Различные виды литья металлов преимущества и недостатки [Часть 2]
Литье металла — это процесс, имеющий древние корни, на протяжении всей истории металлическое литье использовалось для изготовления инструментов, оружия, скульптур и религиозных предметов. Для литья металлов пускают в ход разные емкости, которые разделяют на песочные, применяемые только один раз во время оливки, а также многократные. В современном литейном производстве кроме традиционной технологии заливки жидкого металла в песчаные формы применяют и другие высокотехнологичные, производительные способы литья, давайте рассмотрим некоторые из них.
Примечание: первую часть данной статьи вы можете найти в нашем блоге.
6) Гравитационное литье
Это метод литья, при котором жидкий металл под действием силы тяжести заливается в металлическую форму, охлаждается и застывает в форме для получения отливки.
Технологический процесс:
Преимущества:
- Металлическая форма обладает большой теплопроводностью и теплоемкостью, быстрой скоростью охлаждения, плотной структурой отливки, а механические свойства примерно на 15% выше, чем у песчаного литья.

- Она позволяет получать отливки с более высокой точностью размеров и более низкой шероховатостью поверхности, и имеет хорошую стабильность качества.
Недостатки:
- Сама металлическая форма не является воздухопроницаемой, необходимо принять определенные меры для удаления воздуха и пор, образующегося в полости песчаного ядра.
- Металлическая форма не имеет уступов, и трещины легко возникают, когда отливка затвердевает.
- Металлические формы имеют более длительный производственный цикл и более высокую стоимость. Поэтому хороший экономический эффект может быть достигнут только при массовом производстве.
Область применения: подходит для крупномасштабного производства отливок из цветных сплавов, таких как алюминиевые и магниевые сплавы сложной формы, а также чугунные и стальные металлических отливок и слитков.
7) Вакуумное литье под давлением
Вакуумное литье под давлением это усовершенствованный процесс литья под давлением, который улучшает механические свойства и качество поверхности литых деталей путем удаления или значительного уменьшения пор и растворенных газов в литой детали за счет извлечения газа в полости литейной формы во время процесса литья.
Технологический процесс:
Преимущества:
- Данный метод позволяет устранить или уменьшить воздушные отверстия внутри литейной формы, улучшить механические свойства и качество поверхности литейной формы, а также характеристики покрытия.
- Для снижения обратного давления полости можно использовать более низкое удельное давление и сплав с плохими характеристиками литья. Можно отливать под давлением более крупные отливки с помощью небольших станков.
- Это улучшает условия заполнения, позволяет отливать более тонкие отливки.
Недостатки:
- Структура уплотнения формы сложная, изготовление и установка затруднены, в связи с чем стоимость высокая.
- Если метод вакуумного литья под давлением не контролируется должным образом, эффект будет не очень значительным.
8) Литье выдавливанием
Это метод затвердевания жидкого или полутвердого металла под высоким давлением и текучей формовки для непосредственного получения изделия или заготовки. Его преимуществами являются высокий коэффициент использования жидкого металла, простота процесса и стабильное качество. Это энергосберегающая технология формовки металла с потенциальными перспективами применения.
Его преимуществами являются высокий коэффициент использования жидкого металла, простота процесса и стабильное качество. Это энергосберегающая технология формовки металла с потенциальными перспективами применения.
Технологический процесс:
Литье под прямым давлением
: Распыление краски, литье сплава, зажим формы, повышение давления, поддержание давления, сброс давления, разделение формы, извлечение заготовки из формы и возврат в исходное положение.Литье под давлением с косвенным выдавливанием: нанесение покрытия распылением, зажим формы, подача, заполнение, повышение давления, поддержание давления, сброс давления, разделение, извлечение заготовки из формы, возврат в исходное положение.
Технические характеристики:
- Данный метод может устранить внутренние поры, усадку и другие дефекты.
- Низкая шероховатость поверхности и высокая точность размеров.
- Это может предотвратить возникновение трещин отливки.
- Легко реализовать механизацию и автоматизацию.

Область применения: Его можно использовать для производства различных типов сплавов, таких как алюминиевый сплав, цинковый сплав, медный сплав, чугун с шаровидным графитом и т. Д.
9) Литьё по газифицируемым моделям
Что такое литьё по газифицируемым моделям?
Это новый метод литья, при котором используется модель, изготовленная из материала, который газифицируется при заливке расплавленного металла в литейную форму. Самым распространённым материалом для моделей является пенополистирол. После очистки и сушки огнеупорного покрытия, его закапывают в сухой кварцевый песок для вибрирования. Заливка производится под отрицательным давлением для испарения модели, жидкий металл занимает место модели и формируется после затвердевания и охлаждения.
Технологический процесс:
Технические характеристики:
- Высокоточное литье, без песчаной сердцевины, сокращающее время обработки.
- Отсутствие разделительной поверхности, гибкая конструкция и высокая степень свободы.

- Чистое производство без загрязнения.
- Сокращение инвестиционных и производственных затрат.
Область применения:Данный метод подходит для производства прецизионных отливок различных размеров со сложной структурой. Ограничений по типам сплавов и производственным партиям нет.
10) Непрерывное литье
Что такое непрерывное литье
Это передовой метод литья. Его принцип заключается в непрерывной заливке расплавленного металла в специальную металлическую форму, называемую кристаллизатором. Затвердевшая отливка непрерывно вытягивается из другого конца кристаллизатора, при этом можно получить отливку любой длины.
Технологический процесс:
Схема установки непрерывного литья. 1 — Ковш подачи жидкого металла. 2 — Промежуточный ковш. 3 — Кристаллизатор. 4 — Заслонка. 5 — Стопор. 6 — Зона кристаллизации. 7 — Тянущие ролики. 8 — Зона начала кристаллизации. 9 — Подача охлаждающей воды.
Технические характеристики:
- Благодаря быстрой скорости охлаждения металла, кристаллическая структура получается плотной и однородной, а механические свойства хорошими.

- Экономия металла и повышение производительности.
- Упрощенные процедуры, исключающие моделирование и другие процедуры, что позволяет снизить трудоемкость и значительно уменьшить требуемую производственную площадь.
- Производство непрерывного литья легко реализует механизацию и автоматизацию и повышает эффективность производства.
Область применения: Непрерывное литье может использоваться для литья стали, чугуна, медных сплавов, алюминиевых сплавов, магниевых сплавов и других длинномерных отливок с постоянной формой поперечного сечения, таких как слитки, прутковые заготовки, трубы и т.д.
Технологии литья металлов, производство отливок на производстве
Главная страница
Вопросы и ответы
Производство отливок: технологии литья металлов
Литейные сплавы: об основных технологических свойствах
Первой среди них стоит жидкотекучесть. Это значит, что расплавленный материал растекается по каналам литейной формы, заполняет контуры. Последние благодаря такому свойству воспроизводятся с максимальной чёткостью.
Последние благодаря такому свойству воспроизводятся с максимальной чёткостью.
С помощью специальных проб определяют, имеется ли свойство жидкотекучести или нет. Замеры принимают длину заполненной спирали Архимеда.
Минимальная толщина стенок у отливки как раз выбирается в зависимости от жидкотекучести:
- 3,4 мм для мелких отливок из СЧ в песчаных формах.
- 8-10 мм в случае со средними габаритами.
- 12-15 – для крупных.
Остальные отливки выпускаются с толщиной в 5-7, 10-12 или 12-20 мм.
Не стоит забывать об усадке. Такое название дали процессу, при котором отливка уменьшается в объёмах во время охлаждения. Начинается всё в литейной форме, с металла в жидкой форме. И до тех пор, пока не наберётся температура окружающей среды.
Разные материалы отличаются друг от друга разным уровнем усадки. Для её определения важными становятся следующие факторы:
- Химический состав.
- Температура заливки.
- Конфигурация заготовки.

Стандартное значение –в пределах от 1,9% до 2,1%.
Чтобы не образовались большие напряжения и трещины, важно предусматривать сохранение следующих свойств:
- Равномерная толщина у стенок.
- Плавные переходы.
- Нормальные радиусы у сопрягающихся поверхностей.
- Устранение элементов, усложняющих усадку.
Стержни и материалы должны обладать повышенной податливостью для достижения лучшего результата.
Газопоглощением называют способность растворять разные газы, которой могут обладать литейные сплавы в расплавленном состоянии. Растворимость газов уменьшается, когда они находятся в затвердевшем состоянии, а потом охлаждаются. Из-за этого в отливках появляются браки в виде газовых раковин и пор.
Есть понятие ликвации – его применяют для неоднородности состава в различных частях отливки. Бывает дендритной, зональной.
Дендритная происходит в пределах одного ядра.
Зональной называют неоднородность, проявляющую себя по всему объёму отливки.
Отливки изготавливаются с использованием следующих нескольких способов:
- Центробежное литьё.
- Литьё под давлением.
- В кокиль.
- В формы со специальными оболочками.
- По выплавляемым моделям.
- В песчаные формы.
Есть так называемые специальные способы литья:
- Композиционное.
- С использованием магнитных полей.
- Суспензионное.
- Электрошлаковое центробежное.
О литье в песчаных формах
Литейное производство и направлено на получение отливок. Это литые металлические изделия, которые производят путём заливки металлов в расплавленной форме внутрь специальных литейных форм. Потом идёт застывание, приобретение конкретных очертаний.
Технологическая оснастка при литье
Литейная оснастка – это специальные приспособления, которые применяют для получения необходимых изделий с требуемыми характеристиками. Пример – опоки, стержневые ящики, подмодельные плиты, модели и так далее.
Начнём с моделей. Это наименование приспособлений, с помощью которых получаются отпечатки полости, соответствующие наружным конфигурациям отливки. В форме при сборке устанавливают стержни, которые способствуют образованию отверстий и полостей внутри отливок, иных контуров со сложными габаритами.
Изначально модели делают больше по сравнению с отливкой, чтобы учесть величину линейной усадки, характерной для сплава. Размер припусков учитывают при механической обработке отливок. Припуском называют слой металла, который удаляется при такой работе. Он определяется размерами отливок, видами сплава. По сравнению с боковыми и верхними частями конструкции, припуск для верхних должен быть чуть больше. Это связано с появлением наверху скоплений в виде газовых включений, частичек формовочной смеси, шлаков. Возникают некоторые проблемы при удалении стержневой смеси, спёкшейся внутри, с отверстий небольших размеров. При последующей обработке механическим путём это отрицательно сказывается на стойкости режущего инструмента. Литьём рекомендуют выполнять отверстия, чей диаметр находится в пределах 25-30 мм.
Литьём рекомендуют выполнять отверстия, чей диаметр находится в пределах 25-30 мм.
От высоты отливки зависят формовочные уклоны. Их добавляют в модели, чтобы было проще удалить их из формы. Обработке подвергаются поверхности Формы могут быть разрушены при извлечении, если не будет уклонов. А сама формовочная смесь с большой вероятностью просто осыпается.
Знаки – наименование выступающих частей у модели, при помощи которых получают отпечатки знаковых частей у стержней. Главное – отсутствие уклонов и острых углов в местах, где стенки отливок сопрягаются.
Термин галтель применяют по отношению к скругленным внутренним углам. Наружные предполагают применение название «закругления».
