G коды для ЧПУ — Программирование станков с ЧПУ
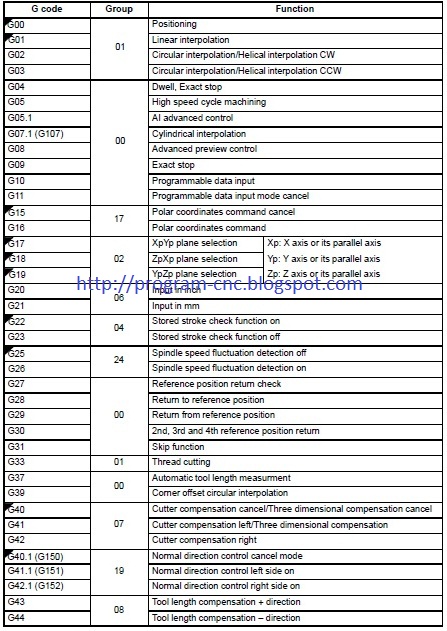
| Код G | Группа | Функция |
| G00* | 01 | Позиционирование (ускоренный ход) |
| G01 | 01 | Линейная интерполяция (подача на врезание) |
| G02 | 01 | Круговая интерполяция против часовой стрелки |
| G03 | 01 | Круговая интерполяция по часовой стрелке |
| G04 | 00 | Выдержка (пауза) |
| G10 | 00 | Ввод данных программы |
| G11 | 00 | Ввод данных программы- конец режима |
| G18* | 16 | Выбор плоскости ZpXp |
| G20 | 01 | Черновой цикл за один проход |
| G21 | 01 | Цикл нарезания резьбы за один проход |
| G22* | 09 | Запомненный предел перемещения оси активизирован |
| G24 | 01 | Цикл подрезания торца за один проход |
| G28 | 00 | Возврат к референтной точке |
| G30 | 00 | Возврат к базовым 2-й, 3-й и 4-й точке |
| G33 | 01 | Нарезание резьбы |
| G34 | 01 | Нарезание резьбы с переменным шагом |
| G40* | 07 | Окончание компенсация радиуса инструмента |
| G41 | 07 | Компенсация радиуса инструмента справа |
| G42 | 07 | Компенсация радиуса инструмента слева |
| G52 | 00 | Создание локальной системы координат |
| G53 | 00 | Создание локальной системы координат |
| G53 | 00 | Создание станочной системы координат |
| G54* | 14 | Выбор системы координат детали 1 |
| G55 | 14 | Выбор системы координат детали 2 |
| G56 | 14 | Выбор системы координат детали 3 |
| G57 | 14 | Выбор системы координат детали 4 |
| G58 | 14 | Выбор системы координат детали 5 |
| G59 | 14 | Выбор системы координат детали 6 |
| G65 | 00 | Макровызов |
| G66 | 12 | Модальный макровызов |
| G67* | 12 | Окончание модального макровызова |
| G70 | 06 | Ввод размеров в дюймах |
| G71 | 06 | Ввод размеров в мм |
| G72 | 00 | Цикл чистовой обработки |
| G73 | 00 | Цикл черновой обработки с несколькими проходами |
| G74 | 00 | Цикл подрезки торца с несколькими проходами |
| G75 | 00 | Цикл повторения профиля с несколькими проходами |
| G76 | 00 | Цикл сверления с с удалением стружки в конце |
| 00 | Цикл сверления наружного/внутреннего диаметра | |
| G78 | 00 | Цикл для многозаходной резьбы |
| G80* | 10 | Отмена цикла сверления |
| G83 | 10 | Цикл радиального сверления |
| G84 | 10 | Цикл осевого нарезания резьбы |
| G86 | 10 | Цикл радиального сверления |
| G90* | 03 | Программирование в абсолютных величинах |
| G91 | 03 | Программирование в приращениях |
| G92 | 00 | Установка координатной системы или макс, скорости вращения шпинделя |
| G94 | 05 | Подача в мм/мин |
| G95* | 05 | Подача в мм/оборот |
| G96 | 02 | Включение постоянной скорости резания |
| G97* | 02 | Выключение постоянной скорости резания |
| G98 | 11 | Возврат к начальной плоскости цикла сверления |
| G99 | 11 | Возврат к плоскости точки R цикла сверления |
| G112 | 21 | Режим интерполяции в полярных коодинатах |
| G113 | 21 | Аннулирование режима интерполяции в полярных коодинатах |
| G112 | 21 | Режим интерполяции в полярных коодинатах |
| G113 | 21 | Аннулирование режима интерполяции в полярных коодинатах |
Функции G — это подготовительные функции, которые отражают вид перемещения станка, режим интерполяции и тип размеров. Существует два типа функций G:
Существует два типа функций G:
Не модальные функции G группы 00, которые активны только в каждом кадре;
Модальные функции G (другие, чем те, которые относятся к труппе 00), действие которых продолжается до тех пор, пока они заменятся другими функциями той же группы.
Функции G, отмеченные звездочкой (*) являются активными при включении станка или после сброса числового управления (RESET).
Если какая-либо функция G запрограммирована, но она не входит в приведенный перечень или если она не соответствует ни одной из деблокированных опций, тогда будет индицироваться аварийное сообщение номер 010.
Многие функции G можно программировать в одном и том же кадре, однако, они не должны принадлежать к одной и той же группе. Если функции G одной и той же группы имеются в одном кадре, тог-да будет отрабатываться только последняя.
G00 — Позиционирование на ускоренном ходу. Инструмент перемещается взапрограммированную координату,заданную либо в абсолютных величинах, либо в приращениях.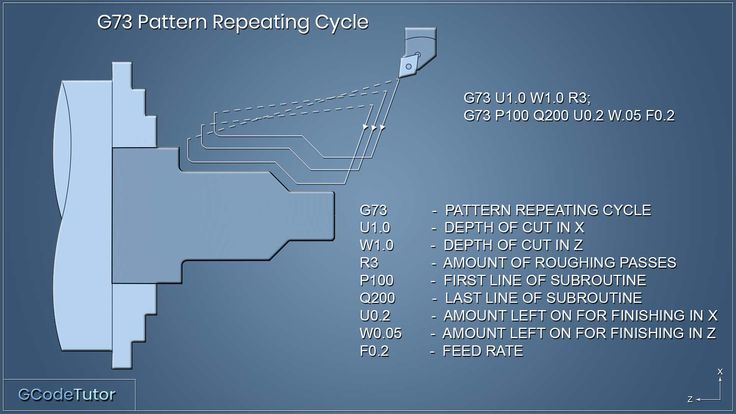 Вид перемещения инструмента может определяться параметром станка.
