Простые криволинейные поверхности — Энциклопедия по машиностроению XXL
Обозначим г,- — радиус-вектор контура поперечного сечения криволинейной поверхности плоскостью т]Р , а его орт п (п , п ) = (О, os г , sin ij)). Заметим, что модуль вектора г, является функцией параметров ij и ф. С учетом введенных обозначений уравнение простой криволинейной поверхности может быть представлено в векторной форме уравнением [c.500]ПРОСТЫЕ КРИВОЛИНЕЙНЫЕ ПОВЕРХНОСТИ [c.559]
Отметим, что, применяя в качестве образующей закономерно деформирующийся круг, можно просто решать многие вопросы проектирования задания или замены (аппроксимации) некоторых сложных поверхностей. При этом значительно упрощаются геометрические построения, конструктивные формы и технологический процесс изготовления изделий с криволинейными поверхностями. Можно спроектировать и построить самые разнообразные поверхности, изменяя закон движения и деформации образующего круга и принимая в качестве направляющих осей прямые линии или плоские и пространственные кривые.

Если давление прикладывается по всей криволинейной поверхности цилиндра, то независимо от его длины получаем просто сжимающие напряжения О/, и Стд, равные приложенному давлению, и напряжения сг и исчезают. [c.429]
Если мы при определении силы полного гидростатического давления, действующего на плоские фигуры, по существу производим простое сложение элементарных параллельных сил, то при решении аналогичной задачи для криволинейных поверхностей приходится складывать силы гидростатического давления, имеющие различные направления. Это обстоятельство значительно усложняет задачу, требуя применения специальных расчетных приемов. Принцип, положенный в основу существующих решений, заключается в определении составляющих силы гидростатического давления по нескольким направлениям, в общем случае не лежащим в одной плоскости, с последующим геометрическим сложением этих частных сил. Результат сложения дает величину силы давления жидкости
[c.51]
Если мы при определении силы полного гидростатического давления, действующего на плоские фигуры, по сущ,еству производим простое сложение параллельных сил, то при решении аналогичной задачи для криволинейных поверхностей приходится производить сложение сил гидростатического давления, имеющих различные направления. Это обстоятельство значительно усложняет задачу, требуя применения специальных расчетных приемов. Принцип, положенный в основу существующих решений, заключается в определении составляющих силы суммарного гидростатического давления по нескольким направлениям, не лежащим в одной плоскости, с последующим геометрическим сложением этих частных сил.
Для простых фигур указанные определения иногда можно выполнять аналитическим путем, а для фигур с более сложными очертаниями приходится прибегать к графическим построениям. С целью определения полной силы давления жидкости, под воздействием которой находится криволинейная поверхность, произведем геометрическое сложение ее вертикальной и горизонтальной составляющих [c.72]
В практике приходится определять силу гидростатического давления не только на плоские поверхности, но и на поверхности криволинейные любого вида. Ниже рассмотрим только простейший частный случай криволинейной поверхности — цилиндрическую поверхность, которая встречается наиболее часто. [c.59]
[c.59]
Литьем получают заготовки практически любых размеров как простой, так и очень сложной конфигурации. При этом отливки могут иметь сложные внутренние полости с криволинейными поверхностями, пересекающимися под различными углами. Точность размеров и качество поверхности зависят от способа литья. Некоторыми специальными способами литья (литье под давлением, по выплавляемым моделям) можно получить заготовки, требующие минимальной механической обработки.
Уравнение составной криволинейной поверхности с криволинейной осью. Поверхности реальных машин, конструкций зданий и т. п. часто формируются из отдельных стыкуемых криволинейных поверхностей. Изложенный метод дает возможность вывести уравнение такой составной криволинейной поверхности, которая строится как непрерывная из простых поверхностей. Эти последние могут стыковаться в направлении каждой из криволинейных координат ф и 1з при помощи операторов [c.501]
При опиливании криволинейной поверхности под линейку и простой шаблон или под линейку и сложный шаблон (сочетание нескольких поверхностей) табличные данные умножаются соответственно на коэфнциенты 1, 7 и 2,5.
Рассмотрим пространственную конструкцию, представляющую собой сплошное упругое тело, и свяжем с этой конструкцией правую прямоугольную систему координат Ox x[c.132]
Вторая фуппа характеризуется сочетанием плоских, цилиндрических и криволинейных поверхностей с наличием ребер, буртов, бобышек, приливов, отверстий. Внутренняя поверхность — простой формы со свободными (минимум двумя) выходами наружу. Детали-представители маховики со спицами, корпуса патронов, зубчатые колеса, буксы, подпятники, корпуса редукторов и др. [c.149]
В задачах же о примыкании к области неподвижного газа через произвольный криволинейный слабый разрыв в плоском случае или через слабый разрыв, являющийся некоторой криволинейной поверхностью, в пространственном случае течение возмущенного газа уже не будет, вообще говоря, принадлежать к классу простых волн.
Конструкция детали оказывает большое влияние на выбор технологического процесса. Каждая деталь, входящая в машину, должна не только нормально работать, но и быть технологичной в изготовлении, иметь наименьшую трудоемкость и стоимость изготовления. Перечислим некоторые из требований, предъявляемых к конструкции детали в отношении ее технологичности. Во-первых, все поверхности, подлежащие механической обработке, должны иметь простую форму — плоскость или тело вращения (цилиндр, конус и т. п.). Эти поверхности легко обрабатываются на фрезерных, токарных и других станках с высокой производительностью. Криволинейные поверхности можно обрабатывать только с применением специальных станков, фасонного инструмента или копировальных устройств, что удорожает их изготовление.
Некоторые простейшие случаи давления на криволинейные поверхности [c.39]
Строганием обрабатывают главным образом плоские или сложные. поверхности, представляющие собой различного рода сочетания плоских поверхностей. Значительно реже строганием обрабатывают криволинейные поверхности, для получения которых применяют фасонные резцы или подачу резца по копиру. Криволинейные поверхности можно обрабатывать также простым резцом по разметке. При этом сочетают поперечную и вертикальную подачи, а работа осуществляется вручную. Такой способ применяют при строгании на поперечно-строгальных станках в инструментальных и ремонтных цехах деталей сложной конфигурации (пуансонов, моделей, фигурных деталей приспособлений, станков и пр.).
[c.225]
При этом сочетают поперечную и вертикальную подачи, а работа осуществляется вручную. Такой способ применяют при строгании на поперечно-строгальных станках в инструментальных и ремонтных цехах деталей сложной конфигурации (пуансонов, моделей, фигурных деталей приспособлений, станков и пр.).
[c.225]
Ко второй группе (фиг. 390, б) отнесены литые детали средней сложности, конструктивные формы которых характеризуются прямолинейными и частично криволинейными поверхностями со значительными выступами и углублениями, требующие стержней простых форм, а также плоские детали с фигурным контуром, модели которых имеют отъемные части. [c.494]
Станок поставляется с простым и универсальным оптическими поворотными столами, позволяющими обрабатывать на станке вертикальные и наклонные отверстия с высокой точностью в полярной системе координат, фрезеровать круговые пазы и обрабатывать криволинейные поверхности точных шаблонов. [c.53]
Всякая конструкция литой детали должна предусматривать наиболее простой разъем модели (рис. 61, а). Большое количество разъемов модели не гарантирует получения точных размеров отливок. Так, например, изменением конструкции выступающих частей 1, 2 и 3 (рис. 61, б) рычага упростился разъем модели. Отливки должны иметь по возможности прямолинейные очертания изготовление модели такой отливки обходится дешевле, чем модели с криволинейными очертаниями. Если необходимы криволинейные поверхности, то по тем же соображениям их надо предусматривать цилиндрическими или коническими — наиболее простыми при изготовлении.
61, а). Большое количество разъемов модели не гарантирует получения точных размеров отливок. Так, например, изменением конструкции выступающих частей 1, 2 и 3 (рис. 61, б) рычага упростился разъем модели. Отливки должны иметь по возможности прямолинейные очертания изготовление модели такой отливки обходится дешевле, чем модели с криволинейными очертаниями. Если необходимы криволинейные поверхности, то по тем же соображениям их надо предусматривать цилиндрическими или коническими — наиболее простыми при изготовлении.
На рис. 3, 8 б приведены фотографии для случаев, реализуемых при вдуве воздуха в зону отрыва С = 0.15) и охлаждения стенки (Т° = 0.16). В этих случаях на криволинейной поверхности реализуется безотрывное течение. На рис. 3, г видна местная неоднородность, вызванная наличием струи вдуваемого воздуха. Распределение давления вдоль контура приведено на рис. 3, а. Цифра 2 соответствует экспериментальным точкам при вдуве (модель А), 3 — при охлаждении поверхности (модель Б). В окрестности щели давление на контуре модели А на 7-10% ниже, чем давление, измеренное на модели Б. Это различие — следствие возмущений, вносимых струей вдуваемого газа. Для сравнения на рис. 3, а приведены результаты расчета приближенными методами для идеального газа. Сплошная кривая рассчитана по модифицированной формуле Ньютона, штрих-пунктирная — по формуле Буземана, штриховая — по методу простой волны [10]. Наилучшее совпадение с экспериментом при безотрывном обтекании гладкого криволинейного контура (модель Б) дает формула Буземана.
[c.165]
В окрестности щели давление на контуре модели А на 7-10% ниже, чем давление, измеренное на модели Б. Это различие — следствие возмущений, вносимых струей вдуваемого газа. Для сравнения на рис. 3, а приведены результаты расчета приближенными методами для идеального газа. Сплошная кривая рассчитана по модифицированной формуле Ньютона, штрих-пунктирная — по формуле Буземана, штриховая — по методу простой волны [10]. Наилучшее совпадение с экспериментом при безотрывном обтекании гладкого криволинейного контура (модель Б) дает формула Буземана.
[c.165]
Ранее существовавшие методы расчета ламинарного пограничного слоя около криволинейной поверхности были сложны для практического применения наиболее простым из них был метод Кармана—Польгаузена [37]. Однако этот метод оказался недостаточно точным, особенно в области замедленного движения в кормовой части тела, где результаты расчета по этому методу иногда совершенно не соответствовали действительной картине течения жидкости. [c.267]
[c.267]
Свод — пространственная конструкция, перекрытие или покрытие сооружений, имеющие геометрическую форму, образованную выпуклой криволинейной поверхностью. Под нагрузкой свод, подобно арке, работает преимущественно на сжатие, передавая на опоры вертикальные усилия, а также во многих типах свода горизонтальные (распор). Простейшим и наиболее распространенным является цилиндрический свод, опирающийся на параллельно расположенные опоры (стены, ряды столбов, аркады и т.п.) в поперечном сечении он представляет собой часть окружности эллипса, параболы и др. два цилиндрических свода одинаковой высоты, пересекающиеся под прямым углом, образуют крестовый свод, который может опираться на свободностоящие опоры (столбы) на углах. Части цилиндрического свода — лотки, или щеки, опирающиеся по всему периметру перекрываемого сооружения на стены (или арки, балки), образуют сомкнутый свод. Зеркальный свод отличается от сомкнутого тем, что его верхняя часть (плафон) представляет собой плоскую плиту. Производной от свода конструкцией является купол. Отсечением вертикальными плоскостями частей сферической поверхности купола образуется купольный (парусный) свод (свод на парусах). Многочисленные разновидности этих основных форм определяются различием кривых их сечений, количеством и формой распалубок и пр. (своды стрельчатые, ползучие, бочарные.
[c.690]
Производной от свода конструкцией является купол. Отсечением вертикальными плоскостями частей сферической поверхности купола образуется купольный (парусный) свод (свод на парусах). Многочисленные разновидности этих основных форм определяются различием кривых их сечений, количеством и формой распалубок и пр. (своды стрельчатые, ползучие, бочарные.
