работа №2 Лабораторная работа №3 Лабораторная работа №4 Лабораторная работа №5 Лабораторная работа №6 Лабораторная работа №7 Лабораторная работа №8 Лабораторная работа №9 Лабораторная работа №10 Лабораторная работа №11
Задачи для повторения:1; 2; 3; 4; 5; 6; 7; 8; 9; 10; 11; 12; 13; 14; 15; 16; 17; 18; 19; 20; 21; 22; 23; 24; 25; 26; 27; 28; 29; 30; 31; 32; 33; 34; 35; 36; 37; 38; 39; 40; 41; 42; 43; 44; 45; 46; 47; 48; 49; 50; 51; 52; 53; 54; 55; 56; 57; 58; 59; 60; 61; 62; 63; 64; 65; 66; 67; 68; 69; 70; 71; 72; 73; 74; 75;
« предыдущий номерследующий номер »
Решебник ГДЗ по физике за 8 класс к учебнику Перышкина является отличным выходом из сложной ситуации с успеваемостью как для ребенка, так и для его родителей. Он позволяет:
Он позволяет:
- школьнику самостоятельно в домашних условиях разобраться в сложностях примера или задачи;
- посмотреть и списать правильные ответы на контрольных или самостоятельных работах;
- выделить некоторое время на личную жизнь, занятия спортом или индивидуальное развитие;
- родителям вспомнить школьную программу и помочь ребенку разобраться во всех ее сложностях и непонятных моментах.
- взять в свои руки контроль над успеваемостью ребенка.
Помимо этого решебник по физике за 8 класс Перышкина даёт возможность существенно сэкономить время на изучение материала для посещения внеклассных кружков и секций.
« предыдущий номерследующий номер »
© 2021 HostCMS
Содержание
Исследования в литейной промышленности | SpringerLink
AFS напрямую финансирует исследовательские проекты за счет части ежегодных взносов, выплачиваемых Корпоративным членством AFS. Текущие исследовательские проекты, финансируемые AFS, описаны ниже.
Алюминиевые формы LFC, изготовленные с использованием аддитивного производства
Координатор: Marshall Miller, Tesseract4D
В настоящее время оснастка для изготовления изделий из пенопласта, как правило, непомерно дорогая, с длительными сроками изготовления, связанными со сложностью конструкции оснастки. Обычно он ограничивается крупносерийным производством. Значительный рынок доступен, если стоимость инструментов и время выполнения заказа приведены в соответствие с обычными процессами литья. Чтобы расширить конкурентоспособность и жизнеспособность процесса литья по газифицируемым моделям, этот проект продемонстрирует производство инструментов для высокопроизводительных инструментов с низким и высоким уровнем производства с использованием алюминия, напечатанного на 3D-принтере. Проект будет учитывать долговечность материала, стоимость материала, время цикла, стоимость оборудования и уровень квалификации, необходимый для производства по сравнению с традиционными методами. Алюминий будет протестирован, чтобы найти приемлемые параметры по стоимости, доставке и производительности. Это даст представление об использовании печатного алюминия в качестве инструментального материала.
Алюминий будет протестирован, чтобы найти приемлемые параметры по стоимости, доставке и производительности. Это даст представление об использовании печатного алюминия в качестве инструментального материала.
Работа контролируется подразделением по производству потерянной пены AFS и подразделением аддитивного производства. Тем, кто заинтересован в получении дополнительной информации о проекте или о том, как принять в нем участие, следует связаться со старшим техническим сотрудником AFS Бо Уоллесом ([email protected]).
Нержавеющая сталь в процессе производства пенопласта ASTM A351 CF8M
Координатор: Marshall Miller, Tesseract4D
Целью данного проекта является производство низкоуглеродистой (максимум 0,08% C) нержавеющей стали в процессе производства пенопласта. Этот рынок стального литья в основном управляется процессами литья в песчаные формы и по выплавляемым моделям. Песок, хотя и достаточно быстро доставляется, особенно в 3D-печатных стержнях и инструментах, относительно неточен по сравнению с потерями пены и инвестициями, требующими обширной механической обработки отливки и большего веса для решения проблем с осадкой, заготовкой и формованием. Литье по выплавляемым моделям, хотя и является точным, имеет ограничения по размеру и стоимости. Несмотря на то, что были примеры успешного производства нержавеющей стали марки ASTM A351 CF8M (максимум 0,08 % C), спонсируемое исследование по разработке необходимых параметров для производства нержавеющих сталей в процессе потери пены не проводилось, чтобы процесс можно было усовершенствовать. и развернуто. Определение параметров основного химического состава металла с учетом поглощения углерода, типа и плотности узорчатого валика не проверяется и не определяется, кроме допустимых уровней плотности узора. Тип покрытия и проницаемость еще не установлены, как и параметры формовочной среды, хотя в основном они понятны. В рамках этого проекта будет производиться нержавеющая сталь ASTM A351 CF8M с максимальным содержанием углерода 0,08% в процессе потери пены путем изучения и внедрения методов выбора валика, расширения валика, плотности расширенного валика, проницаемости и сплавления, покрытий и их проницаемости, добавок, потребляющих углерод, металла.