Вид перемещения инструмента может определяться параметром станка.
нелинейное перемещение происходит отдельно по каждой оси X и Z, траектория движения инструмента не прямая.
линейное траектория инструмента — это линейная интерполяция как при С01.
Позиционирование происходит на подаче, которая требует минимального времени перемещения, но при этом не превышает величины ускоренного хода каждой оси.
G01 — линейная интерполяция (рабочая подача ). Данная функция управляет линейным перемещением инструментов. Она может задаваться как в абсолютных величинах, так и в приращениях.
Скорость подачи задаётся функцией F…
G02 — круговая или винтовая интерполяция против часовой стрелки.
G03 — круговая или винтовая интерполяция по часовой стрелке.
Направления перемещения, которое вызывается данными функциями в плоскости ZX. Некоторые коды могут отличатся у разных производителей систем ЧПУ, но это редкость.
Написать инженеру
Поделиться:
Новости
Фрезерный станок с ЧПУ WoodTec HP 1325 С
ПодробнееЛазерный станок с ЧПУ WoodTec WL 1610 RD
ПодробнееСтатьи
Всё о лазерных станках ЧПУ
Всё о фрезерных станках ЧПУ
Лазерная обработка
Фрезерная обработка
Системы станка ЧПУ
Ремонт лазерных станков
Программирование станков с ЧПУ
NC Studio
Оборудование компании
Изделия на ЧПУ станках
Санитарные нормы на производстве
G-коды для программирования станков с ЧПУ — MULTICUT
Обновлено: 25.08.2022
Для управления автоматизированными обрабатывающими центрами применяется язык программирования, созданный специально для этих целей, — G-Code. Программа генерации G-кодов для станков с ЧПУ была разработана американской компанией Electronic Industries Alliance. В СССР программа была введена стандартом ГОСТ 20999-83 и в технической литературе получила наименование ISO 7-bit (ИСО 7-бит).
В СССР программа была введена стандартом ГОСТ 20999-83 и в технической литературе получила наименование ISO 7-bit (ИСО 7-бит).
Система G-кодов для управления оборудованием с ЧПУ и 3D-принтерами представляет собой высокоуровневый язык. Программа содержит список команд, расположенных в определенной последовательности, и может при необходимости редактироваться в любом текстовом редакторе. Также она открывается в специализированных приложениях G-CodeViewer или Simplify3D.
Описание G-кодов и структуры управляющей программы
Алгоритм работы обрабатывающего центра задается набором команд, расположенных в установленном порядке. Программы, созданные на основе джи-кодов для станков с ЧПУ, отличаются жесткой структурой. Отдельные команды группируются в кадры; в некоторых из них команда может быть одна, в других — несколько. Все группы, за исключением первой, в обязательном порядке нумеруются и начинаются символом номера. Допускается добавление комментариев в круглые скобки.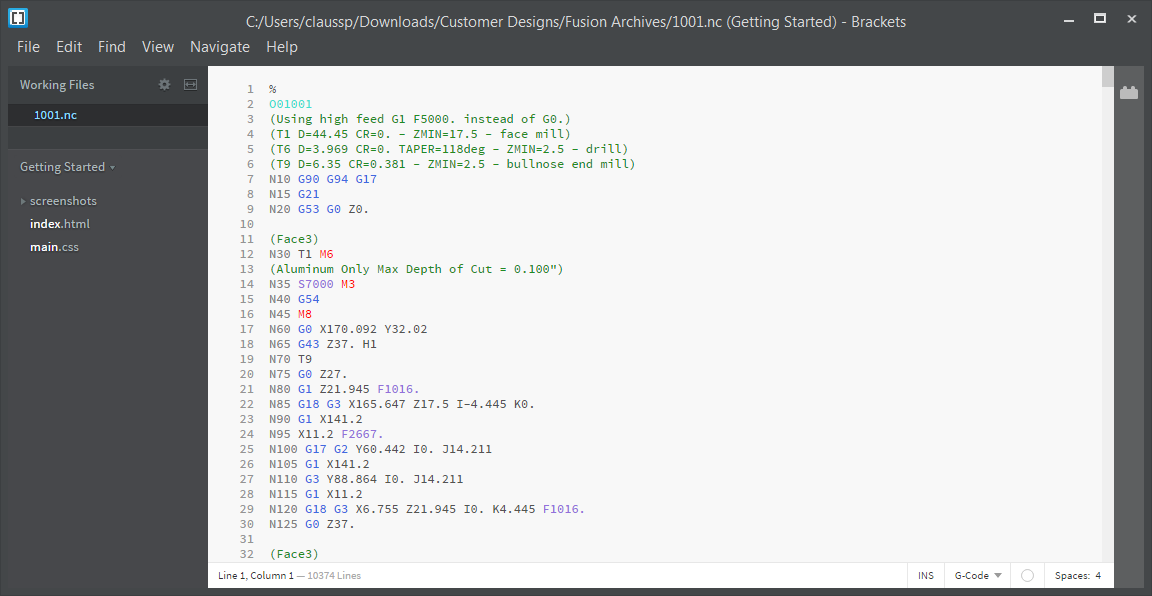
Элементарные команды в кадрах выполняются в один и тот же промежуток времени, но традиционно размещаются в такой последовательности:
- подготовительные,
- установка координат передвижения,
- задание обрабатывающего режима,
- технологические.
У подавляющего большинства интерпретаторов языка G-команд для станков с ЧПУ число элементарных команд в пределах кадра не превышает шести. Они могут быть как модальными, так и немодальными. Первые используются для изменения настроек или параметров, и их действие распространяется на все следующие за ними кадры вплоть до появления другой модальной команды. Соответственно, немодальные команды работают только в пределах своей группы.
Интерпретаторы программного языка, содержащего коды для ЧПУ, сохраняют показатели введенных данных на все время работы алгоритма. Изменение их происходит путем отмены или последующей модальной командой. Это упрощает процесс разработки и делает необязательным задание всех параметров в каждом кадре.
