Материалы — e-mööblisalong
Ламинированная ДСП плита:
Ламинированная ДСП — древесно-стружечная плита, произведённая на основе высококачественной ДСП, облицованная при повышенном давлении и температуре стойкой меламиновой пленкой и покрытая специальным лаком, устойчивым к влаге и механическим повреждениям. Ламинирование обеспечивает хороший внешний вид, высокие потребительские качества и повышает физико-механические свойства. Ламинированная ДСП не требует дальнейшей отделки и широко применяется для производства мебели.
Плиты имеют различную толщину, но в основном применяется толщина 16мм и 22мм. Для окантовки плиты используем PVC кант. Этот материал более крепкий и износостойкий, в отличие от хрупкого меламинового канта. Использование PVC канта позволяет продлить срок службы заказанной мебели. Кроме того, изготовленная мебель с использованием PVC канта имеет более солидный внешний вид.
Отличительные характеристики ламинированных ДСП плит Repo by Sorbes обеспечены следующими ключевыми особенностями:
— высокое качество
— класс Е1 эмиссии формальдегида
— очень хорошая прочность на изгиб
— прекрасно держит шурупы
— оптимальная структура плиты.
МДФ плита:
МДФ плита (англ. — Medium Density Fiberboard – древесноволокнистые плиты средней плотности) – материал, произведенный из древесных волокон путем прессования с использованием различных связующих веществ при высоком давлении и температуре. Плотность и удельный вес МДФ плиты позволяют использовать ее при производстве мебели и различных отделочных материалов.
Такая плита легко обрабатывается, имеет презентабельный внешний вид, что позволяет ее широко использовать для производства мебели, где ценится фактурная поверхность. Одним из ее свойств является высокая экологичность и возможность обработки практически любым режущим инструментом, в том числе и фрезерованием с последующим ламинированием или лакировкой.
Также существенными преимуществами МДФ плит является влагостойкость, они легко переносят воздействие горячего пара, не разбухают и не вбирают в себя влагу. Эти качества обусловлены связующим материалом, который используется при производстве – лигнином.
Предлагаем Вашему вниманию широкий выбор кухонных дверей, выполненных из МДФ плит. Богатство расцветки и ценовых категорий не оставит Вас равнодушными.
Акрил:
Акрил — экологически чистый и прозрачный полимерный материал обладает хорошими физико-механическими свойствами. Он подходит для термообработки, имеет высокую прочность и устойчивость к ультрафиолету. Акриловая фасадная плита, это ДСП, которая покрыта глянцевым акриловым пластиком толщиной 1.4мм, создающим зеркальный эффект. Обратная часть плиты — матовая, покрыта пластиком толщиной 1.2мм, выполненная в том же цвете, что и лицевая сторона.
Предлагаемые нами итальянские глянцевые акриловые фасадные плиты — последняя тенденция европейской мебельной моды. Этот материал имеет большую цветовую палитру и удобен в уходе. Благодаря толстому, 1.4мм акриловому покрытию и однородности цвета материала на всю глубину, его абсолютно гладкая, отражающая свет поверхность даже при получении каких-либо царапин, легко зашлифовывается.
Отличительные особенности:
— идеально ровная поверхность
— уникальная степень глянца — 100 gloss
— обратная сторона полотна – матовый пластик в цвет фасада
— высокая устойчивость к изменению цвета и блеска поверхности
— устойчивость при контакте с горячим паром и жидкостями
— устойчивость к деформациям при изготовлении мебели
— возможность реставрации — неглубокие царапины устраняются полиролью
Столешницы:
Столешницы изготовлены из высококачественного ДСП. Рабочая поверхность покрыта декоративным пластиком высокого давления (HPL), который гарантирует высокую устойчивость к истиранию, влажности, пятнам вызванным воздействием бытовой химии. Широкий выбор текстур и цветов позволяет найти подходящую поверхность на любой вкус.
Плёнка ПВХ:
ПВХ пленка — это декоративный рулонный материал (полимерная пленка), предназначенный для облагораживания различных поверхностей. Основным видом полимерных пленок, используемых для облицовки, являются пленки на основе поливинилхлорида (ПВХ). Эта пленка подходит для отделки всех видов мебели, откуда и взялось название мебельная ПВХ пленка. Этот вид пленки подходит для облицовки ровных поверхностей, таких как: панели (ПВХ и МДФ), древесностружечные плиты (МДФ и ДСП), подоконники. Кроме того, пленка подходит для облицовки рельефных поверхностей (мебельные фасады, дверные полотна, плинтуса) при помощи специального оборудования. ПВХ пленки, благодаря огромному разнообразию цветов, текстур и тиснений, позволяют имитировать на поверхности облицовочного материала натуральное дерево, мрамор, камень и т.п., причем не только на вид, но и на ощупь. Это не только красиво, но и практично, долговечно и недорого.
Основным видом полимерных пленок, используемых для облицовки, являются пленки на основе поливинилхлорида (ПВХ). Эта пленка подходит для отделки всех видов мебели, откуда и взялось название мебельная ПВХ пленка. Этот вид пленки подходит для облицовки ровных поверхностей, таких как: панели (ПВХ и МДФ), древесностружечные плиты (МДФ и ДСП), подоконники. Кроме того, пленка подходит для облицовки рельефных поверхностей (мебельные фасады, дверные полотна, плинтуса) при помощи специального оборудования. ПВХ пленки, благодаря огромному разнообразию цветов, текстур и тиснений, позволяют имитировать на поверхности облицовочного материала натуральное дерево, мрамор, камень и т.п., причем не только на вид, но и на ощупь. Это не только красиво, но и практично, долговечно и недорого.
Массив дерева:
Классически под древесным массивом понимается 100% древесина, лишённая каких-либо примесей и клеящих веществ. Ценность мебели из натурального массива по сравнению с другими мебельными материалами заключается не только в её долговечности и экологичности, но и в том, что сама по себе древесина – довольно прихотливый материал, требующий особого внимания и квалификации при обработке.
