Форма для отливки металла в виде слитков, 9 (девять) букв
Вопрос с кроссворда
Ответ на вопрос «Форма для отливки металла в виде слитков «, 9 (девять) букв:
изложница
Альтернативные вопросы в кроссвордах для слова изложница
Литейная форма
Металлическая форма для отливки
Форма для разливки металла
Металлическая форма для отливки металла в виде слитка
Форма, заполняемая расплавленным металлом для получения слитка
Определение слова изложница в словарях
Толковый словарь русского языка. С.И.Ожегов, Н.Ю.Шведова. Значение слова в словаре Толковый словарь русского языка. С.И.Ожегов, Н.Ю.Шведова.
-ы, ж. (спец.). Форма, заполняемая расплавленным металлом для получения слитка (в 1 знач. ).
).
Толковый словарь русского языка. Д.Н. Ушаков
изложницы, ж. (тех.). Стальная форма для отливки чугуна или стальных болванок.
Новый толково-словообразовательный словарь русского языка, Т. Ф. Ефремова. Значение слова в словаре Новый толково-словообразовательный словарь русского языка, Т. Ф. Ефремова.
ж. Форма для отливки металла в виде слитка.
Википедия Значение слова в словаре Википедия
Изложница — форма, заполняемая расплавленным металлом для получения слитка.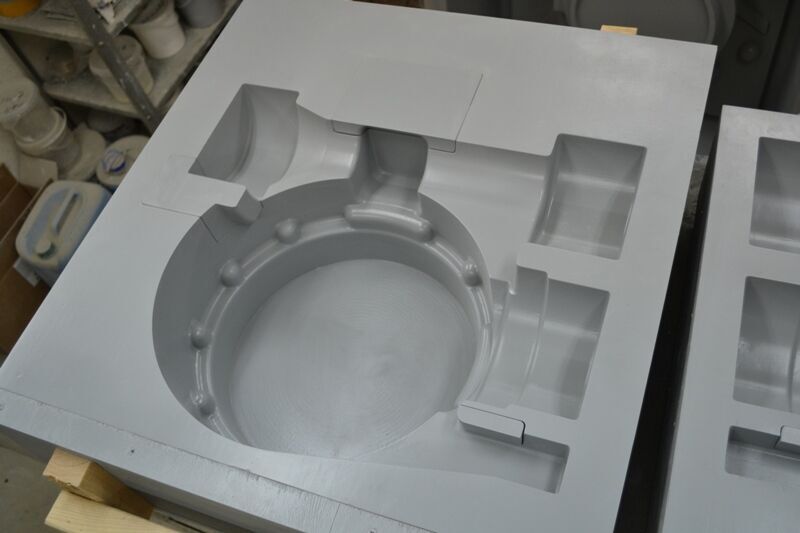
Примеры употребления слова изложница в литературе.
Не было и высоких хором Протасия, видных из окошка изложницы, по ту сторону от житного двора, не было новых островерхих кровель над кострами, ни той вон башни, не было и нового взвоза от пристани.
Я сначала боялась горящей воды, а потом подросла и полюбила бегать на берег, когда во время разливки стали по изложницам здания цехов становились ажурными, просвечивали, сияли, отражаясь в воде.
После благодарственного молебна в церкви, после вечерней трапезы с дружиною и с местными боярами, уже оставшись один в изложнице, Данил как-то вдруг упал духом и затосковал.
Один из новичков сломал приводное устройство крана, и изложница с расплавленным металлом опрокинулась в двух шагах от пятерых рабочих.