Литье по выплавляемым моделям, хотя и является точным, имеет ограничения по размеру и стоимости. Несмотря на то, что были примеры успешного производства нержавеющей стали марки ASTM A351 CF8M (максимум 0,08 % C), спонсируемое исследование по разработке необходимых параметров для производства нержавеющих сталей в процессе потери пены не проводилось, чтобы процесс можно было усовершенствовать. и развернуто. Определение параметров основного химического состава металла с учетом поглощения углерода, типа и плотности узорчатого валика не проверяется и не определяется, кроме допустимых уровней плотности узора. Тип покрытия и проницаемость еще не установлены, как и параметры формовочной среды, хотя в основном они понятны. В рамках этого проекта будет производиться нержавеющая сталь ASTM A351 CF8M с максимальным содержанием углерода 0,08% в процессе потери пены путем изучения и внедрения методов выбора валика, расширения валика, плотности расширенного валика, проницаемости и сплавления, покрытий и их проницаемости, добавок, потребляющих углерод, металла. скорости заливки и состав основы, а также огнеупорность и проницаемость формовочной среды.
скорости заливки и состав основы, а также огнеупорность и проницаемость формовочной среды.
Работа контролируется отделом потерянной пены AFS. Те, кто заинтересован в получении дополнительной информации о проекте или о том, как принять в нем участие, должны связаться со старшим техническим сотрудником AFS Бо Уоллесом ([email protected]).
Разработка улучшенного ремонтного сварочного сплава и процесса для литья алюминиево-медных песчаных форм
Основные исследователи: Дэвид Вайс, Eck Industries; Томас Вуд, Мичиганский технологический университет
Существующие методы сварки отливок из сплава 206, особенно для ремонта сквозных дефектов или дефектов глубиной более 0,25 дюйма, приводят к получению неудовлетворительных сварных швов. И 206 и 2319Сварочные прутки обычно используются для ремонтной сварки отливок 206. Недавний проект по определению влияния ремонта сварных швов на статические и динамические свойства отливок из песка A206 не привел к получению сварных швов желаемого качества. В ходе работы было установлено, что основной проблемой является химический состав сварочной проволоки, используемой для выполнения сварных швов. Два сплава, которые в настоящее время используются на литейных заводах AFS (A206 и 2319), либо дают нестабильное качество сварки (A206), либо имеют низкий предел прочности при растяжении (2319).
В ходе работы было установлено, что основной проблемой является химический состав сварочной проволоки, используемой для выполнения сварных швов. Два сплава, которые в настоящее время используются на литейных заводах AFS (A206 и 2319), либо дают нестабильное качество сварки (A206), либо имеют низкий предел прочности при растяжении (2319).
Чтобы смягчить влияние химического состава сварочной проволоки и других переменных на качество ремонта сварных швов, в этом проекте будет использоваться набор статистически разработанных экспериментов для оптимизации химического состава сварочного сплава и параметров сварки, необходимых для успешного ремонта сварных швов отливок из песка A206. Ключевые цели:
Разработать новый сплав сварочной проволоки.
Разработка улучшенных методов ремонтной сварки.
Установить влияние параметров сварки на качество сварки.

Определение эффектов гомогенизации термообработки после сварки.
Определить влияние ремонта сварных швов на свойства при растяжении отливок из песка A206.
Работа контролируется алюминиевым подразделением AFS. Те, кто заинтересован в получении дополнительной информации о проекте или о том, как принять в нем участие, должны связаться со старшим техническим сотрудником AFS Бо Уоллесом ([email protected]).
Определение влияния бора на серый чугун
Основные исследователи: Д-р Лаура Бартлетт, д-р Саймон Леках, Университет науки и технологии Миссури
Использование борсодержащих деталей из сверхвысокопрочной стали постоянно расширяется. в Европе и Северной Америке с 2007 года. Вся эта сталь теперь попадает в лом с непредвиденными последствиями контроля качества для литейных заводов серого чугуна. Другим источником бора в расплавах серого чугуна может быть свежая футеровка печи. Хотя известно, что бор является мощным стабилизатором карбида, он также может противодействовать действию элементов, стабилизирующих перлит, таких как Cu и Mn, что приводит к получению «мягких» перлитных отливок. Обсуждается, каков «безопасный» уровень бора в отливках из серого чугуна или какое влияние бор оказывает на микроструктуру и механические свойства. Существуют противоречивые сообщения, поскольку не учитывались синергетические эффекты элементов, стабилизирующих бор и перлит, таких как Cu и Sn, и других второстепенных элементов, таких как N и Ti.
Другим источником бора в расплавах серого чугуна может быть свежая футеровка печи. Хотя известно, что бор является мощным стабилизатором карбида, он также может противодействовать действию элементов, стабилизирующих перлит, таких как Cu и Mn, что приводит к получению «мягких» перлитных отливок. Обсуждается, каков «безопасный» уровень бора в отливках из серого чугуна или какое влияние бор оказывает на микроструктуру и механические свойства. Существуют противоречивые сообщения, поскольку не учитывались синергетические эффекты элементов, стабилизирующих бор и перлит, таких как Cu и Sn, и других второстепенных элементов, таких как N и Ti.
Целью данного проекта является количественная оценка влияния различных добавок бора в диапазоне от 8 до 60 ppm на микроструктуру и механические свойства серого чугуна классов 30 и 40. Будет оцениваться синергетический эффект бора и других легирующих элементов, таких как микроэлементы Cu и Sn, такие как азот.
За проектом следит Отдел чугуна AFS. Желающие получить дополнительную информацию о проекте могут обратиться к старшему техническому специалисту AFS Бо Уоллесу ([email protected]).
Желающие получить дополнительную информацию о проекте могут обратиться к старшему техническому специалисту AFS Бо Уоллесу ([email protected]).
Влияние керамического песка на механические свойства чугуна
Основные исследователи: Доктор Скотт Гизе, Университет Северной Айовы песок к керамическому песку/носителю, чтобы облегчить проблему. Есть много вопросов, связанных с этим изменением, но первостепенное значение имеет понимание влияния, если таковое имеется, на микроструктуру и связанные с ним механические свойства, которые могут сопровождать использование керамического песка/среды.