Мдф 16 мм в Ангарске: 24-товара: бесплатная доставка [перейти]
Партнерская программаПомощь
Ангарск
Каталог
Каталог Товаров
Одежда и обувьОдежда и обувь
СтройматериалыСтройматериалы
Здоровье и красотаЗдоровье и красота
Текстиль и кожаТекстиль и кожа
Детские товарыДетские товары
Продукты и напиткиПродукты и напитки
ЭлектротехникаЭлектротехника
Дом и садДом и сад
Вода, газ и теплоВода, газ и тепло
Мебель и интерьерМебель и интерьер
Сельское хозяйствоСельское хозяйство
Все категории
ВходИзбранное
10 200
Панель внутренняя Bomond 16 мм Фараон-2, Мореный дуб, Шпонированные Отделка полотна: шпон
ПОДРОБНЕЕ10 200
Панель внутренняя Bomond 16 мм Фараон-2, Светлый мореный дуб, Шпонированные Отделка полотна: шпон
ПОДРОБНЕЕМДФ 2440*1830 — 16мм Тип: МДФ, Толщина: 16мм
ПОДРОБНЕЕМДФ / 16 мм / Ясень белый / Односторонняя — МДФ — 16мм — Ясень белый — Односторонняя Дизайн:
ПОДРОБНЕЕМДФ / 16 мм / Дуб радиал / Односторонняя — МДФ — 16мм — Дуб радиал — Односторонняя Дизайн: дерево,
ПОДРОБНЕЕПанель внутренняя Bomond 16 мм Прямая (гладкая), Беленый дуб, Шпонированные
ПОДРОБНЕЕПерфорированная Панель Cosca Форо 16 ХДФ Вишня В1250хШ2800 мм / Коска Производитель: Cosca, Дизайн:
ПОДРОБНЕЕ-27%
1 418
1943
4 шт — плита (лист) ДВП (оргалит, МДФ) OSB KRONO Тип: ДВП, Толщина: 19 мм, Вес: 2 кг
ПОДРОБНЕЕМДФ плита шлифованная 16*2800*2070 мм Кастамону MB Тип: МДФ, Толщина: 16мм
ПОДРОБНЕЕЛаминированный МДФ 16 мм 2800*2070 мм 2 стор белый матовый Кастамону ST Тип: МДФ, Толщина: 16мм,
ПОДРОБНЕЕ27 488
Фаворит металл 860 левая антик медь/СБ-02 сборная МДФ— панель (квадраты), 16 мм Венге темный Protector
ПОДРОБНЕЕ10 565
МДФ лакированная матовая 16 мм, формат 2070×2800 мм — Белый Бриллиант Производитель: Kronospan,
ПОДРОБНЕЕПлита МДФ 16х1400х2070 мм Тип: МДФ, Толщина: 16 мм, Вес: 36 кг
ПОДРОБНЕЕ75 000
Металлическая дверь МДФ (шпон 16 мм) с ковкой и стеклом Материал полотна: сталь, стекло, Внутренняя
ПОДРОБНЕЕЛистгибкийРазмер листаудельный весвес 2800х2070ЛаминированныйМдф 16 мм за листвес листа 2800х2070Размер листа для мебелиМдф 16 мм ламинированный за листФальш панель Сити, Бежевый, Коричневый, размер 60х82х1, МДФ (16 мм), 10101731 Толщина: 1. 6 см
6 см
36 340
VZ Дверь входная VZ Комфорт Антик медь / СБ-14 Эковенге стекло белое МДФ панель 16 мм со стеклянными вставками
ПОДРОБНЕЕ36 340
VZ Дверь входная VZ Комфорт Антик медь / СБ-14 Сандал стекло белое МДФ панель 16 мм со стеклянными вставками
ПОДРОБНЕЕВнутренняя панель Экошпон СБ-1 капучино, 16 мм Отделка полотна: экошпон
ПОДРОБНЕЕ18 416
ЛДСП 16 мм Задняя стенка хдфо (разновидность МДФ, изготавливаемая способом сухого прессования и имеющая высокую степень плотности).
ПОДРОБНЕЕ43 000
ГАРАНТ-24 термо — Панель МДФ толщиной 16 мм, (цвет «Лайт Софт Грей «) Производитель: Гарант,
ПОДРОБНЕЕ46 200
ГАРАНТ-25 термо — Панель МДФ толщиной 16 мм, (цвет «Лайт Софт Грей «) Производитель: Гарант,
ПОДРОБНЕЕ36 700
VZ Дверь входная VZ Комфорт Антик медь / МДФ 16 мм ОЛ-39 Эковенге МДФ панель 16 мм с фрезеровкой
ПОДРОБНЕЕ35 980
VZ Дверь входная VZ Комфорт Антик медь / ФЛ-117 Белый матовый МДФ панель 16 мм с фрезеровкой Цвет:
ПОДРОБНЕЕПлита МДФ Kastamonu 16x2800x2070 мм Материал: МДФ
ПОДРОБНЕЕСтартовая планка для реечной модульной стеновой панели саваш шимо темный 2800*116*16 мм Тип:
ПОДРОБНЕЕРеечная модульная стеновая панель саваш шимо темный 2800*116*16 мм Длина: 280 см, Ширина: 11. 6 см,
6 см,
53 976
Входная дверь Армада Квадро МДФ панель 16 мм Бетон тёмный; МДФ 6 мм Миланский орех (880 х 2050 мм. петли справа)
ПОДРОБНЕЕ53 976
Входная дверь Армада Квадро МДФ панель 16 мм Бетон тёмный; МДФ 6 мм Миланский орех (880 х 2050 мм. петли слева)
ПОДРОБНЕЕМДФ 16 мм 2500х2070 Толщина: 1.6см
ПОДРОБНЕЕМДФ плита фанерованная АВ односторонняя дуб (Длина:2440 мм, Ширина:1 220 мм, Толщина:16 мм) Дизайн:
ПОДРОБНЕЕМДФ плита шлифованная 16*2800*2070 мм Кроношпан Тип: МДФ, Толщина: 16мм
ПОДРОБНЕЕМДФ плита фанерованная АВ односторонняя дуб (Длина:2800 мм, Ширина:1 220 мм, Толщина:16 мм) Дизайн:
ПОДРОБНЕЕМДФ плита фанерованная АВ односторонняя дуб (Длина:2800 мм, Ширина:1 035 мм, Толщина:16 мм) Дизайн:
ПОДРОБНЕЕ10 565
МДФ лакированная глянцевая 16 мм, формат 2070×2800 мм — Макиато Производитель: Kronospan, Ширина:
ПОДРОБНЕЕСтартовая планка для реечной модульной стеновой панели саваш сонома 2800*35*16 мм Тип: панель, Тип
ПОДРОБНЕЕФальш панель Сити Дуб Галифакс натуральный, Бежевый, МДФ (16 мм) Дизайн: дерево, Ширина: 45см,
ПОДРОБНЕЕ-15%
1 640
1929
Фальш панель Сити, Бежевый, Коричневый, размер 45х82х1, МДФ (16 мм), 10101730 Толщина: 1. 6 см
6 см
МДФ плита 16*2800*2070 мм Эггер ST Тип: МДФ, Производитель: Egger, Толщина: 16мм
ПОДРОБНЕЕМДФ-плита, толщина 16 мм, размер 1830×2440 мм, сорт 1, Шексна Тип: МДФ, Толщина: 16мм
ПОДРОБНЕЕМДФ панель 16*2440*1830 мм Ширина: 183см
ПОДРОБНЕЕМДФ плита 16*2800*2070 мм Кроношпан Тип: МДФ, Толщина: 16мм
ПОДРОБНЕЕЛаминированный МДФ 16 мм 2800*2070 мм 1 стор белый матовый Кастамону Тип: МДФ, Толщина: 16мм,
ПОДРОБНЕЕМДФ плита шлифованная 16*2800*2070 мм Кастамону ST Тип: МДФ, Толщина: 16мм
ПОДРОБНЕЕЛаминированный МДФ 16 мм 2800*2070 мм одностороняя белая Кастамона ST Цвет: белый, Материал: МДФ,
ПОДРОБНЕЕМДФ-плита, толщина 16 мм, размер 1830×2440 мм, сорт 1, Шексна Тип: МДФ, Толщина: 16мм
ПОДРОБНЕЕКастамону МДФ 1 сорт 16 мм 2800*2070 мм Кастамону MB Тип: МДФ, Толщина: 16 мм
ПОДРОБНЕЕШексна МДФ плита шлифованная 1-сорт 2440х1830х16 мм (4,46 м²) Тип: МДФ, Толщина: 16 мм
ПОДРОБНЕЕ26 711
ЛДСП 16 мм Задняя стенка хдфо (разновидность МДФ, изготавливаемая способом сухого прессования и имеющая высокую степень плотности).
