Литье в силиконовые формы: мелкосерийное производство > цены
Мелкосерийное производство по доступной цене
Технология
Мелкосерийное производство путем литья в силиконовые формы имеет определенные особенности и состоит из нескольких этапов:
Производство прототипа изделия. Речь идет о проектировании объемной модели на компьютере с последующей ее распечаткой на 3d-принтере или фрезеровкой на ЧПУ. Как вариант, может быть использован готовый прототип заказчика, но в 90% случаев он требует доработки.
Подготовка мастер-модели. Иными словами, это усовершенствованный и подготовленный к производству формы для литья прототип изделия.

Изготовление силиконовой формы для литья. Для производства формы или, как ее еще называют, матрицы мастер-модель помещается в опалубку – герметичную емкость из твердого материала, соответствующую габаритам изделия. Затем устанавливают систему трубок (литниковую систему), предназначенных для подачи в форму жидкого пластика.
После этого силикон, который предварительно прошел дегазацию в вакуумной камере, заливают в опалубку. Наконец, емкость с силиконом примерно на сутки оставляют застывать в специальной камере, и только после этого получается готовая матрица.
Тестовая отливка и доработка формы. Если после тестовой отливки детали, полученное изделие отличается от мастер-модели, производится доработка формы. Как правило, модернизация силиконовой матрицы не занимает много времени, и в основном заключается в усовершенствовании литниковой системы и каналов вывода воздуха из формы при заливке, на основе полученного первого образца.
Производство форм. После того, как заказчик одобрил полученный после тестовой отливки результат, начинается мелкосерийное производство изделий.
 Количество силиконовых форм
зависит от численности конечных изделий из расчета, что одна матрица способна дать 20-50
единиц качественной продукции в зависимости от особенностей геометрии и материала
литья.
Количество силиконовых форм
зависит от численности конечных изделий из расчета, что одна матрица способна дать 20-50
единиц качественной продукции в зависимости от особенностей геометрии и материала
литья.
Завершается этот алгоритм непосредственным литьем пластмассы. 3dVision использует вакуумную технологию литья в силиконовые формы, в ходе которой используются двухкомпонентные полиуретаны с различными физико-механическими свойствами. Благодаря быстроте изготовления оснастки, данный метод уже через несколько дней позволяет получить небольшую партию пластиковых изделий.
Преимущества
Сильные стороны эластичных форм по сравнению с пресс-формами не заканчиваются на их дешевизне и
быстром изготовлении, о чем было сказано в самом начале.
Во-первых, силиконовые матрицы универсальны, поскольку способны работать с любым видом пластмасс. Это пищевые, архитектурные, медицинские, промышленные полимеры, пластмассы для создания грима и другие. Силиконы, несмотря на слабое сцепление с материалом для литья, обеспечивают полностью герметичные соединения, и поэтому в таких формах можно выполнять литье из резиноподобных материалов и резинопластика.
Во-вторых, силиконовые емкости безопасны. Они не горят, являются химически инертными и устойчивыми к УФ-излучению.
В-третьих, такие формы просты в использовании. Изделие отделяется от матрицы легко, а поскольку форма имеет высокую гибкость, то и внутреннее напряжение детали снижается.
Предназначение
Мелкосерийное производство деталей используют для создания небольших партий изделий. Например,
изготовления корпусов уникальных приборов, макетов для проверки качества дизайнерских работ,
дизайна упаковочных материалов, моделей для проведения презентаций. Выпуск продукции малым
тиражом также необходим в случаях функционального тестирования деталей.
Например,
изготовления корпусов уникальных приборов, макетов для проверки качества дизайнерских работ,
дизайна упаковочных материалов, моделей для проведения презентаций. Выпуск продукции малым
тиражом также необходим в случаях функционального тестирования деталей.
Небольшая партия отлитых изделий поможет исследовать отклик или провести сертификацию продукции одновременно с производством крупной партии. Подобный подход позволяет выпустить новый продукт на рынок в сжатые сроки при небольших затратах на изготовление.
В Центре объемной печати 3dVision вы можете заказать услугу литья пластмасс в силиконовые формы. Наши специалисты работают исключительно с оригинальными полимерами на сертифицированном оборудовании, ставя во главу угла качество итоговых изделий.
Обращаясь в нашу компанию, заказчик может рассчитывать на добросовестное выполнение поставленной
задачи. 3dVision сделает все возможное, чтобы обе стороны остались довольны итогом
сотрудничества: вы получите мелкосерийную партию качественных изделий, а мы – нового клиента на
большое количество проектов.
3dVision сделает все возможное, чтобы обе стороны остались довольны итогом
сотрудничества: вы получите мелкосерийную партию качественных изделий, а мы – нового клиента на
большое количество проектов.
Изготовление пресс-форм для литья пластмасс
Изготовление пресс-форм для литья пластмасс под давлением
Сделаем, испытаем, отольём тираж.
Холодный канал, горячеканальные, многогнездовые, с закладными элементами.
Всё в одном месте и под полным Вашим контролем.
- Производство в г. Санкт-Петербург, возможность контроля на любом этапе.
- Даём полную гарантию на расчётный срок службы или заявленное количество смыканий.
- Неограниченное бесплатное техническое обслуживание при условии работы на нашем оборудовании.
- Цена от производителя.
Конструкция пресс-формы для литья пластмасс под давлением
Пресс форма для ТПА состоит из двух основных частей: статичной матрицы и движущегося пуансона. Их вес может доходить до нескольких тонн, смыкаясь с обеих сторон они создают огромное усилие.
Их вес может доходить до нескольких тонн, смыкаясь с обеих сторон они создают огромное усилие.
Формообразующие детали непосредственно соприкасаются с расплавленным полимером и участвуют в формировании отливки. К этой группе относят: вкладыши, вставки, стержни неподвижные и подвижные, литниковые втулки, рассекатели, выталкиватели. От правильного расчёта их конструкции и расположения оформляющих полостей зависит качество отлитого элемента.
Эти детали взаимодействуют с расплавом, именно они принимают на себя гидравлические и тепловые удары. Их производят из легированной термостойкой стали высокой прочности, она сохраняет стабильность размеров в нагретом состоянии. Чтобы улучшить износостойкость, их дополнительно подвергают термической обработке (закалке), либо азотированию или алитированию. После обработки их нужно полировать.
Конструктивные, с их помощью устанавливают формообразовки в матрицу и пуансон. В процессе заполнения, конструктивные составляющие создают точное взаимное расположение статичной и подвижных частей. Они же обеспечивают крепление пресс-формы для термопластавтомата.
Вспомогательные: шиберы формирующие резьбу и сложные поверхности пластиковой детали, знаки, толкатели, автоматически снимающие сформированное изделие, система охлаждения, горячий канал.
Выгода пресс-формы для литья пластмасс под давлением
Вы обеспечите себестоимость товара намного ниже, чем любой другой участник рынка, сможете успешно вытеснить конкурентов и полностью занять целевую нишу.
Это самый экономичный и самый быстрый метод производства изделий из пластика.
Пресс-форма для ТПА производится только раз и способна выдавать миллионы изделий. При правильном использовании и своевременном ТО, она прослужит много лет.
Однако, изготовление пресс-форм для термопластавтомата потребует значительных затрат, поэтому такое вложение будет рентабельным только при больших тиражах, от 1000 шт и выше.
Стоимость складывается из:
— сложности конфигурации конечного продукта (резьба, тонкие стенки, внутренние полости),
— типа литниковой системы,
— тиража, требования к долговечности,
— количества рабочих гнёзд,
— способа работы: ручная, полуавтомат, автоматическая,
— типа стали.
В зависимости от сложности создаваемой конструкции, применяют холодный (значительно дешевле) или горячий способ впрыска расплавленного сырья.
Матрицы рассчитанные на крупные партии продукции необходимо выполнять только из закаленной стали. Для абразивного сырья требования к стойкости оснастки возрастают, как и её стоимость. Чтобы выпускать продукцию очень большими объёмами проектируют сразу несколько гнёзд на одной матрице. Тогда изготовление пресс-форм для ТПА получается дороже, зато отливка при пересчёте на одну единицу выходит дешевле.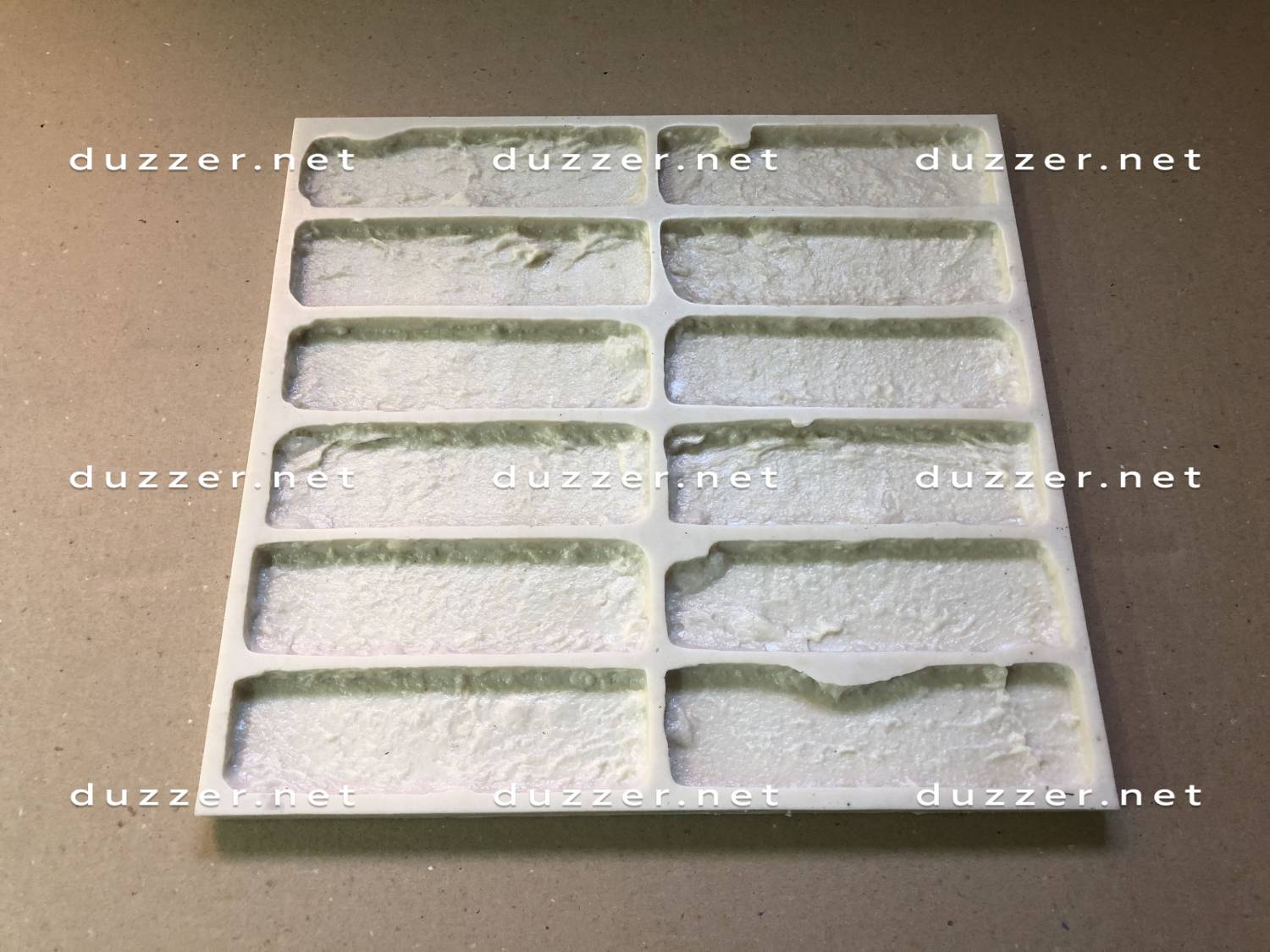
На цену существенно влияет автоматизация: если пресс-форма для ТПА автоматическая, за 1 минуту удаётся получить намного большее количество комплектов, чем при ручном съёме. В результате получаемый товар окажется дешевле.