Для моделей применяют следующие разновидности материалов:
- Пластмасса.
- Металлические сплавы.
- Древесина.
В случае с деревом используют хорошо просушенную основу, из бука или ясени, сосны. Изделие склеивают из отдельных брусочков, а не из цельного куса, это предотвращает коробление. При этом придерживаются различного направления у волокон, составляющих изделие. Но такие конструкции не могут похвастаться долговечностью.
При этом придерживаются различного направления у волокон, составляющих изделие. Но такие конструкции не могут похвастаться долговечностью.
Чистая рабочая поверхность и высокая точность – главные преимущества металлических аналогов, помимо увеличенного срока службы. В производстве применяют сплавы алюминия, отличающиеся уменьшенной плотностью. Этот материал не окисляется, допускает обработку резанием.
Небольшая масса, защита от коробления, устойчивость к воздействию влаги – главные преимущества моделей из пластмасс. Одно из перспективных направлений – применение вспененного полистирола. Его не требуется вытаскивать из формы перед заливкой, материал газифицируется при выполнении работы.
Для изготовления стержней применяют специальные стержневые ящики. Они обеспечивают увеличенную скорость при извлечении стержня и делают уплотнение смеси равномерным. Отличаются наличием уклонов, что делает их похожими на модели. По конструкции бывают неразъёмными и разъёмными, а материалы в производстве – те же, что и у моделей.
Опоками именуют рамы различной формы, изготовленные из металла. Их главное назначение – использование формовочных смесей для изготовления литейных полуформ. Материалы в производстве применяют следующих разновидностей:
- Сталь.
- Чугун.
- Алюминиевые сплавы.
Собираются из отдельных частей, бывают литыми или сварными. Для уменьшения массы стенки часто делают с дополнительными отверстиями. Это упрощает удаление газов, способствует лучшему скреплению между элементами конструкции. Скобы и другие подобные приспособления служат для скрепления.
О формовочных, стержневых смесях
Литейное производство предполагает широкое применение глинистых и других смесей для получения отливок с разными формами. Есть разовые формы, в которых можно получить только одно изделие за раз. Форма разрушается, когда готовую деталь изымают, выбивают.
Для формовочных и стержневых смесей важно наличие определённых характеристик. Стоит подробнее остановиться на некоторых из них.
Газопроницаемость.
Из-за пористости многие смеси пропускают газы через стенки формы. Расплавленные формы металлов всегда содержат растворённую форму газов, которые выделяются при охлаждении и затвердении. Из самих формовочных материалов при нагревании газы тоже выделяются в большом количестве. Газовые пузыри или раковины как раз появляются в теле изделия, если газопроницаемости недостаточно.
Непригораемость.
При наличии такого свойства смесь способна долгое время выдерживать высокие температуры, не вступая с ними в химические реакции, не оплавляясь. Качество поверхности ухудшается из-за плёнок пригара, в этом случае и дальнейшая обработка поверхности затруднена. Газопроницаемость резко начинает уменьшаться, если материал оплавляется.
Податливость.
Название для способности смеси сокращать свой объём при воздействии усадки металла. Отливка выпускается с напряжениями, если этой характеристики недостаточно. Результат – образование трещин в дальнейшем.
Результат – образование трещин в дальнейшем.
Пластичность.
Сохранение смесью полученной формы, воспринимать очертания модели или стержневого ящика.
Поверхностная прочность или осыпаемость.
То, как смесь сопротивляется истирающему воздействию металлической струи. При недостаточном уровне частицы формовочной смеси отделяются друг от друга, попадают в отливку.
Прочность.
Сохранение формы без разрушения, пока её готовят и обрабатывают. Даже сильные толчки при сборке и транспортировке не должны приводить к быстрому появлению дефектов. Давление заливаемого металла тоже должно сохраняться.
Стержневые и формовочные материалы в равной степени изготавливаются из искусственных, либо натуральных исходников. Основой для большинства смесей служит песок. В большинстве случаев выбирают кварцевую его разновидность, состоящую из кремнезёма. Это огнеупорный, твёрдый и прочный материал. Для мелкого литья используют разновидности мелкозернистых составов. Благодаря этому формовочная смесь может похвастаться газопроницаемостью.
Благодаря этому формовочная смесь может похвастаться газопроницаемостью.
Цирконовый песок, хромит и некоторые другие материалы применяют в изготовлении деталей редко. Это дорогие аналоги, хотя они лучше кварцевого песка в смысле теплопроводности, термохимической устойчивости. Пример назначения таких основ – крупные стальные отливки с чистой поверхностью, когда сохранение определённых характеристик становится особенно важным.
Вторым исходным материалом для формовочных смесей можно назвать глину. Это связующее вещество, способствующее сохранению прочности и пластичности. Широко распространены бентонитовые, каолинитовые разновидности состава. Гидридные оболочки из водных молекул образуются на поверхности глиняных частиц в присутствии влаги. После такой обработки сцепление материала улучшается, обеспечивается лёгкое скольжение. Связующая способность глины становится лучше, если она удерживает больше воды на поверхности, пластичность формовочной смеси в этом случае тоже лучше. Прочность смеси возрастает по мере того, как воду удаляют с поверхности.
Прочность смеси возрастает по мере того, как воду удаляют с поверхности.
В качестве связующих веществ для формовочных смесей может выступать не только глина, но и другие компоненты:
- Сульфитно-спиртовая барда.
- Декстрин.
- Смолы синтетического происхождения.
- Жидкое мыло, и так далее.
Такие вещества включают в состав в количестве 1,5-2%. После отвердение занимает гораздо меньше времени.
В песчано-глинистые смеси вводят и другие добавки, чтобы улучшить первоначальные качества. Пример противопригарных материалов для стального литья:
- Хромистый железняк.
- Пылевидный кварц.
Каменноугольная пыль и мазут применяются в случае с чугунным и цветным литьём. Древесные опилки добавляют для увеличения газопроницаемости, податливости.
Формовочные смеси можно разделить на несколько групп по характеру использования:
- Единые.
- Наполнительные.
- Облицовочные.

Сырыми или сухими они могут быть в зависимости от состояния литейной формы при её изготовлении.
В зависимости от литейного сплава выбирают, какой будет состав у формовочной смеси. Учитывают факторы вроде температуры плавления и усадки, массу и размеры, конфигурацию отливки.
Тонкий слой противопригарных материалов используют для предотвращения пригара, улучшения чистоты поверхности. Припыли применяют в случае с сырыми формами.
Формы для чугунных отливок предполагают применение:
Порошкообразную смесь магниевого оксида.
Древесный уголь.
Бетонит.
Порошкообразный графит.
В случае со стальными отливками основная смесь состоит из других компонентов:
- Циркон.
- Пылевидный кварц.
- Огнеупорная глина.
- Оксид магния, другие подобные материалы.
Противопригарные краски актуальны, когда речь идёт о сухих формах. Допустимо добавление водных суспензий материалов, вместе со связующими.
Литниковые системы
При заливке металлов используют так называемую литниковую систему. Это совокупность каналов и резервуаров, по которым сплав попадает в полость формы из ковша. Литниковая система работает, чтобы металл попадал в форму, и процесс был непрерывным. Обеспечиваются и другие этапы работы:
- Питание отливки, чтобы компенсировать усадку.
- Защита от дальнейших разрушений в форме.
- Защита от попаданий внутрь шлака, воздушных струй.
Любая литниковая система состоит из следующих компонентов:
- Питатели.
- Шлакоулавитель.
- Стояк.
- Литниковая чаша.
Размывающее действие струи расплава уменьшается благодаря использованию чаши. Эта же часть способствует задержанию всплывающего шлака. Иногда устанавливают фильтры, чтобы повысить эффективность задержания шлаковых включений не только в чашу, но и в другие элементы. Это керамические сетки, либо применяют специальную стеклоткань.
Стояк – это канал с круглым сечением, бывает коническим, либо сужающимся к низу. По нему металл попадает в шлакоулавитель.
Сам шлакоулавитель нужен для задержания шлака и других частиц. Это горизонтальный канал, расположенный в верхней полуформе, обычно трапециевидного сечения.
Суть питателей в том, что это каналы с сечением в виде прямоугольника или трапеции. Они примыкают к шлакоуловителю в нижней части. Назначение деталей – подвод металла непосредственно в полость формы.
Обычное место крепления для шлакоуловителей – нижняя полуформа, они должны при этом сохранять некоторое расстояние до стояка и концов шлакоуловителя. Иначе шлак и другие частицы с большой вероятностью задерживаются внутри. Самое большое сечение у стояка, далее идёт шлакоуловитель, затем питатели.
Каналы для выхода из формы воздуха и газов по-другому называются опорами. Их монтируют над самым высоким местом полости формы, чаще это сторона, противоположная месту, где металл заводят внутрь. Благодаря такой конструкции усадка застывающего материала происходит мгновенно. Полноту заполнения формы металлической частью проще контролировать.
Благодаря такой конструкции усадка застывающего материала происходит мгновенно. Полноту заполнения формы металлической частью проще контролировать.
Есть ещё специальные полости, наполненные металлом в жидкой форме. При изготовлении отливок их делают из стали у наиболее массивных частей. Благодаря этой части отливки защищены от рыхлот и усадочных раковин. Сами такие «прибыли» застывают последними, они способствуют бесперебойному процессу заполнения формы жидким металлом.
Ярусная, верхняя и нижняя литниковые системы применяются в зависимости от размеры и форм отливок, состава и свойств литейного сплава. Для мелких деталей с небольшой высотой актуальна верхняя система, она самая простая и доступная. Чем больше высота – тем больше металл размывается струёй, увеличивая процесс разбрызгивания и окисления. Количество неметаллических включений в телах отливок после этого увеличивается.
В случае со средними и толстостенными отливками актуальна нижняя система. Она делает так, что заполнение металлом проходит спокойно. Но конструкция и эксплуатация в этом случае усложняются.
Но конструкция и эксплуатация в этом случае усложняются.
При ярусной системе питания отливок идёт последовательно снизу вверх. Применяется для самых крупных разновидностей отливок. Она сложна в изготовлении, предполагает дополнительный расход металла.
Изготовление литейных форм
Ручное изготовление форм предполагает выполнение действий в следующей последовательности.
Начинают с изготовления нижней полуформы.
На подмодельную доску устанавливают нижнюю половину модели, у которой нет центрирующих шипов. После этого ставят опоку. Разделительным составом покрывают поверхность модели и доски, чтобы смесь и оснастка не прилипали друг к другу. Обычно для этого применяют графит или тальковый порошок, кварцевый песок. 20-30 миллиметровый слой облицовочной смеси тоже наносят на модель, руками вокруг самой модели уплотняют эту же часть. Остальной объём опоки заполняется наполнительной смесью. Трамбовка сначала идёт у стенок опоки, потом переходит к средней части. Линейку применяют для срезания излишков. Отверстия для выхода газов накладывают на расстоянии 10-15 миллиметров от модели, и 40-50 мм друг от друга. Вторая подмодельная доска закрывает заформованную опоку, потом всё переворачивают на 180 градусов.
