Приспособления для соединения — jet-online.ru
Фильтр
- Сортировать по:
- цене ↑
- цене ↓
- Товаров: 92
- 1
- 2
- →
Бренд
CMT
Kreg
Narex
STG
Wolfcraft
Тип изделия
Бит
Приспособление
Сверло
770 ₽
W2918000
Набор для соединения на шкантах 10 мм.
5561 ₽
KPC1040
Сверло для вырезания заглушек — Micro Ø7,54 мм
6792 ₽ 7660 ₽
W4650000
Рейка-шаблон для выполнения соединений на шкантах
510 ₽
D6X2
Комплект из двух бит 152,4 мм Kreg Jig, квадратный шлиц D6X2
W2916000
Набор для соединения на шкантах 6 мм.
1574 ₽ 1710 ₽
MKJKIT-EUR
Приспособление для соединения саморезами Kreg Jig Mini (MKJ)
2118 ₽
KPHJ310-INT
Приспособление для соединения саморезами Pocket-Hole Jig 310
2746 ₽ 3110 ₽
W4688000
Держатель бит угловой 90°
3178 ₽
KHI-SLIDE-INT
Приспособление для установки выдвижных ящиков
4638 ₽ 5230 ₽
W4642000
Набор для скрытого соединения деревянных деталей
5561 ₽
KPC1020
Сверло для вырезания заглушек Ø9,5 мм
5561 ₽
KPC1060
Сверло для вырезания заглушек HD Ø12,7 мм
5965 ₽ 7601 ₽
KJHD
Приспособление для соединения саморезами Kreg Jig® HD
8689 ₽
KPCS
Кондуктор для изготовления заглушек
11 264 ₽
KHI-PROMO-INT-21
Набор для установки мебельной фурнитуры KHI-PROMO-INT-21
13 992 ₽
KPHJ720-MKJKIT
Кондуктор для сверления KPHJ720 + MKJKIT-EUR
16 498 ₽
KPHJ720PRO-INT-21
Кондуктор Kreg Pocket-Hole Jig 720 Pro с комплектом для установки на верстак и клещами KHC3-INT
424 ₽
DDS-INT
Комплект из двух бит 76 мм и 152 мм Kreg Jig, квадратный шлиц #2
544 ₽
KPHA330
Шестигранный ключ с разметкой и стопорное кольцо
552 ₽
D6HD
562 ₽
KPHA150
Держатель струбцины для Pocket-Hole Jig 310 & 320
600 ₽
KMS7511
Прижим Track Clamp
740 ₽
W2917000
Набор для соединения на шкантах 8 мм.
777 ₽
DECKDRIVER
отверточная вставка квадрат для приспособления Deck Jig 152,4 мм шестигранный хвост., огран. кольцо, ключ шес
790 ₽
MKJ
Приспособление для соединения саморезами Jig Mini
1020 ₽
DECKSPACER-BLUE
Вставки для установки зазора для приспособления Deck Jig синий пластик
1120 ₽
KJDCA
Адаптер для присоединения стружкоотсса (пластик)
1128 ₽DECKSPACER-RED
Вставки для установки зазора для приспособления Deck Jig красный пластик
1128 ₽
KPHA120
Набор из 2-х соединителей для Pocket-Hole Jig 310 & 320
1130 ₽
KMA3210
Сверло 1/4″
1155 ₽
KJSS
Опора со стопором
1155 ₽
KDGADAPT
Удлиннитель сверлильного кондуктора (пластик)
1280 ₽
stg107002
Кондуктор для сверления отверстий под мебельные шканты 6, 8, 10 мм
1290 ₽
872100
Кондуктор для сверления отверстий под мебельные шканты 8 мм
1410 ₽
W4685000
Шаблон для сверления 4, 5, 6, 8, 10 мм.
1530 ₽
MKJKIT
Приспособление для соединения саморезами Kreg Jig Mini под углом
1788 ₽
KMA3215
Сверло 5 мм.
1853 ₽
KPHA760
Струбцина для Pocket-Hole Jig 520/720
1906 ₽
KPHA110-INT
Набор из направляющей для сверления и расширителя для Pocket-Hole Jig 310 & 320
1954 ₽
DKDB
Сверло ступенчатое для DK1100, DK3100, DK5100, Foreman и Jig
2064 ₽
KPHA300
Ступенчатое сверло с хвостовиком HEX и разметкой
2172 ₽
KPDGB
База для сверлильного кондуктора портативная Jig
2182 ₽
KHI-BIT
Сверло для Concealed Hinge Jig KHI-HINGE
2270 ₽
SK04-INT
Набор шурупов стартовый (260 шт.
2280 ₽
W4640000
Кондуктор для сверления отверстий под мебельные шканты 6, 8, 10 мм
2330 ₽
KJD
Сверло ступенчатое HSS для Kreg Jig
2398 ₽
KJD/MICROBIT
Сверло ступенчатое HSS для MICRO POCKET
2460 ₽
QUIK-BIT-INT
Сверло ступенчатое шестигранный хвостовик для KREG JIG
2478 ₽
KPHA540
Сверло Micro-Pocket со стопорным кольцом и ключом для Pocket-Hole Jig 520 и 720
2478 ₽
KPHA308-INT
Сверло, шестигранный ключ с разметкой и стопорное кольцо
KJD/DECKBIT
KJD/DECKBIT Сверло для Deck Jig, 152,4 мм
2970 ₽
LH-DKDB
Сверло ступенчатое 3/8″ HSS для DK3100
3030 ₽
W4645000
Шаблон для шкантов в наборе с шкантами и сверлами
3100 ₽
R3-EUR
Приспособление для соединения саморезами Kreg Jig Jr.
3178 ₽
KHI-HINGE-INT
Кондуктор для врезания петель Concealed Hinge Jig
3178 ₽
KHI-PULL-INT
Кондуктор для установки ручек
3528 ₽
KJDHD
Сверло ступенчатое HSS для HD
3594 ₽
DB210-HDB
Ступенчатое сверло HD с направляющей для FOREMAN
3690 ₽
KMA3200
Кондуктор для сверления отверстий d=1/4″ для полкодержателей
3793 ₽
999.505.10
Приспособление для сращивания — кондуктор POCKET-PRO
Показать еще
- 1
- 2
- →
Приспособление кондуктор. Приспособление для контроля биения заплечика
Машиностроение \ Технология машиностроения
Страницы работы
6 страниц (Word-файл)
Посмотреть все страницы
Скачать файл
Фрагмент текста работы
2.
 Конструкторский
раздел
Конструкторский
раздел2.1 Приспособление кондуктор
2.1.1 Назначение, принцип действия и описание работы
кондуктора
Кондуктор поворотный предназначен для последовательного сверления четырех отверстий диаметром 15 мм в детали стакан КПР 6204201.
Деталь устанавливается на кольцо 5 приспособления с упором в опору 4. Кольцо жестко связано с валом 3 штифтом 20. Вал крепится к корпусу 1 посредством шайбы 2 и гайки 16.
Установка детали в необходимое положение осуществляется при помощи ловителя. Ловитель состоит из кронштейна 6, направляющей 10 и крышки 9 с винтом 8. По направляющей перемещается призма 7. Ориентация детали осуществляется вручную при помощи винта 8 посредством перемещения призмы 7.
Зажим детали осуществляется вручную при помощи гайки 14 и
быстросменной шайбы 21.
Кондуктор устанавливается на столе вертикально-сверлильного станка модели 2Н135 и крепится к нему при помощи четырех болтов 13 для Т-образного паза и четырех гаек 15.
2.1.2 Расчет кондуктора на точность
Приспособление применяется для обработки отверстий спиральными сверлами на вертикально-сверлильном станке модели 2Н135. Обработка производится многошпиндельной сверлильной головкой.
Базирование заготовки см. рисунок 6.
Рисунок 6 – Схема базирования заготовки.