Но конвейер, или питатель, как его там назвали, оказался маловат, и изложницы быстро перегрелись.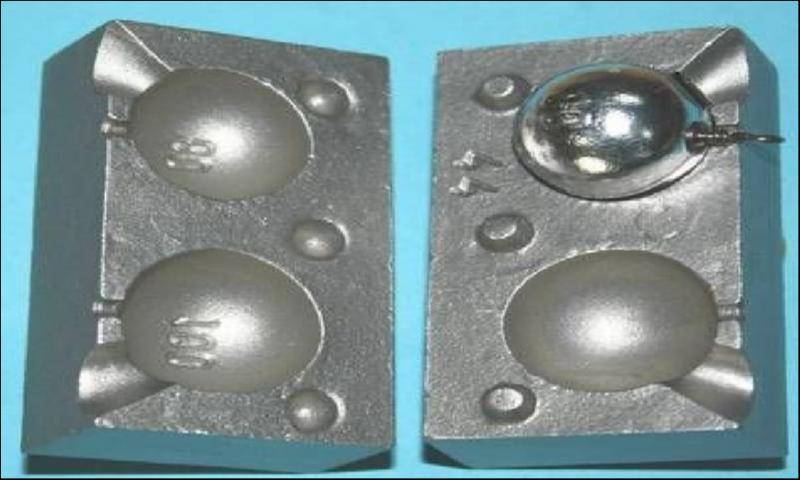
Проф долгие годы, шагая от степени к степени, постепенно отливался в определенной изложнице, теперь он сует в эту изложницу тебя, для него ведь она и есть истина, он тебя не угнетает, он тебя формирует.
Источник: библиотека Максима Мошкова
Металлическая Форма Для Многоразовой Отливки Изделий 6 Букв
Решение этого кроссворда состоит из 6 букв длиной и начинается с буквы К
Ниже вы найдете правильный ответ на Металлическая форма для многоразовой отливки изделий 6 букв, если вам нужна дополнительная помощь в завершении кроссворда, продолжайте навигацию и воспользуйтесь нашей функцией поиска.

ответ на кроссворд и сканворд
Воскресенье, 7 Июля 2019 Г.
КОКИЛЬ
ты знаешь ответ ?
ответ:
связанные кроссворды
- Кокиль
- Металлическая форма для отливки изделий
- Металлическая форма для отливки
- Кокиль
- Литейная форма 6 букв
Литейные формы для металла — Etsy Турция
Etsy больше не поддерживает старые версии вашего веб-браузера, чтобы обеспечить безопасность пользовательских данных. Пожалуйста, обновите до последней версии.
Пожалуйста, обновите до последней версии.
Воспользуйтесь всеми преимуществами нашего сайта, включив JavaScript.
Найдите что-нибудь памятное, присоединяйтесь к сообществу, делающему добро.
( 1000+ релевантных результатов, с рекламой Продавцы, желающие расширить свой бизнес и привлечь больше заинтересованных покупателей, могут использовать рекламную платформу Etsy для продвижения своих товаров. Вы увидите результаты объявлений, основанные на таких факторах, как релевантность и сумма, которую продавцы платят за клик. Узнать больше. )
Что такое литье металлов? Как работает литье металлов?
Расплавленный металл заливают в полость формы желаемой геометрической формы и охлаждают для получения затвердевшего объекта при литье металла.
Содержание данной статьи
Что такое литье металлов?
Литье металла — это производственный процесс, который включает заливку расплавленного металла в форму для создания трехмерной металлической детали. Форма содержит полую полость желаемой геометрической формы, и расплавленному металлу дают остыть, чтобы сформировать затвердевшую деталь.
Термин «литье» также относится к детали, изготовленной методом литья, история которого насчитывает 6000 лет. Исторически он использовался для изготовления сложных и крупных деталей, которые было бы сложно или дорого производить с использованием других производственных процессов.
В первую очередь при литье изготавливают слитки и формы . Слиток представляет собой отливку простой формы, предназначенную для дальнейшей обработки, такой как прессование металла и ковка. Фасонное литье предназначен для отливок близкой или чистой формы для получения сложной геометрии ближе к конечной детали.
Некоторые процессы литья могут производить детали в форме сетки. Никаких дополнительных технологических операций для достижения требуемой геометрии и размеров деталей не требуется. Другие процессы литья представляют собой форму, близкую к чистой, которая требует некоторых других процессов формирования, обычно механической обработки, для достижения точных характеристик, таких как резьба, канавки для уплотнительных колец, посадка подшипника и направляющие отверстия самонарезающих винтов.
Типы металлического литья
Металлическое литье делится на две группы по фундаментальному характеру конструкции литейной формы. то есть отливки в одноразовые и постоянные формы. Его можно разделить на группы в зависимости от материала, из которого он изготовлен.