Пройти тест
Группы команд G-кодов
Подготовительные программные коды имеют разные функции и управляют различными технологическими операциями. Так, некоторые из них устанавливают линейную или круговую скорость перемещения рабочих органов оборудования, а другие задают режимы обработки детали. С их помощью указываются значения параметров, и осуществляется управление координатными системами: относительной и абсолютной.
Для удобства освоения и использования все команды разделены на группы по определенному признаку. Перечислим основные:
- G00–G04 определяют позиционирование инструмента или иных рабочих органов обрабатывающего центра.
- G17–G19 производят изменение рабочих параметров.
- G40–G44 вводят компенсации линейных размеров некоторых узлов и деталей станка.
- G54–G59 отвечают за переключения между разными системами координат.
Полный перечень групп G-кодов можно найти в справочниках по программированию на описываемом языке. Операторы станков с ЧПУ, как правило, изучают такие справочники в полном объеме.
Операторы станков с ЧПУ, как правило, изучают такие справочники в полном объеме.
Основные G-коды
Расшифровка всех G-кодов для ЧПУ дается в таблицах, которые можно найти в профильной учебной и технической литературе. Рассмотрим подробнее наиболее часто используемые команды:
- G00. Скоростное позиционирование. Применяется для задания показателей перемещения рабочих органов в исходное положение перед началом работ или перевода их в безопасное положение. Эта команда не используется в процессе обработки заготовок из-за высокой скорости инструмента, поскольку это может привести к повреждению оборудования.
- G01. Линейная интерполяция. Оператор управляет движением рабочего органа по прямой, а скорость его перемещения устанавливается при помощи символа F с добавлением двузначных числовых значений. Направление при этом задается литерами X и Y. Запись кода имеет следующий вид: G01 X31 Y75 F45. Отмена действия команды осуществляется операторами G00, G02 и G03.
- G02. Вращательное движение по часовой стрелке. Рабочий орган перемещается по сложной траектории, при этом линейная скорость определяется параметром F. Положение дуги, по которой инструмент движется на плоскости, устанавливается параметрами I, J и K.
Полная таблица кодов для ЧПУ содержит порядка 100 позиций с подробными описаниями команд. Выдержки из нее часто приводятся на профильных форумах в обсуждениях специалистов.
Написание G-кода и подготовительные функции
Перечисленные G-команды для ЧПУ считаются основными, но наряду с ними при написании программ используются и другие символы. Они имеют следующие значения:
- M — вспомогательные функции. С их помощью осуществляется выбор другого инструмента или обращение к процедуре подпрограммы, обеспечение ее запуска или прекращения работы.
- S задает параметры перемещения рабочих органов оборудования.
- F определяет показателя подачи инструмента.
- T, D и H также осуществляют управление инструментом обрабатывающего центра.

Эти команды, помимо буквенных символов, содержат числовые параметры. Они указывают направление и скорость движения рабочих органов фрезерно-гравировальных устройств.
Подпрограммы, их запуск и уровни вложений
Функционал языка G-кодов для станков с ЧПУ предусматривает возможность циклического выполнения некоторого набора команд, в том числе размещенных в разных частях алгоритма. Такие неоднократно выполняемые последовательности операций называются подпрограммами, а каждая из них реализует заданный сценарий. При этом управление перемещением инструмента производится в системе относительных (инкрементных) координат. Переход к подпрограмме задается специальной командой G90, а выход из нее — G91.
В описании тела подпрограммы обязательно содержатся М-команды для ЧПУ, например, M30 (окончание). После нее допустимо использование команды M02, обозначающей завершение основной программы с именем вида O111 и любым другим аналогичным. Количество выполнений подпрограммы задается необязательным параметром L c числовым значением, например, L5. Тело обязательно завершается командой M99, предписывающей переход в основную программу.
Тело обязательно завершается командой M99, предписывающей переход в основную программу.
Система M-кодов для ЧПУ допускает вложение подпрограмм одна в другую по принципу матрешки. При этом вызов вложения осуществляется специальным оператором. Количество уровней определяется конкретной версией программы-интерпретатора.
Компания MULTICUT осуществляет продажу высокопроизводительных обрабатывающих станков, а также выполняет их установку и обслуживание. Коды программирования для ЧПУ обязательно указываются в документации, входящей в комплект поставки. Наши инженеры предоставляют консультации по вопросам применения G-кодов по телефону и электронной почте.
Читайте также
Обновлено: 25.09.2022
3D-моделирование на станках с ЧПУ
Современные производственные процессы позволяют существенно ускорять и повышать точность изготовления изделий сложной формы. При помощи специальных программ для 3Д-моделирования на русском языке осуществляется быстрое прототипирование детали. Разработка его осуществляется профильными организациями.
При помощи специальных программ для 3Д-моделирования на русском языке осуществляется быстрое прототипирование детали. Разработка его осуществляется профильными организациями.
Подробнее
Обновлено: 01.10.2022
Оснастка фрезерного станка с ЧПУ
Производственные технологии прошлого имели ряд недостатков: в процессе работы заготовку необходимо было переустанавливать. Нужно было снять деталь с фрезерного станка, изменить ее положение и заново отрегулировать исходные размеры заготовок. В настоящее время процедура оснастки фрезерных станков облегчена…
Подробнее
Обновлено: 01.10.2022
Техника безопасности при работе на фрезерном станке
Во время работы на станке с ЧПУ оператор обязан неукоснительно соблюдать технику безопасности — это поможет не только продлить срок эксплуатации оборудования, но и, возможно, сохранит здоровье и жизнь специалиста…
Подробнее
Обновлено: 31.08.2022
Сервопривод или шаговый двигатель: какова разница и что выбрать?
В качестве электропривода порталов и исполнительных узлов фрезерно-гравировальных станков и оборудования для плазменной резки с ЧПУ применяются шаговые двигатели и сервоприводы. Что лучше: шаговый двигатель или сервопривод, и в каких случаях применение того или иного электропривода экономически и технически оправданно, рассмотрим в данной статье…
Что лучше: шаговый двигатель или сервопривод, и в каких случаях применение того или иного электропривода экономически и технически оправданно, рассмотрим в данной статье…
Подробнее
Обновлено: 18.09.2022
Фрезерные станки с ЧПУ для малого бизнеса
Для построения и развития успешного бизнеса, связанного с работой на фрезерном станке с ЧПУ, важно наличие значительных преимуществ перед конкурентами: например, высочайшего качества продукции и доступных цен. В данной статье расскажем, какие именно станки с ЧПУ подходят для малого бизнеса, какова стоимость того или иного оборудования, и насколько рентабелен такой вид деятельности…
Подробнее
Возврат к списку
Поделиться:
G коды для ЧПУ Mach4
G-код — наименование языка программирования систем с числовым программным управлением (ЧПУ).