Расчетная суммарная погрешность приспособления определяется по формуле
,
где k1 – коэффициент, равный 0,8-0,85. Принимаем k1=0,8;
k2 – коэффициент, равный 0,6-1,0. Принимаем k2=0,6;
Δуст – погрешность установки, которая зависит от
типа приспособления и, главным образом, от характера зажима детали и не зависит
от схемы базирования и метода обработки, Δ
– действительное значение
погрешности базирования заготовки в приспособлении, ε=0, т. к. установка совмещена
конструкторская и технологическая базы;
к. установка совмещена
конструкторская и технологическая базы;
– точность обработки, получаемая при выполнении данной операции. Экономическая точность расположения отверстий с параллельными осями =0,4 мм=400 мкм.
В результате расчетов видно, что приспособление обеспечивает заданную точность обработки.
2.1.3 Расчет необходимого усилия зажима
При сверлении на деталь действует крутящий момент Мкр и осевая сила резания Ро.
На рисунке 7 показана схема действия сил.
Рисунок 7 – Схема действия сил.
Возникающий крутящий момент Мкр стремится повернуть заготовку вокруг оси по направлению вращения сверла, а осевая сила Ро прижать к установочной плоскости. Сила закрепления W возникает в результате зажатия гайкой. Реакция опоры R уравновешивает силы, действующие на заготовку.
Силы трения находятся по формулам
где f – коэффициент трения на рабочих поверхностях зажимов; f=0,25.
Составим уравнения равновесия:
При сверлении крутящий момент и осевая сила определяются по формулам
;
где D – диаметр обработки, D=15 мм;
s – подача. По рекомендациям принимаем s=0,1 мм/об;
Кр – коэффициент, учитывающий фактические условия обработки и зависит только от обрабатываемого материала, Кр=1,0.
Значения коэффициента и показателей степени определяем по рекомендациям
Находим силы: W=1025 Н; R=3508 Н.
Значение силы закрепления с учетом коэффициента запаса
где K – коэффициент запаса;
,
где – гарантированный коэффициент запаса для всех случаев, =1,5;
– коэффициент, учитывающий состояние поверхности заготовок, для чистовой заготовки =1,0;
– коэффициент, учитывающий увеличение сил резания от прогрессирующего затупления инструмента, при сверлении =1,15;
– коэффициент, учитывающий
увеличение силы резания при прерывистом резании. При сверлении =1,0;
При сверлении =1,0;
– коэффициент, учитывающий постоянство силы зажима, развиваемой силовым механизмом приспособления. Для ручного привода =1,3;
– коэффициент, учитываемый только при наличие моментов, стремящихся повернуть обрабатываемую деталь. Если обрабатываемая деталь установлена на опоры, то =1,0.
Подставляя значения, получим расчетное значение коэффициента запаса
Необходимое усилие зажима:
2.1.4 Расчет элементов кондуктора на прочность
Проводим расчет резьбы на смятие:
,
где σсм – расчетное напряжение смятия МПа;
Q – усилие зажима, Н;
D – диаметр резьбового соединения, мм2;
[σсм] – допускаемое напряжение смятия в соединениях, несущих осевую нагрузку, [σсм]=80 МПа.
Конструктивно принимаем резьбу М16, что обеспечит надежное закрепление обрабатываемой детали.
Крутящий момент Мкр, который нужно приложить к
гайке для надежного закрепления заготовки.
2.2 Приспособление для контроля биения заплечика
2.2.1 Назначение, принцип действия и описание работы приспособления
Данное приспособление предназначено для контроля биения заплечика в детали стакан КПР 6204201.
Приспособление состоит из корпуса 1, к которому крепится упор 2, пробка 12, в которой расположен шток 6, плунжер 7 и пружина 13. К корпусу 1 крепится державка 3, в которую устанавливается индикатором часового типа 11 и зажимается винтом. Также к корпусу крепится скоба 5 при помощи болтов 9, на которой устанавливается ручка 4 и крепится гайкой 10.
Работа приспособления заключается в следующем:
— Установка приспособления до касания его с заплечиком.
— Установка щупа индикатора к проверяемой поверхности с натягом
Похожие материалы
Информация о работе
Скачать файл
как сделать приспособление для сверления отверстий в мебели с помощью дрели
Очень часто при ремонте мебели или её сборке нужно точно просверлить отверстия для комфирмата, нагеля и других крепежей. Если сверлить лист ДСП, то простым сверлом сделать это практически невозможно, поскольку отверстие разбивается и не всегда получается сделать прямой угол. Поэтому для таких работ обязательно нужно иметь инструмент, который называется кондуктор.
Если сверлить лист ДСП, то простым сверлом сделать это практически невозможно, поскольку отверстие разбивается и не всегда получается сделать прямой угол. Поэтому для таких работ обязательно нужно иметь инструмент, который называется кондуктор.
Классификация кондукторов
Главная функция кондукторов — это обеспечение прямолинейности в сверлении деревянных поверхностей на протяжении всей глубины отверстия. Такие приспособления в обработке металла используются довольно часто и, как правило, поставляются прямо со станком. В связи с необходимостью создания подобных отверстий в производстве мебели в большом количестве такие приспособления очень востребованы среди мастеров.
Существуют такие разновидности кондукторов:
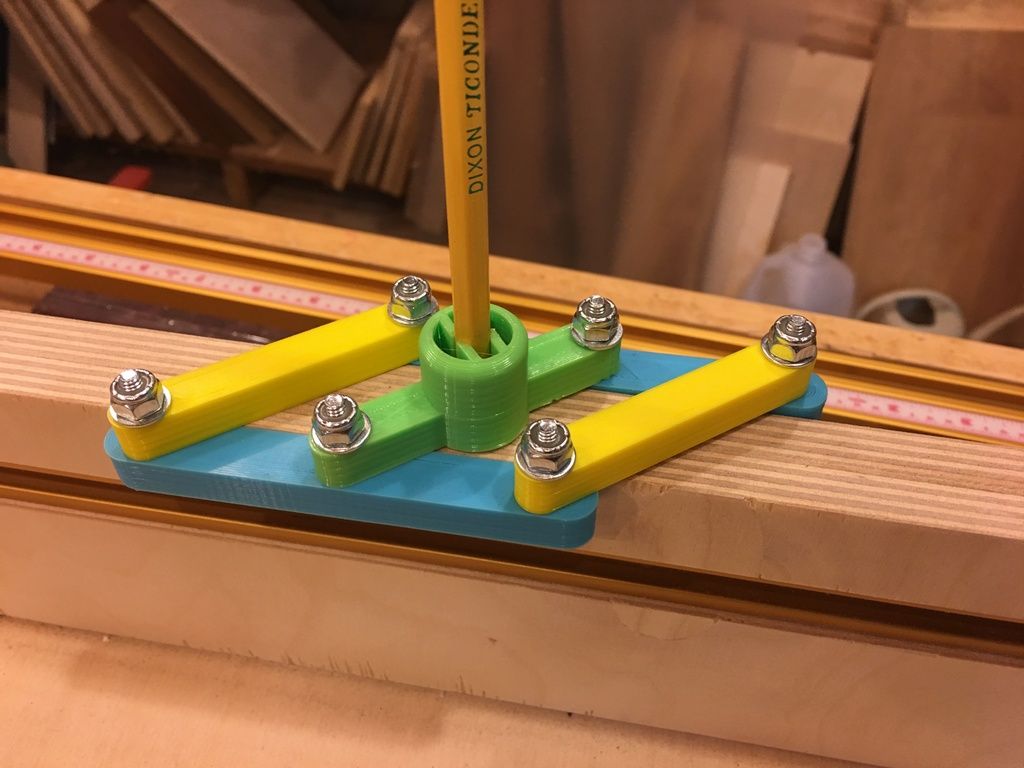
- Накладные. Подобный вид не требует фиксации перед началом работы. Они практичны и просты, но пользоваться ими следует только одной рукой, если дрель не установлена на специальную станину. Сделать самостоятельно такой кондуктор можно легко и просто, а использовать необходимо в ДСП плитах.

- Поворотные. С их помощью можно сделать два отверстия в плоскостях, которые прилегают друг к другу. Выполняется такая операция благодаря откидному кронштейну.
