Динамические стабилизаторы пути ДСП, МДС
Идея имитации уплотняющего воздействия поездной нагрузки машиной впервые была высказана отечественными учеными в 40-х годах прошлого века, а затем в 50-е годы ВНИИЖТ провел серию экспериментов, подтвердивших технико-экономическую целесообразность такого способа уплотнения. Доказано, что при наличии вертикальной составляющей вибрирования достигается более эффективное стабилизирующее воздействие при меньшей энергоемкости (в 1,25 – 1,3 раза). В 70-е годы австрийской фирмой Plasser & Theurer освоен выпуск динамических стабилизаторов DGS-62N. Рабочими органами динамической стабилизации пути оснащаются многие современные путевые машины. Екатеринбургским ремонтно-механическим заводом по проекту ЦКБпутьмаш в 80-х годах освоен серийный выпуск отечественных динамических стабилизаторов пути, превосходящих по своим параметрам лучшие зарубежные образцы. Этот тип машин постоянно совершенствуется. Накоплен большой опыт их эксплуатации на железных дорогах [31, 64, 77, 83].
10.11.1. Устройство и принцип действия динамических стабилизаторов пути
Динамический стабилизатор пути (ДСП) это машина, предназначенная для ускоренной и контролируемой стабилизации балластного слоя с сохранением в пределах установленных допусков и норм содержания положения РШР в продольном профиле, по уровню и в плане. Он используется в комплексах по выполнению финишных отделочных работ, включая работы после глубокой очистки балластного слоя [8, 57, 77, 83]. ДСП производит искусственное осаждение РШР под воздействием передаваемых через нее вибраций в сочетании с вертикальным прижимом.
В путевом хозяйстве применяются динамические стабилизаторы пути серий ДСП, ДСП-С (в т.ч. модификаций ДСП-С4 и ДСП-С6), МДС. Технические характеристики динамических стабилизаторов приведены в табл.10.2.
Динамический стабилизатор пути серии ДСП-С (рис. 10.74) имеет экипажную часть в виде рамы 2, опирающейся на переднюю тяговую 8 и заднюю бегунковую 15 ходовые тележки. На раме установлен силовой дизельный агрегат 3 с трансмиссией 9, унифицированной с машинами ВПР, устройства гидропривода, тормозная система, автосцепки 5, сигнальные устройства и устройства системы безопасности движения КЛУБ-УП. Основным рабочим органом машины является блок динамической стабилизации пути 14. Положение рельсовых нитей пути в продольном профиле и по уровню контролируется двухтросовой КИС, стрелографы которой выполнены по трехточечной схеме измерения. КИС включает переднюю тележку 6 с установленным на ней датчиком пути 7, измерительное устройство 10 с двумя датчиками продольного профиля 11 и заднюю тележку 16 с маятниковым датчиком уровня. На тележках монтируются стойки, между которыми натягиваются нивелировочные измерительные тросы
На раме установлен силовой дизельный агрегат 3 с трансмиссией 9, унифицированной с машинами ВПР, устройства гидропривода, тормозная система, автосцепки 5, сигнальные устройства и устройства системы безопасности движения КЛУБ-УП. Основным рабочим органом машины является блок динамической стабилизации пути 14. Положение рельсовых нитей пути в продольном профиле и по уровню контролируется двухтросовой КИС, стрелографы которой выполнены по трехточечной схеме измерения. КИС включает переднюю тележку 6 с установленным на ней датчиком пути 7, измерительное устройство 10 с двумя датчиками продольного профиля 11 и заднюю тележку 16 с маятниковым датчиком уровня. На тележках монтируются стойки, между которыми натягиваются нивелировочные измерительные тросы
Машина может дополнительно оснащаться КИС для контроля параметров положения пути в плане с базовой трос-хордой 12, натянутой между тележками 6 и 16. В этом случае на измерительном устройстве 10 дополнительно устанавливается датчик стрелы изгиба пути в плане.
В этом случае на измерительном устройстве 10 дополнительно устанавливается датчик стрелы изгиба пути в плане.
Управление машиной в рабочем и транспортном режимах производится из кабин 1 и 4, в зависимости от направления движения.
В транспортном режиме привод на колесные пары тяговой тележки осуществляется, в зависимости от модификации машины, через механическую или гидромеханическую трансмиссию. В рабочем режиме колесные пары машины приводятся от гидромотора. Ходовые тележки ДСП унифицированы с тележками машин ВПР, имеющих специальный диаметр колесных пар по кругу катания Æ710 мм.
В настоящее время освоен выпуск машины для динамической стабилизации пути МДС (рис. 10.75). Модернизации в основном подверглась экипажная часть машины – применены ходовые тележки бесчелюстной конструкции с увеличенным диаметром колес по кругу катания. Для более удобного реверсирования рабочего направления движения применены два измерительных устройства: переднее 8 и заднее 12. Стабилизатор дополнительно оснащен гибкой автоматизированной системой регулирования прижима виброблоков в зависимости от текущих осадок правой и левой рельсовых нитей. Регулируется рабочее давление в пневматических камерах соединения виброблоков и общей рамы. Применен более совершенный гидропривод рабочего органа и передвижения машины. Помимо автоматизированной системы контроля продольного профиля и уровня машина оснащена автоматизированной системой диагностики состояния во время работы основных узлов и систем.
Стабилизатор дополнительно оснащен гибкой автоматизированной системой регулирования прижима виброблоков в зависимости от текущих осадок правой и левой рельсовых нитей. Регулируется рабочее давление в пневматических камерах соединения виброблоков и общей рамы. Применен более совершенный гидропривод рабочего органа и передвижения машины. Помимо автоматизированной системы контроля продольного профиля и уровня машина оснащена автоматизированной системой диагностики состояния во время работы основных узлов и систем.
Силовая передача МДС (рис. 10.76) включает реверсивную трехступенчатую гидромеханическую передачу импа T211 r.3 фирмы Voith (ФРГ) 7, которая через карданный вал связана с коробкой отбора мощности 4. Внутри коробка имеет зубчатую муфту 5 включения отбора мощности насосов 2 и 3, а также зубчатую муфту 23, включаемую в транспортном режиме передвижения машин. В рабочем режиме муфта 23 размыкается, а шестерня 24 входит в зацепление с зубчатым колесом. Вращение выходного вала коробки в этом случае передается от гидромотора 22 рабочего передвижения машины. Коробка 4 через карданный вал 21 связана с редуктором 19, имеющим дополнительно зубчатую муфту 20, отключаемую в режиме буксировки машины локомотивом или в составе поезда. Вращение от редуктора 19 передается через карданные валы 18 и 15 на осевые редукторы 16 и 13. Конструкции передней и задней тележек 17 одинаковы. В рабочем режиме задняя ходовая тележка получает привод на колесные пары 14 через редуктор рабочего хода 27, у которого включена зубчатая муфта 29, от гидромотора 28. В транспортном режиме, чтобы исключить заклинивание колесных пар, муфта 29 отключается. Масло в контуре охлаждения гидротрансформатора гидропередачи 7 циркулирует через воздушный маслоохладитель 1 с приводом вентилятора от гидромотора 30.
Вращение выходного вала коробки в этом случае передается от гидромотора 22 рабочего передвижения машины. Коробка 4 через карданный вал 21 связана с редуктором 19, имеющим дополнительно зубчатую муфту 20, отключаемую в режиме буксировки машины локомотивом или в составе поезда. Вращение от редуктора 19 передается через карданные валы 18 и 15 на осевые редукторы 16 и 13. Конструкции передней и задней тележек 17 одинаковы. В рабочем режиме задняя ходовая тележка получает привод на колесные пары 14 через редуктор рабочего хода 27, у которого включена зубчатая муфта 29, от гидромотора 28. В транспортном режиме, чтобы исключить заклинивание колесных пар, муфта 29 отключается. Масло в контуре охлаждения гидротрансформатора гидропередачи 7 циркулирует через воздушный маслоохладитель 1 с приводом вентилятора от гидромотора 30.
Конструкция и принцип действия рабочего оборудования в основном аналогичны стабилизатору ДСП-С.
Блок динамической стабилизации пути (рис. 10.77) содержит промежуточную раму
Каждый виброблок имеет систему ребордчатых роликов и роликовых захватов, гарантирующих надежное удержание РШР при передаче вибраций. Во время работы виброблоки катятся по рельсам роликами 14. С внешней стороны головок рельсы одновременно захватываются роликовыми клещевыми захватами 15, которые приводятся гидроцилиндрами 20. Прижим роликов ребордами к головкам рельсов производится гидроцилиндрами 19. Параметры гидроцилиндров выбраны таким образом, что при закрытии захватов силы, действующие на головку рельса, уравновешены. Это позволяет при изменениях ширины колеи во время работы в кривых эффективно передавать вибрации на путевую решетку.
С внешней стороны головок рельсы одновременно захватываются роликовыми клещевыми захватами 15, которые приводятся гидроцилиндрами 20. Прижим роликов ребордами к головкам рельсов производится гидроцилиндрами 19. Параметры гидроцилиндров выбраны таким образом, что при закрытии захватов силы, действующие на головку рельса, уравновешены. Это позволяет при изменениях ширины колеи во время работы в кривых эффективно передавать вибрации на путевую решетку.
На каждом виброблоке установлен четырехдебалансный вибратор 18, позволяющий генерировать согласованные направленные вертикально и горизонтально вибрации, причем частота вертикальных вибраций в два раза выше частоты горизонтальных вибраций. Привод вибраций осуществляется от двух аксиально-поршневых гидромторов 6 через карданные валы 9, 12
Чтобы обеспечить соотношение частот горизонтальных и вертикальных вибраций wг // wв = 1 / 2 (рис. 10.78), соотношение числа зубьев колес 5 и 3 выбрано 2 / 1. Зубчатые колеса 5 синхронизируют вращение валов дебалансов 6 горизонтальных вибраций, а также ускоренного в два раза вращения дебалансов 4 вертикальных вибраций. Такое сочетание частот позволяет обеспечить формы траекторий колебаний путевой решетки в поперечной плоскости в виде фигур Лиссажу. Крайние траектории соответствуют вырожденным фигурам. Соотношения фаз колебаний блоков и путевой решетки в горизонтальной и вертикальной плоскостях выбрано таким образом, чтобы получить вырожденные траектории колебаний, соответствующие наиболее эффективному уплотнению балласта. На рисунке показаны положения дебалансов со сдвигом по фазам колебаний последовательно в одну строну: горизонтальных на p / 4, а вертикальных на p / 2. Это позволяет получить продольные формы колебаний путевой решетки в вертикальной плоскости, приближающиеся к получаемым при воздействии движущегося поезда, т.е. в виде бегущей волны, позволяющей чередовать нагружения и разгрузки слоя с большой частотой (скорость бегущей волны в м/с определяется по известной формуле vб = lб f, где lб – длина волны, м; f – частота колебаний, Гц).