36 160
VZ Дверь входная VZ Комфорт Антик медь / МДФ 16 мм ФЛ Дуб кантри белый горизонт МДФ панель 16 мм с фрезеровкой
ПОДРОБНЕЕМДФ шлифованная 2800*2070*16 мм Тип: МДФ, Толщина: 16 мм, Вес: 76.04 кг
ПОДРОБНЕЕРеечная модульная стеновая панель саваш итальянский орех 2800*116*16 мм — 4 шт Дизайн: дерево,
ПОДРОБНЕЕРеечная модульная стеновая панель саваш лофт черный 2800*116*16 мм Длина: 280 см, Ширина: 11.6 см,
ПОДРОБНЕЕМДФ 2800 x 2070 мм 16 мм Тип: МДФ, Толщина: 16мм
ПОДРОБНЕЕМДФ плита 16*2800*2070 мм Кастамону ST Тип: МДФ, Толщина: 16мм
ПОДРОБНЕЕЛаминированный МДФ 16 мм 2800*2070 мм одностороняя белая Кастамона Цвет: белый, Материал: МДФ,
ПОДРОБНЕЕКастамону МДФ 1 сорт 16 мм 2800*2070 мм Кастамону ST Тип: МДФ, Толщина: 16 мм
ПОДРОБНЕЕ2 страница из 3
Мдф 16 мм
[PDF] Свойства древесноволокнистых плит средней плотности в зависимости от удельного веса твердой древесины
- Идентификатор корпуса: 8512626
title={Свойства древесноволокнистых плит средней плотности в зависимости от удельного веса твердой древесины},
автор = {Джордж Э. Вудсон},
год = {1976}
}
Вудсон},
год = {1976}
} - G. Woodson
- Опубликовано в 1976 г.
- Материаловедение
Плиты приемлемого качества изготовлены из корового материала, очищенного под давлением из 14 пород южных лиственных пород. Свойства статического изгиба и растяжения (параллельно поверхности) образцов отрицательно коррелировали с удельным весом ствола (древесина плюс кора), объемной плотностью щепы и объемной плотностью волокна. Свойства на изгиб и растяжение увеличивались с увеличением коэффициента уплотнения, но скорость увеличения была намного меньше, чем опубликованная информация для стружечных плит от 9из 14 видов. Результаты для…
srs.fs.fed.us
Волокно рафинированного под давлением из низкокачественной древесины южных лиственных пород
- P. Short, D.E. Lyon
- 2007
Материаловедение
Давление- рафинированное волокно для ДВП средней плотности изготовлен из пяти пород низкосортных южных лиственных пород. Волокно оценивали на содержание экстрактивных веществ, pH, щелочную буферную способность, зольность…
Волокно оценивали на содержание экстрактивных веществ, pH, щелочную буферную способность, зольность…
TB152: Влияние молодой древесины на свойства осиновой ДСП
- K. Roos, J. E. Shottafer, R. Shepard
- 1994
Материаловедение
В то время как воздействие ювенильной древесной ткани на изделия из цельной древесины и бумагу известно уже некоторое время, мало информации о ее влиянии на структурные ДСП. Молодь…
Влияние положения бревна в дереве на механические и физические свойства панелей из древесноволокнистых плит средней плотности из черной ели
- J. Shi, B. Riedl, James Deng, A. Cloutier, S.Y. Zhang
- 2007
Материаловедение
 (MOR), модуль упругости (MOE), внутреннее сцепление (IB), линейное расширение (LE), набухание по толщине (TS) и водопоглощение.