- Кондуктор для сверления отверстий под углом. Этот вариант применяется в узкоспециализированных отраслях. С его помощью можно просверлить отверстия под углом. Иногда используется вместе с накидными кондукторами.
- Скользящие. Они предназначены для сверления отверстий в нескольких местах, но при этом первичные установки остаются неизменными. Они в основном используются профессионалами, а для успешной работы необходим небольшой опыт.
Если кондуктор имеет достаточную жёсткость, то его можно использовать не только на ровных плоскостях, но и для кривых труб и т. п. В этом случае он закрепляется с помощью струбцины. Но ни в коем случае ее нельзя использовать для крепления на деревянных поверхностях, так как можно испортить мебель. Его можно купить в магазине, а также сделать своими руками.
Кондуктор по факту является шаблоном для проделывания отверстий, с помощью которого такую работу можно сделать с максимальной точностью. В связи с простотой строения конструкции они часто применяются не только в сферах производства мебели. В частности, активно используют в сфере машиностроения для сверления отверстий в различных заготовках и т. п. Не стоит забывать и о мебельной индустрии, где такое приспособление используется для разнообразных нужд при сборке мебельной фурнитуры.
В связи с простотой строения конструкции они часто применяются не только в сферах производства мебели. В частности, активно используют в сфере машиностроения для сверления отверстий в различных заготовках и т. п. Не стоит забывать и о мебельной индустрии, где такое приспособление используется для разнообразных нужд при сборке мебельной фурнитуры.
Применение
Используют сверлильный кондуктор во многих сферах деятельности. Чаще всего в строительстве. Но помимо этого выделяют еще несколько важных отраслей.
Мебель
Во время сборки многие мастера сталкиваются с такой проблемой, как нехватка отверстий. В этом случае приходится делать новые самостоятельно. Чтобы сделать это с легкостью рекомендуется применять кондуктор. С его помощью вся работа сделается быстро, качественно и точно. Также прибегать к помощи подобного приспособления нужно мастерам, не имеющим специального станка.
Современная сборка отличается широким выбором мебельной фурнитуры и различных крепежей. Все это требует точной установки без смещений. Именно в этом и поможет кондуктор.
Все это требует точной установки без смещений. Именно в этом и поможет кондуктор.
Трубы
Сделать отверстия правильной формы на цилиндрических поверхностях достаточно сложно. Применять сверло в этом случае бесполезно. Оно будет постоянно соскальзывать, а значит все они получатся неправильной формы. Для этого рекомендовано использовать кондуктор.
Дополнительно с ним можно использовать приспособления, которые помогают делать перпендикулярные отверстия. Также оно поможет обработать скругленные элементы и кромки.
Особенности самостоятельного производства
При проектировании кондуктора под конфирмат необходимо правильно рассчитать, какие функции он должен будет выполнять в последующем. Делать его нужно под наиболее часто используемые крепления в доме. Если такое приспособление требуется мебельщикам для постоянной работы, то лучше купить заводский образец, который отличается большой точностью работы. К тому же производители зачастую в комплекте прилагают дополнительные крепежи, упоры и шаблоны.
Конструкция под конфирматы и шканты
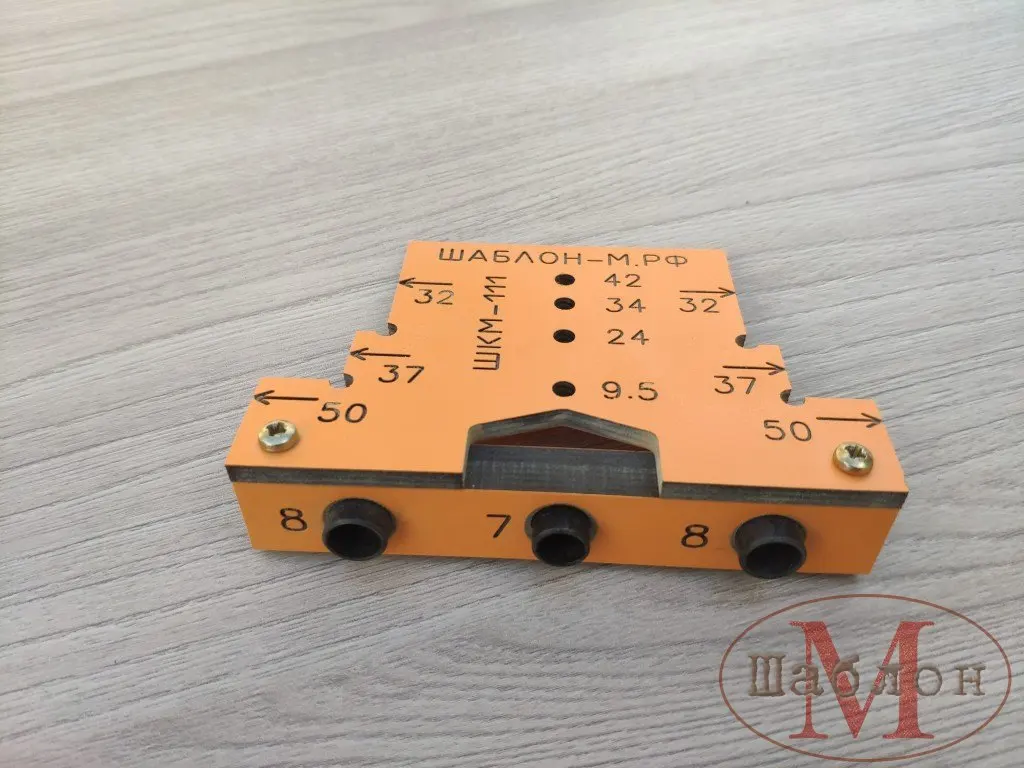
Мебельный кондуктор для сверления отверстий под шкант и конфирмат — очень необходимое приспособление для мебельщиков. Особенно если используется ДСП материал.
Для этих целей используют два вида кондуктора:
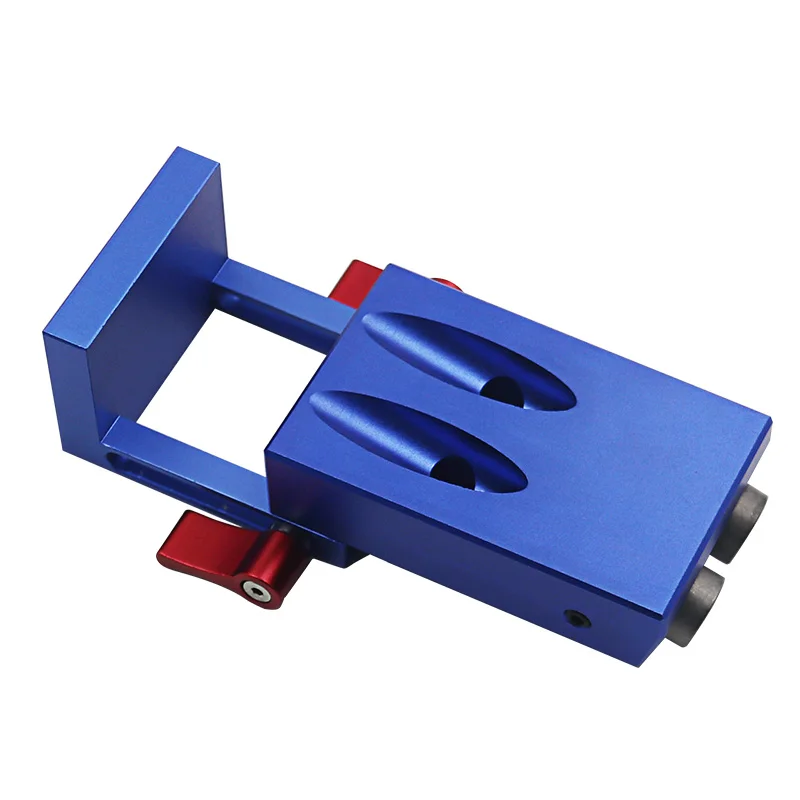
- Кондуктор для шкантов со струбцинным креплением с множеством функций. Основой такой конструкции является уголок из толстого алюминия. Так как приспособление довольно длинное, посередине есть дополнительное крепление. При поворачивании уголка на девяносто градусов хорошо помогает увеличенная толщина приспособления. Втулки на конструкции располагаются на расстоянии наиболее часто использованному для конфирматов и шкантов при производстве мебели.