Управляющая программа представляет собой обычный текстовый файл и состоит из последовательности кадров и обычно начинается с символа начало программы (%) и заканчивается М02 или М30.
Каждый кадр программы представляет собой один шаг обработки и (в зависимости от УЧПУ) может начинаться с номера кадра (N1…N10 и т.д.), а заканчиваться символом конец кадра (;).
Кадр управляющей программы состоит из операторов в форме слов (G91, M30, X10. и т.д.). Слово состоит из символа (адреса) и цифры, представляющее арифметическое значение.
Адреса X, Y, Z, U, V, W, P, Q, R, A, B, C, D, E являются размерными перемещениям, используют для обозначения координатных осей, вдоль которых осуществляются перемещения.
Слова, описывающие перемещения, могут иметь знак (+) или (-). При отсутствии знака перемещение считается положительным.
Адреса I, J, K означают параметры интерполяции.
G — подготовительная функция.
M — вспомогательная функция.
S — функция главного движения.
F — функция подачи.
T, D, H — функции инструмента.
Символы могут принимать другие значения в зависимости от конкретного УЧПУ.
G00 — быстрое позиционирование.
Функция G00 используется для выполнения ускоренного перемещения режущего инструмента к позиции обработки или к безопасной позиции. Ускоренное перемещение никогда не используется для выполнения обработки, так как скорость движения исполнительного органа станка очень высока. Код G00 отменяется кодами: G01, G02, G03.
G01 — линейная интерполяция.
Функция G01 используется для выполнения прямолинейных перемещений с заданной скоростью (F). При программировании задаются координаты конечной точки в абсолютных значениях (G90) или приращениях (G91) с соответственными адресами перемещений (например X, Y, Z). Код G01 отменяется кодами: G00, G02, G03.
G02 — круговая интерполяция по часовой стрелке.
Функция GO2 предназначена для выполнения перемещения инструмента по дуге (окружности) в направлении часовой стрелки с заданной скоростью (F). При программировании задаются координаты конечной точки в абсолютных значениях (G90) или приращениях (G91) с соответственными адресами перемещений (например X, Y, Z).
При программировании задаются координаты конечной точки в абсолютных значениях (G90) или приращениях (G91) с соответственными адресами перемещений (например X, Y, Z).
Параметры интерполяции I, J, K, которые определяют координаты центра дуги окружности в выбранной плоскости, программируются в приращениях от начальной точки к центру окружности, в направлениях, параллельных осям X, Y, Z соответственно.
Код G02 отменяется кодами: G00, G01, G03.
G03 — круговая интерполяция против часовой стрелки.
Функция GO3 предназначена для выполнения перемещения инструмента по дуге (окружности) в направлении против часовой стрелки с заданной скоростью (F). При программировании задаются координаты конечной точки в абсолютных значениях (G90) или приращениях (G91) с соответственными адресами перемещений (например X, Y, Z).
Параметры интерполяции I, J, K, которые определяют координаты центра дуги окружности в выбранной плоскости, программируются в приращениях от начальной точки к центру окружности, в направлениях, параллельных осям X, Y, Z соответственно.
Код G03 отменяется кодами: G00, G01, G02.
G04 — пауза.
Функция G04 — команда на выполнение выдержки с заданным временем. Этот код программируется вместе с X или Р адресом, который указывает длительность времени выдержки. Обычно, это время составляет от 0.001 до 99999.999 секунд. Например G04 X2.5 — пауза 2.5 секунды, G04 Р1000 — пауза 1 секунда.
G17 — выбор плоскости XY.
Код G17 предназначен для выбора плоскости XY в качестве рабочей. Плоскость XY становится определяющей при использовании круговой интерполяции, вращении системы координат и постоянных циклов сверления.
G18 — выбор плоскости XZ.
Код G18 предназначен для выбора плоскости XZ в качестве рабочей. Плоскость XZ становится определяющей при использовании круговой интерполяции, вращении системы координат и постоянных циклов сверления.
G19 — выбор плоскости YZ.
Код G19 предназначен для выбора плоскости YZ в качестве рабочей. Плоскость YZ становится определяющей при использовании круговой интерполяции, вращении системы координат и постоянных циклов сверления.
G20 — ввод дюймовых данных.
Функция G20 активизирует режим работы с дюймовыми данными.
G21 — ввод метрических данных.
Функция G21 активизирует режим работы с метрическими данными.
G40 — отмена коррекции на радиус инструмента.
Функция G40 отменяет действие автоматической коррекции на радиус инструмента G41 и G42.
G41 — левая коррекция на радиус инструмента.
Функция G41 применяется для включения автоматической коррекции на радиус инструмента находящегося слева от обрабатываемой поверхности (если смотреть от инструмента в направлении его движения относительно заготовки). Программируется вместе с функцией инструмента (D).
Программируется вместе с функцией инструмента (D).
G42 — правая коррекция на радиус инструмента.
Функция G42 применяется для включения автоматической коррекции на радиус инструмента находящегося справа от обрабатываемой поверхности (если смотреть от инструмента в направлении его движения относительно заготовки). Программируется вместе с функцией инструмента (D).
G43 — коррекция на положение инструмента.
Функция G43 применяется для компенсации длинны инструмента. Программируется вместе с функцией инструмента (H).
G52 — локальная система координат.
СЧПУ позволяет устанавливать кроме стандартных рабочих систем координат (G54-G59) еще и локальные. Когда СЧПУ станка выполняет команду G52, то начало действующей рабочей системы координат смещается на значение указанное при помощи слов данных X, Y и Z. Код G52 автоматически отменяется с помощью команды G52 ХО YO Z0.
G54 — G59 — заданное смещение.
Смещение рабочей системы координат детали относительно системы координат станка.
G68 — вращение координат.