[c.690]
В машиностроении широко применяются детали, имеющие поверхности с криволинейными образующими (фасонные), отличающиеся от простейших форм поверхностей (плоской, цилиндрической, конической). [c.155]
По сложности изготовления модели разделяют на простые, средней сложности, сложные, очень сложные. Простые — это небольшие неразъемные или с плоским разъемом модели без отъемных частей. К моделям средней сложности относятся модели с криволинейными поверхностями и небольшим числом стержней, к сложным и очень сложным — крупные модели с криволинейными поверхностями для тонкостенных отливок с большим числом стержней. [c.19]
[c.19]
Отметим, что, применяя в качестве образующей закономерно деформирующийся круг, можно просто решать многие вопросы проектирования задания или замены (аппроксимации) некоторых сложных поверхностей. При этом значительно упрощаются геометрические построения, конструктивные формы и технологический процесс изготовления изделий с криволинейными поверхностями. Можно спроектировать и построить самые разнообразные поверхности, изменяя закон движения и деформации образующего круга и принимая в качестве направляющих осей прямые линии или плоские и пространственные кривые. Полученные таким образом поверхности могут заменять целый ряд сложных технических поверхностей, в которых конструктор не установил, не учел или не обнаружил возможностей циклических поверхностей. Ошетим, что циклические поверхности-дают воз- [c.227]
В машиностроении часто приходится встречаться как с простыми, так и со сложными криволинейными поверхностями, под-вёрженными гидростатическому давлению.
 В качестве примера можно привести сферические крышки резервуаров, шаровые клапаны насосов, внутренние криволинейные стенки круглых маслопроводов и трубопроводов, внутренние криволинейные стенки цилиндрических баков и цистерн и т. д.
[c.69]
В качестве примера можно привести сферические крышки резервуаров, шаровые клапаны насосов, внутренние криволинейные стенки круглых маслопроводов и трубопроводов, внутренние криволинейные стенки цилиндрических баков и цистерн и т. д.
[c.69]Из этих формул видно, что порядок членов, учитывающих вязкие силы, зависит от порядка кинематической вязкости. Известно, что для газов и невязких капельных жидкостей (например, для воды) величина V мала, однако не известно, каков порядок этой малости Для ответа на этот вопрос следует обратиться к сущности самой идеи о пограничном слое в качестве его выделяется такая область потока, где силы вязкости имеют тот же порядок, что п силы инерции. Видно, что если 0(v)=6 , то последний член уравнения (14.36) или символической формулы (14.36 ) имеет конечный порядок, как и инерционные члены в его левой части (например, если принять 0(v)=б, то это условие выполнить нельзя). В уравнении (14.37) или символической формуле (14.37 ) при 0(v)=б все члены, кроме сил давления, бесконечно малы (точнее имеют порядок Шуу, д или еще более высокий порядок малости). Следовательно, из выражения (14.37) имеем др1ду = 0, т. е. давление в направлении поперек пограничного слоя не изменяется. Оно равно давлению во внещнем потоке, которое в общем случае может изменяться вдоль оси Ох, например, при обтекании криволинейной поверхности ИЛИ В потоке на начальном участке трубы. Предполагается, что во внешнем потоке отсутствует трение, это приводит к простой зависимости между скоростью гюо и давлением ро в этой области. Такая зависимость получается из уравнения (14.36), если отбросить члены, учиты-
[c.343]
Следовательно, из выражения (14.37) имеем др1ду = 0, т. е. давление в направлении поперек пограничного слоя не изменяется. Оно равно давлению во внещнем потоке, которое в общем случае может изменяться вдоль оси Ох, например, при обтекании криволинейной поверхности ИЛИ В потоке на начальном участке трубы. Предполагается, что во внешнем потоке отсутствует трение, это приводит к простой зависимости между скоростью гюо и давлением ро в этой области. Такая зависимость получается из уравнения (14.36), если отбросить члены, учиты-
[c.343]
Из других направлений в синтезе механизмов надо отметить развитие работ, связанных с обработкой криволинейных поверхностей методом огибания или обкатывания. И. И. Артоболевский [1] получил уравнения кривых, которые являются огибающими к последовательным положениям прямой, связанной с шатуном некоторых простейших механизмов. Эти уравнения могут быть в дальнейшем использованы для решения задачи о воспроизведении заданной кривой путем ее огибания. Если требуется обработать криволинейную поверхность, то удобно использовать метод синтеза, предложенный в докладе Б. В. Шаскольского [11]. Механизмы, спроектированные по этому методу, успешно применяются при обработке аэродинамических поверхностей.
[c.231]
Двумерные элементы Plane Elements) используются при моделировании мембран, оболочек и пластин. Элементы могут иметь либо треугольную, либо четырехугольную форму с узлами в вершинах элементов, соответствующую простейшей формулировке (рис. 5.4). В добавление к ним возможны шестиузловые треугольные параболические и восьмиузловые четырехугольные параболические злементы. Применение этих элементов позволяет точнее аппроксимировать геометрию криволинейных поверхностей и получать более высокую точность при меньшем числе элементов. [c.198]
К. К. Федяевский более простым методом, чем Франкль и Войшель, учел влияние подогрева поверхности и сжимаемости воздуха на сопротивление трения пластины. Как указывалось, Калихман (1945) предложил приближенный метод расчета турбулентного пограничного слоя (па криволинейной поверхности при Рг = 1).
[c.325]
Как указывалось, Калихман (1945) предложил приближенный метод расчета турбулентного пограничного слоя (па криволинейной поверхности при Рг = 1).
[c.325]
Наиболее простым и рациональным способом опиливания криволинейных поверхностей является обработка по копиру или по готовой детали. Однако этот способ пригоден только при изготовлении большого количества пддобных шаблонов. [c.135]
Такая техника обработки вполне универсальна. Ее можно применить для криволинейных поверхностей и для областей экрана любой желаемой формы. Методика деления области для получения более простых случаев дает удовлетворительный результат при решении проблемы удаления невидимых линий. Алгоритм может быть снабжен тривиальными или очень сложными блоками просмотра и решения алгоритм Варнока для простых вариантов легко программируется. [c.307]
Криволинейные поверхности часто изображают набором почти плоских многоугольников (рис. 14.2). Гуро разработал весьма простой метод восстановления гладкого вида таких поверхностей (см. рис. 14.40, а также работу [104]). Метод основан на простой линейной интерполяции значений яркости, вычисленных в вершинах аппроксимирующих многоугольников (рис. 14.41). Яркость 1а является линейной интерполяцией значений и 1 , аналогично определяется / через /д и /г- Точка на видимом отрезке имеет яркость, интерполированную между значениями / и / .
[c.332]
рис. 14.40, а также работу [104]). Метод основан на простой линейной интерполяции значений яркости, вычисленных в вершинах аппроксимирующих многоугольников (рис. 14.41). Яркость 1а является линейной интерполяцией значений и 1 , аналогично определяется / через /д и /г- Точка на видимом отрезке имеет яркость, интерполированную между значениями / и / .
[c.332]
Из всего вышеизложенного видно, что при общих расчетах можно применять обычные обозначения с суммированием по индексам и с записью ко- или контравариантных компонентов в виде или использовать соответствующие символические Л0бозначения Tu. Однако, поскольку в голографии часто прихо Садится менять систему координат, особенно при переходе от про-ст()анства к криволинейной поверхности предмета или к плоскости фотографической пластинки, то более предпочтимы абстрактные символические обозначения кроме того, большое число индексов, появляющихся при последовательных линейных преобразованиях, заслоняет физическую сущность, которая в действительности не зависит ни от каких специфических координат [2. 2, с. 31]. Правила расчета на самом деле очень просты и выявляют геометрический смысл-, это относится и к вычислению производных, которые рассмотрим далее. Для удобства будем использовать следующие принятые в механике обозначения латинские курсивные буквы — для скаляров, строчные буквы, напечатанные полужирным шрифтом — для векторов прописные латинские или греческие буквы, напечатанные полужирным шрифтом — для тензоров второго порядка.
[c.15]
2, с. 31]. Правила расчета на самом деле очень просты и выявляют геометрический смысл-, это относится и к вычислению производных, которые рассмотрим далее. Для удобства будем использовать следующие принятые в механике обозначения латинские курсивные буквы — для скаляров, строчные буквы, напечатанные полужирным шрифтом — для векторов прописные латинские или греческие буквы, напечатанные полужирным шрифтом — для тензоров второго порядка.
[c.15]
Металлические формы могут быть многократно использованы, но для этого они должны быть сделаны разъемными или с соответствующими литейными уклонами. Успешно могут применяться металлические формы, изготсшленные из тонкой белой жести, в том числе при заливке сравнительно больших блоков (до 5—10 кг). Такие формы изготовляются обычно путем предварительно раскроенных листов. Благодаря применению листового материала, формы могут быть изготовлены для Сравнительно сложных деталей, имеющих проемы, вырезы, выступы, криволинейные поверхности и т. п. Сравнительно просто осуществляется последующая распайка швов формы для освобождения моделей после отверждения эпоксидной массы.
[c.80]
п. Сравнительно просто осуществляется последующая распайка швов формы для освобождения моделей после отверждения эпоксидной массы.
[c.80]
Профиль с отклоненным носком имеет меньший радиус носка, чем исходный профиль. С помощью такого простого изменения конфигурации носка можно затянуть или предотвратить ламинарный отрыв с передней кромки при соответствующем отклонении аакрылка. Испытания модели проводились при скорости потока воздуха 16—24 м/с с отклонением и без отклонения закрылка. Критерий емакс может быть использовав при отклонении и без отклонения закрылка независимо от значений углов атаки и формы профиля. Однако, если на криволинейной поверхности существенно влияние центробежных сил, создающих большую подъемную силу, этот простой критерий может оказаться несправедливым. [c.206]
Способ нахождения центра тяжести, рассмотренный в предыдущем параграфе, пе является общим он становится неприменимым в том случае, когда данное тело или данную фигуру нельзя разбить па несколько частей простейшей геометрической формы, когда, например, данное тело ограничено криволинейной поверхностью произвольного вида или данная плоская фигура ограничена каким-нибудь криволинейным контуром. В этих случаях, чтобы найти положение центра тяжести, нужно применять общие формулы (79), или (80), или (81) и входящие в эти формулы пределыинтеграль-пых сумм вычислять, как было уже указано в 51, методами интегрального исчисления.
[c.220]
В этих случаях, чтобы найти положение центра тяжести, нужно применять общие формулы (79), или (80), или (81) и входящие в эти формулы пределыинтеграль-пых сумм вычислять, как было уже указано в 51, методами интегрального исчисления.
[c.220]
Очень высокая эффективность достигается при использовании станков в ЧИСЖ1ВЫМ программным управлением для обработки деталей со еложными криволинейными поверхностями. Однако это не означает, что применение станков о программным управлением целесообразно только для деталей сложной конфигурации. Большинство моделей токарных станков с программным управлением успешно применяют для обработки сравнительно простых ступенчатых валов, осей, втулок, фланцев, дисков и других деталей в условиях не только серийного, но и мелщсррцйнпг,й,.Д з.айш тва.. ……, [c.115]
Прессование в закрытых пресс-формах является наиболее распространенным и применяется для изготовления изделий простой формы (диски, конус, втулка и др. ). На практике выбирают такие схемы прессования, которые обеспечивают наиболее равномерное пброраспределение. Неравномерность распределения пористости (плотности) при прессовании обусловлена двумя факторами во-первых, внешним трением порошка о стенки матрицы и, во-вторых, наличием внзггренних и внешних ступенчатых переходов в направлении прессования, а также криволинейных поверхностей или непараллельных основанию плоскостей, ограничивающих деталь.
[c.33]
). На практике выбирают такие схемы прессования, которые обеспечивают наиболее равномерное пброраспределение. Неравномерность распределения пористости (плотности) при прессовании обусловлена двумя факторами во-первых, внешним трением порошка о стенки матрицы и, во-вторых, наличием внзггренних и внешних ступенчатых переходов в направлении прессования, а также криволинейных поверхностей или непараллельных основанию плоскостей, ограничивающих деталь.