Больше информации читайте на нашей странице:
Детали из пластика
Как мы изготавливаем пресс-форму для термопластавтомата?
Процесс разработки можно разделить на следующие шаги:
- Проектирование, разработка КД, 3D модели:
— точное соответствие конфигурации с минимальными допусками,
— расчёт усадки,
— технологичность,
— экономичность литья пресс-формы для термопластавтомата (рассчитываем минимально-возможный цикл). - Получение прототипа, который даст наглядное представление, позволит провести тесты.
- Закупка стальных заготовок.
- Основное изготовление пресс-форм для литья: фрезеровка, электроэррозия.
- Испытание, тестовая партия.

- Доводка, контроль всех параметров.
Наша работа – это наше хобби!
Мы рады нестандартным задачам.
Ждём Вашего звонка!
+7 (812) 715-05-83, [email protected]
Изготовление пресс форм для литья пластмасс на заказ в Москве
Пресс формы для литья пластмасс
Пластик и пластмасса становятся все популярнее у потребителей, вытесняя традиционные природные материалы, такие как стекло или дерево. И здесь нет ничего удивительного, если брать в расчёт себестоимость товаров, изготовленных из пластика – они на порядок дешевле, поскольку требуют при производстве меньше ресурсов. Правда, приобретая товары из пластики, потребитель в основной сваей массе не представляет процессы и этапы изготовления товаров из пластика.
Изделия из пластика пластмассы
Поскольку изделия из пластика прочно вошли в нашу повседневную жизнь, мы используем их во всех сферах нашей жизни, к ним стали предъявлять повышенные меры контроля над экологической безопасностью, стойкости к агрессивным средам, надежности в эксплуатации. Поэтому производством пластиковых изделий занимаются во всем, включая и Россию. Самыми крупными производителя пластиковых товаров считаются Китай и Евросоюз.
Поэтому производством пластиковых изделий занимаются во всем, включая и Россию. Самыми крупными производителя пластиковых товаров считаются Китай и Евросоюз.
Процесс производства.
Для производства изделий из пластика используют различное оборудование, например, термопласт автоматы и пресс-формы. Проще говоря, растопленное сырье заливают в пресс-форму, с помощью термопласт автомата под большим давлением придают сырью форму будущего изделия и остужают. Конечно, это самый простой алгоритм изготовления изделий из пластика, но около две трети всех изделий из пластика делают таким способом.
Но прогресс не стоит на месте. Поэтому сейчас реально можно создавать сложные формы изделий, которые соответствуют нужным габаритам. Их можно сделать армированными, полыми, из двух-трех оттенков пластика, и другие. Машина для литья способна работать с абсолютно любыми видами исходного сырья — пластмасс.
Пресс-форма служит для получения продукции различной формы и размеров из разных материалов. Это возможно лишь при помощи давления, создаваемого термопласт автоматами. Это основной и самый главный элемент их оборудования. Только он определяет все внешние и внутренние параметры изделия из полимера.
Это возможно лишь при помощи давления, создаваемого термопласт автоматами. Это основной и самый главный элемент их оборудования. Только он определяет все внешние и внутренние параметры изделия из полимера.
Изготовление пресс-форм можно условно поделить на несколько этапов:
- Проектирование модели. На данном этапе происходит предоставление заказчиком технического задания и разработка проектировщиками объемной модели и вся сопутствующая документация.
- Изготовление образца пресс-формы.
- Показ образца изделия, выполненного при помощи изготовленной пресс-формы.
На этом этапе выявляются все недостатки, при необходимости вносятся коррекция в документацию.
- Изготовление нужного количества пресс-форм.
Далее происходит передача пресс-форм заказчику.
Сколько будет стоить пресс-форма?
Цена на производство пресс-форм для литья пластмасс складывается из нескольких критериев: сложности работы, ее вида, материала, из которого планируется изготавливаться, а также объема заказа.
Для получения более детальной информации о стоимости пресс-форм обратитесь к нашим менеджерам.
Болваны для матриц, мастер-модели, формы для литья
Изготовление на заказ, быстро и качественно. Звоните!
Для производства любого масштаба – от малого бизнеса до крупных предприятий — компания Rezka78 предлагает изготовление мастер-моделей и форм для литья из МДФ, пенополистирола, пластика, дерева.
Это болваны или формы, которые точно соотвествуют цифровой модели, позволяют увидеть будущее изделие до его запуска в серию, исправить ошибки прототипирования, исключить погрешности и неточности на этапе подготовки и изготовления, а также запустить серийное производство.
Изготовление формы для литья, болвана для стеклопластиковой матрицы «под ключ».
У нас вы можете заказать полный комплекс услуг, начиная от проработки идеи и воплощения ее в макете, до создания мастер-модели, прототипа, формы или болвана для матрицы. В результате совместной работы с нами вы получите не только готовое изделие, но и полное документальное сопровождение, а также проект производства получившегося продукта.
В результате совместной работы с нами вы получите не только готовое изделие, но и полное документальное сопровождение, а также проект производства получившегося продукта.
Изготовление болвана осуществляется из различных материалов и разными способами. Если есть основания предполагать ошибки в инженерных чертежах и расчетах, то для чернового варианта используются недорогие и бюджетные варианты производства, чтобы выявить неточности. После исправления всех погрешностей, изготовить форму для литья наши специалисты могут строго по техзаданию – практически из любых материалов и любыми методами.
Материалы:
В зависимости от сферы применения и способа дальнейшего использования, мы изготавливаем мастер-модели из следующих материалов:
- Дерево – весьма надежный материал. Применяется для создания прототипов, 3D моделей для литья и деревянных болванов для матриц. Наша компания изготавливает сверхточные изделия на станках с числовым программным управлением. Деревянный болван — прочный и надежный.
 Может применяться не один раз. Формы для литья и болваны из дерева – обходятся экономично, но при этом служат долгое время;
Может применяться не один раз. Формы для литья и болваны из дерева – обходятся экономично, но при этом служат долгое время; - МДФ — бюджетный аналог дерева, представляет собой пресованную древесную стружку, потому чуть хуже держит форму, по сравнению с деревом. После нанесения изолятора и соответствующей подготовки и окрашивания хорошо подходит для крупногабаритных болванов без мелких деталей. Не имея внутренних волокон, как у дерева, не подвержен деформациям после склеивания и обработки.
- Экструдированный пенополистерол – имеет небольшую плотность, потому подходит для задач не подразумевающих многократное снятие формы. Легко фрезеруется, шлифуется, предельно экономичен.
- Пенопласт — также обрабатываются нашими специалистами. Болван из пенопласта изготавливается в кратчайшие сроки и обходится наиболее выгодно.
Выбор материала обусловлен прежде всего назначением формы и свойствами материала, который будет наливаться. Мы внимательно изучаем техзадание, вникаем в заказ каждого клиента и предлагаем оптимальный метод изготовления болванов для матрицы, прототипов и мастер-моделей по максимально выгодной цене.
Где заказать в Санкт-Петербурге?
Вам необходимо найти фирму, чтобы изготовить форму для литья? Требуется деревянный болван или мастер-модель из пенопласта? Наша компания предоставляет широкий спектр услуг и обеспечит изготовление болвана для матрицы или изготовит мастер модель для литья.
Формы для литья у нас заказывают частные лица, ИП и крупные производственные компании. Мы помогаем малому и среднему бизнесу, оказывая услуги в сфере b2b, предоставляя заготовки для дальнейшего массового производства.
Наши формы используют на производстве изделий из искусственного камня, интерьерных и декоративных объектов, литья металлов и пластиков. При работе с пластиками и композитами вакуумной формовки также необходимо предварительное изготовление прототипов и матриц.
Создание прототипов изделий и мастер-моделей, форм для литья любой сложности, пресс-форм и изготовление деревянных изделий – это все возможности нашей компании. Полный комплекс производственных услуг в одном месте.
Работаем в Санкт-Петербурге. Возможна доставка по всей России.
Изготовление форм для литья Цинка под давлением ЦАМ-4-1 за 1 руб.
Мы имеем полный технологический цикл производства от заготовки до испытания и получения годного изделия. Обладая собственной материально-технической базой , наша фирма гарантирует своим клиентам качество и соблюдение технологии изготовления формообразующей оснастки. Мы являемся Российским производителем и рады предложить вам высококачественные пресс-формы и штампы для изделий из пластмасс и металла. Ваши идеи – наше решение.
Сроки изготовления оборудования:
- Изготовление пресс-форм – от 1 до 3 месяцев, в зависимости от сложности деталей, сроки обсуждаются индивидуально.
- Время изготовления штампа — от 1 до 3 месяцев.
- Термопокрасочные машины — от 3 месяцев, в зависимости от объема работ.
Гарантийные условия:
- гарантия на оборудование от полугода до года,
- гарантийный ремонт, замена деталей,
- выезд специалиста для осмотра гарантийного оборудования,
- оформление акта о сдаче оборудования в эксплуатацию.

Качество оборудования:
- соблюдение советских технологий,
- полностью свое производство,
- гарантийное обслуживание,
- непосредственный контакт производителя и заказчика.
- возможность настроить режим автомата.
Выгода сотрудничества с нами:
- Цена на оборудование не зависит от курса евро, цены в рублях.
- Консультация непосредственного директора/главного инженера производства.
- Покупатели могут быть уверенны в компетентности специалистов нашей компании, так как общаются напрямую, возможность обсудить технические моменты.
ООО «Т-Форм» занимается изготовлением металлоизделий на заказ. У нас собственная производственная база, высококачественное оборудование, пресс-формы и штампы для производства различных товаров. Мы работаем с различными организациями в Москве, которые уже стали нашими постоянными клиентами. Выполняем заказы разного объема, обеспечиваем высокое качество товаров. Ответить на ваш любой вопрос могут менеджеры нашей компании по телефонам указанных в разделе «контакты».
Ответить на ваш любой вопрос могут менеджеры нашей компании по телефонам указанных в разделе «контакты».
Наша компания специализируется на изготовлении приспособлений, пресс-форм, штампов и нестандартного сложного оборудования, а именно:
- Литье пластика под давлением на ТПА;
- Литье цветных металлов под давлением;
- Формование изделий методом раздувки;
- Прямое прессование резины.
- ПЕТ — тары.
