Производство ДСП оказывается весьма прибыльным при наличии дешевого исходного сырья
На сегодняшний день производство ДСП является весьма выгодным направлением деятельности, поскольку этот практичный, экономичный и легкий в обработке материал широко востребован среди широкого круга потребителей. Особым спросом ДСП пользуется у предприятий, занимающихся мебельным производством или строительством – из него изготавливают мебель, стеновые панели, полы, перегородки, а также используют для обшивки стен, крыш или декорирования интерьеров. Древесно-стружечные плиты успешно заменяют массив дерева, и практически ничем не уступая ему по внешнему виду, имеют более низкую стоимость.
Исходным сырьем для производства этого материала выступают отходы деревообработки и лесопиления, которые на специальных станках измельчают до состояния стружки, а затем склеивают термопрессом, добавляя связующее вещество. Обычно хорошие бревна в процессе производства ДСП почти не используются, что никак не влияет качество готового материала. Даже используя древесину малоценных пород, щепы, опилки, сучья, горбыли, мелкие ветки, на выходе получают плиты с отличными эксплуатационными характеристиками, а прочность и долговечность материала удается повысить с помощью антисептических и других добавок.
Даже используя древесину малоценных пород, щепы, опилки, сучья, горбыли, мелкие ветки, на выходе получают плиты с отличными эксплуатационными характеристиками, а прочность и долговечность материала удается повысить с помощью антисептических и других добавок.
Процесс производства ДСП плит включает в себя несколько этапов. Если используется круглая низкокачественная древесина, то на подготовительном этапе её очищают от коры, распиливают на части и помещают в бассейн с водой, где осуществляется гидротермическая обработка деревянного материала. После этого чурки отправляются на станки с ножевым валом, которые превращают их в стружку, нарезая параллельно древесным волокнам. Другой способ получения стружки – из щепы.
Подготовительный цех оснащается рубильными машинами и стружечными станками, которые и позволяют получать технологическую щепу, необходимую для дальнейшего производства ДВП и ДСП. Необходимо помнить о том, что качество склеивания ДСП напрямую зависит от формы и размера стружки, которые задаются заранее.
Мягкая стружка, имеющая небольшую толщину, более эластичная и лучше прессуется. Кроме того, сечение стружки не должно быть квадратным, в противном случае физико-механические характеристики древесно-стружечной плиты резко снижаются. Кстати, для большинства линий по производству ДСП, собранных еще в советское время, проблема «квадратной стружки» стоит очень остро. Современное оборудование для производства ДСП позволяет изготавливать однослойные плиты, с более равномерным распределением стружки – от более крупной в середине, до мелкой – по краям.
После стружечного станка материал попадает на дробилку, где уменьшается его ширина, или на молотковую мельницу, благодаря чему стружка становится более тонкой и гладкой. Особенно важна последняя операция для производства ламинированного ДСП, качество которого несколько выше, чем обычного. Поскольку крупную и мелкую щепу необходимо обрабатывать с разной скоростью, измельчение разных фракций происходит раздельно. Далее измельченная до нужного размера стружка собирается в бункеры.
Особенно важна последняя операция для производства ламинированного ДСП, качество которого несколько выше, чем обычного. Поскольку крупную и мелкую щепу необходимо обрабатывать с разной скоростью, измельчение разных фракций происходит раздельно. Далее измельченная до нужного размера стружка собирается в бункеры.
Для хранения сырой стружки используют специальные бункеры, из которых механическими или пневмотранспортерами она подается на сушилки. Сушат материал до тех пор, пока его влажность не достигнет 4-6% для внешних слоев и 2-4% для внутреннего. Сушилки представляют собой конвективные агрегаты, как правило, барабанного типа, работающие на газе или мазуте. Температура в топке может доходить до 900 — 1000°, на выходе же она значительно ниже – 90 — 120°. Поднятые горячим воздухом частицы стружки попадают в циклонную установку – там более крупные частицы отсеиваются и возвращаются обратно на мельницу для доизмельчения.
Сухую стружку просеивают и сортируют с помощью вибросит. Процесс сортировки имеет особе значение, ведь именно на этом этапе происходит разделение сырья для изготовления внутреннего и наружных слоев ДСП. Однородная стружка без посторонних включений – залог того, что поверхность готовой древесно-стружечной плиты будет гладкой, а склейка – более прочной.
Процесс сортировки имеет особе значение, ведь именно на этом этапе происходит разделение сырья для изготовления внутреннего и наружных слоев ДСП. Однородная стружка без посторонних включений – залог того, что поверхность готовой древесно-стружечной плиты будет гладкой, а склейка – более прочной.
Согласно технологии производства ДСП, частицы стружки склеиваются между собой с помощью особого клеевого материала – синтетической мочевиноформальдегидной смолы. Соединение стружечной смеси со связующим составом осуществляется в смесителях непрерывного действия. Распыление клеевого состава в этих агрегатах происходит через форсунки, каждая из которых связана с дозировочным насосом. Сложность операции в том, что смолой должна быть покрыта каждая частица. При недостаточном осмолении отдельные стружки не склеиваются, а при излишнем – качество готовой плиты ухудшается, да и расход клеевого состава увеличивается.
Формирующие машины, в которые осмоленная стружка направляется ленточными или скребковыми транспортерами, укладывают материал в специальные формы – поддоны . Стружечный ковер имеет определенную ширину и толщину и при его формировании насыпка должна осуществляться равномерно. Непосредственно склеивание плит ДСП происходит в термопрессах. При этом считается, что плиты, изготовленные плоским способом прессования имеют более высокую механическую прочность, чем плиты, спрессованные экструзионным способом. Линии прессования могут быть одно- и двухэтажными. Последние отличаются высокой производительностью и позволяют одновременно прессовать до 22 ДСП.
Стружечный ковер имеет определенную ширину и толщину и при его формировании насыпка должна осуществляться равномерно. Непосредственно склеивание плит ДСП происходит в термопрессах. При этом считается, что плиты, изготовленные плоским способом прессования имеют более высокую механическую прочность, чем плиты, спрессованные экструзионным способом. Линии прессования могут быть одно- и двухэтажными. Последние отличаются высокой производительностью и позволяют одновременно прессовать до 22 ДСП.
Следующий этап – обрезка готовых плит до требуемого размера. Различают два способа обрезки – горячий и холодный. Готовые ДСП подвергают финишной обработке, в процессе которой шлифуется поверхность плиты и её торцы. Если предполагается использование ДСП в строительстве, то на этом работа заканчивается, а плиты отправляются в продажу. Если же ДСП необходимы для производства столешниц или мебели, то они должны быть облицованы различными декоративными покрытиями. Надо сказать, что в плане технологии мини производство ДСП практически ничем не отличается от производства, которое осуществляется на крупных предприятиях, основная разница – в объемах готового материала.
В России производство ДСП начало активно развиваться с середины прошло века. При этом, несмотря на появление современных технологий, часть отечественных предприятий, особенно имеющих небольшое производство,до сих пор продолжает выпускать плиты низкого качества, содержание вредных веществ в которых значительно превышает все допустимые нормы. Зарубежные заводы по производству ДСП уже давно предлагают потребителям безопасные для здоровья древесно-стружечные плиты класса «Super E», чего, к сожалению,не скажешь о нашей стране. Поэтому к покупке мебели из ДСП, особенно для детской комнаты, стоит подойти со всей серьезностью. Это именно тот случай, когда лучше переплатить, но сократить возможные негативные последствия.
Сырье для производства ДСП
Для производства древесно-стружечных плит может быть использовано неделовое (дровяное) сырье различных пород, а также отходы, получаемые на лесопильно-деревообрабатывающих предприятиях в виде горбылей, реек и обрезков от пиломатериалов.
При изготовлении трехслойных плит выработка стружки для наружных слоёв и среднего слоя производится отдельными потоками, так как для среднего слоя допускается более крупная стружка (расход ее на плиту составляет от 50 до 66%). Далее стружка проходит через молотковые мельницы, где она размельчается в основном по ширине, становится более гладкой и более мелкой и поступает в бункера. Туда же идет и стружка от деревообрабатывающих цехов, если она не нуждается в дополнительном измельчении на молотковых мельницах. Из бункера стружка подается пневматическим транспортером на двуступенчатую газовую сушильную установку. Лопатки метального механизма первой ступени сушилки, так называемой «вихревой», распределяют сырую стружку равномерно по всей поверхности сетчатого дна сушилки.
Из питателя через дозирующую установку стружка подается в смесительную камеру непрерывного действия, где она перемешивается с синтетическим связующим клеем, подаваемым из отделения приготовления клея.
Приготовление синтетического клея и смешение его со стружкой. Для изготовления древесно-стружечных плит применяется клей на основе водорастворимых мочевино-формальдегидных синтетических смол. Процентное отношение веса смолы в перерасчете на ее сухой остаток к весу сухой стружки составляет примерно 6—12%. Раствор клея подается в непрерывный смеситель из отделения подготовки смолы (клея). Распыление смолы при подаче в смесительную камеру для лучшего смачивания стружки осуществляется с помощью сжатого воздуха.
Раствор клея подается в непрерывный смеситель из отделения подготовки смолы (клея). Распыление смолы при подаче в смесительную камеру для лучшего смачивания стружки осуществляется с помощью сжатого воздуха.
Образование ковра плит, прессование и обрезка. Подготовленная древесная стружка подается из смесителя через воронку на вибратор пресса, посредством которого на стальной ленте формируется ковер плиты. Первый вибратор образует нижний слой из более мелкой щепы, второй и третий вибраторы образуют средний слой, а четвертый — верхний слой плиты. Подготовленный и неуплотненный ковер плиты проходит через пресс предварительного уплотнения, где толщина ковра уменьшается в 2—3 раза. Перед поступлением в горячий пресс ковер проходит через высоко-частотный нагреватель, где стружка ковра предварительно нагревается до 75°, после чего ковер поступает в горячий гидравлический пресс с температурой 120—150° и давлением от 18 до 25 кг/см2.
Режим прессования изменяется в зависимости от вида применяемого клея, толщины и назначения плит. После прессования плита охлаждается, обрезается и шлифуется. Производительность подобной установки составляет 15—20 тыс. т плит в год.
После прессования плита охлаждается, обрезается и шлифуется. Производительность подобной установки составляет 15—20 тыс. т плит в год.
Технология производства древесно-стружечных плит по способу «Бартрев» отличается тем, что плиты прессуются в установке непрерывного действия и этим создается определенный ритм в работе цеха. Однако устройство пресса непрерывного действия весьма сложно. Так, пресс имеет длину 40,2 м, ширину 2,3 м, высоту 6 м, вес 200 т Пресс вырабатывает плиты толщиной 5—19 мм, шириной 1200 мм.
Основной частью пресса, осуществляющей прессование стружек, являются две движущиеся бесконечные стальные ленты, расположенные одна над другой. Ковер из стружек, смешанных с синтетическим клеем, проносится нижней лентой через высокочастотную установку, в которой получает предварительный нагрев до 75°, затем он проходит между указанными двумя лентами, движущимися со скоростью 1,5—9 м/мин; ленты, соприкасаясь с одной стороны е ковром стружек, другой стороной находятся в контакте с обогревательными прессовыми плитами, нагреваемыми до 140° и создающими удельное давление 18—25 кг/см2. Таким образом, здесь ковер стружек получает свой конечный размер по толщине и превращается в спрессованную непрерывную плиту. Движущаяся на конвейере плита охлаждается и автоматически разрезается на необходимые размеры по ширине и длине. Производительность подобной установки при работе в три смены 300 дней в год составляет 22—25 тыс. т.
Таким образом, здесь ковер стружек получает свой конечный размер по толщине и превращается в спрессованную непрерывную плиту. Движущаяся на конвейере плита охлаждается и автоматически разрезается на необходимые размеры по ширине и длине. Производительность подобной установки при работе в три смены 300 дней в год составляет 22—25 тыс. т.
Имеется также способ непрерывного прессования с применением пресса типа «Крайбаум», который по устройству значительно проще, чем «Бартрев». Здесь стружки прессуются непрерывно, проходя через канал прямоугольного сечения со скоростью 0,1—1 м/мин при температуре 160°. Производительность одного пресса 4 тыс. т плит в год. Последняя установка по своим показателям считается наиболее экономичной из всех рассмотренных способов, однако плиты, получаемые этим методом, имеют невысокую прочность и поэтому непременно должны подвергаться фанерованию.
На небольших предприятиях применяются более упрощенные схемы производства однослойных древесно-стружечных плит из сухой стружки и сухих мелких кусковых отходов. Как правило, такие производства менее механизированы, но достаточно эффективны. В настоящее время разработан типовой проект установки для производства древесно-стружечных плит из сухих стружек для мебельных предприятий. Проектная производительность установки составляет 5 м3 плит в смену. Установка обслуживается семью рабочими и занимает площадь в 250— 300 м2. Еще более упрощенные установки выпускают 2,5 м3 плит (210 м2) на площади 30 м2. Древесно-стружечные плиты, изготовляемые на мебельных фабриках, обходятся на 20—30% дешевле столярных плит.
Как правило, такие производства менее механизированы, но достаточно эффективны. В настоящее время разработан типовой проект установки для производства древесно-стружечных плит из сухих стружек для мебельных предприятий. Проектная производительность установки составляет 5 м3 плит в смену. Установка обслуживается семью рабочими и занимает площадь в 250— 300 м2. Еще более упрощенные установки выпускают 2,5 м3 плит (210 м2) на площади 30 м2. Древесно-стружечные плиты, изготовляемые на мебельных фабриках, обходятся на 20—30% дешевле столярных плит.
Ниже даются основные технико-экономические показатели по производству древесно-стружечных плит (применительно к механизированному производству с прессом периодического действия.
Распил ЛДСП | Раскрой ЛДСП | Распил ДСП — Мебеталь
Производственная компания Мебеталь предлагает весь комплекс работ по распилу ДСП
- Прямолинейный распил
- Криволинейный распил
- Изготовление деталей с внутренним и наружным радиусом
- Изготовление скошенных деталей
- Изготовление сложных кривых
- Наклонный пил
Распил ЛДСП производится на автоматизированных форматно-раскроечных станках с ЧПУ. Благодаря современному оборудованию распил любого уровня сложности выполняется без сколов и трещин. Мебеталь по заказу клиентов производит изготовление мебельных деталей из ЛДСП, МДФ и ХДФ, входящих в складскую и заказную программу плитных материалов. Кроме того, Мебеталь принимает в распил материал заказчика.
Благодаря современному оборудованию распил любого уровня сложности выполняется без сколов и трещин. Мебеталь по заказу клиентов производит изготовление мебельных деталей из ЛДСП, МДФ и ХДФ, входящих в складскую и заказную программу плитных материалов. Кроме того, Мебеталь принимает в распил материал заказчика.
Раскрой ЛДСП и столешниц производится на автоматизированных форматно-раскроечных центрах HOLZMA (группа HOMAG, Австрия) с ЧПУ, что обеспечивает высокую точность размеров мебельных деталей с минимальным отклонением 0,1 мм. Наличие в производственном парке Мебеталь двух центров позволяет производить распил больших объемов.
Изготовление деталей сложных и криволинейных форм производится на обрабатывающем станке MASTERWOOD путем фрезерования. Данное оборудование обеспечивает высокую точность при изготовлении криволинейных деталей.
1. Размеры прямолинейных деталей без обработки кромкой
- Минимальный размер детали для распила – 100×50мм.

- Максимальный размер детали – формат плиты, уменьшенный на 15 мм. по всему периметру листа после проведения технологических резов торцевания. В случае необходимости изготовления детали большего размера, с клиента берется письменное согласие (указывается в бланке заказа) на возможность образования сколов в связи с уменьшением размеров технологических резов.
|
Формат плиты, мм. |
Максимальный размер детали, мм. |
|
2800 х 2070 |
2770 х 2040 |
|
2440 х 1220 |
2410 х 1190 |
2. Детали с подрезкой торца под угол
Детали с подрезкой торца под угол
- При торцевых скосах на деталях из ЛДСП отклонение от прямого угла происходит не более чем на 45 о.
- Минимальный размер детали – 100мм (ширина заготовки при этом должна быть увеличена на 100мм).
- В связи с возможностью выполнения торцевых скосов с углами 11,5;15;22,5;30;45° на обрабатывающем центре с ЧПУ, погрешность выполнения данной операции составляет ±0,5°. Погрешность выполнения углов, отличных от указанных ранее, составляет ±1°.
В случае оформления заказа с данной обработкой деталей с клиента берется письменное согласие (указывается в бланке заказа) на возможность образования сколов вдоль острого угла.
3. Фрезерование. Криволинейная обработка.
Сегодня фрезерование мебельных деталей стала востребованной операцией, без которой не обходится производство мебели. Наиболее оптимальный метод криволинейной резки плитного материала — фрезерование на станках с ЧПУ. В Мебеталь проведение подобных работ производится на обрабатывающем центре MASTERWOOD.
Наиболее оптимальный метод криволинейной резки плитного материала — фрезерование на станках с ЧПУ. В Мебеталь проведение подобных работ производится на обрабатывающем центре MASTERWOOD.
Ограничения по размерам криволинейных деталей
|
Минимальный размер криволинейной детали, мм. |
Максимальный размер криволинейной детали, мм. (на ОЦ с ЧПУ) |
|
200*150 |
3300*1360 |
Возможность изготовления детали меньшего или большего размера, относительно вышеуказанных min и max размеров, требует согласования через менеджера компании Мебеталь.
Ограничения по внутреннему и внешнему радиусу.
|
Радиус (R) |
При условии нанесения кромочного материала. Толщина кромки, мм. |
|||
|
0,4/0,5 |
1,0 |
1,3 |
2,0 |
|
|
Внутренний |
min 20 мм. |
min 40 мм. |
min 40 мм. |
min 80 мм. |
|
Внешний |
min 40 мм. |
min 50 мм. |
min 50 мм. |
min 50 мм. |

|
Без нанесения кромочного материала min внутренний R, мм. |
|
Плита 16-18 мм.: min внутренний R = 8-9 мм. |
|
Плита 25-50 мм.  : min внутренний R = 9-10 мм : min внутренний R = 9-10 мм |
Ассортимент плитного материала
В складскую программу входят свыше 300 декоров ЛДСП и столешниц ведущих мировых производителей: Kronospan (Кроношпан), Slotex, Невский ламинат, Alternative UV-лак, Egger (Эггер), TSS SMart. Мы работаем напрямую с производителями плитных материалов и фурнитуры, поэтому предлагаем своим клиентам низкие цены на материалы.
В ассортименте плитных материалов Мебеталь присутствуют типоразмеры листов:
- ЛДСП Кроношпан и Egger формата 2800×2070 мм в толщине 8/10, 16 и 25 мм.
- ЛМДФ Кроношпан и Egger формата 2800×2070 мм в толщине 16, 19, 22, 25 мм.
- Шлифованный МДФ Кроношпан, Kastamonu формата 2800×2070 мм в толщине 6, 8, 10, 12 16, 18, 19, 22, 25 мм.
Спектр оказываемых услуг компании Мебеталь охватывает все этапы изготовления мебельных деталей на заказ и корпусной мебели.

В распил принимается давальческое сырье от клиентов с наценкой на производственные услуги 30%
Давальческое сырье – это материалы, доставленные клиентом и купленные у другого поставщика для передачи под производственные заказы в «Мебеталь». В давальческое сырье не принимается: фанера и другой материал, который отличается по составу и свойствам от ДСП, ЛДСП, МДФ, ХДФ.
Правила приема давальческого сырья
- Прием давальческого плитного материала производится кратно полноформатному листу. Материал, имеющийся в складской или заказной программе «Мебеталь» не принимается в качестве давальческого сырья.
- В случае поставки давальческого материала (плиты и кромки) необходимо заранее согласовать с менеджером Вашего заказа дату поставки. Давальческое сырье принимается не позднее 2-х рабочих дней до запуска заказа в производство.
- При сдаче давальческого материала на склад компании «Мебеталь» требуется присутствие Заказчика или представителя со стороны Заказчика для совместного визуального контроля качества поставляемого материала:
— отсутствие повреждения листа: царапин, сколов, нарушение целостности листа, проверка на предмет прямолинейности и т. д.
д.
— проверка количества, маркировки плиты и ее соответствия заявленной в сопроводительных документах информации.
Заказчик (представитель со стороны Заказчика) обязан иметь при себе установленную форму АКТА ПРИЕМА ДАВАЛЬЧЕСКОГО СЫРЬЯ в 3-х экземплярах с подписью и печатью Заказчика. АКТ ПРИЕМА ДАВАЛЬЧЕСКОГО СЫРЬЯ выдается менеджером по работе с клиентами при оформлении заказа с участием давальческого сырья. Представитель со стороны Заказчика обязан предоставить доверенность от Заказчика с указанием в ней паспортных данных представителя, его полномочий. Форму доверенности и пример ее заполнения можно получить у менеджера по работе с клиентами.
В случае, если Заказчик является ООО или ИП (др. форма юридического образования), осуществляющим деятельность без печати, то следует предоставить единоразово заявление об этом. - При приемке плитного материала кратно паллете, также в присутствии представителя Заказчика производится визуальный осмотр паллеты, контроль соответствия маркировки плиты и заявленной информации в сопроводительных документах, количества паллет.

- При получении кромочного материала производится визуальный осмотр целостности упаковки, маркировки, если количество кратно целой бухте. Если кромочный материал поставляется кратно одному метру проверка количества метров, соответствие маркировки кромки и заявленной информации в АКТЕ ПРИЕМА ДАВАЛЬЧЕСКОГО СЫРЬЯ проводится в случае наличия подобного образца у лица, проводящего приемку. В случае отсутствия образца проверка проводится только в отношении количества метров кромки. При принятии давальческого сырья – кромки — лицо, проводящее приемку, маркирует бухту кромки номером производственного заказа.
- В результате приемки подписывается АКТ ПРИЕМА ДАВАЛЬЧЕСКОГО СЫРЬЯ, с указанием возможных недочетов или их отсутствия. АКТ ПРИЕМА ДАВАЛЬЧЕСКОГО СЫРЬЯ составляется в трех экземплярах на каждый вид материала: один экземпляр – клиенту, второй – сотруднику склада, третий – для производства.
- Остатки давальческого сырья подлежат возврату клиенту.
 Хранение остатков компанией «Мебеталь» не осуществляется.
Хранение остатков компанией «Мебеталь» не осуществляется. - В случае использования давальческого сырья, например, одного листа в нескольких заказах – интервал между сдачей заказов не должен превышать 2-х рабочих дней.
- Прием давальческого материала – стекла с различной обработкой, кожи на плитной основе (для изготовления дверей-купе) возможен при:
— Если в складской программе компании «Мебеталь» отсутствует данная позиция.
— Стекло на плитной основе принимается нарезанным в размер, согласно расчетным размерам технологического отдела. - Не принимаются для различной доработки (присадка, упил, кромление и т.д.):
— готовые детали (независимо от изготовителя, типа материала и т.д.)
— фасады (независимо от изготовителя и характера фасада)
Как заказать распил лдсп?
Компания Мебеталь в первую очередь ориентирована на мебельные компании, тем не менее частные клиенты так же могут оформить производственный заказ на изготовление мебельных деталей.
Оформить заказ на распил можно несколькими способами в офисе компании или дистанционно. Заказы по телефону не принимаются.
Оформление заказа в офисе
- Выберите необходимый декор плитного материала и кромки в шоу-руме компании.
- Обратитесь к менеджеру за получением консультации по порядку оформления и прохождения заказа, а так же порядку заполнения Бланка заказа.
- Заполните Бланк заказа мебельных деталей. При наличии в заказе деталей с присадкой, фрезеровкой, скосами и т.д. необходимо предоставить чертежи на эти детали.
- Далее, бланк путем автоматической выгрузки попадает к менеджеру, который производит точный расчет с учетом полученных чертежей и выставляет Вам счет на оплату. Оплатить счет Вы можете путем наличного и безналичного расчета.
- Вы можете заказать доставку заранее, для этого необходимо сообщить менеджеру точный адрес доставки.

Оформление заказа дистанционно
- Перед заполнением Бланка заказа мебельных деталей необходимо ознакомится с подробной инструкцией.
- Заполните Бланк заказа мебельных деталей, который находится в разделе «Бланки» и нажмите «Отправить». Все отправленные Бланки хранятся в «Журнале заказов».
- ВАЖНО! После отправки Бланка заказа необходимо написать письмо по адресу: [email protected] c указанием номера заказа и прикрепить чертежи на детали. Чертежи необходимы только на детали с различной обработкой: присадка, фрезеровка, скосы и т.д.
- Менеджер произведет точный расчет в соответствиями с чертежами и отправит Вам счет на оплату. Срок обработки заказа от 1 до 3 рабочих дней, в зависимости от заказа и его особенностей.
- В случае внесения изменений в первоначально отправленном бланке, по причинам различного характера (замена декора, работ и т.д.) менеджер вместе с счетом на оплату вышлет Вам заказ-спецификацию на мебельные детали, которую необходимо проверить и подтвердить ответным письмом, написав фразу «Все верно.
 Подтверждаю». Счета на оплату высылаются ТОЛЬКО на подтвержденные заказы-спецификации.
Подтверждаю». Счета на оплату высылаются ТОЛЬКО на подтвержденные заказы-спецификации. - Если Вы хотите включить в счет доставку, напишите точный адрес доставки в комментариях к заказу.
Пошаговая инструкция по заполнению бланка заказа мебельных деталей
- В графе «Заказчик» необходимо указать полное наименование юридического лица или Ф.И.О. заказчика.
- В графе «Телефон» необходимо указать контактный телефон заказчика с правильным кодом города/мобильного оператора.
- В графе «ЛДСП» Вы выбираете из перечня интересующий декор плитного материала и его толщину.
- В полях «Толстая кромка 1-2 мм(V2)» и «Тонкая кромка 0,4-0,6 мм(V0,4)» кромочный материал подбирается автоматически, в цвет выбранного ранее плитного материала. В случае если Вам необходим иной цвет кромочного материала, имеется возможность осуществить выбор производителя и цвета вручную из выпадающего списка в желтом поле, с внесенным словом «автоподбор».

- Переходим к заполнению параметров необходимых мебельных деталей.
ВАЖНО:
• во всех полях кроме поля «Обработка детали (Эскиз)» вносятся только цифровые показатели;
• все размеры мебельных деталей указывайте без учета кромочного материала;
• в случае заказа присадки изделия, одинаковые по размерам детали, не требующие различной присадки, заполняются в отдельные строки и с разными порядковыми номерами, в том числе левые и правые детали. - В случае если в заказе на изготовление мебельных деталей предполагаются типовые пазы, то в поле «пазы 4 мм» необходимо выбрать из перечня размер отступа от края детали.
- В первой колонке «Обработка детали (Эскиз)» необходимо выбрать из перечня «П» или «ФП».
«П» — присадка (без фрезеровки). Присаживаются отверстия диаметром 5, 8, 10, 15, 20, 35 мм;
«ФП» — фрезеровка-присадка (вырез, выпил, радиусы, сложные скосы, не типовые пазы). Фрезеруются отверстия диаметром более 35 мм.
Фрезеруются отверстия диаметром более 35 мм. - В колонках «Длина детали» и «Ширина детали» необходимо указать размеры по длине и ширине детали в мм.
- В колонке «Количество деталей» необходимо указать количество деталей в штуках.
- В колонке «Скосы» указывается количество скосов, которые необходимо выполнить на каждой из деталей указанной в стоке. В случае если скосы не нужны, указывать ничего не надо.
- Кромление деталей.
Раздел «Количество сторон детали, обработанных кромкой и/или имеющих паз 4 мм» поделен на 2 колонки «по длине» и «по ширине», которые, в свою очередь, делятся на 2 толщины кромочного материала:
— «V2»;
— «V0,4».
Таким образом, на простых деталях (без сложных радиальных контуров), чьи стороны необходимо закромить, в соответствующих колонках «V2» и/или «V0,4» необходимо указать цифру 1 или 2, в зависимости от количества сторон подлежащих кромлению. В случае если кромить не нужно, указывать ничего не надо.
- В случае если деталь имеет сложный радиальный контур, требующий кромления необходимо указать цифру 1 или 2, в зависимости от количества сторон подлежащих кромлению по длине и ширине в столбцах «В том числе кол-во сторон детали со сложным контуром, требующих кромления».
- Столбцы «Паз» по длине и ширине.
Существует 2 типовых проходных паза (от начала до конца детали) шириной 4 мм, глубиной 8 мм:
— Первый – 12 мм от края детали, включая кромочный материал
— Второй – 16 мм от края детали, включая кромку.
Такие пазы необходимо отмечать цифрами 1,2,3,4… по количеству пазов в колонке «Паз» по той стороне (длина и/или ширина), где он проходит. - Если паз не попадает под параметры типового, то Вам необходимо в колонке «Обработка детали (Эскиз)» выбрать из перечня «ФП» для соответствующего порядкового номера детали.
- Смотрим расчет стоимости заказа. Под таблицей параметров мебельных деталей располагается полная спецификация вашего заказа и общая стоимость заказа, которая считается автоматически.

- Вносим комментарии. В поле «Ваши комментарии» Вы можете внести все свои пожелания и пояснения, в целях ускорения обработки заказа и во избежание недопонимания.
Сроки изготовления
Срок выполнения заказа от 7 до 10 рабочих дней, при условии:
- Плитный и кромочный материал входит в складскую программу компании и на момент заказа находится в наличии.
- При плановой загрузке производства. В моменты сверхплановой загрузки производства сроки уточняйте у менеджера.
Срочный распил — в течение 2-х рабочих дней, с наценкой на производственные услуги 30%
Сроки изготовления мебельных деталей для частных лиц оговариваются отдельно при оформлении заказа.
Способы оплаты
- в кассе офиса продаж наличными или банковской картой.
- перевод с расчетного счета на расчетный счет. В назначении платежа необходимо указать «Оплата по счету №___ от дд.
 мм.гг за ___ (указать услугу, прописанную в счете)»
мм.гг за ___ (указать услугу, прописанную в счете)»
Важно: Оплату заказов на карты сотрудников мы не принимаем!
Способы доставки
Компания Мебеталь предоставляет услугу доставки готовых заказов по Москве и Московской области.
- Самовывоз
- Служба доставки Мебеталь. Подробнее о ценах и географии доставки в разделе Доставка.
