Изготовление пресс форм для литья пластмасс
Оказываем услуги по разработке и изготовлению пресс-форм любого уровня сложности и компоновки. Высокое качество по разумным ценам в установленный срок.
Пресс-форма — это сложный по конструкции технологический инструмент для тиражирования изделий из пластмасс, которое задает все параметры будущего изделия (длина, ширина, высота, ребра, стенки). Этот инструмент — главное звено в серийном и массовом процессе производства продукции из пластика.
Услуги по изготовлению пресс-форм
Стоимость производства пресс-форм
Все цены в рублях с учётом НДС
| Тип изделия± | Ресурс (шт.) | Цена от (ХКС*) | Цена от (ГКС**) | Сроки *** |
|---|---|---|---|---|
| Простое. Тазик, миска, мыльница. Габариты до 350*350 мм. Без точных размерных допусков. | 100 000 | 370 000 | 490 000 | 50 |
| 300 000 | 490 000 | 620 000 | 70 | |
| 500 000+ | 590 000 | 780 000 | 90 | |
| Средней сложности Корпус прибора, фиксатор, кронштейн т.  д. д.Габариты до 350*350 мм Точность размеров ±0,5 мм. | 100 000 | 590 000 | 790 000 | 70 |
| 300 000 | 780 000 | 980 000 | 90 | |
| 500 000+ | 890 000 | 1 090 000 | 110 | |
| Сложное изделие. Корпус бытовой техники, шестерни, и тд. Габариты от 350*350 мм с допусками 0,3 мм | 100 000 | 1 290 000 | 1 490 000 | 90 |
| 300 000 | 1 390 000 | 1 690 000 | 120 | |
| 500 000 | 1 790 000 | 1 990 000 | 160 |
*ХКС -холоднокональная система впрыска
**ГКС – горячеканальная система впрыска
*** Срок полной сдачи пресс-форм, с учётом всех доработок.
На стоимость влияет ряд факторов. Перечислим основные:
Для получения стоимости отправьте заявку на электронную почту info@metroplast. ru или связаться по телефону +7 (495) 998-69-68 технические специалисты сориентируют по цене и срокам.
ru или связаться по телефону +7 (495) 998-69-68 технические специалисты сориентируют по цене и срокам.
Для расчёта цены потребуется:
— 3D модель / чертёж/ эскиз с габаритными размерами или образец. — Тип пластика или технико-эксплуатационные свойства отливки — Ресурс оснастки или планируемый тираж деталей в месяц/год.
Условия оплаты изготовления пресс-формы
Для новых клиентов действую стандартные условия оплаты по договору.
30%- предоплата
40% — после согласования тестовой отливки
30% — после подписания акта приёмосдаточных испытаний
При заказе двух и более пресс-форм предоставляются индивидуальный условия оплаты.
Для постоянных клиентов действует система скидок, возможна рассрочка
Примеры наших работ
Преимущества изготовления пресс-форм в МПИ
- Транспортная доступность.
Производство в г. Долгопрудном, всего в 8 км от МКАД. Всё рядом в приделах часа от садового кольца.
- Гарантия качества и сроков.
Мы производственная компания. Вы можете приехать и лично познакомиться с нашим производством, а также с нашим инженерно-техническим персоналом. Несем материальную ответственность за качество и сроки. - Экономия нервов и денег.
При размещении литьевого заказа а на наших мощностях, ремонт и обслуживание пресс-форм – БЕСПЛАТНО. - Конструкторская документация.
Получаете полный комплект чертежей, 3D моделей. Вся конструкторская документация оформлена согласно ЕСКД. - Технологические режимы литья пластмассового изделия.
Вместе с оснасткой получаете технологическую карту литья со всеми литьевыми параметрами для ТПА. - Технологическое сопровождение.
Технические специалисты всегда на связи, при необходимости приедут на ваше производство для наладки технологических процессов литья. - Пресс-формы, проверенные в реальных условиях.
Принимаете оснастку на основание партии отлитых деталей. Получаете пресс-форму и партию изготовленной продукции.
Получаете пресс-форму и партию изготовленной продукции. - Гарантийный и послегарантийный ремонт.
Этапы изготовления пресс-форм
1.Разработка технического задания
2. Проектирование пресс-форм
Проектирование происходит с использованием современных CAD систем. Данные программы позволяют смоделировать весь процесс производства. Позволяет на стадии разработки решить большинство технологических задач. Правильно рассчитать усадку, коробление, прочие факторы
3. Механическая обработка
Всё начинается с закупки металла, каталожных деталей, металлообрабатывающего инструмента для станков ЧПУ. Для каждого заказа закупается комплект фрез, резцов и иного инструмента для механообрабатывающих центров.
Оснастка производятся на точном механообрабатывающим оборудование. Токарно-фрезерные центры; расточные станки; электроэрозионное оборудование; плоскошлифовальные аппараты.
4.
 Закалка формообразующих
Закалка формообразующихВ зависимости от технического задания, производим цементацию или азотирование формообразующих. Данная технология применяется для увеличения ресурса.
5. Сборка
В процессе сборки каждый элемент подгоняется к своей сопрягаемой паре. Многие элементы подгоняются вручную методом ручной шлифовки. В конце слесарных работ, оснастка проверяется на маркерном прессе.
6. Литьевые испытания
Испытания происходит на термопластавтомате (ТПА) . Для тестовых отливок используется марка пластмассы, согласованная в ТЗ. Китайские производители часто грешат тем, что вместо согласованной пластмассы применяют ту, на которой выходят годные размеры. Это происходит из-за ошибок проектирования.
Важный момент: пластмасса одного и того же типа и марки, но от разных производителей, может иметь разную степень усадки. Степень усадки влияет на конечный размер пластмассового изделия.
Опытные работы проходят при участии: конструкторов, инженеров, технологов. Результат — тестовые образцы пластмассовых изделий, карта контрольных замеров, акт работоспособности.
Важный момент: Испытания должны длиться не менее 3-4 часов. Это позволит проверить все узлы и агрегаты в «боевом режиме».
7. Отливка установочной партии деталей
После того как заказчик согласовал полученные тестовые образцы пластмассовых изделий, производятся приемо-сдаточные испытания в присутствии представителя заказчика.
Литьё опытной партии изделий позволяет полностью проверить работоспособность пресс-формы. Только при длительной работе (более 8 часов) можно судить о системе охлаждения формообразующих. От этого зависит цикл, а как следствие, себестоимость литья.
Остались вопросы?
Как изготавливать пресс-формы для литья под давлением, отливки и термоформования с помощью 3D-печати
Изготовление форм для литья используется в различных отраслях такими специалистами, как проектировщики, производственники и преподаватели при создании коротких производственных циклов, прототипов сложных пресс-форм, испытания изделий из пластмасс для дальнейшего использования на практике и, главным образом, в тех случаях, когда необходимо сделать несколько экземпляров детали без особых затрат и усилий. Это позволяет быстро изготавливать небольшие партии от 150 до 600 деталей или проверить конструкцию пресс-формы, прежде чем приступать к изготовлению дорогостоящей оснастки.
Это позволяет быстро изготавливать небольшие партии от 150 до 600 деталей или проверить конструкцию пресс-формы, прежде чем приступать к изготовлению дорогостоящей оснастки.
Изготовление формы с помощью настольной 3D-печати позволяет инженерам и проектировщикам расширить сферу использования материалов и возможности своего 3D-принтера за границы быстрого прототипирования в область промышленного производства. Изготовленные 3D-печатью модели для процессов формования, как правило, получаются быстрее и дешевле, чем модели, изготавливаемые фрезерованием на станках ЧПУ, и проще, чем изготовленные с помощью силиконовых форм.
Формы для небольших партий, напечатанные на 3D-принтере, как правило, не такие дорогие и более просты в изготовлении по сравнению с формами, изготавливаемыми на станках с ЧПУ или с помощью силиконовых форм.