- Одноразовая форма
- Постоянная форма
- Композитная форма
Перед выбором подходящей металлической отливки для данной конструкции инженерного изделия учитывайте следующие факторы;
- Форма и размер детали
- Необходимое количество
- Требуемый допуск
- Материал
Литье в песчаные формы, литье под давлением и литье по выплавляемым моделям широко используются в различных отраслях промышленности.
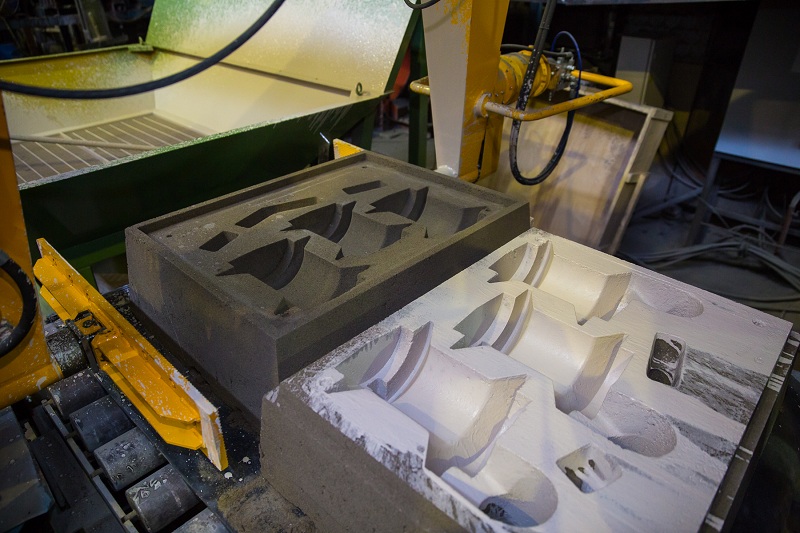
Литье в одноразовые формы
Литье в одноразовые формы использует временную форму одноразового использования для получения окончательной отливки, так как литейный цех ломает форму, чтобы извлечь отливку. Песок, глина и гипс являются обычными материалами, используемыми для изготовления этих форм. Для улучшения качества одноразовых форм обычно используются связующие вещества, известные как связующие вещества. Литье в одноразовые формы можно использовать для отливки сложных, сложных форм.
Рисунок 1 Алюминиевый сплав A356 КОПРИРОВАННАЯ рама Одноразовая модель- Потерянная пена
- Литье по выплавляемым моделям
Литье в песчаные формы
Литье в песчаные формы является наиболее распространенным примером литья в одноразовые формы, в котором обычно используются постоянные модели для создания формы. Расплавленный металл заливается в полость одноразовой песчаной формы под действием силы тяжести или силы, которая затем затвердевает, образуя деталь в форме полости.
Литье в песчаные формы подробно описано в разделе «Руководство по литью в песчаные формы».
Литье в гипсовые формы
и работает аналогично литью в песчаные формы. Процесс формования оболочки Отливка в оболочку (источник: Groover (2010)Этапы отливки в оболочку
- Нагретая стыковочная пластина или металлический шаблон с перетаскиванием помещается на песочницу, смешанную с термореактивной смолой.
- Затем коробку переворачивают вверх дном.
- Коробка перемещается таким образом, чтобы песок и смола падали на горячую модель. Это создает частично отвержденную смесь, которая образует твердую оболочку на поверхности модели.0013 Песчаную оболочку отверждают, прогревая ее в духовке в течение нескольких минут.
- Оболочка снимается с выкройки.
- Две половины оболочковой формы собираются, поддерживаются песком или металлической дробью в ящике, и заливка завершена.
- Готовая отливка без литника.
Литье в керамические формы
Литье в керамические формы очень похоже на литье в песчаные или гипсовые формы, за исключением того, что формы изготовлены из огнеупорного керамического материала. Керамический материал может выдерживать более высокие температуры по сравнению с гипсовой формой. Следовательно, он используется для литья таких материалов, как литые стали, чугуны и другие жаропрочные сплавы.
Литье в керамические формы (Источник: www.open.edu)Процесс подробно описан здесь – «Руководство по литью в керамические формы»
Литье по выплавляемым моделям
Литье по выплавляемым моделям использует модель пенополистирола для создания песчаной формы. Затем узор испаряется, когда расплавленный металл заливают в форму. Литье по выплавляемым моделям иногда называют литьем из пенополистирола, процессом литья по выплавляемым моделям или литьем по выплавляемым моделям.