ДСП: производство, ламинирование и облицовка
Перейти к содержимому
Дефицит натуральной древесины для производства недорогой мебели стал причиной появления в середине прошлого века древесно-стружечных плит. Этот относительно дешевый вид пиломатериалов сегодня известен каждому домовладельцу.
Европейские страны в 40 годах прошлого столетия использовали для изготовления мебели фанеру и дерево, но столкнулись с подорожанием и недостаточными поставками этих материалов на свои фабрики. Немецкий инженер Макс Химмельхебер несколько лет работал над созданием прочного и доступного по цене композитного материала. По разработанной им технологии, для создания ДСП использовали древесные опилки и фенольные смолы.
Немецкий инженер Макс Химмельхебер несколько лет работал над созданием прочного и доступного по цене композитного материала. По разработанной им технологии, для создания ДСП использовали древесные опилки и фенольные смолы.
ГОСТ 10632 89 регламентирует содержание свободного формальдегида в 100 гр. плиты ДСП класса Е1 – до 10 мг, класса Е2 – до 30 мг.
Производство состоит из нескольких этапов:
- производство опилок;
- сортировка и просушка сырья;
- соединение стружки с клеем;
- формирование ковра;
- горячее прессование плит;
- охлаждение;
- шлифовка и раскрой;
- упаковка.
- Получение стружки
Для опилок используют любые отходы пиломатериалов. Неделовая древесина освобождается от коры, режется на метровые отрезки и помещается в бассейн для гидрообработки. Стружка в станках нарезается параллельно древесным волокнам из полуметровых отрезков. Более половины в составе ДСП составляет крупная стружка, из нее формируют средний из трех слоев. Наружные слои состоят из более мелкой стружки высокого качества. Нарезанная стружка поступает в специальные мельницы, где молотками расщепляется по ширине и становится более гладкой.
Наружные слои состоят из более мелкой стружки высокого качества. Нарезанная стружка поступает в специальные мельницы, где молотками расщепляется по ширине и становится более гладкой.
- Сушка
В специальные бункеры для сбора стружки поступают опилки и с деревообрабатывающих предприятий. Для просушивания стружка поступает по транспортеру в установку, где перемешивается и продувается горячим воздухом. Крупные частицы отделяются от нормальных и возвращаются в измельчитель.
- Формирование ковра из стружки и клея
Сухая стружка дозировано поступает в смеситель, туда же подается клей – синтетическая смола. Чтобы клей равномерно покрывал стружку, его распыляют с помощью сжатого воздуха. Стружка, покрытая клеем располагается на вибрирующий транспортер.
- Прессование и охлаждение
Формирование ковра происходит на четырех холодных прессах:
- нижний слой ковра формируется в первом;
- второй и третий пресс формируют второй слой из крупной стружки;
- в четвертом прессе образуется третий, наружный слой ковра.

Далее ковер из трех слоев попадает на уплотняющий пресс, толщина композита уменьшается втрое. Разогретый и увлажненный ковер поступает под горячий пресс. Температура в камере составляет 150 градусов Цельсия, а давление – 20 кг на каждый квадратный сантиметр ковра.
Влага, быстро испаряясь под давлением, образует паровой удар. Пар проникает в каждый слой ковра, сокращая его пребывание под прессом.
Когда процесс прессования заканчивается, горячая плита охлаждается потоком холодного воздуха. Готовая плита подвергается шлифовке.
Ламинированная ДСП (ЛДСП)
Благодаря ламинированию плита получает облицовку и не нуждается в дальнейшей отделке. Процесс ламинирования непрост и состоит из нескольких этапов:
- подготовка поверхности и бумаги;
- создание пакетов;
- ламинирование под прессом.
Подготовка
Отшлифованная поверхность плиты шпаклюется и подвергается шлифовке вновь. Для ламинирования используется сульфатная, сульфитная и отделочная бумага. Она может быть однотонной или имитирующей поверхность дерева. Метод глубокой печати позволяет получить трехцветный рисунок. Перед ламинированием бумагу пропитывают смолами на специальных станках. Смолы впитываются в бумагу, полностью удаляя воздух с ее поверхности. Начала вязкая жидкость покрывает одну сторону бумаги, воздух выходит с другой стороны, потом бумага погружается в смолистое вещество полностью. Пропитанную смолой бумагу сушат в конвекционной камере.
Она может быть однотонной или имитирующей поверхность дерева. Метод глубокой печати позволяет получить трехцветный рисунок. Перед ламинированием бумагу пропитывают смолами на специальных станках. Смолы впитываются в бумагу, полностью удаляя воздух с ее поверхности. Начала вязкая жидкость покрывает одну сторону бумаги, воздух выходит с другой стороны, потом бумага погружается в смолистое вещество полностью. Пропитанную смолой бумагу сушат в конвекционной камере.
Создание пакетов
Перед загрузкой в пресс формируется пакет из следующих слоев:
- лист ДСП;
- бумажная основа в виде больших листов с обеих сторон листа;
- декоративный и отделочный слои укладываются только на лицевую сторону листа;
- листы металла.
В установку для ламинирования загружают несколько пакетов, между ними прокладывают асбестовые прокладки.
Ламинирование плит ДСП под прессом
Плиты в пакетах укладывают под гидравлический пресс, где в течение 15 минут они подвергаются воздействию температуры 135-210 градусов Цельсия, а давление в установке – 25-28 мПа.
Ламинирование на разных предприятиях производят по двум технологиям:
- с применением водяного пара;
- без пара.
Завершает процесс охлаждение, упаковка, складирование.
Другие способы облицовки
Каширование – то же ламинирование, но происходит проще и быстрее. Поверхность плиты покрывается клеем, на нее укладывается бумага, пропитанная смолами, разравнивается вальцами. После этого плита отправляется под холодный или горячий пресс.
Поверхность ДСП покрывают пленками из ПВХ, но такая облицовка больше подвержена механическим повреждениям. Еще один вид облицовки – покрытие натуральным шпоном, процесс аналогичен кашированию.
Все плиты ДСП кажутся одинаковыми, но они подразделяются на виды и сорта, могут быть огне- и водостойкими. Плиты относительно недороги, имеют гладкую поверхность, прочны: не усыхают и не скручиваются, поэтому являются универсальным материалом для производства мебели.
Видеоматериал «Производство мебельного ДСП»:
Похожая запись
You missed
Adblock
detector
ДСП — перспективы развития российской промышленности
Свое мнение о российском производстве ДСП и его конкуренции с импортной продукцией мы попросили высказать ведущего специалиста по деревообрабатывающей индустрии Яна Наумовича Цыпина.
Сначала несколько слов о промышленном производстве ДСП. Изготовление ДСП началось еще в 30-е годы с экспериментальных разработок швейцарских технологов. Первые промышленные установки для массового производства ДСП были пущены сразу после второй мировой войны в США, Канаде, в Австрии, Германии, в Скандинавских странах. Причем везде почти одновременно – послевоенное восстановление и бурный экономический рост требовал массового производства дешевой корпусной мебели. ДСП тут оказалась как нельзя кстати. В Советском Союзе первые отечественные установки по выпуску древесно-стружечной плиты появились в конце 50-х годов. Так называемая линия «СП-25» в Подрезково – первое советское производство ДСП – была укомплектована полностью отечественным оборудованием. Эта линия проработала не один десяток лет благодаря высокому уровню специалистов и толковому руководству. Производили там только необлицованную плиту, и по объему производства линия была далеко не самой крупной. Но при хорошем обслуживании продукция выпускалась вполне приемлемая.
ДСП тут оказалась как нельзя кстати. В Советском Союзе первые отечественные установки по выпуску древесно-стружечной плиты появились в конце 50-х годов. Так называемая линия «СП-25» в Подрезково – первое советское производство ДСП – была укомплектована полностью отечественным оборудованием. Эта линия проработала не один десяток лет благодаря высокому уровню специалистов и толковому руководству. Производили там только необлицованную плиту, и по объему производства линия была далеко не самой крупной. Но при хорошем обслуживании продукция выпускалась вполне приемлемая.
Однако общий уровень технологии всегда отставал от европейского. И как только появлялась возможность, производители стремились приобрести иностранное оборудование. Кроме технологических резонов, была и важная организационная причина, заставлявшая предприятия закупать импортные линии. Дело в том, что у нас нет и никогда не было единого отечественного поставщика комплектного оборудования для производства древесно-стружечных плит.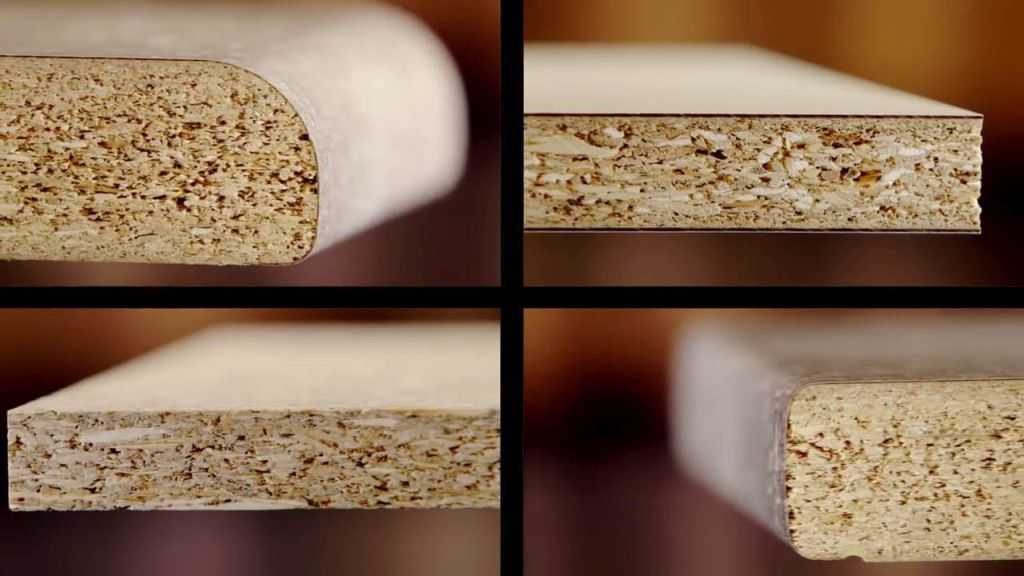 Каждый поставщик отвечал за свой участок технологической цепочки. Так, например, в Днепропетровске изготавливали пресс, в Новозыбково – стружечные станки. Но единого генерального поставщика нет и не было. А ведь известно, что при такой организации хорошего результата добиться трудно.
Каждый поставщик отвечал за свой участок технологической цепочки. Так, например, в Днепропетровске изготавливали пресс, в Новозыбково – стружечные станки. Но единого генерального поставщика нет и не было. А ведь известно, что при такой организации хорошего результата добиться трудно.
Другое дело на Западе. Там очень высокая степень кооперации и генеральный поставщик всегда один. Поставщик отвечает за все позиции оборудования, в том числе за те, которые сам непосредственно не изготавливает, а закупает у третьих фирм. Эти третьи фирмы специализируются на отдельных элементах, технологиях, планировочных схемах.
Поэтому основные производители начинали еще на советском оборудовании, работали достаточно успешно, но всегда стремились закупить западное оборудование у единого поставщика. Таким единым поставщиком, генподрядчиком для многих предприятий стали немецкие фирмы «BISON- WERKE», «SIEMPELKAMP». В частности, заводы в Шатуре и Электрогорске купили у фирмы «BISON» комплектные линии по производству ДСП традиционным способом с многоэтажными тактовыми прессами. Фирма-поставщик получала деньги и отвечала за все: выдавала все гарантии, принимала все претензии. Она же полностью руководила монтажом, пусконаладкой и потом в процессе эксплуатации, если возникали какие-то проблемы, присылала из Германии специалистов разного профиля. Монтажники, электрики, технологи, техдокументация – все это было от фирмы-поставщика.
Фирма-поставщик получала деньги и отвечала за все: выдавала все гарантии, принимала все претензии. Она же полностью руководила монтажом, пусконаладкой и потом в процессе эксплуатации, если возникали какие-то проблемы, присылала из Германии специалистов разного профиля. Монтажники, электрики, технологи, техдокументация – все это было от фирмы-поставщика.
Уже в середине 80-х годов ДОК-3 (Москва) закупил у «BISON- WERKE» уникальную линию непрерывного способа производства ДСП. Обычно сначала производят плиту, потом кондиционируют, шлифуют и лишь затем в отдельном цехе ее ламинируют, кашируют. А при непрерывном производстве все делается одновременно: производство ДСП и тут же облицовка декоративными пленками – все за один цикл.
Аналогичная история с линиями облицовки ДСП. Долгое время отечественную плиту вообще не ламинировали. Ее облицовывали натуральным шпоном, шлифовали, лакировали и все на отечественном оборудовании. Потом, в начале 70-х годов, Минлеспрому СССР удалось получить финансирование и он закупил сразу девять линий ламинирования ДСП. Эти линии были закуплены тоже у «BISON-WERKE». До этого крупномасштабной технологии производства облицованных плит у нас не было.
Эти линии были закуплены тоже у «BISON-WERKE». До этого крупномасштабной технологии производства облицованных плит у нас не было.
Характерно, многие заводы имели полный цикл производства. В частности, немецкие линии были укомплектованы установками по печати декоративных пленок. Как правило, это были печатные машины немецкой фирмы «KOHSICK» или итальянские печатные машины.
В комплекты входили также установки по пропитке декоративной бумаги смолами фирмы «VITS». В основном использовали немецкую фоновую бумагу без печати и декоров, хотя имелось отечественное производство бумаги в Херсоне и Пензе. Использование импортной бумаги объясняется низким качеством отечественной, в частности херсонской. Эта бумага по всем основным показателям не соответствовала уровню элементарных требований: была разноплотной, что ухудшало качество пропитки.
Тем не менее, по всему СССР были созданы полные циклы производства древесных плит. Только в Московской области полный комплект оборудования для производства ДСП имеется в Электрогорске, Подрезково, Шатуре и на Сходне. Например, ламинирование происходит на предприятиях Сходни, Подрезково, Электрогорска и Шатуры, Сергиева Посада. ДОК-3 также имел технологию ламинирования, но сейчас ее реально не использует. Предприятия в Московской области, конечно, не единственные в стране. Я о них рассказываю как о наиболее крупных. Вывод из всей этой истории такой. Во времена СССР было куплено около 100 комплектных заводов по производству древесных плит. В среднем один комплект оборудования стоил около 30–35 млн. немецких марок. Индустрия была создана колоссальная. После распада Союза вне России осталось около 20% производственных мощностей (в основном на Украине, в Прибалтике, Грузии, Казахстане, в Ташкенте). Теоретически на территории России сейчас могло бы работать около 80 заводов по производству древесных плит (волокнистых и стружечных). Реально работает менее половины. Причины простоя разные: проблемы с финансами, невысокое качество.
Например, ламинирование происходит на предприятиях Сходни, Подрезково, Электрогорска и Шатуры, Сергиева Посада. ДОК-3 также имел технологию ламинирования, но сейчас ее реально не использует. Предприятия в Московской области, конечно, не единственные в стране. Я о них рассказываю как о наиболее крупных. Вывод из всей этой истории такой. Во времена СССР было куплено около 100 комплектных заводов по производству древесных плит. В среднем один комплект оборудования стоил около 30–35 млн. немецких марок. Индустрия была создана колоссальная. После распада Союза вне России осталось около 20% производственных мощностей (в основном на Украине, в Прибалтике, Грузии, Казахстане, в Ташкенте). Теоретически на территории России сейчас могло бы работать около 80 заводов по производству древесных плит (волокнистых и стружечных). Реально работает менее половины. Причины простоя разные: проблемы с финансами, невысокое качество.
Еще один важный вывод. Начиная с середины 70-х годов отечественная ламинированная плита в достаточном объеме производилась на предприятиях СССР. Практически внутренний спрос на ДСП был удовлетворен. Облицованная, ламинированная плита для производства мебели перестала быть проблемой.
Практически внутренний спрос на ДСП был удовлетворен. Облицованная, ламинированная плита для производства мебели перестала быть проблемой.
Качество отечественной ДСП требует особых пояснений. Еще в начале становления отечественной индустрии ДСП наша плита часто не соответствовала мировым стандартам по многим показателям. Но вполне удовлетворяла требованиям ГОСТа. «Фокус» здесь в том, что по существу в ГОСТе были записаны те требования, которые реально могли выдержать существовавшие тогда заводы. Требования ГОСТа формировались не исходя из мировых требований и не из каких-то теоретических соображений о возможностях предприятий, а сугубо из фактического качества уже производимой ими плиты. Потребитель же подстраивался как мог под выпускаемую продукцию и, конечно, при отсутствии рынка напрямую не мог повлиять на производителя мебели и ДСП. Однако советский потребитель был вполне адаптирован к существующему производству.
Необходимо одно важное замечание относительно качества российской ДСП. Существует мнение, что состав сырья сильно влияет на качество плиты. В Европе для производства ДСП принято использовать только 8–10% стружки лиственных пород, а остальное – стружка хвойных пород. В России же наоборот: большую часть сырья для ДСП составляют лиственные породы.
Существует мнение, что состав сырья сильно влияет на качество плиты. В Европе для производства ДСП принято использовать только 8–10% стружки лиственных пород, а остальное – стружка хвойных пород. В России же наоборот: большую часть сырья для ДСП составляют лиственные породы.
Я считаю, что такая разница в составе сырья не может объяснять различие в качестве отечественной и импортной плиты. Состав и качество исходного сырья в принципе особой роли не играют. Дело в том, что состав сырья для производства отечественной плиты был известен заранее, еще на этапе разработки технологических инструкций. Сначала была проведена исследовательская работа, которая показала возможность использования таких сырьевых материалов, а потом уже организовано производство.
Наши нормативные технологические документы разработаны на основе лабораторных испытаний отечественного сырья с учетом возможности существующего оборудования. Поэтому при соблюдении технологических требований состав сырья не должен влиять на качество готовой продукции. Считаю, что доля лиственных пород – это не какая-то серьезная проблема. Есть два гораздо более важных фактора, влияющих на качество производимой в России плиты. Во-первых, это состояние оборудования, которое на многих заводах уже сильно изношено. Во-вторых, низкое качество связующих смол.
Считаю, что доля лиственных пород – это не какая-то серьезная проблема. Есть два гораздо более важных фактора, влияющих на качество производимой в России плиты. Во-первых, это состояние оборудования, которое на многих заводах уже сильно изношено. Во-вторых, низкое качество связующих смол.
Каковы же причины закупок импортной плиты, когда отечественной, казалось бы, в избытке?
На мой взгляд, есть три основные причины, побуждающие мебельщиков завозить импортную ДСП. Первая причина – возможность закупки плиты разных толщин. Вторая причина – более широкая декоративная гамма, разнообразие фактур, рисунков и цветов. Третья причина – требования по токсичности. Во многих случаях нельзя делать мебель из ДСП с классом эмиссии формальдегида выше чем Е-1. (По показателям токсичности в мебельной промышленности применяются плиты с эмиссией формальдегида класса Е-1, то есть содержание формальдегида на 100 г абсолютно сухой плиты не должно превышать 10 миллиграмм. Это международный стандарт и одновременно требования ГОСТа 10632. ) Отечественные производители ДСП часто нарушают ограничения по эмиссии формальдегида, что и заставляет мебельщиков закупать импортную плиту.
) Отечественные производители ДСП часто нарушают ограничения по эмиссии формальдегида, что и заставляет мебельщиков закупать импортную плиту.
Возможность закупать плиту любой толщины – от 8 до 38 мм также привлекает производителей мебели. У нас же довольно трудно найти отечественную плиту с широким диапазоном толщин.
Есть еще второстепенные фак-торы, но они не играют серьезной роли при решении вопроса об импорте. Например, у импортной плиты меньше плотность при одинаковых физико-механических параметрах с отечественной. Это, в частности, приводит к меньшему износу режущего инструмента при раскрое.
Итак, каково современное состояние отечественных заводов по производству ДСП? Прежде всего у этих заводов новые владельцы и они живут по-разному. Некоторые заводы простаивают, а некоторые работают с полной загрузкой и находят средства на реконструкцию и закупку нового оборудования. Раньше, например, можно было купить вполне достойные стружечные станки в Новозыбково Брянской области (нынешняя Чернобыльская зона). После Чернобыльской катастрофы завод попал в зону эвакуации и предприятие, по существу, умерло. Теперь приходится покупать станки у HOMBAK, но это уже совсем другие расходы.
После Чернобыльской катастрофы завод попал в зону эвакуации и предприятие, по существу, умерло. Теперь приходится покупать станки у HOMBAK, но это уже совсем другие расходы.
Однако перспективы для обновления парка оборудования есть. Например, завод в Электрогорске проводит широчайшую реконструкцию. Предприятия в Шатуре и Подрезково содержат оборудование в надлежащем состоянии. Некоторые предприятия вложили в оборудование и реконструкцию по 2–3 млн. долларов и даже больше. Хотя новый комплектный завод ДСП по-моему никто не приобретал.
Сегодня ДСП не первая необходимость. В общем на рынке имеется некоторый баланс: желающие могут использовать отечественную плиту, а кого не устраивает ассортимент или качество, могут купить импортную ДСП. И поэтому значительных целенаправленных инвестиций в развитие производства ДСП никто сегодня не делает. ДСП производят в России в принципе достаточно. Кого не удовлетворяет отечественное качество, тот закупает в Польше, Австрии или Германии.
Нельзя сказать, что наша ДСП плохая, что отрасль умирает. Мебельная промышленность сегодня динамично развивается, следовательно, развивается и рынок материалов. Нельзя также сказать, что из отечественной ДСП делают мебель низкого качества. Она среднего уровня по дизайну, по комплектации, разнообразию, но качество вполне приемлемое. Запросы массового потребителя определяет и качество мебели. Причем не только дешевая, но и дорогая мебель делается из отечественного ДСП. Например, в Шатуре, в Воронеже, в Энгельсе делают элитную, современную мебель, которую никак нельзя назвать массовой. Конечно, и цены соответственные. В основном наши мебельщики могут не краснеть за свою мебель – она вполне достойна мирового урроводит широчайшую реконструкцию. Предприятия в Шатуре и Подрезково содержат оборудование в надлежащем состоянии. Некоторые предприятия вложили в оборудование и реконструкцию по 2–3 млн. долларов и даже больше. Хотя новый комплектный завод ДСП по-моему никто не приобретал.
Мебельная промышленность сегодня динамично развивается, следовательно, развивается и рынок материалов. Нельзя также сказать, что из отечественной ДСП делают мебель низкого качества. Она среднего уровня по дизайну, по комплектации, разнообразию, но качество вполне приемлемое. Запросы массового потребителя определяет и качество мебели. Причем не только дешевая, но и дорогая мебель делается из отечественного ДСП. Например, в Шатуре, в Воронеже, в Энгельсе делают элитную, современную мебель, которую никак нельзя назвать массовой. Конечно, и цены соответственные. В основном наши мебельщики могут не краснеть за свою мебель – она вполне достойна мирового урроводит широчайшую реконструкцию. Предприятия в Шатуре и Подрезково содержат оборудование в надлежащем состоянии. Некоторые предприятия вложили в оборудование и реконструкцию по 2–3 млн. долларов и даже больше. Хотя новый комплектный завод ДСП по-моему никто не приобретал.
Технология изготовления ДСП (23 слайда)
Слайд 1
Тема: Технология изготовления ДСП
Цель: Изучить технологию изготовления ДСП.
Слайд 2
Изучение нового материала
Слайд 3
Считается, что прародителем ДСП был Эрнст Хаббард,
предложивший идею создания нового, ранее неизвестного науке
материала из опилок и казеинового клея. В далеком 1887 году
Хаббард воплотил свои мечты в реальность и представил на суд
общественности первый прототип ДСП. Разработки
изобретателя пришлись по вкусу его коллегам, и уже в 1918 году
была создана еще одна экспериментальная модель — плита,
отделанная шпоном.
Слайд 4
Технология изготовления
ДСП делают из прессованной крупной древесной стружки с
добавлением в качестве связующего вещества термореактивной
синтетической смолы.
Полноценным сырьем для ДСП является любая малоценная
древесина, как хвойных, так и лиственных пород. Использование
круглой древесины сокращается за счет использования таких
материалов, как щепа, опилки и вторичная древесина. Часто в
производство ДСП идут все виды сырья одновременно, или в
смешанных видах. Наличие гидрофобизирующих,
антисептических и других добавок обуславливает прочность и
долговечность материала.
Наличие гидрофобизирующих,
антисептических и других добавок обуславливает прочность и
долговечность материала.
Слайд 5
Для подготовки сырья используют промышленные
измельчители или дробилки, например, как эта молотковая
дробилка ДМР-600-10-55 (ссылка на сайт производителя). Это
маленькая дробилка, на крупных производствах используют
побольше, но принцип такой же.
Слайд 6
Для сортировки используют различные вибросита.
Изготовленная сырая стружка хранится в бункерах, куда
подается системой пневмотранспорта или механическими
транспортерами. Из бункеров сырая стружка подается в
сушилки.
Слайд 7
Сушка сырья
Для сушки стружки используют сушильные комплексы, на
подобие этого. Сушить стружку необходимо до влажности 4—
6%, а для внутреннего слоя — до 2—4%. Поэтому стружку
разных слоев сушат в отдельных сушилках. В производстве
ДСП используются, как правило, конвективные сушилки
барабанного типа. В топке сушилки сжигается газ или мазут,
температура в ней 900 -1000° С. на входе в барабан. Температура сушильного агента достигает 450—550° С, на
выходе она от 90 до 120° С. Барабан имеет диаметр 2,2 м и
длину 10 м, устанавливается он с наклоном в 2 — 3° в сторону
входа сырой стружки.
В топке сушилки сжигается газ или мазут,
температура в ней 900 -1000° С. на входе в барабан. Температура сушильного агента достигает 450—550° С, на
выходе она от 90 до 120° С. Барабан имеет диаметр 2,2 м и
длину 10 м, устанавливается он с наклоном в 2 — 3° в сторону
входа сырой стружки.
Слайд 8
Слайд 9
3.Осмоление
Получение осмолённой стружки, происходит в смесителях
непрерывного действия, в которых связующее распыляется
через ряд форсунок, каждая связана с дозировочным насосом. Осмолённая стружка с помощью шнекового
вала продвигается в другую зону, где перемешивается
лопастями.
Слайд 10
Формирование ковра осуществляется при помощи
формующих машин. Машины укладывают осмоленную стружку
в форму. При этом формирование может быть одно- двух- и
трехслойным. Трехслойное формирование ковра характерно для
предприятий, использующих старое оборудование. При
использовании такого оборудования внутренний слой делается
из крупной стружки, а наружные — из очень мелкой. Трехслойное
ДСП на срезе имеет ярко выраженные наружные слои.
В современном оборудовании используется однослойная
укладка, когда размер стружки меняется постепенно – от самой
крупной в середине до самой мелкой по краям.
Трехслойное
ДСП на срезе имеет ярко выраженные наружные слои.
В современном оборудовании используется однослойная
укладка, когда размер стружки меняется постепенно – от самой
крупной в середине до самой мелкой по краям.
Слайд 11
Стружечный ковер — это непрерывная лента определенной
ширины и толщины. Он разделяется на пакеты, из которых и
образуются в последующем при горячем прессовании плиты. Естественно, что равномерность насыпки ковра прямым
образом влияет на качество плит (равноплотность,
равнотолщинность).
Слайд 12
Слайд 13
5. Прессование
Прессование и склеивание древесно-стружечных плит
осуществляется в термопрессах, которое производится при
180°С и удельном давлении 2,5—3,5 МПа. Продолжительность
прессования 0,3—0,35 мин на 1 мм толщины плиты.
Различают два типа прессования — плоское и экструзионное.
При плоском прессовании усилие пресса направлено
перпендикулярно пласти плиты. В этом случае стружка
располагается параллельно пласти, что несколько повышает
механическую прочность ДСП (хотя существуют и
противоположные мнения).
В этом случае стружка
располагается параллельно пласти, что несколько повышает
механическую прочность ДСП (хотя существуют и
противоположные мнения).
Слайд 14
При экструзионном прессовании давления пресса направлено
на кромку плиты, а стружка располагается перпендикулярно
направлению пласти. Механическая прочность плиты на изгиб в
этом случае ниже.
Слайд 15
6. Охлаждение и обрезка плит ДСП
Спресованные листы ДСП подвергаются обрезке под заданный
торговый формат. Обрезание листа может происходить на
горячую, сразу из под пресса или после его охлаждения. Таким
образом разделяют горячую и холодную обрезку. Чаще используют холодную
обрезку.
Необходимость охлаждения плит ДСП связана с тем, что
после выгрузки из термопресса они, во-первых, имеют очень
высокую температуру, а во-вторых — достаточно большую
разбежку по той же температуре и влажности. Влажность
внешних слоев составляет около 2—4%, при том что внутренние
слои ДСП содержат в это время около 10—13% влаги. Разница в
температуре же может составлять порядка 80 градусов по Цельсию (105
снаружи и до 180 внутри). Такие градиенты являются источником внутренних
напряжений. При дальнейшей обработке горячей плиты эти напряжения могут
привести к ее деформации.
Разница в
температуре же может составлять порядка 80 градусов по Цельсию (105
снаружи и до 180 внутри). Такие градиенты являются источником внутренних
напряжений. При дальнейшей обработке горячей плиты эти напряжения могут
привести к ее деформации.
Слайд 16
Охладитель
Слайд 17
Обрезка
Слайд 18
6.Финишная обработка ДСП, шлифование поверхности и торцов.
Шлифовальные машины на производстве ДСП бывают:
четырехголовочные, шестиголовочные, восьмиголовочные.
Преимущества большего количества головок это – качество
шлифования. Чем больше головок тем лучше качество
шлифования, но и больше потребление электричества,
шлифовальной ленты.
Слайд 19
Слайд 20
Слайд 21
7. Упаковка плит ДСП на паллеты
В соответствии с требованиями стандарта плиты
сортируются, а затем или раскраиваются на заготовки для
мебельных щитов, или отправляются потребителям
полноформатными.