10.78), соотношение числа зубьев колес 5 и 3 выбрано 2 / 1. Зубчатые колеса 5 синхронизируют вращение валов дебалансов 6 горизонтальных вибраций, а также ускоренного в два раза вращения дебалансов 4 вертикальных вибраций. Такое сочетание частот позволяет обеспечить формы траекторий колебаний путевой решетки в поперечной плоскости в виде фигур Лиссажу. Крайние траектории соответствуют вырожденным фигурам. Соотношения фаз колебаний блоков и путевой решетки в горизонтальной и вертикальной плоскостях выбрано таким образом, чтобы получить вырожденные траектории колебаний, соответствующие наиболее эффективному уплотнению балласта. На рисунке показаны положения дебалансов со сдвигом по фазам колебаний последовательно в одну строну: горизонтальных на p / 4, а вертикальных на p / 2. Это позволяет получить продольные формы колебаний путевой решетки в вертикальной плоскости, приближающиеся к получаемым при воздействии движущегося поезда, т.е. в виде бегущей волны, позволяющей чередовать нагружения и разгрузки слоя с большой частотой (скорость бегущей волны в м/с определяется по известной формуле vб = lб f, где lб – длина волны, м; f – частота колебаний, Гц). В балласте происходят динамические процессы, аналогичные воздействию поездной нагрузки. Балластный слоя под шпалами эффективно уплотняется, путь приобретает свойства стабильности по отношению к нагрузке от поездов.
В балласте происходят динамические процессы, аналогичные воздействию поездной нагрузки. Балластный слоя под шпалами эффективно уплотняется, путь приобретает свойства стабильности по отношению к нагрузке от поездов.
Для контроля геометрического положения рельсовых нитей в процессе работы и в измерительных проездах ДСП оснащаются КИС (рис. 10.79). Их принцип работы аналогичен КИС машин класса ВПР: используется трехточечная схема измерения стрел изгиба пути в продольном профиле по правому и левому рельсам с измерением относительного положения рельсовых нитей по уровню (двухкоординатная КИС). Вырабатываемые сигналы управления используются для автоматического регулирования усилия прижима рабочего органа по правому и левому рельсам, что дает возможность управлять осадками пути.
Измерение положения правой и левой рельсовых нитей в продольном профиле производится относительно правого 1 и левого 2 тросов-хорд, закрепленных на стойках 3 передней измерительной тележки 4 и стойках 16 задней измерительной тележки 14. При работе тележки вертикально прижимаются к рельсам пневмоцилиндрами для их подъема в транспортное и опускания в рабочее положения (не показаны). Натяжение хорд производится пневматическими цилиндрами 15, которые соединяются штоками с соответствующими трос-хордами, а корпусами закрепляются на задних стойках 16. Потенциометрическими датчиками продольного профиля 9 измеряются стрелы изгиба относительно тросов-хорд. Датчики устанавливаются на стойках 8, связанных с измерительными тележками 7, 12. В зависимости от направления движения, в работу включается одна из указанных тележек. Контроль положения рельсовых нитей по уровню производится датчиком уровня 17, расположенным на задней тележке 14. Координатная привязка к положению пути в точках сканирования датчиков осуществляется импульсным датчиком 5, который связан с измерительным колесом. В зависимости от конструктивного исполнения, датчик за один оборот вырабатывает от 5 до 20 импульсов на сканирование.
При работе тележки вертикально прижимаются к рельсам пневмоцилиндрами для их подъема в транспортное и опускания в рабочее положения (не показаны). Натяжение хорд производится пневматическими цилиндрами 15, которые соединяются штоками с соответствующими трос-хордами, а корпусами закрепляются на задних стойках 16. Потенциометрическими датчиками продольного профиля 9 измеряются стрелы изгиба относительно тросов-хорд. Датчики устанавливаются на стойках 8, связанных с измерительными тележками 7, 12. В зависимости от направления движения, в работу включается одна из указанных тележек. Контроль положения рельсовых нитей по уровню производится датчиком уровня 17, расположенным на задней тележке 14. Координатная привязка к положению пути в точках сканирования датчиков осуществляется импульсным датчиком 5, который связан с измерительным колесом. В зависимости от конструктивного исполнения, датчик за один оборот вырабатывает от 5 до 20 импульсов на сканирование.
Машина оснащается аппаратно-программным комплексом «ЭСКОРТ-4100», разработанное НПФ «Электронные системы управления и приборы» (ООО НПФ «ЭСУП», г. Санкт-Петербург). Комплекс в зависимости от направления движения позволяет работать из передней и задней кабин управления, так как содержит две равнозначных по функциям контроля и управления группы блоков «ЭСКОРТ-4100.1» и «ЭСКОРТ-4100.2». Группа, в свою очередь, состоит из блока индикации КИС контроля положения пути 18, 20 и блока диагностики и клавиатуры 19, 21.
Комплекс обеспечивает: получение и сохранение измерительной информации о продольном профиле и осадках рельсов; автоматическое или полуавтоматическое управление давлением воздуха в пневматических амортизаторах виброблоков; диагностический контроль параметров рабочего режима узлов и систем машины. Данные о геометрическом положении пути с привязкой к расположению пикетных и километровых столбов записываются в виде стрел изгиба в продольном профиле, измеренных относительно хорд 1, 2 датчиками 9 (диапазон измерений ± 50 мм на длине хорды 18 м), данных о положении пути по уровню, измеренных маятниковым датчиком 17 (диапазон измерений ± 200 мм), расчетные значения осадок а также перекосов на базе до 20 м.
Контроль параметров геометрии пути может производиться в измерительном проезде и рабочем проходе. Длина каждого проезда должна составлять не более 10 км. Дискретность измерений пройденного пути составляет 1 м. Результаты измерений записываются в энергонезависимую память и могут отражаться на дисплеях блоков 18, 20.
Программно-аппаратный комплекс позволяет производить работу в следующих режимах: основной режим сбора и отображения информации датчиков с записью; режим индикации осадки по данным предварительного проезда; режим просмотра результатов измерений и записи; режим настройки каналов и установки пределов измерений; режим ввода констант – геометрических параметров КИС и пределов датчиков измерения продольного профиля и уровня; режим установки даты и времени; режим выбора масштабов графиков отображения информации; режим обмена информацией с автономным накопителем; режим тестирования устройства по запросу оператора; режим тестирования устройства; режим тестирования автономного накопителя; режим тестирования работоспособности датчиков и кабелей. Во всех режимах на экране отображается соответствующая информация в виде записей и графиков, позволяющая работать в интерактивном режиме с вводом необходимых данных через систему экранных меню и клавиатуру. Кроме того, на лицевых панелях блоков управления 18 … 21 имеются светодиоды индикации включения питания, возникновения отказов в системе и предупреждений.
Во всех режимах на экране отображается соответствующая информация в виде записей и графиков, позволяющая работать в интерактивном режиме с вводом необходимых данных через систему экранных меню и клавиатуру. Кроме того, на лицевых панелях блоков управления 18 … 21 имеются светодиоды индикации включения питания, возникновения отказов в системе и предупреждений.
При работе ДСП-С и МДС система позволяет произвести измерительные операции по контролю положения рельсовых нитей до и после рабочего прохода машины, а также в процессе работы осуществить оперативный контроль, получать визуальную информацию для принятия решений по управлению режимом работы машины, контролировать качество произведенной работы по стабилизации пути, а также реагировать на появление сообщений об ошибках. В рабочем режиме производятся измерения положения правой и левой рельсовых нитей в продольном профиле и по уровню с расчетом перекосов.
Для оценки осадки пути после работы ДСП-С или МДС необходимо производить два проезда: один измерительный, а второй – рабочий проход машины. При этом в измерительном проезде записываются стрелы изгиба пути h2иi, (рис.10.80, а) а в рабочем проходе – стрелы изгиба h2рi (рис. 10.80, б). Таким образом, в измерительном проезде косвенно записывается искривленная линия, характеризующая положение рельсовой нити до работы, служащая своеобразной базой для отсчета осадок стабилизации. В рабочем проезде принято допущение, что при стабилизации балластного слоя исходные неровности относительно большой длины не выправляются, так как выправка пути производится выправочно-подбивочной машиной. Кроме того, принимается, что измерительные точки 1 и 2 находятся на не выправленном пути. Поэтому стрела изгиба h2рi, записываемая в рабочем проходе, содержит в себе информацию об исходном положении пути и о положении пути после работы ДСП. Это позволяет оценить текущее значение осадки пути в точке 3 хорды, имея информацию стрелах изгиба в точке 2 по формуле, мм:
При этом в измерительном проезде записываются стрелы изгиба пути h2иi, (рис.10.80, а) а в рабочем проходе – стрелы изгиба h2рi (рис. 10.80, б). Таким образом, в измерительном проезде косвенно записывается искривленная линия, характеризующая положение рельсовой нити до работы, служащая своеобразной базой для отсчета осадок стабилизации. В рабочем проезде принято допущение, что при стабилизации балластного слоя исходные неровности относительно большой длины не выправляются, так как выправка пути производится выправочно-подбивочной машиной. Кроме того, принимается, что измерительные точки 1 и 2 находятся на не выправленном пути. Поэтому стрела изгиба h2рi, записываемая в рабочем проходе, содержит в себе информацию об исходном положении пути и о положении пути после работы ДСП. Это позволяет оценить текущее значение осадки пути в точке 3 хорды, имея информацию стрелах изгиба в точке 2 по формуле, мм:
(10. 116)
116)
где a, b – плечи измерительной хорды, мм.
Соотношение n = (a + b) / b – постоянный для КИС коэффициент, который заводится в режиме ввода констант. Для ДСП-С n ~ 3,5, для МДС при движении вперед n ~ 3,4, а при движении назад n ~ 4,0.
Измерения продольного профиля производятся на правой и левой рельсовых нитям, поэтому вычисляется оценка общей осадки пути путем усреднения измеренных осадок, мм:
(10.117)
где S3лi, S3пi – стабилизационные осадки левого и правого рельсов в i-й точке сканирования датчиков, мм.
Программой также предусмотрена отдельная оценка осадок правой и левой рельсовых нитей. При первичной статистической обработке данных измерений определяется средняя глобальная осадка на участке работ фронтом до 10 км.
10. 11.2. Уплотнение балластного основания рабочим
11.2. Уплотнение балластного основания рабочим
органом динамического стабилизатора пути
Отдельно взятый виброблок ДСП совершает синусоидальные колебательные движения в горизонтальной и вертикальной плоскостях, причем частота вертикальных колебаний ωв = 2ω, рад/с, в 2 раза превышает частоту горизонтальных колебаний ωг= ω, рад/с, а вертикальные колебания отстают по их расчетной начальной фазе на угол π/2 от горизонтальных колебаний. Это эквивалентно опережению по начальной фазе горизонтальных колебаний на π/4 по отношению к вертикальным колебаниям. Результирующая траектория вибрационного движения подошвы шпалы в поперечной плоскости представляет собой вырожденную седлообразную фигуру Лиссажу. Одновременно производится погружение шпалы в балластный слой, поэтому на колебательные движения накладывается постоянное смещение подошвы шпалы вниз со скоростью подачи Vп,.
Рассмотрим качественный характер процессов, происходящих при внедрении шпалы в балластный слой (рис. 10.81).
10.81).
При уплотнении происходит виброударное взаимодействие подошвы шпалы с уплотняемым балластом. Особенностью процесса является то, что в течение цикла горизонтальных колебаний сначала происходит косой удар справа – налево (б), а затем косой удар слева – направо (в). При отрывном режиме взаимодействия (а) поверхность шпалы в точке 1 ударяет по поверхности балласта, после чего балласт обжимается в вертикальном направлении на величину Sв(1-2) до точки 2. В этой точке имеет место отрыв поверхности шпалы от балласта, после чего происходит упругая отдача балласта вверх. После прохода крайней точки 3 траектории шпала движется вниз до удара в точке 4 с балластом. Происходит обжим балласта до точки 5 на величину Sв(4-5), после которой шпала снова отрывается от балласта.
