Прямоугольная резьба: гост,обозначение на чертежах,правила нарезки
Резьба прямоугольная относится к классу кинематических резьб и используется для передачи движения. Преимуществом прямоугольной нарезки является ее высокий коэффициент полезного действия. Недостатками данного вида нарезания является низкая прочность и сложная технология изготовления.
Особенности резьбы
Прямоугольная резьба обладает нестандартным квадратным профилем, поэтому для нее не установлены стандартные параметры шага, диаметра, величины среза и хода. Глубина профиля данной разновидности нарезки равняется половине шага. Основные размеры резьбовых соединений с прямоугольным профилем определены в ГОСТ 9150-81.
Скачать ГОСТ 9150-2002
По методу образования выделяют левую и правую прямоугольные резьбы. Левая разновидность нарезки создана контуром, осуществляющим вращение против часовой стрелки. Контур перемещается вдоль оси, относительно наблюдателя. Правая резьба образована контуром, производящим вращательные движения по часовой стрелке. Движение производится вдоль оси по направлению от наблюдателя.
Движение производится вдоль оси по направлению от наблюдателя.
Прямоугольная резьба может быть однозаходной (нарезка произведена в виде 1 витка). В этом случае груз, размещенный на винтах резьбовых соединений, не сможет самостоятельно опуститься без влияния дополнительной силы трения. Это преимущество однозаходной нарезки обусловлено наличием свойства самоторможения. Также изготавливаются многозаходные резьбовые соединения, где нарезка осуществлена в виде 2-3 раздельных витков, расположенных на равной дистанции. Число заходов прямоугольной резьбы возможно измерить при помощи следующей формулы: Z = L/S, где S – размер шага и L – значение хода.
Прямоугольная резьба обладает множеством схожих особенностей с трапецеидальной ленточной разновидностью нарезки. Обе разновидности нарезания используются для превращения вращательного вида движения в поступательное, обладают свойством самоторможения и не имеют точных стандартов изготовления. Тем не менее прямоугольная резьба уступает трапецеидальной по показателям прочности и технологичности. Также ленточная резьба имеет более простую технологию изготовления, располагает высокими показателями силы трения и не требует дополнительного фиксирования. Но она уступает резьбе с прямоугольным сечением по величине КПД. Сейчас прямоугольная резьба постепенно заменяется трапецеидальной во многих сферах промышленности из-за большого количество недостатков.
Обе разновидности нарезания используются для превращения вращательного вида движения в поступательное, обладают свойством самоторможения и не имеют точных стандартов изготовления. Тем не менее прямоугольная резьба уступает трапецеидальной по показателям прочности и технологичности. Также ленточная резьба имеет более простую технологию изготовления, располагает высокими показателями силы трения и не требует дополнительного фиксирования. Но она уступает резьбе с прямоугольным сечением по величине КПД. Сейчас прямоугольная резьба постепенно заменяется трапецеидальной во многих сферах промышленности из-за большого количество недостатков.
Применение
Раньше резьба с прямоугольным сечением использовалась преимущественно при изготовлении винтовых механизмов. Сейчас этот вид нарезки применяется очень редко из-за технологических сложностей, возникающих во время создания резьбового соединения, и большого количества зазоров, появляющихся между винтовыми витками при износе. В нынешнее время этот вид нарезки полностью заменен трапецеидальной резьбой. В ней зазоры устраняются при помощи стягивания разрезной гайки.
В ней зазоры устраняются при помощи стягивания разрезной гайки.
Резьбу с прямоугольным сечением продолжают применять в промышленном секторе для изготовления креплений, регулировочных инструментов и соединений, где необходимо свести самоотвиничивание силовых элементов к минимальным значениям. С применением технологии прямоугольной нарезки производятся следующие устройства:
- Болт – стержень цилиндрической формы с головкой. Согласно ГОСТ 7798-70, это крепежное изделие изготавливается в 3 исполнениях, различающимися местоположением отверстий. Размеры стержня и головки болта должны соответствовать длине диаметра резьбового соединения. Чаще всего болты с прямоугольной резьбой изготавливаются с шестигранной головкой.
- Шпильки – цилиндрические стержни, на обоих концах которых присутствует резьба с квадратным профилем. Применяются для соединения различных устройств и деталей. Пример обозначения шпильки: M300´1.6-6g´110.59, где соответственно указывается диаметр изделия, его шаг, поле допуска, длина и класс прочности.
 Шпильки применяются в тех случаях, когда соединить детали невозможно при помощи болтов, что связано с высокими показателями толщины изделия.
Шпильки применяются в тех случаях, когда соединить детали невозможно при помощи болтов, что связано с высокими показателями толщины изделия. - Винты – стержень цилиндрической формы с головкой и резьбой. Эти устройства отличаются от болтов наличием углублений для отверток и других инструментов. Они применяются для фиксации деталей во время процедуры их сборки или ремонта. Существует 3 разновидности винтовых конструкций: установочные, регулирующие и крепежные. Согласно ГОСТ № 1491-80 и ГОСТ № 17474-80 винты обязаны изготавливаться с цилиндрической или полупотайной головкой. Резьба с квадратным профилем используется при изготовлении ходовых или грузовых винтов.
- Гайки – детали, навинчиваемые на болты или шпильки. Они обладают резьбовыми отверстиями и характеризуются по параметру высоты: низкие, средние, высокие и особо высокие.