Слайд 22
Общее, транспортировка, конвейер
Слайд 23
Задание для работы дома
Учить конспект лекции
Оценка потенциала комбинированного производства и управления энергией в узлах промышленной энергетики. Анализ завода по производству древесностружечных плит
Автор
Перечислено:
- Хальмшлагер, Верена
- Хофманн, Рене
Зарегистрировано:
Abstract
Для минимизации энергопотребления в современной промышленности необходимы комплексные решения по энергоэффективности. Energy Hub — это многообещающая концепция оптимального управления энергопотреблением промышленных систем с несколькими энергоносителями, такими как электричество, тепло или газ. Однако большая часть исследований, проводимых в этой области, сосредоточена на оптимальном управлении энергопотреблением и не рассматривает планирование продукта в производственных процессах. Тем не менее, включение планирования производства в оптимизацию энергопотребления производственных процессов может значительно повысить энергоэффективность, особенно если задействованы периодические процессы. В этой работе определяется потенциал комбинированного планирования энергии и производства в промышленных энергетических центрах с использованием процесса производства древесно-стружечных плит в качестве варианта использования. Завод по производству древесно-стружечных плит включает в себя комбинированный теплоэлектроцентраль, агрегаты для производства и имеет две потребности в централизованном теплоснабжении в качестве внешних потребностей. Общая структура моделирования и оптимизации, основанная на смешанно-целочисленном линейном программировании, используется для моделирования и оптимизации различных сценариев. Результаты показывают, что планирование выпуска продукции оказывает значительное влияние на управление энергопотреблением завода по производству древесно-стружечных плит: потребность в энергии для производственных единиц может быть снижена примерно на 30 %.
Тем не менее, включение планирования производства в оптимизацию энергопотребления производственных процессов может значительно повысить энергоэффективность, особенно если задействованы периодические процессы. В этой работе определяется потенциал комбинированного планирования энергии и производства в промышленных энергетических центрах с использованием процесса производства древесно-стружечных плит в качестве варианта использования. Завод по производству древесно-стружечных плит включает в себя комбинированный теплоэлектроцентраль, агрегаты для производства и имеет две потребности в централизованном теплоснабжении в качестве внешних потребностей. Общая структура моделирования и оптимизации, основанная на смешанно-целочисленном линейном программировании, используется для моделирования и оптимизации различных сценариев. Результаты показывают, что планирование выпуска продукции оказывает значительное влияние на управление энергопотреблением завода по производству древесно-стружечных плит: потребность в энергии для производственных единиц может быть снижена примерно на 30 %. Тем не менее, этот потенциал можно использовать только в том случае, если конструкция процесса адаптирована и избыточное тепло используется надлежащим образом.
Тем не менее, этот потенциал можно использовать только в том случае, если конструкция процесса адаптирована и избыточное тепло используется надлежащим образом.
Предлагаемое цитирование
Обработчик: RePEc:eee:energy:v:226:y:2021:i:c:s0360544221006642
DOI: 10.1016/j.energy.2021.120415
как
HTMLHTML с абстрактным простым текстом обычный текст с абстрактнымBibTeXRIS (EndNote, RefMan, ProCite)ReDIFJSON
Скачать полный текст от издателя
URL-адрес файла: http://www.sciencedirect.com/science/article/pii/S0360544221006642Ограничение на загрузку: Полный текст только для подписчиков ScienceDirect
URL-адрес файла: https://libkey.
 io/10.1016 /j.energy.2021.120415?utm_source=ideas
io/10.1016 /j.energy.2021.120415?utm_source=ideas Ссылка LibKey : если доступ ограничен и если ваша библиотека использует эту услугу, LibKey перенаправит вас туда, где вы можете использовать свою библиотечную подписку для доступа к этому элементу
—>
Поскольку доступ к этому документу ограничен, вы можете поискать другую его версию.
Каталожные номера указаны в IDEAS
как
HTMLHTML с абстрактным простым текстомпростой текст с абстрактнымBibTeXRIS (EndNote, RefMan, ProCite)ReDIFJSON
- Ганбари, Али и Карими, Хамид и Джадид, Шахрам, 2020 г. » Оптимальное планирование и эксплуатация сетевых микросетей с несколькими операторами с учетом многоэнергетических узлов в распределительных сетях ,» Энергия, Эльзевир, том. 204 (С).
- Ракипур, Давуд и Барати, Хасан, 2019 г.
« Вероятностная оптимизация работы энергоузла с участием возобновляемых источников энергии и реагированием на спрос «,
Энергия, Эльзевир, том.
 173(С), страницы 384-399.
173(С), страницы 384-399. - Мохаммади, Мохаммад и Нуроллахи, Юнес и Мохаммади-ватлоо, Бехнам и Юсефи, Хоссейн, 2017 г. » Energy Hub: от модели к концепции – обзор ,» Обзоры возобновляемых и устойчивых источников энергии, Elsevier, vol. 80(С), страницы 1512-1527.
- Мохаммади, Мохаммад и Нуроллахи, Юнес и Мохаммади-ватлоо, Бехнам и Хоссейнзаде, Мехди и Юсефи, Хоссейн и Хорасани, Сасан Торабзаде, 2018 г. « Оптимальное управление энергетическими центрами и интеллектуальными энергетическими центрами — обзор », Обзоры возобновляемых и устойчивых источников энергии, Elsevier, vol. 89(С), страницы 33-50.
Полные ссылки (включая те, которые не соответствуют элементам в IDEAS)
Цитаты
Цитаты извлекаются проектом CitEc, подпишитесь на его RSS-канал для этого элемента.
как
HTMLHTML с абстрактным простым текстомпростой текст с абстрактнымBibTeXRIS (EndNote, RefMan, ProCite)ReDIFJSON
Процитировано:
- Ли, Хунчэн и Ян, Дэн и Цао, Хуацзюнь и Гэ, Вэйвэй и Чен, Эрхенг и Вэнь, Сюаньхао и Ли, Чунбо, 2022 г.
 » Моделирование поведения энергопотребления на основе гибридной сети Петри на основе данных для цифрового двойника энергоэффективной производственной системы ,»
Энергия, Эльзевир, том. 239(ПК).
» Моделирование поведения энергопотребления на основе гибридной сети Петри на основе данных для цифрового двойника энергоэффективной производственной системы ,»
Энергия, Эльзевир, том. 239(ПК). - Юстина Смагович и Цезарий Швед, Давид Домбал и Павел Шольц, 2022 г. « Имитационная модель управления спросом на электроэнергию производственных предприятий в условиях трансформации энергетического сектора «, Энергии, МДПИ, вып. 15(9), страницы 1-27, апрель.
- Насири, Нима и Зейнали, Саид и Раваданех, Саджад Наджафи и Марзбанд, Муса, 2021 г. » Гибридный робастно-стохастический подход к стратегическому планированию мультиэнергетической системы в качестве ценового игрока на оптовом рынке на сутки вперед ,» Энергия, Эльзевир, том. 235(С).
- Голмохамади, Хессам, 2022 г. « Управление спросом в промышленном секторе: обзор тяжелой промышленности «, Обзоры возобновляемых и устойчивых источников энергии, Elsevier, vol. 156 (С).
Наиболее похожие товары
Это элементы, которые чаще всего цитируют те же работы, что и этот, и цитируются теми же работами, что и этот.
- Ласеми, Мохаммад Али и Арабкухсар, Ахмад и Хаджизаде, Амин и Мохаммади-ватлоо, Бехнам, 2022 г. Комплексный обзор проблем оптимизации интеллектуальных энергетических центров в условиях факторов неопределенности ,» Обзоры возобновляемых и устойчивых источников энергии, Elsevier, vol. 160(С).
- Мостафави Сани, Мостафа и Мостафави Сани, Хоссейн и Фаулер, Майкл и Элькамель, Али и Нурпур, Алиреза и Гасеми, Амир, 2022 г. » Оптимальное развитие энергетического узла для отопления, охлаждения, электроснабжения и пресной воды в прибрежной городской зоне с учетом экономических и экологических факторов ,» Энергия, Эльзевир, том. 238 (ПБ).
- Mittelviefhaus, Moritz & Pareschi, Giacomo & Allan, James & Georges, Gil & Boulouchos, Константинос, 2021.
« Оптимальные инвестиции и планирование жилых многоэнергетических систем, включая электрическую мобильность: рентабельный подход к смягчению последствий изменения климата »,
Прикладная энергия, Elsevier, vol.
 301 (С).
301 (С). - Ли, Чжэн и Чжан, Хао и Сюй, Хаоран и Сюань, Цзинь, 2021 г. » Расширение многоуровневого понимания электролизеров твердого оксида с помощью подходов к моделированию: обзор ,» Обзоры возобновляемых и устойчивых источников энергии, Elsevier, vol. 141 (С).
- Антонио Пепичелло, Альфредо Ваккаро и Марио Маньяна, 2019 г. « Надежная оптимизация работы энергетических узлов на основе расширенной аффинной арифметики «, Энергии, МДПИ, вып. 12(12), страницы 1-15, июнь.
- Бартолини, Андреа и Маццони, Стефано и Комоди, Габриэле и Романьоли, Алессандро, 2021. « Влияние цен на выбросы углерода на планирование распределенных энергетических систем «, Прикладная энергия, Elsevier, vol. 301 (С).
- Цю, Давэй и Донг, Цзыхан и Чжан, Си и Ван, Йи и Штрбак, Горан, 2022 г.
« Безопасное обучение с подкреплением для автоматического управления в режиме реального времени в интеллектуальном энергетическом центре «,
Прикладная энергия, Elsevier, vol.
 309 (С).
309 (С). - Цинь, Чун и Ван, Линьцин и Хань, Чжунъян и Чжао, Цзюнь и Лю, Цюаньли, 2021 г. « Матричное моделирование интегрированных энергетических систем на основе взвешенного ориентированного графа «, Энергия, Эльзевир, том. 214 (С).
- Ли, Чэнчжоу и Ван, Нинлин и Ван, Чжо и Доу, Сяосяо и Чжан, Юмэн и Ян, Чжипин и Марешаль, Франсуа и Ван, Лиган и Ян, Юнпин, 2022 г. Структура оптимального планирования на основе энергетического хаба для интегрированных энергетических систем на уровне пользователя: учет синергетических эффектов в условиях множественных неопределенностей , » Прикладная энергия, Elsevier, vol. 307 (С).
- Ма, Тэнфэй и Пей, Вэй и Сяо, Хао и Конг, Ли и Му, Юньфэй и Пу, Тяньцзяо, 2020 г. « Стратегии управления энергопотреблением, основанные на динамическом ценообразовании на энергию для интегрированной энергосистемы сообщества с учетом взаимодействия между поставщиками и пользователями ,» Энергия, Эльзевир, том. 211 (С).
- Чен, Хунлинь и Лю, Минбо и Лю, Инци и Линь, Шуньцзян и Ян, Чжибин, 2020.
 » Метод частичного суррогатного сокращения для оптимального планирования энергосистем с несколькими несущими с ограничением сети с реакцией на спрос ,»
Энергия, Эльзевир, том. 196(С).
» Метод частичного суррогатного сокращения для оптимального планирования энергосистем с несколькими несущими с ограничением сети с реакцией на спрос ,»
Энергия, Эльзевир, том. 196(С). - Лю, Мин и Ма, Гофэн и Ван, Шан и Ван, Ю и Ян, Цзюньцзе, 2021 г. » Термоэкономическое сравнение технологий развязки тепловой и электрической энергии для теплоэлектростанций при участии в энергобалансирующей услуге в энергетическом узле ,» Обзоры возобновляемых и устойчивых источников энергии, Elsevier, vol. 152 (С).
- Чен, Зесин и Чжан, Юнцзюнь и Тан, Вэньху и Линь, Сяомин и Ли, Цифэн, 2019 г. « Общее моделирование и оптимальная диспетчеризация микроэнергетической системы на сутки вперед с учетом интегрированной реакции спроса на основе цен «, Энергия, Эльзевир, том. 176(С), страницы 171-183.
- Чжу, Цзяньхуа и Пэн, Ян и Гун, Чжупин и Сунь, Яньмин и Лай, Чаоань и Ван, Цин и Чжу, Сяоцзюнь и Гань, Чжунсюэ, 2019 г..
» Динамический анализ поставок SNG и PNG: представление стабильности и надежности # ,»
Энергия, Эльзевир, том.
 185(С), страницы 717-729.
185(С), страницы 717-729. - Ахмади, Сейед Эхсан и Садеги, Дельния и Марзбанд, Муса и Абусорра, Абдулла и Седрауи, Халед, 2022 г. » Децентрализованный двухуровневый стохастический подход к оптимизации для многоагентных многоэнергетических сетевых микросетей с технологиями хранения нескольких энергий ,» Энергия, Эльзевир, том. 245(С).
- Лу, Синьхуэй и Лю, Чжаоси и Ма, Ли и Ван, Линфэн и Чжоу, Кайле и Ян, Шаньлинь, 2020 г. Надежный подход к оптимизации для скоординированной работы нескольких энергетических центров ,» Энергия, Эльзевир, том. 197(С).
- Гармабдари Р. и Могими М. и Ян Ф. и Лу Дж., 2020 г. » Многоцелевая оптимизация и планирование систем когенерации, подключенных к сети, с учетом колебаний мощности сети и динамики накопления энергии ,» Энергия, Эльзевир, том. 212 (С).
- Урбано, Ева М. и Мартинес-Виол, Виктор и Кампуропулос, Константинос и Ромераль, Луис, 2021 г. Определение размеров энергетического оборудования и оптимизация эксплуатации для потребительских промышленных МСП – подход на весь срок службы ,»
Прикладная энергия, Elsevier, vol.
 299 (С).
299 (С). - Капоне, Мартина и Гуэльпа, Элиза и Верда, Витторио, 2021. « Многоцелевая оптимизация систем централизованного энергоснабжения с реакцией на спрос «, Энергия, Эльзевир, том. 227(С).
- Херонимо Рамос-Теодоро, Адриан Хименес-Миральес, Франсиско Родригес и Мануэль Беренгель, 2020 г. Гибкий инструмент для моделирования и оптимального распределения ресурсов в агроэнергетических центрах ,» Устойчивое развитие, MDPI, vol. 12(21), страницы 1-24, октябрь.
Подробнее об этом изделии
Ключевые слова
Промышленный энергетический узел; Оптимальное расписание; оптимизация процессов; математическое программирование; Смешанно-целочисленное линейное программирование;Все эти ключевые слова.
Статистика
Доступ и статистика загрузкиИсправления
Все материалы на этом сайте предоставлены соответствующими издателями и авторами. Вы можете помочь исправить ошибки и упущения. При запросе исправления, пожалуйста, укажите дескриптор этого элемента: RePEc:eee:energy:v:226:y:2021:i:c:s0360544221006642 . См. общую информацию о том, как исправить материал в RePEc.
См. общую информацию о том, как исправить материал в RePEc.
По техническим вопросам, касающимся этого элемента, или для исправления его авторов, названия, реферата, библиографической информации или информации для загрузки, обращайтесь: . Общие контактные данные поставщика: http://www.journals.elsevier.com/energy .
Если вы создали этот элемент и еще не зарегистрированы в RePEc, мы рекомендуем вам сделать это здесь. Это позволяет связать ваш профиль с этим элементом. Это также позволяет вам принимать потенциальные ссылки на этот элемент, в отношении которых мы не уверены.
Если CitEc распознал библиографическую ссылку, но не связал с ней элемент в RePEc, вы можете помочь с помощью этой формы .
Если вы знаете об отсутствующих элементах, ссылающихся на этот, вы можете помочь нам создать эти ссылки, добавив соответствующие ссылки таким же образом, как указано выше, для каждого ссылающегося элемента. Если вы являетесь зарегистрированным автором этого элемента, вы также можете проверить вкладку «Цитаты» в своем профиле RePEc Author Service, так как некоторые цитаты могут ожидать подтверждения.
По техническим вопросам относительно этого элемента или для исправления его авторов, названия, реферата, библиографической информации или информации для загрузки обращайтесь: Кэтрин Лю (адрес электронной почты доступен ниже). Общие контактные данные поставщика: http://www.journals.elsevier.com/energy .
Обратите внимание, что фильтрация исправлений может занять пару недель. различные услуги RePEc.
ДСП Изготовление из початков кукурузы
ДСП – плитный продукт на древесной основе, изготавливаемый под давлением и температурой из частиц древесины или других любых лигноцеллюлозных волокнистых материалов и связующего вещества. В этом исследовании представлена экспериментальная работа, в которой исследуется потенциал кукурузного початка в производстве древесно-стружечных плит с использованием модифицированного крахмального клея и столярного клея (топ-связка) в качестве альтернативного источника клея, а также изучается влияние контрольных переменных в продукте. Общий факторный план был использован для подготовки 27 экспериментов с варьированием контрольных параметров. Кукурузные початки, модифицированный крахмал, столярный клей (верхняя связка) и смешанное соотношение составили 69.0,2%, 15,4, 17,9%, 20,3% и 15,4% соответственно, тщательно перемешивали вручную с помощью миксера. Затем смесь заливали в форму размером 100 мм × 100 мм × 15 мм. ДСП прессовали с помощью гидравлического пресса в две прессовки. Плотность панелей варьировалась от 6840 кг/м 3 до 9083,33 кг/м 3 . Процент водопоглощения увеличивался с увеличением времени погружения. Средняя влажность всех плит составила 11,43%. Среднее внутреннее сцепление составило 0,132 Н/мм 9 .0231 2 относительно низкое внутреннее связывание по сравнению с мочевиной и фенолформальдегидной смолой, изготовленной из ПБ. Результаты показали, что комбинация початков кукурузы, крахмала и древесного клея (верхняя связка) имеет большой потенциал для использования внутри помещений для потолочной крыши или путем ламинирования Formica или шпона; его можно использовать для строительных и мебельных работ.
Общий факторный план был использован для подготовки 27 экспериментов с варьированием контрольных параметров. Кукурузные початки, модифицированный крахмал, столярный клей (верхняя связка) и смешанное соотношение составили 69.0,2%, 15,4, 17,9%, 20,3% и 15,4% соответственно, тщательно перемешивали вручную с помощью миксера. Затем смесь заливали в форму размером 100 мм × 100 мм × 15 мм. ДСП прессовали с помощью гидравлического пресса в две прессовки. Плотность панелей варьировалась от 6840 кг/м 3 до 9083,33 кг/м 3 . Процент водопоглощения увеличивался с увеличением времени погружения. Средняя влажность всех плит составила 11,43%. Среднее внутреннее сцепление составило 0,132 Н/мм 9 .0231 2 относительно низкое внутреннее связывание по сравнению с мочевиной и фенолформальдегидной смолой, изготовленной из ПБ. Результаты показали, что комбинация початков кукурузы, крахмала и древесного клея (верхняя связка) имеет большой потенциал для использования внутри помещений для потолочной крыши или путем ламинирования Formica или шпона; его можно использовать для строительных и мебельных работ.
Ключевые слова:
ДСП; початки кукурузы; Модифицированный крахмал; Верхний клей; Биоразлагаемые
Введение
Традиционно производство композитных панелей основано на материалах
полученный из древесины. Наряду с ростом производства
ДСП, смесь сырья расширилась и переместилась
года. В то время как вначале деловая древесина, полученная от
лес был преобладающим ресурсом, соотношение промышленных
древесные отходы увеличились за последние пять десятилетий, составив
в 2005 году было 54%. Кроме того, в течение 1990-х годов, древесный лом и
были представлены переработанные древесно-стружечные плиты. Сегодня материал
смесь состоит из 60-70% промышленных отходов древесины, 10-20%
деловая древесина из леса и от 10 до 20% древесных отходов и
переработанная ДСП [1]. В последние годы сырье, полученное
из сельскохозяйственных отходов все чаще исследуются
за их способность заменить древесину в различных областях применения
Производство ДСП. Это развитие восходит к нескольким
причины. Уже в 1997 г. Маркессини и соавт. упомянуть, что скорость
обезлесения наряду с его воздействием на окружающую среду
подтолкнуло производителей к поиску альтернативного сырья,
особенно в странах с низкой доступностью древесины по сравнению с другими целлюлозными материалами. По словам Деппе и Эрнста,
сельскохозяйственные отходы были успешно реализованы в качестве
необработанный отчет о сельскохозяйственных отходах, предварительные материалы для частиц
производство картона с самого начала [2]. Приложения с
сельскохозяйственные отходы, кроме тех, которые существуют, но они
незначительное значение. Наряду с переработкой сельскохозяйственных отходов
продукты есть некоторые препятствия по сравнению с деревом, мешающим
расширение их использования до тех пор, пока нет острой необходимости
заменить дрова. Как указывалось выше, эта потребность возникла в последнее время.
лет [3]. Кроме того, Markessini et al. показывают, что низкий объем
плотность сельскохозяйственных отходов, накладывающая ограничения на их использование
для производства ДСП, так как это предполагает большой объем для хранения
и транспорт, ограничивающий экономический радиус сбора материала
[4].
Уже в 1997 г. Маркессини и соавт. упомянуть, что скорость
обезлесения наряду с его воздействием на окружающую среду
подтолкнуло производителей к поиску альтернативного сырья,
особенно в странах с низкой доступностью древесины по сравнению с другими целлюлозными материалами. По словам Деппе и Эрнста,
сельскохозяйственные отходы были успешно реализованы в качестве
необработанный отчет о сельскохозяйственных отходах, предварительные материалы для частиц
производство картона с самого начала [2]. Приложения с
сельскохозяйственные отходы, кроме тех, которые существуют, но они
незначительное значение. Наряду с переработкой сельскохозяйственных отходов
продукты есть некоторые препятствия по сравнению с деревом, мешающим
расширение их использования до тех пор, пока нет острой необходимости
заменить дрова. Как указывалось выше, эта потребность возникла в последнее время.
лет [3]. Кроме того, Markessini et al. показывают, что низкий объем
плотность сельскохозяйственных отходов, накладывающая ограничения на их использование
для производства ДСП, так как это предполагает большой объем для хранения
и транспорт, ограничивающий экономический радиус сбора материала
[4]. Развитие поддерживается в устойчивых параметрах; города
становятся умными и зелеными. Поиск альтернативных устойчивых
строительные материалы и низкотехнологичные методы строительства
решения внести вклад в этом контексте. Стабильный
и доступная конструкция, дополненная комфортом
стандарты, требуемые в настоящее время, могут быть целью для достижения
в строительной отрасли. СО 2 выбросы в атмосферу, потребление энергии и воды, доступность – некоторые параметры
принимать во внимание с точки зрения экологически чистого продукта
производственные процессы. Кроме того, есть и другие аспекты
которые способствуют решениям или практикам зеленого строительства, таким как
как повторное использование, выбирая экологически чистые строительные материалы (которые должны быть
возобновляемые, местные и обильные), модернизация и выбор низких
технологические приемы и приемы. Поэтому в здании
промышленность, ассортимент нескольких различных продуктов или строительство
решения, основанные на применении органического сырья, имеют
уже экспериментировал.
Развитие поддерживается в устойчивых параметрах; города
становятся умными и зелеными. Поиск альтернативных устойчивых
строительные материалы и низкотехнологичные методы строительства
решения внести вклад в этом контексте. Стабильный
и доступная конструкция, дополненная комфортом
стандарты, требуемые в настоящее время, могут быть целью для достижения
в строительной отрасли. СО 2 выбросы в атмосферу, потребление энергии и воды, доступность – некоторые параметры
принимать во внимание с точки зрения экологически чистого продукта
производственные процессы. Кроме того, есть и другие аспекты
которые способствуют решениям или практикам зеленого строительства, таким как
как повторное использование, выбирая экологически чистые строительные материалы (которые должны быть
возобновляемые, местные и обильные), модернизация и выбор низких
технологические приемы и приемы. Поэтому в здании
промышленность, ассортимент нескольких различных продуктов или строительство
решения, основанные на применении органического сырья, имеют
уже экспериментировал. Среди этих органических зданий
материалы, дерево и изделия из дерева, бамбук,
а пробка и изделия из нее, пожалуй, самые
общеприменимые. Однако различные сельскохозяйственные продукты
также были зарегистрированы как возможные сырые органические строительные материалы
согласно Younquist et al., такие как жмых, злаки, солома, кукуруза
стебель, кукурузный початок, стебли хлопка, кенаф, рисовая шелуха, рис, кукуруза или кукуруза
початки, солома, шелуха и стебли подсолнечника, стебли банана, кокос
койра, бамбук, кожура дуриана и масло пальмовых листьев, среди прочего [5].
Эти сырые органические строительные материалы рекомендуются для
изготовление различных теплоизоляционных изделий. Среди
вышеуказанные сельскохозяйственные продукты, кукурузный початок имеет
преимущество быть сельскохозяйственными отходами [6]. На самом деле кукуруза
объем производства имеет тенденцию к увеличению в течение
последние годы. Применение этих сельскохозяйственных отходов может привести к
в альтернативном и устойчивом продукте, который может быть актуальным,
с учетом общего количества произведенного кукурузного початка
во всем мире в год [6].
Среди этих органических зданий
материалы, дерево и изделия из дерева, бамбук,
а пробка и изделия из нее, пожалуй, самые
общеприменимые. Однако различные сельскохозяйственные продукты
также были зарегистрированы как возможные сырые органические строительные материалы
согласно Younquist et al., такие как жмых, злаки, солома, кукуруза
стебель, кукурузный початок, стебли хлопка, кенаф, рисовая шелуха, рис, кукуруза или кукуруза
початки, солома, шелуха и стебли подсолнечника, стебли банана, кокос
койра, бамбук, кожура дуриана и масло пальмовых листьев, среди прочего [5].
Эти сырые органические строительные материалы рекомендуются для
изготовление различных теплоизоляционных изделий. Среди
вышеуказанные сельскохозяйственные продукты, кукурузный початок имеет
преимущество быть сельскохозяйственными отходами [6]. На самом деле кукуруза
объем производства имеет тенденцию к увеличению в течение
последние годы. Применение этих сельскохозяйственных отходов может привести к
в альтернативном и устойчивом продукте, который может быть актуальным,
с учетом общего количества произведенного кукурузного початка
во всем мире в год [6]. Кукурузные стебли, как и многие сельскохозяйственные волокна
источники, состоят из содержательного ядра с наружным слоем длинных волокон.
В настоящее время в США стебли кукурузы измельчают и используют
для корма, оставленного на поле или в тюках для подстилки для животных. Початки
иногда используются в качестве топлива. Исследования показывают, что стебли кукурузы
и початки могут быть превращены в достаточно хорошую древесностружечную плиту и
ДВП. Древесностружечная плита была определена как общий термин для
панель, изготовленная из тонких целлюлозных материалов, обычно
древесина, преимущественно в виде отдельных кусков или частиц, как
отличается от волокон, в сочетании с синтетической смолой или
другое подходящее связующее вещество и склеиваются вместе под воздействием тепла и
давление в горячем прессе процессом, в котором весь интер
связь между частицами создается добавленным связующим, и к которому другие
материалы были добавлены во время производства для улучшения
определенные свойства [7].
Кукурузные стебли, как и многие сельскохозяйственные волокна
источники, состоят из содержательного ядра с наружным слоем длинных волокон.
В настоящее время в США стебли кукурузы измельчают и используют
для корма, оставленного на поле или в тюках для подстилки для животных. Початки
иногда используются в качестве топлива. Исследования показывают, что стебли кукурузы
и початки могут быть превращены в достаточно хорошую древесностружечную плиту и
ДВП. Древесностружечная плита была определена как общий термин для
панель, изготовленная из тонких целлюлозных материалов, обычно
древесина, преимущественно в виде отдельных кусков или частиц, как
отличается от волокон, в сочетании с синтетической смолой или
другое подходящее связующее вещество и склеиваются вместе под воздействием тепла и
давление в горячем прессе процессом, в котором весь интер
связь между частицами создается добавленным связующим, и к которому другие
материалы были добавлены во время производства для улучшения
определенные свойства [7]. Исторически сложилось так, что продукты из света
деревянные технологии были очень дорогими и эксклюзивными. Они были
используется в авиационной или автомобильной области. Над
время легкие изделия из дерева могли производиться дешево, но
с лучшим качеством за счет повышения эффективности производства
процессов, исследований и разработок. Эта тенденция очень сильна
в мебельной промышленности [8]. ДСП дешевле, плотнее
и более однородный, чем обычная древесина и фанера и
заменяет их, когда внешний вид и прочность меньше
важно, чем стоимость. Однако ДСП можно сделать более
привлекательна покраской или использованием деревянного шпона, который склеивается
на поверхности, которые будут видны. Есть более сотни
заводы по производству древесно-стружечных плит, действующие сегодня по всему миру, и
плита является одним из самых прочных реконструированных панельных продуктов
и считается идеальной заменой дереву и фанере
[9]. Согласно Rashid S, et al. [10] Основная цель початков кукурузы, используемых для производства энергии в сельской местности.
Исторически сложилось так, что продукты из света
деревянные технологии были очень дорогими и эксклюзивными. Они были
используется в авиационной или автомобильной области. Над
время легкие изделия из дерева могли производиться дешево, но
с лучшим качеством за счет повышения эффективности производства
процессов, исследований и разработок. Эта тенденция очень сильна
в мебельной промышленности [8]. ДСП дешевле, плотнее
и более однородный, чем обычная древесина и фанера и
заменяет их, когда внешний вид и прочность меньше
важно, чем стоимость. Однако ДСП можно сделать более
привлекательна покраской или использованием деревянного шпона, который склеивается
на поверхности, которые будут видны. Есть более сотни
заводы по производству древесно-стружечных плит, действующие сегодня по всему миру, и
плита является одним из самых прочных реконструированных панельных продуктов
и считается идеальной заменой дереву и фанере
[9]. Согласно Rashid S, et al. [10] Основная цель початков кукурузы, используемых для производства энергии в сельской местности. а остальное просто отбрасывает. Постпрогнозирование в Эфиопии
Производство кукурузы в 2017/18 г. составило 6,5 млн метрических тонн.
общее производство кукурузы, как ожидается, увеличится, поскольку кукуруза
является основной продовольственной культурой в нашей стране Эфиопии [10]. Большая часть чего-либо
Кукуруза страны выращивается в западной половине Эфиопии. Основанный на
по оценке обследования посевов и заявленному гуманитарному продовольствию
потребности, которые существовали в стране в то время. В будущем кукуруза
ожидается, что производство будет продолжать расти, особенно с учетом
внедрение улучшенных сортов семян, удобрений и орошения.
Каждый год из общего объема производства 6,5 метрических тонн половина метрических
тонн 3,25 метрических тонны початков кукурузы мы можем получить. В Эфиопии пока нет
компаний, которые производят ДСП из кукурузы или
кукурузный початок, но избыток початка присутствует на большей части территории Эфиопии. В
наша страна Эфиопия, только три компании производят Particle
доска с использованием частиц эвкалипта.