Целью данного проекта является оценка влияния керамического песка/наполнителя на механические свойства чугуна класса 30 и ковкого чугуна 80-55-06.
За проектом следит Отдел чугуна AFS. Желающие получить дополнительную информацию о проекте могут обратиться к старшему техническому специалисту AFS Бо Уоллесу ([email protected]).
Эффект турбулентного стробирования на C89833
Главный исследователь: Энди Ши, А. Я. Макдональдская производственная компания
Я. Макдональдская производственная компания
Латунные литейные заводы столкнулись с увеличением брака с утечками при испытании давлением латунных отливок после перехода на материалы, не содержащие свинец. В этом исследовании будет изучено влияние турбулентного запирания на герметичность и механические свойства.
Цель этого проекта — помочь определить, влияет ли турбулентный литниковый фильтр на герметичность и механические свойства материала C89833.
Проект находится под наблюдением медного подразделения AFS. Желающие получить дополнительную информацию о проекте могут обратиться к старшему техническому специалисту AFS Бо Уоллесу ([email protected]).
Оценка эффективности глубокой очистки в литейных цехах
Главный исследователь: Эрик Пилкас, Insight IH Consulting, LLC
С тех пор как OSHA выпустило стандарт для вдыхаемого кристаллического кремнезема, литейные заводы предприняли ряд действий для снижения воздействия на сотрудников к пригодному для вдыхания кристаллическому кремнезему, включая глубокую очистку или удаление осевшей пыли на оборудовании, полах, стенах, стропилах и других поверхностях, чтобы исключить предполагаемый риск воздействия, связанный с нарушением осевшей пыли в результате производственной деятельности.
Целью этого проекта является подтверждение вопросов относительно того, эффективна ли глубокая очистка для снижения летучих концентраций вдыхаемого диоксида кремния на предприятии, и определить, представляет ли осевшая пыль, которая рассеивается во время уборки в выходные дни, опасность воздействия на производственных сотрудников после очистки.
За проектом следит Комитет по безопасности и охране здоровья AFS. Желающие получить дополнительную информацию о проекте могут обратиться к старшему техническому специалисту AFS Бо Уоллесу ([email protected]).
Покрытия PVD для облегчения высвобождения отливок в постоянные формы
Основные исследователи: Доктор Стивен Мидсон, Колорадская горная школа
Алюминий часто прочно припаивается к стальным штампам без покрытия при литье в постоянные металлические формы. Чтобы решить эту проблему, литейщики используют смазочные материалы, которые часто необходимо наносить на форму перед изготовлением каждой отливки. При литье под высоким давлением на форму распыляют органические смазки, а при литье в постоянные формы используются керамические покрытия и графит. Хотя применение необходимо, они вызывают различные проблемы, такие как снижение качества отливок и создание дорогостоящих хозяйственных проблем. Кроме того, они дороги и увеличивают стоимость отливки.
При литье под высоким давлением на форму распыляют органические смазки, а при литье в постоянные формы используются керамические покрытия и графит. Хотя применение необходимо, они вызывают различные проблемы, такие как снижение качества отливок и создание дорогостоящих хозяйственных проблем. Кроме того, они дороги и увеличивают стоимость отливки.
Целью этого проекта является разработка и использование лабораторного теста, который может обеспечить количественное измерение влияния различных PVD-покрытий на уровень адгезии и усилия, необходимые для извлечения длинных стержней из алюминиевых покрытий.
Проект находится под наблюдением Комитета по постоянным формам AFS. Желающие получить дополнительную информацию о проекте могут обратиться к старшему техническому специалисту AFS Бо Уоллесу ([email protected]).
Пресс-формы LFC, изготовленные с использованием аддитивного производства
Главный исследователь: Маршалл Миллер, Tesseract4D
Инструменты, изготовленные из T6061-T6, считаются дорогими и требуют специального программного обеспечения и квалифицированных программистов.
Целью данного проекта является определение применимого метода аддитивного производства металлов и материала для средних и больших объемов с учетом долговечности материала, стоимости материала, времени цикла, стоимости оборудования и уровня квалификации, необходимого для производства по сравнению с традиционными методами.
За проектом наблюдает отдел по производству потерянной пены и отдел по добавкам AFS. Желающие получить дополнительную информацию о проекте могут обратиться к старшему техническому специалисту AFS Бо Уоллесу ([email protected]).
Пресс-формы LFC, изготовленные с использованием аддитивного производства полимеров FDM и SLA
Главный исследователь: Marshall Miller, Tesseract4D
Инструменты, изготовленные из T6061-T6, считаются дорогими и требуют специального программного обеспечения и квалифицированных программистов.
Целью этого проекта является определение применимого метода FDM (моделирование методом наплавления) для производства полимерных добавок и SLA (стереолитографическая добавка) и материала для малых и средних объемов с учетом долговечности материала, стоимости материала, времени цикла, стоимости оборудования и уровня квалификации. требуется для производства по сравнению с традиционными методами.
требуется для производства по сравнению с традиционными методами.
За проектом наблюдает отдел по производству потерянной пены AFS и отдел по добавкам. Желающие получить дополнительную информацию о проекте могут обратиться к старшему техническому специалисту AFS Бо Уоллесу ([email protected]).