- Шайбы – штампованные кольца, подкладываемые под гайки или головки крепежных инструментов. Они могут исполняться как с фаской, так и без нее.
 ГОСТ 11371-78 устанавливают для шайб параметры толщины, длины, материала и покрытия.
ГОСТ 11371-78 устанавливают для шайб параметры толщины, длины, материала и покрытия.
Ограниченность применения резьбы с прямоугольным профилем обусловлена невозможностью устранения ее главных недостатков. Ее нельзя подвергнуть фрезерованию или шлифовке. По этой причине этот вид нарезки очень трудно создавать в промышленных масштабах. Основной областью применения прямоугольного вида резьбы является машиностроительный и приборостроительный сектора, где часто используются крепежные устройства (болты, гайки, шайбы, шпильки и винты).
Скачать ГОСТ 1491-80
Скачать ГОСТ 7798-70
Обозначение на чертеже
Изображение резьбового соединения на чертеже представляет собой процедуру буквенного обозначения типа нарезки изделия. На рисунке прямоугольный тип нарезки может изображаться 2 способами: посредством местного разреза, где обозначаются ее основные размерные характеристики, и с применением выносного элемента – дополнительного рисунка части изделия в увеличенном размере.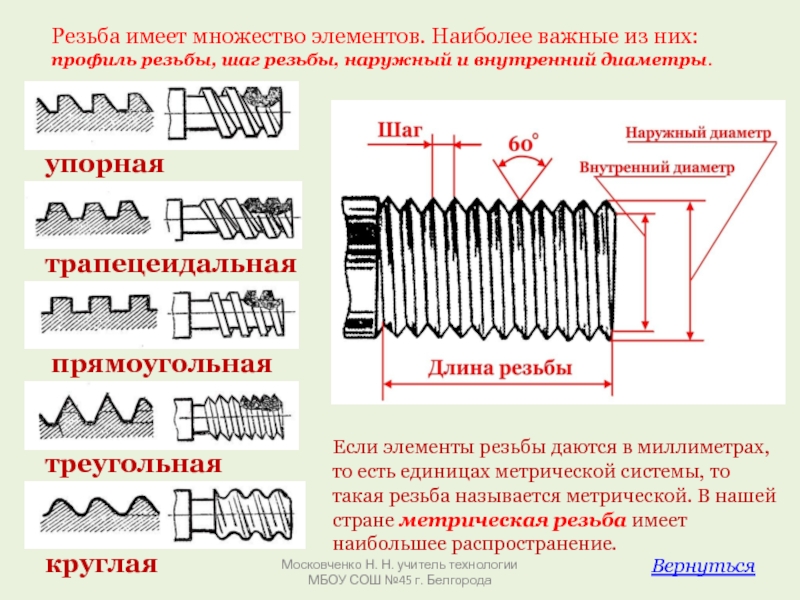 Для прямоугольной резьбы не существует точных стандартов обозначения. Поэтому на чертеже для ее изготовления приводится вся необходимая информация о размерах нарезки.
Для прямоугольной резьбы не существует точных стандартов обозначения. Поэтому на чертеже для ее изготовления приводится вся необходимая информация о размерах нарезки.
Скачать ГОСТ 11371-78
Скачать ГОСТ 17474-80
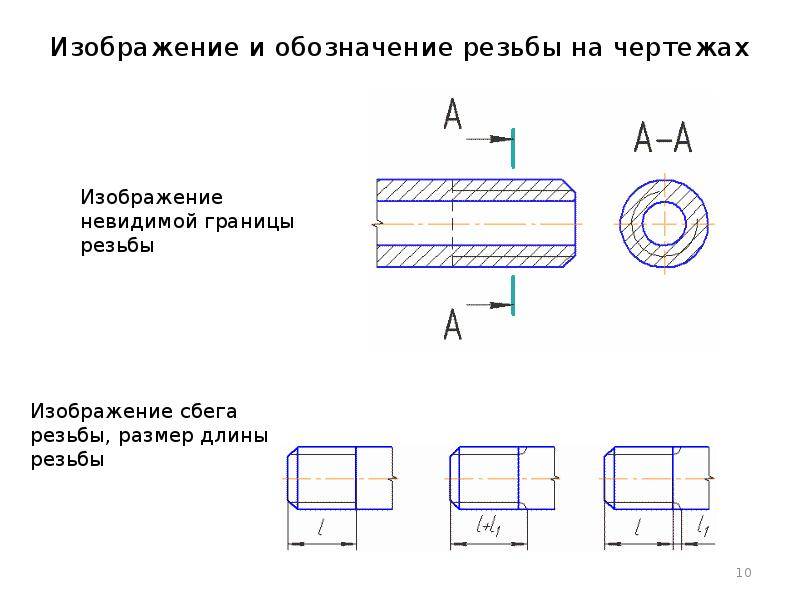
Согласно ГОСТ № 2.311—68, при составлении резьбовых чертежей на производстве линия винта заменяется одной 2 сплошными линиями – основной и тонкой. В этом случае для изображения внутреннего и наружного диаметра действуют следующие правила:
- При наружной резьбе внешний диаметр обозначается сплошными основными линиями, внутренний диаметр – сплошной тонкой. Расстояние между линиями должно составляет не менее 0,008 см. Оно может быть больше величины шага.