(MOR), модуль упругости (MOE), внутреннее сцепление (IB), линейное расширение (LE), набухание по толщине (TS) и водопоглощение.Многофакторное моделирование свойств панелей МДФ в зависимости от характеристик древесного волокна
- Джун Ли Ши, С.Ю. Zhang, B. Riedl
- 2006
Материаловедение
Резюме Были исследованы свойства панелей из древесноволокнистых плит средней плотности (МДФ) в зависимости от характеристик древесины и волокна. Лабораторные панели МДФ были изготовлены из сырьевых волокнистых материалов из…
Влияние добавления обрезков и обрезков с подходом к переработке на свойства волокнистых композитов высокой плотности
- Conrad M. Sala, E. Robles, G. Kowaluk
- 2020
Материаловедение
Полимеры

Полиэтиленовый матричный композит высокой плотности в качестве армирующего агента в древесноволокнистых плитах средней плотности
- Рикардо Риттер де Соуза Барнаски, Александр Байесторфф да Кунья, Родриго Бусс
- 2020
Материаловедение
Journal of Composite Materials
В данной работе представлено исследование включения матричного композита из полиэтилена высокой плотности (ПЭВП) в древесноволокнистые плиты средней плотности (МДФ). Композит перерабатывали в одношнековом экструдере…
Альтернативные материалы для стружечных плит из отходов шпона из промышленной фанеры Индонезия
- И. Сумарди, Р. Дунгани, Ю. Сухая, Альфи Румидатул, Мухаммад Навис Рофии
- 2018
Материаловедение
Биоресурсы
Целью данного исследования было исследование физико-механических свойств стружечных плит, изготовленных из остаточного шпона каучукового дерева (Hevea brasiliensis Mull.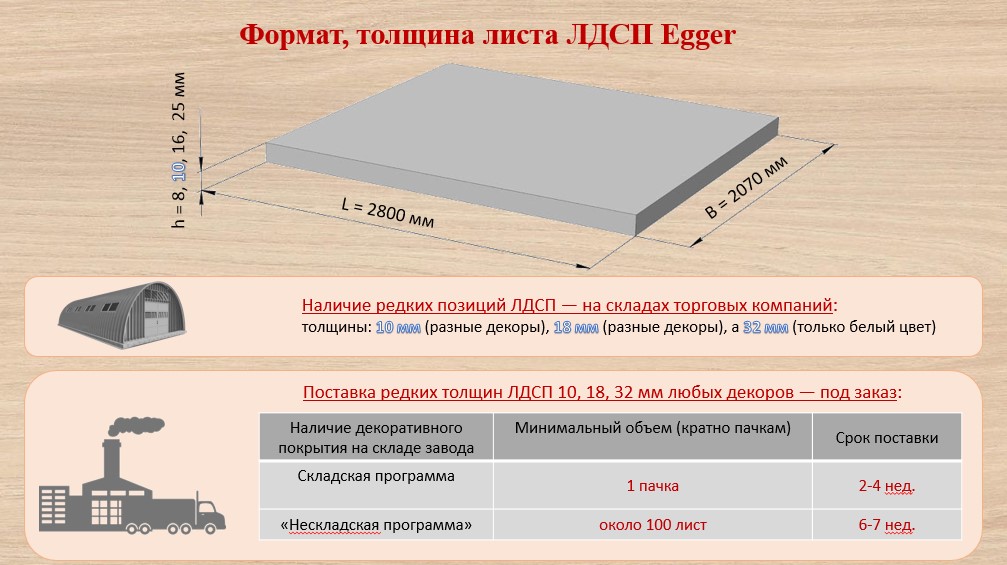 Arg.) и фальката…
Arg.) и фальката…
Flex Урал Свойства, прочность внутреннего сцепления и стабильность размеров древесноволокнистых плит средней плотности, изготовленных из гибридных клонов тополя
- Дж. Ши, С. Ю. Чжан, Б. Ридл, Г. Брюнет
- 2007
Науки об окружающей среде
Свойства при изгибе, прочность внутреннего сцепления и размерная стабильность панелей из древесноволокнистых плит средней плотности (МДФ), изготовленных из трех гибридных клонов тополя (Populus spp.) с кодами 915303, 915311 и… композиты на основе: механические свойства, ползучесть и воздействие на окружающую среду
- Сэбби А. Миллер
- 2018
Материаловедение
Журнал чистого производства
Propriedades físicas e mecanicas de paintéis MDF de diferentes mass как específicas e teores de полимера.
- Jackson Roberto Eleotério, M.T. Filho, Geraldo Bortoletto Junior
- 2000
Материаловедение
Панели из МДФ Pinus spp. волокна готовили в лабораторных масштабах, в диапазоне плотностей (600 — 800 кг/м3) и содержания карбамидоформальдегидной смолы (6, 8, 10, 12 и 14 мас. %), с…
волокна готовили в лабораторных масштабах, в диапазоне плотностей (600 — 800 кг/м3) и содержания карбамидоформальдегидной смолы (6, 8, 10, 12 и 14 мас. %), с…
Влияние коры, профиль плотности и содержание смолы на древесноволокнистых плитах средней плотности из южных лиственных пород
- G. Woodson
- 1976
Материаловедение
Свойства древесно-стружечных плит из лиственных пород, произрастающих на участках сосны южной
- C. Hse
- 1975
Материаловедение
Итоги дискуссионного периода на PressureRefin ~ d Fiber Session
- 1974
Seventh Particleboard Proceedings [ )
Свойства древесноволокнистых плит средней плотности, изготовленных на прессе с масляным нагревом. USDA For
- 1976
I: Материалы.
 Юг. III. ун-т Пресса: Карбондейл. 244 стр
Юг. III. ун-т Пресса: Карбондейл. 244 стр- 1974
I: Материалы. Юг. III. ун-т Press: Carbondale…
Свойства древесноволокнистых плит средней плотности, изготовленных на прессе с масляным нагревом
- 1976
Юг. Для. Эксп. Стн
Древесноволокнистая плита средней плотности :: Биоресурсы
Деттмер, Дж., и Смит, Г.Д. (2015). «Сравнение свойств древесно-стружечных плит и древесноволокнистых плит средней плотности, произведенных в Северной Америке. Часть II: древесноволокнистые плиты средней плотности», Биорез. 10(3), 6032-6043.Abstract
Сравнивались свойства древесноволокнистых плит средней плотности (МДФ), полученных с разных заводов-изготовителей. Каждый завод поставил 5 полноразмерных (2440 на 1220 мм) панелей марки 155, которые прошли испытания в соответствии со стандартом ANSI A208.2-2009. Ни одна из панелей не соответствовала рекомендуемому значению внутренней связи (IB). Средние значения набухания по толщине (TS) существенно различались, у одного производителя ниже стандарта. Три производителя превысили рекомендованные значения сопротивления торцевому винту (fSWR), один был равен ему, а один не справился. Три производителя превысили стандарт Edge SWR (eSWR), а оставшиеся два оказались ниже. Два производителя соответствовали стандарту модуля упругости (MOR), и только один производитель не соответствовал требованиям модуля упругости (MOE). Линейное расширение (LE) оценивали по изменению относительной влажности с 50 до 9.0%. Панели, изготовленные из смолы pMDI, постоянно имели одни из самых высоких средних значений MOR, MOE, fSWR и IB и демонстрировали хорошие характеристики в тесте TS.
Средние значения набухания по толщине (TS) существенно различались, у одного производителя ниже стандарта. Три производителя превысили рекомендованные значения сопротивления торцевому винту (fSWR), один был равен ему, а один не справился. Три производителя превысили стандарт Edge SWR (eSWR), а оставшиеся два оказались ниже. Два производителя соответствовали стандарту модуля упругости (MOR), и только один производитель не соответствовал требованиям модуля упругости (MOE). Линейное расширение (LE) оценивали по изменению относительной влажности с 50 до 9.0%. Панели, изготовленные из смолы pMDI, постоянно имели одни из самых высоких средних значений MOR, MOE, fSWR и IB и демонстрировали хорошие характеристики в тесте TS.