Пресс-формы для литья
- Подробности
Проектирование и изготовление пресс-форм
Пресс-формы для литья по ЛГМ и ЛВМ. Пресс-формы для литья стали, чугуна и пластмассы.
Изготавливаем любые виды пресс-форм под литейное производство и термопластавтоматы. Собственное производство дает возможность производить любые виды литейной оснастки, включая сложные варианты совмещенного действия.
Технологическая оснастка, производимая нашей компанией, отличается высоким качеством. Мы гарантируем низкие цены.
Мы гарантируем низкие цены.
Проектируемым и изготавливаемым пресс-формы для литья по газофицируемым моделям ЛГМ и литья по выплавляемым моделям ЛВМ, для литья пластмасс. Проектирование возможно как по готовым чертежам, так и по образцам.
Изготавливаем и продаем готовые пресс формы и формы, также можем изготовить под заказ детали и изделия на
Комплект кулачок и защелка d22 оцинкованный Комплект кулачок, защелка D-22mm, D-27mm . — комплект фурнитуры на двери, ворота фургона Газель, Полуприцеп, Камаз,…
Изделия чугунного литья
Предприятие специализируется на литейном производстве, механической обработке металлических изделий, сборке металлоконструкций любой сложности. Люка, дождеприемники, запорная арматура, чугунные…
Люка, дождеприемники, запорная арматура, чугунные…
Литье стали по ЛГМ и ХТС. Гарантированная низкая цена на пробную партию до 1000 отливок. Стоимость последующих партий согласовываем по…
У нас можно заказать механическую обработку деталей из стали, алюминия, нержавейки, титана и иных материалов. Металлообработка выполняется по чертежам…
Литье жаропрочных и износостойких сталей и сплавов
Наше современное и динамично развивающееся предприятие специализируется на изготовление продукции из цветных металлов и. ..
..
Изготовление пресс-форм для литья | Инновации компании «АЕР»
Наши услуги:
Пресс-форма – это инструмент для изготовления изделий из пластмасс литьём под давлением. Накопленный нами большой опыт по литью пластмасс, а также высочайшая квалификация наших специалистов по разработке и производству пресс-форм позволяют нам производить работы любой степени сложности.
У нас изготовление пресс форм осуществляется на современном оборудовании и с использованием последних технологий, что позволяет получать высокую точность и отличное качество производимых форм. Высокая степень организации нашего производства, а также контроль качества работ на всех этапах всегда обеспечивает нам выполнение работ точно в срок.
На стадии разработки учитываются все особенности технологического процесса. Расчеты производятся с использованием новейших САПР. Это позволяет нам вывести изготовление пресс-форм на новый уровень.
Только у нас вы можете разработать, изготовить новую пресс-форму, произвести доработку старой пресс-формы, осуществить ремонт пресс-формы, изготовить изделие с помощью полученной или предоставленной вами пресс-формы.
В зависимости от необходимого ресурса (до 1 000 000 смыканий) и точности отливки – выбираются материалы для изготовления пресс-форм и параметры их твердости. Технологическая оснастка может быть как стандартного типа, так и выполнена согласно эскизам заказчика. Спроектировать сложные пресс-формы, отвечающие всем требованиям современного производства, поможет наш конструкторский отдел.
Высокое качество наших работ позволяет давать нам гарантию на точность отлитых изделий из пластика с применением изготовленных нами пресс-форм, а также на длительную их эксплуатацию.
Мы имеем богатый опыт изготовления следующих форм:
- Пресс-формы литьевые;
- Пресс-формы прямого прессования;
- Пресс-формы компрессионные;
- Пресс-формы для литья под давлением, в том числе, горячеканальные.
- Литьевые формы с автоматическим съёмом изделия из пластмассы;
- Литьевые формы с ручным съёмом или с закладным элементом;
- Блоковые литьевые формы со сменными знаками и формообразующими деталями, которые позволяют применять одну форму для производства разнообразных вариантов изделий из пластика, простой заменой матрицы и пуансона в блоке.

Возможно изготовление пресс форм емкостью сразу на несколько деталей, пресс-форм съемного и полусъемного типов.
Этапы изготовления пресс-форм:
- Оформление заказа;
- Передача образца или чертежа, модели Вашего изделия;
- Составление технического задания на литьевую форму;
- Разработка чертежей пресс-формы;
- Выпуск предсерийных образцов изделий на изготовленной пресс-форме;
- Изготовление образцов;
- Устранение замечаний и литьё контрольной партии изделия;
Отметим, что изготовление пресс форм производится в строгом соответствии со всеми нормами и с их высококачественных материалов. Срок изготовления пресс-формы от 15 дней. Все вопросы по заказу данной услуги в нашей компании вы можете задать менеджеру по телефону или заполнив форму обратной связи.
Пошаговые руководства по изготовлению форм и литью от Smooth-On, Inc.
Введение в основные методы, необходимые новичкам для успешного изготовления форм.
Методы изготовления пресс-форм с полостями, многокомпонентных форм и другие методы формования сложных оригиналов.
Изготовление бетонных форм для мокрого литья, опалубочных вкладышей, бетонных штампов, а также декоративных конструкций и панелей из стеклопластика.
проекта, которые вы можете делать дома для развлечения, учебы или ремонта дома.
Безопасно и точно захватывайте и воспроизводите детали человеческого тела.
Техники создания профессионального макияжа для кино, телевидения, театра и т. д.
Создавайте бьющееся стекло, реалистичный реквизит и другие спецэффекты.
Использование машин или распылительных систем для изготовления форм для литья бетона, архитектурной реставрации и т. д.
Изготовьте индивидуальную форму для конфет или льда, даже персонализированные формы для шоколада, помадки или торта.
Методы восстановления старых или создания новых архитектурных элементов.
Уретановая и силиконовая формовочная резина Smooth-On используется для изготовления свечей
Методы превращения вашей идеи в трехмерное физическое представление.
Создавайте дисплеи для розничной торговли, театра или даже домашнего использования, а также учебные пособия по инкапсуляции солнечных элементов.
Выполняйте ремонт, воссоздавайте детали или изготавливайте собственные детали для прототипов или производственных приложений.
Изготовление собственных медицинских учебных пособий или различных пользовательских и складских протезов и ортопедических изделий.
Изготовление форм, которые фиксируют очень мелкие детали вплоть до «отпечатков пальцев» для создания точных копий.
Создание или изготовление точных копий оригинальных скульптур и произведений искусства.
Использование силикона для создания многоразовых вакуумных мешков для полимерных композитов.
Применение с использованием распыляемых материалов и оборудования.
Каучуки, пластмассы, пены, пигменты и т. д. для реалистичного воспроизведения дикой природы.
Формовочные каучуки и материалы для литья, используемые для создания уникальных предметов искусства из натурального дерева.
Материалы Smooth-On для косплея.
Изготовление дисплеев для тематических парков, зоопарков, аквариумов и т.д.
Smooth-On предлагает самый широкий выбор огнестойких материалов в отрасли.
учебных пособий по основам изготовления пресс-форм от Smooth-On, Inc.
Фильтровать по Продукт> Процесс>- Вакуумная камера на 5 галлонов(2)
- Алюминиевый открывалка для ведер(1)
- АкваКон™(1)
- Бронзовый металлический порошок(1)
- Cast Magic™(6)
- Crystal Clear™ 202(2)
- duoMatrix™ NEO(7)
- Ease Release™ 205(1)
- Ease Release™ 200(2)
- EPSILON™ + отвердитель 101(1)
- Feather Lite™(3)
- FlexFoam-iT!™ 17(1)
- FlexFoam-iT!™ X(1)
- Free Form™ AIR(1)
- Светящийся червь™(2)
- Распылитель Kwikee™(1)
- Контейнеры для смешивания(3)
- Молд Макс™ 14NV(1)
- Молд Макс™ 20(1)
- Молд Макс™ 29NV(1)
- Mold Max™ 30(3)
- Mold Star™ 15 SLOW(3)
- Mold Star™ 16 FAST(1)
- Mold Star™ 20T(1)
- Молд Стар™ 30(1)
- ООМОО™ 25(3)
- ООМОО™ 30(4)
- Plasti-Paste™(1)
- Plasti-Paste™ II(1)
- PMC™-121 30/СУХАЯ(1)
- PMC™-780 СУХОЙ(2)
- Стартовый набор из жидкого силикона(2)
- Замазка PoYo™(1)
- Камера давления(2)
- Rebound™ 25(2)
- ReoFlex™ 20(1)
- Sil-Poxy™(1)
- Simpact™ 60A(1)
- Simpact™ 85A(1)
- Smooth-Cast™ 300(5)
- Smooth-Cast™ 325(4)
- Smooth-Cast™ 326(1)
- Smooth-Cast™ 57D(1)
- Smooth-Cast™ 65D(1)
- Smooth-Cast™ ONYX™ FAST(1)
- Smooth-Cast™ ONYX™ SLOW(2)
- SO-Strong™(5)
- Воск Sonite™(3)
- SORTA-Clear™ 18(1)
- SuperSeal™(1)
- ТАСК™ 3(1)
- ТАСК™ 8(1)
- THI-VEX™(1)
- Универсальная смазка для пресс-форм(1)
- URE-BOND™ II(1)
- URE-FIL™ 11(1)
- УВО™(1)
- XTEND-IT™(1)
- видеоруководство(47)
- форма для заливки(7)
- Соотношение смеси 1:1(3)
- вращающееся литье(3)
- Форма для кистей(2)
- вакуум не требуется(2)
- 3D-печать(1)
- бетонный штамп(1)
- светятся в темноте(1)
- пресс-форма(1)
Загрузите нашу брошюру с практическими рекомендациями
Smooth-On избавит вас от догадок при изготовлении гибких форм и отливок
› См. статью с инструкциями
статью с инструкциями
видео
Как сделать силиконовую форму с помощью Mold Star™ 15
Узнайте, как сделать простую силиконовую форму из жидкого силиконового каучука Mold Star™ 15.
› См. статью с инструкциями
видео
Как отлить Smooth-Cast™ 300 White Liquid Plastic
Серия жидких пластиков Smooth-Cast® 300 представляет собой литейные смолы со сверхнизкой вязкостью, которые позволяют получать отливки ярко-белого цвета и практически без пузырьков.
› См. статью с инструкциями
видео
Как сделать простую форму для блоков с использованием силикона OOMOO™
В этом учебном видеоролике показано, как изготовить цельную форму из силиконового блока с использованием силиконового каучука OOMOO®
.› См. статью с инструкциями
Как сделать цельную силиконовую форму для резки
Mold Star® 15 идеально подходит для опытных производителей пресс-форм или для начинающих.
› См. статью с инструкциями
видео
Как сделать ножи для форм своими руками
Milo показывает, как вы можете сделать свой собственный формовочный нож, используя доступные и недорогие лезвия.
› См. статью с инструкциями
видео
Как сделать двухкомпонентную силиконовую форму с помощью Mold Star™ 15
В этом видеоролике рассказывается о технике изготовления форм из двух частей с использованием силиконового каучука.
› См. статью с инструкциями
видео
Как отливать уретановую смолу Smooth-Cast™ 325
В этом обучающем видеоролике по литью смолы мы показываем, как смешивать и заливать жидкую пластиковую смолу Smooth Cast 325.