[c.33]
Отливки должны иметь по возможности прямолинейные очертания изготовление модели такой отливки обходится дешевле, че.м модели с криволинейныр.ш очертаниями. Если необходимы криволинейные поверхности, то по тем же соображениям их надо преду-с атривать цилиндрическими или коническими, как наиболее простые пр 1 изготовлении. [c.129]
Обработка криволинейных поверхностей фасонными Ф ёёаШ — операция достаточно простая. При такой обработке точность профиля детали зависит от точности выполнения фасонной фрезы.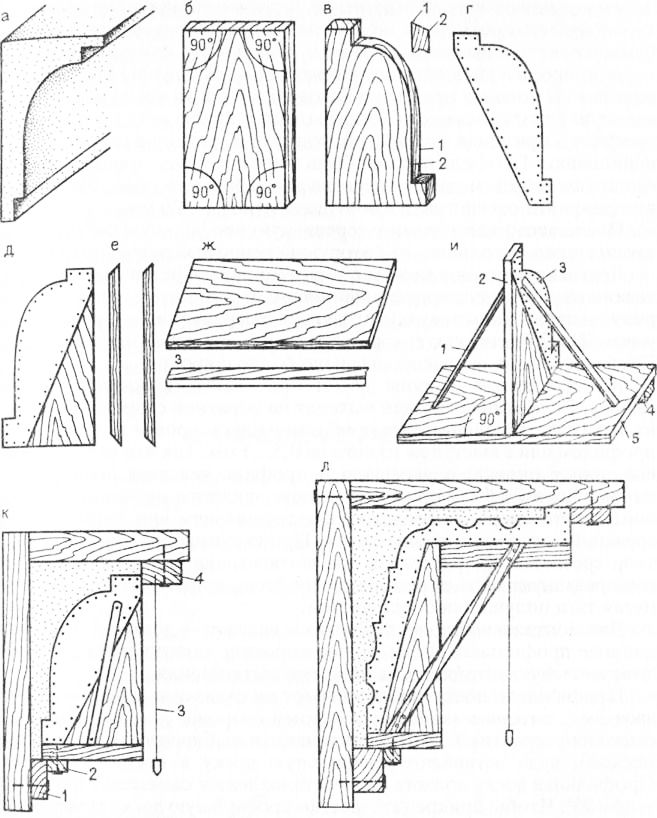 Возникают трудности лишь с изготовлением этих фрез и их заточкой. В целях уменьшения износа инструмента обработку криволинейной
[c.291]
Возникают трудности лишь с изготовлением этих фрез и их заточкой. В целях уменьшения износа инструмента обработку криволинейной
[c.291]
Токарные станки с ЧПУ выгодно применять при обработке сложных многоступенчатых заготовок, особенно с криволинейными поверхностями. Схема обтачивания ступенчатого вала на токарном станке с ЧПУ приведена на рис. ПО. Заготовкой служит прокат. Предварительная обработка производится за пять последовательно выполняемых рабочих ходов ()—5), а чистовая (6) за один рабочий ход суппорта по окончательному контуру детали. Проходной резец оснащен неперетачиваемой пластинкой твердого сплава, обеспечивающий высокую стойкость при большом суммарном пути резания. Время обработки на станках с ЧПУ по сравнению с временем обработки на обычных станках уменьшается в 1,5—2 раза в результате значительного сокращения вспомогательного времени при этом квалификация обслуживающих рабочих может быть ниже и уменьшается вероятность получения брака. Кроме станков с ЧПУ обработку ступенчатых валов простой конфигурации производят на станках 1Б7332САУ, 16М16САУи других с цикловым программным управлением.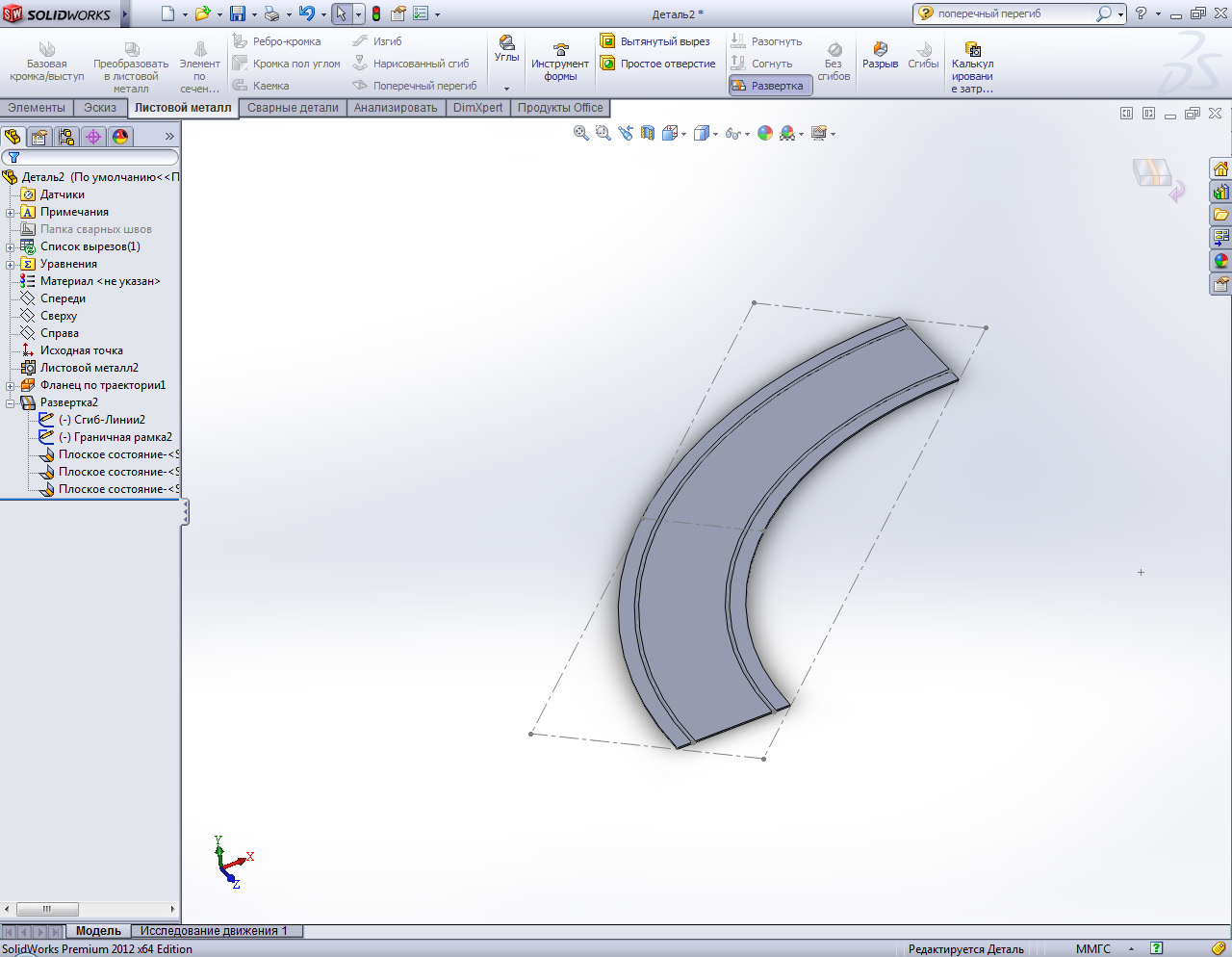 Промежуточные припуски на обтачивание шеек, подрезку торцов и уступов при вьшолнении основных переходов обработки определяют по формулам (87) и (88), в которых особенность имеет составляющая р, 1. При обтачивании шеек составляющая р,- 1 учитывает следующие величины 1) смещение Рц оси центровых гнезд относительно оси базовых (при зацентровке) шеек заготовки величину Рц можно брать равной допуска бтах на диаметр большей базовой шейки заготовки 2) несоосность обрабатывае.мой ступени базовым шейкам заготовки величину р берут равной 0,25 бгаах 3) искривление оси заготовки, вызывающее дополнительное смещение р оси обтачиваемой шейки относительно линии центровых гнезд величина р зависит от общего искривления заготовки и от расстояния среднего сечения обрабатываемой шейки до ближайшей опоры. Суммирование величин рд, р и р производят по правилу квадратного корня
[c.310]
Промежуточные припуски на обтачивание шеек, подрезку торцов и уступов при вьшолнении основных переходов обработки определяют по формулам (87) и (88), в которых особенность имеет составляющая р, 1. При обтачивании шеек составляющая р,- 1 учитывает следующие величины 1) смещение Рц оси центровых гнезд относительно оси базовых (при зацентровке) шеек заготовки величину Рц можно брать равной допуска бтах на диаметр большей базовой шейки заготовки 2) несоосность обрабатывае.мой ступени базовым шейкам заготовки величину р берут равной 0,25 бгаах 3) искривление оси заготовки, вызывающее дополнительное смещение р оси обтачиваемой шейки относительно линии центровых гнезд величина р зависит от общего искривления заготовки и от расстояния среднего сечения обрабатываемой шейки до ближайшей опоры. Суммирование величин рд, р и р производят по правилу квадратного корня
[c.310]
Процессы изготовления деталей и сборки мебельных изделий
Изготовление деталей из древесины. Подготовка пиломатериалов в основном сводится к их сушке до влажности 8—12% в специальных камерах при постоянном режиме. Цель сушки — предотвратить деформацию и коробление деталей при эксплуатации.
Подготовка пиломатериалов в основном сводится к их сушке до влажности 8—12% в специальных камерах при постоянном режиме. Цель сушки — предотвратить деформацию и коробление деталей при эксплуатации.
Следующий этап — изготовление заготовок. При этом пиломатериалы раскраивают на заготовки по специальным раскроечным схемам в продольном и поперечном направлениях. Полученные заготовки подвергают различным механическим операциям:
калибрование —. проводится для устранения отклонений по толщине на специальных шлифовальных станках. При этом поверхность одновременно шлифуется снизу и сверху с высокой точностью обработки: ±0,1 мм;
торцевание — придание точной длины и ровноты срезам;
циклевание — это операция соскабливания неровностей с поверхности деревянных заготовок специальным ножом — циклей;
фрезерование — придание кромкам или всему поперечному сечению заготовки различных фигурных профилей. Фаской называют срезанное острое ребро кромки детали, смягчением — небольшое закругление острого ребра кромки радиусом 1—2 мм, заоваливани-ем — более значительное закругление. Фаска, смягчение и заовали-вание способствуют предохранению ребра от повреждений. Галтель — это полукруглая выемка на ребре или пласти детали, калевка — фигурно обработанная кромка какого-либо элемента в целях декоративного оформления изделия. Фальц — прямоугольная выемка, фальц с равными сторонами называется четвертью. Фестоны — выступы зубчатой или округлой формы, идущие по краю заготовки;
Фаска, смягчение и заовали-вание способствуют предохранению ребра от повреждений. Галтель — это полукруглая выемка на ребре или пласти детали, калевка — фигурно обработанная кромка какого-либо элемента в целях декоративного оформления изделия. Фальц — прямоугольная выемка, фальц с равными сторонами называется четвертью. Фестоны — выступы зубчатой или округлой формы, идущие по краю заготовки;
формирование шипов на специальных станках;
выборка продолговатых гнезд и отверстий на деталях под шипы;
сверление круглых отверстий, которые предназначены либо для фурнитуры, либо для вставных шипов. Сверлятся такие отверстия и в торцах, и в пластях.
После рассмотренных механических обработок заготовка называется деталью. Деталь — это простейшая часть изделия, которую нельзя разделить на более мелкие части без разрушения. Деталь должна иметь установленные размеры и форму. Наиболее типичной деталью в мебельном производстве являются разных размеров бруски. Для декоративного оформления мебели используют бруски со сложным профилем:
Для декоративного оформления мебели используют бруски со сложным профилем:
обкладка — прокладывается по кромке щита или рамы;
фриз — широкая декоративная обкладка, часто используется для украшения верха щитовых деталей мебели;
раскладка — бруски для обкладывания внутренних кромок рамок, с помощью раскладки закрепляют стекло и другие вкладные элементы в рамках;
штапик — это брусок, закрывающий клеевой шов или зазор. Его разновидность — бортовой штапик, прокладываемый по нижней кромке наклонного щита для предотвращения сползания предметов, находящихся на наклонной плоскости;
карниз и плинтус — детали, служащие для украшения больших вертикальных поверхностей: карниз — сверху, плинтус — снизу.