- Сплошная тонкая линия проводится на величину длины нарезки без сбега. С ней пересекается граница фаски.
- По внутреннему диаметру изображается дуга, длина которой составляет 0,75 от длины окружности. Она размыкается в любом месте. При этом фаска на чертеже не обозначается.

- При внутренней нарезке внешний диаметр изображается сплошной тонкой линией, внутренний диаметр – сплошной основной. Невидимые участки нарезки обозначаются пунктирными линиями. В этом случае линию, определяющую границу нарезания, рисуют на стержне до начала сбега.
- Рядом с границей резьбы во время ее изготовления образуется глухое отверстие, именуемое гнездом. Оно выполнено в форме конуса. Его угол при вершине составляет 120°. При условии, что дно глухого отверстия находится рядом с концом резьбы, то допускается обозначение нарезки до конца отверстия.
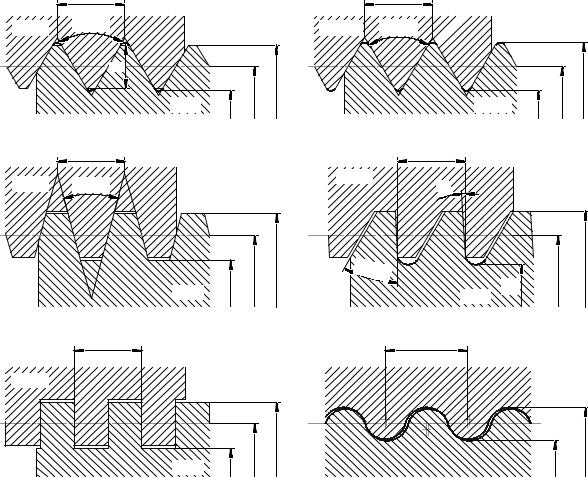
Особым параметром резьбы с нестандартным квадратным профилем является профиль. При его обозначении необходимо проделывать местный разрез. На нем, в плоскости, параллельной оси резьбового соединения, изображается только те элементы нарезки, не закрытые стержнем.
Нарезание прямоугольной резьбы
Изготовление резьбовых соединений с прямоугольным профилем осуществляет на токарных станках при помощи специальных резцов. Перед началом нарезания данный инструмент затачивается по образцу, его профиль подбирается в соответствии с профилем нарезки. Зданий угол резца отклоняется на 8°. Для снижения трения инструмента об поверхность изделия дополнительно устанавливаются вспомогательные углы.
Перед началом нарезания данный инструмент затачивается по образцу, его профиль подбирается в соответствии с профилем нарезки. Зданий угол резца отклоняется на 8°. Для снижения трения инструмента об поверхность изделия дополнительно устанавливаются вспомогательные углы.
После процесса затачивания необходимо правильно расположить резец. Существует 2 главных метода установки инструмента при нарезании:
- Первый способ: основная кромка резца размещается параллельно оси изделия. В этом случае профили нарезки и инструмента будут точно совпадать, что позволит воссоздать необходимую форму винтового соединения. Преимуществом данного способа является улучшение условия для проведения нарезки. Но при этом кромка сильно износится за короткий временной промежуток.
- Второй способ: кромка располагается у боковых стенок резьбового соединения под углом 90°, что позволит равномерно распределить нагрузку на инструмент. Но профили резца и резьбы не совпадают, поэтому винт не получит правильную форму.
 Этот метод нарезания используются преимущественно для осуществления черновой нарезки.
Этот метод нарезания используются преимущественно для осуществления черновой нарезки.
При создании прямоугольной резьбы используются державки – приспособления для установки резца. Этот прибор позволяет мастеру не производить повторную переточку режущего инструмента при изменении внутреннего или внешнего диаметра.
После установки резца начинается процесс нарезания. Резьбы, шаг которых не превышает значения в 0,4 см, нарезаются при помощи 1 резца. При резьбовых соединениях с большей величиной шага применяются сразу 2 режущих инструмента: для черновой и чистовой нарезок.
КАТЕГОРИИ: Главная Архитектура-(3434)Астрономия-(809)Биология-(7483)Биотехнологии-(1457)Военное дело-(14632)Высокие технологии-(1363)География-(913)Геология-(1438)Государство-(451)Демография-(1065)Дом-(47672)Журналистика и СМИ-(912)Изобретательство-(14524)Иностранные языки-(4268)Информатика-(17799)Искусство-(1338)История-(13644)Компьютеры-(11121)Косметика-(55)Кулинария-(373)Культура-(8427)Лингвистика-(374)Литература-(1642)Маркетинг-(23702)Математика-(16968)Машиностроение-(1700)Медицина-(12668)Менеджмент-(24684)Механика-(15423)Науковедение-(506)Образование-(11852)Охрана труда-(3308)Педагогика-(5571)Полиграфия-(1312)Политика-(7869)Право-(5454)Приборостроение-(1369)Программирование-(2801)Производство-(97182)Промышленность-(8706)Психология-(18388)Религия-(3217)Связь-(10668)Сельское хозяйство-(299)Социология-(6455)Спорт-(42831)Строительство-(4793)Торговля-(5050)Транспорт-(2929)Туризм-(1568)Физика-(3942)Философия-(17015)Финансы-(26596)Химия-(22929)Экология-(12095)Экономика-(9961)Электроника-(8441)Электротехника-(4623)Энергетика-(12629)Юриспруденция-(1492)Ядерная техника-(1748) | Специальная резьба Резьба усиленная упорная
Резьба упорная усиленная применяется для особо больших нагрузок (и для диаметров 80…2000мм.