Загрузить в формате PDF
Полный текст статьи
Сравнение свойств древесно-стружечных плит и древесноволокнистых плит средней плотности, произведенных в Северной Америке. Часть II: древесноволокнистые плиты средней плотности
Йорн Деттмер и Грегори Д. Смит*
Смит*
Сравнивались свойства древесноволокнистых плит средней плотности (МДФ), полученных с разных заводов-изготовителей. Каждый завод поставил 5 полноразмерных (2440 на 1220 мм) панелей марки 155, которые прошли испытания в соответствии со стандартом ANSI A208.2-2009.. Ни одна из панелей не соответствовала рекомендуемому значению внутренней связи (IB). Средние значения набухания по толщине (TS) существенно различались, у одного производителя ниже стандарта. Три производителя превысили рекомендованные значения сопротивления торцевому винту (fSWR), один был равен ему, а один не справился. Три производителя превысили стандарт Edge SWR (eSWR), а оставшиеся два оказались ниже. Два производителя соответствовали стандарту модуля упругости (MOR), и только один производитель не соответствовал требованиям модуля упругости (MOE). Линейное расширение (LE) оценивали по изменению относительной влажности с 50 до 9.0%. Панели, изготовленные из смолы pMDI, постоянно имели одни из самых высоких средних значений MOR, MOE, fSWR и IB и демонстрировали хорошие характеристики в тесте TS.
Ключевые слова: ДВП средней плотности; Внутренняя связь; Механические свойства; вздутие по толщине; линейное расширение; Профиль вертикальной плотности; вывод винта; Опрос
Контактная информация: Департамент деревообработки Университета Британской Колумбии, 2935–2424 Main Mall, Ванкувер, Британская Колумбия, V6T 1Z4, Канада; * Автор, ответственный за переписку: [email protected]
ВВЕДЕНИЕ
С целью сбора актуальных данных о свойствах древесно-стружечных плит (ДСП) и древесноволокнистых плит средней плотности (МДФ) производства Канады и США, 63 производителям было предложено принять участие в сравнительном исследовании механических и физических свойств. . Это вторая из двух статей, представляющих результаты оценки MDF. Были оценены образцы с пяти различных производственных предприятий в Канаде и США. Насколько нам известно, это единственное общедоступное сравнение свойств панелей МДФ класса 155. Мы считаем, что эти результаты будут очень ценными для производителей МДФ, особенно в Северной Америке.
ЭКСПЕРИМЕНТАЛЬНЫЙ
Материалы и методы
Аналогично панелям из ПБ, которые анализировались в первом документе, производителей МДФ, участвовавших в опросе, попросили предоставить пять панелей класса 155 (ANSI 208.2-2009) размером 4 на 8 футов. Три набора МДФ были подарены заинтересованными растениями, один был куплен в местном магазине строительных материалов (Home Depot), а еще один был получен с помощью коллеги из компании по производству смол, поощряющей растения к участию в исследовании. Различные комплекты панелей были получены в период с июля по сентябрь 2012 года. Всего было протестировано 25 панелей МДФ.
Подготовка образцов была идентична подготовке образцов ПБ, как описано в первой статье, как и статистический анализ результатов (Деттмер и Смит, 2015).
Представляющая интерес недвижимость
Представляющие интерес свойства перечислены в таблице 1 и включают внутреннее сцепление (IB), вертикальный профиль плотности (VDP), набухание по толщине (TS), линейное расширение (LE) в обоих направлениях (параллельно (‖) и перпендикулярно (⊥) в машинном направлении), сопротивление вытягиванию торцевого винта (fSWR), сопротивление вытягиванию краевого винта в обоих направлениях (eSWR ‖, eSWR ⊥), модуль разрыва в обоих направлениях (MOR ‖, MOR ⊥) и модуль упругости в обоих направлениях (МОР ‖, МОР ⊥).
Таблица 1. Идентификатор образца и количество образцов, измеренных для каждого производителя, панелей и подпанелей
Идентификаторы образцовсоответствуют номерам этикеток на рис. 3b.
РЕЗУЛЬТАТЫ И ОБСУЖДЕНИЕ
Таблица 2 содержит все средние значения и коэффициенты вариации (CV) изученных физических и механических свойств.
Содержание влаги, удельный вес, профиль вертикальной плотности и внутреннее сцепление
MC для образцов MDF, как показано на рис. 1a, составляла от 8,9 (Производитель H) до 10,7 % (Производитель K) с относительно большим диапазоном CV от 1,9 (Производитель G) до 13,7 % (Производитель K). Статистический анализ показал, что предположение о равных дисперсиях не выполнялось. Поэтому для выявления различий между средними значениями была использована процедура множественного сравнения Games-Howell.
На рис. 1а LSD не показан. Подобно испытанному ПБ, некоторые образцы МДФ не показали существенных различий между средними значениями. У производителей G, I, J и K были одинаковые средние значения, тогда как у производителя H MC была значительно ниже, чем у всех других производителей.
У производителей G, I, J и K были одинаковые средние значения, тогда как у производителя H MC была значительно ниже, чем у всех других производителей.
Таблица 2. Средние значения и коэффициенты вариации (CV) физико-механических свойств плит от производителей МДФ
Рис. 1. Влагосодержание (а) и удельный вес (б) МДФ по производителям. Каждое среднее значение соответствует 40 протестированным образцам. Средние значения с одинаковыми строчными буквами над столбцами существенно не отличались при a = 0,05
.
Рис. 2. (a) VDP, выраженное как среднее значение пиковой плотности поверхности 1 (S1), плотности сердцевины, усредненной по 6-мм зоне (C), и пиковой плотности поверхности 2 (S2) для пяти протестированных наборов MDF и ( b) группировка значимости для пиковой плотности. Средние сортируются от высшего к низшему. Примечание. Буквы в t-группе не соответствуют буквам производителя. (c) средние значения прочности IB для пяти производителей MDF, каждое из которых представляет 40 образцов. Горизонтальная линия (d) указывает минимальное значение IB, необходимое для соответствия добровольному стандарту ANSI A208.2-2009..
(c) средние значения прочности IB для пяти производителей MDF, каждое из которых представляет 40 образцов. Горизонтальная линия (d) указывает минимальное значение IB, необходимое для соответствия добровольному стандарту ANSI A208.2-2009..