Одновременно с вертикальным обжимом подошва шпалы смещается сначала влево на величину Sг(1-2), а затем вправо на величину Sг(4-5). При смещении шпалы в контакте подошвы и балласта возникает сила нормального давления Pн, а также сила трения Pтр (см. рис. 10.81, б, в). При вибрационном смещении шпалы влево сила трения, воздействующая на балласт, направлена влево, а при смещении вправо – вправо. Результирующая сила воздействия P, направлена под углом трения φтр, к силе нормального давления. Сила трения Pтр совершает работу на участках горизонтальных перемещений Sг(1-2) и Sг(4-5), а сила нормального давления Pн – на участках вертикальных перемещений Sв(1-2) и Sв(4-5). При расчете захватываемого вибрационным воздействием объема необходимо учитывать угол передачи давления в щебеночном балласте aп.
При смещении шпалы в контакте подошвы и балласта возникает сила нормального давления Pн, а также сила трения Pтр (см. рис. 10.81, б, в). При вибрационном смещении шпалы влево сила трения, воздействующая на балласт, направлена влево, а при смещении вправо – вправо. Результирующая сила воздействия P, направлена под углом трения φтр, к силе нормального давления. Сила трения Pтр совершает работу на участках горизонтальных перемещений Sг(1-2) и Sг(4-5), а сила нормального давления Pн – на участках вертикальных перемещений Sв(1-2) и Sв(4-5). При расчете захватываемого вибрационным воздействием объема необходимо учитывать угол передачи давления в щебеночном балласте aп.
Амплитуды Aг и Aв горизонтальной и вертикальной составляющих колебаний шпалы определяются из анализа динамических колебательных систем «виброблок – путь». Используя принцип суперпозиции общую колебательную систему можно разложить на две отдельных подсистемы – со смещениями составляющих масс в горизонтальном и вертикальном направлениях. Модели, в которых рассматривается одна масса виброблока и пути, дают сильно заниженные значения амплитуд. В них не учитываются вертикальные и горизонтальные упругие связи рельсовых скреплений, упругость балластного слоя и сниженная поперечная упругость пути в целом. Для учета этих факторов необходимо анализировать сложные многомассные колебательные схемы.
Используя принцип суперпозиции общую колебательную систему можно разложить на две отдельных подсистемы – со смещениями составляющих масс в горизонтальном и вертикальном направлениях. Модели, в которых рассматривается одна масса виброблока и пути, дают сильно заниженные значения амплитуд. В них не учитываются вертикальные и горизонтальные упругие связи рельсовых скреплений, упругость балластного слоя и сниженная поперечная упругость пути в целом. Для учета этих факторов необходимо анализировать сложные многомассные колебательные схемы.
Дата добавления: 2016-06-29; просмотров: 12129; ЗАКАЗАТЬ НАПИСАНИЕ РАБОТЫ
Нормы загрузки ДСП ПЛИТ в палеты, контейнеры, вагоны и еврофуры
Главная Каталог ДСП и ЛДСП Нормы загрузки
ДСП ПЛИТЫ, формат 2750 x 1830
| Толщ. | ПАЛЕТА | ЕВРОФУРА | 20-ти фут. КОНТЕЙНЕР КОНТЕЙНЕР |
|||||||||
| шт/палете | м2 | м3 | кг | палет | м2 | м3 | кг | палет | м2 | м3 | кг | |
| 8 | 74 | 372,41 | 2,98 | 2290 | 9 | 3352 | 26,81 | 20670 | 7 | 2607 | 20,85 | 16027 |
| 10 | 60 | 301,95 | 3,02 | 2259 | 9 | 2718 | 27,18 | 20331 | 7 | 2114 | 21,14 | 15813 |
| 12 | 50 | 251,63 | 3,02 | 2259 | 9 | 2265 | 27,18 | 20331 | 7 | 1761 | 21,14 | 15813 |
| 16 | 38 | 191,24 | 3,06 | 2166 | 10 | 1912 | 30,6 | 20611 | 7 | 1339 | 21,42 | 15159 |
| 18 | 32 | 161,04 | 2,9 | 2061 | 10 | 1610 | 28,99 | 20430 | 7 | 1127 | 20,29 | 14428 |
| 22 | 26 | 130,85 | 2,88 | 2005 | 11 | 1439 | 31,66 | 22054 | 7 | 916 | 20,15 | 14034 |
| 25 | 24 | 120,78 | 3,02 | 2042 | 10 | 1208 | 30,20 | 20425 | 7 | 845 | 20,14 | 14297 |
| 28 | 20 | 100,65 | 2,82 | 1895 | 11 | 1107 | 31,00 | 20850 | 7 | 705 | 19,37 | 13268 |
| 32 | 18 | 90,59 | 2,9 | 1864 | 11 | 996 | 31,89 | 20507 | 7 | 634 | 20,29 | 13050 |
| 38 | 16 | 80,52 | 3,06 | 1981 | 11 | 886 | 33,66 | 21789 | 7 | 564 | 21,42 | 13866 |
Толщ. |
Ж/Д ВАГОН | Ж/Д ВАГОН (ручная загрузка) | ||||||
| палет | м2 | м3 | кг | лист. | м2 | м3 | кг | |
| 8 | 20 | 7448 | 59,58 | 45793 | 1924 | 9683 | 77,46 | 57321 |
| 10 | 20 | 6039 | 60,39 | 45181 | 1560 | 7851 | 78,51 | 56525 |
| 12 | 20 | 5033 | 60,39 | 45181 | 1300 | 6542 | 78,51 | 56525 |
| 16 | 20 | 3825 | 61,20 | 43313 | 988 | 4972 | 79,55 | 54097 |
| 18 | 20 | 3221 | 57,97 | 41223 | 832 | 4187 | 75,37 | 51249 |
| 22 | 20 | 2617 | 57,97 | 40097 | 676 | 3402 | 74,84 | 49397 |
| 25 | 20 | 2416 | 60,39 | 40850 | 624 | 3140 | 78,51 | 50244 |
| 28 | 20 | 2013 | 56,36 | 37909 | 520 | 2617 | 73,27 | 46162 |
| 32 | 20 | 1812 | 57,97 | 37285 | 468 | 2355 | 75,37 | 45220 |
| 38 | 20 | 1610 | 61,20 | 39617 | 416 | 2094 | 79,55 | 47732 |
ДСП ПЛИТЫ ЛАМИНИРОВАННЫЕ, формат 2800 x 2070
Толщ. |
ПАЛЕТА | ЕВРОФУРА | ||||||
| шт/палете | м2 | м3 | кг | палет | м2 | м3 | кг | |
| 8 | 60 | 347,76 | 2,78 | 2223 | 10 | 3478 | 27,82 | 22233 |
| 10 | 50 | 289,80 | 2,90 | 2240 | 10 | 2898 | 28,98 | 22395 |
| 12 | 40 | 231,84 | 2,78 | 2144 | 10 | 2318 | 27,82 | 21445 |
| 16 | 30 | 173,88 | 2,78 | 2022 | 11 | 1913 | 30,60 | 22237 |
| 18 | 26 | 150,70 | 2,71 | 1975 | 11 | 1658 | 29,84 | 21721 |
| 22 | 20 | 115,92 | 2,55 | 1826 | 12 | 1391 | 30,60 | 21916 |
| 25 | 20 | 115,92 | 2,90 | 2003 | 11 | 1275 | 31,88 | 22032 |
| 28 | 20 | 115,92 | 3,25 | 2198 | 10 | 1159 | 32,46 | 21980 |
Толщ. |
20-ти фут. КОНТЕЙНЕР | Ж/Д ВАГОН | ||||||
| палет | м2 | м3 | кг | палет | м2 | м3 | кг | |
| 8 | 8 | 2782 | 22,26 | 17786 | НЕТ ЗАГРУЗКИ | |||
| 10 | 8 | 2318 | 23,18 | 17916 | ||||
| 12 | 9 | 2087 | 25,04 | 19300 | ||||
| 16 | 9 | 1565 | 25,04 | 18194 | ||||
| 18 | 9 | 1356 | 24,41 | 17772 | ||||
| 22 | 9 | 1043 | 22,95 | 16437 | ||||
| 25 | 8 | 927 | 23,18 | 16,023 | ||||
| 28 | 7 | 811 | 22,72 | 15386 | ||||
ДСП ПЛИТЫ, формат 2750 x 1830
Толщ. |
ПАЛЕТА | ЕВРОФУРА | 20-ти фут. КОНТЕЙНЕР | |||||||||
| шт/палете | м2 | м3 | кг | палет | м2 | м3 | кг | палет | м2 | м3 | кг | |
| 8 | 74 | 330,42 | 2,64 | 2036 | 10 | 3304 | 26,43 | 20361 | 7 | 2313 | 18,50 | 14253 |
| 10 | 60 | 267,91 | 2,68 | 2009 | 11 | 2947 | 29,47 | 22099 | 7 | 1875 | 18,75 | 14063 |
| 12 | 50 | 223,26 | 2,68 | 2009 | 11 | 2456 | 29,47 | 22099 | 7 | 1563 | 18,75 | 14063 |
| 16 | 38 | 169,68 | 2,71 | 2926 | 11 | 1866 | 29,86 | 21187 | 7 | 1188 | 19,00 | 13483 |
| 18 | 32 | 142,89 | 2,57 | 1834 | 12 | 1715 | 30,86 | 22007 | 7 | 1000 | 18,00 | 12838 |
| 22 | 26 | 116,10 | 2,55 | 1781 | 12 | 1393 | 30,65 | 21368 | 7 | 813 | 17,88 | 12465 |
| 25 | 24 | 117,16 | 2,68 | 1815 | 12 | 1286 | 32,15 | 21776 | 7 | 750 | 18,75 | 12702 |
| 28 | 20 | 89,30 | 2,50 | 1685 | 13 | 1161 | 32,51 | 21909 | 7 | 625 | 17,50 | 11797 |
| 32 | 18 | 80,37 | 2,57 | 1658 | 13 | 1045 | 33,44 | 21556 | 7 | 563 | 18,00 | 11607 |
| 38 | 16 | 71,44 | 2,71 | 1764 | 12 | 857 | 32,58 | 21167 | 7 | 500 | 19,00 | 12347 |
Толщ. |
Ж/Д ВАГОН | Ж/Д ВАГОН (ручная загрузка) | ||||||
| палет | м2 | м3 | кг | лист. | м2 | м3 | кг | |
| 8 | 28 | 9252 | 74,02 | 57011 | 2442 | 10904 | 87,23 | 64552 |
| 10 | 28 | 7502 | 75,02 | 56251 | 1980 | 8841 | 88,41 | 63656 |
| 12 | 28 | 6251 | 75,02 | 56251 | 1650 | 7368 | 88,41 | 63656 |
| 16 | 28 | 4751 | 76,02 | 53931 | 1254 | 5599 | 89,59 | 60921 |
| 18 | 28 | 4001 | 72,01 | 51350 | 1056 | 4715 | 84,87 | 57715 |
| 22 | 28 | 3251 | 71,51 | 49860 | 858 | 3831 | 84,29 | 55628 |
| 25 | 28 | 3001 | 75,02 | 50810 | 792 | 3536 | 88,41 | 56583 |