При механической обработке деталей могут возникать следующие основные дефекты: неточность размеров и формы деталей и элементов, ворсистость, шероховатость, вырывы, отщепы.
Для получения элементов или деталей гнутой мебели используются два способа: выпиливание и гнутье брусков и шпонок с одновременным склеиванием.
Гнутье брусковых заготовок происходит следующим образом. Вначале бруски подвергают пропариванию в камерах или котлах при температуре 102—105 С. Бруски или рейки после распаривания помещают в эластичные формы, затем прямо в них изгибают, при этом полученные детали могут иметь незамкнутый или замкнутый контур. Изогнутая форма детали фиксируется сушкой.
Далее следует механическая обработка гнутой заготовки: нарезка шипов, выборка гнезд, проушин, шлифование. Для создания защитно-декоративных покрытий применяется отделка методом крашения или лакирования.
Гнуто-клееные детали чаще получают из березового шпона. Вначале формируется пакет, состоящий из нескольких слоев шпона. Его укладывают в пресс и при нагревании прессуют. Чаще всего такой способ производства применяют для изготовления сиденьев и спинок стульев.
Изготовление деталей из древесных композиционных материалов. Древесные плиты (ДСтП, МДФ и др.), как было показано в предыдущих разделах, во многих случаях поступают на мебельные предприятия с готовыми лицевыми поверхностями, не требующими отделки.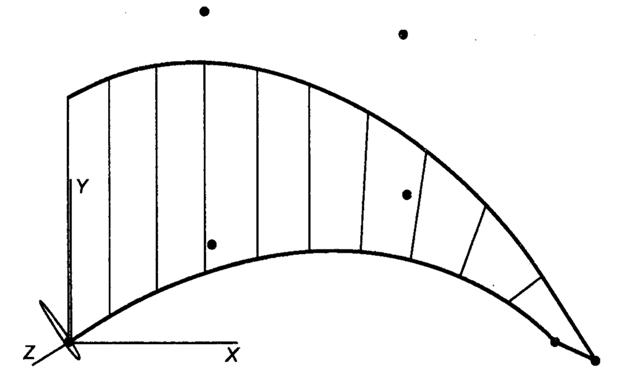 Поэтому технологии изготовления деталей из древесно-плитных материалов имеют ряд особенностей.
Поэтому технологии изготовления деталей из древесно-плитных материалов имеют ряд особенностей.
Так, при поступлении кашированных или ламинированных плит на мебельном предприятии исключается их сушка и такие механи-ческне обработки, как калибрование, циклевание и фрезерование.
Последняя операция проводится на фабриках, выпускающих плиты МДФ и готовые фасадные элементы из них — двери, панели выдвижных ящиков, декоративные раскладки, профильный погонаж и др. Обработанные фрезерованием плиты или заготовки деталей облицовываются здесь же — у производителя плит. Фрезерование кромок ДСтП проводится также на предприятиях-изготовителях плит в случае их дальнейшего облицовывания по методам пост- и софтфор-минга.
На мебельном предприятии поступившие древесные плиты раскраивают, полученные детали подвергают торцеванию, выбирают гнезда и сверлят отверстия для установки фурнитуры или вставления шипов при последующем клеевом соединении.
Большое значение при изготовлении деталей из ДСтП и МДФ имеют операции по облицовыванию кромок
.
Рис. Способы облицовки кромок деталей из древесных плит: а — облицовка кромки строганым шпоном или кромочным пластиком;
б, в — приклеивание по кромке обкладок из массивной древесины на гладкую фугу; г — приклеивание обкладок на вставную
рейку; д, е — приклеивание по кромке профилированных
металлических или пластмассовых раскладок; ж, з, и — облицовывание
бумажно-слоистыми пластиками после предварительного
профилирования плиты (постформинг и софтформинг)
В последние годы все большее значение в дизайне и конструкциях мебели приобретают детали изогнутых, закрутленных форм как
главный декоративный элемент изделия. Это могут быть двери мебели для кухонь и ванных комнат, шкафов для гостиных и прихожих, боковые стенки и двери комодов, тумб, царги столов, спинки кроватей, боковины диванов и кресел. Использование деталей закругленных форм дает возможность не только получить новые архитектурно-художественные решения мебели, но и убрать острые углы, что позволяет повысить безопасность эксплуатации мебели и одновременно создать в помещении гармоничную обстановку.
Для производства современной корпусной мебели применяются гнутые элементы преимущественно из МДФ. Эти плиты имеют гребенки в виде частых прорезей, которые позволяет изгибать плиту на нужный радиус и склеивать из нее детали криволинейных форм. Готовые детали облицовывают или подвергают непрозрачной отделке.
Сборка узлов и агрегатов мебельных изделий. В процессе производства мебель собирают из деталей, узлов и агрегатов. Узел — это обособленная часть изделия, состоящая из деталей. Агрегат — это крупная часть мебели, состоящая из отдельных узлов.
Рамка — это узел, состоящий из продольных и поперечных брусков ( Рис., а). Рамки могут быть изготовлены цельнопрессо-ванными из измельченной древесины, наиболее распространены рамки из отдельных брусков, соединяемых шпильками, нагелями, скобами (
Рис., г, д, е) или при помощи шипов . Проем рамки закрывают стеклом или филенкой. Филенки — это щитки, вложенные внутрь рамки, по форме они бывают плоские или со скошенными кромками, которые называют фигарейными. Филенки делают из фанеры или различных по плотности древесно-волокни-стых плит, облицованных или окрашенных эмалями.
Филенки делают из фанеры или различных по плотности древесно-волокни-стых плит, облицованных или окрашенных эмалями.
Рис. Конструкции и соединения рамок и коробок:
а — рамка брусковая; б — рамка щитовая; в — коробка;
г — соединение шпильками; д — соединение нагелями;
е — соединение скобами
Рис. Основные элементы шиповых соединений:
1 — паз; 2 — гребень; 3 — гнездо круглого шипа; 4 — шип круглый; 5, 11 — шип плоский; 6 — заплечик шипа; 7 — боковая грань; 8 — торцовая грань; 9 — проушина; 10 — гнездо плоского шипа
Разновидностью рамок являются коробки ( Рис., в), при изготовлении которых широкие пласти брусков располагают перпендикулярно к плоскости самой коробки. Детали коробок изготавливают из древесины, плитных материалов, пластмасс, металлического профиля. Их широко применяют в изделиях мебели для формирования корпусов. Коробка, имеющая дно, называется ящиком.
Щиты являются одним из основных формообразующих конструктивных элементов мебели . Используются дощатые щиты из массивной древесины, как правило, с заполнением стру-жечно-клеевой смесью, пенопластом или другим материалом. Находят применение пустотелые щиты, которые представляют собой рамку, оклеенную шпоном, фанерой или древесно-волокнистой плитой. Чтобы обеспечить жесткость щитов, между слоями облицовок кладут реечный заполнитель. Такие щиты легкие, достаточно прочные, имеют низкую звуко- и теплопроводность, однако подвержены большему короблению, чем детали из ДСтП, имеют меньшую жесткость в плоскости, перпендикулярной к пласти, а также волнистость поверхности из-за втягивания облицовок в промежутки между рейками. Пустотелые щиты используют для формирования нелицевых поверхностей мебели — боковых стенок, верхних горизонтальных щитов и др.
Используются дощатые щиты из массивной древесины, как правило, с заполнением стру-жечно-клеевой смесью, пенопластом или другим материалом. Находят применение пустотелые щиты, которые представляют собой рамку, оклеенную шпоном, фанерой или древесно-волокнистой плитой. Чтобы обеспечить жесткость щитов, между слоями облицовок кладут реечный заполнитель. Такие щиты легкие, достаточно прочные, имеют низкую звуко- и теплопроводность, однако подвержены большему короблению, чем детали из ДСтП, имеют меньшую жесткость в плоскости, перпендикулярной к пласти, а также волнистость поверхности из-за втягивания облицовок в промежутки между рейками. Пустотелые щиты используют для формирования нелицевых поверхностей мебели — боковых стенок, верхних горизонтальных щитов и др.
Мебельные щиты с бумажным сотовым заполнением ( Рис., д) позволяют изготавливать прочную, легкую, экологически безопас-
Рис. Конструкции щитов:
а — трехслойный столярный щит; б — рамочный щит со сплошным
заполнением; в — дощатый щит; г — щит из облицованной
древесно-стружечной плиты; д — пустотелый щит с сотовым
заполнением из бумаги
ную мебель. Наиболее эффективно использование щитов с бумажным сотовым заполнением при производстве болылеформатных элементов: дверей шкафов, в том числе шкафов-купе, столешниц, корпусов стеллажей, цокольных опорных коробок и т.п. Полученные детали при небольшой массе имеют повышенную толщину и являются носителями одной из модных тем в мебельном дизайне.
Наиболее эффективно использование щитов с бумажным сотовым заполнением при производстве болылеформатных элементов: дверей шкафов, в том числе шкафов-купе, столешниц, корпусов стеллажей, цокольных опорных коробок и т.п. Полученные детали при небольшой массе имеют повышенную толщину и являются носителями одной из модных тем в мебельном дизайне.
Сотовый заполнитель выпускается на основе непропитанных бумаг и бумаг, обработанных влагозащитными и огнеупорными составами. Высота сотового заполнителя допускается от 5 до 380 мм, диаметр ячейки — от 8 до 25 мм. Щиты с бумажным сотовым заполнением облицовывают декоративными бумажно-слоистыми пластиками, древесно-волокнистыми плитами, фанерой и др. Высокий уровень технических характеристик делает этот материал привлекательным для мебельного производства.
В соответствии с растущим спросом на мебель с криволинейными деталями изготавливают щиты разного радиуса изгиба из клееного блока массивной древесины, которые могут быть облицованы строганым шпоном.
На основе клееного щита из массивной древесины с выпиленными пазами или из нескольких слоев клееного щита получают также криволинейные детали, используемые без облицовки, что подчеркивает красоту и своеобразие текстуры натуральной древесины. Отделка таких деталей осуществляется прозрачными лаками.
Применение малоотходных технологий позволило создать криволинейные гнуто-клееные детали со средним слоем из низкосортной древесины и облицовкой любым натуральным или синтетическим облицовочным материалом.
Внешний вид фасадов корпусной мебели создают в основном двери разнообразных форм и конструкций . Наиболее распространены щитовые двери из древесно-стружечной плиты, облицованной древесным шпоном или пленками на основе пропитанных бумаг. Такие двери делают без элементов декора или с накладным декором. В качестве последнего чаще используют профильные погонажные планки, накладываемые на щит в виде рамок, а также вертикальных или горизонтальных накладок. Получают все большее распространение двери из массивных щитов, склеиваемых из реек. Такие двери имеют вид ровной плоскости или с лицевой стороны обрабатываются по замкнутому контуру методом торцового фрезерования.
Такие двери имеют вид ровной плоскости или с лицевой стороны обрабатываются по замкнутому контуру методом торцового фрезерования.
Распространенным типом дверей являются рамочные, которые в последнее время стали носителем модной формы и поэтому все чаще встречаются в корпусной мебели различного назначения. Рамки дверей делают из массивной древесины или облицованных профилированных реек из МДФ или ДСтП. В рамки вкладывают филенки из облицованной фанеры, ДВП или стекло. В последнее время в соответствии с принятой усложненной формой фасада изделий филенки часто делают из массивного щита с профильной обработкой по периметру или составными: на плоскую основу из облицованной фанеры накладывают профильный элемент из массивного щита. На филенки накладывают декоративные элементы, которые по контуру копируют внутренний профиль рамки .