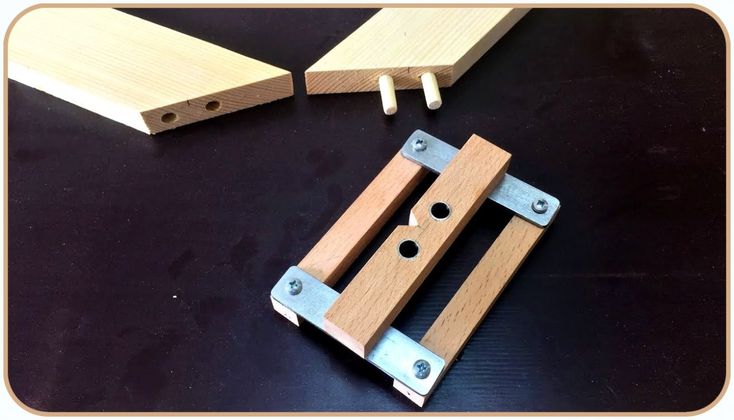
- Двухползунковый кондуктор, который применяется для проделки отверстия в двух скреплённых между собой деталях. Конструкция состоит из двух планок, которые соединяются крепежом. Имеет несколько отверстий, благодаря чему можно устанавливать приспособления на различной ширине.
Техническая сторона
Стоит подробно ознакомиться с несколькими техниками сверления.
Под конфирмат
При самостоятельном изготовлении мебели часто используются конфирматы. Для такого сверления используют специальные сверла с размером 4,5 мм. Его легко узнать по дополнительной головке.
Торцевая сверловка
Это самая сложная техника. Сверло должно расположиться перпендикулярно торцу. В этом случае дрель нужно держать крепко и ровно. Очень удобно использовать специальное оборудование.
Сверловка в двух деталях одновременно
Это самый точный и быстрый способ. Для такого метода необходимо подготовить специальные зажимы (струбцины). Фиксирование должно быть качественным, чтобы детали не шатались.
Сверловка под шканты
Для этого используют сверло размером примерно 8 мм. Чтобы на детали не получились сквозные отверстия необходимо установить специальный ограничитель глубины. Для торца рекомендовано использовать тоже сверло, а глубина не должна превышать 20 мм.
Сфера использования
Мебельные кондукторы — это приспособления, без которых не обойдётся ни один мебельщик в процессе работы. Такие устройства позволяют избежать основной проблемы при производстве мебели, а именно вхождения сверла не под тем углом. Если сделать подобную ошибку, то её впоследствии очень сложно исправить или вовсе невозможно. Такое приспособление не только даёт возможность правильно направить сверло при работе, но и позволяет инструменту постоянно держать нужную траекторию (ровную, перпендикулярную или под углом).
Подобные приспособления используются как при проектировании и производстве мебели, так и при сборке, когда есть необходимость проделки отверстий для крепления элементов между собой. Зачастую для таких действий используются кондуктора под комфирматы или шканты, без которых ровные отверстия выполнить невозможно. Также без этого устройства не обойтись при необходимости проделки отверстий под углом или в торце тонкой плиты (особенно важно использовать устройство при работе с ДСП плитами).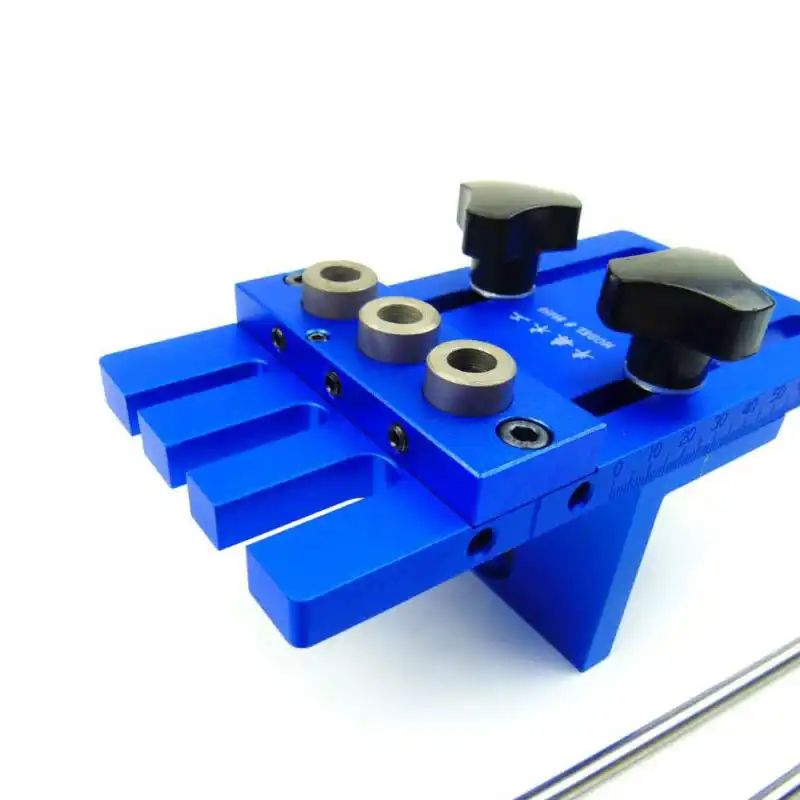
При сверлении отверстий при помощи такой конструкции сам процесс происходит быстро и просто. Крепёж позволяет делать работу на любом удалении от края плиты, а также независимо от её ширины.
В мебельной индустрии очень часто используются шканты в качестве крепежей. Но в то же время этот вариант уже существует давно, и их использование требует обязательного наличия при работе сверлильного кондуктора. Единственным условием и в то же время проблемой является тот фактор, что соединяемые детали между собой должны иметь прямой угол при работе. Поэтому подобные элементы должны располагаться точно перпендикулярно друг к другу. При изготовлении отверстий для шкантов и присадке деталей очень трудно будет обойтись без кондуктора.
Назначение
Данное приспособление требуется чтобы направить сверло с высокой точностью в заданное место, обеспечив при этом прямоту и точность его прохождения по всей глубине просверливания отверстия. Работая с ручной дрелью, довольно сложно выдерживать заданное направление. При необходимости выполнять ряд отверстий на определенном расстоянии друг от друга приходится делать разметку для каждого из них. В шаблоне для мебели имеются сквозные отверстия для вхождения сверла, места которых соответствуют чертежу изделия.
При необходимости выполнять ряд отверстий на определенном расстоянии друг от друга приходится делать разметку для каждого из них. В шаблоне для мебели имеются сквозные отверстия для вхождения сверла, места которых соответствуют чертежу изделия.
При отсутствии кондуктора приходится прибегать к более трудоемкому способу – накерниванию разметочных линий. Керн – это углубление на поверхности при ударе молотком по специальному конусу, называемому кернером. При установке кондуктора над заданной точкой начинать работать можно без накернивания. Сверло попадет в нужную точку точно и не отклоняется от заданного направления.
Кондуктор применяют на стадии сборки, крепежа фурнитуры и при иных технологических операциях. При необходимости выполнения нескольких рядов отверстий по шаблону кондуктор значительно экономит время. Практически незаменимым кондуктор бывает, когда отверстия планируются в закругленной форме. Конец сверла при нажатии соскакивает с обозначенного чертежом места. Кондуктор фиксируется на детали и точно выполняет работу.
Практически для любой мебели кроме деревянной используют металлические конструкции. Часто они представляют собой трубы, сквозь которые необходимо просверлить ряд отверстий
В этом случае при изготовлении кондуктора особое внимание следует уделить надежному креплению его на металлической трубе. Как правило, угол при сверлении должен составлять 90˚
Более редкий и трудный вариант – сверление «наискось». При этом следует делать регулировку длины фиксирующих элементов. Сверлить по касательной невозможно, просто держа дрель в руках. Работа с использованием кондуктора для мебели делает этот процесс несложным. Следует выставить высоту. При этом заготовку плотно прижимают к упору. Отверстия получаются точными и под требуемым углом.