| 28 | 28 | 2501 | 70,01 | 47189 | 660 | 2947 | 82,52 | 51986 |
| 32 | 28 | 2250 | 72,01 | 46429 | 594 | 2652 | 84,87 | 50925 |
| 38 | 28 | 2000 | 76,02 | 49389 | 528 | 2358 | 89,59 | 53754 |
ДСП ПЛИТЫ ЛАМИНИРОВАННЫЕ, формат 2620 x 1830
Толщ.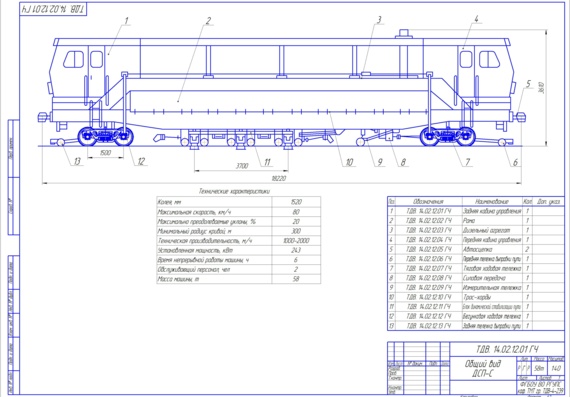 3 3 |
кг | палет | м2 | м3 | кг | |||
| 8 | 74 | 354,80 | 2,84 | 2256 | 9 | 3193 | 25,55 | 20307 |
| 10 | 58 | 278,09 | 2,78 | 2143 | 10 | 2781 | 27,81 | 21428 |
| 12 | 48 | 230,14 | 2,76 | 2119 | 10 | 2301 | 27,62 | 21194 |
| 16 | 36 | 172,61 | 2,76 | 1997 | 11 | 1899 | 30,38 | 21972 |
| 18 | 32 | 153,43 | 2,76 | 1999 | 11 | 1688 | 30,38 | 21985 |
| 22 | 26 | 124,66 | 2,74 | 1935 | 11 | 1371 | 30,17 | 21285 |
| 25 | 22 | 105,48 | 2,64 | 1819 | 12 | 1266 | 31,64 | 21826 |
| 28 | 20 | 95,89 | 2,68 | 1831 | 12 | 1151 | 32,22 | 21969 |
Толщ. |
20-ти фут. КОНТЕЙНЕР | Ж/Д ВАГОН | ||||||
| палет | м2 | м3 | кг | палет | м2 | м3 | кг | |
| 8 | 7 | 2484 | 19,87 | 15795 | 25 | 8870 | 70,96 | 56409 |
| 10 | 7 | 1947 | 19,47 | 15000 | 25 | 6952 | 69,52 | 53571 |
| 12 | 7 | 1611 | 19,33 | 14836 | 25 | 5754 | 69,04 | 52986 |
| 16 | 7 | 1208 | 19,33 | 13982 | 25 | 4315 | 69,04 | 49937 |
| 18 | 7 | 1074 | 19,33 | 13990 | 25 | 3836 | 69,04 | 49966 |
| 22 | 7 | 873 | 19,20 | 13545 | 25 | 3116 | 68,56 | 48375 |
| 25 | 7 | 738 | 18,46 | 12732 | 25 | 2637 | 65,93 | 45470 |
| 28 | 7 | 671 | 18,79 | 12815 | 25 | 2397 | 67,12 | 45768 |
ДИНАМИЧЕСКИЙ СТАБИЛИЗАТОР ПУТИ На железных дорогах
ДИНАМИЧЕСКИЙ СТАБИЛИЗАТОР ПУТИ.
На железных дорогах России вибрационный уплотнитель на железнодорожном ходу для стабилизации пути используется с конца 1940 -х годов. Широко применяется динамический стабилизатор пути, выпускаемый серийно австрийской фирмой «Плассер унд Тойрер» (Plasser & Theurer).
Стабилизатор пути — путева я машина для ускоренной выправки и стабилизации железнодорожных путей. Применяется при строительстве, ремонте и текущем содержании пути как самостоятельно работающая машина или после выправочно-подбивочной машины.
Конструкция и принцип работы Стабилизатор пути — самоходная машина на рельсовом ходу. Стабилизирующий рабочий орган расположен в средней части экипажа и имеет дебалансный или эксцентриковый вибропривод, генерирующий вертикальные или горизонтальные колебания, которые через рельсовые захваты передаются путевой решётке. На стабилизатор пути установлены выправочные устройства: тросовое — для выправки продольного профиля и плана пути маятниковое — для поперечного профиля.
Эффективность Производительность стабилизатора пути 1— 3 километра в час, степень уплотнения балласта (относительная осадка пути) 10— 25 процентов, погрешность выправки пути по уровню ± 2 миллиметра (в продольном профиле 1 процент), в плане 3— 5 миллиметра (разность смежных стрел от хорды длиной 20 метров через каждые 10 метров). Стабилизатор пути обеспечивает практически предельное уплотнение балласта под шпалами и позволяет обходиться без периода обкатки пути и снижения скорости движения поездов на это время.
ДСП-С 4
МДК Машина для добивки костылей МДК, костылезабивщик фирмы “Кершо”
Добивка костылей. Костыли с течением времени от упругой деформации рельса под поездной нагрузкой наддергиваются. Величина наддергивания может достигать 4– 5 мм и более, а это ослабляет сопротивляемость рельса угону, а также раскантовка при действии поперечных сил. Поэтому костыли периодически сплошь надо добивать. При большом объеме работ использование ручного труда нецелесообразно, поэтому необходимо применение машины фирмы “Кершо” для добивки костылей
МАШИНЫ ПМГ Наиболее трудоемкими работами в путевом хозяйстве железных дорог являются укладка и текущее содержание бесстыкового пути. При этих работах приходится завинчивать и отвинчивать большое количество гаек клеммных и закладных болтов (около 8000 на 1 км пути). Причем, например, при разрядке температурных напряжений такие работы предусмотрено выполнять два раза в год. До сравнительно недавнего времени эти работы производились вручную или при помощи механизированного инструмента. В последние годы промышленностью освоен выпуск специальных машин непрерывного действия — путевых моторных гайковертов (ПМГ) — на основе принципа, предложенного известным изобретателем и рационализатором Д. Д. Матвеенко. Подготовка машинистов машин ПМГ производится в технических школах машинистов путевых машин по учебному плану и программам, утвержденным Управлением учебных заведений МПС 11 августа 1988 г.
При этих работах приходится завинчивать и отвинчивать большое количество гаек клеммных и закладных болтов (около 8000 на 1 км пути). Причем, например, при разрядке температурных напряжений такие работы предусмотрено выполнять два раза в год. До сравнительно недавнего времени эти работы производились вручную или при помощи механизированного инструмента. В последние годы промышленностью освоен выпуск специальных машин непрерывного действия — путевых моторных гайковертов (ПМГ) — на основе принципа, предложенного известным изобретателем и рационализатором Д. Д. Матвеенко. Подготовка машинистов машин ПМГ производится в технических школах машинистов путевых машин по учебному плану и программам, утвержденным Управлением учебных заведений МПС 11 августа 1988 г.
Путево й мото рный гайковёрт — самоходная путевая машина непрерывного действия для отвёртывания и затяжки болтоврельсовых скреплений. Применяется на железнодорожном транспорте при строительстве, ремонте и текущем содержаниижелезнодорожного пути.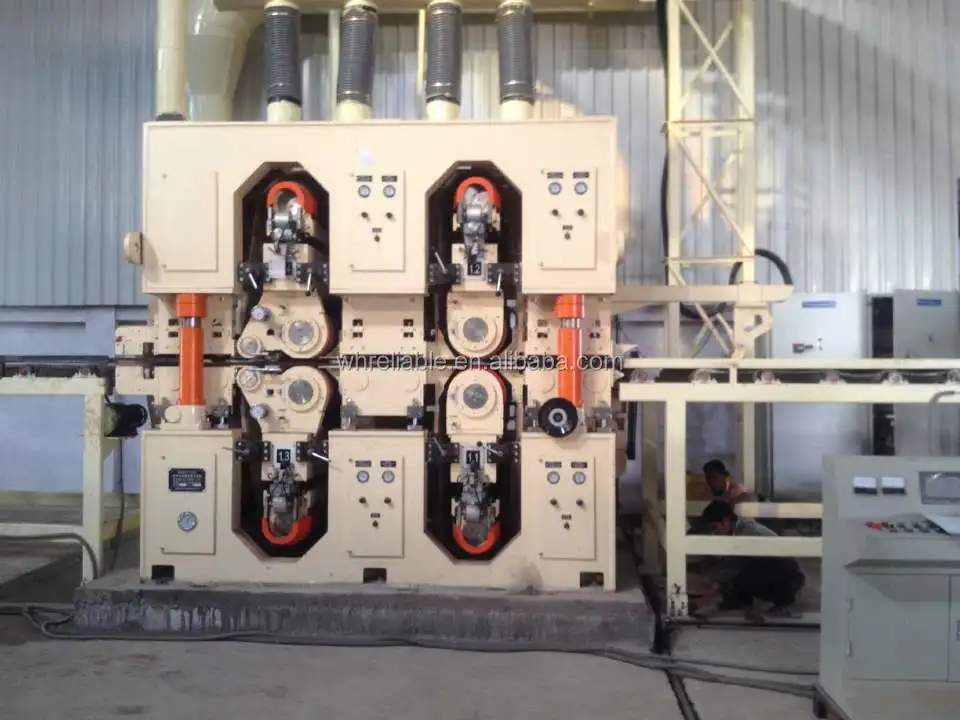
История появления Первые путевые моторные гайковерты в СССР созданы в начале 1960 -х годов. В качестве базовой машины использованашпалоподбивочная машина, подбивочные блоки которой заменены гайковёртными блоками автоматического действия конструкции М. Д. Матвеенко. Конструкция и принцип работы Гайковёрт, как правило, включается в цепочку машин (перед выправочно-подбивочно-рихтовочной машиной), а также используется самостоятельно на участках бесстыкового пути при сезонном обслуживании — для разрядки напряжений в рельсах. На гайковёрте установлено 8 пар гайковёртных блоков, из которых каждые две пары отлажены на определённую операцию:
одновременное отвинчивание гаек клеммных болтов завинчивание этих болтов после смазки отвинчивание закладных болтов и их завинчивание Для осуществления этих работ применяют также так называемые гайковёртные модули, состоящие из четырех пар агрегатов, отлаженных на выполнение операций только с клеммными или только с закладными болтами.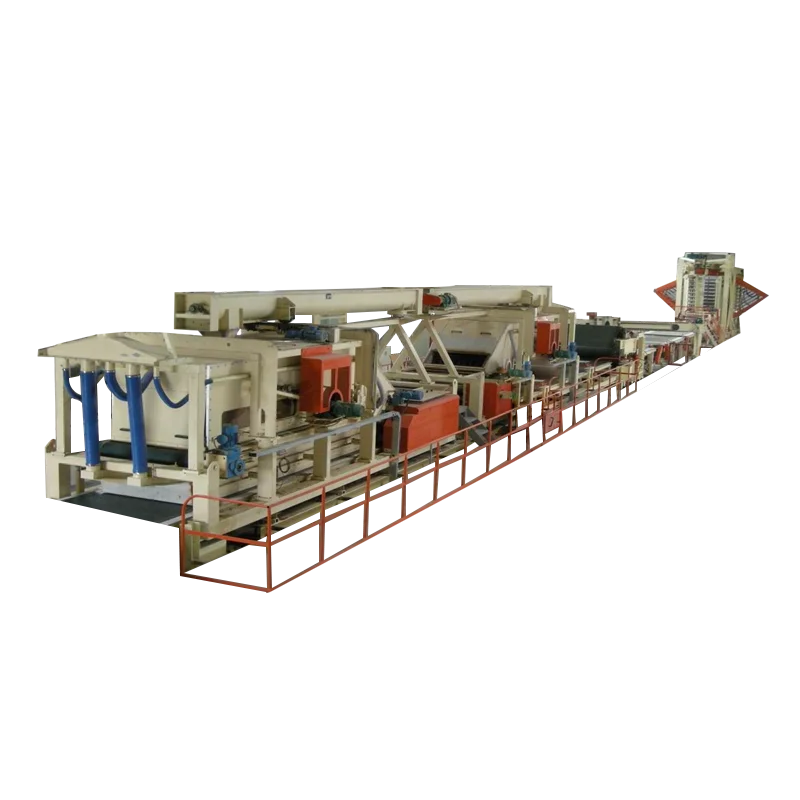 На гайковёрте установлен дизель-электрический агрегат переменного тока, снабжающий электроэнергией приводы гайковёртиых блоков, тяговые двигатели, компрессорную и насосную станции. Каждый гайковёртный блок имеет шпиндель с гайковёртной головкой и датчиком-искателем, который при движении машины обнаруживает головку болта или гайку и подаёт сигнал о включении привода механизма опускания шпинделя. Для плавного регулирования скорости передвижения на путевом моторном гайковёрте применена система управления переменно-постоянного тока: двигатель — генератор — тиристорный преобразователь — тяговые двигатели, обеспечивающая стабильную рабочую скорость на подъёмах и спусках. Режим работы системы задаётся аналоговым электронным устройством и контролируется датчиком обратной связи, который включён в трансмиссию или опирается своим приводом нарельс.