› См. статью с инструкциями
видео
Как сделать двухкомпонентную силиконовую форму с помощью OOMOO™
Изготовление формы, подготовка модели и нанесение разделительного состава для двухкомпонентной заливки формы рассказывается в этом видео.
› См. статью с инструкциями
видео
Как сделать силиконовую кисть на форме 3D-объекта
В этом уроке показано, как создать кисть Rebound™ 25 на силиконовой форме фигурки
› См. статью с инструкциями
видео
Как сделать силиконовую форму для модели неправильной формы
Узнайте, как сэкономить материал и деньги, приспособив силиконовую форму к форме вашей модели.
› См. статью с инструкциями
видео
Как сделать опорную оболочку для формы, наносимой кистью, с помощью Plasti-Paste™
Как сделать опорную оболочку для кисти на силиконовой форме с помощью затирочной пластмассы Plasti-Paste.
› См. статью с инструкциями
видео
Как сделать форму для уретановых резиновых блоков
Как построить коробку для формы, измерить, смешать и залить уретановый каучук, чтобы сделать цельную блочную форму.
› См. статью с инструкциями
видео
Как заливать жидкую пластиковую литейную смолу Smooth-Cast 300 в уретановую форму
Подготовка уретановой формы для литья, дозирования и смешивания жидкого пластика.
› См. статью с инструкциями
видео
Ротокаст полой детали с помощью Smooth-Cast™ 65D
Создание полой отливки с высокой ударной вязкостью путем вращения формы во время литья.
› См. статью с инструкциями
видео
Как сделать полую отливку из смолы с помощью Smooth-Cast™ 57D
Использование метода литья слякоть для создания полой, ударопрочной детали.
› См. статью с инструкциями
видео
Как создать металлические и блестящие эффекты в смоле с помощью Cast Magic™
Литейная система Cast Magic®— это простой способ добавить бесконечное разнообразие ярких металлических, блестящих и цветных эффектов к вашим отливкам.
› См. статью с инструкциями
видео
Как создать эффект мрамора с помощью уретанового пластика
Создание реалистичного эффекта литого мрамора возможно с помощью жидкого пластика Smooth-Cast® 325.
› См. статью с инструкциями
статью с инструкциями
видео
Ротокастинг duoMatrix — Как сделать пустотелую ударопрочную отливку
Как можно использовать систему duoMatrix NEO и рубленое волокно для создания прочной, легкой и полой отливки.
› См. статью с инструкциями
видео
Как произвести холодное литье металла со смолой Smooth-Cast® 325
Процесс холодного литья металла быстрее и намного дешевле по сравнению с литейным литьем расплавленного металла.
› См. статью с инструкциями
видео
Как снять крышку с 1-галлонного ведра
Одногаллонные ведра Smooth-On легко открыть, если знать правильную технику.
› См. статью с инструкциями
видео
Как открыть и разлить 5-галлонное ведро с материалом
Правильное открытие и разлив из 5-галлонного ведра приведет к меньшему количеству отходов материала.
› См. статью с инструкциями
видео
Как пользоваться алюминиевым открывалкой для ведер
Алюминиевый открывалка для ведер открывает и повторно запечатывает пластиковые ведра на 1 галлон и 5 галлонов.
› См. статью с инструкциями
видео
Как улучшить отделку поверхности отливок из пенопласта с помощью обратного давления
Узнайте, как противодавление обеспечивает более плотную ячеистую структуру и более качественные отливки из пенопласта
› См. статью с инструкциями
видео
Как восстановить порванную силиконовую щетку на плесени
Как использовать силиконовый клей Sil-Poxy® со специальной армирующей тканью для ремонта разорванного вкладыша формы.
› См. статью с инструкциями
видео
Как отремонтировать порванную форму из уретановой резины
Ремонт разорванной формы из уретанового каучука с использованием уретанового клея Ure-Bond® II.
› См. статью с инструкциями
видео
Как воссоздать старинную раму с помощью Mold Max™ 29NV Силикон без вакуума
Узнайте, как использовать Mold Max 29NV для создания высокодетализированной силиконовой формы
› См. статью с инструкциями
статью с инструкциями
видео
Как слепить опорный щит для косплея
Джон Н.показывает нам, как он создает форму для своего щита Thundercats.
› См. статью с инструкциями
видео
Как залить бетон с помощью разделительного состава Aquacon®
AquaCon® — разделительная смазка для бетона на водной основе, помогающая отделять бетонные отливки из резиновых форм Smooth-On
› См. статью с инструкциями
видео
Как сделать бетонный штамп с использованием уретанового каучука
Цель проекта: превратить заброшенный служебный вход в уютную пешеходную дорожку из штампованного бетона.
› См. статью с инструкциями
видео
Как использовать штамп для бетона
Проект: Замена существующего служебного входа декоративной бетонной дорожкой.
› См. статью с инструкциями
видео
Как сделать холодное литье металла с помощью duoMatrix™ NEO
Мы демонстрируем, как создать холодное литье металла с использованием полимеризованной гипсовой системы duoMatrix™ NEO.
› См. статью с инструкциями
видео
Как сделать простую силиконовую форму для свечи
Силиконовая резина OOMOO®— одна из самых простых в использовании формованных резин на планете, она идеально подходит для изготовления простых форм для свечей.
› См. статью с инструкциями
Как построить горячую печь для термоотверждаемых материалов
Мы придумали, как легко построить дешевый «горячий ящик» любого размера…
› См. статью с инструкциями
видео
Как устранить пузыри в отливках из смолы путем литья под давлением
Пузырьки в прозрачных отливках можно удалить с помощью техники литья под давлением, как показано в этом обучающем видео.
› См. статью с инструкциями
видео
Как уменьшить количество пузырьков в отливках с помощью вакуумной дегазации
Прозрачная смола лучше всего работает, когда материал очищается пылесосом перед заливкой. В этом обучающем видео описаны шаги по дегазации.
В этом обучающем видео описаны шаги по дегазации.
› См. статью с инструкциями
видео
Сравнение UVO™ и So-Strong™
Сравните отливку, сделанную с использованием пигмента UVO™ и такого же количества So-Strong™
› См. статью с инструкциями
видео
Как продлить срок годности уретанового каучука и смолы
XTEND-IT® представляет собой сухую газовую подушку, предназначенную для продления срока годности чувствительных к влаге полиуретановых продуктов.
› См. статью с инструкциями
видео
Как пользоваться распылителем Kwikee™
Использование распылителя Kwikee™ для распыления антиадгезивов при изготовлении форм и отливок позволит вам сэкономить более 60 % по сравнению с аэрозолями.
› См. статью с инструкциями
видео
Как предварительно смешать уретановую литейную смолу — TASK™ 3
Правильное предварительное смешивание уретановой литьевой смолы важно для обеспечения правильного отверждения материала.
› См. статью с инструкциями
видео
Как предварительно смешать уретановую литейную смолу — Feather Lite™
В этом видеоролике показано, как правильно предварительно смешать уретановую смолу Smooth-On Feather Lite…
› См. статью с инструкциями
видео
Как сделать двухкомпонентную силиконовую форму для ножа
Мы демонстрируем использование силикона Mold Star 30, платинового силикона для изготовления форм…
› См. статью с инструкциями
видео
Как смешать уретановую смолу для литья — двойное смешивание и заливка Feather Lite™
Использование техники двойного смешивания и заливки помогает решить проблемы с несмешанной смолой.
› См. статью с инструкциями
видео
Как предварительно смешать силиконовую резину — OOMOO™ 25
Отсутствие предварительного смешивания силикона может привести к неправильному схватыванию материала. ..
..
› См. статью с инструкциями
видео
Как смешивать силиконовую резину — двойное смешивание и заливка OOMOO™ 25
В этом видеоролике, посвященном изготовлению форм, демонстрируется техника двойного смешивания и заливки с использованием силиконового каучука 1A:1B OOMOO.
› См. статью с инструкциями
видео
Как использовать Glow Worm® для создания светящегося в темноте литья
Как лучше всего использовать фосфоресцирующий порошок Glow Worm для создания отливки из смолы, которая будет светиться в темноте до 10 часов.
› См. статью с инструкциями
видео
Как измерить силикон по весу — Mold Max® 20
Как пользоваться граммовыми весами для точного взвешивания резины, пластика и других материалов.
› См. статью с инструкциями
видео
Как дважды смешать и залить силиконовую форму Max® 14NV
Недостаточное смешивание является основной причиной того, что силиконовый каучук не затвердевает. В этом видео демонстрируется техника двойного смешивания и заливки.
В этом видео демонстрируется техника двойного смешивания и заливки.
› См. статью с инструкциями
видео
Как измерить уретан по весу — Simpact™ 85A
Как пользоваться граммовыми весами для точного взвешивания резины, пластика и других материалов.
› См. статью с инструкциями
видео
Дегазация силикона вакуумом — Mold Max™ 30
Как вакуумировать силикон, чтобы удалить воздух и пузырьки из готовой формы или отливки.
› См. статью с инструкциями
видео
Как вакуумировать уретановую смолу Smooth Cast™ 326
В этом видеоролике демонстрируется вакуумная дегазация Smooth-Cast 326 для удаления захваченных пузырьков.
› См. статью с инструкциями
видео
Как построить ящик для пресс-форм
Изготовление формы для изготовления форм. Короб формы служит в качестве удерживающего поля для формовочной резины.
› См. статью с инструкциями
видео
Как использовать duoMatrix NEO™ для ротационного литья
duoMatrix NEO® — это универсальная гипсовая система, модифицированная полимерами, которая обладает превосходными физическими и эксплуатационными свойствами
› См. статью с инструкциями
статью с инструкциями
видео
Типы формовочной резины RTV
Изучение различных типов формовочной резины RTV, доступных для изготовления форм и литья от Smooth-On.
› См. статью с инструкциями
видео
Условия изготовления форм и литья
Общие термины и определения в процессах изготовления форм и литья Smooth-On.
› См. статью с инструкциями
видео
Как сделать силиконовую форму для 3D-печати
В этом видео показано, как использовать Mold Star 20T для изготовления силиконовой формы из экструдированного PLA.