Существенным достоинством применения проводника шаблона для мебельных изделий является то, что отверстия получаются соосными. При применении проводника отпадает необходимость делать расчет и размечать места для отверстий. Это понижает трудоемкость и уменьшает время работы.
Даже простое приспособление в виде планки с упором намного облегчает и ускоряет процесс изготовления однотипных отверстий
Приспособление и приспособление: кое-что, что вам нужно знать
Обработка с ЧПУ как производственный процесс включает в себя использование многих инструментов. Эти инструменты уникальны, но они разнообразны. Это означает, что каждый из них применим в различных возможностях. Из множества инструментов, используемых при обработке с ЧПУ, люди путают два инструмента: шаблон и приспособление.
Чтобы прояснить путаницу между шаблоном и приспособлением, в этой статье будут представлены инструменты с точки зрения их типов, различий и использования. В конце концов, вы сможете ответить на вопрос, для чего нужны приспособления и приспособления? Готовы погрузиться в знания? Давайте приступим!
Что такое приспособление? Кондуктор — это устройство, используемое для закрепления заготовки и детали машины на рабочей станции. Он прикреплен к станкам с ЧПУ, таким как режущий инструмент токарного станка, где он определяет местоположение и движение. Это означает, что он в некотором роде направляет такие обрабатывающие инструменты. Кондукторы уникальны тем, что при их перемещении инструмент становится неподвижным.
Он прикреплен к станкам с ЧПУ, таким как режущий инструмент токарного станка, где он определяет местоположение и движение. Это означает, что он в некотором роде направляет такие обрабатывающие инструменты. Кондукторы уникальны тем, что при их перемещении инструмент становится неподвижным.
Шаблоны являются распространенными устройствами в станках с ЧПУ и бывают разных типов. Ниже приведены распространенные типы зажимных приспособлений, используемых в операциях механической обработки.
- Шаблонные приспособления : Эти приспособления просты и идеальны благодаря своей точности. Они также имеют огромную скорость. Однако машинисты используют их больше для точности, чем для скорости. Шаблонные приспособления используются по-разному. Например, вы можете установить их поверх или в заготовку. Однако они обычно не зажимаются.
- Приспособления для угловых пластин : Приспособления для угловых пластин идеально подходят для удержания деталей, подготовленных для сверления, под углом к их монтажным локаторам.

- Пластинчатые приспособления : Пластинчатые приспособления аналогичны шаблонным приспособлениям с теми же способами использования. Однако, в отличие от приспособлений для шаблонов, они имеют встроенные зажимы для удержания заготовки.
- Приспособления для листьев : У них есть откидная створка, которая облегчает загрузку и выгрузку деталей. Откидной лист не окружает деталь полностью.
Приспособление или приспособление с ЧПУ — еще один популярный инструмент для обработки с ЧПУ, который считается средством стабильности, поддержки и позиционирования. Как и приспособление, он служит для закрепления, поддержки или монтажа заготовки на станке с ЧПУ.
Типы приспособлений Большинство машинистов не знакомы с классификацией приспособлений. Неудивительно, что у них есть проблема с выбором правильного для своей работы. Приспособления, показанные ниже, основаны на трех вещах: операциях обработки, использовании и источниках питания. Список будет обобщен. Полную версию можно найти в нашей статье о приспособлениях для ЧПУ.
Приспособления, показанные ниже, основаны на трех вещах: операциях обработки, использовании и источниках питания. Список будет обобщен. Полную версию можно найти в нашей статье о приспособлениях для ЧПУ.
- Токарные приспособления.
- Приспособления для фрезерования.
- Сверлильные приспособления.
- Расточные приспособления.
- Шлифовальные приспособления.
Существуют и другие типы приспособлений в зависимости от типа операции обработки. Мы пришли к выводу, что каждая операция обработки с ЧПУ, для которой требуется приспособление, носит название операции. Поэтому для таких операций, как хонингование и притирка, у вас есть приспособления для хонингования с ЧПУ и приспособления для притирки с ЧПУ соответственно.
Крепежные инструменты в зависимости от их применения- Универсальные приспособления.
- Специальные приспособления.
- Крепления в сборе.
- Модульные светильники.
- Комбинированные светильники.
- Ручное приспособление.
- Пневматическое приспособление.
- Гидравлическое приспособление.
- Электрический светильник.
- Магнитный фиксатор.
- Вакуумное приспособление.
Вы также можете просмотреть этот видеоурок для шаблонов и приспособлений:
Различия между зажимным приспособлением и приспособлением Для людей, плохо знакомых с фиксацией заготовки на станках с ЧПУ или новичков в обработке с ЧПУ в целом, приспособление и приспособление могут быть двумя очень запутанными инструментами. Оба инструмента похожи и способствуют повышению производительности и эффективности. Однако функционируют они по-разному. Ниже приведены некоторые выделенные различия между зажимным приспособлением и приспособлениями.
Основная функция
Основные различия зажимных приспособлений и приспособлений заключаются в их основных функциях. Кондуктор направляет фрезу для работы в заданном месте на заготовке. Он также поддерживает и находит деталь. Крепление, однако, только закрепляет, поддерживает и фиксирует заготовку. Он не направляет часть машины.
Сложность
При сравнении шаблона и приспособления машинист соглашается, что шаблоны проще в использовании. Приспособления требуют от машинистов определенных навыков перед выполнением операции.
Вес
Другим свойством, на которое следует обратить внимание, является вес, при котором кондукторы легче приспособлений. Крепления тяжелее, потому что они должны выдерживать огромную силу резания и вибрацию.
Независимо от того, установлены ли они на станке
Кондукторы можно удерживать или закреплять на столе в зависимости от типа работы, для которой они используются.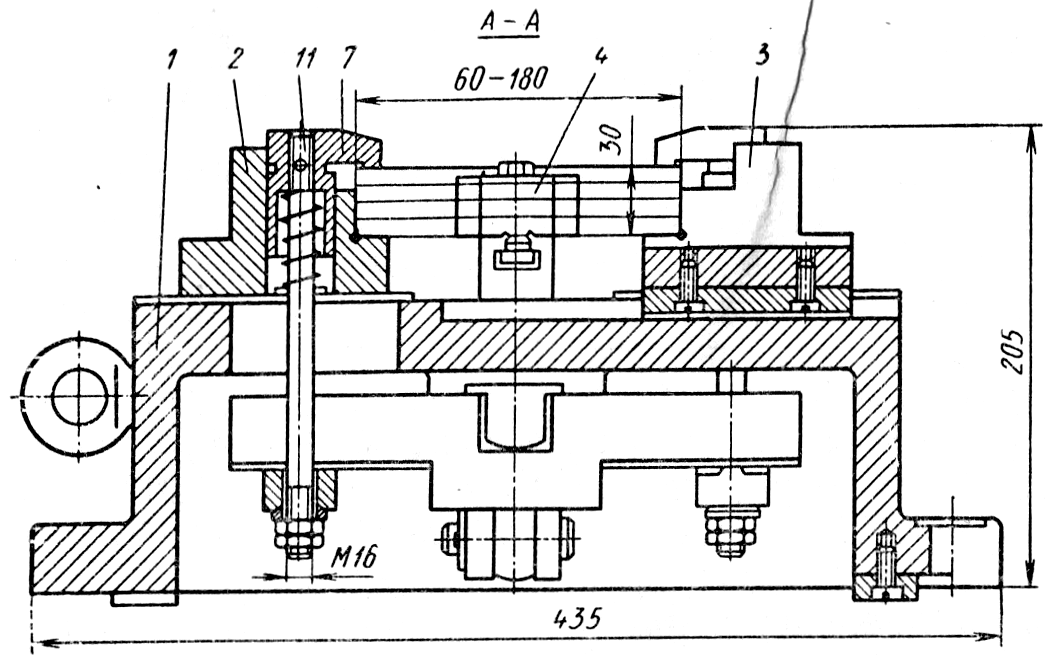 Также кондукторы не требуют дополнительных приспособлений при использовании на тяжелых работах, хотя их может потребоваться зажим. Однако приспособления требуют зажимов и аксессуаров для лучшего функционирования.