Линейку применяют для срезания излишков. Отверстия для выхода газов накладывают на расстоянии 10-15 миллиметров от модели, и 40-50 мм друг от друга. Вторая подмодельная доска закрывает заформованную опоку, потом всё переворачивают на 180 градусов.
Изготовление верхней полуформы.
Верхнюю половину модели устанавливают на нижнюю половину, по центрирующим шипам. Следом устанавливают модели шлакоуловителей вместе со стояком и выпорами. Тонким слоем сухого кварцевого песка посыпают поверхность разъёма формы, чтобы защититься от прилипания смеси в нижней опоке к формовочному аналогу. По центрирующим штырям на нижнюю опоку устанавливают верхнюю. Наполнение формовочными смесями идёт так же, как и в случае с верхней частью. Литниковую чашу прорезают гладилкой, когда уплотнение смеси завершено.
Извлечение моделей.
Требуется раскачать модели стояка и выпоров, удалить их из верхней полуформы. Опоку внизу тоже снимают, потом поворачивают на 180 градусов, чтобы разъём находился вверху. Питатели прорезают гладилкой, в плоскости разъёма нижней полуформы. Половину обычных моделей и модель шлакоулавителей тоже удаляют из полуформ, слегка раскачав конструкции. Важно удалить любые дефекты, которые появились в процессе работы. Для удаления возможных засоров всё обдувают сухим влажным воздухом. Молодой древесный уголь или графит применяют для припыливания поверхности.
Питатели прорезают гладилкой, в плоскости разъёма нижней полуформы. Половину обычных моделей и модель шлакоулавителей тоже удаляют из полуформ, слегка раскачав конструкции. Важно удалить любые дефекты, которые появились в процессе работы. Для удаления возможных засоров всё обдувают сухим влажным воздухом. Молодой древесный уголь или графит применяют для припыливания поверхности.
Сборка литейной формы.
Стержень устанавливают в нижнюю полуформу, когда подобное действие необходимо. Потом сверху идёт верхняя полуформа. Скобами или штырями конструкцию фиксируют, потом на верхнюю полуформу устанавливают груз. Это необходимо, чтобы предотвратить уход металла жидкой формы через разъём во время отливки. Металл заливают в форму, пока не будет заполнен весь объём.
Литьё на основе выплавляемых моделей
Такой способ использовался для литья скульптур ещё много лет назад. В 40-ых годах двадцатого века нашёл применение в сфере машиностроения.
Отличается трудоёмкостью процесса и высокими ценами. Но во многих ситуациях оправдано и применение такой технологии, например:
Но во многих ситуациях оправдано и применение такой технологии, например:
- При отсутствии последующей обработки механического характера.
- Если механическая обработка сама слишком сложная и трудоёмкая.
- Используются труднообрабатываемые сплавы.
Изготовление отливок по выплавляемым моделям существует большое количество, как и рецептур по модельным и формовочным смесям.
Широкое распространение получила смесь, в которой по 50% стеарина и парафина. Под небольшим давлением в пресс-форму из печи размещают легкоплавкий сплав в расплавленном состоянии. Результат – легкоплавкие модели, сохраняющие точные размеры.
Легкоплавкую модель достают из формы, когда изделие полностью затвердеет. Потом всё собирается в блоки с литниковой системой. Следующий этап – погружение в огнеупорную суспензию, состав которой включает 70% кварцевой муки и 30% гидролизованного раствора этилсиликата с повышенной клейкостью. Блок с моделями посыпают кварцевым песком, потом подвергают сушке. Эти операции повторяют по несколько раз, чтобы в итоге получить конструкцию с толщиной 5-8 миллиметров.
Эти операции повторяют по несколько раз, чтобы в итоге получить конструкцию с толщиной 5-8 миллиметров.
Плавление идёт с помощью горячего воздуха, температура которого составит 120-150 градусов, допустимо применение и холодной воды. В металлический жакет помещают облицованную и просушенную форму, когда речь идёт о крупных разновидностях отливок. Потом всё засыпают песком и уплотняют, либо засыпают металлическими смесями.
Потом идёт прокаливание готовой формы, пока не наберётся температура в 850-900 градусов. При таких условиях выгорают все остатки легкоплавкого металла. Сама форма становится прочной керамической оболочкой.
Расплавленный сплав помещают в форму. Используют центробежные силы, когда возникает необходимость.
Блоки отливок выбивают из опок после того, как металл затвердел. Отдельно отбивают корку из керамики. Для этого отливки выщелачивают в ванне с раствором при 120 градусах. Потом остаётся всё промыть в горячей воде. Многие заводы автоматизируют и механизируют процессы обработки.
Для получения точных отливок в промышленности начали применять следующие технологии:
По газифицирующим моделям.
По выжигаемым моделям.
По размораживаемым.
На основе растворяемых.
Газофицируемые модели или использование пеномоделей – один из самых перспективных методов.
В этом случае предполагается применение неразъёмных форм. Из них модель не извлекают. Теплота расплавляемого металла и обеспечивает газификацию. Масса итоговых отливок – от 0,2 килограмм до нескольких тонн.
Малой плотностью отличается сам пенополистирол, который применяют в изготовлении деталей. Его разложение происходит при 300-350 градусах. В результате выделяются только пары стирола, обработка идёт даже обычной проволокой и ножами.
Для единичного производства берут пенопластовые модели, проходящие ручную обработку. Пилы, рубанки и станки становятся незаменимыми помощниками в этом процессе. Модели можно изготавливать по частям, чтобы потом соединять их в единое целое.
Модели можно изготавливать по частям, чтобы потом соединять их в единое целое.
Вспенивание внутри форм из пластмасса или металла – метод, который применяют в случае с крупносерийным производством. Полистироловые гранулы загружают внутрь формы с полостью, которая напоминает модель по конфигурациям и размерам. Гранулы начинают вспениваться и расширяться при нагревании, спекаются друг с другом. Полость формы заполняется полностью. Модель извлекают из формы после окончания охлаждения.
Для формовки пенопластовых моделях в опоках используют обычные методы. Встряхивающие и вибрационные станки применяют для формовочных смесей.
Форму заливают сплавом, когда производство почти закончено. Модель проходит газификацию. Газы удаляются в выпоры. Отливка образуется на том месте, где раньше была модель.
Изготовление отливок на пенопластовой основе предполагает и другие методы. На завершающих этапах удаление модели предполагает применение таких технологий:
- Растворение.
- Прокаливание формы.
- Электроплавка.
- Продувка формы.
Пенопластовые модели легко заменят выплавляемые аналоги.
Применение оболочковых форм
Расплавленный металл свободно заливается в оболочковые формы на основе из термореактивных смесей.
Разновидность способа литья с разовыми песчаными формами. В итоге появляются поверхности с высоким качеством изготовления. В основе смеси – кварцевый песок и смола синтетического происхождения. При 70 градусах фенолформальдегидные смолы начинают растворяться, их температура плавления достигает 120 градусов. Спустя несколько секунд материал переходит к отвердению. При 450 градусах у смолы идёт выгорание. Способы получения оболочковых форм основаны на способностях смол переходит из жидкого состояния к твёрдому необратимому. После заливки модель легко разрушается, освобождая необходимое место.
Литьё в металлические формы или кокиль
Кокилями называют модели, изготовленные из металла. Расплавленные составы свободно растекаются по ним для получения результата.
Расплавленные составы свободно растекаются по ним для получения результата.
Чугун, сталь и другие сплавы применяют при изготовлении кокиля чаще всего. Способы такого литья отличаются своими преимуществами:
- Большое число заливок, от нескольких десяток до сотен тысяч.
- Чем ниже температура заливаемого сплава, тем больше стойкость.
- Применение формовочной смеси в этом способе исключено.
- Технико-экономические показатели производства улучшаются.
- Лучше санитарно-гигиенические условия труда.
Процесс катализации сплава ускоряется благодаря высокой теплопроводности кокиля. Тогда отливки обладают повышенной герметичностью, механические свойства у них тоже повышены.
Допустимо многократно получать отливки разных размеров, ведь металлические формы прочные. Качество поверхности повышается при минимальном физико-химическом взаимодействии между металлом формы и отливки.
Есть и недостатки:
- Необходимость точного соблюдения технологических требований, иначе возникнет напряжение.

- Высокая стоимость производства кокилей.
- Малая стойкость форм.
До 6% от общего числа стальных отливок получают в кокилях. Для серийного и массового производства этот метод отливки будет целесообразным с экономической точки зрения. Изготовление чаще идёт из двух половин, которые в обычном литье соответствуют полуформам. Внешней конфигурации отливки соответствует рабочая полость кокиля. В эту форму устанавливают песчаные стержни, образующие полость с конфигурациями отливки. Каналы литниковой системы выполняют, чтобы заливать кокиль жидким металлом в плоскости разъёма или в стержне. Между полостью кокиля и стержнем пространство полностью заполняют сплавом, в результате чего получаются отливки. Кокиль раскрывают после затвердевания, изнутри выталкивается готовая отливка.
После процессы повторяют.
Кокиль выпускают с одним или нескольким разъёмами, в зависимости от конфигурации отливки. Сами плоскости у разъёма тоже бывают нескольких видов:
- Горизонтальные.

- Вертикальные.
- Комбинированные.
На рабочую поверхность наносят теплоизоляционные покрытия, способствующие достижению следующего результата:
- Повышение стойкости кокиля.
- Защита от образования закалённого слоя возле поверхности.
- Уменьшение скорости охлаждения отливок.
- Для изготовления теплоизоляции применяют один материал, либо сразу несколько. Патока или жидкое стекло выступают связующими материалами.
Кокиль отличается почти полной газонепроницаемостью. Через выпор и специальные каналы газ удаляется из конструкции. Стандартная глубина каналов составит 0,2-0,5 мм. Жидкий сплав через них не вытекает, зато для удаления именно газов конструкция подходит хорошо.
По сравнению с песчаными формами, такой процесс гораздо легче механизировать и автоматизировать. Однопозиционные и карусельные кокильные машины облегчают механизацию. Машины помогают автоматизировать такие процессы:
- Открывание и закрывание кокилей.

- Постановка, удаление металлических стержней.
- Выталкивание отливок из кокиля.
Технология литья под давлением
Под давлением в этом случае осуществляются такие этапы, как заполнение сплавом и формирование отливок. В массовом производстве тонкостенных изделий технология стала незаменимой. Плюсы:
- Большая точность размеров у отливок.
- Высокое качество поверхности.
- Отсутствие требований по механической обработке.
В час этим методом легко выполнить 200-400 циклов. Формы изготавливаются стальными при литье под давлением. Характерно применение неразъемных стержней, изготовленных из металла. По сравнению с кокилями, формы и конструкция здесь более сложные, поэтому возрастает и стоимость. Песчаные стержни слишком легко разрушаются под воздействием струи металла. Образуется газовая пористость, поскольку газы не успевают удалиться из формы.
Предполагается использование пресс-форм – это сложные приспособления из 30-=100 деталей. С рабочей частью, выполненной из специальных вкладышей. Для образования отверстий в отливке автоматически вставляются и вынимаются металлические стержни.
С рабочей частью, выполненной из специальных вкладышей. Для образования отверстий в отливке автоматически вставляются и вынимаются металлические стержни.