Возможен вариант рамочно-филенчатой конструкции дверей, при котором форма филенки является не плоской, а профильной, соответствующей современной тенденции формообразования. Такую филенку толщиной 3—4 мм получают методом прессования, при этом не требуются дополнительные накладные элементы. Такой вариант изготовления двери значительно уменьшает ее массу, материало-и трудоемкость.
Такую филенку толщиной 3—4 мм получают методом прессования, при этом не требуются дополнительные накладные элементы. Такой вариант изготовления двери значительно уменьшает ее массу, материало-и трудоемкость.
В зависимости от способа установки двери бывают распашными, раздвижными, откидными, съемными или несъемными. Распаш-
Рис. Конструктивные решения дверей: а — щитовая из облицованной плиты; б — щитовая с накладным
декором в виде рамок; в — щитовая из массивной древесины;
г — щитовая из массивной древесины с декоративной профильной
обработкой лицевой плоскости; д — рамочная с филенкой
из облицованной фанеры, ДВП или застекленная; е — рамочная
с облицованной филенкой и накладным декоративным щитком;
ж — рамочная с филенкой из массивной древесины
или облицованной древесностружечной плиты; з. — рамочная
с тонкой формованной филенкой из шпона
Рис. Фрагменты накладных декоративных рамок со сложным профилем
ные двери различают по положению относительно стенок корпуса.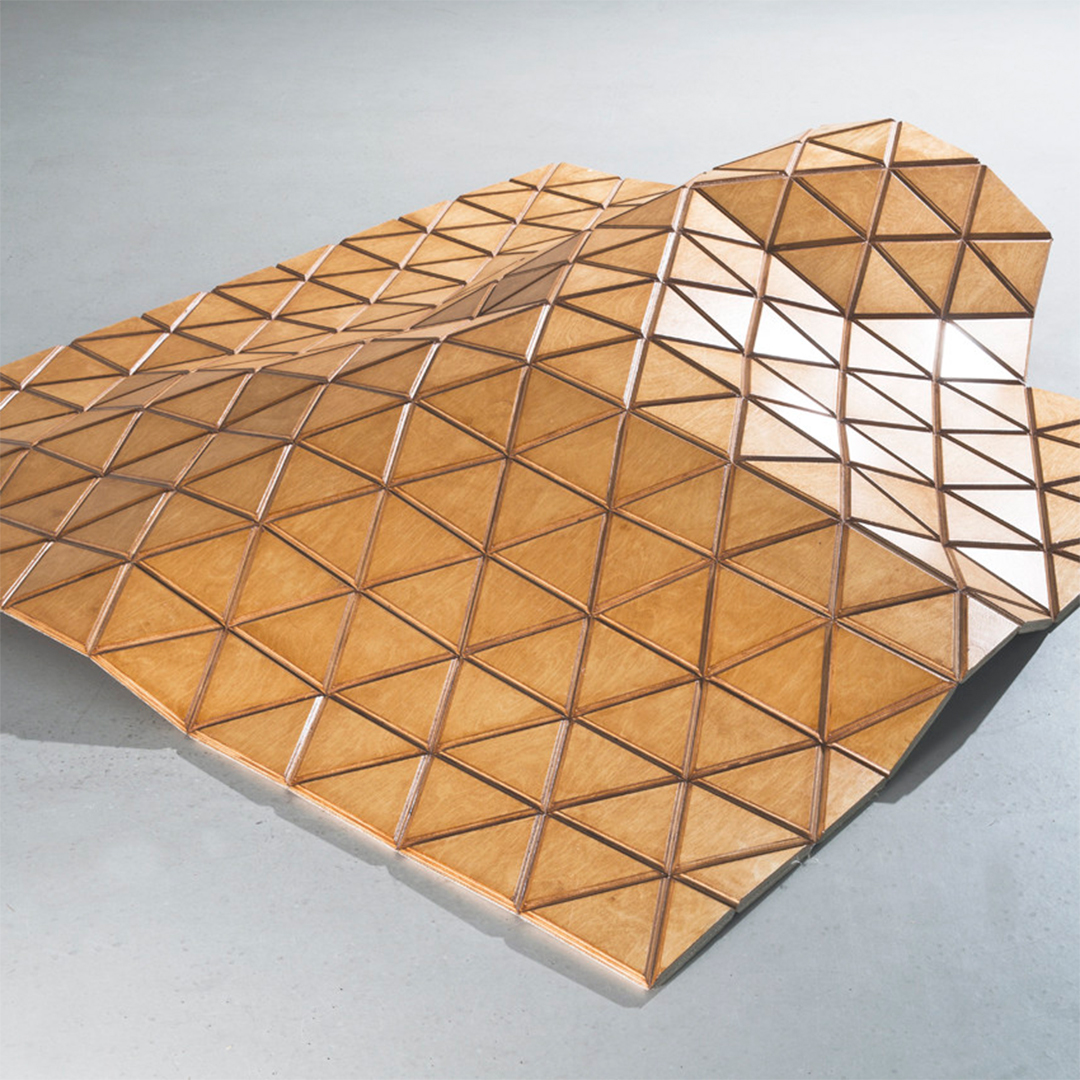 Притворы распашных дверей, т.е. способы их сопряжения со стенками и между собой, могут быть выполнены внакладку, впроем или комбинированно.
Притворы распашных дверей, т.е. способы их сопряжения со стенками и между собой, могут быть выполнены внакладку, впроем или комбинированно.
Раздвижные двери в отличие, от распашных не требуют при открывании свободного пространства. Их устанавливают в специальных направляющих из древесины, пластмассы, металла, а также в пазах, выбранных непосредственно в горизонтальных щитах. Двери больших размеров устанавливают на роликах. Шторные двери являются разновидностью раздвижных. Они представляют собой ряд узких реек, которые наклеены на плотную ткань или нанизаны на тонкую стальную проволоку. Перемещаются двери в специальном фигурном пазе. Откидные двери используют при изготовлении сек-ретерных, барных и антресольных отделений шкафов. В откинутом положении они поддерживаются кронштейнами. Складные двери состоят из отдельных небольших частей, соединенных шарнирно и способных перемещаться в плоскости и вокруг оси.
Каждое изделие мебели должно иметь опоры. При производстве корпусной мебели в качестве опор часто используют вертикальные проходные опорные стенки. Применяют также опорные коробки. Для их изготовления может использоваться древесина хвойных пород или остатки от раскроя древесно-стружечных плит на заготовки.
При производстве корпусной мебели в качестве опор часто используют вертикальные проходные опорные стенки. Применяют также опорные коробки. Для их изготовления может использоваться древесина хвойных пород или остатки от раскроя древесно-стружечных плит на заготовки.
Скамейка — это узел, состоящий из ножек, соединенных вверху царгами. Опорные скамейки изготавливают из древесины, а также из металла или комбинированными (из древесины, металла, пластмассы). Используются скамейки для изготовления стульев и столов. Скамейки и подсадные ножки в последнее время все чаще применяют в качестве опор шкафов, диванов и кресел. Подсадные ножки делают из древесины, металла и пластмассы. Опоры и соединения нижних горизонтальных щитов воспринимают все нагрузки, создаваемые изделиями и хранящимися в них предметами. Эти нагрузки могут быть значительными, поэтому выбор вида опор и способа их крепления имеет большое значение. Опыт показывает, что узел крепления подсадных ножек является одним из наиболее слабых мест изделия.
При изготовлении мебели используются разъемные и неразъемные соединения деталей и узлов. Разъемные соединения выполняются при помощи металлических крепежных деталей: болтов, винтов, гаек, шурупов, стяжек и шарниров. В связи с этим все разъемные соединения делят на подвижные и неподвижные. Неразъемные соединения бывают на гвоздях и на клею: на гладкую фугу .и на шипах,
которые, в свою очередь, подразделяют на угловые, соединения по длине и по кромке.
Склеивание является незаменимой операцией в производстве большинства изделий из древесины. Ассортимент современных клеев широк и разнообразен.
Карбамидоформальдегидные (КФ) смолы и клеи на их основеКФ-смолы представляют собой сиропообразные жидкости с концентрацией 65—70%. Данные смолы являются наиболее распространенными в деревообрабатывающей промышленности (до 80% всей клееной продукции). Широкое применение таких смол и клеев на их основе обусловлено рядом преимуществ: высокая скорость отверждения, низкая стоимость клеев, высокая прочность клеевого шва, слабо выраженный запах и бесцветность клея.
К недостаткам КФ-клеев следует отнести в первую очередь их ограниченную водостойкость и теплостойкость в пределах температур от -40 до +60 С, наличие токсичного компонента — свободного формальдегида, значительную усадку клея, плохое порозаполнение и повышенную корродирующую способность клеев. Эти недостатки обусловливают и область применения соответствующей клееной продукции — только в комнатных или защищенных от атмосферных воздействий условиях.
Меламиновые смолы по сравнению с карбамидоформальдегид-ными дают более развитую трехмерную структуру, что обусловливает более высокую прочность и долговечность клеевого соединения. Их используют как добавку к карбамидным смолам (15—20% от общей массы клея).
Поливинилацетатные (ПВА) клеи представляют собой жидкости белого цвета со слабым запахом уксуса, обладают большой клеящей способностью при склеивании различных материалов. ПВА-клеи относятся к термопластичным клеям, т.е. плавящимся при нагревании. Для склеивания древесины наибольший интерес представляет дисперсия ПВА — взвесь частиц (глобул) поливинилацета-та размером 1—3 мкм в воде.
Преимущества ПВА-клеев заключаются в том, что они не требуют отвердителя и поэтому имеют почти неограниченную жизнеспособность, быстро отверждаются при комнатной и повышенной температуре, отличаются эластичностью и химической стойкостью. Недостатки клея — низкая теплостойкость (до 40—60 °С), текучесть под нагрузкой, низкая водостойкость. Несмотря на эти недостатки, ПВА дисперсия в настоящее время является наиболее приемлемым, экологически чистым связующим для многих деталей мебели и сто-лярно-строительных изделий, эксплуатируемых внутри помещений. Время отверждения при 20 °С составляет 15—30 минут, возможно склеивание теплым способом при времени отверждения до 1 минуты. ПВА-клей дает бесцветный шов.
Возможна добавка к П ВА-дисперсии карбамидной смолы для получения клеевых соединений повышенной водостойкости и теплостойкости:
Клеи-расплавы существенно отличаются от прочих клеев, применяемых в области деревообработки, ввиду очень быстрого отверждения — 3—5 с. Они представляет собой твердые гранулы, которые перед применением расплавляются и отверждаются за счет охлаждения расплава. Клей не содержит растворителей (сухой остаток 100%), не дает усадки, имеет длительный срок хранения, не выделяет вредных веществ.
Клей не содержит растворителей (сухой остаток 100%), не дает усадки, имеет длительный срок хранения, не выделяет вредных веществ.
Недостатки клеев-расплавов — общие для полимеризационных клеев: невысокая водо- и теплостойкость, текучесть под нагрузкой. Очень малое время отверждения определило и сравнительно узкую область применения этих клеев. Это главным образом облицовка кромок ДСтП синтетическим кромочным пластиком на специальных автоматических линиях. Расплавы начали также применять для точечного ребросклеивания шпона ив производстве реечных щитов.
Каучуковые клеи подразделяют на латексные и резиновые.