а остальное просто отбрасывает. Постпрогнозирование в Эфиопии
Производство кукурузы в 2017/18 г. составило 6,5 млн метрических тонн.
общее производство кукурузы, как ожидается, увеличится, поскольку кукуруза
является основной продовольственной культурой в нашей стране Эфиопии [10]. Большая часть чего-либо
Кукуруза страны выращивается в западной половине Эфиопии. Основанный на
по оценке обследования посевов и заявленному гуманитарному продовольствию
потребности, которые существовали в стране в то время. В будущем кукуруза
ожидается, что производство будет продолжать расти, особенно с учетом
внедрение улучшенных сортов семян, удобрений и орошения.
Каждый год из общего объема производства 6,5 метрических тонн половина метрических
тонн 3,25 метрических тонны початков кукурузы мы можем получить. В Эфиопии пока нет
компаний, которые производят ДСП из кукурузы или
кукурузный початок, но избыток початка присутствует на большей части территории Эфиопии. В
наша страна Эфиопия, только три компании производят Particle
доска с использованием частиц эвкалипта.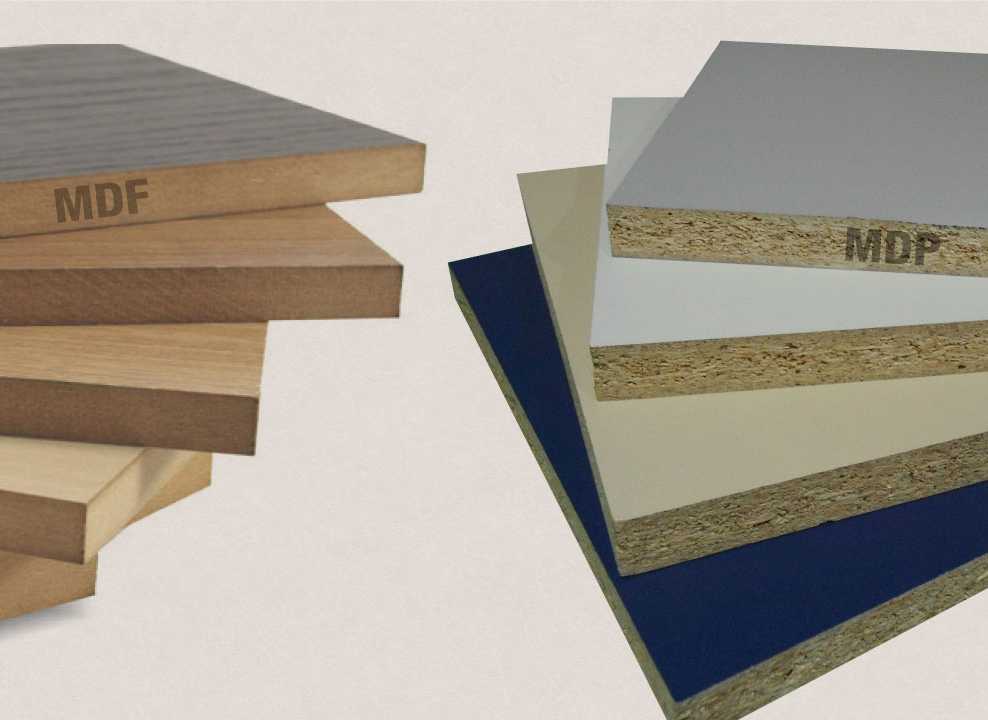 Это ECAFCO S. CO, Авасса.
Завод Chipwood PLC и Завод стружечных плит Maichew PLC.
Все зарегистрированные компании не в полной мере удовлетворяют спрос
страна. В связи с этим импорт ДСП из-за границы в
удовлетворяют их спрос, но не используют сельскохозяйственные отходы (кукурузные початки)
как альтернативное сырье для изготовления ДСП.
В настоящее время у нас имеется достаточное количество початков кукурузы.
страна.
Это ECAFCO S. CO, Авасса.
Завод Chipwood PLC и Завод стружечных плит Maichew PLC.
Все зарегистрированные компании не в полной мере удовлетворяют спрос
страна. В связи с этим импорт ДСП из-за границы в
удовлетворяют их спрос, но не используют сельскохозяйственные отходы (кукурузные початки)
как альтернативное сырье для изготовления ДСП.
В настоящее время у нас имеется достаточное количество початков кукурузы.
страна.
Постановка задачи
Большинство эфиопских производителей стружечных плит используют древесную стружку
это может привести к вырубке лесов, что приведет к экологическим
истощение. На основании литературного поиска в настоящее время нет
коммерческое использование початков кукурузы в лигноцеллюлозном композите
производство. Кроме того, почти все производители используют
дорогие клеи, т.е. фенол и формальдегид мочевины. Этот
синтетические клеи выбросы формальдегида очень высоки, что
вызывает канцерогенное воздействие на здоровье человека. В нашей стране Эфиопия
индустриализация и урбанизация постоянно усиливались. В развивающихся странах строительная отрасль растет
быстро при использовании древесины и деревянных изделий. Это имеет
нанесли большой ущерб окружающей среде. Сельскохозяйственные отходы
материалы производятся в больших количествах в мире и могут
накапливаться в такой степени, что вызывает экологические проблемы.
При истощении лесных угодий агрохимические круги
отрицательно повлияло особенно на круговорот углерода, поскольку природа
зависит от растений, чтобы уменьшить количество углекислого газа в
атмосфере и когда они не находятся в окружающей среде в результате
деятельности человека и этот спрос на древесину, углекислый газ в
атмосфера имеет тенденцию к увеличению, что приводит к повышению
температура биосферы. Кукуруза является основной продовольственной культурой во многих
регионов мира, включая нашу страну Эфиопию. Из-за глобального
спроса, ожидается, что производство кукурузы будет расти из года в год.
По целевому использованию древесных отходов и их возможным
продукты повторного использования, древесно-стружечная плита нашла типичные применения в качестве
полы, стеновые и потолочные панели, офисные перегородки, доски объявлений,
мебель, шкафы, столешницы и столешницы, и кажется, что
производство древесно-стружечных плит из отходов биомассы
наиболее распространенный способ повторного использования таких отходов.
В развивающихся странах строительная отрасль растет
быстро при использовании древесины и деревянных изделий. Это имеет
нанесли большой ущерб окружающей среде. Сельскохозяйственные отходы
материалы производятся в больших количествах в мире и могут
накапливаться в такой степени, что вызывает экологические проблемы.
При истощении лесных угодий агрохимические круги
отрицательно повлияло особенно на круговорот углерода, поскольку природа
зависит от растений, чтобы уменьшить количество углекислого газа в
атмосфере и когда они не находятся в окружающей среде в результате
деятельности человека и этот спрос на древесину, углекислый газ в
атмосфера имеет тенденцию к увеличению, что приводит к повышению
температура биосферы. Кукуруза является основной продовольственной культурой во многих
регионов мира, включая нашу страну Эфиопию. Из-за глобального
спроса, ожидается, что производство кукурузы будет расти из года в год.
По целевому использованию древесных отходов и их возможным
продукты повторного использования, древесно-стружечная плита нашла типичные применения в качестве
полы, стеновые и потолочные панели, офисные перегородки, доски объявлений,
мебель, шкафы, столешницы и столешницы, и кажется, что
производство древесно-стружечных плит из отходов биомассы
наиболее распространенный способ повторного использования таких отходов. Хотя большинство
агропанели экологически безопасны, в ряде случаев
панели имеют плохую механическую и водонепроницаемость, что ограничивает их коммерциализацию. Поэтому сельскохозяйственные отходы
может быть альтернативным решением.
Хотя большинство
агропанели экологически безопасны, в ряде случаев
панели имеют плохую механическую и водонепроницаемость, что ограничивает их коммерциализацию. Поэтому сельскохозяйственные отходы
может быть альтернативным решением.
Цели исследования
Общая цель: Общая цель данного исследования состояла в том, чтобы исследовать пригодность частиц початков кукурузы с модифицированным Крахмальные клеи как сырье для производства древесно-стружечных плит.
Конкретные цели
1. Охарактеризовать сырье (кукурузные початки) и физико-механические свойства ДСП.
2. Знать оптимальные рабочие параметры и влияние контролировать параметры продукта путем изменения модифицированных соотношение крахмала, температура прессования и давление прессования.
Объем исследования
Объем данной исследовательской работы охватывает; коллекционный кукурузный початок из
Аддис-Абеба, характеристика их содержания, подготовка
ДСП, испытание физико-механических свойств, определение
рабочие параметры. В этом исследовании пригодность сырья
материал твердый початок кукурузы и модифицированный клей крахмал в соответствии
к стандарту был изучен для получения ДСП.
В этом исследовании пригодность сырья
материал твердый початок кукурузы и модифицированный клей крахмал в соответствии
к стандарту был изучен для получения ДСП.
Значимость исследования
Значение этого тезиса в основном сосредоточено на преобразовании початки кукурузы в ценные продукты так называемые початки кукурузы ДСП. Использование початка кукурузы используется для создания и увеличения осведомленность о благотворном влиянии употребления твердых органических отходы для древесностружечных плит как экологически чистые, возобновляемые и биоразлагаемые, чтобы использовать эфиопские возобновляемые отходы или природные ресурсы для его устойчивого развития и определить оптимальные технологические условия для производства ДСП из початков кукурузы и клей на основе модифицированного крахмала.
Обзор литературы
Производство древесно-стружечных плит из органических отходов
Что касается производства древесностружечных плит,
исследования на остатках кукурузы, чем на остатках риса. Без сомнения,
остатки кукурузы в изобилии доступны с ежегодным количеством
70 миллионов тонн кукурузного початка (CC) и 190 миллионов тонн стеблей кукурузы
и их применимость для ДСП. Тем не менее, есть
несколько причин, которые могут объяснить это явление. Во-первых, кукуруза
остатки уже используются для различных целей. Целиком
растение можно измельчить и использовать в качестве корма для животных. Гранулированный
остатки CC обладают отличными водопоглощающими свойствами и
можно использовать в качестве подстилки для птицы, мульчи и кондиционера почвы,
компонент компоста для выращивания грибов и начинки
материал промышленного назначения. Их химические свойства
разрешить производство фурфурола, использование в качестве полупродукта в
производство химических веществ, производство глюкозы и ксилозы и
использование для производства энергии и тепла. Рынок уже есть
с некоторой конкуренцией за СС и их сбор ухудшает своевременную
урожая и приводит к дополнительным расходам, которые необходимо покрывать
по продукту.
Без сомнения,
остатки кукурузы в изобилии доступны с ежегодным количеством
70 миллионов тонн кукурузного початка (CC) и 190 миллионов тонн стеблей кукурузы
и их применимость для ДСП. Тем не менее, есть
несколько причин, которые могут объяснить это явление. Во-первых, кукуруза
остатки уже используются для различных целей. Целиком
растение можно измельчить и использовать в качестве корма для животных. Гранулированный
остатки CC обладают отличными водопоглощающими свойствами и
можно использовать в качестве подстилки для птицы, мульчи и кондиционера почвы,
компонент компоста для выращивания грибов и начинки
материал промышленного назначения. Их химические свойства
разрешить производство фурфурола, использование в качестве полупродукта в
производство химических веществ, производство глюкозы и ксилозы и
использование для производства энергии и тепла. Рынок уже есть
с некоторой конкуренцией за СС и их сбор ухудшает своевременную
урожая и приводит к дополнительным расходам, которые необходимо покрывать
по продукту. Особое внимание следует уделить удалению
камни и другие материалы, нарушающие процесс измельчения и представляющие опасность для машин [11]. Согласно Уотсону и Рамстаду,
CC состоят из четырех элементов, которые представляют собой сердцевину (1.9%),
древесное кольцо (60%), грубая мякина (33,7%) и светлая
мякина (4,1%). О химическом составе СС данные
представленные разными авторами, сильно различаются [11]. По сравнению с RH это
Поразительно, что доля основных компонентов целлюлозы,
гемицеллюлозы и лигнина выше и, следовательно, ближе к одному из
древесины и что содержание золы значительно ниже. Сумма
69% сухих веществ, водопоглощающая способность CC очень
высокий, что может быть хорошей перспективой для применения клея с
клеи на водной основе [11]. Из композиции мягкой древесины,
целлюлоза и лигнин являются наиболее важным свойством для приготовления
ДСП. Из вышеперечисленного Таблицы 1 и 2 Корковый слой
это внешние слои початка, на которых располагаются зерна кукурузы,
состоит из мелкой и крупной мякины.
Особое внимание следует уделить удалению
камни и другие материалы, нарушающие процесс измельчения и представляющие опасность для машин [11]. Согласно Уотсону и Рамстаду,
CC состоят из четырех элементов, которые представляют собой сердцевину (1.9%),
древесное кольцо (60%), грубая мякина (33,7%) и светлая
мякина (4,1%). О химическом составе СС данные
представленные разными авторами, сильно различаются [11]. По сравнению с RH это
Поразительно, что доля основных компонентов целлюлозы,
гемицеллюлозы и лигнина выше и, следовательно, ближе к одному из
древесины и что содержание золы значительно ниже. Сумма
69% сухих веществ, водопоглощающая способность CC очень
высокий, что может быть хорошей перспективой для применения клея с
клеи на водной основе [11]. Из композиции мягкой древесины,
целлюлоза и лигнин являются наиболее важным свойством для приготовления
ДСП. Из вышеперечисленного Таблицы 1 и 2 Корковый слой
это внешние слои початка, на которых располагаются зерна кукурузы,
состоит из мелкой и крупной мякины. Он желтоватого цвета и
хорошо подходит для изготовления волокон. Древесный взрыв является основной частью початка.
Это твердый прочный древесный слой, окружающий центр сердцевины. это
подходит для изготовления досок, его доля увеличивается сверху вниз
дно и сердцевина — центральная часть початка, она состоит из
мягкие ткани. Он легко превращается в порошок в процессе измельчения.
От Таблица 3 , поэтому предварительно предполагается, что початок кукурузы
может быть подходящим сырьем для производителя древесно-стружечных плит.
Затем початки используются для производства образцов древесно-стружечных плит.
Содержание пентозана 20,6% показывает, что початок кукурузы можно использовать
у производителя фурфуралов и других продуктов [12] ( Рисунок 1 ).
Большая часть литературы по древесностружечным плитам из кукурузных остатков посвящена кукурузе.
стебель вместо кукурузного початка. В этом контексте один исключительный пример
следует упомянуть о предварительной обработке, где исследователи применяли
обработка пламенем для удаления воскового слоя с поверхности
стебля кукурузы и сообщают о хороших адгезионных свойствах в результате этого
лечения [11].
Он желтоватого цвета и
хорошо подходит для изготовления волокон. Древесный взрыв является основной частью початка.
Это твердый прочный древесный слой, окружающий центр сердцевины. это
подходит для изготовления досок, его доля увеличивается сверху вниз
дно и сердцевина — центральная часть початка, она состоит из
мягкие ткани. Он легко превращается в порошок в процессе измельчения.
От Таблица 3 , поэтому предварительно предполагается, что початок кукурузы
может быть подходящим сырьем для производителя древесно-стружечных плит.
Затем початки используются для производства образцов древесно-стружечных плит.
Содержание пентозана 20,6% показывает, что початок кукурузы можно использовать
у производителя фурфуралов и других продуктов [12] ( Рисунок 1 ).
Большая часть литературы по древесностружечным плитам из кукурузных остатков посвящена кукурузе.
стебель вместо кукурузного початка. В этом контексте один исключительный пример
следует упомянуть о предварительной обработке, где исследователи применяли
обработка пламенем для удаления воскового слоя с поверхности
стебля кукурузы и сообщают о хороших адгезионных свойствах в результате этого
лечения [11]. По данным Sampathrajan et al., произведенные панели
между 190 и 540 кг/м 3 плотность стебля кукурузы, початка кукурузы, риса
соломы, кокосовой косточки и скорлупы арахиса с мочевиноформальдегидным клеем и без предварительной обработки материалов [13]. В
их образец, панели CC обладают самыми высокими механическими свойствами в
все испытания, включая испытания на изгиб, испытания на извлечение гвоздей и шурупов
и другие. Изготовление ДСП из различных смесей
CC, багасса и древесная стружка, связанные таннином резорцином
соответственно таннин, мочевиноформальдегидный клей и изготовление
испытания на сухой и мокрый изгиб показали, что большинство их панелей
превосходит по своим характеристикам панели на древесной основе товарного сорта.
содержание СС в смесях колебалось от 25 до 50% по массе
и ни один из материалов не подвергался обработке для повышения адгезии
свойства перед склеиванием. В то время как для большинства своих испытаний RL
была 10%, они увеличили ее до 25%, что не сказалось на
прочность на изгиб в сухом состоянии, тогда как прочность на изгиб во влажном состоянии и
водопоглощение значительно улучшилось.
По данным Sampathrajan et al., произведенные панели
между 190 и 540 кг/м 3 плотность стебля кукурузы, початка кукурузы, риса
соломы, кокосовой косточки и скорлупы арахиса с мочевиноформальдегидным клеем и без предварительной обработки материалов [13]. В
их образец, панели CC обладают самыми высокими механическими свойствами в
все испытания, включая испытания на изгиб, испытания на извлечение гвоздей и шурупов
и другие. Изготовление ДСП из различных смесей
CC, багасса и древесная стружка, связанные таннином резорцином
соответственно таннин, мочевиноформальдегидный клей и изготовление
испытания на сухой и мокрый изгиб показали, что большинство их панелей
превосходит по своим характеристикам панели на древесной основе товарного сорта.
содержание СС в смесях колебалось от 25 до 50% по массе
и ни один из материалов не подвергался обработке для повышения адгезии
свойства перед склеиванием. В то время как для большинства своих испытаний RL
была 10%, они увеличили ее до 25%, что не сказалось на
прочность на изгиб в сухом состоянии, тогда как прочность на изгиб во влажном состоянии и
водопоглощение значительно улучшилось. Кукурузные початки
которые в настоящее время являются областью интереса в этом исследовании, являются частью
растение кукурузы. Зерно кукурузы расположено вокруг внешней стороны
взрыв початка. Початки обычных сортов кукурузы обычно
имеют длину 17—20 см и диаметр у основания 2—4 см.
початка примерно до 2 см у противоположного конца [12].
Кукурузные початки
которые в настоящее время являются областью интереса в этом исследовании, являются частью
растение кукурузы. Зерно кукурузы расположено вокруг внешней стороны
взрыв початка. Початки обычных сортов кукурузы обычно
имеют длину 17—20 см и диаметр у основания 2—4 см.
початка примерно до 2 см у противоположного конца [12].
| Компоненты древесины хвойных пород | Среднее в процентах (%) |
|---|---|
| Целлюлоза | 42–49% |
| Гемицеллюлоза | 24–30% |
| Лигнин | 25–30% |
| Ясень | 0,2–0,8% (10% составляют сульфаты, фосфаты и силикаты) |
| Жир | 0,3–0,4% |
Таблица 1 Состав древесины хвойных пород.
| Початок кукурузы | Средний % |
|---|---|
| Корковый слой | 24,97 |
| Пескоструйная обработка древесины | 73,36 |
| Сердцевина | 1,67 |
| Всего | 100 |
Таблица 2 Физический состав кукурузного початка.
| Составляющие | Средний % |
|---|---|
| Ясень | 3,2 |
| Пентосан | 20,6 |
| Лигнин | 31,2 |
| Целлюлоза | 45 |
Таблица 3 Химический состав частиц початков кукурузы.
Рис. 1: Поперечный разрез початка кукурузы.
Корковый слой: Это наружные слои початка, на которых зерна кукурузы упорядочены, она состоит из мелкой и крупной мякины. это желтоватого цвета и подходит для изготовления волокон.
Дробеструйная обработка: Это основная часть початка. это тяжело древесный слой, окружающий сердцевину. Это хорошо для доски делая, его доля увеличивается сверху вниз.
Сердцевина: Это центральная часть початка, состоящая из
мягкие ткани. Он легко превращается в порошок в процессе измельчения.
Свойства кукурузы или кукурузных початков
Свойства древесностружечных плит сильно зависят от вида связующие вещества, используемые в их производстве. В настоящее время около 90% мирового производства ДСП производится с применением карбамидоформальдегидных (КФ) смол. Более того, отвердители также влияют на прочность свойств частиц доска. ДСП, не утрамбованная плотно, будет иметь шероховатые края и внутренняя часть могут содержать полости. ДСП обычно может использоваться для вашей кухонной стойки (где это было бы покрытых) и, таким образом, защищенных от влаги ламинированным материалом, например Формика. ДСП может быть изготовлена в различных размеров, толщины, плотности и сортов для различных конечных применений.
Обладает относительно однородными свойствами, что делает его превосходным
Основной материал для производства мебели. С годами
промышленность сосредоточила свои усилия на улучшении поверхности плит
гладкость для улучшения отделки и ламинирования. Кукурузный початок является органическим сырьем, поэтому
ожидается материальная неоднородность. Прерывистость материала и
анизотропия также является двумя характеристиками материала кукурузного початка. В
с точки зрения макроструктуры початок кукурузы имеет тенденцию демонстрировать три различных
слои (слои I-III, изнутри наружу ( Рисунок 2 ), которые
отчетливо воспринимаются по их цвету, текстуре, форме и плотности.
Слой I достаточно мягкий, слой II похож на твердую мягкую древесину, а слой
III очень нерегулярно. Микроструктура слоя I початка кукурузы,
представляет собой замкнутую ячеистую структуру (альвеолярную), похожую на типичную
теплоизоляционный материал, такой как экструдированный полистирол (XPS) или
Пенополистирол (EPS) [14] ( Рисунок 3 ).
Кукурузный початок является органическим сырьем, поэтому
ожидается материальная неоднородность. Прерывистость материала и
анизотропия также является двумя характеристиками материала кукурузного початка. В
с точки зрения макроструктуры початок кукурузы имеет тенденцию демонстрировать три различных
слои (слои I-III, изнутри наружу ( Рисунок 2 ), которые
отчетливо воспринимаются по их цвету, текстуре, форме и плотности.
Слой I достаточно мягкий, слой II похож на твердую мягкую древесину, а слой
III очень нерегулярно. Микроструктура слоя I початка кукурузы,
представляет собой замкнутую ячеистую структуру (альвеолярную), похожую на типичную
теплоизоляционный материал, такой как экструдированный полистирол (XPS) или
Пенополистирол (EPS) [14] ( Рисунок 3 ).
Рис. 2: Макроструктура кукурузного початка а) общий вид и б) продольный разрез.
Рисунок 3: Типичная микроструктура слоя I кукурузного початка толщиной 400 мкм.
Роль кукурузных початков в производстве плит
Пригодность сырья для производства древесно-стружечных плит
производство имеет первостепенное значение, по сути, это одна из целей
этого тезиса. Знание физико-химических характеристик
поэтому необходимо, это поможет в знании составляющих
сырья и в какой мере его можно использовать для
Целевое назначение. По этой причине физические и химические
состав частиц початков кукурузы был изучен, хотя
ценности расколоты в вышеупомянутом Таблица 1 и Таблица 2 . Различия в
их количественные составляющие не будут иметь значения, поскольку они
являются составными частями одного и того же сельскохозяйственного продукта. Поглощение
мощность початка кукурузы относительно высока. Это из-за
в нем много пор, основными химическими составляющими початков кукурузы являются целлюлоза, пентозаны и лигнин. Это в основном из
древесный взрыв и корковый слой початка. Целлюлоза и лигнин
обычно хороши для производителей плат [15]. Отсутствие
содержание кислоты и экстрактивных веществ показывает, что свойства плиты могут
не быть затронутым. Это содержание, по словам Фостера, повлияло на
качество платы [12].
Отсутствие
содержание кислоты и экстрактивных веществ показывает, что свойства плиты могут
не быть затронутым. Это содержание, по словам Фостера, повлияло на
качество платы [12].
Совет
По словам Зубайру, для оценки благосостояния
и качество древесно-стружечной плиты, изготовленной из початков кукурузы,
необходимо пересмотреть характеристики своих родственных продуктов.
Плиты называют листовыми изделиями на основе древесины [16]. Этот термин
широко охватывает три материала: фанеру (в том числе блочную плиту
и ламинированная плита) волокнистая строительная плита и древесно-стружечная плита. Фанера
изготавливается из тонких листов древесины, называемых шпоном. Листы
склеиваются под давлением так, что зерно центральной
шпон проходит под прямым углом к внешнему листу. Два,
можно использовать три, пять, семь или более виниров, и есть
Доступен широкий выбор полиэфирного дерева, различной толщины, в
прочности, долговечности и внешнего вида. Поли древесина используется
используется в областях, где прочность и легкость имеют первостепенное значение. С фанерой связаны блочные плиты и ламинированные плиты. Они
производятся на одних и тех же заводах, но отличаются конструкцией.
Блок-плита и ламинированная доска отличаются от фанеры тем, что их
центры или сердцевины состоят из полос мягкой древесины до 25 мм
толстые, которые склеены между собой. Эти материалы составляют значительную конкуренцию
с ДСП [16]. Промышленно фанеру получают в
толщиной от 3 мм до 25 мм, но этот диапазон может быть
расширен для специального конечного использования [15]. Волокнистые строительные плиты на
с другой стороны, изготавливаются из древесных волокон (т. е. древесной массы). Большинство клетчатки
плиты изготавливаются без каких-либо дополнительных связующих материалов, т.к.
древесные волокна самоклеящиеся. Существует два основных типа волокна
доска и мягкая плита (теплоизоляционная плита). Изоляционные плиты мягкие
и пористые и имеют относительно небольшую прочность. Это преимущественно
используется из-за его превосходных изоляционных и акустических свойств, а также
идеал в дорогой строительной плите.
С фанерой связаны блочные плиты и ламинированные плиты. Они
производятся на одних и тех же заводах, но отличаются конструкцией.
Блок-плита и ламинированная доска отличаются от фанеры тем, что их
центры или сердцевины состоят из полос мягкой древесины до 25 мм
толстые, которые склеены между собой. Эти материалы составляют значительную конкуренцию
с ДСП [16]. Промышленно фанеру получают в
толщиной от 3 мм до 25 мм, но этот диапазон может быть
расширен для специального конечного использования [15]. Волокнистые строительные плиты на
с другой стороны, изготавливаются из древесных волокон (т. е. древесной массы). Большинство клетчатки
плиты изготавливаются без каких-либо дополнительных связующих материалов, т.к.
древесные волокна самоклеящиеся. Существует два основных типа волокна
доска и мягкая плита (теплоизоляционная плита). Изоляционные плиты мягкие
и пористые и имеют относительно небольшую прочность. Это преимущественно
используется из-за его превосходных изоляционных и акустических свойств, а также
идеал в дорогой строительной плите. Его получают в различных
толщин от 9мм до 25 мм. оргалит самый
универсальный из всех древесноволокнистых плит, классифицируется по плотности
стандартная, средняя и закаленная. Толщина колеблется от 2 мм
до максимум 12 мм, ДВП тяжелее фанеры
но там, где легкость не является обязательным условием, ее дешевизна и
простота отделки поверхности дает ему много преимуществ, это
используется в производстве мебели и в строительстве [16].
Его получают в различных
толщин от 9мм до 25 мм. оргалит самый
универсальный из всех древесноволокнистых плит, классифицируется по плотности
стандартная, средняя и закаленная. Толщина колеблется от 2 мм
до максимум 12 мм, ДВП тяжелее фанеры
но там, где легкость не является обязательным условием, ее дешевизна и
простота отделки поверхности дает ему много преимуществ, это
используется в производстве мебели и в строительстве [16].
ДСП: ДСП определяется как панельный материал
изготавливается под давлением в основном из древесных частиц
и другие волокнистые материалы из лигноцеллюлозы, с добавлением или без добавления
добавление клея, за исключением гидравлических вяжущих. это
обычно плоско прессованные или экструдированные. Производится в широком ассортименте
плотности, но большая часть существующего производства имеет плотность
от 480 кг/м 3 и 800 кг/м 3 , и в основном используется в
производстве мебели и в строительстве. Толщина
колеблется от 2 мм до 30 мм, в настоящее время производится в основном
из древесной щепы, но работы ведутся во многих исследовательских центрах
для использования более дешевого сырья [17].
Происхождение и развитие заводов по производству древесностружечных плит: Отчет Продовольственной и сельскохозяйственной организацией ФАО Организации Объединенных Наций (ООН) указывает, что некоторые экспериментальные работы по частицам Производство картона велось как в Северной Америке, так и в Европа до 1940 [18]. Но первый коммерческий завод заработал в Германии в 1941 г., а к 1949 г. процесс экструзии был развитый. В период с 1940 по 1946 гг. использования некоторых сельскохозяйственных отходов были экспортированы и в Бельгии введен в эксплуатацию первый завод по производству льняной стружки в 1947 году. Так что ДСП действительно относится к послевоенным годам и его развитие и использование были быстрыми и распространен во всем мире. Он также известен как ДСП. и хлопьевидная доска. Мировое производство ДСП между 1966 и 1977 г. выросли с 11 млн куб. м до 37 млн. кубометров [15].
Типы ДСП: типы досок, основанные на технологии изготовления плиты,
прессованные или экструдированные [19].
Классификация ДСП: По Зубайру, частицы
платы широко классифицируются по международному использованию на три
базовый класс или типы, основанные на плотности [16]. Как правило, частица
доска используется в двух основных областях строительной и мебельной промышленности,
В строительстве древесно-стружечные плиты используются в качестве напольного покрытия.
либо на балке, либо на твердом теле и полах, настиле крыши и в качестве
гипсокартонные перегородки и обшивка потолка. В бетонной опалубке
облицовки, плита обычно защищена от впитывания воды.
В мебельной промышленности доску облицовывают декоративной древесиной.
шпон или пластиковая облицовка для придания панелям прочности и жесткости
и, прежде всего, стабильность размеров. Используется в качестве основного материала для
столешницы, фасады ящиков, поручни для кроватей и полки. Таблица 4 указывает
классификация древесностружечных плит по плотности: плиты с низким содержанием древесностружечных плит
плотность от 300 до 400 кг/м 3 , средняя (400-800 кг/м 3 ) и
высокой плотности (плотность ДСП свыше 800 кг/м 3 ).
| Тип платы | Низкая плотность | Средняя плотность | Высокая плотность |
|---|---|---|---|
| Плотность (кг/м 3 ) | 300-400 | 400-800 | 800-1200 |
| Менее 480 | 480-640 | 640-800 | |
| Менее 480 | 480-800 | Больше 800 |
Таблица 4 Классификация древесностружечных плит по плотности.