Камера прессования заполняется сплавом. Полость пресс-формы заполняется металлом во время этого процесса. Отливку выталкивают толкателями, когда конструкция раскрывается.
Машины для литья под давлением – разновидность сложных технических установок. Вот лишь основные детали:
- Корпус.
- Направляющие.
- Гидравлические цилиндры. Последние приводят в движение половины пресс-формы, отвечают за металлические стержни.
- Те же цилиндры создают давление для прессования металла.
Низкое давление – промежуточный вариант между обработкой под давлением и с использованием кокилей. Электронагреватели применяют для расплавления металла в герметически закрытом тигле. По стальному металлопроводу основные материалы попадают в форму. Давление газа внутри тигля снимают после отвердения, потом идёт удаление отливки.
О центробежном литье
Предполагается свободная заливка во вращающиеся формы. Формирование отливок идёт при воздействии на них центробежных сил. Заливаемый металл отбрасывается к стенкам формы, где всё твердеет, приобретает конечную форму. В промышленности этим способом получают разные изделия.
Для образования полостей цилиндрических отливок стержни в этом способе не используют. Итоговые изделия могут похвастаться высокими механическими свойствами, плотностью. Благодаря этому методу становится проще обрабатывать сплавы с низкой жидкотекучестью.
Центробежное литьё отличается и некоторыми недостатками. Главный – трудность получения качественных отливок, когда речь о ликвирующихся сплавов. Отмечают невозможность выполнения точных размеров отверстий в отливках. Результат зависит от того, сколько внутрь залито металла.
Формы вращаются за счёт воздействия специальных машин, которые называются центробежными. Оси вращения бывают горизонтальными или вертикальными, в зависимости от расположения в пространстве.
Поперечное сечение и равномерная толщина стенок характерны для изделий в случае с горизонтальной осью вращения. Отличный вариант для длинных, трубкообразных изделий. Через желоб металл из ковша заливают в форму. Жидкий металл попадает на внутреннюю стенку вращающейся формы. Вокруг образуется плотная цилиндрическая отливка, которую потом легко удалить изнутри. Центробежные машины предполагают применение только металлических форм.
В случае с вертикальной осью форму закрепляют на шпинделе, а движение идёт за счёт силы электродвигателя. Форма вращается до тех пор, пока отливка не затвердевает, и её не извлекают из внутреннего пространства.
Внутренняя поверхность у осей вращения формы в случае с вертикальным расположением параболическая. Толщина вверху у отливки больше, чем внизу. Высота отливок в результате этого метода остаётся небольшой.
Литьё металла по выплавляемым моделям на кухне
Я решил попробовать научиться лить металл дома, когда встретил в сети упоминания карборундового тигля, способного расплавить алюминий и бронзу в СВЧ печи.
Описание процесса и результаты попыток кратко изложу в этой статье.
Изготовление мастер-модели
Модели я печатал из PLA — самого легкоплавкого пластика из имевшихся под рукой. Сопло 0.4-0.6, слой 0.1-0.2, заполнение 30%, в общем, всё как обычно.
В качестве моделей взял стандартные «кораблик» и «кубик», к которым прилепил литники из воска от сыра.
И начерченный в CAD-e барашек для крана автоклава взамен потерянного (у него литники сделал прямо при моделировании — правда, они сразу отломались, пришлось зажигалкой приклеивать).
Изготовление литьевой формы
В целом, есть два способа изготовить форму. Можно сделать по модели форму из нескольких частей, потом вынуть из формы модель, собрать форму обратно и залить в неё металл.
Можно сделать монолитную форму, потом вытопить из неё модель и залить металл в образовавшуюся полость. Первый вариант не портит модель и позволяет использовать форму несколько раз, второй — проще технически и позволяет делать модели сложной формы. Для разового литья по распечатываемым моделям разумно использовать выплавляемые формы, что я и сделал.
Для разового литья по распечатываемым моделям разумно использовать выплавляемые формы, что я и сделал.
Что касается материала для формы, то есть три типа популярных смесей, песок + глина, песок + жидкое стекло и смеси на основе гипса.
Смеси на основе гипса легки в изготовлении, но их нужно прокаливать при 700 градусов Цельсия, чтобы избавиться от химически связанной воды. Дома, естественно, хотелось минимизировать работу с высокими температурами, поэтому гипс я отмёл.
Смеси на основе глины удобны многоразовостью материала и быстротой прототипирования — но, судя по рассказам, крайне прихотливы. К тому же их обычно используют во влажном виде, что не применимо к методу выплавляемых моделей.
Поэтому я остановился на смесях на основе жидкого стекла. Их рекомендуемый состав — смесь песок : жидкое стекло в соотношении 100 : (7-10). Впрочем, у меня они, почему-то, получались при таком соотношении слишком сыпучими, так что я брал жидкого стекла чуть больше.
Жидкое стекло использовал первое попавшееся в магазине.
Песок, судя по рассказам, лучше брать карьерный, но для составов с жидким стеклом это не так важно; я взял речной, фракцию «менее 0.25 мм» (облепливал ею модель) и «0.25-0.5 мм» (делал из неё периферические части формы). Но не думаю, что это очень важно, подозреваю, что песок, просто просеянный через сито для муки, даст почти тот же результат.
Забив внутренние части модели смесью и по возможности облепив ею снаружи, я засыпал на дно подходящей конической баночки смесь, укладывал на неё модель и забивал смесью все свободное место.
В общем, на модели объёмом порядка 10-20 мл уходило 300-600 граммов просеянного песка.
Сушка и выплавление формы
Для сушки я использовал электрическую духовку в режиме обдува горячим воздухом.
Сначала я подсушивал форму прямо в баночке при 70*С — так, чтобы образовалась сухая корочка и форму можно было перевернуть. Это занимало где-то час.
Это занимало где-то час.
Потом я переворачивал форму и снимал пластмассовую баночку, в которой делал форму.
В таком виде сушил ночь — но, если честно, подозреваю, что этот этап можно пропустить.
Затем подстилал на дно фольгу, поднимал температуру до 250, и вытапливал PLA в течении целого дня. Учтите, что обдув горячим воздухом приводит к тому, что капли PLA падают отнюдь не вертикально, поэтому фольга должна быть не только прямо под формой, но и по всему дну.
Вот так выглядят формы после выплавления:
Металл
Требуемый объём металла легко увидеть в слайсере, если задать нарезку модели со 100% заполнением. Плотность бронзы около 9 г/мл, алюминия — около 3 г/мл. На самом деле, поменьше, но ведь ещё запас на литник нужен, на окисление при плавлении, и так далее.
На алюминий я распустил литой корпус старого прибора, надпилил его реноватором и разломал на подходящие кусочки парой газовых ключей.
Бронзу марки БРОФ7-0.25 приобрёл на Авито в виде стружки. Сразу говорю, это была плохая идея, у бронзовой стружки очень низкая насыпная плотность, её влезает в тигель хорошо если десяток-другой граммов, она пружинит, а не прессуется.
Плавка
Проводилась в соответствии с инструкцией изготовителя тигля.
Размеры тигля — примерно 45 мм внутренний диаметр и примерно 35 мм высота. Теоретически это даёт объём около 50 мл. Но полностью использовать объём можно, только заложив в тигель заготовку, точно выточенную под объём тигля; на практике, если использовать обычные куски металла, влезает около 25-30 мл. Вот тигель, полный алюминия — даже с небольшой горкой над уровнем тигля; это примерно 70 граммов, то есть 25 мл:
Алюминий расплавился довольно быстро (примерно, за 10 минут), а вот бронзовая стружка пыталась расплавиться около получаса — после чего СВЧ печь издала странный звук и больше ничего плавить не захотела. Изучение проблемы показало, что в печке сгорели высоковольтные конденсатор и предохранитель. Я их, конечно, поменял — но решил, что это знак свыше, и больше бронзу плавить не пытался.
Я их, конечно, поменял — но решил, что это знак свыше, и больше бронзу плавить не пытался.
К сожалению, как раз перед сгоранием печи бронза всё-таки почти расплавилась, и легла блином на дно тигля. Как я уже сказал больше бронзу я плавить не стал, так что пользовался тиглем с бронзовым блином на дне.
Вот так выглядят формы, в которые уже залит металл:
Чистка отливок. Результат.
Большая часть формы легко осыпалась после нескольких ударов молотком, но то, что прилегало непосредственно к модели, слегка окаменело, и эти остатки пришлось очищать стальной иглой.
Кораблик после отбвивания молотком основной части формы, но до чистки иглой:
В общем, результат получился лучше, чем я рассчитывал, учитывая все прелести алюминия, хотя местами, конечно, наблюдается непролив.
Обзорное фото результатов вы видели в начале статьи. Вот оно ещё раз.
Видно, что кубик и кораблик, в целом, получились похожими на модель, но не идеально пролитые. А вот ручка вышла откровенно плохо: я сделал слишком тонкие литники, и алюминий просто не затёк в форму.
А вот ручка вышла откровенно плохо: я сделал слишком тонкие литники, и алюминий просто не затёк в форму.
Дно корабля, слом литника. Видно, что структура зернистая, с полостями:
Кораблик спереди. Видны непроливы:
Крыша кораблика. Видна слоистость печати принтера (0.1 мм слои):
Выводы:
0. Всё нижеперечисленное — мои выводы на основе минимального опыта.
1. Литьё небольших деталей можно организовать на обычной кухне с минимальным набором специально докупленных вещей.
2. Отливать можно детали из алюминия. Теоретически можно и из бронзы, но на пределе возможностей микроволновки.
3. Отливать можно детали объёмом где-то до 20-25 мл.
4. Для литья по выплавляемым моделям подходят модели из PLA.
5. Теоретически, можно печатать слоем 0.1 мл, но, на практике, 0.2 мм обычно достаточно.
6. В качестве формовочной массы подходит смесь песка с жидким стеклом (7-15%).
7. Песок можно брать обычный речной, фракция «менее 0.5 мм» достаточна, хотя для более тонкого литья можно попытаться взять фракцию «менее 0.25 мм».
8. Выплавлять модель можно несколько часов, при температуре около 250 градусов Цельсия.
9. При литье из алюминия стабильно получаются элементы толщиной больше 2-3 мм.
10. В частности, литники желательно делать толщиной 4-5 мм.
11. Не забывайте о технике безопасности при литье. Надевайте перчатки, хлопковую или кожаную одежду с длинными рукавами и штанинами, ботинки.
Научитесь литью металла [Типы и процессы]
перейти к содержаниюMetalworkingMetal
Кристин Арцт
Что такое литье металлов?
Литье металла — это процесс, которому уже 7000 лет, и который используется как в производстве, так и в изобразительном искусстве. Во время литья металла расплавленный металл переносится из тигля в форму для создания положительного металлического литого объекта. Металл и форма охлаждаются, а металлический предмет извлекается и обрабатывается. Традиционные методы литья металлов включают литье по выплавляемым моделям, литье в гипсовые формы, литье под давлением и литье в песчаные формы, и это лишь некоторые из них. Эти процессы литья металла могут выполняться в литейном цехе или в ювелирной мастерской.