Литье по выплавляемым моделям (источник: Groover (2010) и изображения Google)Стадии процесса литья по газифицируемым моделям
- Пенополистироловая модель покрывается огнеупорным составом
- Затем пенопластовая модель помещается в форму, и вокруг нее уплотняется песок.
 Разливочный стакан и литник формируются путем заливки расплавленного металла в часть шаблона, которая образует разливочный стакан и литник.
Разливочный стакан и литник формируются путем заливки расплавленного металла в часть шаблона, которая образует разливочный стакан и литник. - Залитый расплавленный металл испаряет полистироловый узор, когда металл входит в форму, заполняя образовавшуюся полость формы.
Литье по выплавляемым моделям
При литье по выплавляемым моделям восковая модель покрывается огнеупорным материалом для изготовления формы, которую расплавляют перед заливкой расплавленного металла в полость для затвердевания.
Пресс-форма для литья по выплавляемым моделям и кластерВ разделе «Руководство по литью по выплавляемым моделям» подробно описано литье по выплавляемым моделям.
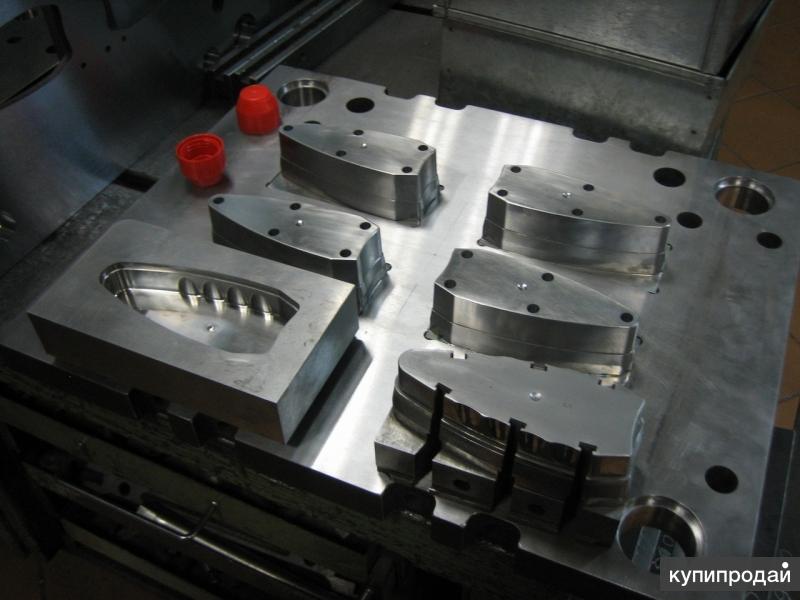
Литье в постоянные формы
Иногда называемое литьем в многоразовые формы, литье в постоянные формы использует постоянные формы, повторно используемые после каждого производственного цикла. Хотя литье в постоянную форму позволяет производить повторяющиеся детали из-за повторного использования одной и той же формы, оно может производить только простые отливки, поскольку для удаления отливок необходимо открывать форму.
- Гравитационная литья
- Низкое давление/вакуум
- Die Casting
- Центробежное литье
Постоянный литье
7. Отбрасывание. заливают в штампы под давлением от 0,7 до 700 МПа, где застывают в виде металлической отливки.
Пример литья под давлением (источник: indiamart.com)Литье под давлением подробно описано в разделе « Руководство по литью под давлением », раздел.
Гравитационное литье
Расплав заливают в форму из тигля только под действием силы тяжести при гравитационном литье.
Центробежное литье
Центробежное литье относится ко многим процедурам литья, в которых используются вращательные центробежные силы для транспортировки расплавленного металла к внешним частям круглой полости литейной формы, где он затвердевает с образованием продукта. Центробежное литье подробно описано в «Руководстве по центробежному литью 9».0149» раздел.
Литье в композитные формы
Как следует из названия, для производства отливок используются как одноразовые, так и многоразовые литейные формы. К ним обычно относятся такие материалы, как песок, дерево, графит и металл.
К ним обычно относятся такие материалы, как песок, дерево, графит и металл.