На гайковёрте установлен дизель-электрический агрегат переменного тока, снабжающий электроэнергией приводы гайковёртиых блоков, тяговые двигатели, компрессорную и насосную станции. Каждый гайковёртный блок имеет шпиндель с гайковёртной головкой и датчиком-искателем, который при движении машины обнаруживает головку болта или гайку и подаёт сигнал о включении привода механизма опускания шпинделя. Для плавного регулирования скорости передвижения на путевом моторном гайковёрте применена система управления переменно-постоянного тока: двигатель — генератор — тиристорный преобразователь — тяговые двигатели, обеспечивающая стабильную рабочую скорость на подъёмах и спусках. Режим работы системы задаётся аналоговым электронным устройством и контролируется датчиком обратной связи, который включён в трансмиссию или опирается своим приводом нарельс.
Модификации Наряду с гайковёртами непрерывного действия для механизированного обслуживания рельсовых скреплений разработаны многошпиндельные гайковёрты периодического действия и бессуппортные гайковёрты непрерывно-циклического действия.
БУМ Балластоуплотнительная машина (БУМ)— самоходная путевая машина для уплотнения балласта в шпальных ящиках, на плечах и откосах балластной призмы. Применяется на железнодорожном транспорте при строительстве, ремонте и текущем содержании железнодорожного пути. Назначение балластоуплотнительной машины — стабилизация путевой решётки. Использование машины значительно сокращает время ограничения скорости поездов по новому или отремонтированному пути. Первые балластоуплотнительные машины СССР созданы в начале 1970 -х годов.
Конструкция и принцип работы Балластоуплотнительная машина представляет собой двухосный экипаж, оснащённый дизелем с механической передачей движения на колёсные пары и гидроприводом, что обеспечивает передвижение балластоуплотнительной машины по перегону со скоростью до 100 км/ч и на малых скоростях в рабочем режиме, когда для уплотнения балласта машина останавливается у каждой второй шпалы. Балластоуплотнительная машина имеет несколько рабочих органов: виброуплотнитель балласта в шпальных ящиках уплотнитель плеча и откоса балластной призмы щёточный узел для сметания остатков балласта с рельсошпальной решётки Уплотнение балласта происходит от динамического воздействия вибраторов и статического нагружения, которое обеспечивают гидроцилиндры. Для производства работ по стабилизации рельсо-шпальной решётки используется также стабилизатор пути, но балластоуплотнительная машина предпочтительна на участках железнодорожного пути с костыльным креплением.
Для производства работ по стабилизации рельсо-шпальной решётки используется также стабилизатор пути, но балластоуплотнительная машина предпочтительна на участках железнодорожного пути с костыльным креплением.
ДСП Цена — купить дешевые ДСП по низкой цене на Made-in-China.com Сравнивая цены на ДСП
, вы можете купить качественный ДСП по заводской цене / низкой цене в Китае.Послепродажное обслуживание: Онлайн
Гарантия: 1 год
Структура: Конвейерная система
Материал: Углеродистая сталь
Характеристика материала: Металлическая фурнитура
Применение: Металлическая фурнитура
Шэньчжэнь Shengdian Electronic Equipment Co. , Ltd.
, Ltd.
Послепродажное обслуживание: Онлайн-поддержка
Тип: Операция ковки
Метод формирования ковки: Ковка пресс-форм
Источник питания: Электрический
Автоматизация
Сертификация: СЕ
Сючан Хуаруи Машинери Ко., Лтд.
Тип: Шлифовальный станок
Автоматически: Автоматический
Сертификация: ISO
Ширина: 1300мм~3250мм
Скорость подачи: Макс. 150 м/мин
Упаковка: Деревянный ящик
Суфома Машинери Ко. , Лтд.
, Лтд.
Гарантия: 1 год
Применение: Еда
Тип: Вакуумная упаковочная машина
Состояние: Новый
Автоматический класс: Полуавтоматический
Опция: Газовая промывка
Утьен Пак Ко., Лтд.
Тип: Фальцевально-склеивающая машина Shun Stick
Автоматическая оценка: Автоматическая фальцевально-склеивающая машина
Тип привода: Электрический
Упаковка: Картонные коробки
Модель: 800GS
Картонная коробка Макс. :
800GSM
:
800GSM
Zhejiang New Luolan Machinery Co., Ltd.
Шлифовальный станок
/ Шлифовальный станок для МДФ, ДСП Доска , ДСП , Фанера, HPL, композитный материал и металл53000-245000 долл. США / Комплект
1 комплект (минимальный заказ)
Свяжитесь сейчас
Тип: Шлифовальный станок
Автоматический: Автоматический
Сертификация: ISO
Ширина: 1300мм~3250мм
Скорость подачи:
Макс.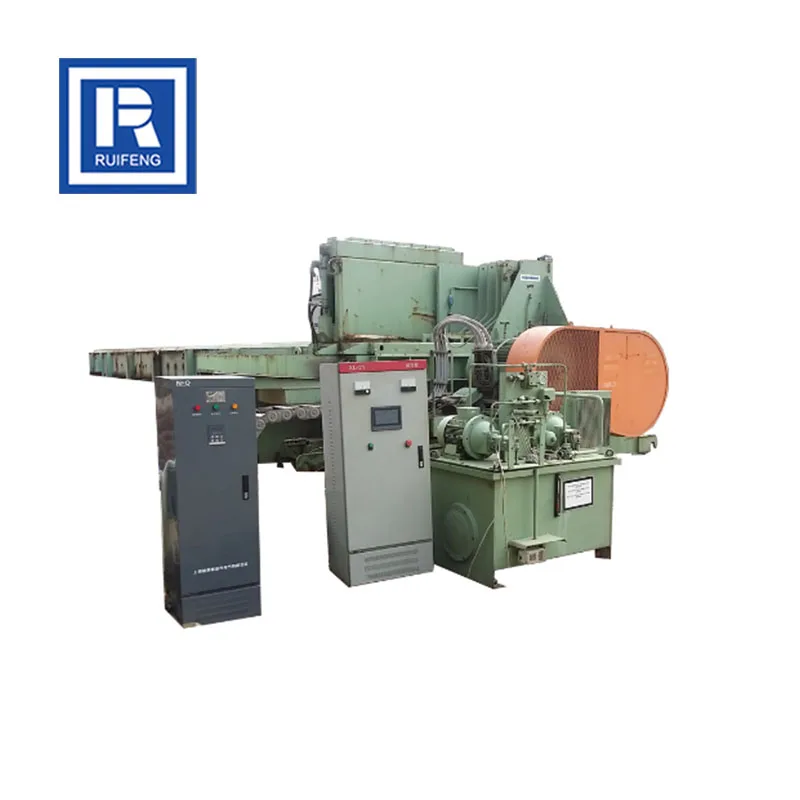 150 м/мин
150 м/мин
Упаковка: Деревянный ящик
Суфома Машинери Ко., Лтд.
Сертификация: ISO9001, КЭ
Применение: Товары, текстиль, алкоголь, игрушки, одежда, подарки и искусство, медицина, продукты питания
Тип привода: Механический
Предоставленное послепродажное обслуживание: Инженеры, доступные для обслуживания машин за рубежом
Тип: Автоматическая машина для изготовления картонных коробок
Автоматическая оценка: Полуавтомат
КО. упаковочного оборудования Вэньчжоу Ронда, Лтд.
Напряжение: 380 В
Вес: 8 тонн
Послепродажное обслуживание: Инженеры, доступные для обслуживания машин за рубежом
Мощность (Вт): 190kw
Максимальная ширина покрытия: 1760 мм
Упаковка: Индивидуальные
ЦИНДАО JIERUIXIN MACHINERY AND TECHNOLOGY CO. , LTD.
, LTD.
Рабочие формы: Гидравлическое давление
Технология обработки: Горячий пресс
Структура: Тип рамы
Форма прессования: Плоский пресс
Давление на поверхность плиты: Высокое давление
Прижимной слой: Однослойный
Циндао Xinlihui Machinery Co., Ltd.
Тип коробки передач: Гибкая автоматическая производственная линия
: Комплексный
Сертификация: ISO, CE, LR, ABS
Автоматизация: Автоматизация
Гибкое производство: Интеллектуальное производство
Ритм: Непоточная производственная линия
Циндао Xinlihui Machinery Co. , Ltd.
, Ltd.
Тип коробки передач: Гибкий
Автоматическая производственная линия: Комплексная сертификация
: ISO, CE, LR, ABS
Автоматизация: Автоматизация
Гибкое производство: Интеллектуальное производство
Ритм: Поточная производственная линия
Циндао Xinlihui Machinery Co., Ltd.
Рабочие формы: Гидравлическое давление
Технология обработки: Горячий пресс
Структура: Тип коробки
Форма прессования: Формовочный пресс
Давление на поверхность плиты: Высокое давление
Прижимной слой: Многослойный
Циндао Xinlihui Machinery Co. , Ltd.
, Ltd.
Тип: Настольная панельная пила
Тип мощности: Электрический
Компоновка: Горизонтальный
Режим управления: ЧПУ
Автоматический класс: Автоматический
Точность: Высокая точность
Циндао Xinlihui Machinery Co., Ltd.
Тип: Станок для соединения пальцев
Тип мощности: Электрический
Компоновка: Горизонтальный
Режим управления: Искусственный
Автоматический Автомат
Точность: Высокая точность
Циндао Xinlihui Machinery Co. , Ltd.
, Ltd.