Литье алюминиевых сплавов церия поверх ферромагнитных вставок
Главный исследователь: Пол Сандерс, Мичиганский технологический университет
Легкие транспортные средства могут быть созданы за счет конструкций из нескольких материалов. Соединение алюминиевых отливок с черными металлами будет способствовать оптимизации конструкции и материалов этих металлических систем; однако современные методы формирования металлургических связей между алюминиевым покрытием на железных вставках сложны и дороги с большим разнообразием процесса.
Целью этого проекта является определение потенциально недорогого и надежного процесса соединения алюминия с металлом из нескольких материалов; эта работа может позволить использовать больше алюминиевых отливок в транспортной отрасли.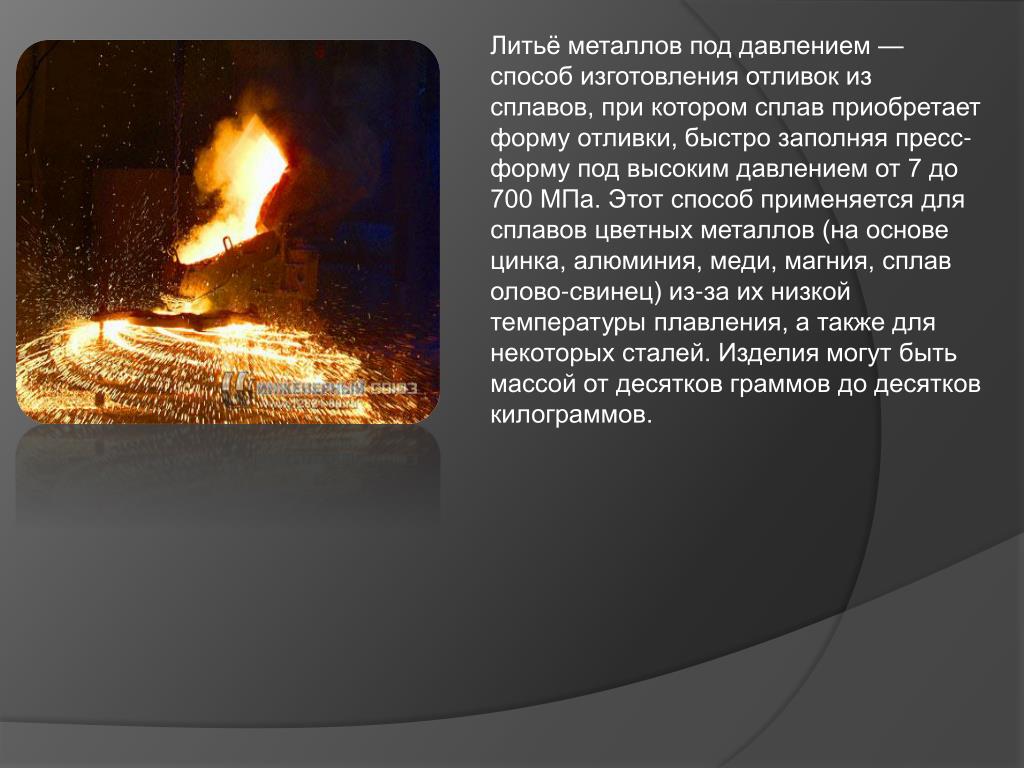
Мониторинг проекта осуществляет подразделение AFS по алюминию и легким металлам. Желающие получить дополнительную информацию о проекте могут обратиться к старшему техническому специалисту AFS Бо Уоллесу ([email protected]).
Оценка допусков размеров с использованием процесса литья в песчаные формы, напечатанного на 3D-принтере
Основные исследователи: Джитен Шах, разработка продукта; Tyler Nooyen, Waupaca Foundry, Inc.
Использование процесса 3D-печати в песчаных формах (3DPS) в производственной среде растет, и первоначальная обратная связь сравнима с процессами точного литья в песчаные формы. Принятие 3DPS в основном связано с гибридным подходом, когда форма изготавливается с использованием обычного процесса из сырого песка, а сложная сборка сердечника перерабатывается с использованием консолидированного сердечника из трех частей с использованием 3DPS. В открытом доступе очень мало изучено и известно о допусках на размеры, достигаемых с помощью этого процесса прецизионного литья в песчаные формы без использования инструментов, особенно о возможности достижения гораздо лучших допусков на истинное положение и внутренние элементы.
Цель этого проекта — определить и предоставить инженерам-конструкторам рекомендации по улучшению допусков на размеры с помощью 3D-печати отливок из песочного чугуна.
За проектом следит подразделение аддитивного производства AFS. Желающие получить дополнительную информацию о проекте могут обратиться к старшему техническому специалисту AFS Бо Уоллесу ([email protected]).
Динамическое тестирование и аналитика из рабочих систем с зеленым песком
Основные исследователи: Д-р Сэм Рамраттан, д-р Ли Уэллс, Университет Западного Мичигана
Борьба с сырым песком представляет собой загадку, поскольку существует множество факторов, таких как вода, глина, добавки, поверхность зерен песка и т. д., которые постоянно колеблются во время литейного производства. ежедневные операции. Инженеры-литейщики давно знают, что базовые стандартные испытания свойств сырого песка дают ограниченную информацию для контроля сырого песка.
Целью этого проекта является создание статистической модели, демонстрирующей способность недавно разработанных «динамических» инструментов контроля свежего песка дополнять стандартные тесты и эффективно обнаруживать сдвиги процесса практически в реальном времени, влияющие на качество литья. Испытания и стратегия выявят влияние усовершенствованной обработки бентонита окислением на стабильность сырого песка, процент брака, энергетическую характеристику, размерную стабильность и трудозатраты на отгруженную единицу на работающем литейном заводе сырого песка.