Специальную резьбу со стандартным профилем, но нестандартным шагом или диаметром обозначают Сn и условное обозначение профиля, например: Сn М40´1,5-6g.
Профиль квадратной резьбы не стандартизирован, но эта резьба имеет применение в соединениях, где не должно быть самоотвинчивания под действием приложенной нагрузки. Поэтому на чертеже приводят все данные, необходимые для ее изготовления. На рис. 4.18 показана прямоугольная двухзаходная резьба на стержне.
Рис. 4.18. Прямоугольная резьба
Обозначения типов резьб приведены в табл.4.1, примеры обозначения типов резьб показаны в табл.2. Таблица 4.1 Обозначения типов резьбы
Окончание табл. 4.1
Таблица 4.2 Примеры обозначений наиболее употребительных видов резьбы
Продолжение табл.4. 2
Дата добавления: 2014-01-07; Просмотров: 7124; Нарушение авторских прав?; Мы поможем в написании вашей работы! Нам важно ваше мнение! Был ли полезен опубликованный материал? Да | Нет |
 ) с углом профиля 45° по ГОСТ 13535-87. Условное обозначение, например: S 45 °×200×12, где 12 – шаг резьбы, который указывают обязательно.
) с углом профиля 45° по ГОСТ 13535-87. Условное обозначение, например: S 45 °×200×12, где 12 – шаг резьбы, который указывают обязательно.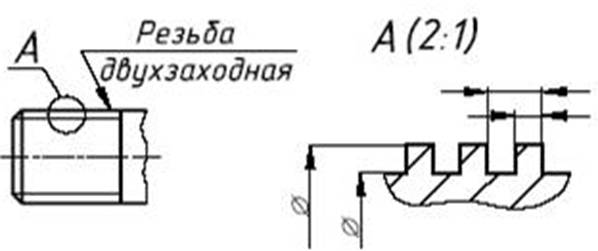
 12×2,54 ГОСТ 13536-68
12×2,54 ГОСТ 13536-68

Резьба: виды и обозначения
Резьба представляет собой спиральный выступ постоянного сечения, выполненный на цилиндрической поверхности. MPT Srl производит различных типов резьбы, таких как газовая, метрическая и левая резьба. Наша продукция в основном используется в секторе держателей резиновых шлангов .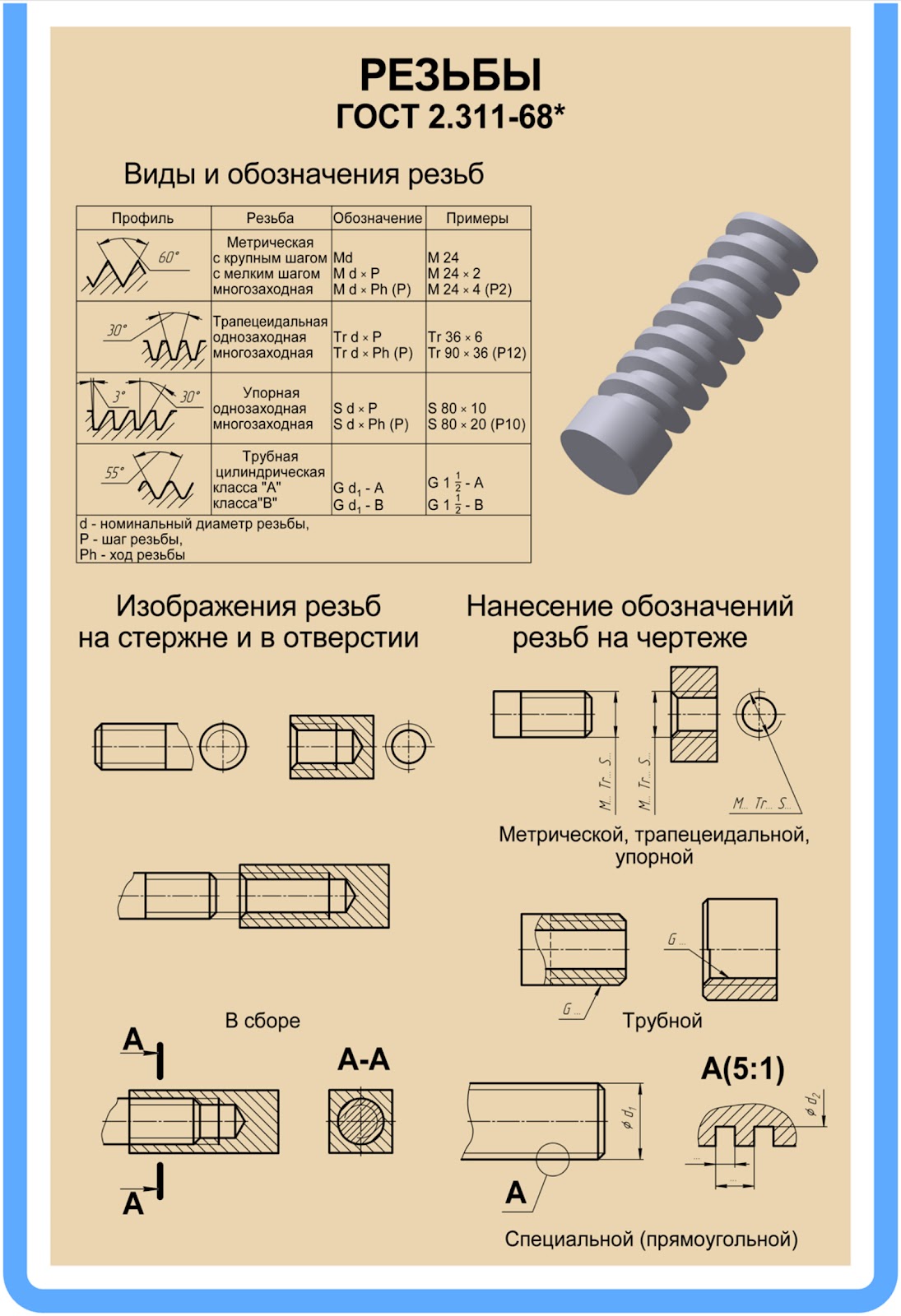
Типы резьбы
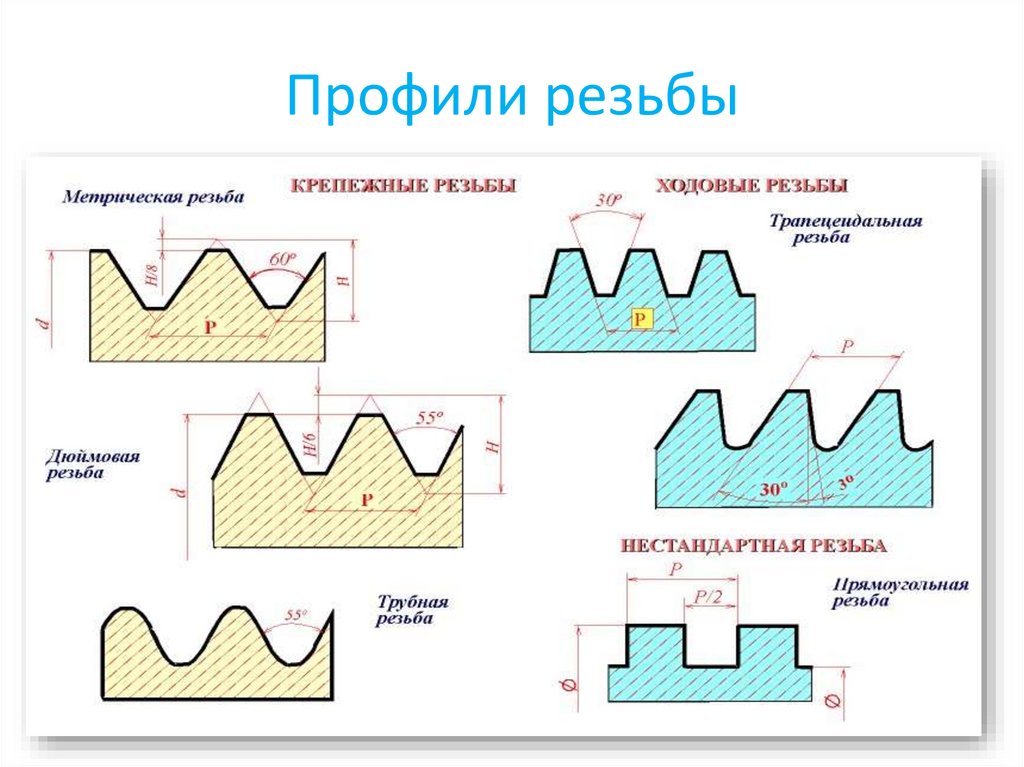
Как отличить различных типа резьбы ? Обычно различие проводится по форме профиля , и каждый из них отвечает различным требованиям функциональности и сервиса. Поэтому существуют:
1 – резьба треугольного профиля;
2 – Резьба нетреугольного профиля.
Резьба треугольного профиля , в свою очередь, подразделяется следующим образом:
Метрическая резьба ISO: все элементы резьбы измеряются в миллиметрах.
Неметрическая резьба : все или некоторые элементы выражены в единицах измерения, отличных от миллиметров, или обычным способом. Основные неметрические резьбы – Витворта и газовая.