В этой статье мы рассмотрим три технологии изготовления пресс-форм, которые легко дополняются 3D-печатью: литье под давлением, отливка и термоформование. Для более углубленного ознакомления с этими технологиями, а также для с рекомендациями по изготовлению форм и 3D-печати см. наш последний вебинар.
Для более углубленного ознакомления с этими технологиями, а также для с рекомендациями по изготовлению форм и 3D-печати см. наш последний вебинар.
Смотреть вебинар сейчас
Литье под давлением было изобретено в 1872 году Джоном Уэсли Хайатом и вначале действовало по тому же принципу, что и шприц для подкожных инъекций. Современная установка для литья под давлением была окончательно создана в 1956 году в результате изобретения плавающего шнека.
В современном технологическом процессе литья под давлением плавающий шнек подает гранулы пластичного полимера из загрузочного бункера в обогреваемый цилиндр экструдера. По мере приближения к нагревателю гранулы плавятся и выталкиваются в полость формы, находящейся под давлением. После формования и остывания детали внутри формы она выталкивается, и форма используется повторно.
Небольшая пластиковая деталь, изготовленная с помощью формы для литья под давлением, полученной методом 3D-печати непосредственно из высокотемпературного полимера Formlabs High Temp Resin.
Полимеры, используемые для процессов литья под давлением, сравнительно дешевы и могут использоваться для достижения самых разнообразных свойств, поэтому литье под давлением широко применяется для создания упаковок и товаров массового потребления (любопытный факт: элементы LEGO, для которых важны как прочность, так и точность, изготавливаются литьем под давлением).
Благодаря доступным по цене настольным 3D-принтерам, термостойким материалам для 3D-печати и установкам для литья под давлением можно самим создавать формы для производства функциональных прототипов и небольших деталей из пластмасс. В случае малосерийного производства (примерно 10-100 деталей) созданные 3D-печатью формы для литья под давлением, в сравнении с дорогими металлическим формами, позволяют сэкономить время и деньги. Они также дают более гибкий подход к производству, позволяя инженерам и проектировщикам путем незначительных затрат времени и денег создавать прототипы литьевых форм и тестировать их конфигурации или легко изменять формы, продолжая работу над своими проектами.
Формы могут непосредственно печататься на 3D-принтере с использованием различных материалов, таких как стандартные или High Temp Resin Formlabs. Испытания для нашего технического доклада по литью под давлением проводились с использованием литьевой установки Galomb Model-B100 Injection Molder, стоимость которой составляет около 3500 долларов США.
Технический доклад
Загрузите наш технический доклад, чтобы получить пошаговое описание методов, использовавшихся для тестирования работоспособности напечатанных на 3D-принтере форм для литья под давлением, а также узнать о примерах передового опыта и рекомендациях при проектировании форм для 3D-печати.
Скачать технический доклад
Литье — популярная технология во многих отраслях, в частности, ювелирной промышленности, стоматологии и машиностроении. Оно может использоваться для изготовления как мелких, так и крупных деталей из самых различных металлов. Изобретенное свыше 5000 лет назад, литье позволяет работать с самыми разнообразными материалами и представляет собой один из самых простых способов изготовления деталей из металла.
При литье пустая форма создается по мастер-форме, которая может быть изготовлена вручную или напечатана на 3D-принтере (как это показано в видео-учебнике BJB Enterprises в разделе как изготовить силиконовую форму с помощью 3D-принтера Formlabs SLA). Мастер-форма погружается в материал литейной формы, например, песок, глину, бетон, эпоксидную смолу, гипс или силикон. Материал литейной формы затвердевает, пластик или металл заливается внутрь формы, и мастер-форма либо удаляется, либо сгорает, в результате чего образуется готовая деталь.
Можно напечатать точную мастер-форму для литья, используя. например, полимер Formlabs Castable Resin, который сгорает, образуя литейную форму многократного использования.
Технический доклад
Из этого технического доклада вы узнаете, как отливать ювелирные узоры по 3D-моделям, и как прямое литье по выплавляемым или по восковым моделям работает, как метод изготовления форм.
Скачать технический доклад
Отливки из вулканизированной резины могут использоваться для изготовления восковых моделей в количествах, необходимых для литья по выплавляемым моделям металлических деталей, таких как ювелирные изделия, мелкие детали промышленного назначения и игрушки.
3D-принтеры могут изготавливать мастер-модели, которые используются для формования отливок с вулканизацией при комнатной температуре (RTV) и даже отливок из жаростойкой вулканизированной резины.
Печатаемые непосредственно на 3D-принтере образцы ювелирных изделий могут использоваться для изготовления отливок из резины, вулканизируемой при комнатной температуре (RTV), или из природного каучука, вулканизируемого под действием высокой температуры.
При проектировании и производстве изготовление металлических отливок является наиболее экономичным и производительным технологическим процессом изготовления деталей с мелкими элементами и сложной геометрией. Производственники и проектировщики используют литье для изготовления критически важных деталей авиационной, автомобильной отрасли и здравоохранения.
Стереолитографические 3D-принтеры (SLA) идеально подходят для процессов литья при изготовлении металлических частей с меньшими затратами, большей гибкостью проектирования и за меньшее время, чем традиционные методы, без затрат, присущих 3D-принтерам прямой печати металлом.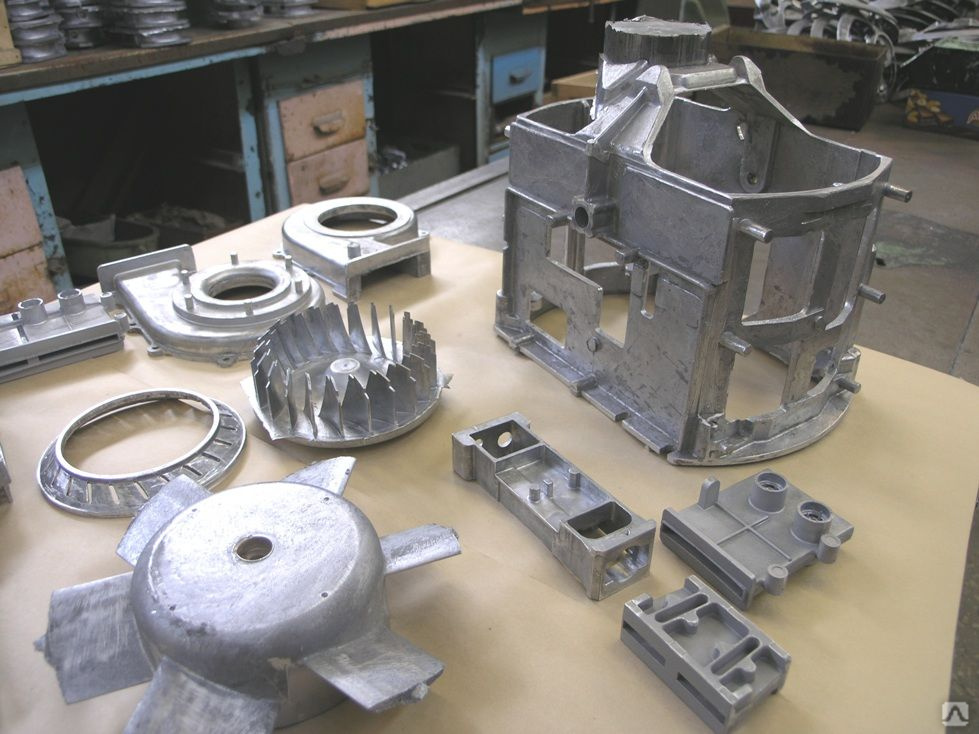
Технический доклад
Из этого технического доклада вы узнаете, как можно использовать скорость и гибкость 3D-печати без затрат, характерных для принтеров прямого спекания металла, используя рабочие процессы литья металла, а также подробные пошаговые руководства по литью в песчаные формы; узнаете об инвестициях в процессы литья с использованием 3D-принтеров и полимеров Formlabs.