Также кондукторы не требуют дополнительных приспособлений при использовании на тяжелых работах, хотя их может потребоваться зажим. Однако приспособления требуют зажимов и аксессуаров для лучшего функционирования.
Дизайн
С точки зрения конструкции приспособления более сложны, чем приспособления.
Соприкасаются ли они с инструментом
Крепления не обязательно должны соприкасаться с деталью машины, поскольку их конструкция соответствует этой детали. Однако приспособление должно соприкасаться с инструментом для точной установки угла и положения.
Почему шаблон и приспособление важны для обработки? И шаблон, и приспособление очень важны при обработке с ЧПУ, поскольку их преимущества делают их широко применимыми. Далее будут представлены области применения и преимущества операций по изготовлению зажимных приспособлений и приспособлений.
Далее будут представлены области применения и преимущества операций по изготовлению зажимных приспособлений и приспособлений.
Приспособление и приспособление обычно служат для закрепления заготовки и деталей станка. Однако между ними есть разница. Приспособления подходят для токарных, фрезерных, шлифовальных, долбежных и других многомерных операций. . С другой стороны, приспособления подходят для зенковки, нарезания резьбы, сверления, развертывания и других одномерных операций.
Преимущества использования шаблонов и приспособленийСуществует множество преимуществ использования шаблонов и приспособлений в любой операции обработки. Ниже приведены несколько важных:
- Повышение производительности и эффективности . Поскольку два инструмента исключают выравнивание заготовки, время простоя машины сокращается, что повышает производительность и эффективность.

- Снижение производственных затрат . Их использование снижает себестоимость продукции при одновременном повышении производительности и качества. У нас есть статья, в которой обсуждается стоимость обработки с ЧПУ, и вы можете ее увидеть.
- Повышение качества продукции . Они избавляют операторов от необходимости вручную разбирать детали во время работы. Следовательно, это устраняет вероятность возникновения ошибок и повышает качество.
- Простые в изготовлении сложные и тяжелые инструменты . Они позволяют машинистам легко изготавливать тяжелые детали и детали сложной формы. Это связано с тем, что два инструмента жестко удерживают заготовку во время операции обработки.
- Повышение безопасности . Поскольку шаблон и приспособление непосредственно связаны с заготовкой и станком, они исключают участие людей, тем самым повышая безопасность.
Если вы хотите начать свой проект по обработке с ЧПУ, RapidDirect, ведущий поставщик услуг по обработке с ЧПУ, станет вашим лучшим партнером. Мы ориентируемся на создание прецизионных деталей по конкурентоспособным ценам. Мы также можем помочь вам изготовить приспособления и приспособления.
Мы ориентируемся на создание прецизионных деталей по конкурентоспособным ценам. Мы также можем помочь вам изготовить приспособления и приспособления.
Обработка на станках с ЧПУ и 3D-печать — два основных способа изготовления приспособлений и приспособлений. Однако оба процесса сильно зависят от сложности, объема производства и сложности их изготовления. Ниже приведено то, что вам нужно знать об изготовлении зажимного приспособления и приспособления.
ПроектированиеПрежде чем приступать к проектированию шаблона и приспособления, необходимо кое-что знать. Ниже приведены основные моменты, которые вы должны знать.
- Изучите компонент.
- Изучение установочных элементов.
- Знайте тип и мощность машины.
- Знать устройство погрузки и разгрузки.
- Ознакомьтесь с устройством зажима.
- Изучение силовых устройств и устройств безопасности.

- Знайте зазор между приспособлением или приспособлениями и их компонентами.
- Исследование выталкивающих устройств, устройства крепления стола и делительного устройства.
Выбор материала для изготовления шаблона или приспособления зависит от его применения и требований к операции обработки. Ниже приведены материалы, используемые при изготовлении зажимного приспособления и приспособления.
- Сталь (нержавеющая, твердая, карбидная, мягкая, быстрорежущая).
- Чугун.
- Закаленный алюминий.
- Пластик: дерлин, нейлон и поликарбонат.
- Бронза.
Приспособления и приспособления изготавливаются двумя способами: обработка на станках с ЧПУ и 3D-печать. Каждый метод уникален и зависит от типа материалов и требований к операциям обработки. Ниже приводится объяснение двух способов.
Из двух способов более широко используется 3D-печать, которая имеет много преимуществ по сравнению с обработкой на станках с ЧПУ. Это дешевле, быстрее, а также предоставляет производителям гибкость, необходимую для повторной оптимизации конструкции.
Приспособления и приспособления для 3D-печати также позволяют повысить сложность конструкции без увеличения стоимости. Производители также могут добавлять другие функции для повышения производительности шаблона и приспособления. Ниже приведены шаги, которые необходимо предпринять, чтобы сделать приспособление и приспособление с помощью 3D-печати.
- Проверьте точность размеров шаблонов и приспособлений. Это можно сделать с помощью инструментов метрологии.
- Используйте ребра и галтели для увеличения жесткости.
- Увеличьте срок службы шаблона и крепления за счет использования металлических вставок с резьбой.
- Ослабьте болт и штифты, чтобы избежать деформации после завершения второстепенных операций.
При использовании обработки с ЧПУ необходимо учитывать мусор при составлении плана конструкции. Поэтому вы видите, что производители оставляют зазор в приспособлении или приспособлениях, чтобы подготовиться к образованию заусенцев, не затрагивая инструмент. Тем не менее, вы должны свести к минимуму количество канавок и карманов, в которых может разместиться стружка, которая превратится в клинья.
После завершения изготовления приспособление и приспособление должны быть проверены на соответствие форме и функциям. Их сравнивают с моделью САПР, чтобы проверить, соответствуют ли размеры изготовленной детали размеру модели САПР. Проверенное приспособление и приспособление должны выполнять свою работу без наклона, изгиба или смещения.
Заключение Одним из наиболее распространенных аргументов в производственных процессах с ЧПУ является приспособление или приспособление. Оба инструмента сбивают с толку, особенно новичков.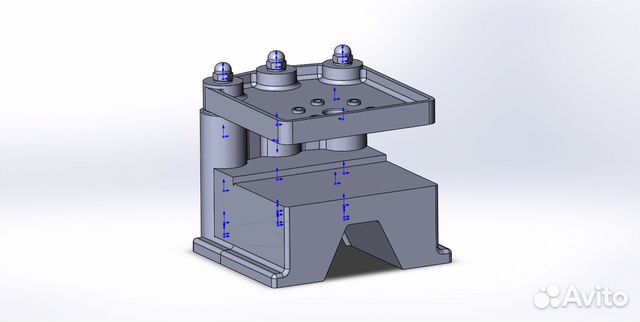 В этой статье вы узнаете об обоих инструментах, их типах, использовании и производстве. Прочитав статью, вы поймете разницу между обоими инструментами и то, как их можно использовать для более плавной работы.
В этой статье вы узнаете об обоих инструментах, их типах, использовании и производстве. Прочитав статью, вы поймете разницу между обоими инструментами и то, как их можно использовать для более плавной работы.
В промежутках между изготовлением приспособления и приспособления не должно быть стресса. То же самое можно сказать о любых операциях механической обработки, которые вы хотите выполнить. С нами в Rapid Direct у вас есть доступ к лучшему. Независимо от вашего графика, вы можете легко загрузить свою модель САПР и получить доступ к мгновенным котировкам в считанные минуты. Поэтому, когда вы думаете о бесперебойной работе и высоком качестве по низкой цене, подумайте о Rapid Direct.
Получите мгновенное онлайн-предложение
Часто задаваемые вопросыКакая польза от шаблона и приспособления?