Тип: Настольная панельная пила
Тип мощности: Электрический
Компоновка: Горизонтальный
Режим управления: ЧПУ
Автоматический класс: Автомат
Точность: Высокая точность
Циндао Xinlihui Machinery Co., Ltd.
Функция: Предварительное фрезерование, склеивание, кромкооблицовка, обрезка торцов, черновая обрезка, тонкая обрезка, отслеживание контура, шабрение, полировка, прорезание пазов
Тип: Линейный кромкооблицовочный станок
Толщина кромки: 0,4-3 мм
Автоматическая оценка: Автоматическая скорость подачи панели
: 20 м/мин
Сертификация: CE, ISO, FDA
Циндао Xinlihui Machinery Co. , Ltd.
, Ltd.
Состояние: Новый
Сертификация: ИСО 9001:2000, ИСО 9001:2008, CE
Автоматизация: Автоматический
Подходит для: Переработанный материал, бумага
Толщина бумаги: Нормальная бумага спецификации
Сырье: Макулатура, бумажная масса, бумажный шлам
Qinyang City Shunfu Paper Making Machinery Co., Ltd.
Гарантия: Два года
Функция: Склеивание, кромкооблицовка
Тип: Прямые, неровные и скошенные
Толщина кромки: 0,4–3 мм
Автоматический класс: Автоматическая скорость подачи панели
: 10-20 м/мин
Циндао Yingsi Machinery Co.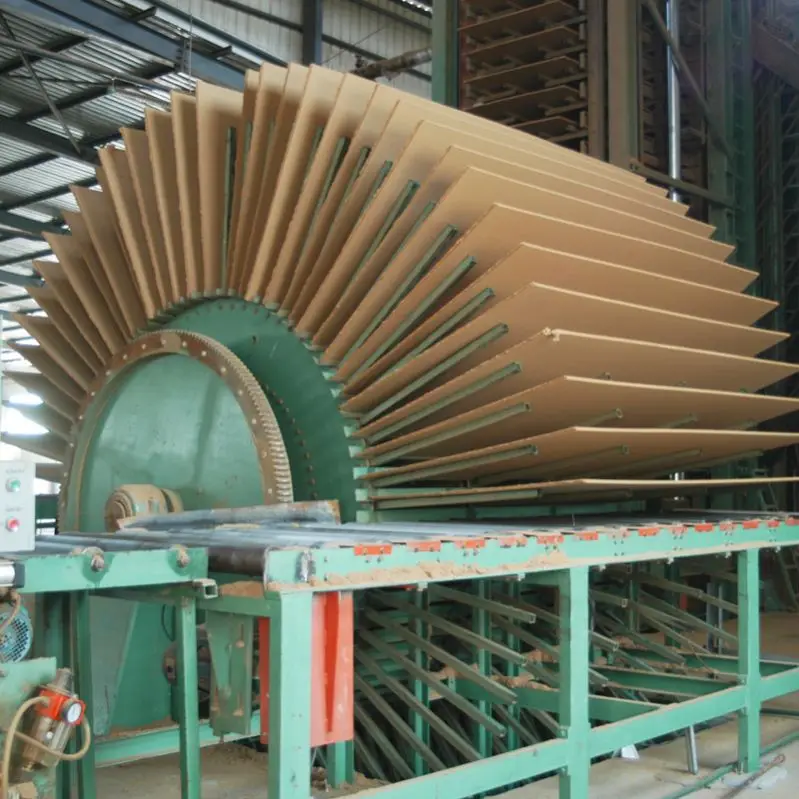 , Ltd.
, Ltd.
Рабочие формы: Гидравлическое давление
Технология обработки: Горячий пресс
Структура: Тип рамы
Форма прессования: Плоский пресс
Давление на поверхность плиты: Среднее давление
Прижимной слой: Многослойный
Линьи Син Сан Лин Смарт Машинери Лтд
Сертификация: CE, ISO, FDA, Bietc
Рабочее напряжение: Индивидуализация
Упаковка: Стандартная экспортная упаковка
Стандарт: 3200x2700x5100мм
Порт: Циндао
Производственная мощность: 20 комплектов/год
Линьи Син Сан Лин Смарт Машинери Лтд
Гарантия: 12 месяцев
Рабочие формы: Гидравлическое давление
Техника обработки: Горячий пресс
Структура: Тип рамы
Форма прессования: Плоский пресс
Давление на поверхность плиты: Среднее давление
Линьи Син Сан Лин Смарт Машинери Лтд
Тип: Машины для упаковки в картонные коробки
Автоматическая оценка: Автоматический
Максимальный размер коробки: 400*300*125 мм: Минимальный размер коробки: 125*85*20 мм
Упаковка: Деревянный ящик
Стандарт: СЕ, ИСО9001; 2000
Порт: Нинбо
Вэньчжоу Zhongke Packaging Machinery Co. , Ltd.
, Ltd.
Uscam1325 Фрезерно-гравировальный станок с ЧПУ
Станок для фанеры, мягкой древесины, твердой древесины, МДФ, ДСП , акрилСертификация: КЭ, ИСО 9001
Использование: Деревообработка, пластик, стекло, камень, реклама
Мощность: Малая мощность
Управление: ЧПУ
Тип привода: Шаговый привод
Контроллер: DSP/Nc-Студия
Цзинань Uscam Machinery Co., Ltd.
1325 Гравировальный станок с ЧПУ по дереву
Машина для фанеры, мягкой древесины, твердой древесины, МДФ, ДСП , акрилСертификация: КЭ, ИСО 9001
Использование: Деревообработка, Пластик, Стекло, Камень, Реклама
Мощность: Малая мощность
Управление: ЧПУ
Тип привода: Шаговый привод
Контроллер: DSP/Nc-Студия
Цзинань Uscam Machinery Co.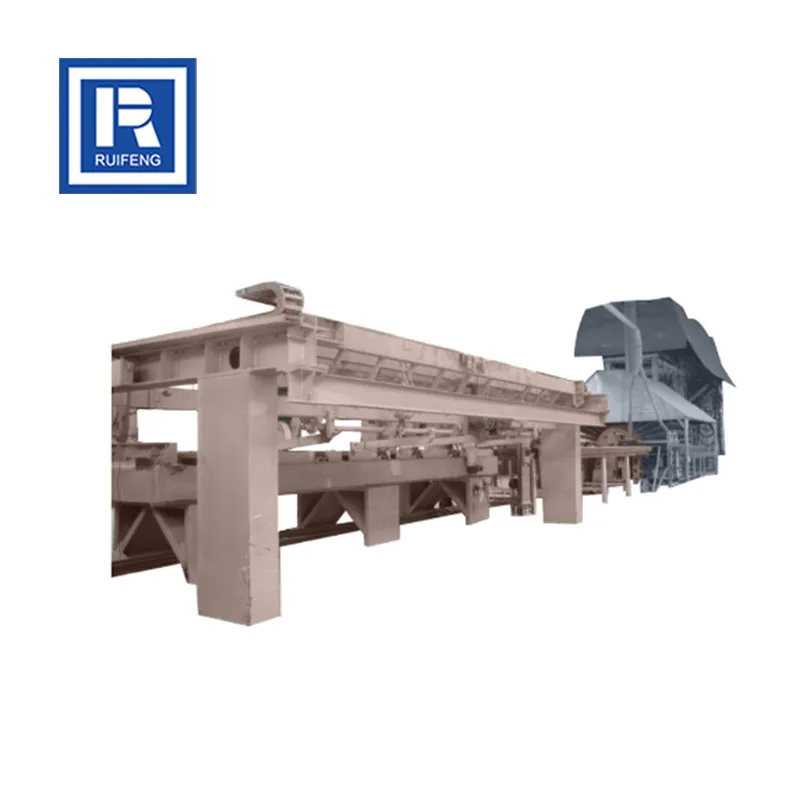 , Ltd.
, Ltd.
Степень водонепроницаемости: IPX-1
Гарантия: 1 год
Сертификация: CE, SGS, ISO 9001:2015
Состояние: Новый
Управление: Автоматический
Применение: Бумага, пластик, кожа, ткань, EPE, другие гибкие материалы
Jinan Zhuoxing Intelligent Technology Co., Ltd.
Функция: Предварительное фрезерование, склеивание, кромкооблицовка, торцевая обрезка, грубая обрезка, тонкая обрезка, отслеживание контура, шабрение, полировка, прорезка
Тип: Линейный кромкооблицовочный станок
Толщина кромки: 0,4–3 мм
Автоматический класс: Автоматическая скорость подачи панели
: 20 м/мин
Сертификация: CE, ISO, FDA
Циндао Xinlihui Machinery Co. , Ltd.
, Ltd.
Гарантия: 12 месяцев
Функция: Склеивание, кромкооблицовка, черновая обрезка
Тип: Линейный кромкооблицовочный станок
Толщина кромки: 0,15–3 мм
Автоматический класс: Мануэль
Скорость подачи панели: 10,5/16 м/мин
Шаньдун Этерн Машинери Ко., Лтд.
Тип: Операция ковки
Метод формовки ковки: Ковка пресс-форм
Источник питания: Электрический
Автоматизация
Сертификация: CE
Гарантия: 24 месяца
Сючан Хуаруй Машинери Ко.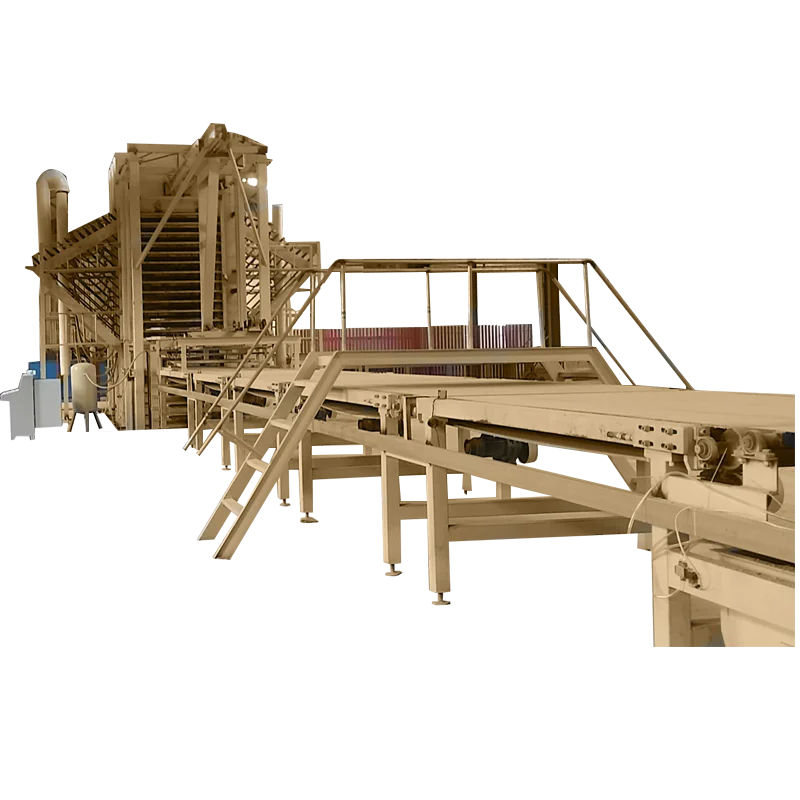 , Лтд.
, Лтд.