Применение и характеристики металлического литья
Почти каждое машиностроительное изделие, которое мы используем, от стиральных машин до перфораторов, автомобилей и велосипедов, изготавливается с использованием металлических деталей, которые, скорее всего, будут изготовлены с использованием одного из процессов литья металла. Этот вековой производственный процесс со временем улучшил свою точность и допуски.
Как правило, отливки используются для изготовления блоков двигателей автомобилей, коленчатых валов и корпусов электроинструментов, таких как перфораторы, детали сантехники, лопасти турбин, металлические статуи, шестерни и корпуса коробок передач.
| Process | Advantages | Disadvantages | |
| Sand casting |
|
| |
| Пластика | |||
| Пластинка | |||
| Пластинка | |||
| Пластинка | |||
| Плака |
| ||
| Керамическая форма |
|
| |
| Lost Foam casting |
|
| |
| Литье по выплавляемым моделям |
|
| |
| Die Casting | 38 | ||
| |||
| Gravity casting |
|
| |
| Centrifugal casting |
|
|
 Некоторая форма постобработки требовалась
Некоторая форма постобработки требовалась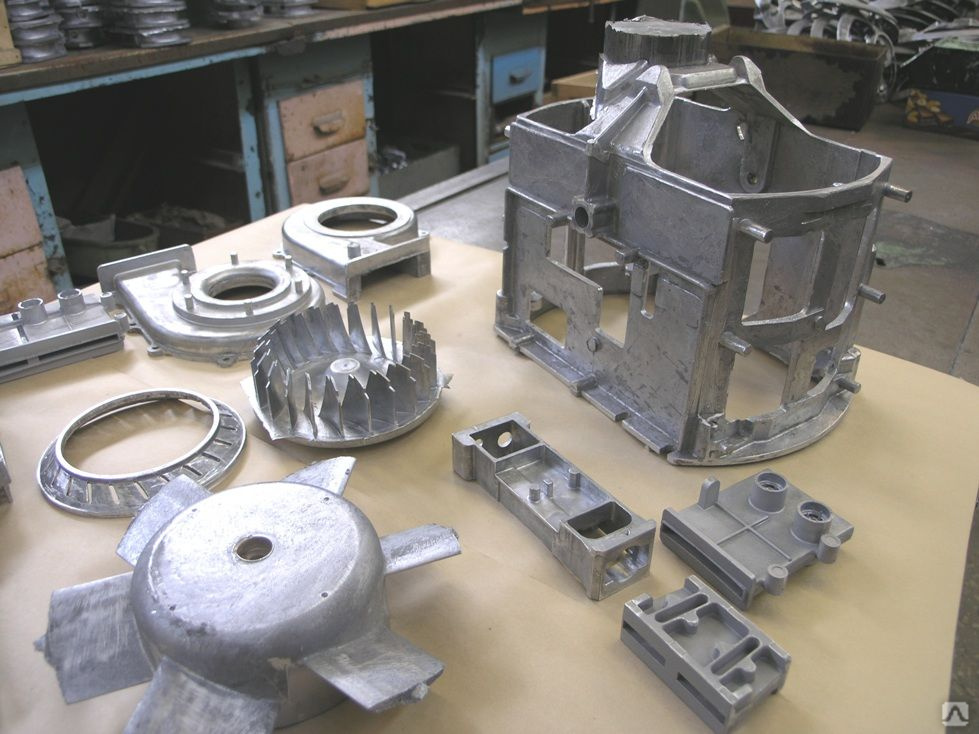
Как работает литье металлов?
Элементы литниковой системы
Наиболее ответственным элементом установки для литья металла является литейная форма. Форма содержит полую полость желаемой формы литой детали. Литейное производство делает размер и форму полости незначительно увеличенной, чтобы учесть усадку отливки в процессе затвердевания.
Усадка зависит от конструкции, размера, формы и используемого материала; следовательно, вовлечение литейного производства в процесс проектирования имеет решающее значение.
На изображении ниже показаны два типа форм: открытая форма и закрытая форма. Открытая форма, как следует из названия, имеет открытую полость.
Литейная система для литья металла (источник: Groover (2010))Одним из наиболее распространенных процессов литья металлов является литье в песчаные формы, и они являются ярким примером литья в закрытых формах.