Код G68 позволяет выполнить поворот координатной системы на определенный угол. Для выполнения поворота требуется указать плоскость вращения, центр вращения и угол поворота. Плоскость вращения устанавливается при помощи кодов G17, G18 и G19. Центр вращения устанавливается относительно нулевой точки активной рабочей системы координат (G54 — G59). Угол вращения указывается при помощи R. Например: G17 G68 X0. Y0. R120.
G69 — отмена вращения координат.
Код G69 отменяет режим вращения координат G68.
G73 — высокоскоростной цикл прерывистого сверления.
Цикл G73 предназначен для сверления отверстий. Движение в процессе обработки происходит на рабочей подаче с периодическим выводом инструмента. Движение в исходное положение после обработки идет на ускоренной подаче.
Движение в исходное положение после обработки идет на ускоренной подаче.
G74 — цикл нарезания левой резьбы.
Цикл G74 предназначен для нарезания левой резьбы метчиком. Движение в процессе обработки происходит на рабочей подаче, шпиндель вращается в заданном направлении. Движение в исходное положение после обработки идет на рабочей подаче с обратным вращением шпинделя.
G80 — отмена постоянного цикла.
Функция, которая отменяет любой постоянный цикл.
G81 — стандартный цикл сверления.
Цикл G81 предназначен для зацентровки и сверления отверстий. Движение в процессе обработки происходит на рабочей подаче. Движение в исходное положение после обработки идет на ускоренной подаче.
G82 — сверление с выдержкой.
Цикл G82 предназначен для сверления и зенкования отверстий. Движение в процессе обработки происходит на рабочей подаче с паузой в конце. Движение в исходное положение после обработки идет на ускоренной подаче.
Движение в исходное положение после обработки идет на ускоренной подаче.
G83 — цикл прерывистого сверления.
Цикл G83 предназначен для глубокого сверления отверстий. Движение в процессе обработки происходит на рабочей подаче с периодическим выводом инструмента в плоскость отвода. Движение в исходное положение после обработки идет на ускоренной подаче.
G84 — цикл нарезания резьбы.
Цикл G84 предназначен для нарезания резьбы метчиком. Движение в процессе обработки происходит на рабочей подаче, шпиндель вращается в заданном направлении. Движение в исходное положение после обработки идет на рабочей подаче с обратным вращением шпинделя.
G85 — стандартный цикл растачивания.
Цикл G85 предназначен для развертывания и растачивания отверстий. Движение в процессе обработки происходит на рабочей подаче. Движение в исходное положение после обработки идет на рабочей подаче.
G86 — цикл растачивания с остановкой вращения шпинделя.
Цикл G86 предназначен для растачивания отверстий. Движение в процессе обработки происходит на рабочей подаче. В конце обработки происходит остановка шпинделя. Движение в исходное положение после обработки идет на ускоренной подаче.
G87 — цикл растачивания с отводом вручную.
Цикл G87 предназначен для растачивания отверстий. Движение в процессе обработки происходит на рабочей подаче. В конце обработки происходит остановка шпинделя. Движение в исходное положение после обработки идет вручную.
G90 — режим абсолютного позиционирования.
В режиме абсолютного позиционирования G90 перемещения исполнительных органов производятся относительно нулевой точки рабочей системы координат G54-G59 (программируется, куда должен двигаться инструмент). Код G90 отменяется при помощи кода относительного позиционирования G91.
G91 — режим относительного позиционирования.
В режиме относительного (инкрементального) позиционирования G91 за нулевое положение каждый раз принимается положение исполнительного органа, которое он занимал перед началом перемещения к следующей опорной точке (программируется, на сколько должен переместиться инструмент). Код G91 отменяется при помощи кода абсолютного позиционирования G90.
G94 — скорость подачи в дюймах/миллиметрах в минуту.
При помощи функции G94 указанная скорость подачи устанавливается в дюймах за 1 минуту (если действует функция G20) или в миллиметрах за 1 минуту (если действует функция G21). Программируется вместе с функцией подачи (F). Код G94 отменяется кодом G95.
G95 — скорость подачи в дюймах/миллиметрах на оборот.
При помощи функции G95 указанная скорость подачи устанавливается в дюймах на 1 оборот шпинделя (если действует функция G20) или в миллиметрах на 1 оборот шпинделя (если действует функция G21). Т.е. скорость подачи F синхронизируется со скоростью вращения шпинделя S. Код G95 отменяется кодом G94.
Т.е. скорость подачи F синхронизируется со скоростью вращения шпинделя S. Код G95 отменяется кодом G94.
G98 — возврат к исходной плоскости в цикле.
Если постоянный цикл станка работает совместно с функцией G98, то инструмент возвращается к исходной плоскости в конце каждого цикла и между всеми обрабатываемыми отверстиями. Функция G98 отменяется при помощи G99.
G99 — возврат к плоскости отвода в цикле.
Если постоянный цикл станка работает совместно с функцией G99, то инструмент возвращается к плоскости отвода между всеми обрабатываемыми отверстиями. Функция G99 отменяется при помощи G98
Понимание кодов G и M для обработки на станках с ЧПУ
Обработка на станках с ЧПУ является одним из основных процессов в производстве сложных и сложных изделий, которые применяются в различных отраслях промышленности. Однако эти процессы было бы трудно выполнить без управляющих ими машин. Без кодов G и M эти машины не могут работать.
Без кодов G и M эти машины не могут работать.
Хотя коды ЧПУ используются вместе в большинстве механических мастерских, они сильно отличаются друг от друга. Каковы различия? Как эти коды управляют функциями станков с ЧПУ? Чтобы узнать ответы на эти и другие вопросы, дочитайте эту статью до конца.
Что такое код G и код M?Как упоминалось ранее, коды G и M необходимы для обработки с ЧПУ. Однако какова точная функция программы двух букв ЧПУ? Как они управляют станками с ЧПУ? Этот раздел ответит на эти вопросы, а также выделит различия между обоими кодами.
Что такое G-код?Код G (также RS-274D) — самый популярный язык программирования ЧПУ. Большинство команд G-кода представлены в буквенно-цифровом формате 9.0018 и начните с G, что означает геометрию. G-код отвечает за движения станков с ЧПУ, сообщая машине, с чего начать, как двигаться и когда остановиться при изготовлении детали.
Однако программирование G-кода может быть довольно сложным для машинистов, поскольку разные машины считывают G-коды в разных форматах. Отличие большинства машин заключается в наличии или отсутствии пробелов между командами и в количестве нулей между буквой и цифрой в командах. Например, одна машина может использовать G3, а другая — G03. Машинисты всегда должны быть знакомы с типом машины, которую они используют. В противном случае ошибки в команде могут привести к серьезным проблемам в производстве деталей.