› См. статью с инструкциями
видео
Как лепить и отливать реквизит из пенопласта — Via Tested.ком
Via Tested — Как сделать простые силиконовые формы для отливки и покраски пенопластовых копий реквизита, таких как инструменты для мастерских
› См. статью с инструкциями
видео
Как сделать металлическую отделку с помощью порошка Cast Magic™
Как использовать порошок Pearly Green Cast Magic® на отливке из черной смолы ONYX®, чтобы получить красивую металлическую отделку.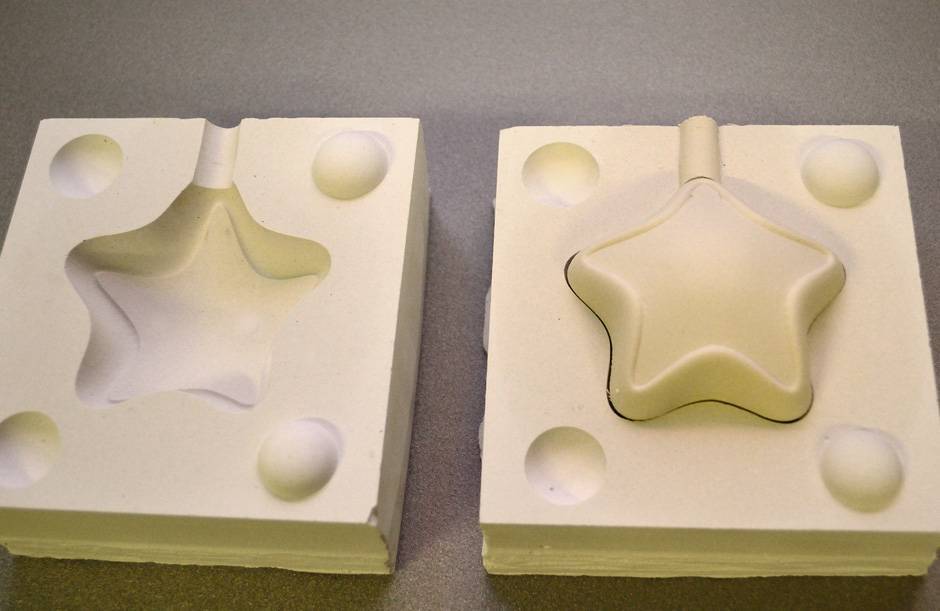
› См. статью с инструкциями
видео
Как восстановить старинную фоторамку с помощью замазки PoYo
Как использовать силиконовую замазку PoYo Putty для ремонта поврежденной рамы картины
› См. статью с инструкциями
видео
Изготовление безопасных для пищевых продуктов силиконовых форм — Как сделать форму для леденцов
Как сделать форму для отливки леденцов
› См. статью с инструкциями
видео
Как открыть застрявшую крышку контейнера
Milo показывает, как можно легко снять застрявшие крышки и предотвратить их прилипание в будущем.
› См. статью с инструкциями
видео
Изготовление пресс-формы из двух частей с помощью Mold Star™ 16
Поклонник Smooth-On Виктория П. демонстрирует, как она делает двухкомпонентный слепок глянцевой фигурки.
› См. статью с инструкциями
видео
Окрашивание duoMatrix™ NEO с использованием порошкообразных пигментов Buddy Rhodes Pure Collection
Порошкообразные пигменты Buddy Rhodes Pure Collection могут придать гипсу, модифицированному полимером duoMatrix NEO, яркие цветовые эффекты.
› См. статью с инструкциями
видео
Как создать бронзовую отделку с помощью порошков Cast Magic™ и duoMatrix™ NEO
ПорошкиCast Magic могут придать полимерно-модифицированному гипсу duoMatrix NEO потрясающий металлический, перламутровый или блестящий вид.
› См. статью с инструкциями
видео
Как устранить поверхностные пузыри в отливке
Milo демонстрирует, как можно использовать камеру высокого давления для получения отливок без пузырьков.
› См. статью с инструкциями
видео
Как сделать опорную оболочку из duoMatrix™ NEO
Milo демонстрирует, как можно использовать duoMatrix NEO для создания опорных оболочек пресс-формы.
› См. статью с инструкциями
видео
Как использовать порошки Glow Worm™ со смолой, резиной, пеной и другими материалами
Изучите различные методы заливки смолы цветом и отделки с помощью наших светящихся в темноте порошков Glow Worm™.

› См. статью с инструкциями
видео
Как сделать праздничные свечи-снежинки с помощью силиконовой формы
Научитесь быстро и легко делать многоразовые силиконовые формы для свечей, идеально подходящие для рождественского сезона.
› См. статью с инструкциями
Учебное пособие по изготовлению форм: силиконовая форма для глиняной скульптуры
Джон Кэннон из The Whimsical Гарденс привез свою глиняную скульптуру в наш центр, чтобы сделать слепок фигуры, а затем воспроизвести его в пластике на машине ротационного литья.Подробная скульптура изображена ниже с разных углы.
В этой статье подробно описаны шаги, которые мы предприняли на протяжении всего процесса изготовления и литья форм:
Шаг 1: Выбор метода изготовления формы и формы
Резина
Шаг 2: Соберите коробку формы и подготовьте
Скульптура
Шаг 3: Измерить, смешать и залить силиконовую форму
Резина
Шаг 4: Извлечение формы
Шаг 5: Вырезать форму
Шаг
6: Вращательное литье
Шаг 1: Выберите метод изготовления формы и резиновую форму
Метод изготовления формы
Для этой скульптуры мы выбираем метод «литой блочной формы».
Вот причины, по которым мы отказываемся от других методов:
Нанесение кистью: Мы обеспокоены тем, что в сложных деталях на основе скульптура. Кроме того, формы, наносимые кистью, как правило, имеют толстые и тонкие места — тонкие места в конечном итоге становятся слабыми местами. плесень.
Форма для литого одеяла: Одним из этапов процесса изготовления литого одеяла является формирование слоя глины сверху. оригинальной модели ( просмотрите учебник по литой форме для одеяла здесь ).Этот шаг, скорее всего, деформирует глиняный оригинал.
Основываясь на форме скульптуры, мы также знаем, что форму потребуется разрезать, чтобы удалить оригинальная скульптура и последующие отливки.
Формовочная резина
Для этого конкретного проекта мы также знаем, что хотим использовать силиконовую формовочную резину, поскольку она не требует
разделительный состав при заливке полиуретановой смолы. Разделительный состав может быть трудно наносить на сложные участки.
и его может быть трудно удалить из литья.Остаточный разделительный состав может предотвратить прилипание краски к
отливки.
Разделительный состав может быть трудно наносить на сложные участки.
и его может быть трудно удалить из литья.Остаточный разделительный состав может предотвратить прилипание краски к
отливки.
Силиконовые каучуки, отвержденные платиной, и силиконовые каучуки, отвержденные оловом
Силиконы Polytek делятся на две основные категории: отвержденные платиной и отвержденные оловом. Основные сравнения между двумя варианты указаны в таблице ниже:
| Резиновый тип | Преимущества | Недостатки | Литейные материалы | Методы |
| Силиконовые формовочные каучуки, отвержденные платиной | Отсутствие усадки при отверждении, отвержденная резина имеет длительный срок хранения | Жидкая резина может страдать от ингибирования отверждения некоторыми материалами (например,г. , сера
глина, оловянные силиконы, бондо, некоторые виды пластика, напечатанные на 3D-принтере, латексная резина). , сера
глина, оловянные силиконы, бондо, некоторые виды пластика, напечатанные на 3D-принтере, латексная резина). | Большинство материалов, особенно смолы, пены и некоторые легкоплавкие металлы. | Налив, Кисть, Распылитель. |
| Оловянные силиконовые формовочные каучуки | Не ингибирует отверждение, немного дешевле, чем системы с платиновым отверждением | Уменьшается при отверждении (~1%), сокращается срок службы библиотеки (2–5 лет).), чем системы с платиновым отверждением. | Большинство материалов, особенно смолы, пены и некоторые легкоплавкие металлы. Может ингибировать полиуретан
резина, отвержденный платиной силикон и отливки из полиоптической смолы серии 14. | Налив, Кисть, Распылитель. |
Силиконовые каучуки, отвержденные платиной, имеют преимущества по сравнению с силиконовыми каучуками, отвержденными оловом (например, отсутствие усадки при отверждении, более длительный срок службы библиотеки), но может страдать от ингибирования отверждения при воздействии определенных материалов.Сера, для например, является известным ингибитором и присутствует в некоторых глинах для лепки.
Мы не уверены, содержит ли скульптура Джона серу, поэтому проводим небольшое тестовое лечение.
Для проведения теста мы смешиваем и выливаем в глину быстротвердеющий платиновый силиконовый каучук (PlatSil ® 71-10). Зона сдерживания против небольшой секции на задней стороне скульптуры.
Через 30 минут мы удаляем силиконовую резину, чтобы определить, правильно ли она отвердела. Мы находим, что
резина, которая касалась скульптуры, оставалась липкой, в то время как стороны резины подвергались воздействию воздуха и
глина застыла правильно. Это указывает на наличие загрязнения внутри или на глине, которое может предотвратить
любой силиконовый каучук, отвержденный платиной, отвержден должным образом.
Мы находим, что
резина, которая касалась скульптуры, оставалась липкой, в то время как стороны резины подвергались воздействию воздуха и
глина застыла правильно. Это указывает на наличие загрязнения внутри или на глине, которое может предотвратить
любой силиконовый каучук, отвержденный платиной, отвержден должным образом.
Основываясь на этих выводах, мы выбрали силиконовый каучук, отвержденный оловом, в качестве материала формы: TinSil ® 80-15 Силикон. Резина. Мы выбираем мягкий силикон (Шор A15) из-за глубоких подрезов на скульптура.Более твердую резину может быть труднее снять без повреждений.
TinSil 80-15 Силикон Резина: технические характеристики . Твердость: Shore A15 Смесь Соотношение: 1A:10B Время заливки: 30 минут Вязкость смеси : 12 000 сПз Время извлечения из формы: 24 часа Затвердевший цвет: Персиковый Удельный объем: 25.3 дюйма³/фунт
Шаг 2. Изготовление формы и подготовка скульптуры во всех направлениях), а затем загерметизировали вазелином.
ПРИМЕЧАНИЕ. Рекомендуется сузить внутреннюю часть коробки формы, чтобы форму можно было легче удалить, если перевернуть коробку пресс-формы вверх дном.
Pol-Ease ® 2500 Release Agent затем наносится на глиняную скульптуру.
ПРИМЕЧАНИЕ: Используйте Pol-Ease ® 2300 при изготовлении формы из полиуретановой резины.
Коробка для формы помещается вокруг подготовленной скульптуры, чтобы убедиться, что размеры подходят.
Мы оцениваем количество каучука, необходимого для формы, с помощью следующего расчета:
Объем коробки формы = ~1716 дюймов 3
Объем скульптуры = ~84,78 дюймов 3
3 Объем коробки формы – Объем Скульптуры: 1716 в 3 –84. 78 в 3 = 1 631,22
в 3
78 в 3 = 1 631,22
в 3
1 631,22 в 3 ÷ 23,7 в 3 /фунт (удельный объем TinSil 80-15) = 68,8 фунта силиконовой резины TinSil 80-15
68,8 фунта — это большое количество каучука, и мы понимаем, что есть возможность снизить
это количество, добавив угловые вставки и другие блоки.
Мы добавляем несколько блоков, но сохраняем расстояние не менее 1 дюйма между скульптурой и формой.
стены коробки/блокауты.
После того, как все блоки закреплены, коробка формы удаляется, чтобы запечатать новую фанеру.
дополнить вазелином и зачеканить все края подогретым пластилином
глина. Заделка краев помогает предотвратить утечку, когда жидкий силикон заливают в форму.
коробка позже.
Скульптура помещается обратно в форму, а затем форма закрепляется
винты.
Шаг 3. Отмерьте, перемешайте и залейте силиконовую резину для формования Резина нужна для изготовления формы.
Как упоминалось ранее, TinSil 80-15 имеет соотношение компонентов 1A:10B. Компоненты измеряются по весу, а затем тщательно перемешивается.