Закрытая форма состоит из двух половин внутри коробки, называемой колбой, верхняя половина называется копией, а нижняя половина называется перетаскиванием. Колба также разделена на две половины. Линия, которая разделяет две половины, называется 9.0148 линия разъема .
Вентильная система представляет собой канал или путь, по которому расплавленный металл поступает в полость. Как показано выше, литниковая система состоит из заливного стакана и нижнего литника, через который металл поступает в желоб, ведущий в центральную полость. Разливочный стакан сводит к минимуму брызги и турбулентность, когда металл течет через литник, который сужается для облегчения потока. Однако большая часть отливок при охлаждении дает усадку, и для сведения к минимуму проблемы усадки используется стояк. Подъемник представляет собой простой резервуар в форме, который подает расплавленный материал в секции усадки, чтобы компенсировать его затвердевание. Существует четыре различных типа подступенков: верхний подступенок, боковой подступенок, глухой подступенок и открытый подступенок.
Разливочный стакан сводит к минимуму брызги и турбулентность, когда металл течет через литник, который сужается для облегчения потока. Однако большая часть отливок при охлаждении дает усадку, и для сведения к минимуму проблемы усадки используется стояк. Подъемник представляет собой простой резервуар в форме, который подает расплавленный материал в секции усадки, чтобы компенсировать его затвердевание. Существует четыре различных типа подступенков: верхний подступенок, боковой подступенок, глухой подступенок и открытый подступенок.
Ступени для литья металла
- Изготовление моделей – Копия отливаемой детали изготавливается из подходящего материала, такого как дерево, металл, пластик или гипс.
- Изготовление пресс-форм – Изготовление пресс-форм представляет собой многоэтапный процесс, в котором шаблоны и стержни используются для создания пресс-формы. Тип и способ изготовления форм будут варьироваться в зависимости от типа металлического литья.
 Например, при литье в песчаные формы песок используется внутри опоки для создания форм, а при литье под давлением используются формы из закаленной инструментальной стали.
Например, при литье в песчаные формы песок используется внутри опоки для создания форм, а при литье под давлением используются формы из закаленной инструментальной стали. - Плавка и заливка металла – Затем жидкость расплавляется и заливается в полость формы либо под действием силы тяжести, либо под высоким давлением. Затем отливке дают затвердеть перед извлечением отливок из формы. Опять же, удаление литых деталей зависит от типа металлического литья.
- Постобработка – На этом последнем этапе литой металлический объект извлекается из формы и обрабатывается. Во время футеровки объект очищается от любого формовочного материала, удаляются шероховатости.
Пригодность материалов
Хотя можно использовать почти все металлы, наиболее распространенными являются железо, сталь, алюминий, магний и сплавы на основе меди, такие как бронза.
Цинк, алюминий, магний и латунь широко используются при литье под давлением, тогда как алюминиевый сплав, сплав латуни, чугун и литая сталь являются популярными материалами для литья в песчаные формы.
Преимущества и недостатки металлического литья
По указанным выше причинам металлическое литье является важной технологией производства сетчатой формы. Другие включают ковку в форме сетки, штамповку из листового металла, аддитивное производство и литье металлов под давлением. Как и в случае любого другого производственного процесса, базовое понимание процесса, лежащих в его основе научных данных, а также его плюсов и минусов имеет важное значение для производства недорогих качественных инженерных продуктов.
Преимущества металлического литья
- Металлическое литье позволяет получать сложные формы
- Такие детали, как внутренние полости или полые секции, могут быть легко отлиты
- Важные компоненты могут быть изготовлены в виде цельного литья производство с использованием других производственных процессов можно отливать
- По сравнению с другими производственными процессами литье дешевле для средних и больших объемов
- Почти все металлы могут быть отлиты
- Форма, близкая к чистой, часто без или с незначительной последующей обработкой
Недостатки металлического литья
- Относительно грубая обработка поверхности и, следовательно, более широкий допуск должны допускаться и не подходят для сопрягаемых поверхностей , имеет ограничения по размеру и шаблону
- Изготовление шаблонов требует много времени и денег, хотя в последнее время для изготовления пресс-формы используются аддитивные производственные процессы, такие как струйная заливка связующего
- Литье под давлением может быть очень дорогим для малых и средних объемов из-за высокой стоимости штампа.