Скачать технический доклад
Два этих процесса: термоформования и вакуумного формирования похожи на литье под давлением тем, что используют нагрев и давление для создания готовых изделий из пластмассы. Эти методы были созданы в 40-е годы для производства безукоризненных фонарей кабин летательных аппаратов и рельефных армейских карт.
Сегодня их обычно используют для производства упаковки для автомобильных запчастей, где точность размеров может быть не столь критичной, а неравномерность толщины приемлема.
Упаковка для этой бритвы была сделана вакуумным формованием.
При термоформовании нагретый лист пластика сжимается между двух половинок формы для получения детали. При вакуумном формовании используется только одна половина формы, а для прижатия пластика к форме используется вакуум. Установки, используемые в этих технологических процессах, очень дешевы, их даже можно сделать своими руками.
На этой схеме А обозначает давление на обратной стороне формы, В — давление со стороны пластика, накладываемого на форму, и С обозначает тепло самого пластика.
Печать формы для термоформования на 3D-принтере SLA — быстрый и эффективный метод создания высококачественных вакуум-формованных деталей для мелкосерийного производства. Напечатанные формы для термоформания можно использовать для изготовления прототипов упаковки, прозрачных ортодонтических ретейнеров и безопасных для пищевых продуктов форм для шоколадных кондитерских изделий.
При моделировании деталей для изготовления пресс-форм, необходимо учитывать такие факторы, как давление, отвод газов, различия в охлаждении и нагреве.
Посмотрите наш вебинар , чтобы изучить различные технологии изготовления пресс-форм и узнать, как изготавливать формы для литья под давлением, формы для термоформования и литьевые формы.
Вебинар Formlabs: Изготовление пресс-форм с помощью 3D-печати (доступен только на английском языке)
Учебные пособия по основам изготовления пресс-форм от Smooth-On, Inc.
Эти видеоролики и пошаговые фотоуроки познакомят вас с основными методами успешного изготовления пресс-форм. Эти уроки подходят для начинающих. Если вас интересует, как изготовить слепок для воспроизведения скульптурной фигуры, старинной рамы для картины, промышленного образца, архитектурной лепнины, окаменелости, кожи животного (таксидермия), текстуры куска ткани или игрушки, Вы начинаете с изготовления резиновой формы. Если вы хотите сделать одну или тысячу копий оригинала, вы можете сделать это с помощью формы. Независимо от того, изготовлена ли ваша оригинальная модель из глины, воска, гипса, песка, бетона, камня, металла, кости или почти любого материала, изготовление резиновой формы позволяет точно воспроизвести эту модель.
Фильтровать по Продукт> Процесс›
- Вакуумная камера на 5 галлонов(2)
- Алюминиевый открывалка для ведер(1)
- АкваКон™(1)
- Бронзовый металлический порошок(2)
- Cast Magic™(6)
- Crystal Clear™ 202(2)
- Dragon Skin™ 10 NV(2)
- duoMatrix™ NEO(7)
- Ease Release™ 200(3)
- Ecoflex™ 00-30(1)
- EPSILON™ + отвердитель 101(1)
- Equinox™ 38 СРЕДНИЙ(1)
- Feather Lite™(3)
- FlexFoam-iT!™ 17(1)
- FlexFoam-iT!™ X(1)
- Free Form™ AIR(1)
- Светящийся червь™(2)
- Распылитель Kwikee™(1)
- Maker Pro Paint™(1)
- Matrix Dryve™(1)
- Контейнеры для смешивания(3)
- Молд Макс™ 14NV(1)
- Молд Макс™ 20(1)
- Молд Макс™ 29NV(1)
- Молд Макс™ 30(3)
- Mold Star™ 15 SLOW(3)
- Mold Star™ 16 FAST(1)
- Mold Star™ 20T(1)
- Молд Стар™ 30(2)
- ООМОО™ 25(3)
- ООМОО™ 30(4)
- Plasti-Paste™(1)
- Plasti-Paste™ II(1)
- PMC™-121 30/СУХАЯ(1)
- PMC™-780 СУХОЙ(2)
- Стартовый набор из жидкого силикона(2)
- Замазка PoYo™(1)
- Камера давления(2)
- Rebound™ 25(2)
- ReoFlex™ 20(1)
- Sil-Poxy™(1)
- Simpact™ 60A(1)
- Simpact™ 85A(1)
- Smooth-Cast™ 300(6)
- Smooth-Cast™ 325(5)
- Smooth-Cast™ 326(1)
- Smooth-Cast™ 57D(1)
- Smooth-Cast™ 65D(1)
- Smooth-Cast™ ONYX™ FAST(1)
- Smooth-Cast™ ONYX™ SLOW(2)
- SO-Strong™(5)
- Воск Sonite™(3)
- SORTA-Clear™ 18(2)
- SuperSeal™(2)
- ТАСК™ 3(1)
- ТАСК™ 8(1)
- THI-VEX™(1)
- Универсальная смазка для пресс-форм(1)
- URE-BOND™ II(1)
- URE-FIL™ 11(1)
- УВО™(1)
- XTEND-IT™(1)
- видеоруководство(48)
- форма для заливки(9)
- вращающееся литье(4)
- Соотношение смеси 1:1(3)
- Форма для кистей(2)
- вакуум не требуется(2)
- 3D-печать(1)
- бетонный штамп(1)
- светятся в темноте(1)
- пресс-форма(1)
- силиконовая замазка(1)
видео
Формование и отливка броши для костюмированного плаща
Научитесь делать форму и отливать полупрозрачную брошь на плащ, идеально подходящую для косплея.
› См. статью с инструкциями
видео
Чизкейк нестандартной конструкции с использованием пищевой силиконовой замазки
Хизер дает волю своему творчеству, готовя чизкейки ручной работы.
› См. статью с инструкциями
видео
Изготовление легкого, прочного полого литья методом ротационного литья Matrix Dryve™
Майло показывает, как выполнять ротационное литье полимерно-гипсового полимера Matrix™ Dryve™
› Просмотреть статью с практическими рекомендациями
видео
Как сделать праздничные свечи-снежинки с помощью силиконовой формы
Научитесь быстро и легко делать многоразовые силиконовые формы для свечей, идеально подходящие для рождественского сезона.
› См. статью с инструкциями
Загрузите нашу брошюру с практическими рекомендациями
Smooth-On создан для того, чтобы избавить вас от догадок при изготовлении гибких форм и отливок.
› См. статью с инструкциями
статью с инструкциями
видео
Как сделать силиконовую форму с помощью Mold Star™ 15
Узнайте, как сделать простую силиконовую форму из жидкого силиконового каучука Mold Star™ 15.
› См. статью с инструкциями
видео
Как залить Smooth-Cast™ 300 White Liquid Plastic
Серия жидких пластиков Smooth-Cast® 300 представляет собой литейные смолы со сверхнизкой вязкостью, которые позволяют получать отливки ярко-белого цвета и практически без пузырьков.
› См. статью с инструкциями
видео
Как сделать простую форму для блоков с использованием силикона OOMOO™
В этом учебном видеоролике показано, как изготовить цельную форму из силиконового блока с использованием силиконового каучука OOMOO® 9.0003
› См. статью с инструкциями
Как сделать цельную силиконовую форму для резки
Mold Star® 15 идеально подходит для опытных производителей пресс-форм или для начинающих.
› См. статью с инструкциями
видео
Как сделать ножи для форм своими руками
Milo показывает, как вы можете сделать свой собственный формовочный нож, используя доступные и недорогие лезвия.