Испытания и стратегия выявят влияние усовершенствованной обработки бентонита окислением на стабильность сырого песка, процент брака, энергетическую характеристику, размерную стабильность и трудозатраты на отгруженную единицу на работающем литейном заводе сырого песка.
За проектом следит отдел формовки AFS. Желающие получить дополнительную информацию о проекте могут обратиться к старшему техническому специалисту AFS Бо Уоллесу ([email protected]).
Анализ жизненного цикла отливок из чугуна
Основные исследователи: Д-р Грег Кеолеян, д-р Дэниел Купер, Мичиганский университет автомобильной и других отраслях промышленности. Эти данные используются отраслевыми и другими аналитиками для обоснования выбора материалов и проектных решений. Следовательно, производители ковкого чугуна упускают возможность сравнить энергетические и экологические характеристики своих компонентов с эквивалентами.
Целью данного проекта является разработка модели анализа жизненного цикла (LCA) для характеристики энергопотребления и выбросов парниковых газов для литых деталей из ковкого чугуна и их эквивалентов из кованой стали.
За проектом следит Отдел чугуна AFS. Желающие получить дополнительную информацию о проекте могут обратиться к старшему техническому специалисту AFS Бо Уоллесу ([email protected]).
Определение и процесс [+ Как начать]
перейти к содержаниюMetalworkingMetal
Кристин Арцт
Литье по выплавляемым моделям, также известное как «литье по выплавляемым моделям», представляет собой процесс, при котором один металлический объект отливается из восковой модели. Это очень универсальный процесс, который обеспечивает исключительно детальные результаты. В этом руководстве рассказывается, как начать литье по выплавляемым моделям и что вы можете создать в этом процессе.
Что такое литье по выплавляемым моделям?
Литье по выплавляемым моделям создает форму вокруг модели из жертвенного воска. После затвердевания формы воск вытапливается и образует полость, в которую вливается металл или стекло. При использовании этого метода литья можно зафиксировать мелкие детали как в металле, так и в стекле. Этот древний метод использовался с 3000 г. до н.э. чтобы визуально запечатлеть истории древних культур и религий на протяжении всей истории.
Этот древний метод использовался с 3000 г. до н.э. чтобы визуально запечатлеть истории древних культур и религий на протяжении всей истории.
Для чего используется процесс выплавки воска?
Литье по выплавляемым моделям — процесс, которому уже 6000 лет, до сих пор используется как в производстве, так и в изобразительном искусстве. Точность и точность процесса сделали его идеальным методом для производства объектов с тонкими стенками, сложными деталями и жесткими допусками. Этот процесс используется для создания деталей для транспорта, сельскохозяйственной и медицинской промышленности, и это лишь некоторые из них. Его можно использовать для создания объектов от простых до сложных из различных металлов путем отливки оригинальной восковой модели или модели. Восковая модель представляет собой одноразовую форму, которую можно использовать только один раз при отливке. Это руководство посвящено процессу литья по выплавляемым моделям из металлических сплавов. Вы также можете использовать технику литья по выплавляемым моделям для создания предметов из литого стекла.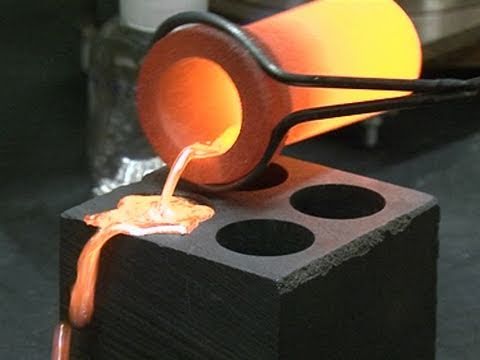 Чтобы узнать больше, обратитесь к нашему руководству по литью стекла.
Чтобы узнать больше, обратитесь к нашему руководству по литью стекла.
Процесс литья по выплавляемым моделям в 8 этапов
Основной процесс литья по выплавляемым моделям включает создание модели и формы, а затем заливку расплавленного металла в форму. Затем вы извлечете твердую металлическую отливку и закончите свою деталь. Этот процесс настраивается для различных типов литья металлов, а также для форм, размеров и многого другого. Приведенное ниже описание основано на процессах литья меньшего масштаба, часто используемых для ювелирных изделий. По сути то же самое, но в более крупных отливках материал формы изготавливается из керамической оболочки (коллоидный кремнезем и различные сорта кремнезема), а не из гипса.
Инструменты и материалы
-
Защитное снаряжение: кожаные перчатки и защитные очки
-
Воск: микрокристаллический, парафин или пчелиный воск, все хорошо работает
- 90 218
Термофен и инструменты для текстурирования
-
Литье металл
-
Инвестиционная упаковка
-
Весы
-
Резиновая чаша для смешивания
-
Мерная колба для воды
-
Вакуумная камера
-
Печь для обжига
-
Тигель
- 9 0218
Флюс
-
Горелка
-
Ведро с водой
-
Щипцы
Создайте модель из воска
Создайте желаемый рисунок из воска, прежде чем строить по нему форму. Эту восковую модель можно использовать только один раз. После этого придайте ему форму с помощью инструментов для текстурирования, паяльника и фена. Многие опытные скульпторы по воску клянутся, что перепрофилируют стоматологические инструменты, чтобы эффективно лепить и вырезать уникальные узоры из воска. Выдолбите восковую модель, если это возможно.
Эту восковую модель можно использовать только один раз. После этого придайте ему форму с помощью инструментов для текстурирования, паяльника и фена. Многие опытные скульпторы по воску клянутся, что перепрофилируют стоматологические инструменты, чтобы эффективно лепить и вырезать уникальные узоры из воска. Выдолбите восковую модель, если это возможно.