Металл и форма охлаждаются, а металлический предмет извлекается и обрабатывается. Традиционные методы литья металлов включают литье по выплавляемым моделям, литье в гипсовые формы, литье под давлением и литье в песчаные формы, и это лишь некоторые из них. Эти процессы литья металла могут выполняться в литейном цехе или в ювелирной мастерской.
Процессы литья металлов известны уже тысячи лет и широко используются для создания скульптур, украшений, транспорта, оружия и инструментов. Первый известный литой предмет — медная лягушка, датируемая 3200 г. до н. э., найденная на территории современного Ирака. В эпоху бронзы популярность металлического литья резко возросла. Бронза была гораздо более легким и прочным сплавом для работы по сравнению с золотом, и из нее отливали инструменты и оружие с использованием каменных форм. Во времена династии Шан в Китае одноразовые песчаные формы впервые использовались для литья металлов. Около 1000 г. до н.э. Индия была одной из первых древних цивилизаций, отливавших серебряные и медные монеты в качестве валюты. Позже, около 500 г. до н.э., династия Чжоу ввела чугунное литье. На протяжении всей истории Ближний Восток и Западная Африка обычно использовали литье по выплавляемым моделям. Много лет спустя в 20 веке произошел бум технологии литья металлов, разработав процессы, на которых основано большинство современных методов.
Позже, около 500 г. до н.э., династия Чжоу ввела чугунное литье. На протяжении всей истории Ближний Восток и Западная Африка обычно использовали литье по выплавляемым моделям. Много лет спустя в 20 веке произошел бум технологии литья металлов, разработав процессы, на которых основано большинство современных методов.
Для чего используется литье металлов?
На протяжении всей истории металлическое литье использовалось для изготовления инструментов, оружия и религиозных предметов. Литье — это недорогой способ создания сложных форм и рисунков, а также легкое создание нескольких одинаковых объектов. Процесс литья металлов широко используется в производстве, особенно в развитии технологий и транспорта. Отливки могут иметь размер от нескольких граммов, как отлитое кольцо, до тысяч фунтов, как дизельный двигатель. Формы литья различаются по сложности от чего-то совсем простого до невероятно замысловатого.
В то время как транспорт и тяжелое оборудование составляют большую часть отливок, производимых во всем мире, литье металлов является невероятно универсальным процессом.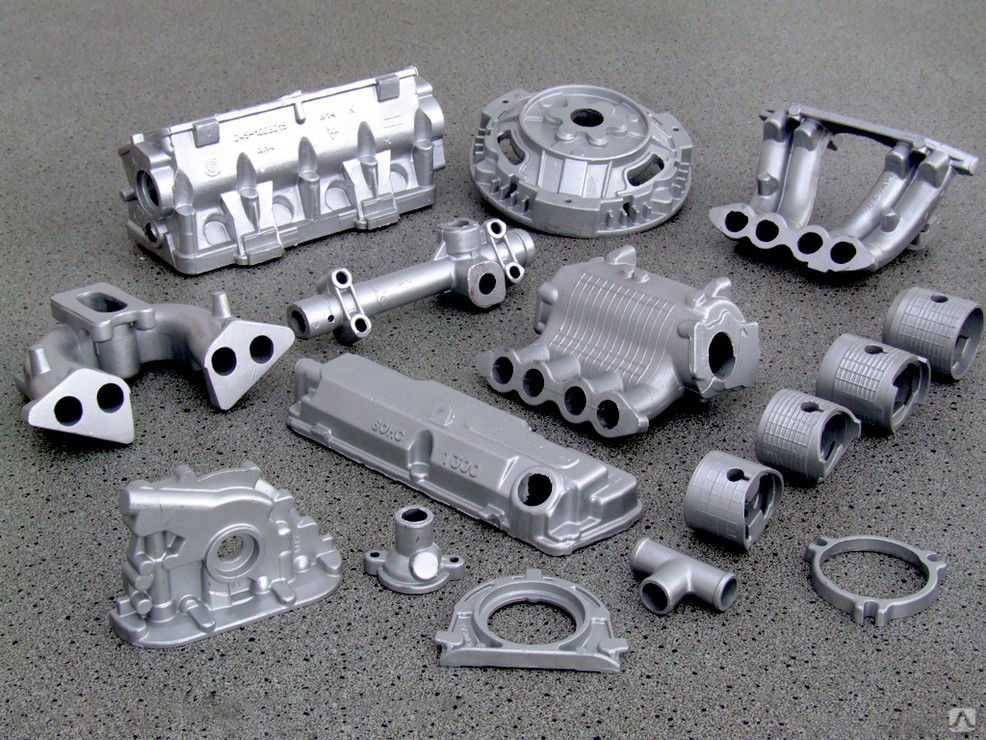 Скорее всего, вы найдете компоненты литья металлов в следующих объектах:
Скорее всего, вы найдете компоненты литья металлов в следующих объектах:
-
Домохозяйственные приборы
-
Строительное оборудование
-
Электрические компоненты
-
Фермерское оборудование
- 9004
-
. и оборудование
-
Transportation: automobile, aerospace, railways, and shipping
-
Machining tools
-
Artistic and sculptural objects
Different types of metal casting
Metal casting comes in two main categories: процессы с многоразовыми формами и процессы с одноразовыми формами. В обоих процессах литейщик плавит металлический материал в тигле, заливает его в форму, а затем удаляет материал формы или отливку после того, как металл остынет и затвердеет.
Литье в одноразовые формы
Литье в одноразовые формы — это метод, в котором используются одноразовые или временные формы. Эти формы обычно изготавливаются из связанного смолой песка, керамической оболочки, гипсовой паковочной массы или пенопласта. Изготовление собственной одноразовой формы — недорогой и относительно быстрый процесс. Лучше всего подходит для мелкосерийного производства.
Многоразовые формы для литья
Многоразовые формы — это многоразовые и постоянные формы для литья металлов. Они прочнее и лучше других выдерживают высокие температуры расплавленного металла. Постоянные формы часто изготавливаются из металлов, таких как сталь или чугун, из-за их высокой прочности, низкой пористости и термостойкости. Многоразовые формы идеально подходят для создания нескольких одинаковых литых металлических объектов.
Основной процесс литья металла
Основной процесс литья металла включает создание модели и формы, а затем заливку расплавленного металла в форму. Затем вы извлечете твердую металлическую отливку и закончите свою деталь. Этот процесс настраивается для различных типов литья металлов, а также для форм, размеров и многого другого.
Затем вы извлечете твердую металлическую отливку и закончите свою деталь. Этот процесс настраивается для различных типов литья металлов, а также для форм, размеров и многого другого.
Шаг 1. Создание шаблона
Перед изготовлением формы необходимо создать шаблон для определения формы формы. Выкройка может быть трехмерной моделью вашего окончательного слепка. Он может быть сделан из воска, песка, пластика или даже дерева. Некоторые литейщики используют формы из гипса или силикона, которые представляют собой материалы, которые не выдерживают отливки из расплавленного металла, но позволяют литейщику массово создавать кратные воски для использования в литье одноразовых форм. Когда вы формируете свой шаблон, убедитесь, что вы учитываете любую ожидаемую усадку, когда металл остывает. Шаблоны также могут быть закрыты литниками, чтобы расплавленный металл мог затекать в форму.
Шаг 2. Изготовление формы
После того, как вы создали выкройку, пришло время сделать форму. Как мы упоминали выше, вы можете сделать многоразовую форму, которая обычно изготавливается из металла, или одноразовую форму, которая может быть сделана из песка, гипса или керамической оболочки. Каждый из этих методов изготовления форм оптимизирован для различных литейных металлов и различных уровней сложности модели. Если вы работаете с восковым или пластиковым узором, вы можете выжечь узор в печи.
Как мы упоминали выше, вы можете сделать многоразовую форму, которая обычно изготавливается из металла, или одноразовую форму, которая может быть сделана из песка, гипса или керамической оболочки. Каждый из этих методов изготовления форм оптимизирован для различных литейных металлов и различных уровней сложности модели. Если вы работаете с восковым или пластиковым узором, вы можете выжечь узор в печи.
Шаг 3: Выберите металлический сплав
Все металлические отливки изготавливаются из сплавов черных или цветных металлов. Сплавы представляют собой смесь элементов, обеспечивающих наилучшие механические свойства для окончательного использования в отливке. Черные сплавы включают сталь, ковкий чугун и серый чугун. Цветные сплавы, которые чаще всего используются в литье, это алюминий, бронза и медь. Если вы работаете с драгоценными металлами в ювелирной мастерской, вы можете работать с серебром, медью, золотом и платиной.
Этап 4: Расплавление сплава
Процессы плавления различаются для разных сплавов, поскольку каждый сплав имеет разную температуру плавления. По сути, плавка состоит из помещения твердого сплава в тигель и нагревания его над открытым пламенем или внутри печи.
По сути, плавка состоит из помещения твердого сплава в тигель и нагревания его над открытым пламенем или внутри печи.
Шаг 5: Залить в форму
Залить расплавленный металл в полость формы. Если это небольшая отливка, то можно просто лить из тигля, в котором нагревался металл, прямо в форму. Для более крупного литья может потребоваться небольшая команда для поддержки нагревания металла внутри печи и переноса металла в больший тигель или ковш перед заливкой в форму.
Обязательно соблюдайте все рекомендации по технике безопасности при заливке расплавленного металла. Убедитесь, что вы носите защитную одежду, в том числе одежду из натуральных волокон, длинные брюки и рукава, утепленные перчатки и защитные очки. Работайте в хорошо проветриваемом помещении, чтобы избежать рисков, связанных с опасными парами. Убедитесь, что у вас есть поблизости химический огнетушитель, и следите за тем, чтобы проход между печью и плесенью был чистым. Дайте форме затвердеть, прежде чем переходить к следующему шагу.
Шаг 6: Извлеките отливку из формы.
Когда металл остынет и затвердеет, его можно вынуть из формы. Если вы отливаете в одноразовую форму, вы можете отделить форму от отливки. Если вы использовали гипсовую паковочную массу, вам нужно будет охладить гипс водой после того, как металл затвердеет. Вода поможет избавиться от плесени. Для многоразовых форм вы можете использовать выталкивающие штифты для извлечения отливки.
Шаг 7: Финишная обработка
Напилите и отполируйте отливку из цельного металла! Это может включать в себя очистку отлитого металлического предмета, например, удаление лишнего материала формы в воде, отламывание литейных литников с помощью кусачек для мелких предметов или даже угловой шлифовальной машины для крупных деталей.
Обучение литью металла
Если вы хотите отлить маленькое кольцо или сложную деталь из металла для автомобильного двигателя, возможности литья металла безграничны. Тип металлического литья, который вы выберете, будет зависеть от вашего видения конечного продукта. Если вы заинтересованы в ювелирных изделиях, вы захотите работать с драгоценными металлами, такими как золото, серебро и платина. Если вас заинтересуют другие промышленные проекты, ваша отливка может варьироваться от небольших алюминиевых плиток до чугунной сковороды. После того, как вы определились со своими целями, вы можете изучить варианты самообразования. Местная гильдия художников по металлу предоставляет своим членам сообщество, образовательные ресурсы и многое другое. Мы всегда рекомендуем новичкам начинать с очного занятия, чтобы охватить требования безопасности, получить доступ в студию и научиться литью металла у профессионала.