Производство древесно-стружечных плит с использованием традиционных метод
Производство панелей из ДСП требует комбинирования древесины
частицы, такие как древесная стружка, початки кукурузы и рисовая шелуха с подходящими
связующие при приложении давления в присутствии или отсутствии
нагревать. Кукурузные початки довольно волокнистые по своей природе, требуют мало энергии.
вход для подготовки початков для производства плит. Низкая плотность
плиты обладают лучшими теплоизоляционными свойствами по сравнению с
доски средней плотности. Эти доски устойчивы к атакам со стороны
термиты; дереворазрушающие организмы – насекомые-древоточцы [20].
Низкая плотность
плиты обладают лучшими теплоизоляционными свойствами по сравнению с
доски средней плотности. Эти доски устойчивы к атакам со стороны
термиты; дереворазрушающие организмы – насекомые-древоточцы [20].
Производство ДСП с использованием классических метод
Классический способ изготовления потолочных плит из рисовой шелухи на рынке существует множество видов потолочных и кровельных материалов, таких как твердые плиты, бумажные плиты, асбоцементные плоские листы и плиты целлотекс. Использование початков кукурузы позволяет производить из гораздо более дешевых потолочных досок. Производится путем прочесывания кукурузы и опилки. Навозная жижа производится путем нагревания початков кукурузы с каустическая сода. Затем эту суспензию промывают водой и взбивают. в целлюлозу, в которую добавляют опилки (наполнитель) и клей. Суспензия сформированы в листы в прессе и высушены на солнце [21].
Основные процессы производства частиц плата
Первый вариант более распространен и обычно включает
непрерывное нажатие. Процессы экструзии непрерывны
для обоих типов процесса сырье, подаваемое
к резакам или бритвенным станкам, которые производят частицы
(осколки или стружка). Частицы просеиваются, варятся и
затем сушат до контролируемого содержания влаги (3-6%) перед
опрыскивают 4-15-процентным раствором смолы [22]. Можно добавить воск
для удовлетворения требований к воде. В методах прессования с плоскими плитами
Затем частицы распределяются по лоткам до заданного размера.
толщина. Лотки затем помещают в горячее прессование и подвергают
до тщательно контролируемого режима прессования 1,4–2,4 Н/мм 2 в
100 o C до 140 o C примерно за 15 минут. В методе непрерывного прессования
частицы непрерывно распределяются по движущейся ленте, которая
проходит через предварительный нагреватель, а затем через электрически
пресс с подогревом. В методе экструзии частицы принудительно
через горизонтальную или вертикальную экструзионную головку с подогревом, из которой
получается непрерывная длина доски. Это тщательно подведено к
горизонтальный стол, где он разрезается на стандартные длины. Экструдированные
всегда шпонируется перед продажей. После обоих типов процесса
доски обрезаются до точного размера, кондиционируются около суток
и в ящиках для транспортировки [16].
Роль адгезивов
Адгезив представляет собой соединение, которое прилипает или связывает частицы друг с другом.
Клеи изготавливаются из натуральных или синтетических материалов.
источники. Некоторые клеи обеспечивают чрезвычайно прочное соединение.
приобретает все большее значение в современном строительстве
промышленность. Клеи широко используются в древесине.
композитные изделия. График отверждения клеевого типа варьируется в зависимости от
к составному приложению. Клеи, используемые в производстве
ДСП должна быть гибкой и мягкой, чтобы реагировать на
динамические эффекты набухания и усадки, но придают требуемый
прочность. Они классифицируются как натуральный крахмал, модифицированный крахмалом. клеи. Натуральные клеи также называют биоразлагаемыми.
связующее они преимущественно водорастворимы. Однако их
основным ограничением является их невозможность использования на открытом воздухе.
Смола представляет собой природное или синтетическое соединение с высокой вязкостью.
в своем естественном состоянии и затвердевает при обработке. Как правило, смола
растворим в спирте, но не в воде. Смола используется в качестве лаков и
клеи. Клеи необходимы и широко используются в древесных материалах.
композитные изделия. Тип клея и график отверждения
варьируются в зависимости от составного приложения. Клеи, используемые в
Изготовление ДСП должно быть гибким и мягким для
реагировать на динамические эффекты набухания и усадки, но
придать необходимую прочность. Клей также должен выдерживать
суровость производства древесно-стружечных плит с достаточным потоком
для увеличения охвата частиц. Однако чрезмерный поток вытеснит капли клея из клеевого шва в междоузлия.
таким образом производя древесностружечные плиты с худшими свойствами. Точно так же недостаточный поток уменьшает покрытие поверхности, что приводит к
некондиционные древесностружечные плиты [23].
Синтетические клеи: Обычно используемые синтетические клеи в производство древесностружечных плит фенолформальдегидных и формальдегид мочевины.
Фенолформальдегид (PF): смола PF создает прочную и водостойкую
стойкие соединения, но требует самого длительного времени прессования и самого высокого
температуры. Вылеченные PF по своей природе темные и нежелательны
для декоративных изделий, таких как мебель и панели.
Модуль упругости (MOE) и модуль разрыва (MOR)
Плиты RH с ПФ в качестве связующего имеют 2,6 ГПа и 13 МПа.
[24]. В случае измельченных початков кукурузы модуль упругости
составляет 1,6 ГПа, а его модуль разрыва 7 МПа [23]. Фенол
формальдегид, термореактивная смола, используется для пропитки полотна.
для производства водо- и термостойких полотен.
Используемый метод нанесения смолы аналогичен методу погружения и соскабливания. метод. Пропуская бумагу через прижимные ролики, излишки смолы
устранен; тем самым пропуская бумагу через прижимной ролик
контролирует содержание смолы в бумаге. Для полимеризации смолы
к пропитанной бумаге прикладывают тепло. Интернет удален
из печи, когда он не липнет, но не полностью полимеризуется.
непрореагировавшие жидкости, такие как формальдегид, растворители и влага
испаряются и выбрасываются в мусоросжигательную печь. Наконец, веб
перематывается при выходе из печи и хранится. Кроме того, эта смола
используется в качестве высокоэффективных абразивных изделий, в изоляторе
материалов, для склеивания и ламинирования. Он должен легко применяться
и прочно приклейтесь к паутине. Другие свойства должны включать
хорошее проникновение и улучшение влагостойкости полотна, аналогичного
или лучше, чем смола фенол-HCHO. Для лечения может
нужен отвердитель или катализатор. Катализатор, используемый для инициирования
отверждение и полимеризация при минимальном нагреве, предпочтительно в два
этапы, аналогичные фенолформальдегидной смоле, которые соответствовали бы
требование процесса. Хотя фенол-HCHO может быть одним из
менее дорогие смолы, а его ингредиенты легко полимеризуются и
образуют нерастворимое покрытие при отверждении, тем не менее оно связано
с серьезными экологическими проблемами.
Мочевиноформальдегид (UF): Мочевиноформальдегидные смолы относительно
высокомолекулярные полимеры мочевины и формальдегида
диспергированные в водной среде [25] ( Рисунок 4 ). Они были разработаны
в начале 1930-х гг. Мочевиноформальдегидные смолы подвергались
многие усовершенствования, которые вместе со снижением их
стоимости, удерживали их на лидирующих позициях среди клеев
используется в производстве древесно-стружечных плит в течение последних нескольких десятилетий
[26]. Обычно их синтезируют конденсацией в водной среде.
основные СМИ. В зависимости от конечного применения
используется 1,5-2-кратный избыток формальдегида.
Подходящими катализаторами являются все основные соединения, при условии, что они
растворяется в воде до некоторой степени. Наиболее распространенными катализаторами являются
гидроксиды щелочных металлов. рН реакционной смеси не должен
превышать 8-9предотвратить возникновение реакции Канниццаро
формальдегид. pH должен поддерживаться постоянным путем буферизации или
многократное добавление основания. Реакция проходит 10-20 минут
при температуре 50 — 6 ° С. Каталитическую сшивку проводят свободными кислотами (кислотное твердение). Большое количество кислоты (pH
= 2) вызывают образование поперечных связей при комнатной температуре. В
не менее 90% древесно-стружечных плит производится с формальдегидом карбамида
в Центральной Европе [27], потому что карбамидоформальдегидная смола
сравнительно дешевы и просты в применении [26]. формальдегид мочевины
обычно требует добавления отвердителя для инициирования
конечное состояние отверждения. Эти отвердители либо кислотные
сами по себе или способны выделять кислоты при смешивании с
клеи [26]. Вязкость смолы зависит от ряда переменных
включая температуру. Повышение температуры окружающей среды приводит к
более низкая вязкость как мочевины, так и фенольных смол. Обычно это
рекомендуется, чтобы вязкость смолы находилась в пределах 100 –
500 сантипуаз в 21 o C для производства древесно-стружечных плит. мочевина
и фенолформальдегидные смолы содержат определенный процент
твердых веществ в водной среде ( Рисунок 5 ). Твердое содержание на
с другой стороны, не может быть чрезмерно высоким, так как смола становится слишком
вязкий, вызывая проблемы, связанные с вязкостью смолы уже
упоминается [26]. Мочевиноформальдегидные смолы обладают относительно высоким
молекулярно-массовые полимеры мочевины и формальдегида диспергированные
в водной среде [25] ( Рисунок 6 ). Они были разработаны в
рано 1930-е годы. Мочевиноформальдегидные смолы прошли множество испытаний.
улучшения, которые вместе со снижением их стоимости,
удержали их на лидирующих позициях среди клеев, используемых в
Производство древесно-стружечных плит в последние несколько десятилетий [26]. Они
обычно синтезируют конденсацией в водной щелочной среде. В зависимости от конечного применения продукта от 1,5 до 2
используется кратный избыток формальдегида. Подходящие катализаторы
все основные соединения при условии, что они растворимы в воде в некоторых
степень. Наиболее широко используемыми катализаторами являются гидроксиды щелочных металлов.
рН реакционной смеси не должен превышать 8-9предотвращать
Протекание реакции Канниццаро формальдегида. рН
должны поддерживаться постоянными буферизацией или повторным добавлением
база. Реакция протекает 10-20 минут при температуре
50 — 6 ° С. Каталитическую сшивку проводят свободными кислотами
(кислотное закаливание). Большие количества кислоты (pH = 2) вызывают перекрест
связывание происходит при комнатной температуре. Не менее 90% частиц
картон производится с формальдегидом мочевины в Центральной Европе [27],
потому что карбамидоформальдегидная смола сравнительно дешева и проста
применять [26]. Формальдегид мочевины обычно требует добавления
отвердителя, чтобы инициировать окончательное состояние отверждения. Эти
отвердители либо сами являются кислотными, либо способны выделять кислоты при смешивании с клеями [26]. Вязкость смолы
зависит от ряда переменных, включая температуру.
Повышение температуры окружающей среды приводит к снижению вязкости для
как мочевина, так и фенольные смолы. Обычно рекомендуется, чтобы
вязкость смолы колеблется в пределах 100 – 500 сантипуаз при 21,° С для
Производство ДСП. Мочевина и фенолформальдегид
смолы содержат определенный процент твердых веществ в водной среде.
С другой стороны, твердое содержание не может быть чрезмерно
высокая, так как смола становится слишком вязкой, вызывая проблемы
связано с уже упомянутой вязкостью смолы [26]. УФ смола
недорогой и используется там, где требуется гладкость поверхности
но не высокая водостойкость. UF широко используется в частицах
производство плит для внутренних работ, таких как мебель
и краснодеревщик. Однако у него есть недостаток формальдегида.
выбросы при высокой температуре. Химические связи между мочевиной
и формальдегид слабее ПФ и легко расщепляются
влага. MOE и MOR древесно-стружечных плит RH, изготовленных с использованием UF
1,9ГПа и 10 МПа соответственно [24].
Рисунок 4: Технологическая схема производства ПБ.
Рисунок 5: Фенолформальдегид.
Рис. 6: Молекулярные структуры формальдегида мочевины .
Натуральные клеи: В начале 1900-х годов клеи были получены из
сельскохозяйственные ресурсы до введения нефтяных смол
в начале 1930-х гг. В последнее время термин «биоразлагаемый»
обычно используется для обозначения экологически чистых продуктов
которые в пластмассах описывают все разлагаемые пластмассы через
микроорганизмы, такие как бактерии, грибы и водоросли. Главный
Проблема с использованием биоразлагаемых клеев заключается в том, что они
преимущественно водорастворимы. Это ограничение ограничивает их
на открытом воздухе или в условиях повышенной влажности. Здесь обсуждаются два натуральных клея при производстве MC.
ДСП – это соевый белок и крахмал.
Соевый клей: соевые бобы недороги и широко доступный пищевой материал. Концентрат соевого белка как таковой или модифицированный щелочью можно использовать в качестве клея. График лечения следует аналогично доскам RH, изготовленным из синтетических смол. MOE и MOR плит на основе соевого белка составляют 2 ГПа и 8 МПа соответственно [24].
Крахмальный клей: Крахмал представляет собой углевод с высокой молекулярной массой.
(C 6 H 10 O ) сущ. Из-за этого крахмал обычно готовят в виде
процентный раствор, а молярная сила. Крахмал белый
порошок, который обычно не имеет вкуса и запаха. Крахмальные зерна являются
мелкие кристаллы или комки в зависимости от их происхождения внутри растения
царство. Доступные крахмалы включают кукурузный крахмал, картофельный крахмал,
саго и тапиока. Крахмалы модифицированы для повышения их стабильности.
против чрезмерных физических условий, чтобы изменить их текстуру,
варьировать время желатинизации или изменять их характеристики для
конкретные приложения. Модифицированный крахмал получают обработкой
крахмал или крахмальные гранулы с модифицированными агентами, вызывающими
крахмал частично разлагается. Обычно используют модифицированный крахмал.
в качестве клея, стабилизатора или эмульгатора. Модифицированный крахмал может быть
превращается в быстрорастворимый крахмал, который сгущается и превращается в гель без
тепла или крахмала для варки, который должен быть приготовлен как обычный
крахмал. Таким образом, модифицированный крахмал может быть специально приготовлен
для использования в качестве смолы для клеев в производстве древесно-стружечных плит.
Среди вышеперечисленных клеев были использованы крахмальные клеи.
для моего эксперимента, потому что крахмал легко доступен и
недорогой биоразлагаемый материал.
Преимущество клея на основе модифицированного крахмала:
• Доступность
• Относительная низкая стоимость
• Хорошая адгезия к целлюлозе и многим пористым субстратам
• Нерастворимость в маслах и жирах
• Нетоксичность и биоразлагаемость 57 Термостойкость 90
• Недостатки клея на модифицированном крахмале:
• Плохая водостойкость
• Медленный процесс высыхания
• Плохая стабильность при хранении
• Требуется предварительная обработка для повышения водостойкости.
Добавки
Было показано, что использование специального отвердителя и добавок
в клеевой смеси для производства ДСП может привести к получению плит
повышенная атмосферостойкость, а уровень формальдегида
Выбросы сохраняются низкими с использованием ловушки. Более того,
результаты биологических испытаний доказали, что борная кислота, добавленная к
клеевая смесь повышает биологическую стойкость плит. Следовательно,
рецептура клеевой смеси для древесно-стружечных плит, обеспечивающая улучшенное
была разработана атмосферо- и биологическая стойкость с низким уровнем выделения формальдегида. Также было показано, что
присутствие агента не требуется во избежание выщелачивания
борной кислоты, по-видимому, потому, что сама смола действует как агент.
Это важно с финансовой точки зрения, поскольку стоимость
Таким образом, консервирующая система значительно снижается. В частице
при производстве плит часто добавляют ряд добавок
в структуре для повышения ее производительности при определенных
обстоятельства. Добавки включают проклеивающие агенты, антипирены,
средства от насекомых и фунгициды. Поэтому крайне важно, чтобы
свойства клея и механизм отверждения не ухудшаются
нарушается при добавлении этих соединений [28].
Воск
Восковые продукты, приготовленные из нефтяных и синтетических восков, очень полезны в процессе производства ДСП. По при применении этих продуктов им придаются следующие характеристики: Изделия из ДСП:
Водоотталкивающие свойства.
Пониженное водопоглощение.
Устойчивость к набуханию под действием воды.
Назначение восковой эмульсии в производстве различных
плитной продукции заключается в придании плитам влагостойкости к
определенная степень. Эта эмульсия состоит из двух частей, одна часть
парафин, а другая часть воды. В процессе воск
плавится и в расплавленном виде переходит в горячую воду. рассеивание
добавляется агент, и вся смесь проходит через высокое давление
гомогенизатор. Большое давление оказывается на одну сторону
материала, а другая сторона атмосферная. Материал
расширяется, проходя через машину, и это расширение разрывает
все частицы в крошечные капельки. Это дает стабильную дисперсию
воска в воде. Оттуда он хранится и передается через
Линия по производству ДСП. Качество оборудования
используемая в производстве Эмульсия древесно-стружечных плит будет определять
качество и стабильность конечного продукта [28].
Факторы, влияющие на свойства древесностружечной плиты
Типичная структура древесно-стружечной плиты трехслойная,
с грубыми частицами в ядре, а верхние слои
состоят из более мелких частиц. Однослойная ДСП существует,
но они составляют меньшую долю ДСП
производство. Помимо распределения частиц, Particle
плиты имеют градиент плотности по толщине
направление, называемое профилем плотности, возникающее в результате взаимодействия
влаги, давления и тепла при горячем прессовании. Это особенно
интерес к этому исследованию из-за его заметного влияния на
механические свойства ДСП. В зависимости от размера
и форма частиц, а также несколько параметров процесса,
профиль плотности нельзя рассматривать изолированно. Следовательно,
следующие разделы расположены в соответствии с логикой,
профиль плотности влияет на механические свойства частиц
доска, сформированная размером и формой частиц и
параметры процесса. Во-первых, профиль плотности вводится с
его характеристики и влияние на свойства панели без
обрисовывая в общих чертах его поколение. Размер и форма частиц
а также параметры процесса обрабатываются после этого, обращаясь, в частности, к формированию профиля плотности, а также к их влиянию
на свойства панели, не связанные с профилем плотности.
Следующие соображения в основном ориентированы на
механические свойства панели в центре внимания этого исследования, с
некоторые аспекты поведения набухания [29].
Профиль плотности: Для лучшего понимания влияния
профиль плотности на механические свойства панели, полезно
начнем с плотности в целом. Большинство свойств, которые могут быть
оцениваемые в ДСП, так или иначе взаимосвязаны
с плотностью [3]. Чем больше плотность, тем больше материала
присутствуют в том же объеме панели. Сначала поры в
структуры уменьшаются без более сильной деформации
частицы. По мере уплотнения поры сужаются.
значительной степени наряду с деформацией и частичным уплотнением твердого тела
частиц, чтобы закрыть поры между ними. Во время этих
фаз площадь связанной поверхности между частицами увеличивается по мере
площадь резонирующей поверхности, граничащей с порами, уменьшается. Третий
фаза – сплошное уплотнение материала, наряду со значительным
более высокое давление прессования по сравнению с предыдущими этапами.
Деформация и уплотнение поддерживаются пластификацией.
частиц, чему способствуют тепло и влага [30].
Поскольку они имеют градиенты по толщине панели, различные
появляются степени уплотнения. Специфический контроль этих
параметры для создания желаемой формы профиля плотности
рассматривается в разделе параметров процесса. В то время как
набухание и поглощение воды имеют сильную корреляцию
с общей плотностью, это плотность соответствующего слоя
взимается в механических испытаниях, на которые приходится панель
характеристики. Профиль плотности обычной древесностружечной плиты обычно
напоминает U-образную форму с наибольшей плотностью вблизи панели
поверхности и наименьшая плотность в ядре. В идеале должно быть
симметричный с пиковыми плотностями, имеющими одинаковые значения
Влияние содержания влаги на процесс производства древесностружечных плит и
свойства: Влажность отделки оказывает большое влияние
как на производстве, так и на свойствах ДСП.
Слишком высокий или низкий уровень влажности отделки приводит к проблемам
эксплуатации и производить некачественную плату. Оптимум
содержание влаги зависит от многих факторов, таких как геометрия,
и плотности древесины, среди прочего, делая обобщения
сложно. Максимальная прочность плиты достигается при влажности
содержание колеблется от 8 до 12 процентов на поверхности раздела частиц.
Как правило, рекомендуется, чтобы плиты были изготовлены из низкой плотности.
древесина имеет относительно меньшую влажность по сравнению с
доски из более плотной древесины. Сделать доску из заданного
плотность и объем при использовании породы дерева низкой плотности потребуют
большое количество частиц. Это способствует уплотнению. Таким образом
избыточная влажность мата, состоящего из частиц низкой плотности,
может привести к снижению прочности доски или, в крайних случаях, к
удары и волдыри. Дифференциация влажности может привести к ряду
преимуществ во время операции горячего прессования с такими как
быстро консолидирует матовые поверхности в плотный, прочный слой.
Чтобы создать перепад влажности, либо поверхностные частицы
с более высокой влажностью или непосредственно перед горячим прессованием
поверхность мата опрыскивается заданным количеством воды на единицу
площадь поверхности. Оптимум существует в количестве распыляемой воды,
в зависимости от таких факторов, как форма и размер, влажность мата [26]. Короткие, толстые частицы, обычно используемые в сердцевине
Слой требует большего количества смолы на единицу площади поверхности, так как
по сравнению с длинными тонкими частицами или очень мелкими гранулированными частицами
для поверхностных слоев. Более длинная и тонкая частица, все остальное
одинаковые, производить на борту с более высокой прочностью на изгиб
и стабильность размеров. Более короткие и толстые частицы производят
на борту с более низкой прочностью на изгиб и размерной стабильностью, но
более высокая прочность внутренней связи. Размещение частиц для производства
плита с высокой прочностью на изгиб и внутренней связью толстая
и короткие используются в основных слоях, а тонкие и длинные используются
на поверхностных слоях [26].
Влияние размера, формы и ориентации частиц: Согласно
Гензелю и др., которые исследовали соотношение толщины частиц
в среднем слое по толщине частиц в поверхностном слое для
его влияние на формирование профиля плотности трехслойных
ДСП. Высокий коэффициент, указывающий на то, что средний слой
состоит из толстых частиц, приводит к большей плотности поверхности
слой, так как толстые частицы создают более высокие восстанавливающие силы, а
мелкие частицы в поверхностных слоях могут быть пластифицированы и сформированы
легче, что приводит к более высокому уплотнению в этих зонах. Использование
толстых частиц в сердцевине панели, таким образом, усиливает как IB
прочность. Еще одним преимуществом этой стратегии является генерация
гладкой поверхности панели для последующего ламинирования или покрытия
работ [3]. Согласно Hansel et al., сообщает, что изменение
отношение масс тонкой поверхности к шероховатому центральному слою равно
также средство формирования профиля плотности. При более высоком соотношении, которое
означает увеличение доли поверхностного слоя, зоны
возрастает плотность, что за счет сохранения массы приводит
к уменьшению плотности ядра. В этой конфигурации основной слой
становится тоньше и легче одновременно. В то время как длина частицы
и толщина были определены как решающие факторы для
механические свойства в обширных исследованиях, ширина частиц имеет
просто оценили. Из приведенных соображений можно
считается маловажным [31]. Ориентация
частиц по отношению к направлению испытания оказывает большое влияние на
механические свойства ДСП. Келли, ссылается на исследование
доказывая, что выравнивание частиц вдоль длинной оси
изгиб образца дает значительно более высокий MOR по сравнению с
перпендикулярно ориентированные частицы [30]. Различия между
однако направления нагрузки менее выражены, чем для твердых
древесина. В направлении слабой нагрузки, т.е. перпендикулярно волокну
направлении изгибные свойства выровненных частиц превышают
те, что из цельного дерева. Влияние ориентации частиц на IB
силы не сообщаются. Размер частиц влияет на
Нагрузка смолы (RL), которую чаще всего называют отношением
сухой смолы, нанесенной на сухие частицы, в зависимости от площади поверхности
для нанесения клея варьируется в зависимости от размера частиц. Ссылаясь
до размеров частиц, характерных для производства ДСП. В соответствии
Данки и Нимцу, приведите пример, согласно которому 100 г необработанного
частицы имеют площадь поверхности 1 м ² тогда как 100 г мелкого
частицы имеют площадь поверхности 10 м ² . Так, для мелких частиц
RL должен быть выбран на более высоком уровне. РЛ требует особого внимания
в случае нанесения клея на смесь частиц разных
размеры. Шероховатость поверхности частиц также влияет на
загрузка смолы. Чем ровнее поверхность частиц, тем лучше
его естественная структура сохраняется, тем выше становится прочность на сдвиг связи между частицами. Шероховатая поверхность частиц
следовательно, подразумевается потребность в большем количестве смолы для достижения удовлетворительного
связи [31]. Геометрия частиц (форма и размер)
соображение, влияющее как на важные свойства доски, так и
процесс его изготовления. Действительно, производительность Particle
доска в значительной степени является отражением характеристик частиц
Механическая прочность является важным свойством плиты.
и сильно зависит от геометрии частиц. Геометрия частиц
значительно влияет на внешний вид лица и края. Тонкий и
мелкие частицы с их податливостью и способностью заполнять зазоры генерируют
зазор-свободная поверхность. В последние годы большинство коммерческих операций
использовали мелкие пылевидные частицы и рафинированные под давлением волокна
на поверхностях доски. Геометрия частиц косвенно влияет на
отделочные, склеивающие и накладные характеристики ДСП. Кроме того, поведение древесно-стружечной плиты при механической обработке (т. е. распиловка,
маршрутизация, формирование, планирование и шлифовка) также зависит от
тип частиц, используемых при производстве продукта. Форма
Размер частиц напрямую влияет на количество
тепло, необходимое для достижения частицами определенного уровня влажности
содержание. Увеличение размера частиц любой конкретной формы
требует большего количества тепла для удаления данного веса
воды.
Влияние содержания смолы: Было указано, что содержание смолы
является важным фактором улучшения прочностных свойств и
размерная стабильность ДСП. Он был рассчитан
что геометрия частиц была гораздо важнее, чем клей
содержание с (UF) на значениях MOR. Клеи разного уровня;
8, 10 и 15%, использованные Kimoto et al., обнаружили, что лишь незначительное
улучшение прочностных свойств на 15% по сравнению с
Содержание клея 10 % [32]. Lehmann использовал ультрафильтрацию при 2, 4 и 8% смолы.
содержание и обнаружили лишь небольшое увеличение MOR и MOE при
содержание клея увеличилось с 4% до 8%. Шулер использовал семь
Уровни UF смолы в диапазоне от 2 до 12% не улучшали
очевидным для него в MOR и MOE, когда уровень клея был
увеличился выше 5% [33,34]. Содержание клея 12% было ниже
уровень 10% для всех плотностей ДСП. Леманн, указано
что увеличение прочностных свойств напрямую связано с
содержание смолы. Прайс и Леманн также сообщили, что свойства
увеличивается с увеличением содержания смолы и уменьшается
со снижением содержания смолы при использовании либо фенолформальдегида
(ПФ) или карбамидоформальдегидные (УФ) смолы. Ханн и др.,
указано, что долговечность ДСП была улучшена, когда
уровень клея был увеличен с 3% до 6% и с 4%
до 8% для клеев ПФ и УФ соответственно [35]. Шулер, б/у
семь уровней УФ-клея в диапазоне от 2 до 12%, и заключили
набухание по толщине (TS) через 2 и 24 часа пропитывания водой
испытания достигли минимума при содержании смолы 10%, после чего
произошло улучшение ТС [33]. Эффект смолы может также
зависит от используемого сырья древесины или недревесных материалов.
Кукуруза в сельском хозяйстве Эфиопии
Shahidur et al., сообщает, что кукуруза продолжает
значительный вклад в экономическое и социальное развитие
Эфиопии. Как культура с наибольшим охватом мелких землевладельцев
на 8 млн держателей (по сравнению с 5,8 млн у теффа и 4,2 млн
миллионов на пшеницу), кукуруза имеет решающее значение для средств к существованию мелких землевладельцев в Эфиопии. Кроме того, кукуруза является основной культурой с наибольшим
производство на уровне 4,2 млн тонн в 2007/08 г. по сравнению с тефф на уровне 3,0
млн тонн и сорго на 2,7 млн тонн. Кроме того, кукуруза
играет центральную роль в обеспечении продовольственной безопасности Эфиопии. Это самая низкая стоимость
источник калорий из злаков, обеспечивающий в 1,5 и 2 раза больше
калорий на доллар по сравнению с пшеницей и тефом соответственно. Ан
Эффективный сектор кукурузы может стимулировать производство продуктов питания в Эфиопии
быстро сократить дефицит продовольствия в стране и не отставать от
растущее население. Однако кукурузные початки являются органическими отходами.
и истощают загрязнения окружающей среды; там нет обработки
органические отходы кукурузного початка в Эфиопии.
Эфиопский производитель стружечных плит компании
Эфиопская компания Chipwood and Furniture Share Co (ECAFCO S. CO)
была создана в 1966 году. Компания находится в Debre Zeit
Дорога. Годовая мощность завода составляет 15 000 м3 3 древесины и
пионер в производстве ДСП из частиц эвкалипта.
изделия имеют толщину от 08 до 16 мм [36]. Мэйчью
ООО «Завод древесно-стружечных плит» (MPF) основано в 2007 году.
Завод расположен в южной части региона Тыграй, в Майчеве.
городок. Годовая производственная мощность завода составляет 40 000
м 3 из дерева. Компания использует передовые технологии
и сочетает это с большими производственными мощностями, контролем качества
панели, лаборатории и все необходимое оборудование. Компания
производит различные коммерческие трехслойные частицы
плит и изделий толщиной от 08 до 40 мм в
в соответствии с международным немецким стандартом DIN с частицами
размер доски 1,22 м × 2,44 м. Завод по производству щепы Hawassa PLC
была создана в рамках инвестиционной группы MIDROC и работает
в 2012 году. Завод расположен в Южной нации, национальности и
Народы Эфиопии (SNNPR), в Хавассе. Годовой объем производства
вместимость 40 000 м 3 из дерева. Компания занимается производством
различные товарные продукты; однослойная ДСП и
толщина изделий от 08 до 40 мм в соответствии
в соответствии с международным немецким стандартом DIN с размером древесностружечной плиты,
1,22 м × 2,44 м. Как показано в приведенной выше таблице 5 , почти 95 000
м 3 древесины требуется для изготовления 3 545 940,46 шт.