Все производители имели значительно отличающиеся средние значения SG, которые варьировались от 664 (Производитель I) до 713,9 (Производитель K). CV находились в узком диапазоне от 0,8 до 2,2% (таблица 2). Плотность сердцевины (CD), как показано на рис. 2а, составляла от 669,4 (Производитель J) до 715,8 кг/м 3 (Производитель K). Процедура LSD Фишера не выявила существенных различий между производителями G и H и производителями I и J. Пиковая плотность лица (PFD) варьировалась от 1126,3 (производитель G – S2) до 9.49,8 кг/м 3 для S2 производителя J (рис. 2б). CV для VDP находились в пределах небольшого диапазона от 1,2 до 4,4% (таблица 2).
За исключением производителей G и K, все они имели существенно различающиеся значения прочности IB (рис. 2c) в диапазоне от 0,5 (производитель J) до 0,87 МПа (производитель K). Аналогично испытанным образцам PB, CV для IB были высокими, от 10,5 (Производитель G) до 19,5% (Производитель J).
2c) в диапазоне от 0,5 (производитель J) до 0,87 МПа (производитель K). Аналогично испытанным образцам PB, CV для IB были высокими, от 10,5 (Производитель G) до 19,5% (Производитель J).
Известные корреляции между плотностью и IB для PB применимы и к MDF. Производитель K с самым высоким SG также имел самый высокий IB. Производитель J с самым низким IB не имел самого низкого SG, но имел самый низкий CD. Визуально сравнивая IB и CD, рис. 2а и 2с показывают общую положительную взаимосвязь между двумя свойствами. Тем не менее, ни одна из протестированных панелей МДФ не соответствовала добровольному стандарту ANSI A208.2-2009.стандарт для МДФ марки 155 (рис. 2г). Исследование VDP для производителей G, I и J показало типичный U-образный профиль. VDP для производителей H и K имели значительные различия в PFD между двумя лицами (S1 и S2). Типичные VDP показаны на рис. 3 для каждого производителя. Частично причина этой разницы может быть связана с различными стратегиями прессования, используемыми каждым заводом, с панелями производителя H, изготовленными на прессе непрерывного действия, и панелями производителя J на прессе периодического действия (таблица 3).
Рис. 3. Сравнение типичных графиков VDP производителя H (a) и производителя J (b). Производитель H имеет более симметричный VDP
PFD двух лиц, хотя и значительно различались, были более выражены у производителя H (рис. 3a), чем у производителя J. В целом форма VDP производителя H была более симметричной. Как и при исследовании PB, возможные причины непостоянства VDP включают в себя различия между параметрами композиции, чрезмерное шлифование, пружинение мата во время открытия пресса (Wang и др. . 2004), распределение смолы или предварительное отверждение смолы (Xing et al . 2004).
Толщина Набухание и водопоглощение
Набухание по толщине, как показано на рис. 4а, основано на толщине кондиционированного образца и представляет собой набухание в процентах через 2 и 24 часа. Он варьировался от 5,3% для производителя H до 10,8% для производителя J. Коэффициенты дисперсии составляли от 4,5 (производитель I) до 6,5% (производитель K). Все средства существенно отличались. На рис. 4b показаны верхние 95-й процентиль нормально распределенной TS в соответствии со стандартом ANSI A208.2-2009 (155). У всех производителей, кроме производителя J, значение TS было значительно ниже рекомендуемого максимального значения.
Все средства существенно отличались. На рис. 4b показаны верхние 95-й процентиль нормально распределенной TS в соответствии со стандартом ANSI A208.2-2009 (155). У всех производителей, кроме производителя J, значение TS было значительно ниже рекомендуемого максимального значения.
Водопоглощение, исходя из исходной массы кондиционированного образца, показано на рис. 4с. Все производители, кроме производителей G и K, существенно различались. У производителя J была самая высокая WA (19,3%), а у производителя H — самая низкая (10,2%). Различия в панелях от одного и того же производителя были на 100 % выше, чем для TS, с коэффициентом вариации от 5,7 (производитель G) до 12,9.% (Производитель К).
Чтобы лучше понять и сравнить результаты, в таблице 3 представлен обзор известных параметров плат каждого производителя.
Рис. 4. Средние значения TS через 2 и 24 ч (а); (b) верхний 95 th процентиль нормально распределенных значений TS, с горизонтальной линией, представляющей рекомендуемое значение ANSI; и (c) WA через 2 и 24 часа. Средние значения со строчной буквой существенно не отличались при =0,05.
Средние значения со строчной буквой существенно не отличались при =0,05.
Таблица 3. Сравнение известных параметров пяти оцененных производителей МДФ
Как и ожидалось, производитель G, использующий смолу pMDI, продемонстрировал низкую TS. Известно, что смолы pMDI обладают превосходной размерной стабильностью (Pizzi and Mittal 2003; Pilato 2010). Однако производитель H, использующий UF-смолу, продемонстрировал самый низкий показатель TS. Papadopoulos (2006) исследовал и сравнил характеристики ПБ, связанного с помощью смол pMDI и UF. Он обнаружил, что плиты, изготовленные с содержанием смолы UF выше 10%, имели примерно такую же TS, что и плиты, склеенные pMDI, с содержанием смолы чуть выше 3%. Пападопулос пришел к выводу, что для достижения сходных свойств плит с использованием смол UF и pMDI последние можно использовать в значительно меньшей дозировке.
При сравнении TS и WA производителей H и K можно наблюдать четкую тенденцию: более высокий TS соответствует более высокому WA.
Линейное расширение
Направление обработки оказало значительное влияние на LE плат от производителя K. Линейное расширение параллельно направлению обработки для этого производителя было самым низким и составило 0,16%. Производитель G имел самое высокое среднее значение LE, равное 0,27%. Коэффициенты дисперсии варьировались от 8 (производитель G⊥) до 18,5% (производитель I‖). Сравнение всех средних показано на рис. 5.9.0017
Рис. 5. Средние значения LE. Каждая пара столбцов представляет одного производителя и две протестированные ориентации образцов (n⊥ = 40, n‖ = 40). Средние значения с одной и той же строчной буквой над столбцом существенно не отличались при = 0,05 (a = самое высокое среднее, e = самое низкое среднее).