Латексные клеи — представляют собой коллоидную систему, в которой каучук в виде мельчайших частиц диспергирован в воде. Их преимущество — отсутствие легко воспламеняющихся растворителей, удобство работы. Наиболее распространены латексы на основе сополимера дивинила с метилметакрилатом. Область применения этого клея — приклеивание ПВХ-пленок к щитовым деталям мебели.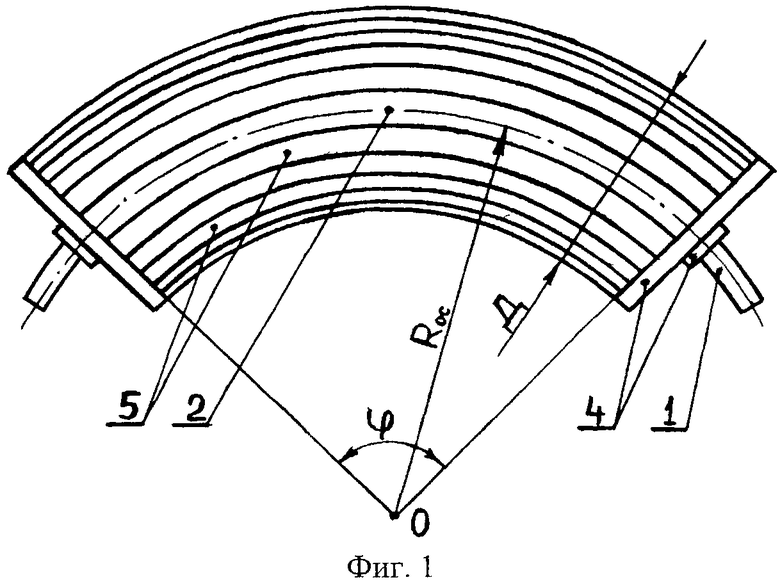 Латексные клеи дают шов с прочностью на 40—60% ниже, чем резиновые.
Латексные клеи дают шов с прочностью на 40—60% ниже, чем резиновые.
Резиновые клеи являются растворами резиновых смесей или каучуков в органических растворителях. Резиновые клеи могут быть вулканизирующимися, где при нагревании макромолекулы каучука связываются между собой с образованием пространственных структур.
В большинстве современных резиновых клеев используют синтетические каучуки в сочетании с модификаторами, мягчителями, антиоксидантами, отвердителями, наполнителями. В качестве растворителей используют этилацетат, ацетон, метилэтилкетон, бензин. Обычное содержание сухих веществ в резиновых клеях 20—30%. Клеи дают
эластичные швы, хорошо противостоящие ударам и вибрации, но не выдерживающие больших нагрузок, так как склонны к текучести.
Кроме клеев названных видов в современном мебельном производстве, ориентированном на ускорение и упрощение процесса изготовления изделий, широкое применение нашли ленты с двусторонним клеящим покрытием.
Основные преимущества использования двусторонней монтажной ленты — простота применения, моментальная фиксация детали, отсутствие дополнительных инвестиций на закупку специального оборудования или инструмента для склеивания деталей традиционными способами.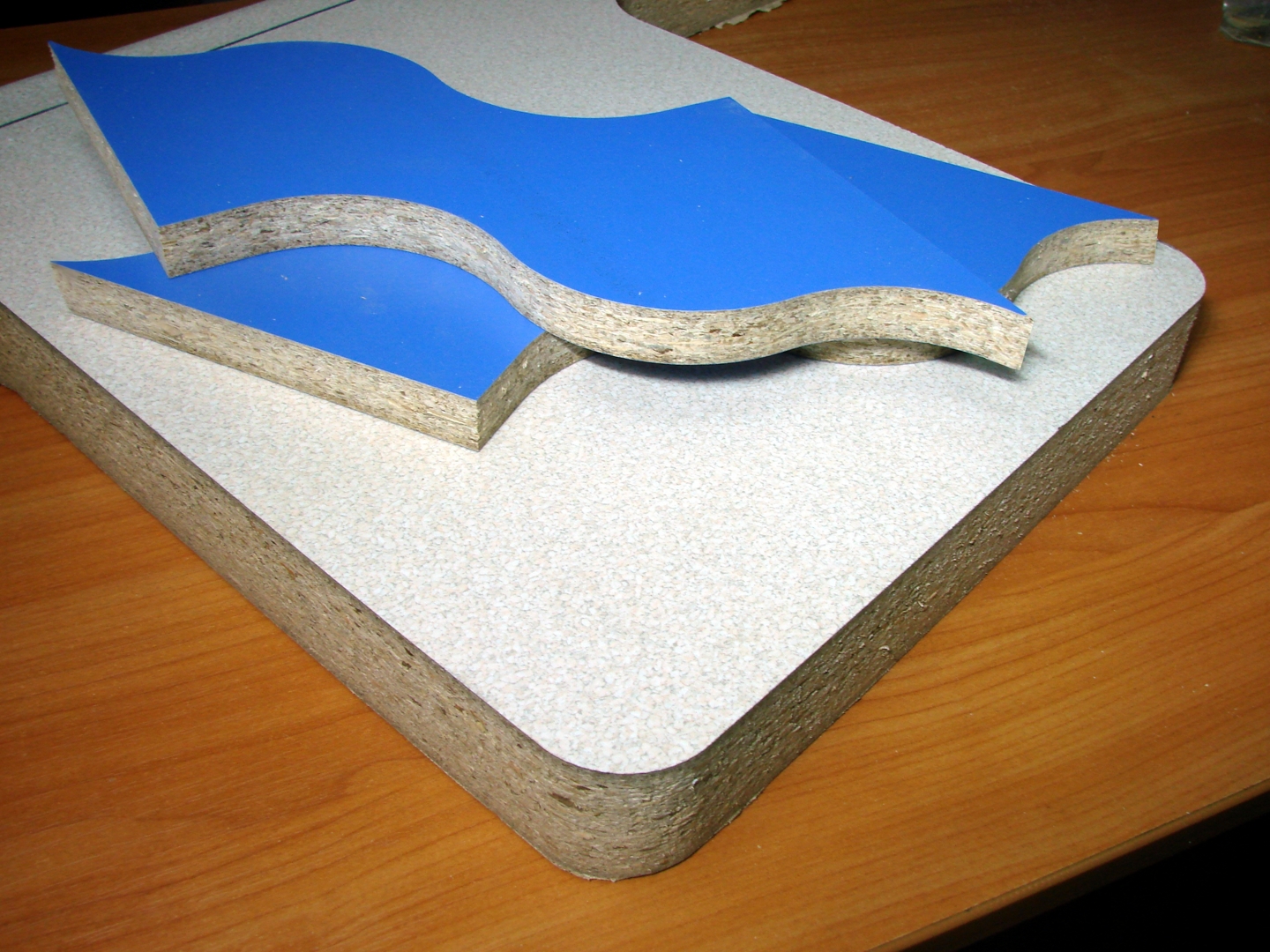 Основная область применения двусторонних лент — приклеивание декоративных раскладок на щитовые детали. Для качественного выполнения этой операции ленты должны иметь прочную основу толщиной не менее 200 мкм и хорошую начальную адгезию. В качестве клеящего вещества используют дающие долговечный шов полиакрилаты. Недорогие ленты на непрочной основе с каучуковым адгезивом неприменимы в мебельном производстве, так как соединение с их использованием быстро разрушается. Наиболее распространены на современном рынке двусторонние клейкие ленты производства компании «ЗМ» — лидера в разработке клеевых технологий.
Основная область применения двусторонних лент — приклеивание декоративных раскладок на щитовые детали. Для качественного выполнения этой операции ленты должны иметь прочную основу толщиной не менее 200 мкм и хорошую начальную адгезию. В качестве клеящего вещества используют дающие долговечный шов полиакрилаты. Недорогие ленты на непрочной основе с каучуковым адгезивом неприменимы в мебельном производстве, так как соединение с их использованием быстро разрушается. Наиболее распространены на современном рынке двусторонние клейкие ленты производства компании «ЗМ» — лидера в разработке клеевых технологий.
При соединении деталей в узлы и агрегаты могут возникать следующие дефекты:
провесы — неровности, образовавшиеся при соединении деталей, поверхность которых должна находиться в одной плоскости;
щели в швах;
неравномерность платиков и свесов. Платики и свесы — это желаемые выступы при соединении деталей; свес имеет размеры 10—50 мм, платик — 2—6 мм по ширине выступающей части;
перекосы — отклонения по горизонтали или вертикали, коробление;
следы клея.
Сборка мебельных изделий. Сборка мебели производится в двух случаях: во-первых, если отделка должна производиться в собранном виде, во-вторых, для доставки мебели в торговую сеть в собранном виде. В собранном виде в торговую сеть поступают письменные и журнальные столы, тумбы, мягкая мебель и некоторые другие изделия. В процессе сборки возможно появление следующих дефектов: перекосы, недостаточная жесткость и шатание изделий, зазоры в проемах для дверей и ящиков и др.
Процесс сборки корпусной мебели. Различают следующие этапы сборки: предварительный этап, общая сборка, окончательная сборка.
1. Вначале на мебельные щиты крепится лицевая и крепежная фурнитура: замки, защелки, петли и т.д. Далее собирают узлы из , деталей.
2. Общая сборка производится из деталей и узлов. При изготовлении шкафа собирают сначала его низ, при этом на щит основания или на скамейку с помощью шкантов или стяжек ставят боковые стенки или перегородку. Аналогично крепят верхнюю часть с помощью стяжек или шкантов. После того как каркас собран, на шурупах крепят заднюю стенку. После этого навешивают дверки и вставляют ящики. Если сборка производилась с помощью клея, то изделие для принятия правильного положения обжимается в специальных станках — ваймах.
После того как каркас собран, на шурупах крепят заднюю стенку. После этого навешивают дверки и вставляют ящики. Если сборка производилась с помощью клея, то изделие для принятия правильного положения обжимается в специальных станках — ваймах.
3. Окончательная сборка включает: крепление ручек, установку заглушек и колпачков, комплектование полками и стеклами. При заключительной отделке производят освежение поверхностей полирующими составами. Заключительным этапом является упаковка мебели.
Сборка мягкой мебели. Технологический процесс производства мягкой мебели включает следующие этапы: изготовление каркасов или оснований, облицовка каркасов, изготовление ящичных мебельных элементов.
Каркасы или основания могут быть следующих видов:
жесткие — изготавливаются из цельной древесины или ДСтП в виде рамок или коробок с жестким настилом из ДВП или фанеры;
гибкие основания — имеющие раму или коробку с натянутой металлической сеткой или тканым полотнищем;
эластичные основания — это рамка или коробка с пружинными элементами или эластичными лентами.
Сначала каркасы облицовывают покровными материалами, например мешковиной, затем облицовочными материалами. Часто их прошивают декоративными стежками совместно с мягким настилом. К качеству выполнения этой операции предъявляются следующие требования: облицовочная ткань, хорошо натянутая, без перекосов, должна быть прикреплена к основанию гвоздями, скрепами или клеем.
Мягкие элементы бывают трех типов:
1. Пружинные на каркасе основания. При этом сначала формируется жесткое основание, затем на него крепятся пружинные блоки. Блоки покрываются покровной тканью, затем настилочным материалом, который простегивается, покрывается вторичным настилочным слоем и облицовывается.
2. Беспружинные мягкие элементы на каркасе основания — это мягкие элементы из поролона или латексной губки, пенополиви-нилхлорида, каучука, которые после облицовки накладываются на жесткое основание.
3..Мягкие элементы без каркаса основания. Примерами их служат матрацы, диванные подушки, тюфяки — бескаркасные матрацы, представляющие собой мешок, набитый эластичным материалом и обычно простеганный.
В основном в торговую сеть мебель поступает в деталях и сборочных единицах для предварительной сборки. Детали и сборочные единицы комплектуются и нумеруются одним номером, чтобы избежать дефекта «разнооттеночность». После подбора комплекты в соответствии со спецификацией упаковываются в коробки из плотного картона или деревянные ящики с прокладыванием бумаг, куда вкладывается инструкция по сборке.
Преимущества доставки мебели в торговлю в разобранном виде заключаются в следующем:
более чем в три раза увеличивается число изделий, загружаемых в вагон или автомашину;
на 40% уменьшается расход упаковочных бумаг;
на 50% сокращается расход пиломатериалов, идущих на упаковку.