доска ежегодно. Приблизительно 316,67 м 3 древесины используется в каждом
день для производства ДСП. Это указывает на то, как
большая часть деревьев вырубается и представьте себе экологический эффект
в стране. Вес досок отличается от заводского
на заводы. Основная причина заключается в технологии, используемой для
изготовление ДСП. Обе фабрики используют новейшие
и эффективная технология производства, в то время как ECAFCO используется очень
старые по сравнению с ними. Весит соответственно 30 и 40 кг. В качестве
показано выше Таблица 6 , импортная ДСП показала
общий рост за последние 10 лет с некоторыми колебаниями.
В течение 2007-2009 гг. среднегодовой объем импорта составил
около 2565,23 тонны. В последующие три года, т. е. с 2010 г.
В 2012 году среднегодовой показатель увеличился до 3 203 тонн. В последние четыре года наблюдается резкий рост. Ежегодный
средний объем импорта в 2013-2016 гг. достиг
уровень 4078,92 тонны. Этот резкий рост в основном связан с
бум строительного сектора и мебельной промышленности в прошлом
несколько лет, но неспособность отечественного производства удовлетворить
растущий спрос в стране. Впоследствии импорт является одним
показателей неудовлетворенного спроса; в настоящее время неудовлетворен
спрос оценивается в 6000 тонн [37-40].
| Название компании | ECAFCO S. CO | ДСП Maichew | Завод по производству щепы Хавасса |
|---|---|---|---|
| Годовой объем производства (м 3 ) | 15 000 | 40 000 | 40 000 |
Таблица 5 Эфиопские компании-производители стружечных плит.
| Год | Количество (тонн) |
|---|---|
| 2007 | 1876,4 |
| 2008 | 3694,6 |
| 2009 | 2124,7 |
| 2010 | 2771.2 |
| 2011 | 3709,9 |
| 2012 | 3128,5 |
| 2013 | 4638,8 |
| 2014 | 4938.4 |
| 2015 | 5295,3 |
| 2016 | 5522.1 |
Таблица 6 Импорт ДСП из-за границы.
Недостатки использования деревянных изделий
Режущие установки для производства древесностружечных плит и использования синтетические клеи для производства древесностружечных плит имеют ряд негативного воздействия на почву, воду, климат и экосистемы Потенциальный пробел в литературе, указанный ниже
Утрата биоразнообразия: 902:50 С таким количеством растений в мире и
животные живут в лесах, что значительно сокращается в этой среде обитания,
будь то тропический лес или северный вечнозеленый лес
воздействие на биоразнообразие. Хуже того, многие исчезающие растения и
живут только животные.
Изменение климата: Вырубка деревьев также удаляет механизм регулирования температуры в лесных массивах. горячее дни и более прохладные ночи ложатся дополнительным бременем на оставшиеся растения и животные. Растущие деревья поглощают много углерода диоксид. Эта функция не может быть полностью заменена посадкой отдельных культуры, такие как соя или конопля. Растения хорошо удерживают влагу, деревья в частности.
Потеря плодородия почвы: Лесные земли могут быть привлекательными для сельского хозяйства потому что он кажется таким плодородным. На самом деле это часто не так. Кажущийся плодородие тропических лесов зависит от сложных отношений между разновидностями видов растений. Расчистка территории под посадку сои или конопля просто сначала обнажает почву с высоким содержанием питательных веществ.
Наводнение: Леса поглощают проливные дожди, которые в противном случае могли бы пойти
прямо в реки и ручьи. После бури или после нескольких
в дождливые дни местная река может подняться до уровня разлива, даже с лесами
забирая большую часть воды.
Загрязнение воды: Вырубка леса также приводит к стоку в вода. Почва уносит питательные вещества и может загрязнять воду с агрохимикатами.
Эмиссия формальдегида: Эмиссия формальдегида является основной вкладчик в загрязнение воздуха в помещении, который также известен как летучий Органические соединения (ЛОС). ЛОС представляют собой газы, выделяющиеся из твердых или жидких форм. Как правило, выделение газов включает различного рода химических веществ, что значительно дает отрицательный эффект как при краткосрочном, так и при длительном воздействии в определенном виде лесная среда обитания. Эти виды могут быть полностью утрачены или стать вымерли в дикой природе очень легко.
Преимущества сельскохозяйственных отходов и крахмала клеи
Совместимость: Компостирование биоразлагаемое, что может улучшить
задерживает воду и питательные вещества и помогает выращивать более здоровые растения с помощью
меньше потребности в химических удобрениях и пестицидах.
Меньше загрязнения: Производство биоразлагаемых кукурузных початков потребительские товары загрязняют окружающую среду гораздо меньше. Поскольку продукты могут распадаться на нетоксичные компоненты, они не вызывают опасный химический фильтрат, который может отравить воду или от газов, которые могут загрязнять воздух.
Функциональность: Биоразлагаемый пластик полностью безопасен для замораживания, подходит для микроволновой печи и обычно выдерживает нагрев.
Нетоксичный: Большинство биоразлагаемых пластиков, за исключением произведенных из картофельного крахмала— не содержат аллергенов и безопасны для атопиков потребители. В целом биоразлагаемые продукты нетоксичны. Они изготовлены из натуральных элементов, поэтому не содержат химических веществ выделять токсичные и ядовитые отходы при разрушении в компост.
Энергосбережение: Поскольку биоразлагаемые продукты
состоит из натуральных ингредиентов, которые легко распадаются на
земли, требуется гораздо меньше энергии для их переработки, обеспечивая более быстрое
и более эффективное производство.
Маркетинговые преимущества: Переработка отходов и экологичная жизнь, многие люди
ограничивают свои покупки товаров для дома, продуктов
и даже фаст-фуды только к продуктам и владельцам, которые используют
биоразлагаемая упаковочная продукция. Подводя итоги, потенциал
куча обзоров литературы, практически все производители ДСП
в том числе эфиопские производители стружечных плит используют древесную стружку
это может привести к вырубке лесов, что приведет к экологическим
истощение. На основании литературного поиска в настоящее время нет
коммерческое использование початков кукурузы в лигноцеллюлозном композите
производство. Кроме того, почти все производители используют
дорогие клеи, т. е. фенол и формальдегид мочевины, но это
исследование найти альтернативное решение для замены деревянных изделий
сельскохозяйственными отходами и природными клеями, потому что крахмал и
кукурузный початок, который можно разложить на углекислый газ, воду,
метан или простые органические молекулы микроорганизмами и
других живых существ путем компостирования, аэробного пищеварения, анаэробного
пищеварение или подобные процессы.
Использование и применение древесно-стружечных плит
Используется в производстве мебели, где основной задачей является экономия средств. фактор. Используется как для подвижной, так и для встроенной мебели. плиты могут быть изготовлены различной плотности, толщины и сорта, подходящие для широкого спектра применений. Некоторые из них: дверь панели, мебель, столешница, акустическая система, напольное покрытие, малобюджетный дом, краснодеревщик, кровля, звукоизоляция, экзаменационный блокнот, фото ламинация, входная дверь, строительная перегородка, упаковочная коробка, фальш потолок и утепление.
Преимущество ДСП
Свойства этой плиты можно контролировать, она стала лучше акустические свойства и, следовательно, лучшее звукопоглощение. не поддерживает горение, поэтому его безопасно использовать, так как это хорошая безопасность мера, он устойчив к насекомым и термитам, водостойкий и это более экономично.
Недостатки ДСП
ДСП прогибается под нагрузкой; например книжные полки. Это необходимо
быть закреплена на всю длину или полки должны быть ограничены до максимума
диапазон 900 мм. ДСП требует обработки кромок
цельная древесина или кромка, обшитая шпоном. ДСП
разрушается при воздействии высокой влажности, и это
проблема несколько смягчается ламинированием платы на обоих
стороны с меламиновой смолой для уменьшения проникновения влаги и
использование влагостойких смол.
Материалы и методы
Сырье
Основным сырьем, необходимым для этой работы, были сельскохозяйственные отходы (кукурузные початки) и местного производства.
Химикаты
Растворимый крахмал, Клей для дерева (верхняя связка), Дистиллированная вода, Натрий гидроксид (NaOH), H 2 SO 4 , ацетон, декалин.
Оборудование
сушилка), погрузочно-разгрузочные работы (полиэтиленовый пакет), шлифовальная машина (истирание
мельница), Электронные весы, Анализатор влажности, Измерение
цилиндр (пластик), ситовой анализ, пластиковая мешалка, ложка или дерево
мешалка, металлическая форма, датчик температуры, пропитка смолой
агрегат (смеситель), Колбонагреватель (плита), Мортал, Ручной гидравлический
пресс, термостат водяной бани, штангенциркуль, нож, тигель, графин,
Печь, волокнистая колба, листовые металлы и металлические пластины.
Методы
Сбор образцов
Кукурузные початки доступны в большинстве районов Эфиопии, включая Аддис-Абебу. Абебе, и для этого исследования образцы были собраны в Аддис-Абебе. и эти исследования проводились в лабораториях Школа химической и биоинженерии и Школа механики и промышленная инженерия, Аддис-Абебский технологический институт, Университет Аддис-Абебы.
Анализ сырья
Содержание влаги в частицах початка кукурузы: Водопоглощение
емкость и влажность частиц початков кукурузы.
определяется с использованием результата, полученного следующим образом: количество
частицы початков кукурузы, оставшиеся размером менее 2 мм и весом 250 г
был взвешен. Затем образец размера початка был высушен на поверхности с помощью
раскладывая его на металлическом листе и осторожно дуя воздухом из
потолочный вентилятор. Определяли массу насыщенной поверхности сухой пробы. Затем его сушили в течение 24 часов в печи при 100 90 231 ° 90 232 C,
охлаждают и повторно взвешивают.
Масса початка кукурузы в естественном состоянии, a
Масса образца, высушенного в печи, c
..….. (1)
Определение зольности: Зольность определяют с помощью ASTM D 2017 (1998). Образец МС массой 3 г помещают в предварительно взвешенную тигель прокаливают в муфельной печи при 90°С до было достигнуто полное озоление. Затем тигель переносится в эксикатор для охлаждения. Было сделано и снято три повтора средние образцы, которые были взяты. Охлажденный образец взвешивают составил 0,08 гр. Зольность рассчитывается по уравнению 2 следующим образом:
….. (2)
Где, W 0 = Вес тигля, W 1 = Вес тигля + образец до сжигания, W 2 = вес тигля + образец после сжигания
Определение содержания целлюлозы и лигнина
1 г высушенного измельченного образца МС взвешивают в 250 мл волокна
колбу и 100 мл холодного раствора серной кислоты (H 2 SO 4 ) и 2
мл декалина. Смесь осторожно кипятят в течение 1 часа.
Смесь фильтруют еще горячей, а остаток промывают.
кипятком и ацетоном. Тигель и содержимое
сушат в сушилке при 105 ° С в течение 12 часов и дали остыть
в эксикаторе и массой 0,631 г. Процент MCL составляет
рассчитано по формуле:
…… (3)
Определение содержания лигнина: Значение MCL (0,631 г) остаток, полученный в предыдущем эксперименте, замачивают в холодной серной кислоте (H 2 SO 4 ). Смесь перемешивают до однородности пасты, чтобы разбить все комочки. Остаток промывают горячей водой до освобождения от кислоты. Остаток в тигле сушат 24 часа. в 11 ° C и затем охлаждали, после чего взвешивали (W 1 ). Горнило плюс высушенный в печи остаток переносили в муфельную печь, установленную на 75 ° С. озолить в течение трех часов до получения белой сероватой золы, охладить в эксикаторе и взвешивают (W 2 ). % ML рассчитывается с использованием по следующей формуле:
…… (4)
Определение целлюлозы: Определен процент целлюлозы
в соответствии с ASTM D 2017–98 по следующей формуле.
…… (5)
Где MCL = мера общей суммы в процентах от целлюлозы и лигнин ML = мера процентного содержания только лигнина.
Экспериментальный проект
Анализ данных выполнен программой DESIGN EXPERT версии 6.0
программное обеспечение (общий факторный план) для оценки эффектов
переменные процесса; температура (130 ° С, 155 ° С и 180 ° С), давление (3 МПа, 5 МПа и 7 МПа) и соотношение крахмала (15,4%,
17,9% и 20,3%). Экспериментальный план GFD подготовлен 27
были проведены эксперименты с одной повторностью, основанные на
шаблон, созданный с помощью программного обеспечения. Переменная ответа
было выходом внутреннего склеивания после изготовления. Этот дизайн
эксперимент помогает нам оптимизировать параметры процесса, используемые для
более трех уровней и свести к минимуму экспериментальные ошибки,
повысить точность эксперимента. Значимость результата была установлена
из дисперсионного анализа (ANOVA). Таблица 7 показывает подготовку
эксперимента с использованием экспертов по дизайну v. 6.0.8 с тремя уровнями и
три фактора.
| Прогон № | Фактор 1 Температура ( 0 C) | Фактор 2 Давление (МПа) | Коэффициент крахмала 3 (г) |
|---|---|---|---|
| 1 | 130 | 3 | 10 |
| 2 | 155 | 3 | 10 |
| 3 | 180 | 3 | 10 |
| 4 | 130 | 5 | 10 |
| 5 | 155 | 5 | 10 |
| 6 | 180 | 5 | 10 |
| 7 | 130 | 7 | 10 |
| 8 | 155 | 7 | 10 |
| 9 | 180 | 7 | 10 |
| 10 | 130 | 3 | 12 |
| 11 | 155 | 3 | 12 |
| 12 | 180 | 3 | 12 |
| 13 | 130 | 5 | 12 |
| 14 | 155 | 5 | 12 |
| 15 | 180 | 5 | 12 |
| 16 | 130 | 7 | 12 |
| 17 | 155 | 7 | 12 |
| 18 | 180 | 7 | 12 |
| 19 | 130 | 3 | 14 |
| 20 | 155 | 3 | 14 |
| 21 | 180 | 3 | 14 |
| 22 | 130 | 5 | 14 |
| 23 | 155 | 5 | 14 |
| 24 | 180 | 5 | 14 |
| 25 | 130 | 7 | 14 |
| 26 | 155 | 7 | 14 |
| 27 | 180 | 7 | 14 |
Таблица 7 Экспериментальные уровни и коэффициенты с версией Design Expert 6. 0.8.
Подготовка ДСП из початков кукурузы
Размер початков кукурузы был уменьшен с помощью ножа и экспонирования
сушить на солнце до тех пор, пока содержание влаги не упадет ниже 4,5%
[16]. Частицы початков кукурузы помещали в промышленную печь на
100 o °С в течение 24 часов и было достигнуто содержание влаги 3,52%.
После этого уменьшенный образец загрунтовали с помощью мортиля.
При приготовлении ДСП из початков кукурузы шлифовались
до мелкого размера частиц. Початки измельчались с помощью мельницы.
машина, так как мелкие частицы были получены на истирающей мельнице.
полученные мелкие частицы просеивали с помощью сита с ячейками 2,0 и
Отверстие сетки 1,0 мм и размер частиц менее 2 мм.
Просеивание проводили для получения частиц початков кукурузы одинакового размера.
Это делается для того, чтобы избежать набухания початков кукурузы. Переменная в этом
работы, процент связующих или отвердителей был использован, в то время как
масса смолотых початков остается неизменной на всем протяжении ( Рисунок 7 ). К
производить древесностружечную плиту, весы используются для взвешивания
гранулированные початки, крахмал и столярный клей (Top Bond). Соотношение смеси
принятые для этой работы были 69,2% частиц МС: 15,4%, 17,9% и
20,3% модифицированного крахмала клей: 15,4% клей. Затем тщательно
смешать вручную с помощью деревянной мешалки и металлической ложки ( рис. 8 ). Затем смесь выливается в деревянную форму или циновку.
размером 100 мм × 100 мм × 15 мм со стальной пластиной, расположенной на
дно. Масло использовалось в качестве разделительного агента на поверхности формы.
для легкого извлечения композита из формы после отверждения
композитов. После предварительного прессования металлическим блоком формируется
был удален, а сверху была помещена еще одна стальная пластина.
сформированный мат. Позже весь коврик был передан в лабораторию.
нажмите ( Рисунок 9 ). Пресс-форма была разделена вручную
гидравлический пресс с плитой с электрообогревом. Смесь
позволяет течь самостоятельно внутри формы. Затем 3 МПа, 5 МПа
и давление 7 МПа прикладывали к пресс-форме с температурой
13 ° C, 155 ° C и 18 ° C в течение 12 минут с помощью ручного нажатия
машина. После этого ДСП аккуратно сняли.
из пресс-формы, на следующем этапе древесно-стружечная плита
высушить естественным путем на открытом воздухе в течение 6 дней. Отверждение – это процесс, при котором
клей/крахмальный клей проникает в ДСП. От Рисунок 10 Все древесно-стружечные плиты из початков кукурузы были произведены
использование метода горячего прессования является жизненно важным для производства кукурузы
глыба ДСП. Распад частиц происходил при очень
при низкой влажности и при высокой влажности.
Рис. 7: Металлическая форма и плиты.
Рис. 8: Ручной гидравлический пресс.
Рис. 9: Экспериментальные технологические схемы приготовления ББ из початков кукурузы.
Рисунок 10: Экспериментальные изделия из древесностружечной плиты из початков кукурузы.
Характеристика физико-механических свойства ДСП
Характеристика физико-механических свойств ДСП ДСП:
Толщина ДСП: Толщина ДСП: определяется следующим образом. Пригоршня образцов размера початка кукурузы толщина ДСП с чистой и острой кромкой с отклонением 0,1 мм и дать название каждому образцу. Убедись, что толщиномер и находится в нормальном состоянии. Измерьте толщину каждого образца с помощью толщиномера и записи.
Определение содержания влаги: MC древесно-стружечной плиты определяется с помощью следующих процедур. Нарежьте пластины размером 4,5 × 4,5 см.
из досок одинакового размера шиномонтажным станком и дать имя
для каждой плиты. Измерили вес каждого блока и записали.
Поместите каждый кусок в духовку на 24 часа при температуре
10 ° Cand записал время входа и выхода. Выньте
образцы через указанное время и помещают их в эксикаторы на
2 минуты и измерьте массу высушенных древесно-стружечных плит, и
поставить результат. И, наконец, рассчитайте влажность
ДСП по следующей формуле:
……. ( 6)
Принимая во внимание, что W влажный = вес влажного образца W сухой = вес сухой образец
Определение плотности ДСП: Плотность ДСП плата определяется следующим образом. Сначала измерил вес ДСП на весах, секунда измерила размер по длине и ширине ДСП с помощью гибкого метр или градуированный стальной метр, а третий измерил толщины с помощью толщиномера (аналогового или цифрового) на 4 балла и взяты средние значения. Затем посчитайте брутто плотность ДСП по следующей формуле:
…… (7)
Wa: воздушно-сухой вес
Va: воздушно-сухой объем
Объем PB = l × h × w ……….. (8 )
Принимая во внимание, что l = длина
h = высота w = ширина
Водопоглощение: Вырежьте образцы плиты 2,5 × 2,5 см.
толщина с чистой и острой кромкой с отклонением 0,1 мм
и дайте имя для каждого образца. Убедитесь, что точность
весовой баланс в норме. Измерьте массу
каждого образца с помощью прецизионных весов и записи. Вставлять
каждый образец на водяной бане и записывают время через 30 мин.
Было замечено, что древесно-стружечная плита тонет, так что она опирается на
основание емкости для воды. По истечении указанного времени,
выньте образец из водяной бани и измерьте массу
каждого образца в соответствии с обозначением, данным записью.
Вес ДСП был протестирован и получен с
помощью весов. Через 30 минут ДСП была
повторно взвешивают и рассчитывают количество поглощенной воды как
следует:
……… (9)
Где, W f конечный вес
W i начальный вес
Определение прочности внутреннего сцепления: IB частиц
плата определяется следующим образом. Вырежьте пробные образцы с помощью
размер 4,5 × 4,5 см толщиной доски и с острым краем
с доски. Измерьте вес каждого тестового образца и
рассчитать плотность. Шлифовка тестовых образцов и склеивание каждого теста
часть между двумя призматическими хомутами, нажав на спусковой крючок
клеевой пистолет и подождите не менее 20 минут в стандартной атмосфере. Соедините два зажимных устройства на карданном подвесе в WOLPERT.
Испытательная машина Ст.6. Подготовка образца не
позволяют убедиться, что приклеенные деревянные распорки идеально
параллельно. После разрушения образца тесты оценивают регистрацию
результат и запишите значение внутреннего изгиба.
Испытание на твердость: Измерение твердости – это сопротивление образец древесно-стружечной плиты MC на вдавливание и износ измеряет усилие, необходимое для внедрения стального шарика наполовину в образец размером 4,5×4,5 мм или в центре ДСП из початков кукурузы с помощью ASTM Роэлл, M.FOS.013.
Результат и обсуждение
Для этого раздела результаты и обсуждение для производства и оценка древесно-стружечной плиты с использованием кукурузного початка и модифицированного крахмала клей был проанализирован.
Характеристики сырья
Содержание влаги в частицах початка кукурузы: Содержание влаги в
Частицы початка кукурузы рассчитывали с использованием приведенного выше уравнения 1 и
результат составил 3,52%. По словам Зубайру, влажность
частиц, описанных ниже, 4,5%, что является приемлемым значением
но после 5 дней хранения при нормальной атмосферной температуре
впитывает меньше влаги, потому что початки кукурузы обладают уникальным свойством
для поглощения жидкости.
Определение содержания золы: Зольность початков кукурузы частица была рассчитана с использованием приведенного выше уравнения 2 и результат составил 2,67%. По данным Chow et al., стандартный диапазон зольность древесины составляет 2-5%, в случае с мягкой древесиной зольность образца початка кукурузы находилась в диапазоне, т.е. приемлемое значение.
Определение содержания целлюлозы и лигнина: Процентное содержание целлюлозы и лигнин были рассчитаны с использованием приведенного выше уравнения 3 и результат составил 63,1%.
Определение содержания лигнина: Лигнин початков кукурузы связывается с
целлюлозные волокна для отверждения и укрепления клеточных стенок растений и
процент измерения лигнина был 24,5%, ближайший к 25%
это приемлемый диапазон. По словам Чоу и др.
др., нормативное значение содержания лигнина в древесине 25-35%.
Определение целлюлозы: Процентное содержание целлюлозы определено в соответствии с ASTM D 2017-98 по следующей формуле. По словам Зубайру, в початках кукурузы средний процент клетчатки. составляет 45%.
% Целлюлоза = % MCL − % ML = 63,1-24,5 = 38,6% …… (10)
Где, MCL = Мера общей суммы в процентах от целлюлоза и лигнин ML = мера процентного содержания лигнина Только.
Испытания физических свойств стружечных плит
Толщина древесностружечных плит из початков кукурузы: Среднее измеренное значение значение толщины древесно-стружечной плиты из початков кукурузы составило 6,75 мм. Максимальное и минимальное значение были 6 и 7,5. соответственно. Это было принятое значение, согласно результату и изменение толщины произошло из-за изменения контроля такие параметры, как коэффициент пропитки и давление.
Плотность ДСП: Было отмечено, что разница в
опытный состав и добавка пропитки коэффициент
влияло на плотность платы. Из экспериментальных
результате минимальная плотность составила 6840 кг/м 3 , максимальная
плотность составила 9083,33 кг/м 3 , а средняя плотность оказалась равной
7828,16 кг/м 3 . Экспериментальные древесностружечные плиты MC будут высокими
плиты плотности. Значением WA может быть высокая плотность
материал по сравнению с Pinus и Eucalyptus. Следовательно, более высокий
количество частиц на площадь, необходимое для формирования панельного матраца
заданной плотности, которые увеличивают доступность
места сорбции. По Зумбайру, свыше 800 кг/м 3 высокие
плотность древесностружечных плит Плотность плиты оказывает большое влияние на
такие свойства, как IB, TS и WA. Так, по полученным результатам
от эксперимента, были некоторые существенные различия в
плотность среди промышленных панелей.
Объем ДСП: Объем ДСП
варьировалось от 6 × 10 90 231 -5 90 232 м 90 231 3 90 232 до 7,5 × 10 90 231 -5 90 232 м 90 231 3 90 232 из-за
коэффициент пропитки и давление прессования, но средний
объем древесно-стружечной плиты из початков кукурузы оказался равным 6,75 × 10 -5 м 3 .
Влажность: Процент влажности, мс рассчитывается по уравнению 6. Минимальное содержание влаги для древесно-стружечной плиты – 7,41% при 18°C, 3 МПа и 15,5 % SR, а максимальное значение составило 13,84 % при 13°C, 3 МПа и 20,3% СР. Средняя влажность всех плит составила 11,43%. Равновесная влажность в основном зависит от относительной влажность. Измерение влажности может быть достигнуто путем взвешиванием или с помощью электрического влагомера. Линейные размеры и толщина были изменены, когда было изменено содержание влаги. Согласно Мослми, содержание влаги колеблется от 8 до 12 процентов на границе раздела частиц, что была приемлемой величиной.
Испытание на водопоглощение: Водопоглощение составило 37,44% при
температура 13 ° С, 5 МПа и 20,3% SR имеют высоководные
абсорбировались и почти все образцы через 30 минут были растворимы.
Водопоглощение ДСП было высоким, так как оно впитывало
много воды из-за этого, его можно использовать для внутреннего применения для
сухие сезоны. Из эксперимента среднее значение WA раз
(30-минутное погружение) составил 29,54%. В случае ДСП
изготовлены из фенолформальдегидной смолы, имеют низкое водопоглощение
это самые низкие значения водопоглощения, тогда как кукуруза со
доски показали самые высокие средние значения WA.
Определение механических свойств частиц плата
Тест внутреннего соединения: Тест IB показывает корреляцию между
плотность и прочность IB древесностружечной плиты. Имея длину
100 мм изгибаемые образцы могут иметь вариации плотности по длине. Согласно ASTM WOLPERT St.6,
минимальное внутреннее сцепление составило 0,12 Н/мм 2 , максимальное
внутреннее сцепление составляло 0,142 Н/мм 2 , а среднее внутреннее
сцепление 0,132 Н/мм 2 относительно низкое внутреннее связывание
по сравнению с мочевиной и фенолформальдегидной смолой, изготовленной
ПБ. По крайней мере, с теоретической точки зрения, весь кросс
секция подвергается равномерному напряжению в тесте IB. Подготовка
образец не позволяет гарантировать, что склеенный деревянный
скобки идеально параллельны. Нанесение клея и
присоединение брекетов — это ручные процессы, включающие некоторые
неточность. Заряжается параллельно, напряжение не распределяется
равномерно по площади образца, в результате чего он начинает
разрыв в области наибольшего заряда. Таким образом, тестовый образец
начинает выходить из строя с одной стороны и рвется как молния. В этом случае
На прочность ИБ влияют как плотность, так и степень
параллелизма раскосов, который немного отличается для каждого
образец. По сравнению с обычными деревянными панелями результаты
ИБ этих ПБ относительно невелики. Причина в крахмале
по своей природе растворим в воде. Сила IB обычно коррелирует
сильно при давлении прессования в сердечнике ПБ ( Рисунок 11 ).
Рис. 11: Испытательная установка для стружечной плиты MC для испытаний IB.
Панели на основе обычной древесины обладают более выраженной плотностью
профили со сравнительно низкой плотностью в сердцевине панели. Таким образом
соответствующая плотность для прочности IB значительно ниже, чем
средняя плотность образца. Как MC PB испытал в этом
имеют плоские профили плотности и сравнительно высокие общие
плотности, соответствующая плотность для прочности IB намного выше
чем у обычных деревянных панелей. Также компактный
форма частиц, неблагоприятная для поведения при изгибе, может
обуславливают высокую прочность IB панелей. Согласно ASTM
WOLPERT ст.6, фракция ПБ 130 ° C температура пресса, и
15,4% СР имеют значительно меньшую силу ИБ, чем
более высокие температуры прессования, тогда как при 155°С давление прессования
7 МПа и 20,3% SR имели относительно высокий IB. Для ДСП MC
130 ° C температура прессования, клей, вероятно, поперечные связи
меньше, тогда как при 155 ° С степень отверждения была выше без
значительное увеличение прочности связи при повышении температуры
далее повышается до 180 ° С.
Испытание на твердость: Измерение твердости — это сопротивление образца
ДСП MC к вмятинам и износу измеряет силу
требуется вставить стальной шарик наполовину в образец размером 4,5
× 4,5 мм, чтобы определить, подходит ли доска для потолка
крыша. Со стороны MC большинство материалов демонстрируют возрастающую твердость.
при увеличении плотности, хорошо вписываясь с учетом влияния плотности на
твердость (ASTM Roell M.FOS.013). Кроме того, увеличение прессы
температура приводит к повышению твердости. Возможно, их выше
сжатие при прессовании ослабило компаунд. В
155 ° C температура прессования, 7 МПа и 20,3% SR оказались хорошими
твердость, т.е. 83 по Шору. Согласно ASTM Roell, M.FOS.013,
твердость была ближе всего к 80 по Шору, поскольку выше 80 по Шору частицы
доска имеет хорошую твердость. Для точного сравнения подробнее
такие факторы, как mc, толщина панели и профиль плотности
необходимо было рассмотреть более подробно ( Рисунок 12 ).
Рис. 12: Установка для измерения твердости древесно-стружечной плиты.
Статистический анализ внутреннего склеивания ДСП
A = температура формы и плиты
B = давление
C = крахмальный коэффициент (SR)
AB = взаимодействие между температурой формы и плиты и
давление.
AC = взаимодействие между температурой формы и плиты и соотношение крахмала.
BC = взаимодействие между давлением прессования и соотношением крахмала.