Хотя буква G является наиболее распространенной буквой в G-кодах при программировании ЧПУ, это не единственная используемая буква. Другие буквы также имеют тенденцию представлять разные команды. Примеры некоторых букв в G-коде:
A: Он направляет инструмент вокруг оси x.
R: Указывает радиус дуг, которые делает машина.
X, Y, Z: Эти три значения указывают положение инструментов в трех измерениях: X и Y представляют собой горизонтальный и вертикальный размеры соответственно, а Z представляет глубину.
I и J: Оба значения обозначают инкрементный центр любой дуги, которую делает машина.
N: N указывает номер строки.
В коде также используются другие буквы, которые зависят от возможностей машины.
Что такое М-код?Как и код G, код М также начинается с буквы «М». Код М представляет собой набор вспомогательных команд, управляющих всеми негеометрическими действиями станка. Машинисты называют этот код разными кодами, поскольку он управляет действиями, не связанными с резанием, такими как остановка программ, заливка станка охлаждающей жидкостью и его отключение после падения температуры.
При настройке программы букв ЧПУ с использованием кодов G и M код M должен иметь только одну команду на блок информации. Это потому, что они в основном включают и выключают машину. Следовательно, их многократное использование в одном блоке может вызвать проблемы с программой.
Как и G-коды, M-коды различаются для разных машин. Некоторые машины позволяют опускать ноль между буквой и цифрой, а некоторые нет.
Хотя операторы одновременно используют коды G и M в любом процессе обработки с ЧПУ, они различаются. Вот несколько примеров того, чем отличаются оба кода ЧПУ:
- Команды G-кода различаются на большинстве станков с ЧПУ, в то время как M-коды на большинстве станков с ЧПУ одинаковы.
- G-коды управляют движением и функциями машины, а M-коды управляют операциями вне движений.
- Код G активирует станок с ЧПУ, а код М активирует программируемый логический контроллер станка.
До появления компьютеров машинисты использовали карты или ленты для управления движениями машин.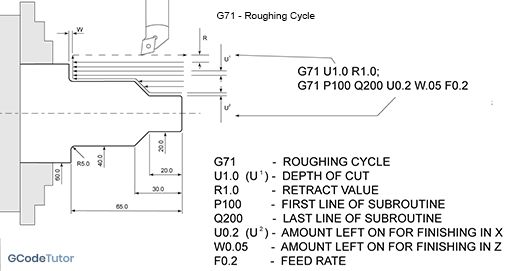 Они пробивали отверстия в этих картах в определенном порядке, чтобы создать коды. Хотя в то время это было также эффективно, это было довольно утомительно. Кроме того, эти карты были подвержены повреждению или потере в механических мастерских. В то время это привело к нескольким проблемам в производстве.
Они пробивали отверстия в этих картах в определенном порядке, чтобы создать коды. Хотя в то время это было также эффективно, это было довольно утомительно. Кроме того, эти карты были подвержены повреждению или потере в механических мастерских. В то время это привело к нескольким проблемам в производстве.
Когда машинисты начали использовать компьютеры для станков с числовым программным управлением, они все еще сталкивались с некоторыми проблемами. Это было связано с тем, что им приходилось вводить коды вручную. Это, конечно, было бы очень утомительно, когда они делали довольно сложные детали, требующие большого количества инструкций.
Однако с гораздо более продвинутыми компьютерами и программным обеспечением машинисты могут просто указывать программе, что делать. Затем программное обеспечение будет генерировать G-коды и M-коды, которые понимает машина. Благодаря программному обеспечению CAD и CAM генерация кода для функций машины стала очень простой.
Для запуска процесса программисту необходимо компьютерное программное обеспечение высокого уровня. Затем программист импортирует модель станка и приспособление для обработки в программу. Он/она также выбирает инструменты и траектории движения шпинделя. Затем программное обеспечение генерирует коды G и M, необходимые для работы машины.
Затем программист импортирует модель станка и приспособление для обработки в программу. Он/она также выбирает инструменты и траектории движения шпинделя. Затем программное обеспечение генерирует коды G и M, необходимые для работы машины.
Это краткое изложение процесса, посредством которого программирование ЧПУ управляет работой станков с ЧПУ. Хотя описанный выше процесс кажется упрощенным, на создание кодов для сложной детали могут уйти недели.