3.1.3. Трудовая функция / КонсультантПлюс
3.1.3. Трудовая функция
Наименование | Выполнение формовочных и гуммировочных работ по чертежам деталей простой конфигурации | Код | A/03. | Уровень (подуровень) квалификации | 2 |
 2
2Происхождение трудовой функции | Оригинал | X | Заимствовано из оригинала | ||
Код оригинала | Регистрационный номер профессионального стандарта |
Трудовые действия | Выполнение шаблонов для изготовления плоских деталей из резины, стеклопластика криволинейной формы |
Съем простых стеклопластиковых изделий с оснастки | |
Защита необлицовываемых поверхностей конструкций бумагой, пленкой, удаление защиты | |
Нанесение и снятие разделительных составов (поливиниловый спирт, восковые составы) | |
Защита резиновыми ковриками любых покрытий | |
Сушка кварцевого песка | |
Маркировка изготовленных изделий по шаблонам | |
Необходимые умения | Применять средства индивидуальной защиты |
Размечать плоские изделия криволинейной формы по шаблонам | |
Наносить маркировку на изделия по шаблонам | |
Необходимые знания | Принципы технологического процесса облицовки судовых изделий и конструкций резиновыми и стеклопластиковыми материалами, формования стеклопластиковых изделий контактным методом, приформовки набора и заформовки металлических деталей |
Назначение и правила хранения применяемых материалов: резиновые и стеклопластиковые материалы, материалы для изготовления покрытий (клеи, герметики, компаунды, краски, разделительные составы) | |
Приемы резки и контуровки изделий простой конфигурации | |
Правила пользования измерительным инструментом | |
Требования к сушке кварцевого песка и резины | |
Другие характеристики | — |
Открыть полный текст документа
6 основных операций по обработке древесины на станках
Содержание:
- 1.
 Пиление
Пиление - 2. Строгание
- 3. Фрезерование
- 4. Сверление
- 5. Точение
- 6. Шлифование
Два типа станков для пиления, три вида для строгания, четыре – для шлифования. Все они могут использоваться на предприятиях по производству мебели, так как процесс ее изготовления состоит из множества этапов. Для выпуска погонажных изделий потребуется одна или две распиливающие машины.
Выбор домашнего мастера также определяется задачами, которые он будет выполнять. В любом случае важно, чтобы оборудование обеспечивало качественный результат работы. Поэтому мы расскажем вам, какие деревообрабатывающие станки и оборудование лучше использовать для основных операций, существующих в деревообработке.
Пиление
Разделение материала на части – начало начал в деревообработке. И на лесопильных предприятиях, в мебельном производстве, в строительстве. Станки позволяют быстро получать заготовки требуемого размера с наименьшим количеством опилок. Для пиления применяют два вида машин: ленточные и дисковые. Их выбор зависит от задач, которые планируется выполнять.
Их выбор зависит от задач, которые планируется выполнять.
Например, для распиливания длинных заготовок вдоль по толщине применяют горизонтальные ленточные станки. То есть из одной толстой доски с их помощью можно сделать две, такой же длины, но более тонкие. Эту работу выполняет однопильный ленточно-делительный станок, например, High Point HP-12.
Агрегаты с двумя пильными лентами, аналогичным образом распиливают доску или брус на три части. У них две замкнутые ленты вращаются на шкивах. Такой станок называется двупильным ленточно-делительным. Как и в однопильном, в нем, кроме главного движения, реализовано движение подачи, что обеспечивает высокую производительность. Горизонтальные ленточные станки применяют на предприятиях, выпускающих погонажные изделия, щиты, обрабатывающих горбыль.
В столярном деле для изготовления мебели, окон, элементов внутренней и наружной отделки дома применяют готовые доски, бруски. Их распиливают вдоль и поперек, чтобы получить заготовки нужного размера для последующей обработки. Для этого применяют вертикальные ленточные пилы. Они оборудованы одной режущей лентой. Скорость ее движения можно регулировать, в зависимости от особенностей обрабатываемой древесины, размеров заготовки и рекомендаций производителя ленты. Для выбора режима резания пользуются справочниками — правильный подбор скорости обеспечивает высокую производительность и долгий срок службы оснастки. Подача заготовки осуществляется вручную. Это позволяет выполнять не только прямолинейные, но и криволинейные распилы.
Для этого применяют вертикальные ленточные пилы. Они оборудованы одной режущей лентой. Скорость ее движения можно регулировать, в зависимости от особенностей обрабатываемой древесины, размеров заготовки и рекомендаций производителя ленты. Для выбора режима резания пользуются справочниками — правильный подбор скорости обеспечивает высокую производительность и долгий срок службы оснастки. Подача заготовки осуществляется вручную. Это позволяет выполнять не только прямолинейные, но и криволинейные распилы.
Расходные материалы для станков поставляются отдельными полосами. Перед установкой ленту нужно спаять в круг. На крупных предприятиях для этого используется специальный электрический аппарат для контактной стыковой сварки. В мастерских применяют клещи для точечной сварки или паяльную лампу. Припой может быть медным, латунным или серебряным.
Распиливать заготовки из дерева вдоль, поперек и под углом удобно с помощью циркулярных (распиловочных) станков. Их режущий инструмент – пильный диск. Он выступает над рабочим столом. Оператор продвигает заготовку к нему и выполняет распил. На крупных предприятиях дисковые пилы используются на вспомогательных операциях, так как на основных применяют машины с автоматической подачей заготовки. В мастерской циркулярная пила – один из основных инструментов, но и ленточнопильные установки также популярны. Если вы не знаете, что из этих станков купить, воспользуйтесь таблицей, где выделены возможности этих устройств.
Он выступает над рабочим столом. Оператор продвигает заготовку к нему и выполняет распил. На крупных предприятиях дисковые пилы используются на вспомогательных операциях, так как на основных применяют машины с автоматической подачей заготовки. В мастерской циркулярная пила – один из основных инструментов, но и ленточнопильные установки также популярны. Если вы не знаете, что из этих станков купить, воспользуйтесь таблицей, где выделены возможности этих устройств.
| Возможности | Ленточнопильный станок | Циркулярный станок |
| Криволинейный пропил | да | нет |
| Глубина пропила | До 400 мм | До 127 мм |
| Пропил в середине детали | нет | да |
| Замена расходных материалов | требуется пайка | Диск легко заменить новым, оснастка всегда есть в продаже. |
Строгание
Для устранения дефектов материала — шероховатостей, рисок, покоробленности, для придания заготовки нужного размера — выполняют строгание. В ходе этого процесса резец или ножи снимают слой материала, в результате обработки получается гладкая поверхность. При изготовлении мебели ее затем шлифуют, а в строительстве часто ограничиваются одним строганием. Операция выполняется вручную или механически. В последнем случае достигается наибольшая производительность.
Для механической обработки заготовок применяют строгальные, фуговальные и рейсмусные станки. Первые два имеют схожее устройство (ножевой вал у них находится под рабочим столом) и назначение. Заготовку вручную подают к ножам, затем, поворачивают на бок, и, ведя обработанной стороной вдоль направляющей, выполняют строгание в угол. Большее число ножей в фуговальной машине обеспечивает лучшее качество обработки по сравнению с простым строгальным станком. Поэтому в производственных условиях предпочтение отдается устройствам фуговальным, а для домашней мастерской можно приобрести более дешевый по цене строгальный станок.
У рейсмуса ножевой вал находится над столом. С его помощью выполняют строгание заготовки в размер, т. е. можно быстро получить доску или брусок определенной толщины и с гладкой поверхностью. Сторона, по которой она базируется должна быть предварительно отфугована. Поэтому на предприятиях часто используют и фуговальный, и рейсмусный станки. Существуют устройства, на которых можно выполнить обе операции, они подходят для небольших цехов и мастерских.
Фрезерование
Основное назначение операции – обработка кромок плоских деталей, что наиболее востребовано в мебельном производстве. Фрезерованием получают фасонный профиль, который украшает фасады и двери предметов интерьера. Кроме обработки деталей по внутреннему и внешнему контуру, отделки кромок, с помощью фрез нарезают шипы, калевки, проушины.
Все эти работы можно выполнить на вертикальном фрезерном станке. У него ось шпинделя проходит перпендикулярно поверхности рабочего стола. Оборудование применяется для изготовления строительных материалов (вагонка, плинтусы), окон и дверей (наличники, филенка), в мебельном производстве. Некоторые вертикальные фрезерные станки оснащаются шипорезной кареткой. С ее помощью подготавливают детали для соединения на шипы.
Некоторые вертикальные фрезерные станки оснащаются шипорезной кареткой. С ее помощью подготавливают детали для соединения на шипы.
В серийном производстве требуется изготавливать детали с одинаковым криволинейным контуром в большом количестве. Быстрее и с максимальной точностью эту задачу можно выполнить, если фрезеровать заготовки по шаблону. Для этого применяют копировально-фрезерные станки. Они работают следующим образом: шаблон устанавливают внизу заготовки, где об его край упирается копир. Фреза опускается на обрабатываемую деталь сверху на требуемую глубину. Заготовки перемещают вдоль копира. Таким образом, можно обрабатывать доски, фанеру. Оборудование применяется в мебельном производстве для изготовления деталей с арками, орнамента. При выборе станка обращают внимание на размеры стола и ход шпинделя, которые должны соответствовать размерам заготовок.
Сверление
Для соединения деталей в заготовках выполняют сквозные и глухие отверстия. Для этой операции точность важна не меньше, чем для всех остальных. В частности из-за отклонений могут возникнуть проблемы при сборке мебели. В цехах и мастерских дрель используют редко. Сверление выполняют на станках, так как они обеспечивают требуемую точность. Оператору работать на них легче. Даже от самой маленькой дрели при больших объемах работы руки оператора устают.
В частности из-за отклонений могут возникнуть проблемы при сборке мебели. В цехах и мастерских дрель используют редко. Сверление выполняют на станках, так как они обеспечивают требуемую точность. Оператору работать на них легче. Даже от самой маленькой дрели при больших объемах работы руки оператора устают.
Среди машин самые востребованные — вертикально-сверлильные станки. У них шпиндель расположен вверху, рабочий стол можно поднять или опустить вниз. Эти устройства можно увидеть в домашних и ремесленных мастерских, на производстве. У некоторых моделей стол может поворачиваться под углом 45 градусов, что позволяет выполнять наклонное сверление. При выборе станка значение имеет его высота, от нее зависит, какого размера заготовку можно будет обработать.
При отсутствии в мастерской фрезерного оборудования гнезда и пазы в заготовках можно изготовить на сверлильной машине. Но лучше с этой работой справится долбежный станок, на котором применяются специальные резцы. С их помощью также выполняют прямоугольные отверстия и шипы. Но нужно отметить, что после долбления может потребоваться доработка, так как по качеству реза этот процесс уступает фрезерованию. Выбирая долбежный станок, учитывайте, что большие возможности по обработке можно получить с такими функциями, как наклон рабочего стола, дополнительные опоры. Например, можно делать углубления для дверных замков и выемки для соединения деталей.
Но нужно отметить, что после долбления может потребоваться доработка, так как по качеству реза этот процесс уступает фрезерованию. Выбирая долбежный станок, учитывайте, что большие возможности по обработке можно получить с такими функциями, как наклон рабочего стола, дополнительные опоры. Например, можно делать углубления для дверных замков и выемки для соединения деталей.
Точение
Заготовки, являющиеся телами вращения, обрабатывают на токарных станках. В результате они приобретают цилиндрическую, коническую или сложную форму. Мастера вытачивают деревянную посуду, игрушки, балясины для лестниц, детали для мебели и многое другое.
Токарные станки выпускаются в настольном и напольном исполнении. Первые предназначены для использования в быту, они рассчитаны на обработку деталей длиной не более 1 метра.
Шлифование
Чтобы сделать поверхность гладкой, ее обрабатывают абразивами: шкуркой или кругом. Если использовать ручные инструменты, работа займет много времени. Если деталь большая, процесс может растянуться на час. Время, которое потратит станок на туже задачу, исчисляется секундами. Поэтому он незаменим на крупном предприятии и в ремесленной мастерской, где шлифовать нужно много. Кроме того, механизация этого процесса обеспечивает стабильно высокое качество продукции — в ручном труде результат в большей степени зависит от мастерства исполнителя.
Если деталь большая, процесс может растянуться на час. Время, которое потратит станок на туже задачу, исчисляется секундами. Поэтому он незаменим на крупном предприятии и в ремесленной мастерской, где шлифовать нужно много. Кроме того, механизация этого процесса обеспечивает стабильно высокое качество продукции — в ручном труде результат в большей степени зависит от мастерства исполнителя.