При формировании выкройки обязательно учитывайте ожидаемую усадку при остывании металла. Шаблоны также могут быть закрыты литниками, чтобы расплавленный металл мог затекать в форму. Это особенно важно, если ваша конструкция содержит мелкие сложные элементы, которые могут не заполниться металлом в процессе литья.
Изготовьте форму
Вы можете изготовить форму, используя комбинацию гипса и кремнезема. Используйте граммовую шкалу для измерения каждого ингредиента и смешивайте равные части по весу гипса, кремнезема и воды, пока масса не станет консистенцией густых сливок. Гипс обеспечивает поддержку формы, а кремнезем обладает высокой огнеупорностью, поэтому он может выдерживать большое количество тепла.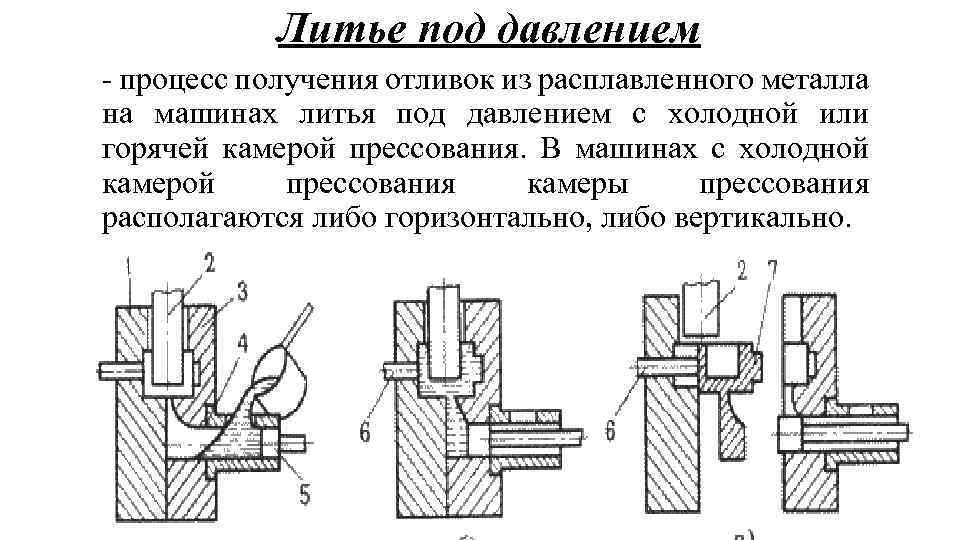
❗ При работе с сухими материалами убедитесь, что ваше рабочее место хорошо проветривается, и надевайте респиратор при работе с сухими паковочными массами.
Удаление воска
Самый простой способ расплавить воск из небольшой формы – в микроволновой печи. Во-первых, удалите все металлические зажимы, которые вы могли добавить к своей форме, затем поставьте ее на глиняные опоры над небольшим контейнером под ней, чтобы собрать воск. Нагревайте короткими импульсами в микроволновой печи, пока весь воск не стечет в маленькую емкость. Вы также можете обжечь воск в печи.
Выберите металлический сплав
Все металлические отливки производятся из черных или цветных сплавов. Сплавы представляют собой смесь элементов, обеспечивающих наилучшие механические свойства для окончательного использования в отливке. Черные сплавы включают сталь, ковкий чугун и серый чугун. Наиболее часто в литье используются сплавы цветных металлов: алюминий, бронза и медь. Если вы работаете с драгоценными металлами в ювелирной мастерской, вы можете работать с серебром, медью, золотом и платиной. Менее распространены, но особенно эффектны металлические отливки с железом, которые отливают расплавленное железо в керамическую оболочку или песчаную форму, связанную смолой.
Менее распространены, но особенно эффектны металлические отливки с железом, которые отливают расплавленное железо в керамическую оболочку или песчаную форму, связанную смолой.
Расплавление сплава
Процессы плавления различаются между сплавами, поскольку каждый сплав имеет разную температуру плавления. По сути, плавка состоит из помещения твердого сплава в тигель и нагревания его над открытым пламенем для небольших проектов или внутри печи для больших объемов.
Залить в форму
Залить расплавленный металл в полость формы. Если это небольшая отливка, то можно просто лить из тигля, в котором нагревался металл, прямо в форму. Однако для крупной отливки может потребоваться небольшая команда для поддержки нагревания металла внутри печи и переноса металла в больший тигель или ковш перед заливкой в форму.
❗ Обязательно соблюдайте все рекомендации по технике безопасности при заливке расплавленного металла. Носите защитную одежду, в том числе одежду из натуральных волокон, длинные брюки и рукава, изолированные перчатки и защитные очки. Работайте в хорошо проветриваемом помещении, чтобы избежать рисков, связанных с опасными парами. Убедитесь, что у вас есть химический огнетушитель поблизости, и следите за тем, чтобы проход между печью и плесенью был чистым. Дайте форме затвердеть, прежде чем переходить к следующему шагу.
Работайте в хорошо проветриваемом помещении, чтобы избежать рисков, связанных с опасными парами. Убедитесь, что у вас есть химический огнетушитель поблизости, и следите за тем, чтобы проход между печью и плесенью был чистым. Дайте форме затвердеть, прежде чем переходить к следующему шагу.
Вынуть отливку из формы
Когда металл остынет и затвердеет, его можно вынуть из формы. После того, как металл затвердеет, вы захотите закалить гипс в воде. Вода поможет избавиться от плесени. Если вы отливаете его в керамическую оболочку, вы можете разбить форму и отколоть ее, используя необходимое оборудование.