Список команд кодов G и MВ этом разделе приведены различные примеры основных кодов G и M и их значение. Часть этих кодов означает одно и то же в кодах G и M, хотя другие единицы могут различаться. Примеры этих кодов:
Список G-кодов – G-коды для токарных станков с ЧПУG00: Движение с быстрым позиционированием
G01: Движение с линейной интерполяцией или линейное движение, скругление фаски и углов – модальное
G02: Интерполяция с циркуляцией по часовой стрелке Движение – Модальный
G03: движение с круговой интерполяцией против часовой стрелки – модальное
G04: задержка (P) P=секунды.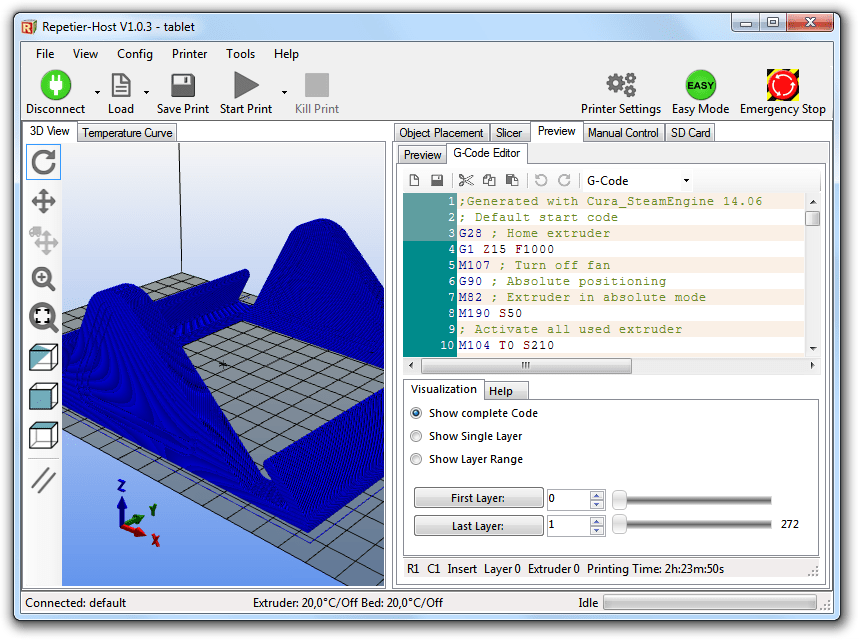 Миллисекунды
Миллисекунды
G05: точное управление движением шпинделя (приводной инструмент) – дополнительно
G09: точный останов
G10: настройка программируемого смещения
М-коды для токарных станков с ЧПУОстанов программы – Модальный
M02: Конец программы – Модальный
M03: Шпиндель в прямом направлении (S) – Модальный
M04: Шпиндель в обратном направлении (S) – Модальный
M05: остановка шпинделя — Modal
M08: охлаждающая жидкость ON — MODAL
M09: Охлаждающая жидкость OFF — MODAL
M10: Cuck Clamp — Modal
G Список кода для CNC MillingG00: Rapid Motion
G01: Линейное движение интерполяции
G02: Движение интерполяции CW
G03: CCW Интерполяция Движение
G04: Dellion
G09: точная остановка
G10: Программируемая настройка смещения
G12: CW Cirgular Pockling Milling Pockling). 0003
0003
G13: Фрезерование кругового кармана против часовой стрелки (Яснак)
G17: Выбор плоскости XY
M-коды для фрезерования с ЧПУM00: Остановка программы
M01: Остановка программы
M01: Окончание программы
3 (Окончание программы
3)
M03: шпиндель включен, по часовой стрелке (S) (настройка 144)
M04: шпиндель включен, против часовой стрелки (S) (настройка 144)
M05: остановка шпинделя
M06: смена инструмента (T) (настройка 42, 87) , 155)
M08: СОЖ вкл. (настройка 32)
M09: СОЖ отключено
M10: Тормоз 4-й оси включен
Заключение Использование станков с ЧПУ является одним из наиболее важных процессов обработки с ЧПУ. Однако эти машины не могут функционировать без кодов G и M, которые указывают им, что делать. Понимание того, как генерировать эти коды, жизненно важно для процесса обработки с ЧПУ и успешного производства деталей. Освоение этих кодов даст вам преимущество в карьере программиста ЧПУ.
Нужна компания для выполнения вашего проекта по обработке с ЧПУ? Не смотрите дальше, потому что RapidDirect обладает всеми техническими знаниями, которые вам когда-либо понадобятся. Обладая более чем двадцатилетним производственным опытом, мы располагаем опытным персоналом во всех областях производственного процесса.
RapidDirect понимает, что вам нужен отличный сервис по обработке с ЧПУ, и вы не хотите тратить много на его получение; поэтому мы предлагаем именно это. С нами вы получите исключительный сервис, который вы жаждете по очень конкурентоспособной цене. Наши услуги доступны по цене, и мы не снижаем качество ни на одном этапе.
После того, как вы поручите нам свой проект, вам не нужно беспокоиться о кодировании или каких-либо потребностях в обработке с ЧПУ. Мы берем на себя полную ответственность за проект и всегда держим наши линии связи открытыми. Мы также даем опытные рекомендации, которые могут сделать проект успешным.
Все ли станки с ЧПУ используют команды кода G?
Да! Все станки с ЧПУ используют программирование ЧПУ с G-кодом. Это инструктирует машину о том, когда, куда и как двигаться.
Сколько существует G-кодов?
Существует около сотни G-кодов. Токарные и фрезерные станки имеют отдельные коды, хотя оба станка имеют некоторые из этих кодов.
G- и M-коды для ЧПУ
Обычно используемые G-коды
Ниже приведены наиболее распространенные G-коды с указанием их функций. Те, что выделены красным, подходят для использования на станках с ЧПУ Sherline. Этот список находится в конце инструкций, прилагаемых к станку с ЧПУ Sherline. Вы также можете найти полный список на своем компьютере Sherline по адресу Приложения>ЧПУ>Краткий справочник G-кода .
G00 Разное позиционирование
G01 Линейная интерполяция
G02 Circular/Helical Interpolation (Counter -Clocklocke)
9 9997979797979797987987987987977977987798989898989898989898989898989897979797979797979797979797979897989798979н.
g04 выдержка
g10 установка начала координат системы
g17 выбор плоскости xy
G18 Выбор плоскости xz
Выбор плоскости G19 YZ
Выбор системы G20 дюйма
G21 Millimeter System Selection
G40 Диаметр отмены. левый
G42 стартовый диаметр фрезы комп. вправо
g43 смещение длины инструмента (плюс)
g49 отмена смещения длины инструмента
g53 движение в системе координат станка
g54 использовать предустановленную рабочую систему координат 1
g55 использовать предустановленную рабочую систему координат 2
g56 использовать предустановленную рабочую систему координат 3
g57 использовать предустановленную рабочую систему координат 4 g58 использовать предустановленную рабочую систему координат 9
g59 использовать предустановленную систему координат заготовки 6
g59. 1 использовать предустановленную систему координат заготовки 7
1 использовать предустановленную систему координат заготовки 7
g59.2 использовать предустановленную систему координат заготовки 8
g59.3 использовать предустановленную систему координат заготовки 9
g80 отмена режима движения (включая постоянный)
g81 постоянный цикл сверления
g82 постоянный цикл сверления с выдержкой
g83 постоянный цикл сверления со стружколомом постоянная подача
g86 растачивание, остановка шпинделя, быстрый выход, постоянный цикл
g87 обратное растачивание, постоянный цикл
g88 расточка, остановка шпинделя, ручная постоянная подача
g89 растачивание, остановка, подача, постоянный цикл
g90 режим абсолютного расстояния
g91 режим инкрементного расстояния
g92 смещение системы координат
g92.2 отмена смещения системы координат циклы
g99 Возврат уровня «R» в постоянных циклах
Более полный список G- и M-кодов
Для тех, кому интересно, вот более полный список общих кодов.