Подобно процедурам испытаний для PB, эти результаты основаны на изменении относительной влажности с 50 до 90%. Поэтому результаты не сравнивались с требованиями стандарта ANSI. Интересно, что производитель G, использующий pMDI, имел самую высокую LE. Сюй и Сучсленд (1997) объяснил, что ЛЭ в МДФ аналогичен таковому в твердой древесине, возникающему через набухание клеточных стенок. В этом исследовании не было обнаружено корреляции между плотностью и LE, что согласуется с выводами Xu иsuchsland (1997), но противоречит Эйрилмису (2007), который обнаружил значительную взаимосвязь между плотностью, LE и TS для МДФ и древесноволокнистых плит высокой плотности. (ХДФ). Плиты толщиной 11 мм были изготовлены (сухой процесс) с использованием промышленного оборудования из смеси волокон бука и сосны, UF-смолы (RC, 10% в расчете на массу волокна, высушенного в печи) и заданной плотности 720, 760. , и 800 кг/м 3 . Линейное расширение и сжатие, TS и усадка по толщине увеличивались с увеличением плотности. Подобно результатам, представленным в этом исследовании, значения TS были выше, чем значения LE. Сложные корреляции между входными, выходными и технологическими параметрами, некоторые из которых были неизвестны во время этого исследования, затрудняют сравнение панельных продуктов разных производителей и получение окончательных выводов.
Сюй и Сучсленд (1997) объяснил, что ЛЭ в МДФ аналогичен таковому в твердой древесине, возникающему через набухание клеточных стенок. В этом исследовании не было обнаружено корреляции между плотностью и LE, что согласуется с выводами Xu иsuchsland (1997), но противоречит Эйрилмису (2007), который обнаружил значительную взаимосвязь между плотностью, LE и TS для МДФ и древесноволокнистых плит высокой плотности. (ХДФ). Плиты толщиной 11 мм были изготовлены (сухой процесс) с использованием промышленного оборудования из смеси волокон бука и сосны, UF-смолы (RC, 10% в расчете на массу волокна, высушенного в печи) и заданной плотности 720, 760. , и 800 кг/м 3 . Линейное расширение и сжатие, TS и усадка по толщине увеличивались с увеличением плотности. Подобно результатам, представленным в этом исследовании, значения TS были выше, чем значения LE. Сложные корреляции между входными, выходными и технологическими параметрами, некоторые из которых были неизвестны во время этого исследования, затрудняют сравнение панельных продуктов разных производителей и получение окончательных выводов.
Сопротивление извлечению винта
Сопротивление вытягиванию торцевого винта
Максимальное среднее значение fSWR составило 1540 Н для производителя G, а CV колебался от 4 до 7% (таблица 1). Производитель I с самым низким средним значением fSWR, равным 1201 Н, был единственным производителем, который не соответствовал добровольному стандарту ANSI (рис. 6b). Как показано на рис. 6а, средние значения для производителей G и K и для производителей H и J существенно не различались.
Рис. 6. Средние значения fSWR (а). Каждый столбец представляет одного производителя (n = 40). Средние значения с одной и той же строчной буквой над столбцами существенно не отличались при = 0,05 (а = самое высокое среднее значение, c = самое низкое среднее значение). (b) нижний 5-й процентиль распределения значений fSWR в соответствии со стандартом ANSI A208.2-2009.
Корреляции, подобной PB, между PFD и fSWR не было обнаружено, но была тенденция к увеличению fSWR с увеличением SG. Одно из возможных объяснений заключается в том, что поверхностные слои МДФ тоньше, чем у ПБ, из-за более высокого коэффициента уплотнения (Сюй и Винисторфер, 1995). Сравнивая результаты IB и fSWR, можно наблюдать аналогичную тенденцию. Более высокий IB привел к более высокому fSWR. Следует также отметить, что производитель G, используя pMDI (таблица 2), достиг самого высокого значения fSWR. Комбинация механического и химического связывания панелей, склеенных полидиметилдифениламином, позволяет производить высокопрочные плиты при значительно более низком содержании смолы (Papadopoulos 2006). Производитель K добился столь же высоких значений fSWR через комбинация MUF и UF при содержании смолы от 9 до 11%. Высокий fSWR, вероятно, можно объяснить значительно более высоким SG (рис. 1b).
Одно из возможных объяснений заключается в том, что поверхностные слои МДФ тоньше, чем у ПБ, из-за более высокого коэффициента уплотнения (Сюй и Винисторфер, 1995). Сравнивая результаты IB и fSWR, можно наблюдать аналогичную тенденцию. Более высокий IB привел к более высокому fSWR. Следует также отметить, что производитель G, используя pMDI (таблица 2), достиг самого высокого значения fSWR. Комбинация механического и химического связывания панелей, склеенных полидиметилдифениламином, позволяет производить высокопрочные плиты при значительно более низком содержании смолы (Papadopoulos 2006). Производитель K добился столь же высоких значений fSWR через комбинация MUF и UF при содержании смолы от 9 до 11%. Высокий fSWR, вероятно, можно объяснить значительно более высоким SG (рис. 1b).
Сопротивление вытягиванию кромочного винта
Как и в случае с протестированными панелями из полипропилена, направление движения машины не оказало существенного влияния на eSWR. Измеренные значения для каждого образца усреднялись по направлению движения машины и повторно анализировались. На рисунках 7a и 7b показаны сравнения средних значений и стандартов ANSI.
Измеренные значения для каждого образца усреднялись по направлению движения машины и повторно анализировались. На рисунках 7a и 7b показаны сравнения средних значений и стандартов ANSI.
Рис. 7. eSWR для оцененных производителей МДФ. (а) средние значения (n=40). Средние значения с одинаковыми строчными буквами над столбцами значимо не отличались при =0,05. (b) нижний 5-й процентиль нормально распределенного eSWR, представленный в соответствии с новым стандартом ANSI от 2009 г.
За исключением производителей I и J, у всех были значительно разные средние значения рКСВ. K имел самое высокое значение 1455,7 Н (CV = 7,3%), а производитель I имел самое низкое значение, 1033,9.N (CV = 5,7%). I и J не соответствовали рекомендованному ANSI значению 1001 Н для нижнего 5 -го -го процентиля нормально распределенного eSWR. При сравнении eSWR и CD (рис. 2а) более высокий CD соответствовал более высокому eSWR. Производитель H имел более высокий eSWR, чем fSWR. Возможные причины включают уплотнение сердцевины, асимметричный VDP (рис. 2а и 3а), который мог негативно повлиять на fSWR, и состав смеси.
Возможные причины включают уплотнение сердцевины, асимметричный VDP (рис. 2а и 3а), который мог негативно повлиять на fSWR, и состав смеси.