› См. статью с инструкциями
видео
Как сделать двухкомпонентную силиконовую форму с помощью Mold Star™ 15
В этом видеоролике рассказывается о технике изготовления форм из двух частей с использованием силиконового каучука.
› См. статью с инструкциями
видео
Как отливать уретановую смолу Smooth-Cast™ 325
В этом обучающем видеоролике по литью смолы мы показываем, как смешивать и заливать жидкую пластиковую смолу Smooth Cast 325.
› См. статью с инструкциями
видео
Как сделать двухкомпонентную силиконовую форму с помощью OOMOO™
Изготовление формы, подготовка модели и нанесение разделительного состава для двухкомпонентной заливки формы рассказывается в этом видео.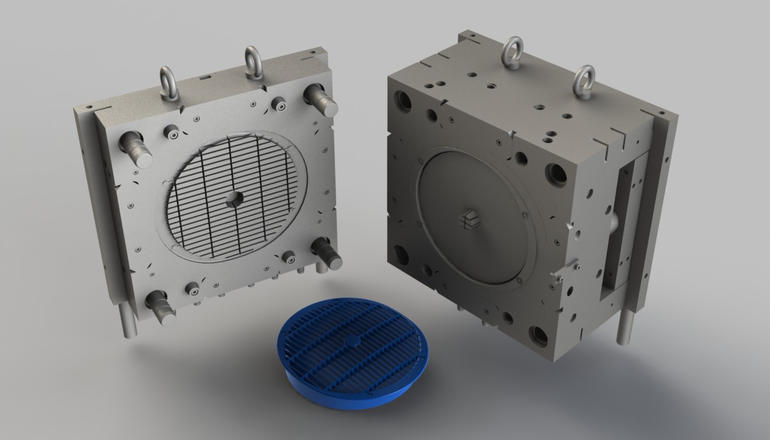
› См. статью с инструкциями
видео
Как сделать силиконовую кисть на форме 3D-объекта
В этом руководстве показано, как создать кисть Rebound™ 25 на силиконовой форме фигурки.
› См. статью
видео
Как сделать силиконовую форму для модели неправильной формы
Узнайте, как сэкономить материал и деньги, приспособив силиконовую форму к форме вашей модели.
› См. статью с инструкциями
видео
Как сделать опорную оболочку для формы, наносимой кистью, с помощью Plasti-Paste™
Как сделать опорную оболочку для кисти на силиконовой форме с помощью затирочной пластмассы Plasti-Paste.
› См. статью с инструкциями
видео
Как сделать форму для уретановых резиновых блоков
Как построить коробку для формы, измерить, смешать и залить уретановый каучук, чтобы сделать цельную блочную форму.
› См. статью с инструкциями
видео
Как заливать жидкую пластиковую литейную смолу Smooth-Cast 300 в уретановую форму
Подготовка уретановой формы для литья, дозирования и смешивания жидкого пластика.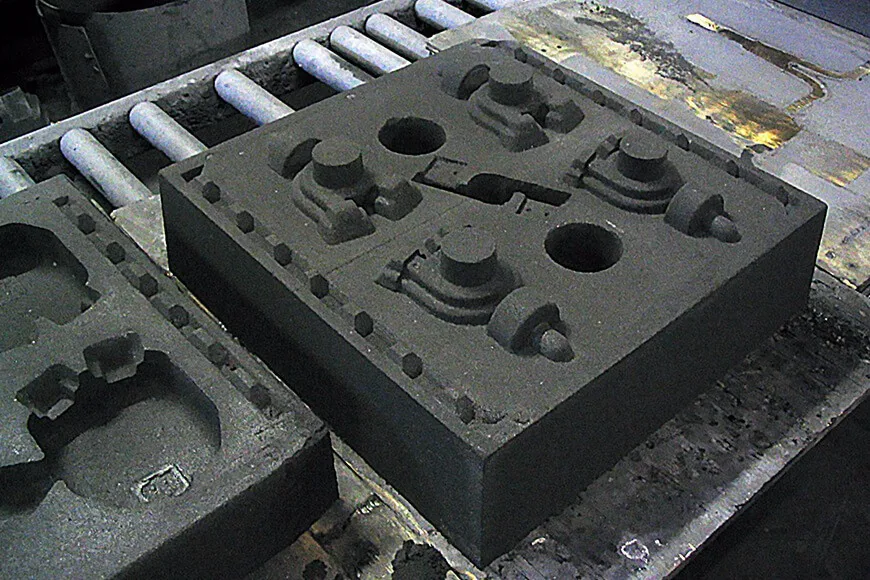
› См. статью с инструкциями
видео
Ротокаст полой детали с помощью Smooth-Cast™ 65D
Создание полой отливки с высокой ударной вязкостью путем вращения формы во время литья.
› См. статью с инструкциями
видео
Как сделать полую отливку из смолы с помощью Smooth-Cast™ 57D
Использование метода литья слякоть для создания полой, ударопрочной детали.
› См. статью 9 с инструкциями0003
видео
Как создать металлические и блестящие эффекты в смоле с помощью Cast Magic™
Литейная система Cast Magic®— это простой способ добавить бесконечное разнообразие ярких металлических, блестящих и цветных эффектов к вашим отливкам.
› См. статью с инструкциями
видео
Как создать эффект мрамора с помощью уретанового пластика
Создание реалистичного эффекта литого мрамора возможно с помощью жидкого пластика Smooth-Cast® 325.
› См.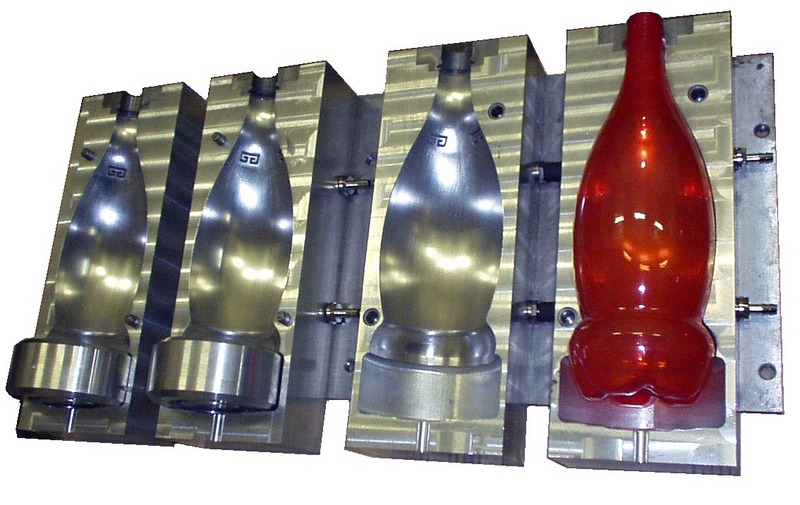 статью с инструкциями
статью с инструкциями
видео
Ротокастинг duoMatrix — Как сделать пустотелую ударопрочную отливку
Как можно использовать систему duoMatrix NEO и рубленое волокно для создания прочной, легкой и полой отливки.
› См. статью с инструкциями
видео
Как сделать металлическое холодное литье со смолой Smooth-Cast™ 325
Процесс холодного литья металла быстрее и намного дешевле по сравнению с литейным литьем расплавленного металла.
› См. статью с инструкциями
видео
Как снять крышку с 1-галлонного ведра
Одногаллонные ведра Smooth-On легко открыть, если знать правильную технику.
› См. статью с инструкциями
видео
Как открыть и разлить 5-галлонное ведро с материалом
Правильное открытие и разлив из 5-галлонного ведра приведет к меньшему количеству отходов материала.
› См. статью 9 с инструкциями0003
видео
Как пользоваться алюминиевым открывалкой для ведер
Алюминиевый открывалка для ведер открывает и повторно запечатывает пластиковые ведра на 1 галлон и 5 галлонов.