Применение: Текстильное оборудование, деревообрабатывающая промышленность, рекламная индустрия
Система охлаждения: Водяное охлаждение
Технический класс: Импульсный лазер
Применимый материал: Неметалл
Тип структуры: Настольный лазер
Классификация: СО2
Shandong Lintianzhiyuan CNC Equipment Co., Ltd.
Функция: Предварительное фрезерование, склеивание, кромкооблицовка, обрезка торцов, черновая обрезка, тонкая обрезка, отслеживание контура, шабрение, полировка, прорезание пазов
Тип: Линейный кромкооблицовочный станок
Толщина кромки: 0,4–3 мм
Автоматический класс: Автомат
Скорость подачи панели: 20 м/мин
Сертификация: CE, ISO, FDA
Циндао Xinlihui Machinery Co. , Ltd.
, Ltd.
Функция: Склеивание, кромкооблицовка, обрезка торцов, тонкая обрезка, шабрение, полировка
Тип: Линейный кромкооблицовочный станок
Толщина кромки: 0,4–3 мм
Автоматический класс: Автоматическая скорость подачи панели
: 20 м/мин
Сертификация: CE, ISO, FDA
Циндао Xinlihui Machinery Co., Ltd.
Рабочие формы: Гидравлическое давление
Техника обработки: Горячий пресс
Структура: Тип коробки
Форма прессования: Формовочный пресс
Давление на поверхность плиты: Высокое давление
Прижимной слой: Многослойный
Циндао Xinlihui Machinery Co. , Ltd.
, Ltd.
Послепродажное обслуживание: Предоставьте
Тип: Операция ковки
Метод формовки ковки: Бесплатная ковка
Источник питания: Электрический
Высокая эффективность
Сертификация: ИСО9001
Пекинская компания Ron-En Machinery & Integration Co., Ltd.
Применение: Бытовая техника, экологическое оборудование, производство нефтяного оборудования, сельскохозяйственное оборудование, текстильное оборудование, пищевое оборудование, аэрокосмическая промышленность, автомобильная промышленность, обувная промышленность, деревообрабатывающая промышленность, рекламная промышленность
Система охлаждения: Водяное охлаждение
Технический класс: Лазер непрерывного действия
Применимый материал: Металл и неметалл
Тип структуры: Настольный лазер
Классификация: Газовый лазер
Цзинань Двин Технолоджи Ко. , Лтд.
, Лтд.
Применение: Кожевенная промышленность, Домашнее хозяйство, Плотницкие работы, Печать и упаковка, Строительная промышленность, Пресс-формы и штампы, Ремесленная промышленность, Рекламная индустрия
Система охлаждения: Водяное охлаждение
Технический класс: Импульсный лазер
Автоматический класс: Руководство
Применимый материал: Металл
Тип: Качающееся зеркало
Шаньдунская компания по машинному оборудованию, ООО
Тип коробки передач: Гибкая автоматическая производственная линия
: Комплексная сертификация
: ISO, CE, LR, ABS
Автоматизация: Автоматизация
Гибкое производство: Интеллектуальное производство
Ритм: Поточная производственная линия
Циндао Xinlihui Machinery Co. , Ltd.
, Ltd.
Тип: Станок для резки фанеры
Автомат: Автоматический
Сертификация: CE, ISO
Длина резки: 2440–2460 мм
Ширина реза: 1220-1240мм
Толщина резки: 10–60 мм
Шаньдун Джилонг Машинери Эквипмент Ко., Лтд.
Тип коробки передач: Гибкая автоматическая производственная линия
: Комплексная сертификация
: ISO, CE, LR, ABS
Автоматизация: Автоматизация
Гибкое производство: Интеллектуальное производство
Ритм: Поточная производственная линия
Циндао Xinlihui Machinery Co. , Ltd.
, Ltd.
Тип: Гравировальный станок
Расположение шпинделя: Вертикальный
Номер шпинделя: Одношпиндельный
Режим подачи: Механический
Режим управления: ЧПУ
Сертификация: CE, ISO, FDA
Цзинань Firmcnc Equipment Co., Ltd.
Гарантия: 1 год
Тип: Мощные измельчители пластика
Сырье: Смешивание
Состав: Верхняя подача
Нож Классификация: Ножевой измельчитель
Ножевой вал: Твердый ножевой ролик
Ванроэ Машинери Ко.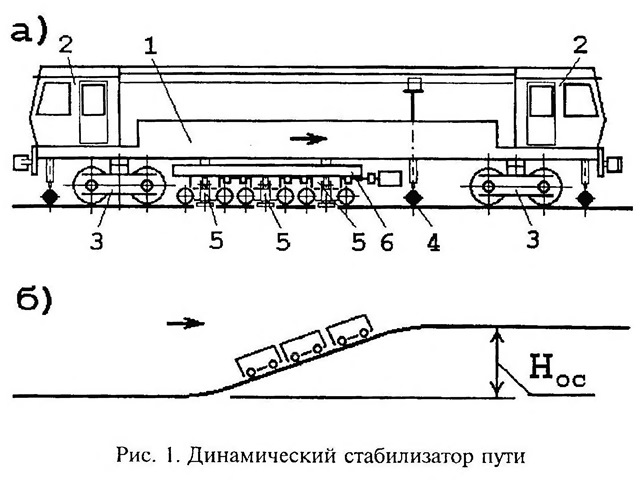 , Лтд.
, Лтд.
Тип: Гравировальный станок
Расположение шпинделя: Шпиндель более
Номер шпинделя: Одношпиндельный
Режим подачи: Ручной
Режим управления: ЧПУ
Сертификация: СЕ, ИСО
Цзинань Firmcnc Equipment Co., Ltd.
Тип: Гравировальный маршрутизатор
Расположение шпинделя: Вертикальный
Номер шпинделя: Одношпиндельный
Режим подачи: Механический
Режим управления: ЧПУ
Сертификация: CE, ISO, FDA
Цзинань Firmcnc Equipment Co. , Ltd.
, Ltd.
Послепродажное обслуживание: Круглосуточная техническая поддержка онлайн
Гарантия: 1 год
Состояние: Новый
Сертификация: ISO, CE
ЧПУ или нет: ЧПУ
Напряжение: 380В
ЦИНДАО AOSHUO CNC ROUTER CO., LTD.
Состояние: Новый
Сертификация: ISO, CE
ЧПУ или нет: ЧПУ
Напряжение: 380В
Ключевые слова: Маршрутизатор с ЧПУ Atc
Название продукта: 1325 Wood Atc CNC Router
SHANDONG IGOLDEN CNC TECHNOLOGY CO. , LTD.
, LTD.
Машинные цветочные декоры Finnabair Chipboard Decoration
Следующие товары не подлежат возврату или обмену
Из-за характера этих предметов, если они не будут повреждены или дефектны, я не могу принять возврат для:
- Индивидуальные или персонализированные заказы
- Скоропортящиеся продукты (например, продукты питания или цветы)
- Цифровые загрузки
- Интимные предметы (для здоровья/гигиены)
Детали возврата и обмена
Товары застрахованы с отслеживанием. Если вы получили поврежденную посылку или возникли какие-либо другие проблемы с покупкой, немедленно свяжитесь со мной здесь или напишите мне по адресу Suppliesatasc [!at] gmail.com. Вам нужно будет сделать много фотографий поврежденного продукта и упаковки. Также вам нужно будет сохранить оригинальную упаковку (почтовая служба может потребовать от вас отнести упаковку в одно из их отделений). Затем я подам претензию почтовой службе. Если претензия будет оплачена, я заменю товар. Я с радостью верну деньги или обменяю любые поврежденные предметы, но я прошу, чтобы поврежденные предметы были отправлены мне по почте за ваш счет, и я заменю их за свой счет.
Также вам нужно будет сохранить оригинальную упаковку (почтовая служба может потребовать от вас отнести упаковку в одно из их отделений). Затем я подам претензию почтовой службе. Если претензия будет оплачена, я заменю товар. Я с радостью верну деньги или обменяю любые поврежденные предметы, но я прошу, чтобы поврежденные предметы были отправлены мне по почте за ваш счет, и я заменю их за свой счет.
Компания ASC Supplies принимает возврат НЕРАСКРЫТЫХ товаров в течение 30 дней с момента покупки с полным возмещением только покупной цены продукта (затраты на доставку не возмещаются). Все продукты должны быть неиспользованными и возвращены в оригинальной упаковке. Товар будет проверен по возвращении, чтобы убедиться, что он соответствует этим критериям. Открытый или использованный продукт НЕ будет возвращен.
Клиенты несут ответственность за все расходы по доставке возвращенных товаров обратно в ASC Supplies. Мы не принимаем наложенный платеж (наложенный платеж) для возвращенных товаров. Пожалуйста, подождите до 30 дней для обработки вашего возврата. Вы получите подтверждение по электронной почте, как только ваш возврат будет обработан. Вашей кредитной карте/финансовому учреждению может потребоваться больше времени, чтобы отразить транзакцию.
Пожалуйста, подождите до 30 дней для обработки вашего возврата. Вы получите подтверждение по электронной почте, как только ваш возврат будет обработан. Вашей кредитной карте/финансовому учреждению может потребоваться больше времени, чтобы отразить транзакцию.
Если вы передумаете о заказе после того, как заказ был отправлен, вы можете отказаться от посылки, когда она будет доставлена, и как только я получу ее обратно, я верну деньги только за стоимость товара.
Если вы решите вернуть заказ или товар по ЛЮБОЙ причине, пожалуйста, поймите, что вы возвращаете товар за свой счет, и ваш возврат будет включать только сумму, которую вы заплатили за товар. Я купил оригинальную транспортную этикетку на основе выбранного вами и оплаченного способа доставки, чтобы отправить вам заказ. Если вы вернете мне товар, я не получу возмещение за эту этикетку доставки, поэтому я не могу вернуть его вам. Это касается как внутренних, так и международных заказов.
Политика глины
Свежесть нашей глины:
Мы покупаем нашу глину у производителя, и она распродается в течение нескольких дней после пополнения запасов на полках, так что она самая свежая от производителя, которую я могу получить. В тех редких случаях, когда на момент поступления нового заказа некоторые товары все еще есть на складе, наша политика заключается в ротации запасов таким образом, чтобы они хранились в порядке «первым поступил — первым вышел».
В тех редких случаях, когда на момент поступления нового заказа некоторые товары все еще есть на складе, наша политика заключается в ротации запасов таким образом, чтобы они хранились в порядке «первым поступил — первым вышел».
Возврат на глину:
ASC Supplies принимает возврат невскрытых товаров в течение 30 дней с момента покупки с полным возмещением только покупной цены продукта (затраты на доставку не возмещаются). Все продукты должны быть неиспользованными и возвращены в оригинальной упаковке. Товар будет проверен по возвращении, чтобы убедиться, что он соответствует этим критериям. Стоимость открытого или использованного изделия из глины не возвращается.
Клиенты несут ответственность за все расходы по доставке возвращенных товаров обратно в ASC Supplies. Мы не принимаем наложенный платеж (наложенный платеж) для возвращенных товаров. Пожалуйста, подождите до 30 дней для обработки вашего возврата. Вы получите подтверждение по электронной почте, как только ваш возврат будет обработан. Вашей кредитной карте/финансовому учреждению может потребоваться больше времени, чтобы отразить транзакцию.
Вашей кредитной карте/финансовому учреждению может потребоваться больше времени, чтобы отразить транзакцию.