Завершите работу
Напилите и отполируйте цельнометаллическую отливку! Техники окончательной обработки включают удаление лишнего материала формы в воде, отламывание литейных литников кусачками для мелких предметов или даже угловой шлифовальной машиной для крупных деталей. Вы также можете отполировать или патинировать металлические изделия, чтобы придать им цвет и размер.
Как научиться литью по выплавляемым моделям
В The Crucible вы можете научиться отливать металлы для небольших и крупных проектов из различных металлических сплавов. Crucible предлагает широкий спектр занятий, обучающих методам литья по выплавляемым моделям и металлообработки. Итак, хотите ли вы изучить основы кастинга или что-то более продвинутое, The Crucible поможет вам.
В нашем ювелирном отделе вы можете отлить мелкие серебряные и бронзовые предметы из воска и органических предметов. Наш литейный отдел поможет вам отлить более крупные изделия из бронзы и алюминия с использованием керамических оболочковых форм. Литье по выплавляемым моделям не ограничивается литьем металлов — вы даже можете научиться отливать стекло в формы в нашем отделе литья стекла и холодной обработки.
Уроки литья по выплавляемым моделям в The Crucible
Литье воска в серебро
Изучите древний процесс литья по выплавляемым моделям скульптурных украшений. Экспериментируя с различными видами воска, вы вырежете, отольете и закончите как минимум один маленький фетиш, кулон или кольцо из серебра или бронзы. Студентам предлагается приносить личные наброски и идеи.
Студентам предлагается приносить личные наброски и идеи.
Литейный завод I: Процесс изготовления керамических оболочек
Керамическая оболочка — это материал для форм, используемый в методе литья по выплавляемым моделям. Изучите основные методы работы с воском и изучите основы обработки металла в этом увлекательном курсе. Вы создадите восковую скульптуру и создадите керамические формы для ракушек, превратив оригинальную восковую деталь в бронзу или алюминий.
Литейное производство II: Процесс изготовления керамических оболочек
Этот курс предназначен для людей с опытом литья металлов, которые завершили литье восков. Мы также можем разместить 3D-печать PLA (лучше всего без пигмента). Учащиеся подготовят свои модели, закроют их, соберут керамическую форму, отлитую из бронзы или алюминия, разрушят форму и уберут ворота.
Литье колоколов
Литье колоколов знакомит участников с конструкцией колоколов и техникой литья по выплавляемым моделям. В этом классе вы можете спроектировать, отлить и закончить колокол диаметром примерно шесть дюймов. Этот класс начального уровня обеспечивает основу для дальнейшего изучения этого универсального литейного подхода.
В этом классе вы можете спроектировать, отлить и закончить колокол диаметром примерно шесть дюймов. Этот класс начального уровня обеспечивает основу для дальнейшего изучения этого универсального литейного подхода.
Чугунное литье
В разделе «Чугунное литье» вы изучите конструкцию и подготовку формы, соорудив песчаную форму из песка, связанного смолой, для отливки собственной железной скульптуры. Изучите шаги, необходимые для подготовки вагранки к заливке чугуна. На зрелищном мероприятии по заливке чугуна студенты готовят шихту чугуна и кокса, управляют вагранкой и заливают расплавленное железо в новую форму.
Спроектируйте и изготовьте собственную вафельницу
В нашем литейном цехе вы можете изготовить собственную вафельницу на плите с рисунком для вафель собственного дизайна. Мы будем делать песчаные формы и использовать вагранку для плавки железа. На зрелищном мероприятии по заливке чугуна студенты готовят шихту чугуна и кокса, управляют вагранкой и заливают расплавленное железо в новую форму.
Стеклянная скульптура для литья в печи I
В нашем отделе литья и холодной обработки стекла вы можете создать стеклянную скульптуру, используя древнюю технику выплавляемого воска. На этом занятии вы научитесь технике лепки из воска для создания восковых позитивов, которые помещаются в огнеупорный материал для создания формы. Из формы удаляют парафин, чтобы создать пустоту, которая заполняется стеклом, расплавленным в печи. При охлаждении огнеупор снимается, и восковой позитив теперь стеклянный.
Литье по выплавляемым моделям Часто задаваемые вопросы
Можно ли в домашних условиях потерять восковую повязку?
Начинать литье по выплавляемым моделям лучше всего в известной студии литья под руководством профессионального инструктора. Для литья по выплавляемым моделям может потребоваться более современное оборудование, установка которого может быть дорогостоящей. Самый безопасный и наименее затратный способ начать литье по выплавляемым моделям — это публичный урок. Когда у вас появится опыт и четкое понимание процесса и используемых инструментов, вы можете изучить возможность создания студии литья по выплавляемым моделям дома.
Когда у вас появится опыт и четкое понимание процесса и используемых инструментов, вы можете изучить возможность создания студии литья по выплавляемым моделям дома.
Какие металлы можно использовать для литья по выплавляемым моделям?
Литье по выплавляемым моделям — очень универсальная техника, с ее помощью можно отливать предметы из золота, серебра, латуни, меди, бронзы и алюминия.
В чем разница между литьем по выплавляемым моделям и литьем под давлением?
Наиболее существенное различие между процессом литья по выплавляемым моделям и литьем по выплавляемым моделям заключается в материале формы. Для литья под давлением используется металлическая форма, которая является многоразовой формой. Для литья по выплавляемым моделям используется форма, сделанная из гипса или керамической оболочки, одноразовая форма. В процессе литья под давлением расплавленный металл вдавливается в полость формы под высоким давлением.
Какой воск используется для литья по выплавляемым моделям?