ПРИМЕЧАНИЕ: Не пытайтесь измерять продукты с соотношением компонентов 1A:10B по объему – всегда измеряйте масса.
Из-за большого количества каучука, необходимого для этого проекта, мы смешиваем две отдельные партии с помощью турбонагнетателя.
Смеситель.
Каучук перемешивают до достижения однородного цвета.
ПРИМЕЧАНИЕ: Старайтесь не ударять турбомиксером стенки емкости для смешивания, так как это может привести к попаданию воздуха в смесь.
Затем партии перемешиваются вручную с помощью поли-лопатки.
ПРИМЕЧАНИЕ. Это
важно несколько раз соскрести стенки и дно емкости для смешивания, так как именно там
материал имеет свойство цепляться.
Это
важно несколько раз соскрести стенки и дно емкости для смешивания, так как именно там
материал имеет свойство цепляться.
Силикон заливают в самую нижнюю точку формы и дают ему подняться.
Каучук заливается до тех пор, пока он не достигнет высоты не менее 1,0 дюйма над самой высокой точкой скульптуры.
Мы оставляем резину сохнуть при комнатной температуре на ~24 часа. Тепловые лампы могут помочь ускорить
излечивать.
ПРИМЕЧАНИЕ. Время извлечения из формы зависит от продукта. Ознакомьтесь с техническими бюллетенями продукта для
эта информация.
Шаг 4. Извлечение из формы
Перед извлечением из формы места расположения стенок и блоков формы отмечаются ручкой.Это сделано для того, чтобы Коробка формы может быть правильно собрана для последующего литья.
Все края формы отделяются от плинтуса шпателем до
плесень удаляется.
При снятии формы с плинтуса скульптура разделяется пополам, оставляя верхнюю
половина в форме.
Шаг 5: Вырежьте форму
Чтобы удалить остатки скульптуры и последующие отливки, мы готовимся сделать разрез на одной стороне формы.Фотографии скульптуры распечатываются, чтобы определить хорошее место для разреза.
ПРИМЕЧАНИЕ: Если возможно, лучше всего резать по линии, которая уже существует на скульптуре или в незаметное место (т.е. избегать лица).
Для разреза используется скальпель.
ПРИМЕЧАНИЕ. Важно
для создания неправильной формы разреза (т. е. шпунт-паз или зигзагообразный разрез), чтобы две стороны совпадали
лунка для литья ( для получения общей информации о резке резиновых форм см. статью ).
Остаток скульптуры удаляется из формы, а глина остается в форме. очищается.
очищается.
Шаг 6. Вращательное литье
Форма помещается обратно в коробку формы и затем закрепляется.
Поскольку мы планируем использовать машину ротационного литья, мы делаем крышку опоки с заливным отверстием.
В это отверстие заливают быстротвердеющую смолу, когда опока находится на машине ротационного литья.
Деревянные бруски добавляются к бокам коробки, чтобы установить и прикрепить ее к вращающемуся
литейная машина.
Силиконовая заглушка позже будет использоваться для закрытия отверстия при заливке.
Короб формы загружается на машину ротационного литья и закрепляется С-образными зажимами.
EasyFlo 120 Liquid Plastic — это продукт, который мы
чаще всего рекомендуют для вращательного или слаш-заброса.Он предназначен для постепенного затвердевания.
рабочего времени, в отличие от «защелкивания» (подобно характеристикам отверждения EasyFlo 60, еще одного продукта с
серии ИзиФло). Это постепенное сгущение в течение последних 30-45 секунд рабочего времени помогает обеспечить
ровное пальто.
Это постепенное сгущение в течение последних 30-45 секунд рабочего времени помогает обеспечить
ровное пальто.
EasyFlo 120 жидкость Пластик: технические характеристики .
Твердость: Shore D65
Смесь Соотношение: 1A:1B по объем, 100A:90B по весу
Время застывания: 2-2.5 минут
Смешанный Вязкость: 120 сП
Время извлечения из формы: 15-30 минут
Цвет отверждения: Белый
Удельный объем: 26,9 дюйм³/фунт
Приблизительно 2 фунта EasyFlo 120 тщательно перемешивают и заливают в форму.
ПРИМЕЧАНИЕ: В идеале эту смолу следует смешивать и заливать менее чем за минуту.
Отверстие для заливки закрывается силиконовой заглушкой, после чего машина включается.
Через ~30 минут изложницу извлекают из машины ротационного литья, а затем заливку
удаляется из формы.
Для следующего цикла мы смешиваем EasyFlo 120 + коричневый краситель PolyColor + бронзовый порошок для получения холодного литья.
бронзовая копия.
Вот несколько фотографий детали из бронзы холодного литья до полировки стальной ватой (стальная шерсть
используется для воздействия бронзового порошка на поверхность отливки).Изначально на отливках появится шоколад
коричневый; вы заметите маленькое пятно на его щеке, которое было отполировано.
Принадлежности для изготовления форм и литья от Reynolds Advanced Materials
Принадлежности для изготовления и литья форм от Reynolds Advanced Materials ‘ document.getElementsByTagName(‘body’)[0]. appendChild(cookieNoticeScreen)
cookieNoticeScreen.style.display = ‘заблокировать’
cookieNoticeScreen.style.bottom = ‘0’
document.getElementsByTagName(‘body’)[0].classList.add(‘cookie’)
}
} вар closeCookieNotice = function(){
вар уведомлениеWindow = document.getElementById(‘CookieNotice’)
noteWindow.style.bottom = ‘-999px’
document.getElementsByTagName(‘body’)[0].classList.remove(‘cookie’)
window.name = ‘RAM_cookie’
} doCookieNotice()
appendChild(cookieNoticeScreen)
cookieNoticeScreen.style.display = ‘заблокировать’
cookieNoticeScreen.style.bottom = ‘0’
document.getElementsByTagName(‘body’)[0].classList.add(‘cookie’)
}
} вар closeCookieNotice = function(){
вар уведомлениеWindow = document.getElementById(‘CookieNotice’)
noteWindow.style.bottom = ‘-999px’
document.getElementsByTagName(‘body’)[0].classList.remove(‘cookie’)
window.name = ‘RAM_cookie’
} doCookieNotice()Главная » Продукция
Все для изготовления пресс-форм и литья
Высококачественные эпоксидные, уретановые и силиконовые клеи для склеивания и ремонта.
> Список продуктов
Красители и наполнители, созданные специально для уретанов, эпоксидных смол и силиконов для создания потрясающих отделок и эффектов.
> Список продуктов
Добавки, отверждающие полимеры, пуццоланы, армирующие добавки, понизители воды и модификаторы вязкости
> Список продуктов
Системы Forton и duoMatrix значительно улучшают физические и эксплуатационные свойства бетона и альфа-гипса.
> Список продуктов
Литейные смолы, используемые для изготовления ударных инструментов или приспособлений, а также для герметизации и герметизации.
> Список продуктов
Покрытиянаносятся кистью для защиты 3D-отпечатков, жесткого пеноматериала и других поверхностей, а также поверхностей баров и для герметизации.
> Список продуктов
Ламинирующие смолы, используемые со стекловолокном и другими армирующими элементами для создания неразрушаемых легких деталей для композитных приложений.
> Список продуктов
Замазки, используемые для различных видов изготовления или лепки, доступны как жесткие, так и полужесткие.
> Список продуктов
Продукция для литья или изготовления форм из гипса и гипса.
> Список продуктов
Принадлежности для изготовления форм для всех ваших потребностей в изготовлении форм, отливок и масок из натурального латекса.
> Список продуктов
Простые в использовании альгинаты быстродействующие и экономичные; подходит для изготовления одноразовых слепков рук, лица и т. д.
д.
> Список продуктов
Силиконы, безопасные для кожи, используются для изготовления долговечных форм, используемых снова и снова для литья смолы, воска и многого другого.
> Список продуктов
Профессиональные наборы и аксессуары для создания реалистичных эффектов кожи.
> Список продуктов
Продукция для литья или изготовления форм из гипса и гипса.
> Список продуктов
Качественные герметики и разделительные составы для всех ваших требований к изготовлению форм и обработке отливок.
> Список продуктов
Ассортимент пластилина и аксессуаров для лепки для взыскательного художника.
> Список продуктов
Гибкие и прочные силиконовые пены, используемые для различных промышленных применений и спецэффектов
> Список продуктов
Также называемые силиконами аддитивного отверждения, это двухкомпонентные резиновые смеси с высокой прочностью на разрыв, гибкие формовочные или литейные резиновые смеси с длительным сроком службы.
> Список продуктов
Также называемые силиконами конденсационного отверждения, это двухкомпонентные материалы, которые отверждаются при комнатной температуре (RTV) до эластичных каучуков с высокой прочностью на разрыв.
> Список продуктов
Отличный способ познакомить любого с миром изготовления форм и литья!
> Список продуктов
Широкий ассортимент инструментов и оборудования для изготовления форм, литья и лепки.
> Список продуктов
Расширяющиеся эластичные пены просты в использовании и долговечны.
> Список продуктов
Смешивайте и заливайте, высококачественные пенополиуретаны быстро отверждаются и используются в промышленности, военной сфере и искусстве
> Список продуктов
Простая в использовании пластмасса с потрясающей универсальностью и экономичностью, которая идеально подходит для отливки детализированных моделей, реквизита и отливки эффектов.
> Список продуктов
Уретановые каучуки, используемые в сотнях промышленных и связанных с искусством приложений, просты в использовании и обладают хорошей износостойкостью.
> Список продуктов
Использование силикона для изготовления литейных форм
Одним из лучших материалов для изготовления детализированных форм является силиконовая резина для изготовления форм RTV. RTV означает «вулканизация при комнатной температуре», что означает, что после смешивания материалов вам не нужно помещать их в печь для отверждения.
Существует множество способов использования силикона для изготовления форм. Самым простым на сегодняшний день является «блок-форма». По сути, вы заливаете силиконом коробку с прототипом. Как только он застынет в твердый резиновый блок, вы достаете его из коробки, извлекаете прототип из формы, заливаете литейный материал в форму, ждете, пока он затвердеет, а затем вынимаете свою деталь из формы. При правильном смешивании и заливке воспроизведение деталей силиконовым каучуком обычно безупречно.
Поскольку силиконовый каучук обычно ни к чему не прилипает (основным исключением является большее количество силикона), это означает, что вы можете отливать детали без добавления каких-либо разделительных составов, которые могут заполнять или иным образом скрывать мелкие детали.
Знай свои термины
- Прототип: Оригинальная деталь, которую вы пытаетесь воспроизвести. Также называется «мастером» или «моделью».
- Форма: Отверстие от прототипа.
- Литейный материал: Материал, которым вы будете заполнять форму для изготовления детали.
- Деталь: Копия, которая выходит из формы.
Построить блок
Коробка должна быть достаточно большой, чтобы покрыть деталь примерно ½ дюйма материала.Для изготовления формовочных коробок идеально подходят картонные отходы и горячий клей. Очень важно хорошо проклеить все швы, как внутри, так и снаружи, чтобы жидкий силикон не вытекал. Убедитесь, что на вашем прототипе нет никаких дефектов, включая отпечатки пальцев, так как они будут видны на каждом изделии.