G00 Быстрое перемещение G0 X# Y# Z# до восьми осей или G0 Z# X#
G01 Скорость подачи перемещение G1 X# Y# Z# до восьми осей или G1 Z# X#
G02 Движение по часовой стрелке
G03 Движение против часовой стрелки
G04 Время задержки G04 L#
G08 Сглаживание сплайнов Вкл.
G09 Проверка точной остановки, Сглаживание сплайнов Выкл.
G10 Линейное перемещение с управлением скоростью подачи с остановкой с замедлением
G11 Останов управляемым торможением
G17 ПЛОСКОСТЬ XY
G18 ПЛОСКОСТЬ XZ
G19 ПЛОСКОСТЬ YZ
G28 Возврат к задней плоскости
G33 Нарезание резьбы (токарный станок)*
*ПРИМЕЧАНИЕ : G33 и G33.1 не будут работать на фрезерных или токарных станках с ЧПУ Sherline, поскольку шпиндель и ось не синхронизированы.
G35 Обход проверки ошибки на следующей строке
G40 Компенсация инструмента отключена
G41 Компенсация инструмента влево
G42 Компенсация инструмента вправо
G43 Компенсация длины инструмента – отрицательное направление
G44 Компенсация длины инструмента – положительное направление
G49 Компенсация длины инструмента отменена
G53 Отменить смещения рабочих координат
G54-G59 Смещения рабочих координат от 1 до 6
G61 Контурная обработка сплайнов с выключенным режимом буферизации
G64 Контурная обработка сплайнов с режимом буферизации вкл.
G65 Фрезерование прямоугольного кармана
G66 Фрезерование круглого кармана
G67 Flycut
G68 Фрезерование прямоугольного кармана с закругленными углами
G70 Дюймовый режим
G71 Миллиметровый режим
G74 Сверление с периодическим сверлением (токарный станок) G83 Z# X# R#
G81 Цикл сверления G81 X# Y# Z# R#
G82 Цикл выдержки G82 X# Y# Z# R#
G83 Цикл сверления G83 X# Y# Z# R#
G84 Цикл нарезания резьбы G84 X# Y# Z# R# C#
G85 Цикл растачивания 1 G85 X# Y# Z# R#
G86 Цикл растачивания 2 G86 X# Y# Z# R#
G88 Цикл растачивания 3 G88 X# Y# Z# R#
G89 Цикл растачивания 4 G89 X# Y# Z# R#
G90 Абсолютный режим
G91 Инкрементальный режим
G92 Сброс исходной координаты G92 X# Y# Z#
G94 Режим IPM (токарный станок) по умолчанию
G95 Режим IPR (токарный станок)
G96 Включение постоянной подачи поверхности (токарный станок)
G97 Выключение постоянной подачи поверхности (токарный станок)
Общие М-коды
М-коды по умолчанию используются на большинстве типов станков. Настраиваемые пользователем М-коды будут меняться в зависимости от приложения и определения пользователя.
Настраиваемые пользователем М-коды будут меняться в зависимости от приложения и определения пользователя.
M00 Остановка программы Полный список станков с ЧПУ G-коды и M-коды. Этот список кодов G и M можно использовать в качестве справочного материала при программировании или обучении программированию станков с ЧПУ. Полный список кодов G и M, которые являются общими почти для всех систем управления ЧПУ, которые используются в мастерских станков с ЧПУ по всему миру. Contents
M01 Опциональная остановка программы
M02 Завершение программы
M03 Включение шпинделя по часовой стрелке, лазер, пламя, включение питания
M04 Включение шпинделя против часовой стрелки
M05 Останов шпинделя, питание лазера
M06 Смена инструмента
M08 СОЖ вкл.
M09 СОЖ выкл.
M10 Зарезервировано для смещения высоты инструмента
M13 Шпиндель вкл., СОЖ вкл.
M30 Завершить программу при использовании макросов0229 M92 Абсолютное отображение показаний
M97 Переход к номеру строки или переход к нему
M98 Переход к макросу или подпрограмме
M99 Возврат из макроса или подпрограммы
M100 Сброс нуля станка
M199 Середина запуска программы и токарный станок
CNC Milling G Code List
G code Description G00 Rapid Traverse G01 Linear Interpolation G02 9049 G02 959 G02 G02 9049 Circular interpolation CCW G04 Dwell G17 X Y plane selection G18 Z X plane selection G19 Y Z plane selection G28 Возврат в референтную позицию G30 Возврат во 2-ю, 3-ю и 4-ю референтную позицию G40 Отмена коррекции на режущий инструмент G41 Cutter compensation left G42 Cutter compensation right G43 Tool length compensation + direction G44 Tool length compensation – direction G49 Отмена коррекции на длину инструмента G53 Выбор системы координат станка G54 Система координат заготовки 1 выбор G55 Workpiece coordinate system 2 selection G56 Workpiece coordinate system 3 selection G57 Workpiece coordinate system 4 selection G58 Workpiece coordinate system 5 selection G59 Выбор системы координат заготовки 6 G68 Вращение координат G69 Coordinate rotation cancel G73 Peck drilling cycle G74 Left-spiral cutting circle G76 Fine boring cycle G80 Canned cycle cancel G81 Цикл сверления, цикл точечного растачивания G82 Цикл сверления или цикл зенкерования G83 Peck drilling cycle G84 Tapping cycle G85 Boring cycle G86 Boring cycle G87 Back boring cycle G88 Boring цикл G89 Цикл сверления G90 Абсолютная команда G91 8 Команда увеличения0459 G92 Setting for work coordinate system or clamp at maximum spindle speed G98 Return to initial point in canned cycle G99 Return to R point in canned cycle Токарный станок с ЧПУ Список G-кодов
G-код Описание G00 Ускоренный ход Интерполяция 98 10454 G00459 G02 Circular interpolation CW G03 Circular interpolation CCW G04 Dwell G09 Exact stop G10 Programmable data input G20 Ввод в дюймах G21 Ввод в мм G22 Функция проверки сохраненного хода на G23 Stored stroke check function off G27 Reference position return check G28 Return to reference position G32 Thread cutting G40 Отмена компенсации на радиус вершины инструмента G41 Коррекция на радиус вершины инструмента слева G42 Коррекция на радиус вершины инструмента справа G70 Finish machining cycle G71 Turning cycle G72 Facing cycle G73 Pattern repeating cycle G74 Peck drilling cycle G75 Цикл обработки канавок G76 Цикл нарезания резьбы G92 Настройка системы координат или макс.