Если вы заинтересованы в ювелирных изделиях, вы захотите работать с драгоценными металлами, такими как золото, серебро и платина. Если вас заинтересуют другие промышленные проекты, ваша отливка может варьироваться от небольших алюминиевых плиток до чугунной сковороды. После того, как вы определились со своими целями, вы можете изучить варианты самообразования. Местная гильдия художников по металлу предоставляет своим членам сообщество, образовательные ресурсы и многое другое. Мы всегда рекомендуем новичкам начинать с очного занятия, чтобы охватить требования безопасности, получить доступ в студию и научиться литью металла у профессионала.
Обучение литью металлов в The Crucible
The Crucible предлагает курсы литья металлов как в литейном, так и в ювелирном отделах. Наш литейный цех предлагает студентам возможность создавать свои собственные формы для песка и керамических оболочек. Мы предлагаем полностью оборудованную восковую комнату, где вы можете формировать и детализировать свои модели для литья по выплавляемым моделям. На наших литейных занятиях можно лить алюминий, бронзу и даже железо. На наших ювелирных уроках вы можете сделать свои собственные уникальные маленькие подвески, кольца и многое другое, чтобы отлить их из серебра и бронзы. Наши уроки ювелирного дела позволяют вам изучить весь процесс литья металла от создания восковой модели до заливки расплавленного металла, а затем отделки вашего изделия.
На наших литейных занятиях можно лить алюминий, бронзу и даже железо. На наших ювелирных уроках вы можете сделать свои собственные уникальные маленькие подвески, кольца и многое другое, чтобы отлить их из серебра и бронзы. Наши уроки ювелирного дела позволяют вам изучить весь процесс литья металла от создания восковой модели до заливки расплавленного металла, а затем отделки вашего изделия.
Часто задаваемые вопросы по литью металла
Можно ли отливать металл дома?
Вы можете создать свой собственный литейный цех и литейный цех, уделяя первостепенное внимание безопасности. Убедитесь, что вы носите защитную одежду, в том числе одежду из натуральных волокон, длинные брюки и рукава, утепленные перчатки и защитные очки. Работайте в хорошо проветриваемом помещении, чтобы избежать рисков, связанных с опасными парами. Убедитесь, что у вас есть поблизости химический огнетушитель, и следите за тем, чтобы проход между печью и плесенью был чистым.
Какие бывают виды литья металлов?
В основных видах литья металлов используются одноразовые или многоразовые формы. При литье одноразовых форм используется одноразовая форма, изготовленная из связанного смолой песка, керамической оболочки, гипсовой паковочной массы или пенопласта. Распространенными типами литья металлов, в которых используются одноразовые формы, являются литье по выплавляемым моделям, литье по выплавляемым моделям и литье в песчаные формы. Многоразовые формы — это многоразовые и постоянные формы, изготовленные из чугуна или стали. Многоразовые формы используются для литья под давлением и литья под давлением.
При литье одноразовых форм используется одноразовая форма, изготовленная из связанного смолой песка, керамической оболочки, гипсовой паковочной массы или пенопласта. Распространенными типами литья металлов, в которых используются одноразовые формы, являются литье по выплавляемым моделям, литье по выплавляемым моделям и литье в песчаные формы. Многоразовые формы — это многоразовые и постоянные формы, изготовленные из чугуна или стали. Многоразовые формы используются для литья под давлением и литья под давлением.
Какие инструменты нужны для литья металла?
Для литья металла вам потребуются защитное оборудование, хорошо проветриваемое рабочее место, форма, тигель, щипцы и печь, горелка или печь для обжига.
Какие металлы легче всего отливать?
Алюминий — удобный материал для литья металлов, поскольку он недорогой, широко доступный и быстро плавится в пропановой горелке или в электрической печи.
Как сделать форму для литья металла?
Это разные типы форм для разных проектов. Во-первых, определите, будете ли вы делать одноразовую или многоразовую форму. Формы для керамических оболочек изготавливаются путем погружения восковой модели в несколько слоев суспензии керамических оболочек перед выжиганием воска и заливкой металла внутрь. Формы для литья из песка встраиваются в деревянную раму и формируются с помощью оттиска или модели, либо рисунок вырезается прямо в песке. В гипсовых формах для выплавки также используется какая-то рама, сделанная из дерева или металла. Восковая модель помещается внутрь рамы, поверх модели заливается паковочная масса, и форма оставляется для застывания.
Во-первых, определите, будете ли вы делать одноразовую или многоразовую форму. Формы для керамических оболочек изготавливаются путем погружения восковой модели в несколько слоев суспензии керамических оболочек перед выжиганием воска и заливкой металла внутрь. Формы для литья из песка встраиваются в деревянную раму и формируются с помощью оттиска или модели, либо рисунок вырезается прямо в песке. В гипсовых формах для выплавки также используется какая-то рама, сделанная из дерева или металла. Восковая модель помещается внутрь рамы, поверх модели заливается паковочная масса, и форма оставляется для застывания.
Продолжить изучение руководств по металлу
Узнайте, как работать с механическими молотами и как они работают, из этого вводного руководства по кузнечному делу с помощью силового молота….
Читать далее →
Задумывались ли вы, чем занимается литейный цех? Узнайте разницу между черными и цветными металлами и как начать литейную карьеру….
Подробнее →
Узнайте о различных способах литья бронзы в литейном и ювелирном производстве, а также о том, как начать работу, из этого руководства для начинающих. к бронзовому литью….
к бронзовому литью….
Подробнее →
Узнайте о различных типах литья по выплавляемым моделям, от металлов до стекла, и о том, как начать работу, из этого руководства для начинающих по литью по выплавляемым моделям….
Подробнее →
Узнайте, как построить свой Собственный кузнечный горн и станьте кузнецом с помощью этого пошагового руководства….
Подробнее →
Узнайте все, что вы хотели знать о литье металлов, от типов форм до различных методов литья….
Читать Подробнее →
You Can Learn to Cast Metal
В Горниле еженедельно проводятся новые занятия по литью металлов.
Лаборатория Foundry
Занятия в лаборатории — это большое преимущество, исключительно для участников Crucible! Практикуйте навыки, которые вы изучаете в классе, и открывайте новые возможности в своем ремесле. Инструкции не предоставляются…
Узнать больше и зарегистрироваться →
Кольца из металлической глины
Создавайте и проектируйте несколько колец из медной и серебряной металлической глины, применяя различные техники прокатки, текстурирования, аппликации и резьбы. Обожгите каждую деталь, затем закончите…
Обожгите каждую деталь, затем закончите…
Узнать больше и зарегистрироваться →
Ювелирные изделия и металлы I
Изучите основы ювелирного дела. Мы сосредоточимся на распиловке, опиловке, шлифовке, пайке, текстурировании, отжиге, штамповке, полировке и дизайне. Учащиеся изучат свойства…
Узнать больше и зарегистрироваться →
Ювелирные изделия и металлы II
Продолжайте развивать свои базовые навыки работы с металлами. Мы научим вырезать диски и делать купола, устанавливать безель, три типа заклепок и другие методы проектирования. В дополнение к…
Узнать больше и зарегистрироваться →
3-часовой дегустатор: Foundry
3-часовой дегустатор — отличный способ изучить новую форму искусства без более глубокого изучения полного курса. После базового введения в создание песчаных форм, создайте свою собственную форму для…
Узнать больше и зарегистрироваться →
Литье органических веществ и найденных предметов
В этом увлекательном курсе вы расширите свои ювелирные знания, создавая предметы из органики, пластика или пенополистирола. Студенты сделают два кастинга…
Студенты сделают два кастинга…
Узнать больше и зарегистрироваться →
Металлические черепа из глины
Используя медную и серебряную металлическую глину, создавайте изящные металлические черепа, используя различные методы прокатки, текстуры, аппликации и резьбы. Обожгите свои узоры, а затем отполируйте свои богато украшенные…
Узнать больше и зарегистрироваться →
Изучение цепного дела
Этот курс охватывает классические навыки, необходимые для изготовления плетеных и этрусских цепей. Вы научитесь манипулировать проволокой с помощью выбранных ручных инструментов, делать прыгающие кольца,…
Узнать больше и зарегистрироваться →
3-часовой дегустатор: Ювелирные изделия
3-часовой дегустатор — отличный способ изучить новую форму искусства без более глубокого изучения полного курса. После базового ознакомления с отжигом, текстурированием, штамповкой, опиловкой,…
Узнать больше и зарегистрироваться →
Ювелирная лаборатория
Посещение лаборатории — отличный способ попрактиковаться и усовершенствовать навыки, полученные на занятиях. В лабораториях вы можете работать над заданиями класса или над своими собственными проектами. Лабораторное время контролируется, но…
В лабораториях вы можете работать над заданиями класса или над своими собственными проектами. Лабораторное время контролируется, но…
Узнать больше и зарегистрироваться →
Подвески и серьги из металлической глины
Создавайте подвески, серьги и носимые скульптуры из медной и серебряной металлической глины, практикуя и совершенствуя различные техники прокатки, текстуры, аппликации и резьбы…
Узнать больше и зарегистрироваться →
Семейные безделушки и побрякушки
Присоединяйтесь к The Crucible, чтобы повеселиться всей семьей и научиться делать украшения! В семейных группах вы научитесь делать индивидуальные подвески с гравировкой, создавая узор-коллаж…
Узнать больше и зарегистрироваться →
КЛАССЫ
2022-03-28T12:14:00-07:00 Ссылка для загрузки страницыПерейти к началу
Объяснение процесса литья металлов
Что такое литье металлов?
Литье металлов – это современный процесс с древними корнями. В процессе литья металлов металлические формы формируются путем заливки расплавленного металла в полость формы, где он охлаждается, а затем извлекается из формы. Литье металла, возможно, является самым ранним и наиболее влиятельным промышленным процессом в истории. Он используется для изготовления многих металлических предметов, используемых в нашей повседневной жизни: автомобильных деталей, колес поездов, фонарных столбов, педалей школьного автобуса и многого другого. Кроме того, литейные заводы полагаются на вторичную переработку металлов как на экономичный источник сырья, что значительно сокращает отходы металлолома, которые могут оказаться на свалках.
В процессе литья металлов металлические формы формируются путем заливки расплавленного металла в полость формы, где он охлаждается, а затем извлекается из формы. Литье металла, возможно, является самым ранним и наиболее влиятельным промышленным процессом в истории. Он используется для изготовления многих металлических предметов, используемых в нашей повседневной жизни: автомобильных деталей, колес поездов, фонарных столбов, педалей школьного автобуса и многого другого. Кроме того, литейные заводы полагаются на вторичную переработку металлов как на экономичный источник сырья, что значительно сокращает отходы металлолома, которые могут оказаться на свалках.
История литья металлов
Древнейшим известным металлическим литьем является медная лягушка, которая, как полагают, была изготовлена в 3200 г. до н.э. в Месопотамии, когда медь была широко используемым материалом. Позже, около 2000 г. до н.э., было обнаружено железо. Но только около 700 г. до н.э. в Китае было развито первое производство чугуна. Интересно, что процесс литья металлов в песчаные формы также был изобретен в Китае в 645 году до нашей эры.