› См. статью с инструкциями
видео
Как улучшить качество поверхности отливок из пенопласта с помощью противодавления
Узнайте, как противодавление приводит к более плотной ячеистой структуре и улучшению отливок из пенопласта
› Просмотр статьи с практическими рекомендациями
видео
Как восстановить порванную силиконовую щетку на пресс-форме
Как использовать силиконовый клей Sil-Poxy® со специальной армирующей тканью для ремонта разорванного вкладыша формы.
› См. статью с инструкциями
видео
Как отремонтировать порванную форму из уретановой резины
Ремонт разорванной формы из уретанового каучука с использованием уретанового клея Ure-Bond® II.
› См. статью с инструкциями
видео
Как воссоздать старинную раму с помощью Mold Max™ 29NV Силикон без вакуума
Узнайте, как использовать Mold Max 29NV для создания высокодетализированной силиконовой формы
› См. статью с инструкциями
статью с инструкциями
видео
Как слепить опорный щит для косплея
Джон Н. показывает нам, как он создает форму для своего щита Thundercats.
› См. статью с инструкциями
видео
Заливка бетона с помощью разделительного агента Aquacon®
AquaCon® — это разделительная смазка для бетона на водной основе, помогающая отделять бетонные отливки из резиновых форм Smooth-On.
видео
Как сделать бетонный штамп с использованием уретанового каучука
Цель проекта: превратить заброшенный служебный вход в уютную пешеходную дорожку из штампованного бетона.
› См. статью с инструкциями
видео
Как использовать бетонный штамп
Проект: Замена существующего служебного входа декоративной бетонной дорожкой.
› См. статью с инструкциями
видео
Как сделать холодное литье металла с помощью duoMatrix™ NEO
Мы демонстрируем, как создать холодное литье металла с использованием полимеризованной гипсовой системы duoMatrix™ NEO.
› См. статью с инструкциями
видео
Как сделать простую силиконовую форму для свечи
Силиконовая резина OOMOO® — одна из самых простых в использовании резин для форм на планете, она идеально подходит для изготовления простых форм для свечей.
› См. статью с инструкциями
Как построить горячую печь для термоотверждаемых материалов
Мы придумали способ легко построить дешевый «горячий ящик» любого размера…
› Просмотр статьи с практическими рекомендациями
Изготовление пресс-формы для цельных блоков
Цельнолитая пресс-форма для блоков — это популярный метод изготовления пресс-форм, который имеет определенные преимущества.
› См. статью с инструкциями
видео
Как устранить пузыри в отливках из смолы путем литья под давлением
Пузырьки в прозрачных отливках можно удалить с помощью техники литья под давлением, как показано в этом обучающем видео.
› См. статью с инструкциями
видео
Как уменьшить количество пузырьков в отливках с помощью вакуумной дегазации
Прозрачная смолалучше всего работает, когда материал очищается пылесосом перед заливкой. В этом обучающем видео описаны шаги по дегазации.
› См. статью с инструкциями
видео
Сравнение UVO™ и So-Strong™
Сравните отливку, сделанную с использованием пигмента UVO™ и такого же количества So-Strong™
видео
Как продлить срок годности уретанового каучука и смолы
XTEND-IT® представляет собой сухую газовую подушку, предназначенную для продления срока годности чувствительных к влаге полиуретановых продуктов.
› См. статью с инструкциями
видео
Как пользоваться распылителем Kwikee™
Использование распылителя Kwikee™ для распыления антиадгезивов при изготовлении форм и отливок позволит вам сэкономить более 60 % по сравнению с аэрозолями.
› См. статью с инструкциями
видео
Как предварительно смешать уретановую литейную смолу — TASK™ 3
Правильное предварительное смешивание уретановой литьевой смолы важно для обеспечения правильного отверждения материала.
› См. статью с инструкциями
видео
Как предварительно смешать уретановую литейную смолу — Feather Lite™
В этом видеоролике показано, как правильно предварительно смешать уретановую смолу Smooth-On Feather Lite…
видео
Как сделать двухкомпонентную силиконовую форму для ножа
Мы демонстрируем использование силикона Mold Star 30, платинового силикона для изготовления пресс-форм…
› См. статью 9 с инструкциями0003
видео
Как смешать уретановую смолу для литья — двойное смешивание и заливка Feather Lite™
Использование техники двойного смешивания и заливки помогает решить проблемы с несмешанной смолой.
› См.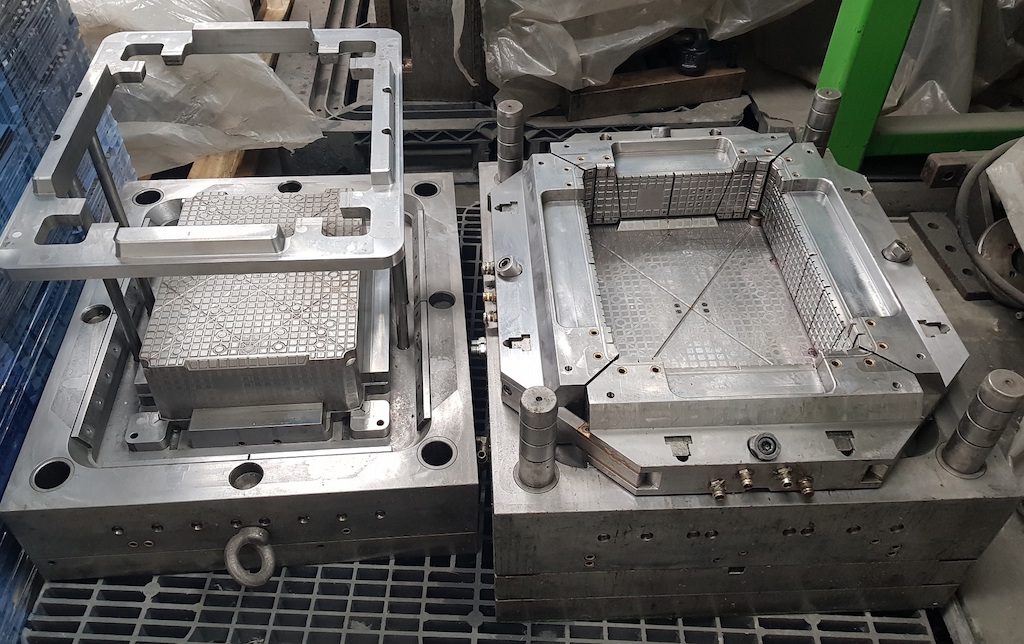 статью с инструкциями
статью с инструкциями
видео
Как предварительно смешать силиконовую резину — OOMOO™ 25
Отсутствие предварительного смешивания силикона может привести к неправильному схватыванию материала…
› Просмотр статьи с инструкциями
видео
Как смешивать силиконовую резину — двойное смешивание и заливка OOMOO™ 25
В этом видеоролике, посвященном изготовлению форм, демонстрируется техника двойного смешивания и заливки с использованием силиконового каучука 1A:1B OOMOO.
› См. статью с инструкциями
видео
Как использовать Glow Worm® для создания светящегося в темноте литья
Как лучше всего использовать фосфоресцирующий порошок Glow Worm для создания отливки из смолы, которая будет светиться в темноте до 10 часов.
› См. статью с инструкциями
видео
Как измерить силикон по весу — Mold Max® 20
Как пользоваться граммовыми весами для точного взвешивания резины, пластика и других материалов.
› См. статью с инструкциями
видео
Как дважды смешать и залить силиконовую форму Max® 14NV
Недостаточное смешивание является основной причиной того, что силиконовый каучук не затвердевает. В этом видео демонстрируется техника двойного смешивания и заливки.
› См. статью с инструкциями
видео
Как измерить уретан по весу — Simpact™ 85A
Как пользоваться граммовыми весами для точного взвешивания резины, пластика и других материалов.