Кондуктор и приспособление представляют собой удерживающие приспособления, используемые при механической обработке в качестве средства поддержки. Они закрепляют, поддерживают или правильно монтируют заготовку на деталях станка с ЧПУ. Они очень важны, поскольку они способствуют более плавным производственным операциям, производительности среди других преимуществ.
Они закрепляют, поддерживают или правильно монтируют заготовку на деталях станка с ЧПУ. Они очень важны, поскольку они способствуют более плавным производственным операциям, производительности среди других преимуществ.
В чем разница между приспособлением и приспособлением?
Основное различие заключается в их основных функциях. Кондуктор работает, направляя часть машины, например, резак, во время выполнения своей работы. Однако приспособления нет. Он только закрепляет, поддерживает и стабилизирует заготовку. С приспособлением инструмент не перемещается при движении заготовки. Это не так с зажимными приспособлениями, по которым перемещается инструмент.
Что такое приспособления и приспособления, их преимущества и различия
Приспособления и приспособления
С быстрым развитием производственных технологий возросло отношение к потребителям. Поэтому, чтобы удовлетворить более высокие требования, производители разработали инновационные методы для более быстрого производства высококачественной продукции.
В производственный процесс были внедрены инновационные производственные концепции, такие как система бережливого производства, сотовое производство, одноминутная замена штампов и анализ времени такта. Эти творческие подходы требуют множества эффективных и дешевых инструментов и приспособлений для удержания работы.
Производственной компании требуется простая стратегия позиционирования на рабочем месте и устройства для правильной работы. Это необходимо для обеспечения:
- Несложной сборки и снижения себестоимости
- Снижение затрат на массовое производство
- Увеличить свою прибыльность
Промышленность прибегла к упрощению цепочки поставок для поддержания. Это привело к созданию более совершенных и экономичных устройств для удержания работы, которые обеспечивают более высокое качество продукции, увеличивают производительность и сокращают время выполнения заказов. Требование производства стандартных удерживающих устройств проложило путь к двум конкретным терминам: Зажимы и Крепления .
Кондуктор — это устройство, которое направляет инструмент, а приспособление — это инструмент, который надежно и прочно удерживает заготовку на месте во время операций обработки.
Проще говоря, приспособление – это инструмент, направляющий обрабатывающий инструмент .
Распространенным типом шаблона является шаблон для сверления, который направляет сверло для выполнения отверстий в нужных местах. Использование сверлильных приспособлений резко увеличивает производительность. Эти инструменты обычно изготавливаются из металла, такого как сталь и алюминий, и обычно снабжены позиционирующими устройствами, называемыми втулками. Эти инструменты определяют работу машин и другого оборудования.
С другой стороны, приспособление — это инструмент, который надежно фиксирует заготовку на станине станка точно в нужном месте.
Приспособление также сокращает время загрузки, выгрузки и фиксации заготовки, что значительно сокращает непроизводительные часы. Приспособления используются для фрезерных, токарных и шлифовальных работ. Чтобы обеспечить правильное выравнивание и фиксацию деталей, приспособления могут включать в себя различные установочные компоненты. Некоторые производители даже обращаются к 3D-печати своих светильников.
Приспособления используются для фрезерных, токарных и шлифовальных работ. Чтобы обеспечить правильное выравнивание и фиксацию деталей, приспособления могут включать в себя различные установочные компоненты. Некоторые производители даже обращаются к 3D-печати своих светильников.
Стандартные приспособления и приспособления изготавливаются из чугуна или алюминия, хотя также доступны версии из стали. Эти приспособления и приспособления можно приобрести или изготовить на заказ. Они устанавливаются на плиты с Т-образными пазами и удерживают различные удерживающие устройства.
Термины «Кондуктор» и «Фиксатор» часто называют синонимами, хотя иногда оба используются вместе как кондукторы-фиксаторы. Хотя и приспособление, и приспособление используются в процессе массового производства, функционально это совершенно разные инструменты.
Давайте пройдемся по основным моментам, которые отличают кондуктор от приспособления.
| Приспособления | Светильники |
|---|---|
| Кондуктор контролирует и направляет обрабатывающий инструмент | Крепление удерживает и поддерживает деталь точно для операций механической обработки |
| Приспособление обеспечивает точность, воспроизводимость и взаимозаменяемость | Крепление обеспечивает снижение погрешности, надежно удерживая компонент на столе |
| Кондукторы обычно более легкие | Приспособление громоздкое, жесткое и тяжелое |
| Кондукторы можно устанавливать и удерживать, нажимая рукой | Приспособления всегда прочно размещаются на столе станка |
| Некоторыми из стандартных функций приспособления являются сверление, развертывание, нарезание резьбы и растачивание | Крепежные приспособления специально используются во фрезерных, долбежных и формовочных станках |
| Приспособления стоят дороже | Крепления не так экономичны по сравнению с приспособлениями | .
| Кондукторы требуют сложных проектных операций | Операции по проектированию приспособлений относительно менее сложны |

Приспособления и приспособления сделали производственные процессы менее трудоемкими, более точными и беспроблемными с точки зрения человеческого фактора. Преимущества шаблонов и приспособлений включают, помимо прочего, следующее:
- Увеличение производительности
- Стабильное качество выпускаемой продукции благодаря низкой изменчивости размера
- Снижение затрат
- Взаимозаменяемость и высокая точность деталей
- Расходы на инспекции и контроль качества значительно сокращаются
- Снижение аварийности с улучшенными стандартами безопасности
- Из-за относительно простой маневренности этими инструментами могут управлять малоквалифицированные рабочие, что снижает затраты на рабочую силу.
- Станок может быть автоматизирован в разумной степени
- Сложные, жесткие и тяжелые детали легко поддаются механической обработке
- Простые сборочные операции сокращают непроизводительные часы
- Устраняет необходимость измерения, пробивки отверстий, позиционирования, выравнивания и настройки каждой детали, тем самым сокращая цикл и настраивая время
- Увеличивает технологические возможности станков
- На заготовке можно одновременно использовать более одного устройства
- Установка более высоких значений некоторых рабочих условий, таких как глубина резания, скорость и подача, может быть достигнута благодаря увеличенной зажимной способности шаблонов и приспособлений.
Как шаблоны, так и приспособления используются для облегчения операций механической обработки и сокращения непроизводительного времени любого процесса массового производства. Принцип расположения или принцип 3-2-1, инструменты CAD и инструменты FEA используются для проектирования приспособлений и приспособлений. В следующей статье будет представлена более подробная информация о принципе 3-2-1 и стандартах проектирования приспособлений и приспособлений. В обрабатывающей промышленности инновации часто связаны с максимизацией существующих ресурсов и использованием сильных сторон отдельных компаний. Фокус на приспособлениях и приспособлениях помогает компаниям повысить производительность и скорость производства, а также сократить общие расходы. Они сокращают время, необходимое для контроля качества, сокращают количество ошибок и ускоряют производственный процесс. Кроме того, ими проще пользоваться даже операторам средней квалификации. А поскольку они стандартизированы, они гарантируют, что каждая произведенная деталь является единообразной, что снижает риск человеческой ошибки.
Подробнее
Подробнее
- производство
- инженерия
- Джиги
- Светильники
- Инструменты
- Инструменты
- машина
- Следующий
Реверс-инжиниринг (6)
Разработка новых продуктов (9)
Разработка продукта методом обратного инжиниринга (9)
Настройка САПР (2)
Автоматизация САПР (2)
Джиги и приспособления (4)
Передовой инжиниринг (5)
Геометрическое моделирование (5)
Осмотр на основе технического зрения (2)
Обработка изображений (3)
Проблемы оптимизации (2)
Индустрия 4.
 0 (4)
0 (4)
Что такое приспособления и приспособления
Главная страница // Новости отрасли // Что такое приспособления и приспособления
Расположение и размещение компонентов
Пластины крепления должным образом расположены и установлены на плитах с Т-образными пазами. Затем удерживающих устройств , которые включают в себя различные зажимы, в том числе зажимные приспособления и фиксирующие зажимы, установленные на фиксирующей пластине.