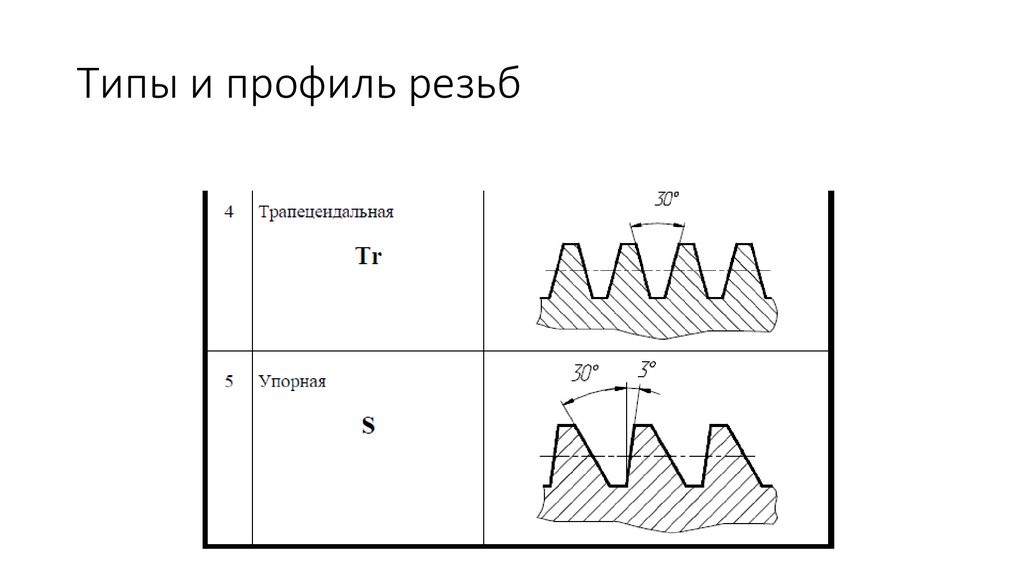
Резьбы нетреугольного профиля подразделяются на:
Трапециевидный профиль : эти резьбы имеют симметричный равнобедренный трапециевидный профиль.
Этот тип профиля заменил использовавшуюся ранее квадратную или прямоугольную резьбу.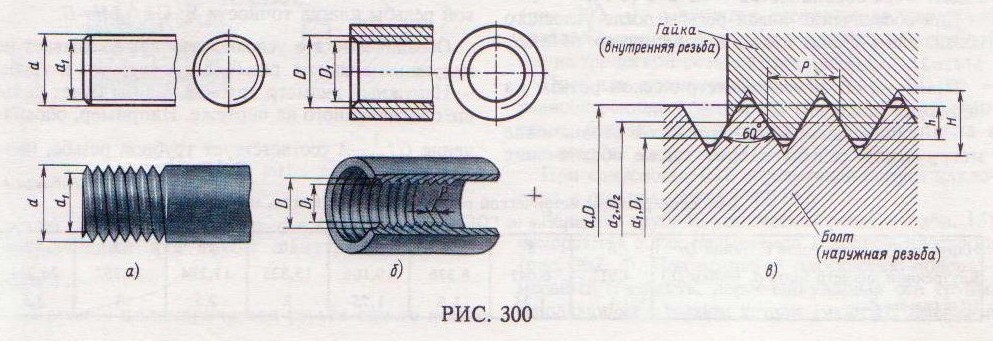 Трапециевидный профиль лучше, поскольку обладает большей прочностью и удобством входа. Это профиль, который обычно используется для маневрирования винтов, т. е. когда вращением винта или гайки необходимо добиться возвратно-поступательного движения двух механических частей. Это относится, в частности, к винтам, передающим большую нагрузку.
Трапециевидный профиль лучше, поскольку обладает большей прочностью и удобством входа. Это профиль, который обычно используется для маневрирования винтов, т. е. когда вращением винта или гайки необходимо добиться возвратно-поступательного движения двух механических частей. Это относится, в частности, к винтам, передающим большую нагрузку.
c : это асимметричная резьба, которая используется в качестве маневрового винта в случае больших усилий с постоянным направлением. Стандартизированы два типа: нормальный пилообразный и мелкий пилообразный. Осевой зазор между винтом и гайкой значительный, а опорная сторона винта имеет наклон 3°.
Обозначение резьбы
Как выполняется обозначение резьбы ? Основные параметры:
- Буквенный символ , идентифицирующий резьбу;
- номинальный диаметр , который совпадает с наружным диаметром d винта, измеренным по вершине резьбы, и с диаметром D гайки, измеренным по основанию резьбы.
 Выражается в миллиметрах или дюймах. В случае газовой резьбы этот диаметр соответствует условному диаметру.
Выражается в миллиметрах или дюймах. В случае газовой резьбы этот диаметр соответствует условному диаметру. - шаг , который представляет собой расстояние между гребнями двух последовательных витков резьбы или, в более общем случае, между двумя соответствующими точками на параллельных сторонах, измеренное параллельно оси геликоида.
Шаг пропорционален высоте резьбы. Выражается в мм, если отличается от номинального диаметра (мелкая резьба). - Число витков резьбы на дюйм , для резьбы American и Whitworth;
- количество делений , если больше одного;
- направление спирали , если оставить: sin. (синистро > левый) или LH (левый).
Характеристики типов резьбы
Ниже приведены некоторые основные характеристики резьбы треугольного профиля.
Метрическая резьба ISO
Идеальный профиль метрической резьбы ISO представляет собой равносторонний треугольник.
Номинальный профиль гайки по отношению к базовому профилю имеет усечения как в вершине, так и внизу, а номинальный профиль винта имеет усечения в головке и закругления внизу.
Наконец, фактический профиль винта и гайки всегда имеет закругления внизу.
Нити Витворта
Идеальный профиль нитей Витворта представляет собой равнобедренный треугольник с углом при вершине 55°.
Фактический профиль закруглен по сравнению с базовым профилем. Следует отметить, что размеры, по которым измеряется форма резьбы (параметр Н), являются функциями шага.
Таким образом, по сравнению с системой ISO существует другой угол профиля вместе с закруглением, в том числе и на гребне. Кроме того, для одного и того же диаметра шаг Витворта больше, чем большой шаг ISO.