Модуль разрыва и модуль упругости
Результаты сравнения среднего MOR (рис. 8а) были более сложными, чем результаты ранее обсуждавшихся свойств MDF. Средние значения варьировались от максимального 31,6 (Производитель G⊥) до минимального 20,2 МПа (Производитель I‖).
Рис. 8. MOR для производителей МДФ оценивается для обоих направлений обработки. (а) средние значения MOR (n = 40) каждого производителя. Средние значения с одной и той же строчной буквой над столбцами существенно не отличались при 0,05. (b) нижний 5-й процентиль нормально распределенного MOR, представленный в соответствии с новым стандартом ANSI от 2009 г..
Только производители G и K превышают стандарт ANSI, тогда как остальные три производителя не соответствуют добровольному стандарту. У производителя J были самые высокие CV для обоих направлений машин (⊥ = 13,1%, ‖ = 11,1%), а у производителя G — самые низкие (⊥ = 4,8%, ‖ = 3,5%). Относительно высокие CV для производителя J объясняют большую разницу между средними значениями (рис. 8a) и значениями для нижнего 5-го процентиля (рис. 8b).
Относительно высокие CV для производителя J объясняют большую разницу между средними значениями (рис. 8a) и значениями для нижнего 5-го процентиля (рис. 8b).
Рис. 9. (a) средние значения MOE для обоих направлений движения для каждого производителя. Средние значения с одинаковыми строчными буквами над столбцами значимо не отличались при =0,05. (b) нижний 5-й процентиль нормально распределенного MOE, представленный в соответствии с новым стандартом ANSI от 2009 г.
Значения MOE демонстрировали ту же тенденцию, что и MOR, но имели меньше различий в отношении направления движения машины. Это не оказало существенного влияния на производителей G, H или I. Кроме того, средние значения для производителей G⊥, ‖, H⊥, ‖ и J⊥ существенно не отличались. Рисунок 9а и в таблице 1 показаны подробные сравнения средств для каждого производителя и машинного направления. Средние значения варьировались от 2,7 (Производитель I) до 3,5 ГПа (Производители G и H). Коэффициенты дисперсии показали очень похожие результаты. Самые высокие CV были обнаружены у производителя J для обоих направлений машин (⊥ = 10,5%, ‖ = 10,7%), а самые низкие — у производителя G (⊥ = 4,8%, ‖ = 3,9%). В отличие от MOR, только Производитель I не соответствовал стандарту ANSI (рис. 9b).
Коэффициенты дисперсии показали очень похожие результаты. Самые высокие CV были обнаружены у производителя J для обоих направлений машин (⊥ = 10,5%, ‖ = 10,7%), а самые низкие — у производителя G (⊥ = 4,8%, ‖ = 3,9%). В отличие от MOR, только Производитель I не соответствовал стандарту ANSI (рис. 9b).
Производитель G имел самые высокие значения MOR и MOE, как и другие механические свойства. Как обсуждалось ранее, это может быть частично связано с использованием pMDI. Ли и Парк (2012) изучили влияние различных молярных соотношений смолы UMF на свойства МДФ и сравнили их с плитами, связанными UF, и пришли к выводу, что панели, связанные UMF, имеют аналогичные механические свойства. Производитель H использовал UF при 12,3% (в.д.), производитель I использовал UMF при неизвестном содержании смолы, а производитель K использовал MUF/UF (лицевая сторона/сердцевина) при 9до 11% (р.д.). Было замечено, что Изготовитель I имел самые низкие характеристики прочности на изгиб, но сложные взаимодействия между неизвестными параметрами, такими как содержание смолы, график прессования и точный состав бумажной массы, затрудняли определение определенных факторов, ответственных за наблюдаемые результаты.
Несмотря на то, что некоторые производители не соблюдают соответствующие добровольные стандарты ANSI, очевидно, что эти производители являются конкурентоспособными на рынке древесных композитов, могут продавать свою продукцию и удовлетворяют требованиям к эксплуатационным характеристикам. Это убедительно свидетельствует о том, что предписанные требования к производительности (MOR и eSWR) могут быть установлены слишком высокими. Кроме того, некоторые тестовые процедуры ( напр. , линейное расширение) тестировать платы на уровнях, значительно превышающих их предполагаемое использование, что значительно увеличивает время и затраты на тестирование. Пересмотр значений и процедур испытаний или создание подкатегорий для сортов ПБ и МДФ для конкретных целевых групп может обеспечить более прозрачный и конкурентоспособный рынок древесных композитов.
ВЫВОДЫ
- Ни один из пяти протестированных наборов образцов не соответствовал рекомендуемому значению ANSI A208.
 2-2009 для IB.
2-2009 для IB. - Средние значения TS значительно различались, и один производитель не соблюдал стандарт.
- Аналогично процедурам испытаний для PB, LE оценивали при изменении относительной влажности от 50 до 90%.
- Три производителя превысили рекомендуемые значения fSWR, один был равен рекомендуемому значению, а один не соответствовал требованиям.
- Три производителя превысили стандартное значение eSWR, а остальные два оказались ниже стандарта.
- Два производителя соответствуют стандарту MOR, и только один производитель не соответствует стандарту MOE.
- За исключением LE, производитель, который использовал смолу pMDI, имел свойства, которые были постоянно выше, чем у других производителей.
БЛАГОДАРНОСТЬ
Авторы хотели бы выразить признательность Центру древесных композитов, совместному научно-исследовательскому центру промышленности и университета NSF, за финансовую поддержку этой работы. Авторы также хотели бы поблагодарить г-жу Симону Грехорчук за ее помощь в тестировании образцов.
Авторы также хотели бы поблагодарить г-жу Симону Грехорчук за ее помощь в тестировании образцов.
ССЫЛКИ
Айрилмис, Н. (2007). «Влияние плотности панели на размерную стабильность древесноволокнистых плит средней и высокой плотности», Journal of Materials Science 42(20), 8551-8557. DOI: 10.1007/s10853-007-1782-8
Деттмер, Дж., и Смит, Г.Д. (2015). «Сравнение свойств древесно-стружечных плит и древесноволокнистых плит средней плотности североамериканского производства — Часть I: ДСП», Представлено для публикации в BioResources , 13 февраля 2015 г.
Ли, С., и Парк, Дж. (2012). «Влияние меламина на свойства древесноволокнистых плит средней плотности, изготовленных из смол на основе мочевины», Forest Products Journal 62(11), 207-213.
Пападопулос, А. (2006). «Сравнение свойств и эффективность склеивания древесно-стружечных плит, склеенных uf и pmdi, в зависимости от ключевых переменных процесса», BioResources 1(2), 201-208.