Разнообразная линейка установочных и позиционирующих компонентов для работ, требующих точного выравнивания заготовки, для разработки зажимных приспособлений и приспособлений.
Доступен широкий ассортимент пружинных плунжеров , который включает пружинные плунжеры с резьбой, пружинные плунжеры с ручным выдвижением, пружинные плунжеры с запрессовкой, пружинные плунжеры с нажимной посадкой, пружинные плунжеры со втягивающим штифтом и индексные плунжеры.
Также доступны запрессовываемые установочные штифты и пружинные установочные штифты, а также такие аксессуары, как вкладыши для штифтов, фиксаторы резьбы и стопорные винты.
Инструментальные шарики используются в качестве контрольных точек при контроле. Созданные для сокращения времени проектирования и детализации, крепежные блоки и пластины для КИМ представляют собой рабочую основу с комбинацией монтажных отверстий стандартного размера для позиционирования.
Крепежные ключи используются для размещения приспособлений и приспособлений на столах станков с прорезями.
Центрирующие штифты и втулки представляют собой съемные установочные устройства, используемые для точного выравнивания заготовок в шаблонах и приспособлениях.
Также доступен полный ассортимент угловых пластин , ограничителей , установочных винтов и складских уплотнителей 7 90.
Преимущества зажимов и приспособлений
> Производительность
Приспособления и приспособления повышают производительность за счет устранения частого изменения положения и проверки. Время работы сокращается за счет увеличения скорости, подачи и глубины резания из-за высокой жесткости прижима.
> Взаимозаменяемость и качество
Приспособления и приспособления позволяют производить множество заготовок с повторяемостью, точностью и одинаковым качеством и взаимозаменяемостью по конкурентоспособной цене.
> Снижение квалификации
Нет необходимости в искусной наладке заготовок на станке. Приспособления и приспособления позволяют неквалифицированным или полуквалифицированным операторам станков устанавливать заготовки, снижая трудозатраты.
> Снижение затрат
Повышение производительности, сокращение брака, простота сборки и экономия затрат на оплату труда приводят к окончательному снижению себестоимости единицы продукции.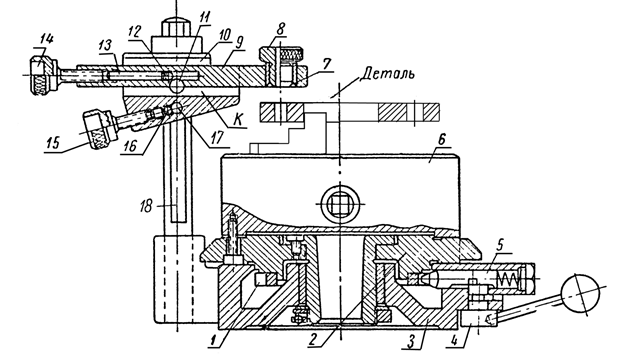
Основы проектирования приспособлений и приспособлений
Теперь, когда мы знаем о преимуществах использования приспособлений и приспособлений, а также о том, как правильно расположить и установить их на станке, разработчик приспособлений и приспособлений должен реализовать следующие принципы, чтобы обеспечить простоту установки и повторяемость положения. , высокое качество заготовок по конкурентоспособной стоимости.
> Точки позиционирования
Предназначены для определения точек на заготовке. Обрабатываемая заготовка должна легко вставляться и быстро сниматься с приспособления, чтобы не тратить время на установку заготовки в положение для выполнения операций. Расположение заготовки должно быть точным, чтобы обеспечить желаемую траекторию режущего инструмента.
> Защита от ошибок
Конструкция шаблонов и приспособлений не должна позволять вставлять заготовку или инструмент в любом положении, кроме правильного.
> Сокращение времени простоя
Приспособления и приспособления должны быть сконструированы таким образом, чтобы время обработки, загрузки, зажима и разгрузки заготовки было минимальным.
> Масса приспособлений и приспособлений
Приспособления и приспособления должны быть простыми в обращении, максимально легкими и использовать минимальное количество материала без ущерба для жесткости и жесткости. Подъемные средства должны быть включены по мере необходимости, чтобы предотвратить усталость оператора.
> Кондукторы с ножками
Приспособления иногда снабжены ножками, чтобы их можно было легко разместить на столе станка.
> Материалы для приспособлений и приспособлений
Приспособления и приспособления обычно изготавливаются из закаленных материалов, чтобы избежать частых повреждений и противостоять износу. Примерами являются мягкая сталь, чугун, штамповая сталь, углеродистая сталь или высокопрочная сталь.
> Зажимные устройства
При проектировании приспособлений и приспособлений зажимные устройства должен быть максимально простым без ущерба для эффективности. Прочность зажима должна надежно удерживать заготовку на месте, но также выдерживать нагрузку режущего инструмента без движения.
Захваты с механическим приводом предпочтительнее, потому что они быстродействующие, управляемые, надежные и могут работать без утомления операторов станков.
Движение зажимов должно быть сведено к минимуму, а давление зажима должно быть достаточно низким, чтобы предотвратить деформацию заготовки.
Дополнительные важные характеристики шаблонов и приспособлений
В дополнение к базовой конструкции шаблонов и приспособлений существует несколько особенностей конструкции инструмента, на которые следует обратить внимание разработчику инструмента. Среди этих характеристик:
> Чистота процесса обработки — конструкции должны сводить к минимуму затраты времени на очистку от заусенцев, заусенцев, стружки и т. д.
д.
> Сменные детали и стандартизация заменяемы, где это возможно, и должны быть стандартизированы, чтобы обеспечить взаимозаменяемость производства.
> Приспособления для охлаждающей жидкости – в конструкцию инструмента следует добавить элементы, позволяющие охлаждать режущий инструмент и смывать стружку и стружку.
> Закаленные поверхности – все опорные и опорные поверхности должны быть по возможности из закаленных материалов, чтобы они не быстро изнашивались и сохранялась точность в течение длительного времени.
> Вставки и подкладки – всегда должны крепиться к поверхностям зажимов, которые будут соприкасаться с обработанными поверхностями заготовки, чтобы они не были повреждены.
> Initial Location — должен гарантировать, что заготовка не расположена более чем в 3 точках в любой плоскости. Следует провести испытания, чтобы убедиться в отсутствии раскачивания. Пружинная нагрузка должна быть реализована там, где это возможно.
Пружинная нагрузка должна быть реализована там, где это возможно.
> Позиционирование зажима — зажимы должны быть размещены непосредственно над опорами заготовки, чтобы избежать деформации и пружинения детали, а также противостоять усилиям режущего инструмента.
> Обращение с заготовкой и свободное пространство — вокруг заготовки должен быть обеспечен достаточный зазор, чтобы руки оператора могли легко проникнуть в корпус приспособления для размещения заготовки и приспособить любую вариацию детали. Скруглите все углы и предусмотрите ручки везде, где они облегчат обращение.
> Выталкивающие устройства – в корпус приспособления должны быть встроены соответствующие выталкивающие устройства, чтобы при необходимости выталкивать заготовку после операции.
> Зажимные и связывающие устройства – должны быть максимально быстродействующими. Следует избегать сложных зажимных устройств, а некоторые точки крепления должны быть регулируемыми.
> Безопасность – конструкция крепления должна обеспечивать безопасность оператора и машины.
Резюме
Одним из наиболее распространенных аргументов в производственных процессах механической обработки является шаблон против приспособления. В этой статье мы узнали об обоих инструментах, их типах, использовании в производстве, принципах проектирования и основных функциях.
Основное назначение шаблона или приспособления — создать надежную точку крепления заготовки, обеспечивающую опору во время работы и повышающую точность, точность, надежность и взаимозаменяемость готовых деталей.
Кондукторы обычно используются для сверления, растачивания, развертывания и нарезания резьбы, в то время как 9Приспособления 0007 используются для фрезерования, прорезки пазов, формообразования, токарной обработки и строгания. Джиги обычно дороже, чем приспособления. Конструкции зажимных приспособлений часто бывают более сложными, чем более простые конструкции приспособлений.