Таблицы 8-10 показали, что соотношение крахмала, взаимодействие
между температурой пресс-формы и плиты и давлением прессования, взаимодействие между давлением прессования и соотношением крахмала
но основные эффекты взаимодействия между пресс-формой и пластиной
температура, давление и соотношение крахмала влияют на внутреннюю связь. В результате этих статистических тестов было установлено, что модель
было достаточно для прогнозирования внутренней связи початков кукурузы
ДСП в диапазоне переменных. «Модель F-значения»
3,40 означает, что модель значима по отношению к шуму. Там
это 4,11% вероятность того, что может произойти такое большое «значение F модели»
из-за шума. Значения «Prob > F» менее 0,0500 указывают на модель
сроки значительны. В этом случае давление является значимой моделью
условия. Значения выше 0,1000 указывают на то, что условия модели
незначительный. Если есть много незначительных членов модели (не
считая тех, которые необходимы для поддержки иерархии), сокращение модели
может улучшить вашу модель. Отрицательный «Pred R-Squared» подразумевает
что общее среднее значение лучше предсказывает ваш ответ, чем
текущая модель. «Adeq Precision» измеряет отношение сигнал/шум
соотношение больше 4 желательно. Отношение 7,708 указывает на
неадекватный сигнал, и мы не должны использовать эту модель для навигации
дизайнерское пространство.
| Прогон № | Т ( 0 К) | P (МПа) | SR (г) | Толщина (мм) | M (воздушная сушка) gm | M (Сушка в духовке) gm | ? (кг/м 3 ) | мк (%) | Вашингтон (%) |
|---|---|---|---|---|---|---|---|---|---|
| 1 | 130 | 3 | 10 | 7 | 52,3 | 47,2 | 7457. 14 | 10,8 | 34,4 |
| 2 | 155 | 3 | 10 | 7,5 | 55,2 | 51,1 | 7360 | 8.02 | 26,6 |
| 3 | 180 | 3 | 10 | 7 | 52,2 | 48,6 | 7471.42 | 7,41 | 30,87 |
| 4 | 130 | 5 | 10 | 6,5 | 49,4 | 44,3 | 7600 | 11,5 | 40,37 |
| 5 | 155 | 5 | 10 | 7 | 53,8 | 49,6 | 7685,71 | 8,47 | 24,65 |
| 6 | 180 | 5 | 10 | 6 | 51,9 | 46,7 | 8650 | 11.13 | 33,77 |
| 7 | 130 | 7 | 10 | 7 | 48,1 | 43,2 | 7300 | 11. 37 | 29,57 |
| 8 | 155 | 7 | 10 | 6,5 | 50,1 | 46,3 | 7707,69 | 8.21 | 30,24 |
| 9 | 180 | 7 | 10 | 6 | 51,1 | 46,5 | 8016.67 | 9,9 | 25.06 |
| 10 | 130 | 3 | 12 | 7,5 | 51,3 | 45,6 | 6840 | 12,5 | 29,78 |
| 11 | 155 | 3 | 12 | 7 | 53,8 | 47,6 | 7685,71 | 13.02 | 35,67 |
| 12 | 180 | 3 | 12 | 6 | 50,8 | 45,2 | 8466,67 | 11,95 | 32,38 |
| 13 | 130 | 5 | 12 | 7 | 53,4 | 47,5 | 7628,57 | 12. 42 | 22,34 |
| 14 | 155 | 5 | 12 | 7 | 54 | 48,8 | 7714.29 | 10,66 | 24,48 |
| 15 | 180 | 5 | 12 | 6 | 48,3 | 43,3 | 8050 | 11,55 | 22,57 |
| 16 | 130 | 7 | 12 | 6,5 | 52,2 | 46,5 | 8030.76 | 12,26 | 30,95 |
| 17 | 155 | 7 | 12 | 6 | 49,7 | 43,7 | 8283,33 | 13,7 | 25,7 |
| 18 | 180 | 7 | 12 | 6,5 | 45,5 | 40,3 | 7000 | 12,9 | 28,97 |
| 19 | 130 | 3 | 14 | 7 | 55,9 | 49,2 | 7628,57 | 13,84 | 34,81 |
| 20 | 155 | 3 | 14 | 7 | 53,7 | 47,4 | 7985,71 | 12,66 | 23,59 |
| 21 | 180 | 3 | 14 | 6,5 | 51,5 | 45,9 | 7923. 07 | 12,2 | 34,86 |
| 22 | 130 | 5 | 14 | 7,5 | 52,2 | 46,1 | 7093.33 | 13,2 | 37,44 |
| 23 | 155 | 5 | 14 | 6 | 53,2 | 47,4 | 8700 | 12.24 | 22,56 |
| 24 | 180 | 5 | 14 | 6,5 | 53,6 | 48,1 | 8246.15 | 11,43 | 23,57 |
| 25 | 130 | 7 | 14 | 7 | 52 | 46,8 | 7428,57 | 11.11 | 28,73 |
| 26 | 155 | 7 | 14 | 6 | 51,5 | 45,6 | 8583.33 | 12,94 | 22,45 |
| 27 | 180 | 7 | 14 | 6 | 54,5 | 49 | 9083. 33 | 11.22 | 26,84 |
Таблица 8 Результат физических свойств продукта (ДСП из початков кукурузы).
| Серийный номер | Температура ( 0 С) | Давление (МПа) | Содержание крахмала (г) | IB (Н/мм 2 ) | Твердость (по Шору) |
|---|---|---|---|---|---|
| 1 | 130 | 3 | 10 | 0,125 | 75 |
| 2 | 155 | 3 | 10 | 0,129 | 74 |
| 3 | 180 | 3 | 10 | 0,122 | 76 |
| 4 | 130 | 5 | 10 | 0,132 | 78 |
| 5 | 155 | 5 | 10 | 0,133 | 77 |
| 6 | 180 | 5 | 10 | 0,127 | 81 |
| 7 | 130 | 7 | 10 | 0,135 | 76 |
| 8 | 155 | 7 | 10 | 0,134 | 79 |
| 9 | 180 | 7 | 10 | 0,131 | 79 |
| 10 | 130 | 3 | 12 | 0,127 | 74 |
| 11 | 155 | 3 | 12 | 0,134 | 75 |
| 12 | 180 | 3 | 12 | 0,13 | 80 |
| 13 | 130 | 5 | 12 | 0,129 | 76 |
| 14 | 155 | 5 | 12 | 0,128 | 75 |
| 15 | 180 | 5 | 12 | 0,125 | 80 |
| 16 | 130 | 7 | 12 | 0,13 | 80 |
| 17 | 155 | 7 | 12 | 0,131 | 81 |
| 18 | 180 | 7 | 12 | 0,128 | 79 |
| 19 | 130 | 3 | 14 | 0,131 | 77 |
| 20 | 155 | 3 | 14 | 0,13 | 76 |
| 21 | 180 | 3 | 14 | 0,133 | 79 |
| 22 | 130 | 5 | 14 | 0,124 | 71 |
| 23 | 155 | 5 | 14 | 0,127 | 85 |
| 24 | 180 | 5 | 14 | 0,128 | 80 |
| 25 | 130 | 7 | 14 | 0,136 | 76 |
| 26 | 155 | 7 | 14 | 0,142 | 83 |
| 27 | 180 | 7 | 14 | 0,129 | 81 |
Таблица 9 Экспериментальные результаты внутреннего сцепления и твердости древесно-стружечных плит.
| Источник | Сумма квадратов | ДФ | Среднеквадратичное значение | Значение F | Датчик > F |
|---|---|---|---|---|---|
| Модель | 4.016E-004 | 18 | 2.231E-005 | 3,4 | 0,0411 |
| А | 4.016E-004 | 2 | 2.478E-005 | 3,78 | 0,0699 |
| Б | 2.142Е-004 | 2 | 1.071E-004 | 16.34 | 0,0015 |
| С | 5.400E-005 | 2 | 2.700E-005 | 4.12 | 0,0589 |
| АБ | 2.956E-005 | 4 | 7.389E-006 | 1,13 | 0,4085 |
| АС | 3.111E-006 | 4 | 7.778E-007 | 0,12 | 0,972 |
| до н.э. | 5.111Е-005 | 4 | 1. 278E-005 | 1,95 | 0,1957 |
| Остаток | 5.244E-005 | — | 86.556E-006 | — | — |
| Несоответствие | 0,08 | — | — | — | — |
| Чистая ошибка | 0 | — | — | — | — |
| Кор Всего | 4.540E-004 | 26 | — | — | — |
| Станд. Дев. | 2.560E-003 | R-квадрат | 0,8845 | ||
| Среднее | 0,13 | Прил. R- | 0,6246 | ||
| C.V. | 1,97 | Пред R- | -0,3158 | ||
| ПРЕСС | 5.974E-004 | Адек Пресижн | 7,708 |
Таблица 10 Дисперсионный анализ подобранной модели для выхода внутреннего каркаса.
Окончательное уравнение в терминах кодированных коэффициентов:
IB = 0,13 -1,222E-003 × A — 6,667E-004 × A 2 — 3,556E-003 × B + 3.333E-003 × B 2 — 1.000E-003 × C + 2.000E-003 × C 2 + 4.444E-004 × АВ — 7.778Э-004×А 2 B — 1.444E-003 × AB 2 + 0,000 × A 2 B 2 — 4.444E- 004 × AC+ 0,000 × A 2 C + 2.222E-004 × AC 2 -3.333E-004 × A 2 C 2 + 5.556E-004 × BC — 1.000E-003 × B 2 C — 2.444E-003 × BC 2 + 2.000E- 003 × В 2 С 2 .
Общий ответ факторного плана и статистический анализ
дисперсионного анализа приведены в Таблица 11 представляет собой коэффициенты множественной регрессии
получаются с помощью метода наименьших квадратов для предсказания
квадратично-полиномиальная модель для МС-стружечной плиты. Настоящий
и прогнозируемое внутреннее связывание ПБ при различных процессах
рассчитывались параметры. Модель проверена на адекватность
методом дисперсионного анализа (ANOVA).
| Прогон № | Температура | Давление | Соотношение крахмала | Внутреннее соединение | Фактическое значение | Прогнозируемое значение | Остаток |
|---|---|---|---|---|---|---|---|
| 1 | 130 | 3 | 10 | 0,125 | 0,13 | 0,12 | 2.222E-003 |
| 2 | 155 | 3 | 10 | 0,129 | 0,12 | 0,12 | 2.556E-003 |
| 3 | 180 | 3 | 10 | 0,122 | 0,13 | 0,13 | 3.333E-004 |
| 4 | 130 | 5 | 10 | 0,232 | 0,13 | 0,13 | -1.222Е-003 |
| 5 | 155 | 5 | 10 | 0,133 | 0,13 | 0,13 | 1. 333E-003 |
| 6 | 180 | 5 | 10 | 0,127 | 0,14 | 0,14 | -1.111Е-004 |
| 7 | 130 | 7 | 10 | 0,135 | 0,13 | 0,13 | -1.000E-003 |
| 8 | 155 | 7 | 10 | 0,134 | 0,13 | 0,13 | 1.222Е-003 |
| 9 | 180 | 7 | 10 | 0,131 | 0,13 | 0,13 | -2.222Е-004 |
| 10 | 130 | 3 | 12 | 0,127 | 0,13 | 0,13 | -4.444Е-004 |
| 11 | 155 | 3 | 12 | 0,134 | 0,12 | 0,12 | -2.222Е-004 |
| 12 | 180 | 3 | 12 | 0,13 | 0,13 | 0,13 | 6. 667E-004 |
| 13 | 130 | 5 | 12 | 0,129 | 0,13 | 0,13 | -8.889E-004 |
| 14 | 155 | 5 | 12 | 0,128 | 0,14 | 0,14 | -3.333Е-004 |
| 15 | 180 | 5 | 12 | 0,125 | 0,14 | 0,14 | 1.222Е-003 |
| 16 | 130 | 7 | 12 | 0,13 | 0,13 | 0,13 | 1.333E-003 |
| 17 | 155 | 7 | 12 | 0,131 | 0,13 | 0,13 | 5.556E-004 |
| 18 | 180 | 7 | 12 | 0,128 | 0,13 | 0,13 | -1.889Е-003 |
| 19 | 130 | 3 | 14 | 0,131 | 0,13 | 0,13 | -1. 778Е-003 |
| 20 | 155 | 3 | 14 | 0,13 | 0,13 | 0,13 | 2.778E-003 |
| 21 | 180 | 3 | 14 | 0,134 | 0,13 | 0,13 | -1.000E-003 |
| 22 | 130 | 5 | 14 | 0,124 | 0,12 | 0,13 | 2.111E-003 |
| 23 | 155 | 5 | 14 | 0,127 | 0,13 | 0,13 | -1.000Е-003 |
| 24 | 180 | 5 | 14 | 0,128 | 0,13 | 0,13 | -1.111Е-003 |
| 25 | 130 | 7 | 14 | 0,136 | 0,13 | 0,13 | -3.333Е-004 |
| 26 | 155 | 7 | 14 | 0,142 | 0,13 | 0,13 | -1. 778Э-003 |
| 27 | 180 | 7 | 14 | 0,129 | 0,13 | 0,13 | 2.111E-003 |
Таблица 11 Фактические и расчетные значения внутреннего сцепления ДСП.
Проверка адекватности модели
Линия единичного наклона, т. е. линия идеального соответствия с соответствующими точками
нулевая ошибка между прогнозируемыми значениями и фактическими значениями также показаны в Рисунок 13 . Таким образом, этот график показывает производительность
корреляции очевидным образом. Результаты в Рисунок 13 продемонстрировали, что уравнение регрессионной модели обеспечивает
очень точное описание экспериментальных данных, в котором все
точки находятся очень близко к линии идеального соответствия. Этот результат указывает
что ему удалось уловить корреляцию между
три переменных процесса производства древесно-стружечных плит для гибки
прочность.
Рисунок 13: Расчетное относительно фактического внутреннего склеивания ДСП MC.
Адекватность модели была дополнительно проверена с помощью анализа
дисперсии (ANOVA), как показано в таблице 11 . На основе 95%
уровень достоверности, F-значение — это тест для сравнения дисперсии модели
с остаточной (ошибочной) дисперсией. Если отклонения близки к
то же самое отношение будет близко к единице и вполне вероятно, что любой из
факторы оказывают значительное влияние на ответ с P-значением
больше 0,05. Он был рассчитан по среднему квадрату модели
деленное на среднеквадратичное остаточное. Здесь модель F-значение 3,40
подразумевает, что модель не имеет значения. «Модель F-значение» 3,40
подразумевает, что модель значима по отношению к шуму. Здесь есть только
4,11% вероятность того, что такое большое «значение F модели» может произойти из-за
к шуму. Линия идеального соответствия с точками, соответствующими нулю
чистая ошибка между прогнозируемыми значениями и фактическими значениями внутренних
склеивание было. Таким образом, этот график показывает производительность
корреляции очевидным образом. В вышеупомянутом Рисунок 13 продемонстрировал, что уравнение регрессионной модели обеспечивает
фактические и прогнозируемые значения представляли собой одинаковое описание экспериментальных данных, в котором все точки совпадают близко к
линия идеальной посадки. На рисунке 14 точка красного цвета указывает
очки дизайна модели. Температура влияет на внутреннюю
склеивание МС ДСП при изменении температуры от
13 90 231 ° 90 232 C до 155 90 231 ° 90 232 C внутренняя связь немного постоянна после 155 ° С ИБ и температуры были прямо пропорциональны
внутреннее склеивание. На Рис. 15 точка красного цвета указывает на
дизайн пинты модели. Когда давление повышалось,
внутреннее сцепление также увеличилось, но после давления 5 МПа
внутренняя связь была постоянной при повышении давления.
На приведенном выше рисунке 16 точка красного цвета указывает на то, что
дизайн пинты модели. Соотношение крахмала 15,4% к 17,9%
внутренняя связь немного постоянна, но после 17,9% SR IB был
увеличился по мере увеличения, и SR также увеличился из-за затронутых
по другим параметрам управления, таким как температура плиты и формы
и давление прессования внутреннее соединение было увеличено в пределах
повышение содержания крахмала.
Рис. 14: Влияние температуры на внутреннее склеивание ДСП.
Рис. 15: Влияние давления на внутреннее склеивание ДСП.
Рис. 16: Влияние соотношения крахмала на внутреннее склеивание ДСП.
Влияние переменных величин на древесностружечную плиту из початков кукурузы производство
Влияние содержания влаги: mc частиц MC играет
важную роль в производственных плотностях и прочности. Если
Влажность ДСП высокая, стабильность и
сила бы уменьшилась. Минимальная влажность для
Установлено, что древесностружечная плита составляет 7,41% при 18°С, 3 МПа и 15,4% SR, а максимальное значение составляет 13,84% при 13 ° C, 3 МПа и 20,3% SR. Средняя влажность всех плит составила 11,43%. Согласно с
Moslmi, относится к mc от 8% до 12%. В то время как при 11,43% mc
позволяло производить панели, а плотность была между
6840 кг/м 3 и 9083,33 кг/м 3 . Хотя плотность была
специально упомянутые, фактическая плотность произведенного
панели отличались в допустимых пределах от эталонного
плотности. Минимальные производственные плотности, вероятно,
от пониженной подвижности молекул крахмала при высокой влажности
содержание. Возможным объяснением может быть то, что влага испарялась
из смеси, тем самым снижая ее mc.
Эффекты клея: Относительно низкое содержание влаги было
с клеем с содержанием модифицированного крахмала 15,4%, но с содержанием крахмала 20,3%
влажность увеличилась. В 17.9% и 20,3% крахмала
Относительно оказалось, что это хорошая внутренняя связь. Настоящее
исследование использования клея из модифицированного крахмала для приготовления
натуральный клей, с помощью которого панели из ДСП склеиваются с модифицированным
крахмальный клей показал более низкие физико-механические свойства
по сравнению с UF-смолами, но удовлетворяет потребности панелей
для внутренней отделки. Кроме того, уровень эмиссии формальдегида
получается из плит, склеенных клеем на основе модифицированного крахмала
были значительно ниже, чем полученные из досок, изготовленных
с контролем УФ. Экспериментальные исследования показали, что
за пределами при температуре 155 ° С, 5 МПа и содержание крахмала 20,3%,
модифицированные клеи обладают хорошей структурной стабильностью и
низкое водопоглощение относительно других факторов в течение 30 минут
продолжительности через 30 минут почти все древесно-стружечные плиты MC были
растворим в воде, так как крахмал по своей природе растворим в воде.
Влияние температуры: Время прессования было постоянным для всех
экспериментальные работы. Для изучения влияния температуры было сделано
при трех различных температурах пресса 18 °°С, 155°°°С и 13°°°С.
Температура пресса 18 ° С является установленной температурой для
Производство промышленных ДСП; поэтому он был принят в
эта работа в качестве эталонной температуры. Более низкие температуры
155 ° С и 13 ° С также были приняты для исследования пеленга в
Имейте в виду, что более низкие температуры связаны с более медленным химическим и
физические реакции и ПБ обладают хорошей стабильностью с модифицированными
крахмальные клеи. После прессования ПБ медленно дегазировали при
18 ° C относительно низкое содержание влаги, а не 13 ° C пресс
температура.
Назначением горячего пресса в производстве древесно-стружечных плит является закрепите стружечный мат до желаемой толщины. Клей на поверхности мата затвердевает первым рядом с центральным регион, а затем последний. Относительно более длительные циклы прессования (7 МПа) при более низкие температуры 13 ° C были желательны, потому что меньше воды была удалена с платы и последующая влажность адсорбция из атмосферы была снижена, потому что меньше воды испарялась, а оставшаяся вода более равномерно распределяется в готовой плате.
Влияние давления: При давлении прессования 7 МПа внутреннее соединение
было хорошее относительно низкое давление прессования. Давление пресса составляет
второстепенное значение в древесно-стружечной плите, изготовленной с упорами для пресса,
после достижения начальной консолидации мата. Произведенный
ДСП с пониженным давлением при различной температуре
и интервалы SR после достижения желаемой толщины. Нет
значительное ухудшение свойств произошло, когда давление
был отпущен через 12 минут после остановки. Более высокая плотность
доски 9083,33 кг/м 3 превышала желаемую толщину и имела
немного более низкая внутренняя связь, когда давление было уменьшено.
Заключение
Это исследование представляет собой экспериментальную работу, в которой исследуется
возможности клеев из модифицированного крахмала в производстве
из початков кукурузы ДСП с добавлением столярного клея
(верхняя связка) как более твердая и изготавливается под давлением и
температуры с помощью ручного гидравлического пресса. Почти все
свойство характеристик анализа початков кукурузы соответствовало требованиям Американского общества испытаний и материалов. настоящее исследование по использованию клея из модифицированного крахмала
клей для натурального дерева, которым склеиваются панели из ДСП
показал более низкие физико-механические свойства по сравнению с
панели, изготовленные из коммерческих смол UF и UF. Относительно
Влагосодержание древесно-стружечная плита МС, изготовленная из ат. 18 ° С уменьшилась
по сравнению с 13 ° С. Наблюдения физического и
механические результаты показали, что плотность и процент
водопоглощение погруженной ДСП увеличивается с
увеличение времени погружения. Соотношение модифицированного крахмала, прессование
давление и температура пресс-формы в производстве древесно-стружечных плит
были важными факторами для определения внутренней связи.
Экспериментальные исследования показали, что за пределами 17,9%
клеи на основе модифицированного крахмала обладают хорошей структурной стабильностью. это
пришел к выводу, что початки кукурузы можно использовать в производстве
ДСП и использование в летней зоне с длительными сухими сезонами или
задыхаясь formica и verneer, его можно использовать для изготовления
и в промышленном назначении.
Рекомендации
Создать и повысить осведомленность общества после использования кукуруза, початки положить в контейнер. Если бы мы использовали автоматический горячий пресс-машина, стабильность и прочность древесно-стружечной плиты будут будет увеличен в связи с этим потребуются дополнительные исследования для улучшение производственного процесса. Это исследование должно быть прогрессом для дальнейшего улучшения адгезивной рецептуры модифицированного крахмала. Дальше исследования, необходимые для предварительной обработки модифицированного крахмала клей для повышения водостойкости.
References
- Kuntz Lud (2009) Untersuchungen zur Verbesserung der technologischen und ökonomischen Voraussetzungen für den Einsatz von Einjahrespflanzen als Rohstoff fürrow die Holzwerkstoffindustrie, Gächagentur Rohstüchwachwachnee
- Деппе, Х. Дж., Эрнст К. (2000) Карманный справочник по технологии ДСП (4-е исправленное и дополненное издание). DRW-Verlag Weinbrenner GmbH & Co., Лайнфельден-Эхтердинген.
- Dunky M, Niemz P (2013) Древесные материалы и клеи: технология и влияющие факторы. Спрингер.
- Маркессини Э., Роффаэль Э., Ригал Л. (1997) Панели из волокон однолетних растений, склеенных мочевиноформальдегидными смолами. На Международном симпозиуме по ДСП/композитным материалам Университета штата Вашингтон (США).
- Янгквист Дж.А., Инглиш Б.Е., Спелтер Х., Чоу П. (1993) Сельскохозяйственные волокна в композиционных панелях: Материалы 27-го международного симпозиума по древесностружечным плитам/композитным материалам. Стр: 30-31.
- Пинто Дж., Круз Д., Пайва А., Перейра С., Таварес П. и др. (2012) Характеристика початка кукурузы как возможного сырья для строительства. Строительные материалы 34: 28-33.
- Rocket FH (1997) Энциклопедия науки и техники. McGraw-Hill Inc 4: 257.
- Данлади А., Патрик И.О. (2013) Механические свойства древесно-стружечных плит из початков кукурузы и карбамидоформальдегидной смолы. Всемирная академия наук, техники и технологий. Int J Materials Metallurg Eng 7: 751-753.
- Brady GS, Clauser HH, Vaccari JA (2002) Справочник по материалам: энциклопедия для менеджеров, технических специалистов, менеджеров по закупкам и производству, техников и руководителей. Образование Макгроу-Хилл.
- Рашид С., Гетнет К., Лемма С. (2017) Потенциал производственно-сбытовой цепочки кукурузы в Эфиопии. Ограничения и возможности для улучшения системы. Int Food Polic Res Inst Pp: 1.
- Watson SA, Ramstad PE (1987) Кукуруза: химия и технология. Уайли.
- Mantel CL (1975) Происхождение, сбор, переработка и удаление твердых отходов, Нью-Йорк, США. Стр: 101-377.
- Sampathrajan A, Vijayaraghavan NC, Swaminathan KR (1992) Механические и термические свойства древесно-стружечных плит, изготовленных из сельскохозяйственных отходов. Биоресурс Технол 40:249-251.
- Пинто Дж., Брига С. А., Перейра С., Бентес И., Пайва А. (2010) Изоляционные материалы в контексте устойчивости. Ciencia Y Tecnologia 12:189-197.
- Лейт Дж. Х. (1980) Торговля древесиной. Пергамон Пресс Лондон. Стр: 85-92.
- Зубайру, Халилуллахи I (1989) Пригодность початков кукурузы для производства древесно-стружечных плит. Аддис-Абеба.
- Brinkmann HE (1979) Однолетние растения и отходы окорки в качестве сырья для производства древесно-стружечных плит. Спрингер.
- Продовольственная и сельскохозяйственная организация (1958 г.) Волокно и древесностружечные плиты: отчеты международной консультации по изоляции, твердым и древесностружечным плитам, Организация Объединенных Наций и Европейская экономическая комиссия. Стр: 7-86.
- Ariba AE (1970) Строительные материалы Mechell. Лондон, Великобритания. стр: 88-98.
- Bhatnagar SK (1994) ДСП из огня и рисовой шелухи. Огонь Матерь 18: 51-55.
- Ajiwe VIE, Okeke CA, Ekwuozor SC, Uba IC (1998) Опытная установка по производству потолочных плит из рисовой шелухи. Биорес Технол 66: 41-43.
- Flemmich CO (1959) Малайские лесные отчеты, № 13, Использование древесины в Малайе, Сингапур. Стр: 120-133.
- Ndazi BS, Karlsson S, Tesha JV, Nyahumwa CW (2007) Химические и физические модификации рисовой шелухи для использования в качестве композитных панелей. Compos Part A Appl Sci Manuf 38: 925-935.
- Leiva P, Ciannamea E, Ruseckaite RA, Stefani PM (2007) ДСП средней плотности из рисовой шелухи и концентрата соевого белка. J Appl Polym Sci 106: 1301-1306.
- Мэлони ТМ (1993) Современное производство ДСП и ДВП сухим способом. Int J Novel Res Engineer Sci 2: 21-30.
- Мослеми А.А. (1974) ДСП (том 1): Материалы. Университет Южного Иллинойса.
- Коллманн Ф.Ф., Куэнзи Э.В., Штамм А.Дж. (2012) Принципы науки и технологии древесины: II материалы на основе древесины. Спрингер.
- Abdallah SE (2006) Влияние смешивания лигноцеллюлозного материала и количества смолы на свойства ДСП.
- Вонг Э.Д., Чжан М., Ван К., Каваи С. (1999) Формирование профиля плотности и его влияние на свойства ДСП. Wood Sci Technol 33: 327-340.
- Kelly MW (1977) Критический обзор литературы о взаимосвязях между параметрами обработки и физическими свойствами древесно-стружечных плит.
- Rackwitz G (1963) Влияние размеров стружки на некоторые свойства древесно-стружечной плиты. Wood Raw Mater 21: 200-209.
- Кимото К., Ишимори Э., Сасаки Х., Маку Т. (1964) Исследования древесностружечных плит: Отчет 6: Влияние содержания смолы и размеров частиц на физические и механические свойства древесностружечных плит низкой плотности. Вуд Рез 32: 1-14.
- Shuler CE (1974) Пилотные исследования использования остатков древесной стружки для производства древесно-стружечных плит, в Main Tech Bul 67.
- Lehmann WF (1970) Эффективность смолы в древесно-стружечных плитах в зависимости от плотности, распыления и содержания смолы. Для Prod J 20: 48-54.
- Ханн Р.А., Блэк Дж.М., Блом Гуес Р. (1963 г.) Насколько прочна древесно-стружечная плита 11? Влияние температуры и влажности. Для продукта J 13: 169 – 174.
- Dun, Bradstreet L (2010) Профиль компании: Эфиопская щепа и мебель. Нью-Йорк, США.
- Kehr E, Schoelzel S (1965) Исследование условий прессования при производстве древесно-стружечных плит. Древ Выск 3: 133-147.
- Lynam FC (1959) Факторы, влияющие на свойства ДСП. J Inst Wood Sci 2:14-27.
- Mombacher R (1988) Holz‐Lexikon – Nachschlagewerk für die Holz‐ und Forstwirtschaft. DRW-Verlag Штутгарт.
- Pandey CH, Sujatha D (2011) Остатки урожая: Альтернативное сырье завтрашнего дня для изготовления композитных плит.
Передовая технология — SicoCam с SICK AppSpace
Дорогостоящее ручное измерение необработанной древесно-стружечной плиты осталось в прошлом. Встроенная система измерения плит SicoCam от Siempelkamp Logistics & Service теперь измеряет деревянные композитные плиты в непрерывном цикле. Он включает в себя четыре программируемые высокопроизводительные камеры InspectorP65x от SICK и SICK AppSpace. Они предоставляют измеренные значения для расчета размера доски и регулировки пил. Это повышает качество производимых плат, снижает количество брака и повышает производительность. Кроме того, повышается безопасность на рабочем месте.
Каждый год на заводе по производству ДСП Fritz Egger GmbH & Co. ДСП. Этого достаточно, чтобы покрыть половину земной окружности, если их выстроить в линию. ДСП компании поставляется на промышленные предприятия и в специализированные магазины. В списке клиентов Egger есть все известные австрийские производители мебели. Необработанные доски изготавливаются путем прессования прядей доски с последующим выполнением необходимых надрезов многоугольными пилами. Как правило, за этими шагами следует измерение отдельных досок, чтобы исправить любые возможные отклонения в размерах. До сих пор эту задачу приходилось выполнять вручную, удаляя «приемлемые платы» с производственной линии или измеряя платы на заводе, например, в звездообразном охладителе.
Необходимо решение для обеспечения безопасности, достигнута более высокая степень автоматизации
Долгое время и Зимпелькамп (инженер установки и установщик оборудования), и Эггер хотели найти техническое решение, которое устранило бы серьезные недостатки безопасности, присущие существующему подходу. «Существующее техническое решение для измерения досок после многоугольной пилы не соответствовало новейшим технологиям», — говорит д-р Франк Отто, руководитель проекта Siempelkamp Logistics & Service GmbH, о первоначальной ситуации, с которой столкнулись обе компании. . «Что еще хуже, многодиагональная пила в наших высокопроизводительных системах выполняет большую часть распила в тандемном, тройном или четверном режиме, другими словами, с двумя или более пилами. В сочетании с ручной коррекцией параметров резки при обнаружении отклонений в размерах процесс ручного измерения доски оказался слишком сложным и слишком длительным для наших клиентов, не говоря уже о связанных с этим недостатках безопасности».