Интересно, что процесс литья металлов в песчаные формы также был изобретен в Китае в 645 году до нашей эры.
Тигельный процесс, метод, используемый для производства тонкой или инструментальной стали, появлялся и исчезал в различных местах по всему миру с начала 1-го тысячелетия нашей эры. Сначала эта техника появилась в Индии и Центральной Азии, пока не появилась в Северной Европе около 800 г. н.э., где ее использовали для изготовления мечей викингов. Эта техника не появлялась до 1750 года, когда Бенджамин Хантсман заново изобрел ее в Англии. Хантсман нагревал небольшие кусочки углеродистой стали в закрытом тигле, который представляет собой керамический котел с огнеупорными свойствами, способный выдерживать высокую степень нагрева. Хантсман впервые достиг температуры, достаточно высокой, чтобы расплавить сталь.
За последние тысячи лет отливка металлов в предметы, пригодные для использования, эволюционировала, стала более точной и автоматизированной, но суть процесса осталась прежней. Инновации в автоматизации литейных процессов, такие как кондиционер для литья в песчаные формы VIBRA-DRUM® компании General Kinematics, упростили обработку большого количества отливок, а также улучшили качество отливок. Эта машина является революционной в плане обработки больших объемов форм и песка для литейного производства.
Инновации в автоматизации литейных процессов, такие как кондиционер для литья в песчаные формы VIBRA-DRUM® компании General Kinematics, упростили обработку большого количества отливок, а также улучшили качество отливок. Эта машина является революционной в плане обработки больших объемов форм и песка для литейного производства.
Процесс литья металла
- Изготовление моделей — Модель — это внешняя копия отливки. Узоры обычно изготавливаются из дерева, металла, пластика или гипса. Изготовление моделей невероятно важно для промышленного изготовления деталей, где необходимы точные расчеты, чтобы детали подходили друг к другу и работали вместе.
- Изготовление стержней – Если отливка полая, дополнительный кусок песка или металла (называемый стержнем) формирует внутреннюю форму, чтобы сделать ее полой. Стержни, как правило, прочные, но разборные, поэтому их можно легко удалить из готовой отливки.
- Литье – Чтобы визуализировать процесс литья металла, представьте, что вы идете по пляжу к океану.
 Посмотрите на след, который вы оставляете на мокром песке. Ваша нога будет сердцевиной, а отпечаток, оставленный на песке, — слепок вашей ноги. Формование — это многоэтапный процесс, при котором вокруг модели формируется слепок с использованием формовочной смеси. При литье форма содержится в раме, называемой опокой. Зеленый песок, или формовочный песок, набивается в опоку вокруг выкройки. Это известно как литье металла в песчаные формы. После того, как песок плотно утрамбован, шаблон можно удалить, а слепок останется. В качестве альтернативы можно создать состоящую из двух частей неразрушаемую металлическую форму, чтобы форму можно было многократно использовать для отливки идентичных деталей для промышленного применения.
Посмотрите на след, который вы оставляете на мокром песке. Ваша нога будет сердцевиной, а отпечаток, оставленный на песке, — слепок вашей ноги. Формование — это многоэтапный процесс, при котором вокруг модели формируется слепок с использованием формовочной смеси. При литье форма содержится в раме, называемой опокой. Зеленый песок, или формовочный песок, набивается в опоку вокруг выкройки. Это известно как литье металла в песчаные формы. После того, как песок плотно утрамбован, шаблон можно удалить, а слепок останется. В качестве альтернативы можно создать состоящую из двух частей неразрушаемую металлическую форму, чтобы форму можно было многократно использовать для отливки идентичных деталей для промышленного применения. - Плавление и заливка расплавленного металла – После расплавления металла его заливают в полость формы и оставляют для затвердевания. После затвердевания начинается процесс вытряхивания: формы подвергаются вибрации для удаления песка из отливки.
 В промышленных условиях такое оборудование, как наш двухмассовый встряхиватель, поддерживает высокую производительность благодаря своей эффективной и плавной работе. Удаленный песок обычно собирают, охлаждают и утилизируют для повторного использования в будущих отливках. Кондиционер для литья в песчаные формы VIBRA-DRUM® улучшает этот процесс отделения песка от отливок, удаляя и охлаждая песок и отливки и испаряя влагу, одновременно уменьшая повреждения отливок, которые являются обычными на этом этапе процесса. Конечным результатом является чистая отливка и песок, готовый к процессу регенерации.
В промышленных условиях такое оборудование, как наш двухмассовый встряхиватель, поддерживает высокую производительность благодаря своей эффективной и плавной работе. Удаленный песок обычно собирают, охлаждают и утилизируют для повторного использования в будущих отливках. Кондиционер для литья в песчаные формы VIBRA-DRUM® улучшает этот процесс отделения песка от отливок, удаляя и охлаждая песок и отливки и испаряя влагу, одновременно уменьшая повреждения отливок, которые являются обычными на этом этапе процесса. Конечным результатом является чистая отливка и песок, готовый к процессу регенерации. - Очистка – На этом последнем этапе литой металлический объект извлекается из формы, а затем обрабатывается. Во время футеровки объект очищается от любого формовочного материала, удаляются шероховатости.
Modern Day Castings
Сегодня почти каждое используемое нами механическое устройство, от автомобилей до стиральных машин, изготавливается с использованием металлических деталей, полученных методом литья. Отличие современных литых металлических изделий от тех, что производились еще 100 лет назад, заключается в точности и допусках, которые могут быть достигнуты за счет компьютеризированного автоматизированного процесса проектирования и современных методов изготовления детализированных стержней и форм. Современное литье металлов представляет собой инновацию в действии.
Отличие современных литых металлических изделий от тех, что производились еще 100 лет назад, заключается в точности и допусках, которые могут быть достигнуты за счет компьютеризированного автоматизированного процесса проектирования и современных методов изготовления детализированных стержней и форм. Современное литье металлов представляет собой инновацию в действии.
На протяжении веков для производства различных типов металлов разрабатывались различные комбинации сырья. Некоторые литые изделия используются в двигателях, требующих высокой устойчивости к теплу и холоду. Чугунные трубы должны быть устойчивы к коррозии и высоким давлениям. Остальные литые детали должны быть легкими, но прочными. Во многих приложениях детали спроектированы так, чтобы обеспечить точный допуск между расширением и сжатием.
Другие процессы литья включают гипсовое литье, литье под давлением и литье по выплавляемым моделям. Гипсовая отливка просто заменяет песок гипсовой формой.
Для литья под давлением требуются две большие подвижные детали из цветного металла, которые скрепляются друг с другом под высоким давлением. Расплавленный металл впрыскивается в пресс-форму, и после затвердевания металлические части отделяются друг от друга.
Расплавленный металл впрыскивается в пресс-форму, и после затвердевания металлические части отделяются друг от друга.
Процесс литья по выплавляемым моделям начинается с заполнения формы воском. Когда воск затвердевает, его несколько раз покрывают керамическим материалом. Его нагревают до тех пор, пока воск не расплавится и не останется керамическая форма. Форма заполняется расплавленным металлом, охлаждается, после чего керамический материал отламывается.
Гордимся тем, что служим литейной промышленности
General Kinematics гордится тем, что является ведущим производителем автоматизированного вибрационного технологического оборудования, которое уже почти 60 лет занимается инновациями наряду с литейной промышленностью. Чтобы получить больше информации обо всем литейном оборудовании General Kinematics, свяжитесь с нами сегодня!
Корпорация General Kinematics, зарегистрированная в 1960 году, была создана для продажи, проектирования и изготовления на заказ инновационного вибрационного оборудования для обработки и обработки материалов. Сегодня компания является одним из крупнейших в мире поставщиков вибрационного технологического оборудования, имея более 200 мировых патентов, и вносит значительный вклад в разработку вибрационного оборудования и технические усовершенствования в области его применения. General Kinematics обслуживает клиентскую базу по всему миру через сеть независимых торговых представителей, специализирующихся на инженерных разработках, которые охватывают основные промышленные рынки США. Международные рынки обслуживаются дочерними предприятиями и через комбинацию представителей, лицензированных производителей и стратегических альянсов с ведущими отраслевыми организациями в других стратегически важных местах. На сегодняшний день практически во всех промышленно развитых странах мира установлено более 50 000 единиц техники General Kinematics. По мере появления новых задач в области процессов и повышения эффективности компания General Kinematics способна решать эти задачи с помощью передовых технологий, инновационного проектирования, новых материалов и производственных технологий.
Сегодня компания является одним из крупнейших в мире поставщиков вибрационного технологического оборудования, имея более 200 мировых патентов, и вносит значительный вклад в разработку вибрационного оборудования и технические усовершенствования в области его применения. General Kinematics обслуживает клиентскую базу по всему миру через сеть независимых торговых представителей, специализирующихся на инженерных разработках, которые охватывают основные промышленные рынки США. Международные рынки обслуживаются дочерними предприятиями и через комбинацию представителей, лицензированных производителей и стратегических альянсов с ведущими отраслевыми организациями в других стратегически важных местах. На сегодняшний день практически во всех промышленно развитых странах мира установлено более 50 000 единиц техники General Kinematics. По мере появления новых задач в области процессов и повышения эффективности компания General Kinematics способна решать эти задачи с помощью передовых технологий, инновационного проектирования, новых материалов и производственных технологий. Все это направлено на повышение производительности и прибыльности клиентов при соблюдении все более строгих требований.
Все это направлено на повышение производительности и прибыльности клиентов при соблюдении все более строгих требований.
Что такое литье металлов? Типы металлического литья
Содержание
Что такое металлическое литье?
Литье металла — это производственный процесс, который включает заливку расплавленного металла в форму для создания трехмерной металлической детали. Форма содержит полую полость желаемой геометрической формы, и расплавленному металлу дают остыть, чтобы сформировать затвердевшую деталь.
Реклама
Реклама
Термин «литье» также относится к детали, изготовленной в процессе литья, который насчитывает 6000 лет. Исторически он использовался для изготовления сложных и крупных деталей, которые было бы сложно или дорого производить с использованием других производственных процессов.
Объявление
Объявление
В первую очередь литье производит слитки и формы . Слиток представляет собой отливку простой формы, предназначенную для дальнейшей обработки, такой как прессование металла и ковка. Фасонное литье предназначено для литья близких или чистых форм для получения сложной геометрии ближе к готовой детали.
Слиток представляет собой отливку простой формы, предназначенную для дальнейшей обработки, такой как прессование металла и ковка. Фасонное литье предназначено для литья близких или чистых форм для получения сложной геометрии ближе к готовой детали.
Типы металлического литья
Металлическое литье делится на две группы по фундаментальному характеру конструкции литейной формы. то есть отливки в одноразовые и постоянные формы. Его можно разделить на группы в зависимости от материала, из которого он изготовлен.
- Одноразовая форма
- Постоянная форма
- Композитная форма
Прежде чем выбрать подходящую металлическую отливку для данной конструкции машиностроительного изделия, необходимо учитывать следующие факторы.