Резьба Витворта легла в основу многих систем резьбы (в частности, газовой резьбы) и была первой, которая была стандартизирована в 1841 году. речь идет о прохождении жидкостей, в то время как газовые потоки делают это.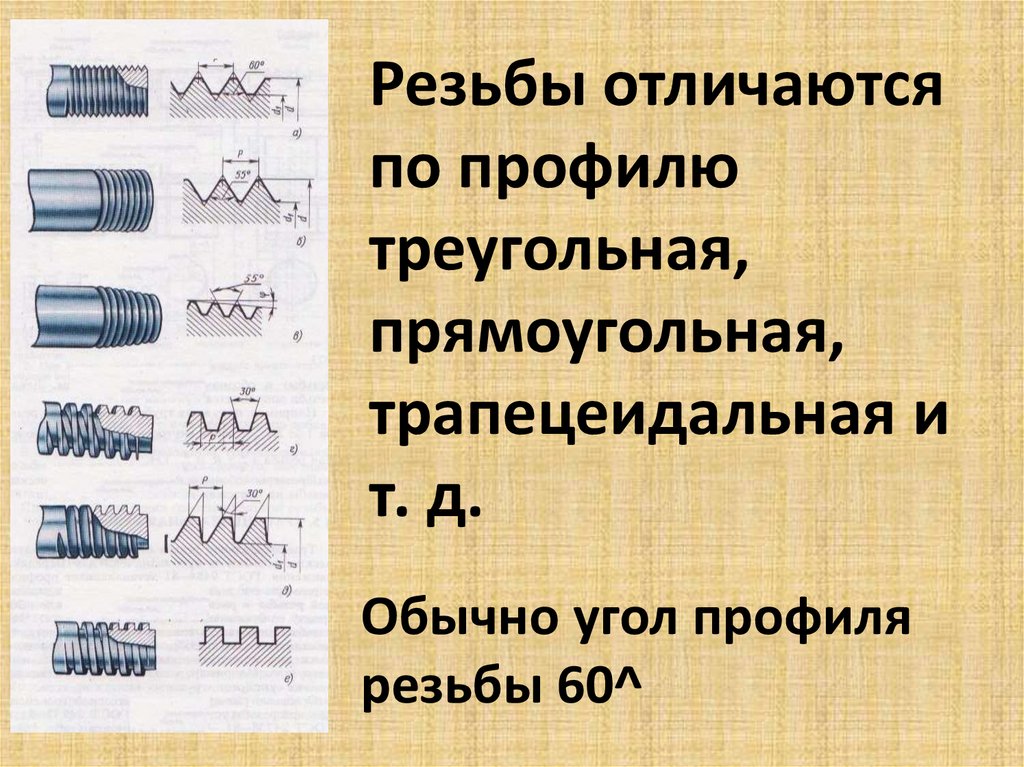 Фактически, это название происходит от их первоначального использования в газопроводах. Профиль этих нитей такой же, как у нитей Whitworth, но шаг мельче. Номинальный диаметр условен: он относится к теоретическому внутреннему диаметру трубы, на которой используется резьба.
Фактически, это название происходит от их первоначального использования в газопроводах. Профиль этих нитей такой же, как у нитей Whitworth, но шаг мельче. Номинальный диаметр условен: он относится к теоретическому внутреннему диаметру трубы, на которой используется резьба.
Обозначения метрической резьбы по британскому стандарту ISO
Метрический винт по британскому стандарту ISO
Обозначения оборудования по стандарту ISO
Меню стандартного оборудования ANSI
указаны в миллиметрах.
Номинальный | Крупный | Мелкий | Шаг |
1 | 0,25 | 0,2 | — |
1. | 0,25 | 0,2 | — |
1,2 | 0,25 | 0,2 | — |
1,4 | 0,3 | 0,2 | — |
1,6 | 0,35 | 0,2 | — |
1,8 | 0,35 | 0,2 | — |
2,0 | 0,4 | 0,25 | — |
2. | 0,45 | 0,25 | — |
2,5 | 0,45 | 0,35 | — |
3 | 0,5 | 0,35 | — |
3,5 | 0,6 | 0,35 | — |
4 | 0,7 | 0,5 | — |
4,5 | 0,75 | 0,5 | — |
5 | 0,8 | 0,5 | — |
5,5 | — | 0,5 | — |
6 | 1 | 0,75 | — |
7 | 1 | 0,75 | — |
8 | 1,25 | 1 | 0,75 |
9 | 1,25 | — | 1, 0,75 |
10 | 1,5 | 1,25 | 1, 0,75 |
11 | 1,5 | — | 1, 0,75 |
12 | 1,75 | 1,25 | 1,5, 1 |
14 | 2 | 1,5 | 1. |
15 | — | — | 1,5, 1 |
16 | 2 | 1,5 | 1 |
17 | — | — | 1,5, 1 |
18 | 2,5 | 1,5 | 2, 1 |
20 | 2,5 | 1,5 | 2, 1 |
22 | 2,5 | 1,5 | 2, 1 |
24 | 3 | 2 | 1,5, 1 |
25 | — | — | 2, 1,5, 1 |
26 | — | — | 1,5 |