Раньше отдельные доски проверяли вручную с помощью рулетки и перемещали в стопку брака. Если обнаруживались отклонения в измеренных значениях, оператор на пиле должен был ввести и подтвердить необходимые параметры коррекции. К этому времени на завод уже должны были попасть несколько досок с неправильными размерами. Как только пила была отрегулирована, оператору приходилось вручную снимать другую доску и измерять ее, чтобы определить, были ли достигнуты желаемые результаты. Если доска не соответствовала спецификациям, оператору приходилось заново настраивать пилу. Этот процесс может занять от пятнадцати минут до получаса.
«Теперь, когда система измерения досок находится внутри станка, пила может быть откорректирована сразу же после обнаружения каких-либо отклонений в размерах», — отмечает Мартин Хинтерхофер, технический директор Fritz Egger GmbH & Co. OG. «Благодаря новой системе мы также можем быстро реагировать на изменения процессов, чтобы стабилизировать наши процессы и обеспечить постоянное качество конечного продукта».
Измерение геометрии плиты
В производстве древесно-стружечных плит линия формовки и прессования представляет собой наиболее ответственную системную единицу всего завода. Являясь центральным элементом завода, он играет важную роль в определении производительности завода и качества продукции. По этой причине выход машин, расположенных ниже по потоку, должен быть согласован с линией, что поможет избежать узких мест. Например, система измерения геометрии доски в идеале должна располагаться на линии и, по возможности, после пилы. Встроенная система измерения досок SicoCam от Siempelkamp измеряет длину и ширину доски, а также вычисляет диагонали и углы в четырех углах доски. Это позволяет оптимизировать обрезку и поперечную резку и помогает свести к минимуму количество отходов.
Siempelkamp добавляет (еще одну) вишенку сверху
После обрезки по длине бесконечной пряди отдельные доски измеряются на конвейерной дорожке по мере их прохождения через систему. Над этой направляющей четыре программируемые 2D-камеры Inspector65x установлены на портале, при этом камеры установлены на подвижных салазках, расположенных в задней части прохода по направлению движения транспорта. С помощью салазок система камер настраивается на различную длину доски. Точность настройки находится на шкале 0,01 миллиметра. Небольшой фотоэлектрический датчик W12-2 Laser обеспечивает фронтальное обнаружение и активирует функцию захвата (запускает камеры). «У нас есть конвейерная лента или роликовый конвейер; портал SicoCam расположен над ним, и плата измеряется в том виде, в котором она поставляется», — отмечает д-р Франк Отто, описывая конструкцию. «Никакой механической связи с существующим заводом нет. Он полностью отделен, и нам не нужно вносить какие-либо модификации в существующее оборудование, включая функциональные модификации или замедление досок». «Все это можно сделать во время нормальной работы с кратковременной остановкой, так как нам просто нужно расположить систему над конвейером», — говорит Матиас Кёль, руководитель производства древесно-стружечных плит Fritz Egger GmbH & Co. OG.
SICK AppSpace: свобода разработки приложений по индивидуальному заказу
В оптоэлектронике, особенно в области обработки изображений, конфигурируемые продукты часто доводятся до предела своих возможностей, когда реализация определенных функций или эксплуатационных характеристик имеет решающее значение. Благодаря экосистеме SICK AppSpace компания SICK предлагает системным интеграторам и производителям оригинального оборудования новую свободу для разработки настраиваемых приложений и пользовательских интерфейсов на основе программируемых камер и оптических датчиков. Измерение геометрии доски требует компенсации высоты при скорости транспортировки доски до четырех метров в секунду. «Планка натягивается, когда выходит из-под пресса, и иногда немного выгибается вниз или вверх. Это нужно учитывать. Единственный способ компенсировать это — разместить лазеры на каждом углу доски и соответствующим образом запрограммировать приложение», — говорит Маркус Гропп, глава филиала Siempelkamp Logistics & Service GmbH, описывая трудности, с которыми пришлось столкнуться в этом процессе.
«Вся система состоит не только из четырех камер, которые просто обнаруживают край. Это может сделать каждый», – добавляет доктор Франк Отто из Siempelkamp. «Здесь гораздо больше ноу-хау». «Сердцем системы является ее программное обеспечение. Несмотря на это, оборудование по-прежнему должно соответствовать определенным требованиям. Не каждая камера способна обеспечить производительность, чувствительность и короткую выдержку, необходимые для этой задачи. Теперь у нас есть возможность измерять доски, движущиеся со скоростью до четырех метров в секунду. Когда дело доходит до времени экспозиции, нам нужно работать в микросекундном диапазоне. И здесь камера работает очень хорошо вместе со всеми технологиями затвора, так что мы получаем чрезвычайно четкие изображения, несмотря на высокую скорость», — с энтузиазмом отмечает д-р Франк Отто, Зимпелькамп.
Бизнес-идеи для начинающих производителей продуктов на основе древесины
ДСП, также обычно называемая древесно-стружечной плитой, представляет собой экструдированный конструкционный древесный продукт, изготовленный из древесной стружки или синтетической смолы. По сравнению с традиционно используемой древесиной ДСП дешевле и плотнее. ДСП можно сделать более привлекательными с помощью покраски и использования шпона. Ориентированно-стружечная плита (также известная как ДСП) — это другой тип древесноволокнистой плиты, в котором используются обработанные древесные стружки, и он обеспечивает большую прочность, чем ДСП. ДСП – самый легкий вид ДВП. Разные сорта ДСП имеют разную плотность.
Запуск бизнеса в промышленности по переработке древесины, Нажмите здесь
Возможности для производства частиц:
. Рынок глобальной части частиц, как ожидается, увеличится на CAGR. процентов в ближайшие пять-шесть лет. Одним из важных факторов, которые, по прогнозам, будут стимулировать рост целевого рынка, является увеличение строительной активности по всему миру. Быстрая урбанизация наряду с растущим желанием людей придать внутренней части здания более красивый внешний вид являются одними из основных причин, которые, как ожидается, оживят мировой рынок ДСП. ДСП представляют собой экономически эффективную альтернативу фанере, которая является еще одним элементом, который, как ожидается, будет стимулировать развитие мирового рынка древесностружечных плит. Из-за его исключительных звукопоглощающих свойств он часто используется в таких местах, как мюзик-холлы и студии звукозаписи.
ДСП можно также покрыть, покрасить или оклеить обоями для повышения их общей эстетической ценности. Это, наряду с ростом работающего населения и ростом популярности современных офисов, увеличивает спрос на древесностружечные плиты и, следовательно, расширяет возможности в этом секторе.
Кроме того, растущая популярность активного отдыха способствует расширению отрасли и открывает все больше и больше возможностей. Кроме того, известные производители концентрируются на повышении внутренних качеств древесно-стружечных плит за счет использования сырья, полученного из сельскохозяйственных культур. Натуральные волокна, такие как пшеница, хлопкоочистительная фабрика, рис, банан и т. д., также используются для запуска различных продуктов, что обеспечивает позитивные перспективы рынка. Ожидается, что мировой рынок ДСП выиграет от развития инновационных процессов производства ДСП в будущем.
Связанный бизнес-план: ДСП (древесная основа) – производственное предприятие, подробный отчет о проекте, профиль, бизнес-план, отраслевые тенденции, исследование рынка, обзор, производственный процесс, оборудование, сырье, технико-экономическое обоснование, инвестиции Возможности, затраты и доходы
Отчет о материалах проекта:
Цель отчета о материалах состоит в том, чтобы помочь и дать совет предпринимателю в сборе точной информации о материальных потребностях проекта. Он включает важные детали, включая потребности в сырье, описание оборудования и производственных процессов завода. Мощность завода, затраты на установку проекта, требования к операционному капиталу, ожидаемые продажи и прибыль включены в отчет.
Проект иллюстрирует полное (как количественное, так и качественное) исследование старинных данных, прибылей, важных достижений, а также критической политики, проводимой жизненно важными учреждениями, обслуживающими проект. Это предлагает динамическое и всестороннее видение в директиве, чтобы проиллюстрировать ситуацию на мировом рынке.
Материалы предлагают описательную разбивку исследования пяти сил носильщика в сочетании с исследованием SWOT, чтобы предоставить коммерческие взаимосвязанные статистические данные и информацию. Модель пяти сил Портера понимает инклюзивный недорогой сценарий, который преобладает в игровых автоматах. Кроме того, SWOT-анализ взаимно признает конструктивные и деструктивные черты расширения проекта, которые влияют на эволюцию и развитие компании в направлении выживания и выживания в удлиненном маршруте.
Прочитайте аналогичные статьи: Продукты на основе древесины
Наши предварительные. , риск, ограничения и опасности были изучены Entrepreneur India. Исследование стоимости производства, которое включает в себя анализ сырья, тенденции цен на продукцию, слияния и поглощения, рост, ключевых поставщиков продукции, плату за осведомленность о рынке древесностружечных плит и анализ производственного процесса, также включено в предварительное технико-экономическое обоснование. Исследование также включает в себя анализ характеристик рыночных результатов, который фокусируется на техническом прогрессе, моделях потребительского спроса и внешнем обмене окружающей средой, чтобы помочь стартапам и предпринимателям.
В отчете представлен всесторонний анализ рынка по каждому из сегментов продукции. Анализ цепочки затрат дает обширную информацию о том, как создается ценность на каждом уровне. В предварительном ТЭО рассматриваются движущие силы и ограничения рынка стружечных плит, а также их влияние на спрос в течение прогнозируемого периода.
В исследовании также рассматриваются все критические факторы, которые фирма должна учитывать, прежде чем присоединиться к отрасли производства древесно-стружечных плит. Он полностью основан на текущих финансовых данных и содержит подробную информацию о потоке основного метода, потребностях в сырье, реакциях, затратах на применение, рабочих сборах, капитальных вложениях, прогнозах и марже, среди прочего. Этот текст должен быть прочитан предпринимателями, исследователями, экспертами, коммерческими бизнес-стратегами и всеми, кто интересуется производством древесно-стружечных плит. В отчете также рассматриваются продажи, стоимость, доля рынка и планы на будущее развития основных производителей стружечных плит. Упоминаются продажи на рынке, продолжительность, качество и оценки.
Watch Video: Плата частиц (древесная база) — Производственное растение
из последних рыночных трендов. Предпочтения в стиле мебели резко изменились за последние годы. Использование древесно-стружечных плит в мебельном секторе значительно возросло из-за их высокой термостойкости и огнестойкости. Спрос на мебель, такую как стулья, столы, диваны, кровати и шкафы, значительно увеличился из-за роста жилищного строительства, населения и уровня доходов во всем мире.
Концепции дизайна интерьера домов, квартир и рабочих мест постоянно развиваются в мебельном секторе. Это подталкивает к исследованиям и инновациям, особенно в отношении формы, размера и цвета. Прогнозируется, что это приведет к увеличению объемов производства мебели во всем мире.
Основными рынками мебельной промышленности являются Германия, Китай, США. Китай является крупнейшим в мире экспортером деревянной мебели в Европейский Союз.
Ввиду роста строительной и мебельной промышленности в таких странах, как Китай, ожидается быстрый рост рынка стружечных плит в Азиатско-Тихоокеанском регионе.
Из-за постоянно растущего населения, растущего благосостояния и быстрой урбанизации Китай имеет самую большую рыночную базу в Азиатско-Тихоокеанском регионе. Он также является ключевым производственным центром практически для всех отраслей промышленности. В связи с последними рыночными тенденциями прогнозируется, что в ближайшем будущем глобальное производство древесно-стружечных плит будет расти.
Связанные технико-экономические обоснования: Древесина и изделия из дерева, Фанера, Доска, ДСП, Деревянная мебель, Бамбук, Инженерная древесина, Продукция леса, Пиломатериалы, Дерево, Сушка древесины, Древесно-пластиковый композит, Двери, Окна, Модульная мебель, древесина, деревообработка, декоративные ламинированные листы
Причины для покупки отчета:
- Этот отчет поможет вам определить прибыльный проект для инвестирования или диверсификации, проливая свет на такие важные области, как размер отрасли, спрос на продукт и причины для инвестирования в товар.
- Этот отчет содержит важную информацию о продукте, такую как его определение, характеристики и сегментация.
- Этот отчет помогает правильно продавать и размещать продукт, определяя целевую группу клиентов продукта.
- Этот отчет помогает вам понять жизнеспособность проекта, раскрывая такие детали, как требуемое сырье, производственный процесс, стоимость проекта и моментальные данные о других финансовых показателях проекта.
- В отчете представлены прогнозы ключевых параметров, которые помогают прогнозировать отраслевые показатели и принимать обоснованные деловые решения.
Каков процесс производства ДСП?
ДСП изготавливается путем соединения частиц древесины или джута со смолой и формования комбинации в виде листа.
Этапы производственного процесса ДСП: –
- Сырье подается в дисковый измельчитель. Затем частицы сушат, и любые слишком большие или слишком маленькие частицы отсеиваются.
- Затем на частицы распыляют смолу в виде тонкого тумана.
- В производстве панелей используются и другие химические вещества, такие как воск, красители, смачивающие агенты и разделительные агенты, которые облегчают обработку. Частицы укладываются в непрерывный ковер после прохождения через туман смолы, достаточный для покрытия всех поверхностей.
- После этого «ковер» разделяется на отдельные прямоугольные «одеяла», которые затем прессуются в холодном прессе.
- Затем хлопья взвешиваются и распределяются воздушной струей в ДСП различной плотности, которая отбрасывает более мелкие частицы дальше, чем крупные.
- Частицы могут накапливаться от мелких до крупных и снова до мелких с помощью двух таких форсунок, которые перевернуты.
- Для минимизации толщины производимые листы подвергаются холодному прессованию. После этого доски охлаждают и шлифуют. Затем они могут предлагаться в виде необработанной плиты или с добавлением деревянного шпона или ламината для улучшения внешнего вида.
Прочтите наши книги здесь: Wood, Bamboo, уголь, лигнин и его производные
Partice API Производственная отрасль.
Ожидается, что мировой рынок стружечных плит вырастет в среднем на 6,1%
(2019–2025 гг.).
- Каковы движущие факторы рынка ДСП?
В обрабатывающей промышленности растет спрос на недорогие древесноволокнистые плиты. Увеличение инвестиций в исследования и разработки в области инноваций и разработки продукции из древесноволокнистых плит
- Кто является ведущим игроком на рынке древесностружечных плит?
Крупнейшие игроки на мировом рынке ДСП:
- Roseburg
- Компания по производству лесоматериалов
- Д&Р Хендерсон Пти Лтд
- Юниборд
- Дакота Премиум Твердая древесина
- ДСП Green Land
- Компания Century Plyboards India Ltd
- Ассошиэйтед Декор Лимитед
- Каскад Бойсе
- Крифор Индастриз
- Shell Laminates Pvt. ООО
- Каковы основные тенденции мирового рынка ДСП?
Растущее число строительных и строительных проектов, а также повышение осведомленности конечных потребителей об экологичности древесностружечных плит — две важные рыночные тенденции.
Смотреть другие познавательные видео: Дерево и изделия из дерева, Фанера, ДСП, Деревянная мебель, Бамбук, Лесопродукция, Древесно-пластиковый композит, Лесоматериалы и деревообработка NPCS хочет помочь вам расти, предоставляя решения, которые масштабируются в соответствии с вашими новыми операциями, снижая риски и максимизируя отдачу от ваших инвестиций в приложения. Наш опыт в области совершенства был оценен огромным количеством наших клиентов из Индии и NRI, что говорит о нашей преданности и приверженности успеху каждого клиента. NPCS — это известный технический консалтинг, который фокусируется на конкретных услугах, и мы следуем жесткой системе и методу, чтобы гарантировать только самое высокое качество в соответствии с потребностями наших клиентов на этом быстро растущем и меняющемся рынке. У нас есть полный штат высококвалифицированных технических консультантов, инженеров, экономистов и технологов, обладающих знаниями в различных областях, и мы получаем большое удовольствие от совместной работы в команде для достижения нашей общей цели — достижения совершенства. Многие инвестиции наших клиентов были успешными благодаря усилиям нашей команды.
См. Дополнительные ссылки:
Службы стартапов
Начать бизнес в Азии
Начать бизнес в потенциальных странах для бизнеса
. Лучшие бизнеса для бизнеса
. Лучший бизнес. Бизнес-идеи с низкими, средними и высокими инвестициями
Поиск самых востребованных бизнес-идей для стартапов
Начать бизнес в Африке
Начать бизнес в Индии
Начать бизнес в Ближнем Востоке
Связанные видео
Связанные книги
. EntrepreneurIndia#ДСП#ДСПБизнес#ДСППроизводство#ДСППроизводство#Отчет о проектеNPCS
Производство ДСП в Гермерсхайме Германия с 1973 – Рейнспан
- DE
- RU
- Франция
- ЭТО
- DE
- RU
- Франция
- ЭТО
- Startseite
- Компания
- Местоположение
Мы производим древесно-стружечные плиты в Гермерсхайме (Пфальц, Германия) с 1973 года, однако уже в 1951 году мы производили древесно-стружечные плиты. Таким образом, Rheinspan является старейшим действующим производителем древесно-стружечных плит в мире. В семейной компании работает около 200 сотрудников. Современные линии по производству ДСП ежедневно производят более 1500 м³ ДСП. Самые большие доски имеют максимальные размеры 2,62 м x 7,20 м, и после завершения они обрезаются на заказ по размерам, указанным заказчиком.
- 550 000 м³/год необработанной ДСП толщиной Ø 17 мм
- 9 000 000 м²/год ламинированной плиты с меламиновым покрытием
- Резка в размер: 380 000 м³/год
Основание для сравнения: При таком количестве необработанной ДСП можно было бы покрыть автобан от Зальцбурга, Австрия, до Фленсбурга, Германия, а меламиновой ламинированной плитой можно было бы покрыть более 900 футбольных полей. Кроме того, расположение в Гермерсхайме дает нам ценную возможность с точки зрения логистики: контейнерный терминал на реке Рейн расположен всего в восьми километрах от завода и, таким образом, обеспечивает прямое сообщение с портами Атлантического океана.
Более подробную информацию о прессах для ДСП и пилах для раскроя, используемых на заводе в Гермерсхайме, можно найти в следующих материалах:
Пресс для ДСП Dieffenbacher CPS
- Длина: 38,00 м / 41,34 дюйма
- Ширина: 2,62 м / 41,34 дюйма
- Толщина: от 8 мм до 49 мм
- Производительность в день: ок. 1500 м³
Короткотактный пресс Wemhöner
- Крупнейший в Европе пресс для ламинирования меламина из рулона
- Длина: от 5,20 м до 6,70 м, вкл. косой разрез
- Ширина: от 2,07 м до 2,55 м
- Толщина: от 8 мм до 49 мм
- Производительность в день: ок. 30 000 м²
Делительная пила Holzma HQP 66/27/75 (Holzma 2)
- Длина: от 3,75 м до 7,52 м
- Ширина: от 2,00 м до 2,62 м
- Толщина: от 8 мм до 49 мм
- Производительность в час: прибл. 70 м³
Делительная пила Holzma HFV 66 (Holzma 1)
- Длина: от 5,20 м до 6,70 м
- Ширина: от 2,00 м до 2,62 м
- Толщина: от 8 мм до 49 мм
- Производительность в час: прибл. 40 м³
О США
Четыре поколения в производстве сопоставки
Узнайте больше
Окружающая среда
Региональный, устойчивый и добросовестный
Узнайте больше
Команда
Сильная команда: Крайный фактор в нашем успехе
. Компания
- О нас
- Окружающая среда
- Сертификаты
- Местоположение
- Команда
- Связь с прессой
Древесные материалы
- Макс
- ДекоМакс
- Экомакс
- УльтраМакс
- ДоорМакс
обслуживание
- Характеристики доставки
- Качество
- Гибкость
- Документы для наших партнеров
Карьера
- Ученичество и двойное обучение
- Стажировки
- Открытые позиции
Контакт
- Связаться с партнерами
2022 © Rheinspan GmbH & Co. KG | Все права защищены
Размер рынка ДСП, доля, рост | 2022
Размер рынка ДСП, доля, рост | 2022 — 27Обзор рынка
| Период обучения: | 2017-2027 гг. |
| Базисный год: | 2021 |
| Самый быстрорастущий рынок: | Азиатско-Тихоокеанский регион |
| Самый большой рынок: | Северная Америка |
| CAGR: | >5 % |
Нужен отчет, отражающий, как COVID-19 повлиял на этот рынок и его рост?
Обзор рынка
Прогнозируется, что на рынке древесно-стружечных плит среднегодовой темп роста составит 5,5 % в течение прогнозируемого периода (2022–2027 гг.).
Из-за воздействия COVID-19 правительство ввело несколько ограничений, в связи с чем строительные работы были остановлены. Хотя в 2020 году рост жилищного строительства был заметным в таких регионах, как Азиатско-Тихоокеанский регион, Северная Америка, Ближний Восток и Африка, пандемия COVID-19, по оценкам, серьезно повлияла на рост жилищного строительства. Блокировки, введенные правительствами для предотвращения распространения коронавируса, привели к тому, что строительные компании объявили о прекращении деятельности. Это может привести к задержке реализации проектов, что приведет к перерасходу средств и скажется на рабочей силе. Однако в 2021 году условия улучшились, тем самым восстановив траекторию роста исследуемого рынка.
- В долгосрочной перспективе основным движущим фактором рынка является увеличение спроса на древесностружечные плиты для мебели, что способствует росту рынка.
- Ожидается, что разработка новых методов производства древесно-стружечных плит откроет новые возможности для рынка в будущем.
- Ожидается, что угроза использования древесноволокнистых плит средней плотности в качестве заменителя будет препятствовать росту изучаемого рынка.
- Ожидается, что в течение прогнозируемого периода на рынке будет доминировать Азиатско-Тихоокеанский регион.
Объем отчета
ДСП, также известная как древесноволокнистая плита, представляет собой искусственный материал, изготовленный из отдельных волокон. Древесноволокнистые плиты обычно изготавливаются из инженерной древесины, которая бывает твердой или мягкой. Его смешивают с восковыми и смоляными связующими под высоким давлением и температурой. Рынок древесностружечных плит сегментирован по сырью, применению и географии. Рынок сегментирован по сырью, которое включает древесину, багассу и другое сырье (рисовая шелуха, рисовая солома, стебли хлопка и джут). Рынок сегментирован по таким приложениям, как строительство, мебель, инфраструктура и другие приложения (упаковка, автомобилестроение). В отчете также рассматриваются размер рынка и прогнозы рынка древесностружечных плит в 16 странах по основным регионам. Для каждого сегмента размер рынка и прогнозы были сделаны на основе выручки (млн долларов США).
| Raw Material | ||||||
| ||||||
| Bagasse | ||||||
| Другое сырье (рисовая шелуха, рисовая солома, стебли хлопка и джут) |
| Application | |
| Construction | |
| Furniture | |
| Infrastructure | |
| Other Applications (packaging, automotive) |
| Geography | ||||||||
| ||||||||
| ||||||||
| ||||||||
| ||||||||
|
Кликните сюда.Ключевые тенденции рынка
Растущий спрос со стороны мебельной промышленности
- В связи с изменением образа жизни населения за последние годы резко изменились предпочтения в отношении стиля мебели. Современная мебель состоит из таких элементов, как простые линии, стулья с прямоугольными краями и различные сочетания цветов.
- В мебельной промышленности представления об интерьерах домов, офисов и квартир постоянно меняются. Это стимулирует инновации и развитие, в первую очередь с точки зрения дизайна, размера и цвета. Ожидается, что это увеличит объем производства мебели по всему миру.
- Увеличение спроса на новое офисное строительство, вероятно, приведет к росту изучаемого рынка, поскольку наблюдается увеличение спроса на напольные покрытия, кубические перегородки, стеновые панели, подвесные потолки, двери и мебель. Кроме того, ожидается, что реконструкция и реконструкция существующих офисных зданий поддержит спрос на продукцию в прогнозируемое время
- Страны, включая Китай, США и Германию, занимают крупнейшие рынки мебельной промышленности. Китай является доминирующим экспортером деревянной мебели в ЕС.
- В Индии разрешены прямые иностранные инвестиции исключительно в проекты строительства туристических объектов, включая развитие отелей, курортов и рекреационных объектов. Ожидается, что это повысит гостиничный сектор и окажет положительное влияние на спрос на мебель в этих структурах.
- Dream Hotel Group планирует инвестировать около 300 миллионов долларов США в течение следующих трех-пяти лет в развитие круизного сектора в Индии. Ibis, часть Accor Group, планирует инвестировать более 500 крор индийских рупий, чтобы добавить еще четыре объекта, предлагая 685 ключей к 2024 году.
- Ожидается, что все вышеупомянутые факторы будут влиять на мировой рынок в течение прогнозируемого периода.
Чтобы понять основные тенденции, загрузите образец Отчет
Азиатско-Тихоокеанский регион будет доминировать на рынке
- В Азиатско-Тихоокеанском регионе ожидается устойчивый рост рынка древесно-стружечных плит благодаря развитию строительной и мебельной промышленности в таких странах, как Китай, Индия.
- Китай является крупнейшей рыночной базой в Азиатско-Тихоокеанском регионе благодаря постоянно растущему населению, росту доходов и быстрой урбанизации. Он также является одним из основных производственных центров практически для всех отраслей промышленности. Следовательно, развитие инфраструктуры в стране будет постоянно расти.
- Строительная отрасль Китая быстро развивалась благодаря стремлению центрального правительства к инвестициям в инфраструктуру для поддержания экономического роста.
- Правительство Индии активно стимулирует жилищное строительство, стремясь обеспечить жильем около 1,3 миллиарда человек. В течение следующих семи лет в стране, вероятно, будет инвестировано около 1,3 триллиона долларов США в жилье, и, вероятно, в стране будет построено 60 миллионов новых домов. Ожидается, что к 2022 году Индия внесет около 640 миллиардов долларов США в строительную отрасль благодаря правительственным инициативам в области доступного жилья, такого как жилье для всех планов.
- Растущая строительная деятельность в регионе и растущая тенденция использования инженерных изделий из дерева в интерьерах приводят к увеличению спроса на древесностружечные плиты, что, в свою очередь, стимулирует рост изучаемого рынка в Азиатско-Тихоокеанском регионе.
Чтобы понять тенденции в географии, загрузите образец Отчет
Конкурентная среда
Рынок стружечных плит по своей природе фрагментирован из-за присутствия нескольких крупных игроков в разных странах. Некоторые из основных игроков (не в каком-либо конкретном порядке) на рынке включают West Fraser, Roseburg Forest Products, Georgia-Pacific, Wanhua Ecoboard Co. Ltd и Kastamonu Entegre.
Основные игроки
- Вест Фрейзер
- Роузберг Форест Продактс
- Грузия-Тихий океан
- Wanhua Ecoboard Co., Ltd
- Кастамону Энтегре
СОДЕРЖАНИЕ
1. Введение
1,1 ОБЩЕСТВЕННЫЕ ДОСТАВКИ
1,2 Предложения по исследованию
1.
3.00053. Резюме
4. Динамика рынка
4.1 Драйверы
4.1.1.
4.2 Ограничения
4.2.1 Угроза МДФ как заменителя
4.2.2 Неблагоприятные условия, возникающие из-за воздействия COVID-19
4.3. новых участников
4.4.4 Угроза замены продуктов и услуг
4.4.5 Уровень конкуренции
СЕГМЕНТ 5.MARKET0005
5.1 Raw Material
5.1.1 Wood
5.1.1.1 Sawdust
5.1.1.2 Shavings
5.1.1.3 Flakes
5.1.1.4 Chips
5.1.2 Bagasse
5.1.3. Другое сырье (шелуха рисовой шелухи, рисовая солома, хлопковая стебля и джут)
5.2 Применение
5.2.1.0005
5.2.2 Мебель
5.
2.3 Инфраструктура5.2.4. Другие приложения (упаковка, автомобильная)
5.3 Geography
- 9007 9008 5.3.13.3.3.3.3.3.3.3.3.3.17.3.3.1.3.3.1.3.3.1.3.3.13.3.1.3.3.1.3.3.1.3.3.1.3.3.1.
5.3.1.1 China
5.3.1.2 Индия
5.3.1.3 Япония
5.3.1.4 Южная Корея
5.3.1.5 Остаток Азии-Профессионала
5.3.1.5.0008
5.3.2 North America
5.3.2.1 United States
5.3.2.2 Canada
5.3.2.3 Mexico
5.3.3 Europe
5.3 .3.1 Германия
5.3.3.3. Соединенное Королевство
5.3.3.3 Италия
5.3.30005
5.3.4 Южная Америка
5.3.4.1 Бразилия
5.3.4.2 Аргентина
5.3.4.3. Остаток Южной Америки
9007 9007 5.5.3.3.11 Саудовская Аравия
5.3.5.2. Южная Африка
5.3.50017 6. Конкурсная ландшафт
6.1 Слияния и поглощения, совместные предприятия, совместные работы и соглашения
6.2 Доля рынка **/Ранжинг
6.3 Стратегии, принятые ведущими игроками
9000 9000 7.4.4.4.4.4.3.6.4.1 Associate Decor Ltd
6.4.2 Boise Cascade
6.4.3 Century Prowud
170005 6.4.5 ЭГГЕР
6.4.6 Грузия-Тихоокеанский регион
6.4.7 Kastamonu Entegre
6.4.9 Питер Бенсон (фанера) Limited
6.4.10 Продукты Roseburg Forest
6.4.11 Shirdi Industries Ltd. Co. Ltd
6.4.13 Timber Products Company
6.4.14 Uniboard
6.4.15 West Fraser
6.
4.16 Wanhua Ecoboard Co. Ltd*НЕТ исчерпания
*НЕТ исчерпания
*НЕТ исчерпания
9007 *.7.1 Разработка новых методов производства стружечных плит
**При наличии
Вы также можете приобрести части этого отчета. Вы хотите проверить раздел мудро прайс-лист?
Часто задаваемые вопросы
Каков период изучения этого рынка?
Рынок ДСП изучается с 2017 по 2027 год.
Каковы темпы роста рынка ДСП?
Рынок ДСП будет расти со среднегодовым темпом роста более 5% в течение следующих 5 лет.
Какой регион имеет самые высокие темпы роста рынка ДСП?
Азиатско-Тихоокеанский регион демонстрирует самый высокий среднегодовой темп роста в 2021–2026 гг.
Какой регион имеет наибольшую долю рынка ДСП?
Северная Америка будет иметь наибольшую долю в 2021 году.
3.5.3 Африка