› См. статью с инструкциями
видео
Дегазация силикона вакуумом — Mold Max™ 30
Как вакуумировать силикон, чтобы удалить воздух и пузырьки из готовой формы или отливки.
› См. статью с инструкциями
видео
Как вакуумировать уретановую смолу Smooth Cast™ 326
В этом видеоролике демонстрируется вакуумная дегазация Smooth-Cast 326 для удаления захваченных пузырьков.
› См. статью с инструкциями
видео
Как построить ящик для форм
Изготовление формы для изготовления форм. Короб формы служит в качестве удерживающего поля для формовочной резины.
Короб формы служит в качестве удерживающего поля для формовочной резины.
› См. статью 9 с инструкциями0003
видео
Как использовать duoMatrix NEO™ для ротационного литья
duoMatrix NEO® — это универсальная гипсовая система, модифицированная полимерами, обладающая превосходными физическими и эксплуатационными свойствами.
видео
Типы формовочной резины RTV
Изучение различных типов формовочной резины RTV, доступных для изготовления форм и литья от Smooth-On.
› См. статью 9 с инструкциями0003
видео
Условия изготовления форм и литья
Общие термины и определения в процессах изготовления форм и литья Smooth-On.
› См. статью с инструкциями
видео
Как сделать силиконовую форму для 3D-печати
В этом видео показано, как использовать Mold Star 20T для изготовления силиконовой формы из экструдированного PLA.
› См. статью с инструкциями
видео
Как формовать и отливать реквизит из пенопласта — через Tested.
 com
comVia Tested — Как сделать простые силиконовые формы для отливки и покраски пенопластовых копий реквизита, таких как магазинные инструменты
› См. статью с практическими рекомендациями
видео
Как сделать металлическую отделку с помощью порошка Cast Magic™
Как использовать порошок Pearly Green Cast Magic® на отливке из черной смолы ONYX®, чтобы получить красивую металлическую отделку.
› См. статью с инструкциями
видео
Как восстановить старинную фоторамку с помощью замазки PoYo
Как использовать силиконовую замазку PoYo Putty для ремонта поврежденной рамы картины
› См. статью с инструкциями
видео
Изготовление безопасных для пищевых продуктов силиконовых форм — Как сделать форму для леденцов
Как сделать форму для самостоятельной заливки леденцов
› См. статью с инструкциями
видео
Как открыть застрявшую крышку контейнера
Milo показывает, как можно легко снять застрявшие крышки и предотвратить их прилипание в будущем.
› См. статью с инструкциями
видео
Изготовление пресс-формы из двух частей с помощью Mold Star™ 16
Поклонник Smooth-On Виктория П. демонстрирует, как она делает двухкомпонентный слепок глянцевой фигурки.
› См. статью с инструкциями
видео
Окрашивание duoMatrix™ NEO с использованием порошкообразных пигментов Buddy Rhodes Pure Collection
Порошкообразные пигменты Buddy Rhodes Pure Collection могут придать гипсу, модифицированному полимером duoMatrix NEO, яркие цветовые эффекты.
› См. статью с инструкциями
видео
Как создать бронзовую отделку с помощью порошков Cast Magic™ и duoMatrix™ NEO
ПорошкиCast Magic могут придать полимерно-модифицированному гипсу duoMatrix NEO потрясающий металлический, перламутровый или блестящий вид.
› См. статью с инструкциями
видео
Как устранить поверхностные пузыри в отливке
Milo демонстрирует, как можно использовать камеру высокого давления для получения отливок без пузырьков.
› См. статью с инструкциями
видео
Как сделать опорную оболочку из duoMatrix™ NEO
Milo демонстрирует, как можно использовать duoMatrix NEO для создания опорных оболочек пресс-формы.
› См. статью с инструкциями
видео
Как использовать порошки Glow Worm™ со смолой, резиной, пеной и другими материалами
Изучите различные методы заливки смолы цветом и отделки с помощью наших светящихся в темноте порошков Glow Worm™.
› См. статью с инструкциями
видео
Живи! — Литье силикона с Milo
Milo демонстрирует, как отливать силикон, и объясняет, как правильно выбрать материал формы для вашего применения.
› См. статью с инструкциями
Научитесь литью металла [Типы и процессы]
перейти к содержаниюMetalworkingMetal
Кристин Арцт
Что такое литье металлов?
Литье металла — это процесс, которому уже 7000 лет, и который используется как в производстве, так и в изобразительном искусстве. Во время литья металла расплавленный металл переносится из тигля в форму для создания положительного металлического литого объекта. Металл и форма охлаждаются, а металлический предмет извлекается и обрабатывается. Традиционные методы литья металлов включают литье по выплавляемым моделям, литье в гипсовые формы, литье под давлением и литье в песчаные формы, и это лишь некоторые из них. Эти процессы литья металла могут выполняться в литейном цехе или в ювелирной мастерской.
Во время литья металла расплавленный металл переносится из тигля в форму для создания положительного металлического литого объекта. Металл и форма охлаждаются, а металлический предмет извлекается и обрабатывается. Традиционные методы литья металлов включают литье по выплавляемым моделям, литье в гипсовые формы, литье под давлением и литье в песчаные формы, и это лишь некоторые из них. Эти процессы литья металла могут выполняться в литейном цехе или в ювелирной мастерской.
Процессы литья металлов известны уже тысячи лет и широко используются для создания скульптур, украшений, транспорта, оружия и инструментов. Первый известный литой предмет — медная лягушка, датируемая 3200 г. до н. э., найденная на территории современного Ирака. В эпоху бронзы популярность металлического литья резко возросла. Бронза была гораздо более легким и прочным сплавом для работы по сравнению с золотом, и из нее отливали инструменты и оружие с использованием каменных форм. Во времена династии Шан в Китае одноразовые песчаные формы впервые использовались для литья металлов. Около 1000 г. до н.э. Индия была одной из первых древних цивилизаций, отливавших серебряные и медные монеты в качестве валюты. Позже, около 500 г. до н.э., династия Чжоу ввела чугунное литье. На протяжении всей истории Ближний Восток и Западная Африка обычно использовали литье по выплавляемым моделям. Много лет спустя в 20 веке произошел бум технологии литья металлов, разработав процессы, на которых основано большинство современных методов.
Около 1000 г. до н.э. Индия была одной из первых древних цивилизаций, отливавших серебряные и медные монеты в качестве валюты. Позже, около 500 г. до н.э., династия Чжоу ввела чугунное литье. На протяжении всей истории Ближний Восток и Западная Африка обычно использовали литье по выплавляемым моделям. Много лет спустя в 20 веке произошел бум технологии литья металлов, разработав процессы, на которых основано большинство современных методов.
Для чего используется литье металлов?
На протяжении всей истории металлическое литье использовалось для изготовления инструментов, оружия и религиозных предметов. Литье — это недорогой способ создания сложных форм и рисунков, а также легкое создание нескольких одинаковых объектов. Процесс литья металлов широко используется в производстве, особенно в развитии технологий и транспорта. Отливки могут иметь размер от нескольких граммов, как отлитое кольцо, до тысяч фунтов, как дизельный двигатель. Формы литья различаются по сложности от чего-то совсем простого до невероятно замысловатого.
В то время как транспорт и тяжелое оборудование составляют большую часть отливок, производимых во всем мире, литье металлов является невероятно универсальным процессом. You will likely find components of metal casting in the following objects:
-
Household appliances
-
Construction equipment
-
Electrical components
-
Farming equipment
-
Defense weapons, tools и оборудование
-
Транспортировка: автомобильная, аэрокосмическая, железнодорожная, и доставка
-
Обработка инструментов
-
Художественные и скульптурные объекты
различные типы кастинга металлов. процессы с многоразовыми формами и процессы с одноразовыми формами.