Микрокристаллический воск лучше всего подходит для моделирования, так как он гибкий и слегка липкий. Кроме того, его средне-мягкая консистенция облегчает работу с ним. Парафиновый воск также можно использовать для литья по выплавляемым моделям, но он не идеален для моделирования. Парафин лучше всего использовать в качестве добавки для отверждения уже существующей восковой модели. Также можно использовать различные виды специального воска. Каждый тип специального воска имеет определенное назначение, такое как резьба, моделирование или исправление, и требует знания их различных температур плавления.
Кроме того, его средне-мягкая консистенция облегчает работу с ним. Парафиновый воск также можно использовать для литья по выплавляемым моделям, но он не идеален для моделирования. Парафин лучше всего использовать в качестве добавки для отверждения уже существующей восковой модели. Также можно использовать различные виды специального воска. Каждый тип специального воска имеет определенное назначение, такое как резьба, моделирование или исправление, и требует знания их различных температур плавления.
Продолжить знакомство с руководствами по металлу
Узнайте, как работать с механическими молотами и как они работают, из этого вводного руководства по кузнечному делу с помощью силового молота….
Подробнее →
Задумывались ли вы, чем занимается литейный цех? Узнайте о разнице между черными и цветными металлами и о том, как начать литейную карьеру….
Подробнее →
Узнайте о различных способах литья бронзы в литейном и ювелирном производстве, а также о том, как начать работу, из этого руководства для начинающих. к бронзовому литью….
к бронзовому литью….
Подробнее →
Узнайте о различных типах литья по выплавляемым моделям, от металла до стекла, и о том, как начать работу, в этом руководстве для начинающих по литью по выплавляемым моделям….
Подробнее →
Узнайте, как построить Собственный кузнечный горн и станьте кузнецом с помощью этого пошагового руководства….
Читать далее →
Узнайте все, что вы хотели знать о литье металлов, от типов форм до различных методов литья….
Читать Подробнее →
Вы можете научиться литью по выплавляемым моделям
В Горниле еженедельно проводятся новые занятия по литью по выплавляемым моделям.
Литейное производство II: Процесс изготовления керамических оболочек
Этот курс предназначен для людей с опытом литья металлов, которые завершили литье восков. Мы также можем разместить 3D-печать PLA (лучше всего без пигмента). Учащиеся подготовят свои…
Узнать больше и зарегистрироваться →
Шкатулки, медальоны и петли
Учащиеся учатся создавать несколько полых форм для использования в украшениях, шкатулках и медальонах. Работая с медью, латунью, никелем и серебром, ученики добавляют движение в свои изделия…
Работая с медью, латунью, никелем и серебром, ученики добавляют движение в свои изделия…
Узнать больше и зарегистрироваться →
Молодежный чиби: выходные миниатюрных фигурок
Изучите основы подготовки, придания формы, лепки, изготовления трости и запекания полимерной глины. Используйте яркую глину, чтобы сделать небольшие скульптуры, известные как чиби, включив их в…
Узнать больше и зарегистрироваться →
Украшения из плетеной проволоки
Проведите выходные, плетя из проволоки прекрасные произведения искусства, которые можно носить. При правильном размягчении проволоку можно использовать для имитации нити, а затем вплетать в украшения, плетеные изделия, ткать…
Узнать больше и зарегистрироваться →
Foundry Lab
Занятия в лаборатории — это большое преимущество, исключительно для участников Crucible! Практикуйте навыки, которые вы изучаете в классе, и открывайте новые возможности в своем ремесле. Инструкции не предоставляются. ..
..
Узнать больше и зарегистрироваться →
Литейный цех I: Процесс изготовления керамических оболочек
Керамическая оболочка — это материал формы, используемый в методе литья по выплавляемым моделям. Изучите основные методы работы с воском и изучите основы обработки металла в этом увлекательном курсе. Вы будете…
Узнать больше и зарегистрироваться →
Подвески и серьги из металлической глины
Создавайте подвески, серьги и носимые скульптуры из медной и серебряной металлической глины, практикуя и совершенствуя различные техники прокатки, текстурирования, аппликации и резьбы…
Узнать больше и зарегистрироваться →
Пайка серебром
Изучите основы пайки серебром! Мы расскажем о различных типах соединений, припоях и флюсах, а также о том, как решить проблемы при работе с кольцами, переходными кольцами и т. д.
Узнать больше и зарегистрироваться →
Ювелирная лаборатория
Посещение лаборатории — отличный способ попрактиковаться и усовершенствовать навыки, которые вы изучаете на занятиях. В лабораториях вы можете работать над заданиями класса или над своими собственными проектами. Лабораторное время контролируется, но…
В лабораториях вы можете работать над заданиями класса или над своими собственными проектами. Лабораторное время контролируется, но…
Узнать больше и зарегистрироваться →
Кольца из металлической глины
Создавайте и проектируйте несколько колец из медной и серебряной металлической глины, практикуя различные методы прокатки, текстурирования, аппликации и резьбы. . Обожгите каждую деталь, затем закончите…
Узнать больше и зарегистрироваться →
Ювелирные изделия из плетеной проволоки для молодежи
Пройдите урок по слиянию текстиля и украшений с нашим курсом тканых украшений! Изучите основы плетения, плетения и изготовления петель для браслетов, ожерелий, серег и других…
Узнать больше и зарегистрироваться →
Молодежные украшения и металлы I
Заявите о себе в моде! Используя медь, серебро и другие цветные металлы, вы научитесь ювелирному делу и искусству работы с металлом, чтобы создавать модные украшения собственного дизайна.