Как обращаться со сложной глиной:
Пожалуйста, смотрите ниже информацию о возможных проблемах с глиной прямо с веб-сайта производителя:
Прочность глины/мягкие и твердые материалы
Почему некоторые глины для обжига в печи кажутся более жесткими, чем другие глины?
Если глина, обожженная в духовке, кажется жесткой, глину следует предварительно нагреть, чтобы облегчить кондиционирование. Вы можете сделать это, оставив глиняный блок под маломощной лампочкой на 5 минут или около того, а затем быстро покатав его между руками. Глина станет мягкой и эластичной, а первоначальная жесткость спадет. Вы также можете использовать свои руки, просто подержав глину между ладонями в течение нескольких минут перед раскатыванием.
Что такое смягчители глины и когда вы их используете?
Мы предлагаем два вида глиняных смягчителей: жидкий и твердый глиняный кондиционер.
При использовании Sculpey® Thinner и Clay Softener начните с 2–4 капель на 2 унции. глины и тщательно перемешать, добавляя по одной капле, пока не будет достигнута желаемая консистенция.
При использовании кондиционера Sculpey® Solid Clay отщипните небольшой кусочек смягчителя и тщательно перемешайте. Продолжайте добавлять жидкий или твердый глиняный кондиционер, пока не будет достигнута желаемая консистенция.
Если вы смешаете слишком много, просто поместите глину на белую компьютерную бумагу и оставьте на пару часов, после чего часть кондиционера вымывается.
Смягчитель глины не восстанавливает глину, если она стала очень твердой или после обжига. Если глина уже рассыпчатая, она либо слишком сильно подвергалась воздействию тепла, либо достаточно старая, чтобы уже претерпевать некоторые химические изменения. На данном этапе он не может быть восстановлен.
Разбавитель Sculpey Thinner и Clay Softener можно использовать для разбавления более густого Liquid Sculpey. Добавьте 2 капли в бутылку и тщательно перемешайте. Добавляйте по одной капле, пока не будет достигнута желаемая консистенция.
Добавьте 2 капли в бутылку и тщательно перемешайте. Добавляйте по одной капле, пока не будет достигнута желаемая консистенция.
Как отрегулировать консистенцию моей глины или Liquid Sculpey®?
Вы можете легко отрегулировать консистенцию глины. Если ваша глина слишком мягкая, попробуйте этот простой метод: – Защитите рабочую поверхность вощеной бумагой или фольгой – Раскатайте глину в лист и поместите лист глины между несколькими листами копировальной бумаги или газетной бумаги, не используйте печатную бумагу в качестве печати. перейдет на глину – Поместите лист вощеной бумаги или фольги поверх верхних листов бумаги – Используйте книгу в качестве груза поверх бумаги – Оставьте глину на несколько часов, проверьте желаемую консистенцию.
Если ваша глина тверже, чем вам хотелось бы, вы можете смягчить ее, добавив небольшое количество Sculpey Thinner and Clay Softener или Sculpey Solid Clay Conditioner. Добавляйте понемногу, пока не добьетесь идеальной консистенции.
Если ваш Liquid Sculpey слишком густой, вы можете разбавить его, добавив 2 капли растворителя Sculpey Thinner и Clay Softener в бутылку и тщательно перемешав.
Что делать, если глина, которую я купил, слишком твердая?
Если ваша глина немного сухая или твердая, для ее восстановления может потребоваться только добавление размягчителя глины Sculpey. Мы предлагаем два вида глиняных смягчителей: жидкий и твердый глиняный кондиционер. При использовании нашего жидкого смягчителя начните с 2-4 капель на 2 унции. глины и тщательно перемешать. При использовании смягчителя на основе твердой глины отщипните небольшой кусочек смягчителя и тщательно перемешайте. Продолжайте добавлять жидкий или твердый глиняный кондиционер, пока не будет достигнута желаемая консистенция. Если вы смешаете слишком много, просто поместите глину на белую компьютерную бумагу и дайте ей постоять пару часов, и некоторое количество кондиционера вымывается.
Что делать, если глина, которую я купил, слишком мягкая?
Если у вас слишком мягкая глина на ваш вкус, это легко исправить! Защитите рабочую поверхность вощеной бумагой или фольгой. Просто раскатайте слишком мягкую глину в листы толщиной около 1/4 дюйма. Поместите ее между листами чистой белой бумаги, такой как компьютерная или копировальная. вощеной бумаги или фольги поверх верхних листов бумаги. Используйте книгу в качестве веса поверх бумаги. В течение часа вы увидите, что поверхность бумаги выглядит «маслянистой». Это пластификатор «выщелачивается». Обычно для этого требуется всего пара смен бумаги, а глина идеальной консистенции.Некоторые художники предпочитают очень жесткую глину, и они продолжают процесс несколько раз.
Поместите ее между листами чистой белой бумаги, такой как компьютерная или копировальная. вощеной бумаги или фольги поверх верхних листов бумаги. Используйте книгу в качестве веса поверх бумаги. В течение часа вы увидите, что поверхность бумаги выглядит «маслянистой». Это пластификатор «выщелачивается». Обычно для этого требуется всего пара смен бумаги, а глина идеальной консистенции.Некоторые художники предпочитают очень жесткую глину, и они продолжают процесс несколько раз.
Как разрезать ДСП с помощью Cricut Maker: WICKED Sign
Для проекта «Плохой сундук единорога» или «Угощение » я сделал из ДСП большой знак с надписью « WICKED ». И это было чертовски круто. Я знаю, что продолжаю говорить о своем Cricut Maker, но, ЧЕЛОВЕК, это здорово. Все эти буквы были вырезаны из ДСП с помощью адаптируемого лезвия инструментального ножа. В этом посте я покажу вам советы и рекомендации по , как резать ДСП с помощью Cricut Maker 9. 0085 , и в процессе создайте свой собственный знак WICKED.
0085 , и в процессе создайте свой собственный знак WICKED.
Впереди партнерские ссылки, они ничего вам не стоят, но помогают сохранить мой контент бесплатным и серверы включенными!
Вот список материалов, которые необходимо собрать перед началом работы:
- ДСП Cricut, 2 мм (купить здесь)
- Картон Cricut с золотым глиттером (купить здесь)
- Cricut Maker с установленным лезвием ножа (купить здесь и здесь)
- Синяя малярная лента (купить здесь)
- Липкие коврики Cricut – лучше, если они старые и не липкие
- Дворовая палка
- Черная краска
- Шнурок или лента для подвешивания
- Файл WICKED в Design Access (найдите его здесь)
Совет по резке ДСП Cricut #1
Первое, чему я научился резать ДСП на Cricut Maker, это то, что не имеет значения, насколько липкий ваш коврик, вам нужно будет использовать синюю малярную ленту по краям ваш ДСП, чтобы держать его неподвижным. Однако здесь не нужно перебарщивать.
Однако здесь не нужно перебарщивать.
Лезвие ножа легко прорежет ленту. Роликам, однако, лента НЕ понравится. Приклейте скотчем только верхнюю часть коврика и не оборачивайте его по краям. Лента в конце концов порвется, ролики склеятся, и тогда вам придется вытащить свой проект и очистить его от грязи, а может быть, даже придется начать свой проект заново. Это было бы действительно отстойно, так что просто держите ленту сверху.
cricut Совет по резке ДСП #2
Помните, я только что сказал, что не имеет значения, насколько липкий ваш коврик? Это отличный способ использовать все те старые маты, которые просто больше не прилипают. Поскольку на подготовку ковриков с помощью малярной ленты уходит минута или две, хорошо иметь в запасе несколько ковриков, которыми можно обменять, пока вы режете большие проекты — по крайней мере, те, которые нужно разрезать на несколько досок.
cricut — лайфхак для резки ДСП #3
Резка ДСП — это совсем не последний проект, вам нужно выделить достаточно времени, чтобы волшебство произошло. Программа захочет сделать где-то около 20 проходов по вырезанию ДСП, но я обычно останавливаюсь на 12. Это все равно занимает немного времени, особенно если у вас сложный дизайн. Это все полностью свободное время, но не рассчитывайте на то, что это будет сделано быстро.
Программа захочет сделать где-то около 20 проходов по вырезанию ДСП, но я обычно останавливаюсь на 12. Это все равно занимает немного времени, особенно если у вас сложный дизайн. Это все полностью свободное время, но не рассчитывайте на то, что это будет сделано быстро.
Вы можете использовать файл WICKED в Design Access (найти его здесь) или сделать свои собственные буквы для нанизывания. Процесс тот же!
Это то, что вы увидите, когда откроете файл WICKED. Если вы делаете свое собственное слово, просто не забудьте разгруппировать буквы, прежде чем начать резать.
После того, как вы нажмете «Сделать это», вы попадете на этот экран. Если вы посмотрите на свой IE, вы увидите, что он приближается почти к 12-дюймовой отметке. ДСП Cricut имеет размер 11х11, так что вам нужно будет сделать подгонку!
Под размером материала в левой колонке обязательно выберите 11×11, чтобы все буквы попали на ДСП. Нажмите «Продолжить» в правом нижнем углу экрана.
Теперь вам нужно выбрать материал — разновидность Cricut — ДСП толщиной 2,0 мм.
Перед тем, как нажать на мигающую C:
- Маляр приклеит ДСП к коврику
- Переместите звездочки на роликовом шарике до упора вправо
- Вставьте лезвие ножа в зажим b
- Загрузите коврик в машину
Как только вы это сделаете, режьте!
Как только вы начнете резать, вы увидите, сколько проходов сделает машина, прежде чем она решит, что деталь полностью вырезана. Я ОЧЕНЬ нетерпеливый, поэтому пробовал вытаскивать ДСП перед этим, и 10 еще рано, а 12 обычно нормально. Все, что вам нужно сделать, это нажать кнопку со стрелкой на машине, как только это будет сделано с пропуском, и она выгрузится и перейдет к следующему коврику.
После того, как вся ваша ДСП будет вырезана, на этот раз вам придется повторить процесс вырезания букв из картона с золотым блеском.
Это легко. Я использовал клей-карандаш, чтобы приклеить блестящий картон к передней части каждой буквы из ДСП. Вот и все. При желании ДСП можно покрасить, но для использования и целей этого знака это было бы немного перебором.
После того, как все блестки будут на месте, покрасьте линейку в черный цвет и дайте ей высохнуть.
Горячим клеем каждую букву к критерию.
Когда клей схватится, переверните WICKED. Оберните ленту вокруг палочки и завяжите ее, чтобы потом можно было повесить.
Сундук или угощение в нашей церкви обычно происходит ночью. Помня об этом, я всегда стараюсь добавить в багажник немного светового шоу.
В долларовом магазине продаются мини-гирлянды огней. Вы можете прикрепить несколько из них к задней части знака, чтобы придать ему красивую подсветку. В темноте это выглядит довольно круто, и стоит всего два или три доллара.
Как я уже сказал, это займет немного времени, но оно того стоит! Изготовление вывесок таким образом делает вывески действительно долговечными и выглядит профессионально сделанными!
Спасибо, что ознакомились с моим сообщением «Как разрезать ДСП с помощью Cricut Maker: WICKED». Ознакомьтесь с моей полной коллекцией статей о Cricut, а также найдите больше идей по изготовлению винила Cricut & Silhouette от Мэрайи Лисон, House of Ideas Collections, Мишель Стюарт, Эшли Джонстон, Рэнди Дьюкс, Тауни Эверетт и Лиз Колл.