 В обоих процессах литейщик плавит металлический материал в тигле, заливает его в форму, а затем удаляет материал формы или отливку после того, как металл остынет и затвердеет.
В обоих процессах литейщик плавит металлический материал в тигле, заливает его в форму, а затем удаляет материал формы или отливку после того, как металл остынет и затвердеет.Литье в одноразовые формы
Литье в одноразовые формы — это метод, в котором используются одноразовые или временные формы. Эти формы обычно изготавливаются из связанного смолой песка, керамической оболочки, гипсовой паковочной массы или пенопласта. Изготовление собственной одноразовой формы — недорогой и относительно быстрый процесс. Лучше всего подходит для мелкосерийного производства.
Многоразовые формы для литья
Многоразовые формы представляют собой многоразовые и постоянные формы для литья металлов. Они прочнее и лучше других выдерживают высокие температуры расплавленного металла. Постоянные формы часто изготавливаются из металлов, таких как сталь или чугун, из-за их высокой прочности, низкой пористости и термостойкости. Многоразовые формы идеально подходят для создания нескольких одинаковых литых металлических объектов.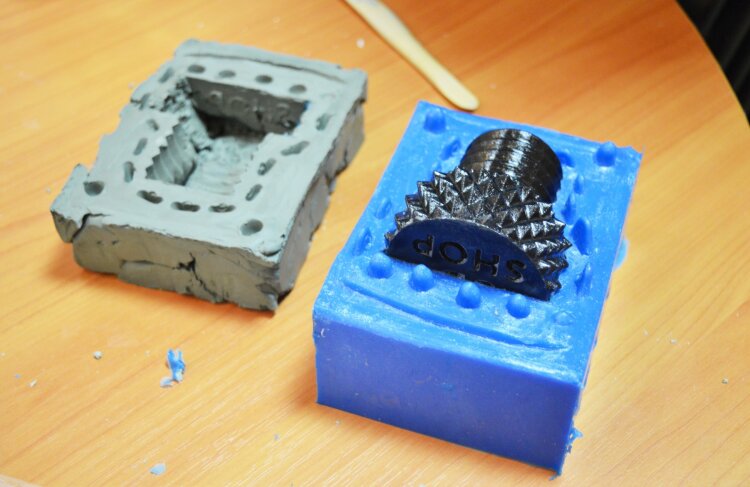
Основной процесс литья металла
Основной процесс литья металла включает создание шаблона и формы, а затем заливку расплавленного металла в форму. Затем вы извлечете твердую металлическую отливку и закончите свою деталь. Этот процесс настраивается для различных типов литья металлов, а также для форм, размеров и многого другого.
Шаг 1. Создание шаблона
Перед изготовлением формы необходимо создать шаблон для определения формы формы. Выкройка может быть трехмерной моделью вашего окончательного слепка. Он может быть сделан из воска, песка, пластика или даже дерева. Некоторые литейщики используют формы из гипса или силикона, которые представляют собой материалы, которые не выдерживают отливки из расплавленного металла, но позволяют литейщику массово создавать кратные воски для использования в литье одноразовых форм. Когда вы формируете свой шаблон, убедитесь, что вы учитываете любую ожидаемую усадку, когда металл остывает. Шаблоны также могут быть закрыты литниками, чтобы расплавленный металл мог затекать в форму.
Шаг 2: Изготовление формы
После того, как вы создали выкройку, пришло время сделать форму. Как мы упоминали выше, вы можете сделать многоразовую форму, которая обычно изготавливается из металла, или одноразовую форму, которая может быть сделана из песка, гипса или керамической оболочки. Каждый из этих методов изготовления форм оптимизирован для различных литейных металлов и различных уровней сложности модели. Если вы работаете с восковым или пластиковым узором, вы можете выжечь узор в печи.
Шаг 3: Выберите металлический сплав
Все металлические отливки изготавливаются из сплавов черных или цветных металлов. Сплавы представляют собой смесь элементов, обеспечивающих наилучшие механические свойства для окончательного использования в отливке. Черные сплавы включают сталь, ковкий чугун и серый чугун. Цветные сплавы, которые чаще всего используются в литье, это алюминий, бронза и медь. Если вы работаете с драгоценными металлами в ювелирной мастерской, вы можете работать с серебром, медью, золотом и платиной.
Этап 4: Расплавление сплава
Процессы плавления различаются для разных сплавов, поскольку каждый сплав имеет разную температуру плавления. По сути, плавка состоит из помещения твердого сплава в тигель и нагревания его над открытым пламенем или внутри печи.
Шаг 5: Залить в форму
Залить расплавленный металл в полость формы. Если это небольшая отливка, то можно просто лить из тигля, в котором нагревался металл, прямо в форму. Для более крупного литья может потребоваться небольшая команда для поддержки нагревания металла внутри печи и переноса металла в больший тигель или ковш перед заливкой в форму.
Обязательно соблюдайте все рекомендации по технике безопасности при заливке расплавленного металла. Убедитесь, что вы носите защитную одежду, в том числе одежду из натуральных волокон, длинные брюки и рукава, утепленные перчатки и защитные очки. Работайте в хорошо проветриваемом помещении, чтобы избежать рисков, связанных с опасными парами. Убедитесь, что у вас есть поблизости химический огнетушитель, и следите за тем, чтобы проход между печью и плесенью был чистым. Дайте форме затвердеть, прежде чем переходить к следующему шагу.
Дайте форме затвердеть, прежде чем переходить к следующему шагу.
Шаг 6: Извлеките отливку из формы.
Когда металл остынет и затвердеет, его можно вынуть из формы. Если вы отливаете в одноразовую форму, вы можете отделить форму от отливки. Если вы использовали гипсовую паковочную массу, вам нужно будет охладить гипс водой после того, как металл затвердеет. Вода поможет избавиться от плесени. Для многоразовых форм вы можете использовать выталкивающие штифты для извлечения отливки.
Шаг 7: Финишная обработка
Напилите и отполируйте отливку из цельного металла! Это может включать в себя очистку отлитого металлического предмета, например, удаление лишнего материала формы в воде, отламывание литейных литников с помощью кусачек для мелких предметов или даже угловой шлифовальной машины для крупных деталей.
Обучение литью металла
Хотите ли вы отлить маленькое кольцо или сложный кусок металла для автомобильного двигателя, возможности литья металла безграничны. Тип металлического литья, который вы выберете, будет зависеть от вашего видения конечного продукта. Если вы заинтересованы в ювелирных изделиях, вы захотите работать с драгоценными металлами, такими как золото, серебро и платина. Если вас заинтересуют другие промышленные проекты, ваша отливка может варьироваться от небольших алюминиевых плиток до чугунной сковороды. После того, как вы определились со своими целями, вы можете изучить варианты самообразования. Местная гильдия художников по металлу предоставляет своим членам сообщество, образовательные ресурсы и многое другое. Мы всегда рекомендуем новичкам начинать с очного занятия, чтобы охватить требования безопасности, получить доступ в студию и научиться литью металла у профессионала.
Тип металлического литья, который вы выберете, будет зависеть от вашего видения конечного продукта. Если вы заинтересованы в ювелирных изделиях, вы захотите работать с драгоценными металлами, такими как золото, серебро и платина. Если вас заинтересуют другие промышленные проекты, ваша отливка может варьироваться от небольших алюминиевых плиток до чугунной сковороды. После того, как вы определились со своими целями, вы можете изучить варианты самообразования. Местная гильдия художников по металлу предоставляет своим членам сообщество, образовательные ресурсы и многое другое. Мы всегда рекомендуем новичкам начинать с очного занятия, чтобы охватить требования безопасности, получить доступ в студию и научиться литью металла у профессионала.