Нанесите каплю клея на дно прототипа и отцентрируйте его в коробке. Это удерживает прототип от смещения или уплывания при заливке силикона. Установите его на кусок глины, чтобы придать детали лишний материал, который можно будет отрезать позже.
Установите его на кусок глины, чтобы придать детали лишний материал, который можно будет отрезать позже.
Изгнать пузыри
Смешайте партию силикона в соответствии с инструкциями производителя. Примечание. Большинство силиконовых смесей определяются по весу, а не по объему.
Когда вы смешиваете и заливаете силиконовую резину, самыми большими врагами являются пузырьки воздуха. Пузырьки воздуха, попавшие в резину, станут слабыми местами, которые могут разорваться и привести к выходу формы из строя. Пузырьки, попавшие на поверхность прототипа, превратятся в комки лишнего литейного материала в конечных деталях.
Начните с заливки жидкой резины в угол формы так, чтобы она заполнилась и растеклась по поверхности прототипа. Это сводит к минимуму количество пузырьков, которые захватываются поверхностью. Поднимайте контейнер, когда вы наливаете, чтобы вытянуть силикон в тонкую прядь, что способствует разрыву пузырьков, образующихся во время смешивания.
Если у вас есть доступ к вакуумной камере, вы можете удалить пузырьки из жидкой резины после ее смешивания. Если вы этого не сделаете, просто используйте тип силикона с более длительным временем отверждения, чтобы дать пузырькам больше времени всплыть на поверхность.
Изгой
После того, как резина затвердеет, оторвите картонную коробку формы вокруг детали и осторожно снимите резину с прототипа. Теперь вы можете использовать пресс-форму для отливки деталей из различных материалов.
Всякий раз, когда вы отливаете детали из уретановой смолы в силиконовую форму, на деталях остается небольшое количество маслянистого остатка силикона. Чтобы детали были готовы к покраске, остатки необходимо смыть теплой мыльной водой.
Обзор методов изготовления форм и литья и материалов
В этом семестре я изучаю применение технологии 3D-печати своими руками в мире скульптуры, изготовления форм и литья.До сих пор это был фантастический опыт, так как я провел некоторое время в студии скульптуры кампуса, получая в свои руки настоящие материалы и приобретая ценный опыт в создании вещей.
Чтобы помочь мне освоиться и найти возможные полезные применения 3D-печати в изготовлении форм и литье, я подумал, что было бы неплохо провести небольшое исследование обо всех различных методах, которые я смог найти. Я полагаю, это означает, что я развил любовь к данным, когда занимался наукой в студенческие годы — что-то, что, я думаю, могло бы мне пригодиться.
Когда я пытаюсь чему-то научиться, мне нравится следовать подходу KISS — Будь проще, глупец. Задавайте простые вопросы и ищите убедительные ответы. Мне показалось, что первый вопрос был довольно очевиден:
Что такое изготовление форм и литье?
Изготовление форм — это процесс создания полого, обычно жесткого сосуда вокруг объекта (иногда называемого моделью или шаблоном). В этом процессе используются различные методы и материалы, иногда по необходимости, а иногда на основе личного опыта и знакомства человека, выполняющего работу.После того, как вокруг объекта сделана форма, объект удаляется, оставляя пустое пространство в форме точно по размеру и форме объекта.
Литье представляет собой процесс заполнения образовавшейся полой полости в форме жидким или расплавленным материалом, таким как силикон или бронза, и обеспечение его затвердевания. После того, как материал снова затвердеет, вы можете удалить его из формы. Различные методы могут привести к очень разным результатам, от мелко детализированных до грубых и тяжелых. У каждой техники есть свои плюсы и минусы, и с одними материалами она работает лучше, чем с другими.
Вот абстрактный обзор процесса изготовления форм и литья.методы могут выглядеть очень, очень по-разному, но общий основной процесс один и тот же:
Технологии изготовления форм
Форма представляет собой твердый кусок материала, содержащий полую форму, в которую заливают или наносят жидкий литейный материал и которому дают (или поощряют) затвердеть.
Методы литья
Отливка – это затвердевший материал, выходящий из формы.Есть много материалов, которые вы можете использовать, и много способов, которыми вы можете их использовать.
Материалы, используемые для изготовления форм и литья
Существует огромный список материалов, которые можно использовать с различными технологиями изготовления форм и литья. Мне кажется, что если вы можете получить любой материал в жидком или расплавленном состоянии, то, вероятно, существует техника, которую вы можете использовать для изготовления форм или отливок. На удивление мало типов материалов, которые регулярно используются в профессиональной и промышленной работе, но это не значит, что другие материалы — пустая трата времени.
Термопласты, такие как АБС и ПЭВП, очень популярны при изготовлении промышленных форм, но для их изготовления требуется специальное оборудование. В таких профессиях, как спецэффекты, очень популярны силикон RTV, стекловолокно и смолы. В мире изобразительного искусства фаворитами являются такие материалы, как бронза, гипс, воск и силикон. Каждый из этих материалов имеет свои плюсы и минусы и лучше всего работает с определенными типами объектов и методами нанесения.
- Воск
- Термопласт
- Гипс
- Продукты питания
- Шоколад
- Вода/лед
- Карамель
- Желатин (желе)
- Изомальт (заменитель сахара)
- Стекло/стекло>
- Металлы
- Висмут
- Алюминий
- Бронза
- Олово
- Силикон
- Сугру / Оогоо
- РТВ
- Пластик
- Смола
- Глины
- Жидкая глина (шликер)
- Пластилин для лепки
- Керамика (фарфор и др.))
Таблицы совместимости технологий и материалов
Здесь все становится по-настоящему сложным. Итак, у нас есть некоторое представление о некоторых основных методах, и у нас есть список распространенных материалов, которые, как мы знаем, используются людьми для изготовления форм и слепков. Проблемы возникают, когда вы хотите опробовать технику или материал, или у вас есть идея, которую вы хотите каким-то образом воплотить в жизнь.
Проблемы возникают, когда вы хотите опробовать технику или материал, или у вас есть идея, которую вы хотите каким-то образом воплотить в жизнь.
Откуда вы знаете, какие материалы работают с какими методами? Мне кажется, что традиционный способ выяснить это — много лет работать, приобретая непосредственный опыт того, что работает, а что нет.Очевидно, что это может быть довольно сложно, когда у вас есть объект или идея, которую вы хотите воплотить в каком-то материале.
Чтобы помочь мне уменьшить собственное чувство перегруженности, я попытался создать несколько простых таблиц, документирующих взаимосвязь между различными техниками и то, насколько «совместимыми» с ними могут быть разные материалы.
Важное примечание: Только с двумя измерениями казалось невозможным сделать это полностью однозначным. Чтобы было ясно, когда я говорю, что что-то «совместимо», я имею в виду, что могу придумать хотя бы один способ заставить это работать.Например, когда я говорю, что стекло совместимо с техникой драпировки при изготовлении форм, это может означать, что стекло можно использовать для изготовления самой формы, или что стекло можно использовать для драпировки формы из какого-либо материала. Просто используйте эту таблицу, чтобы получить основные идеи, и используйте свое воображение и любопытство оттуда.
Просто используйте эту таблицу, чтобы получить основные идеи, и используйте свое воображение и любопытство оттуда.
Загрузить электронную таблицу (XLSX)
Методы литья и совместимость материалов
Загрузить электронную таблицу (XLSX)
С чего начать
Со всеми этими различными методами и материалами может быть трудно понять, с чего начать.Однако некоторые материалы и методы более универсальны, чем другие, и могут помочь вам провести как можно больше практических экспериментов без необходимости покупать тонны дорогих экзотических материалов.
Начните с гипса – он дешевый, универсальный и относительно простой в использовании. По моему опыту, гипс является отправной точкой для многих занятий по изготовлению форм и литью и является одним из самых дешевых материалов. Ознакомьтесь с приведенными выше таблицами совместимости, и вы заметите, что гипс совместим с большим количеством техник, поэтому вы можете многому научиться, используя его! Вот мое предложение по дорожной карте для начала:
- Изготовьте слепок предмета из 1 детали из гипса.
 Вы можете либо построить коробку вокруг объекта и заполнить коробку гипсом, либо просто насыпать гипс, пока он не станет достаточно толстым. Попробуйте сделать отливки из горячего воска, силикона и смолы.
Вы можете либо построить коробку вокруг объекта и заполнить коробку гипсом, либо просто насыпать гипс, пока он не станет достаточно толстым. Попробуйте сделать отливки из горячего воска, силикона и смолы. - Изготовьте форму из 2 частей из гипса. Узнайте о регистрационных метках, чтобы вы могли выровнять две половинки, собирая их вместе. Попробуйте воск, силикон и смолу или поэкспериментируйте с другими материалами.
- Сделайте силиконовую форму, аналогичную любой из двух предыдущих форм. Вы можете получить небольшое количество силикона в форме замазки или жидкости в Интернете — попробуйте узнать о маточных молдах и нанесите силикон на детали, чтобы сэкономить немного денег.
- Выберите технику и комбинацию материалов, которые кажутся вам интересными, и подумайте, как эти материалы могут взаимодействовать. Если они дешевые и кажется, что они будут работать вместе (выдувное формование с леденцами?), попробуйте!
Полное руководство по самостоятельному формованию и литью смолы | Джейкон Системс | Jaycon Systems
Вам когда-нибудь требовались запасные пластиковые детали или нужно заменить сломанную или изношенную деталь, например пластиковую крышку или выключатель дверного звонка? Вы когда-нибудь хотели сделать несколько моделей любимой модели, например детали автомобиля, или заменить что-то из пенопласта/глины на пластиковый компонент? Все это можно сделать с помощью литья смолы, то есть сделать форму желаемого предмета, а затем залить в эту форму пластиковую смолу.
Хотя об этом легче писать, в реальной жизни на это уходит немного больше времени, и процесс состоит из множества шагов. Желаемый предмет должен быть подготовлен для формы, форма и смола для детали должны быть залиты, а окончательная деталь должна быть очищена для достижения наилучших результатов.
Следующие предметы необходимы для изготовления пластиковой детали:
- Формируемый предмет (в данном случае пластиковая часть держателя телефона)
- Глина для моделирования
- Силиконовая резина (здесь используется 1 :1)
- Чашки для смешивания (различные размеры помогают)
- Желаемая литейная смола (здесь используется пропорция смешивания 1:1)
- Смазка для форм
- Палочки для эскимо
- Лезвие бритвы Tweets
- Резиновые ленты
- Chipboard
- маскирующая лента
- маленькая краска кисти
- Rolling PIN
- пен-доска
- линейка (или что для измерения)
Предмет может быть чем-либо из уже существующую пластиковую деталь в кусок пенопласта, которому вырезали и придали форму, чтобы сделать нестандартную деталь для косплея (или даже деталь, напечатанную на 3D-принтере, которую вы хотели бы сделать больше). Независимо от происхождения предмета, все они готовятся одинаково. Первый шаг — подготовить кусок глины; этот кусок глины должен быть немного больше, чем предмет, который нужно отлить, сохраняя при этом толщину около 0,5 дюйма. Лучше начинать с большего количества глины, чем нужно, чем с недостатком. Глина должна быть замешана, чтобы предотвратить любые дефекты на поверхности глины. Замешивание также нагревает глину, облегчая работу с ней. После замеса скатайте глину в шар.Поместите шарик глины на гладкую чистую поверхность и с помощью скалки расплющите его. Не следует пытаться разровнять всю глину сразу; это нужно делать понемногу. Каждый раз при использовании скалки глину следует переворачивать и поворачивать примерно на ¼ оборота для более равномерного распределения. Когда глина приблизится к желаемой толщине, используйте несколько палочек от эскимо, сложенных стопкой с каждой стороны глины, чтобы позволить скалке получить идеально гладкую и ровную поверхность.