27 | 3 | 2 | 1,5, 1 |
28 | — | — | 2, 1,5, 1 |
30 | 3,5 | 2 | 3 , 1,5, 1 |
32 | — | 2, 1,5 | |
33 | 3,5 | 2 | 3 , 1,5 |
35 | — | — | 1,5 |
36 | 4 | — | 3, 2, 1,5 |
38 | — | 1,5 | |
39 | 4 | — | 3, 2, 1,5 |
40 | — | — | 3, 2, 1,5 |
42 | 4,5 | — | 4, 3, 2, 1,5 |
45 | 4,5 | — | 4, 3, 2, 1,5 |
48 | 5 | — | 4, 3, 2, 1,5 |
50 | — | — | 3, 2, 1,5 |
52 | 5 | — | 4, 3, 2, 1,5 |
55 | — | — | 4, 3, 2, 1,5 |
56 | 5,5 | — | 4, 3, 2, 1,5 |
58 | — | — | 4, 3, 2, 1,5 |
60 | 5,5 | — | 4, 3, 2, 1,5 |
62 | — | — | 4, 3, 2, 1,5 |
64 | 6 | — | 4, 3, 2, 1,5 |
65 | — | — | 4, 3, 2, 1,5 |
68 | 6 | — | 4, 3, 2, 1,5 |
 1
1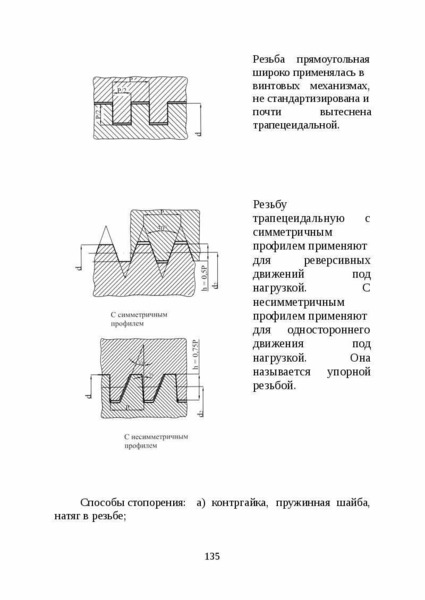 2
2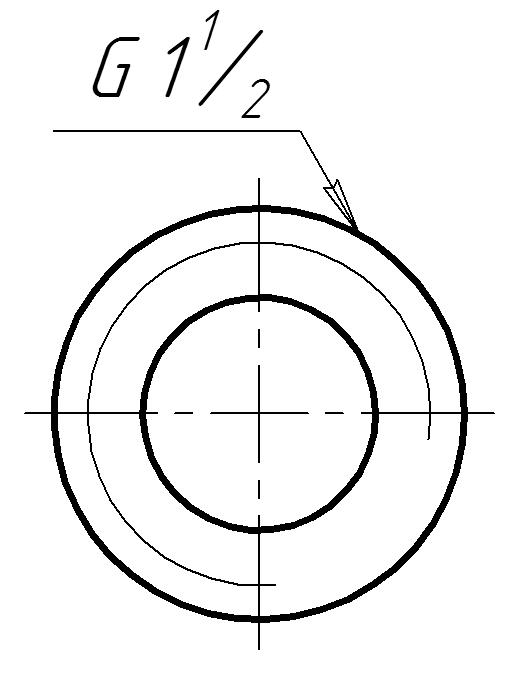 25а, 1
25а, 1
Номинальный | Шаг |
70 | 6, 4, 3, 2, 1,5 |
72 | 6, 4, 3, 2, 1,5 |
75 | 4, 3, 2, 1,5 |
76 | 6, 4, 3, 2, 1,5 |
78 | 2 |
80 | 6, 4, 3, 2, 1,5 |
82 | 2 |
85 | 6, 4, 3, 2 |
90 | 6, 4, 3, 2 |
95 | 6, 4, 3, 2 |
100 | 6, 4, 3, 2 |
105 | 6, 4, 3, 2 |
110 | 6, 4, 3, 2 |
115 | 6, 4, 3, 2 |
120 | 6, 4, 3, 2 |
125 | 6, 4, 3, 2 |
130 | 6, 4, 3, 2 |
135 | 6, 4, 3, 2 |
140 | 6, 4, 3, 2 |
145 | 6, 4, 3, 2 |
150 | 6, 4, 3, 2 |
155 | 6, 4, 3 |
160 | 6, 4, 3 |
165 | 6, 4, 3 |
170 | 6, 4, 3 |
175 | 6, 4, 3 |
180 | 6, 4, 3 |
185 | 6, 4, 3 |
190 | 6, 4, 3 |
195 | 6, 4, 3 |
200 | 6, 4, 3 |
205 | 6, 4, 3 |
210 | 6, 4, 3 |
215 | 6, 4, 3 |
220 | 6, 4, 3 |
225 | 6, 4, 3 |
230 | 6, 4, 3 |
235 | 6, 4, 3 |
240 | 6, 4, 3 |
245 | 6, 4, 3 |
250 | 6, 4, 3 |
255 | 6, 4 |
260 | 6, 4 |
260 | 6, 4 |
265 | 6, 4 |
270 | 6, 4 |
275 | 6, 4 |
280 | 6, 4 |
285 | 6, 4 |
290 | 6, 4 |
295 | 6, 4 |
300 | 6, 4 |
Связанные
- BS EN 20898-2 Значения пробной нагрузки
- Метод анализа BS 449 Часть 2 Таблица размеров метрических ключей ISO
- Размер метрических ключей для метрических болтов с шестигранной головкой.