- Форма и размер детали
- Необходимое количество
- Требуемый допуск
- Материал
Объявление
Объявление
Объявление
Объявление
Отливка одноразового использования
Отливка одноразового использования использует временную форму одноразового использования для производства окончательной отливки, поскольку литейный завод ломает форму, чтобы извлечь отливку. Песок, глина и гипс являются обычными материалами, используемыми для изготовления этих форм. Для улучшения качества одноразовых форм обычно используются связующие вещества, известные как связующие вещества. Литье в одноразовые формы можно использовать для отливки сложных, сложных форм.
Песок, глина и гипс являются обычными материалами, используемыми для изготовления этих форм. Для улучшения качества одноразовых форм обычно используются связующие вещества, известные как связующие вещества. Литье в одноразовые формы можно использовать для отливки сложных, сложных форм.
- Постоянный образец
- Литье в песчаные формы
- Гипсовая лепнина
- Оболочечная форма
- Керамическая форма
- Расходный шаблон
- Потеря пены
- Литье по выплавляемым моделям
- Постоянный образец
Литье в песчаные формы
Литье в песчаные формы является наиболее распространенным примером литья в одноразовые формы, при котором для создания формы обычно используются постоянные модели. Расплавленный металл заливается в полость одноразовой песчаной формы под действием силы тяжести или силы, где он затвердевает, образуя деталь формы полости.
Литье в песчаные формы подробно описано в разделе «Руководство по литью в песчаные формы».
Литье в гипсовые формы
песок и работы, аналогичные литью в песчаные формы.0007
Формование оболочков
При литье оболочков используется тонкая оболочковая форма, приблизительно 9 мм (3/8″). Форма скреплена песком с использованием связующего из термореактивной смолы. На изображении ниже показан типичный процесс формования Shell.
Отливка в оболочку (источник: Groover (2010)Ступени отливки в оболочку
- Нагретая спичечная пластина или металлическая пластина с перетяжкой помещается на песочницу, смешанную с термореактивной смолой.
- Затем коробку переворачивают вверх дном, чтобы песок и смола попали на раскаленный шаблон. Это создает частично отвержденную смесь, которая образует твердую оболочку на поверхности рисунка.
- Затем коробку перемещают таким образом, чтобы отпали незатвердевшие частицы.

- Песчаная скорлупа отверждается нагреванием в духовке в течение нескольких минут.
- Из выкройки удаляется оболочковая форма.
- Две половины оболочковой формы собираются, поддерживаются песком или металлической дробью в ящике, и заливка завершена.
- Готовая отливка без литника.
Реклама
Реклама
Advertisement
Advertisement
Литье в керамические формы
Литье в керамические формы очень похоже на литье в песчаные или гипсовые формы, за исключением того, что формы изготовлены из огнеупорного керамического материала. Керамический материал может выдерживать более высокие температуры по сравнению с гипсовой формой. Следовательно, он используется для литья таких материалов, как литые стали, чугуны и другие жаропрочные сплавы.
Литье в керамические формы (Источник: www.open.edu)Процесс подробно описан здесь – «Руководство по литью в керамические формы»
Литье по выплавляемым моделям
Литье по выплавляемым моделям использует образец пенополистирола для создания песчаной формы. Затем узор испаряется, когда расплавленный металл заливают в форму. Литье по выплавляемым моделям иногда называют литьем из пенополистирола, процессом литья по выплавляемым моделям или литьем по выплавляемым моделям.
Затем узор испаряется, когда расплавленный металл заливают в форму. Литье по выплавляемым моделям иногда называют литьем из пенополистирола, процессом литья по выплавляемым моделям или литьем по выплавляемым моделям.
Этапы процесса литья по газифицируемым моделям
- Пенополистирольный рисунок, покрытый огнеупорным составом
- Затем пенопластовая модель помещается в форму, а вокруг нее уплотняется песок. Заливочный стакан и литник формируются путем заливки расплавленного металла в ту часть модели, которая образует заливочный стакан и литник.
- Залитый расплавленный металл испаряет полистироловый узор, когда металл входит в форму, заполняя образовавшуюся полость формы.
Литье по выплавляемым моделям
При литье по выплавляемым моделям восковая модель покрывается огнеупорным материалом для изготовления формы, которую затем расплавляют перед заливкой расплавленного металла в полость для затвердевания.
В разделе «Руководство по литью по выплавляемым моделям» подробно описано литье по выплавляемым моделям.
Литье в постоянные формы
Иногда называемое литьем в многоразовые формы, литье в постоянные формы использует постоянные формы, повторно используемые после каждого производственного цикла. Хотя литье в постоянную форму позволяет производить повторяющиеся детали из-за повторного использования одной и той же формы, оно может производить только простые отливки, поскольку для удаления отливок необходимо открывать форму.
- Гравитационное литье
- Низкое давление/вакуум
- Литье под давлением
- Центробежное литье
Типы литья в постоянные формы
Литье под давлением
Литье под давлением — это метод литья в постоянные формы, при котором жидкий металл заливают в «штампы» под давлением от 0,7 до 700 МПа, где он затвердевает в виде металлическое литье.
Литье под давлением подробно описано в разделе « Руководство по литью под давлением ».
Гравитационное литье
Расплав заливают в форму из тигля только под действием силы тяжести при гравитационном литье.
Центробежное литье
Центробежное литье относится ко многим процедурам литья, в которых используются вращательные центробежные силы для транспортировки расплавленного металла к внешним частям круглой полости литейной формы, где он затвердевает с образованием продукта. Центробежное литье подробно описано в разделе « Руководство по центробежному литью », раздел.
Литье в композитные формы
Как следует из названия, для производства отливок используются как одноразовые, так и многоразовые литейные формы. К ним обычно относятся такие материалы, как песок, дерево, графит и металл.
Реклама
Реклама
Реклама
Реклама
Применение и характеристики металлического литья
быть изготовлены с использованием одного из процессов литья металла. Этот вековой производственный процесс со временем улучшил свою точность и допуски.
Этот вековой производственный процесс со временем улучшил свою точность и допуски.
Как правило, отливки используются для изготовления блоков двигателей автомобилей, коленчатых валов и корпусов электроинструментов, таких как перфораторы, детали сантехники, лопасти турбин, металлические статуи, шестерни и корпуса коробок передач.
| Процесс | Преимущества | Недостатки |
| Литье в песчаные формы |
|
|
| Форма для гипса |
|
|
| Молдинг корпуса |
|
|
| Керамическая форма |
|
|
| Литье по выплавляемым моделям |
|
|
| Литье по выплавляемым моделям |
|
|
| Литье под давлением |
|
|
| Гравитационное литье |
|
|
| Центробежное литье |
|
|
Как работает литье металлов?
Элементы литниковой системы
Наиболее ответственным элементом установки для литья металла является литейная форма. Форма содержит полую полость желаемой формы литой детали. Литейное производство делает размер и форму полости незначительно увеличенной, чтобы учесть усадку отливки в процессе затвердевания.
Форма содержит полую полость желаемой формы литой детали. Литейное производство делает размер и форму полости незначительно увеличенной, чтобы учесть усадку отливки в процессе затвердевания.
Усадка зависит от конструкции, размера, формы и используемого материала; следовательно, вовлечение литейного производства в процесс проектирования имеет решающее значение.
На изображении ниже показаны два типа форм: открытая форма и закрытая форма. Открытая форма, как следует из названия, имеет открытую полость.
Литейная система для литых металлов (источник: Groover (2010))Одним из наиболее распространенных процессов литья металлов является литье в песчаные формы, и они являются ярким примером литья в закрытых формах.
Закрытая форма состоит из двух половин внутри коробки, называемой колбой, верхняя половина называется копией, а нижняя половина называется перетаскиванием. Колба также разделена на две половины. Линия, которая разделяет две половины, называется 9.0264 линия разъема .
Система литников представляет собой канал или путь, по которому расплавленный металл поступает в полость. Как показано выше, литниковая система состоит из заливного стакана и нижнего литника, через который металл поступает в желоб, ведущий в центральную полость. Разливочный стакан сводит к минимуму брызги и турбулентность, когда металл течет через литник, который сужается для облегчения потока. Однако большая часть отливок при охлаждении дает усадку, и для сведения к минимуму проблемы усадки используется стояк. Подъемник представляет собой простой резервуар в форме, который подает расплавленный материал в секции усадки, чтобы компенсировать его затвердевание. Существует четыре различных типа подступенков: верхний подступенок, боковой подступенок, глухой подступенок и открытый подступенок.
Ступени для литья металла
- Изготовление моделей – Копия отливаемой детали изготавливается из подходящего материала, такого как дерево, металл, пластик или гипс.

- Изготовление пресс-форм – Изготовление пресс-форм представляет собой многоэтапный процесс, в котором шаблоны и стержни используются для создания пресс-формы. Тип и способ изготовления форм будут варьироваться в зависимости от типа металлического литья. Например, при литье в песчаные формы песок используется внутри опоки для создания форм, а при литье под давлением используются формы из закаленной инструментальной стали.
- Плавка и разливка металла – Затем жидкость расплавляется и заливается в полость формы либо под действием силы тяжести, либо под высоким давлением. Затем отливке дают затвердеть перед извлечением отливок из формы. Опять же, удаление литых деталей зависит от типа металлического литья.
- Постобработка – На этом последнем этапе литой металлический объект извлекается из формы и обрабатывается. Во время футеровки объект очищается от любого формовочного материала, удаляются шероховатости.

Пригодность материалов
Хотя можно использовать почти все металлы, наиболее распространенными являются железо, сталь, алюминий, магний и сплавы на основе меди, такие как бронза.
Цинк, алюминий, магний и латунь широко используются при литье под давлением, тогда как алюминиевый сплав, сплав латуни, чугун и литая сталь являются популярными материалами для литья в песчаные формы.
Преимущества и недостатки металлического литья
По вышеуказанным причинам металлическое литье является важной технологией изготовления сетчатой формы. Другие включают ковку сетчатой формы, штамповку листового металла, аддитивное производство и литье металлов под давлением.
Как и в случае любого другого производственного процесса, базовое понимание процесса, лежащих в его основе научных данных, а также его плюсов и минусов необходимо для производства недорогой качественной инженерной продукции.
Преимущества металлического литья
- Металлическое литье позволяет изготавливать сложные формы
- Такие элементы, как внутренние полости или полые секции, могут быть легко отлиты
- Важные компоненты могут быть изготовлены в виде цельной отливки
- Материалы, которые трудно или дорого производить с использованием других производственных процессов, могут быть отлиты
- По сравнению с другими производственными процессами литье дешевле для средних и больших объемов
- Почти все металлы могут быть отлиты
- Форма, близкая к чистой, часто без или с незначительной постобработкой
Недостатки металлического литья
- Относительно грубая обработка поверхности и, следовательно, более широкий допуск должны быть разрешены и не подходят для сопрягаемых поверхностей
- Металлическое литье, такое как литье в оболочку, имеет ограничения по размеру и рисунку
- Изготовление моделей требует больших затрат времени и средств, хотя в последнее время для изготовления формы используются аддитивные производственные процессы, такие как струйная заливка связующего
- Литье под давлением может быть очень дорогим для малых и средних объемов из-за высокой стоимости штампа
- Размер детали и выбор материала зависят от выбранного процесса литья.