Независимо от происхождения предмета, все они готовятся одинаково. Первый шаг — подготовить кусок глины; этот кусок глины должен быть немного больше, чем предмет, который нужно отлить, сохраняя при этом толщину около 0,5 дюйма. Лучше начинать с большего количества глины, чем нужно, чем с недостатком. Глина должна быть замешана, чтобы предотвратить любые дефекты на поверхности глины. Замешивание также нагревает глину, облегчая работу с ней. После замеса скатайте глину в шар.Поместите шарик глины на гладкую чистую поверхность и с помощью скалки расплющите его. Не следует пытаться разровнять всю глину сразу; это нужно делать понемногу. Каждый раз при использовании скалки глину следует переворачивать и поворачивать примерно на ¼ оборота для более равномерного распределения. Когда глина приблизится к желаемой толщине, используйте несколько палочек от эскимо, сложенных стопкой с каждой стороны глины, чтобы позволить скалке получить идеально гладкую и ровную поверхность.
Поместите пластилин, похожий на блин, на кусок ДСП. Поместите предмет для лепки в середину глины. Деталь, возможно, придется немного утопить в глине; если это так, удалите немного глины из середины, чтобы это произошло. Другие части, подобные той, что показана здесь, могут просто лежать на поверхности глины. После того, как деталь установлена, разгладьте глину до края детали, соединив глину и деталь. Это предотвратит попадание силикона под деталь. Возьмите предмет с небольшим наконечником, например, заднюю часть маленькой кисти или тупой карандаш, чтобы сделать небольшие отверстия для ключей близко к детали.Повторите это с объектом большего диаметра вокруг и снаружи меньших замочных отверстий. Эти ключевые отверстия позволяют двум половинам формы правильно выровняться и не скользить или двигаться во время процесса отверждения детали.
Поместите предмет для лепки в середину глины. Деталь, возможно, придется немного утопить в глине; если это так, удалите немного глины из середины, чтобы это произошло. Другие части, подобные той, что показана здесь, могут просто лежать на поверхности глины. После того, как деталь установлена, разгладьте глину до края детали, соединив глину и деталь. Это предотвратит попадание силикона под деталь. Возьмите предмет с небольшим наконечником, например, заднюю часть маленькой кисти или тупой карандаш, чтобы сделать небольшие отверстия для ключей близко к детали.Повторите это с объектом большего диаметра вокруг и снаружи меньших замочных отверстий. Эти ключевые отверстия позволяют двум половинам формы правильно выровняться и не скользить или двигаться во время процесса отверждения детали.
Чтобы сделать коробку для формы, измерьте длину и ширину детали в глине. Добавьте 1 дюйм к измерению. Это даст 0,5-дюймовую границу по всему периметру. Отрежьте полосу пенокартона нужной толщины; эта толщина должна быть как минимум в два раза больше высоты торчащей из глины части, но не слишком высокой. Полоса пенопласта должна быть размечена в соответствии с размерами необходимой границы. Чередуйте измерения, то есть 3 дюйма, затем 4,5 дюйма, затем 3 дюйма и снова 4,5 дюйма. По этим отметкам сделайте надрезы на одной стороне пенопласта. Этот надрез или надрез не должны проходить через доску. Это позволит согнуть доску по этим отметкам. Склейте концы вместе, чтобы получилась четырехсторонняя коробка.
Полоса пенопласта должна быть размечена в соответствии с размерами необходимой границы. Чередуйте измерения, то есть 3 дюйма, затем 4,5 дюйма, затем 3 дюйма и снова 4,5 дюйма. По этим отметкам сделайте надрезы на одной стороне пенопласта. Этот надрез или надрез не должны проходить через доску. Это позволит согнуть доску по этим отметкам. Склейте концы вместе, чтобы получилась четырехсторонняя коробка.
Затем поместите эту коробку вокруг детали в глине, прикладывая достаточное давление, чтобы сделать углубление или отметку в глине.Снимите коробку и разрежьте глину по оставленным отметкам. Как только глина будет нарезана по размеру, снова поместите коробку вокруг детали, а теперь и вокруг вырезанной глины. Если все сделано правильно, глина должна плотно прилегать к коробке. Теперь коробку нужно закрепить глиной снаружи. Возьмите кусок глины и раскатайте его в длинный кусок, оберните глиной основание коробки и пригладьте глину к стенкам коробки и ДСП.
Закрепив коробку, пригладьте пластилин к внутренней части бокса, как это было сделано при приглаживании пластилина к детали, не допуская попадания силикона между пластилином и коробкой.В зависимости от ориентации и дизайна предмета может быть идеальным добавить литник (горлышко для выливания) и вентиляционные отверстия (для выхода воздуха из формы) сейчас или с другой стороны предмета. Сторона, на которой они лучше всего, решает пользователь. Имейте в виду, что место, где они размещены, будет иметь отметку и должно быть очищено или отшлифовано для удаления. Чтобы сделать литник, возьмите конический предмет (здесь используется тупой конец карандаша) и приклейте к месту, где пластиковая смола входит в деталь.Вентиляционные отверстия размещаются где угодно. Существует опасность образования пузырьков, которые будут препятствовать затеканию пластиковой смолы на место. Отверстия для воздуха могут быть любыми: от зубочисток до проволоки и соломинок для кофе. Они также приклеиваются в нужных местах. Подождите, пока клей высохнет, прежде чем продолжить.
Они также приклеиваются в нужных местах. Подождите, пока клей высохнет, прежде чем продолжить.
Теперь, когда изделие полностью готово, оцените или измерьте, какой объем потребуется для первой половины заливки. Убедитесь, что толщина заливки составляет не менее полдюйма от самой высокой точки детали, но будьте осторожны, чтобы не закрыть верхнюю часть литника или вентиляционные отверстия, если они полностью покрыты силиконом, отверстия можно разрезать после этой половины. форма полностью высохла.Смешайте необходимое количество силиконового материала (здесь мы смешали 1:1, что означает, что половина объема — часть А, а другая половина — часть В) и тщательно перемешайте. Налейте небольшое количество силикона на деталь, ровно столько, чтобы покрыть деталь, а затем возьмите маленькую кисть и «нанесите» силикон на деталь. Это должно удалить любые пузырьки на поверхности детали. Продолжайте заливать силикон в коробку. Если лить издалека, кремний образует тонкую струйку, заставляя удаляться любые крупные пузырьки.Дайте силикону впитаться и высохнуть в течение необходимого времени (указанного на упаковке купленного материала).
Если лить издалека, кремний образует тонкую струйку, заставляя удаляться любые крупные пузырьки.Дайте силикону впитаться и высохнуть в течение необходимого времени (указанного на упаковке купленного материала).
Теперь, когда силикон высох, удалите пластилин, которым коробка крепится к ДСП. Переверните коробку — она может немного сопротивляться из-за прилипшей к ДСП глины — и аккуратно удалите пластилин, который когда-то был дном. Будьте осторожны, чтобы не удалить и не потревожить деталь при удалении глины. Очистите часть глины от части, которая могла быть оставлена, не перемещая часть.Если литник и вентиляционные отверстия не были установлены при первой заливке, самое время сделать это с этой стороны.
Используйте смазку для пресс-формы, чтобы покрыть открытый силикон. Это предотвращает слияние новой заливки силикона с текущей заливкой. Здесь используется жидкая смазка для форм. Если на деталь попала смазка для пресс-формы, осторожно протрите или очистите ее. Можно использовать несколько слоев смазки для форм.
Можно использовать несколько слоев смазки для форм.
Это не обязательно, но может помочь сохранить устойчивость коробки при заливке; коробку можно снова прикрепить к ДСП с помощью пластилина, но стороной, с которой был удален пластилин, вверх.Как и раньше, оцените или измерьте необходимое количество силиконового материала и действуйте, как прежде. Как только вторая половина формы затвердеет, удалите всю глину, которая может фиксировать коробку, и извлеките коробку из формы. Если было использовано достаточно смазки для формы, половинки формы должны легко разделиться. Аккуратно извлеките деталь из формы, обращая внимание на компоненты литника и вентиляционного отверстия. Теперь сама форма готова для отливки детали.
Отливка детали: Соедините две половинки формы вместе, совместив ключи, которые были сделаны в половинках формы.Закрепите одной или несколькими резинками, стараясь не затягивать их слишком сильно. Две половинки нужно просто скрепить вместе; не сжимайте и не деформируйте форму. Поместите сторону с литником и воздушными отверстиями вверх. Основываясь на отформованной детали, оцените или измерьте количество пластиковой смолы, которую необходимо смешать (здесь смола в пропорции 1:1). Если требуется определенный цвет, добавьте в смесь краситель. Медленно залейте смесь в литник. Медленная заливка необходима, чтобы дать время воздуху выйти из формы.
Две половинки нужно просто скрепить вместе; не сжимайте и не деформируйте форму. Поместите сторону с литником и воздушными отверстиями вверх. Основываясь на отформованной детали, оцените или измерьте количество пластиковой смолы, которую необходимо смешать (здесь смола в пропорции 1:1). Если требуется определенный цвет, добавьте в смесь краситель. Медленно залейте смесь в литник. Медленная заливка необходима, чтобы дать время воздуху выйти из формы.
После заливки слегка постучите по форме, чтобы удалить любые пузырьки, которые могут застрять, налейте еще немного смеси, если уровень литника падает из-за выпуска воздуха. Дайте смоле затвердеть в течение времени, установленного производителем. Снимите резиновые ленты и медленно разделите половинки формы, стараясь не сломать литую часть при извлечении литника и литника из формы. Если сегменты формы не были полностью заполнены пластиковой смолой, то либо был захвачен воздух, либо форма была сжата слишком сильно. Попробуйте еще раз с легким удержанием резинкой и большим количеством постукиваний.
Попробуйте еще раз с легким удержанием резинкой и большим количеством постукиваний.
На готовой детали будут заусенцы (излишки материала на швах формы), линии деталей, литники и воздушные отверстия по всей детали. Литники и вентиляционные отверстия можно вырезать или аккуратно выломать. Там, где они были соединены с деталью, будет отметка, их можно сгладить легким шлифованием. Заусенец можно срезать лезвием бритвы, а также отшлифовать до гладкости. После того, как деталь достаточно очищена, получается реплика или окончательная часть.Для некоторых элементов или частей может потребоваться небольшое отклонение от шагов, упомянутых здесь, но все элементы должны формироваться по одним и тем же принципам.
Jaycon Systems специализируется на воплощении продуктов в жизнь, предлагая полную линейку услуг, которая доводит концепции продукта до массового производства.
Диапазон наших предложений варьируется от разработки продукции и электроники до прототипирования и производства.