Обучение литью металлов в The Crucible
The Crucible предлагает занятия по литью металлов как в литейном, так и в ювелирном отделах. Наш литейный цех предлагает студентам возможность создавать свои собственные формы для песка и керамических оболочек. Мы предлагаем полностью оборудованную восковую комнату, где вы можете формировать и детализировать свои модели для литья по выплавляемым моделям. На наших литейных занятиях можно лить алюминий, бронзу и даже железо. На наших ювелирных уроках вы можете сделать свои собственные уникальные маленькие подвески, кольца и многое другое, чтобы отлить их из серебра и бронзы. Наши уроки ювелирного дела позволяют вам изучить весь процесс литья металла от создания восковой модели до заливки расплавленного металла, а затем отделки вашего изделия.
Мы предлагаем полностью оборудованную восковую комнату, где вы можете формировать и детализировать свои модели для литья по выплавляемым моделям. На наших литейных занятиях можно лить алюминий, бронзу и даже железо. На наших ювелирных уроках вы можете сделать свои собственные уникальные маленькие подвески, кольца и многое другое, чтобы отлить их из серебра и бронзы. Наши уроки ювелирного дела позволяют вам изучить весь процесс литья металла от создания восковой модели до заливки расплавленного металла, а затем отделки вашего изделия.
Часто задаваемые вопросы по литью металла
Можно ли лить металл дома?
Вы можете создать свой собственный литейный цех и литейный цех, уделяя первостепенное внимание безопасности. Убедитесь, что вы носите защитную одежду, в том числе одежду из натуральных волокон, длинные брюки и рукава, утепленные перчатки и защитные очки. Работайте в хорошо проветриваемом помещении, чтобы избежать рисков, связанных с опасными парами. Убедитесь, что у вас есть поблизости химический огнетушитель, и следите за тем, чтобы проход между печью и плесенью был чистым.
Какие бывают виды литья металлов?
В основных видах литья металлов используются одноразовые или многоразовые формы. При литье одноразовых форм используется одноразовая форма, изготовленная из связанного смолой песка, керамической оболочки, гипсовой паковочной массы или пенопласта. Распространенными типами литья металлов, в которых используются одноразовые формы, являются литье по выплавляемым моделям, литье по выплавляемым моделям и литье в песчаные формы. Многоразовые формы — это многоразовые и постоянные формы, изготовленные из чугуна или стали. Многоразовые формы используются для литья под давлением и литья под давлением.
Какие инструменты нужны для литья металла?
Для литья металла вам потребуются защитное оборудование, хорошо проветриваемое рабочее место, форма, тигель, щипцы и печь, горелка или печь для обжига.
Какие металлы легче всего отливать?
Алюминий — удобный материал для литья металлов, поскольку он недорогой, широко доступный и быстро плавится в пропановой горелке или в электрической печи.![]()
Как сделать форму для литья металла?
Это разные типы форм для разных проектов. Во-первых, определите, будете ли вы делать одноразовую или многоразовую форму. Формы для керамических оболочек изготавливаются путем погружения восковой модели в несколько слоев суспензии керамических оболочек перед выжиганием воска и отливкой металла внутрь. Формы для литья из песка встраиваются в деревянную раму и формируются с помощью оттиска или модели, либо рисунок вырезается прямо в песке. В гипсовых формах для выплавки также используется какая-то рама, сделанная из дерева или металла. Восковая модель помещается внутрь рамы, поверх модели заливается паковочная масса, и форма оставляется для застывания.
Продолжить знакомство с руководствами по металлу
Узнайте, как работать с механическими молотами и как они работают, из этого вводного руководства по кузнечному делу с помощью силового молота….
Подробнее →
Задумывались ли вы, чем занимается литейный цех? Узнайте о разнице между черными и цветными металлами и о том, как начать литейную карьеру. …
…
Подробнее →
Узнайте о различных способах литья бронзы в литейном и ювелирном производстве, а также о том, как начать работу, из этого руководства для начинающих. к бронзовому литью….
Подробнее →
Узнайте о различных типах литья по выплавляемым моделям, от металла до стекла, и о том, как начать работу, в этом руководстве для начинающих по литью по выплавляемым моделям….
Подробнее →
Узнайте, как построить Собственный кузнечный горн и станьте кузнецом с помощью этого пошагового руководства….
Читать далее →
Узнайте все, что вы хотели знать о литье металлов, от типов форм до различных методов литья….
Читать Подробнее →
You Can Learn to Cast Metal
В Горниле еженедельно проводятся новые занятия по литью металлов.
Шкатулки, медальоны и петли
Учащиеся учатся создавать несколько полых форм для изготовления украшений, шкатулок и медальонов. Работая с медью, латунью, никелем и серебром, учащиеся привносят движение в свои изделия. ..
..
Узнать больше и зарегистрироваться →
3-часовой дегустатор: Ювелирные изделия
3-часовой дегустатор — отличный способ познакомиться с новым форма искусства без более глубокой приверженности полному курсу. После базового введения в отжиг, текстурирование, штамповку, опиловку…
Узнать больше и зарегистрироваться →
3-часовой дегустатор: Foundry
3-часовой дегустатор — отличный способ изучить новую форму искусства без более глубокого изучения полного курса. После базового введения в создание форм для песка, создайте свою собственную форму для…
Узнать больше и зарегистрироваться →
Пайка серебром
Изучите основы пайки серебром! Мы расскажем о различных типах соединений, припоях и флюсах, а также о том, как решить проблемы при работе с кольцами, переходными кольцами и т. д.
Узнать больше и зарегистрироваться →
Молодежный чиби: выходные миниатюрные фигурки
Изучите основы подготовки, придания формы, лепки, изготовления трости и запекания полимерной глины. Используйте яркую глину, чтобы сделать небольшие скульптуры, известные как чиби, включив их в…
Используйте яркую глину, чтобы сделать небольшие скульптуры, известные как чиби, включив их в…
Узнать больше и зарегистрироваться →
Литейный цех I: Процесс изготовления керамических оболочек
Керамическая оболочка — это материал для форм, используемый в методе литья по выплавляемым моделям. Изучите основные методы работы с воском и изучите основы обработки металла в этом увлекательном курсе. Вы будете…
Узнать больше и зарегистрироваться →
Украшения из плетеной проволоки
Проведите выходные, плетя из проволоки прекрасные произведения искусства, которые можно носить. При правильном размягчении проволоку можно использовать для имитации нити, а затем вплетать в украшения, плетеные изделия, ткать…
Узнать больше и зарегистрироваться →
Ювелирные изделия и металлы I
Изучите основы изготовления ювелирных изделий. Мы сосредоточимся на распиловке, опиловке, шлифовке, пайке, текстурировании, отжиге, штамповке, полировке и дизайне. Студенты изучат свойства…
Студенты изучат свойства…
Узнать больше и зарегистрироваться →
Foundry Lab
Занятия в лаборатории — это большое преимущество, исключительно для участников Crucible! Практикуйте навыки, которые вы изучаете в классе, и открывайте новые возможности в своем ремесле. Инструкции не предоставляются…
Узнать больше и зарегистрироваться →
Литье органических веществ и найденных предметов
В ходе этого увлекательного курса вы расширите свои ювелирные знания, отливая уникальные предметы из органических материалов, пластика или пенополистирола. Студенты сделают два кастинга…
Узнать больше и зарегистрироваться →
Природные формы из металлической глины
Создавайте прекрасные серебряные украшения, такие как подвески, серьги или подвески, из настоящих листьев, используя глину и пасту для художественных работ по металлу! Узнайте, как правильно наносить металлическую художественную глину на органическую…
Узнать больше и зарегистрироваться →
Семейные безделушки и побрякушки
Присоединяйтесь к The Crucible, чтобы повеселиться всей семьей, изучая ювелирное дело! В семейных группах вы научитесь делать индивидуальные подвески с гравировкой, создавая узор-коллаж.