Существует несколько разновидностей шлифовальных станков.
| Название | Назначение |
| Барабанные | Листы, щиты, доски по пласти. |
| Дисковые | Бруски, рейки, планки под прямым или углом от 0 до 45 градусов, подходят для мастерских. |
| Кромкошлифовальные | Обработка кромки по длине в мебельном производстве. |
| Комбинированные | Шлифование заготовки по пласти, кромке и в угол. |
| Осцилляционные | Обработка криволинейных поверхностей, цилиндрических деталей. |
Для шлифования поверхности деталей мебели из массива древесины или из древесностружечных плит, облицованных натуральным шпоном, применяют барабанный станок. Эта операция обеспечивает красивый внешний вид изделий (фасадов, дверей). Для обработки торцов и кромок деталей мебели, заготовок для строительства используют дисковые, кромкошлифовальные, комбинированные и осцилляционные станки. Важное отличие последних – максимально удобный процесс шлифовки выгнутых и вогнутых поверхностей. Он осуществляется за счет втулки или валика, установленной на вертикальном шпинделе.
Любую шлифовальную машину выбирают в соответствии с максимальной длиной, шириной и толщиной ваших заготовок. Значение имеет и производительность, которой обладает та или иная модель. Она определяется мощностью двигателя и скоростью движения ленты. Например, у барабанных станков, которые применяют для серийного производства крупных деталей на фабриках, мощность составляет 5,5 – 18 кВт. Для выпуска единичной продукции в мастерских покупают установки на 1,3-2,3 кВт.
Для выпуска единичной продукции в мастерских покупают установки на 1,3-2,3 кВт.
В интернет-магазине «ВсеИнструменты.ру» вы можете приобрести оборудование, которое наилучшим образом справится с вашими задачами. Станки помогут вам выпускать высококачественную продукцию и увеличить объемы ее производства. А сотрудничая с нами, вы сбережете средства при покупке за счет низких цен и получите свой заказ в максимально короткий срок.
Сайт домашнего мастера, справочник
стр. 1 2
В конструкциях изделий из древесины применяют различные по формам детали. Деталь — это изделие, изготовленное из однородного материала, без применения сборочных операций. В деревообработке, в соответствии со стандартом (ГОСТ 15024-79), к деталям относятся также изделия, полученные путем соединения клеем отдельных заготовок из древесины. Таким образом, деталью, например, являются несклеенный и склеенный брусок, склеенный щит, форма и размеры которых заданы чертежом. По форме детали могут быть прямолинейные и криволинейные, цельные и клееные. Прямолинейные, цельные, широкие детали более подвержены короблению, чем клееные. Поэтому отношение ширины цельной детали к ее толщине (рис. 3 а) рекомендуется не более 3:1. Так, при толщине цельной детали 40 мм, ее ширина должна быть не более 120 мм. В деталях, склеиваемых по ширине (рис. 3 6), применение узких делянок позволяет получить детали, которые меньше подвержены короблению, чем детали, склеенные из широких делянок. Оптимальной считается делянка, у которой отношение толщины к ширине не превышает 2:3. Так, при толщине делянки 40 мм ее ширина должна быть не более 60 мм (40:2×3). Однако применение узких делянок приводит к повышенному расходу материалов.
По форме детали могут быть прямолинейные и криволинейные, цельные и клееные. Прямолинейные, цельные, широкие детали более подвержены короблению, чем клееные. Поэтому отношение ширины цельной детали к ее толщине (рис. 3 а) рекомендуется не более 3:1. Так, при толщине цельной детали 40 мм, ее ширина должна быть не более 120 мм. В деталях, склеиваемых по ширине (рис. 3 6), применение узких делянок позволяет получить детали, которые меньше подвержены короблению, чем детали, склеенные из широких делянок. Оптимальной считается делянка, у которой отношение толщины к ширине не превышает 2:3. Так, при толщине делянки 40 мм ее ширина должна быть не более 60 мм (40:2×3). Однако применение узких делянок приводит к повышенному расходу материалов.
Коробление плоских клееных конструкций из массива древесины (плиты) зависит и от расположения волокон и направления годичных слоев древесины в делянках, из которых должно быть склеена конструкция, а также от размера делянок. Клееная конструкция из широких делянок тангентальной распиловки с расположением годичных слоев в одном направлении коробится «корытом», но имеет гладкую поверхность (рис. 3 в). Если годичные слои в делянках тангентальной распиловки расположены попеременно в разных направлениях, то клееная конструкция имеет волнообразную поверхность (рис. 3 г). При расположении в делянках радиальной распиловки годичных слоев перпендикулярно плоскости делянки клееная конструкция не коробится, однако ее поверхность не будет ровной из-за неодинаковой усушки эаболомной и сердцевинной частей делянки (рис. 3 д, е).
Клееная конструкция из широких делянок тангентальной распиловки с расположением годичных слоев в одном направлении коробится «корытом», но имеет гладкую поверхность (рис. 3 в). Если годичные слои в делянках тангентальной распиловки расположены попеременно в разных направлениях, то клееная конструкция имеет волнообразную поверхность (рис. 3 г). При расположении в делянках радиальной распиловки годичных слоев перпендикулярно плоскости делянки клееная конструкция не коробится, однако ее поверхность не будет ровной из-за неодинаковой усушки эаболомной и сердцевинной частей делянки (рис. 3 д, е).
Крупные по сечению детали (рис. 3 ж), склеенные из подобранных по направлению годичных слоев делянок, менее подвергаются деформации, чем бруски, изготовленные из целой древесины. Однако влажность делянок для деталей, эксплуатируемых внутри отапливаемых помещений, должна быть не более нижнего рекомендуемого предела (6%). При применении делянок высокой влажности не исключено растрескивание деталей, эксплуатируемых вблизи радиаторов отопления. Менее подвергаются растрескиванию пустотелые детали, склеенные из тонких делянок (рис. 3 з, и). Как уже отмечалось, перепад влажности в тонких сортаментах невелик и быстро выравнивается по толщине сортамента.
Менее подвергаются растрескиванию пустотелые детали, склеенные из тонких делянок (рис. 3 з, и). Как уже отмечалось, перепад влажности в тонких сортаментах невелик и быстро выравнивается по толщине сортамента.
Криволинейные детали в условиях домашних мастерских изготовляются выпиль-ными (по шаблону) из цельных заготовок, склеиванием в жестких шаблонах и гнутопро-пильными.
При изготовлении выпильных деталей необходимо правильно учитывать волокнистое строение древесины, ток как всякое перерезание ее волокон уменьшает прочность изготовленной из нее детали. Если, например, принять предел прочности при сжатии вдоль волокон прямолинейных деталей за 100%, то потеря прочности криволинейной детали вследствие изменения угла между действующей силой и направлением волокон будет иметь следующую зависимость (по В А. Куликову):
Угол наклона волокон, град. -3 ——5—- 10—— 15 —45
Потеря прочности, % ——— 2-3— 4-8 —8-15 —10-28 —50
В гнутоклееных деталях из шпона (рис.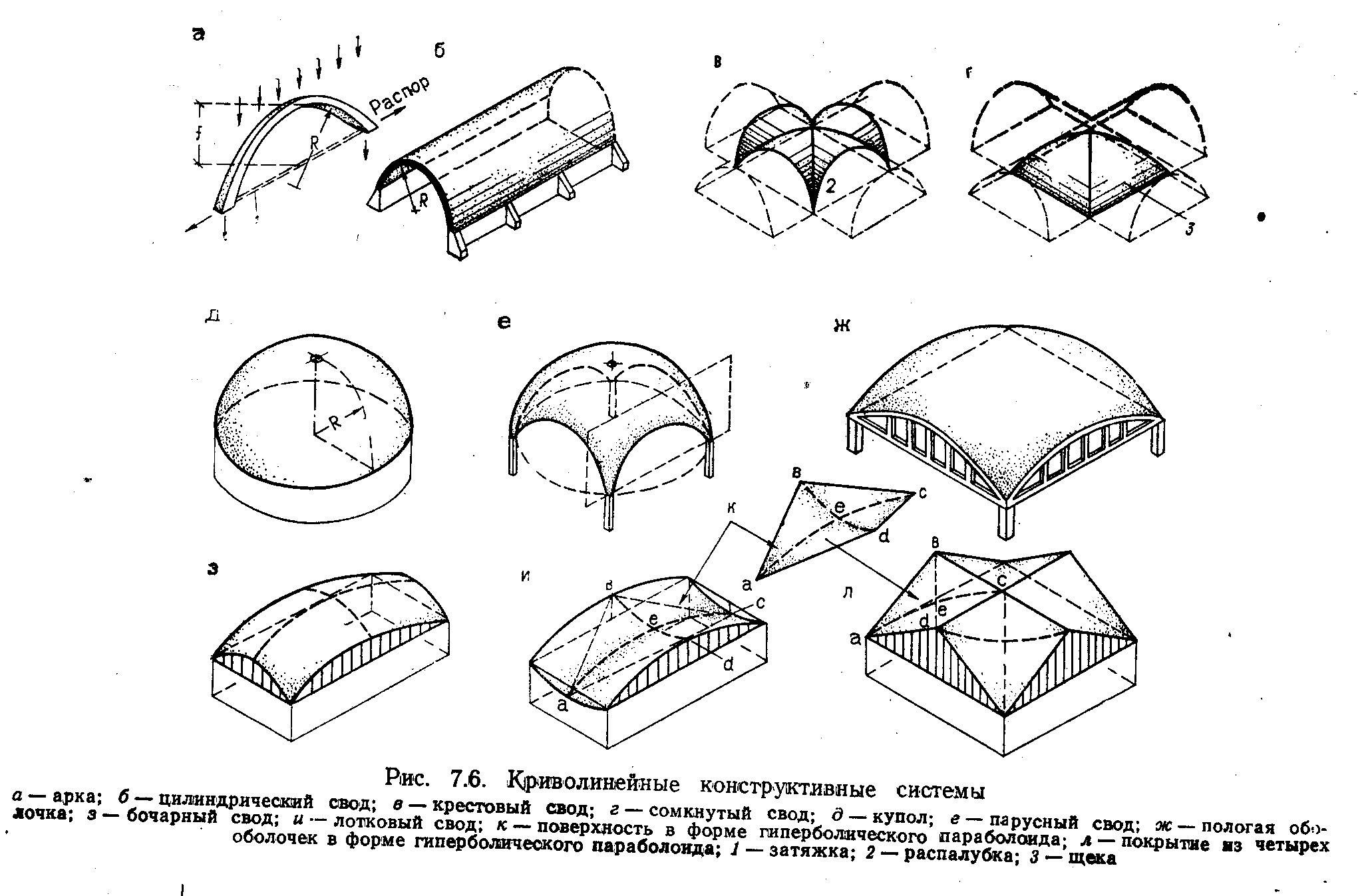 4 а) направление волокон в слоях шпона может быть как взаимно перпендикулярным, так и одинаковым. Изгиб шпона, при котором волокна древесины остаются прямолинейными, называется изгибом поперек волокон, о при котором волокна изгибаются — изгибом вдоль волокон.
4 а) направление волокон в слоях шпона может быть как взаимно перпендикулярным, так и одинаковым. Изгиб шпона, при котором волокна древесины остаются прямолинейными, называется изгибом поперек волокон, о при котором волокна изгибаются — изгибом вдоль волокон.
При конструировании гнутоклееных деталей из шпона, несущих при эксплуатации значительные нагрузки (ножки стульев), рациональны конструкции с изгибом вдоль волокон во всех слоях. Жесткость таких деталей значительно выше, чем деталей с взаимно перпендикулярным направлением волокон древесины.
С взаимно перпендикулярным направлением волокон в слоях шпона конструируют гиутоклееные детали толщиной до 10 мм, не несущие больших нагрузок при эксплуатации, например стенки ящиков. В этом случае они меньше подвержены формоизменяемости. Наружный слой таких деталей должен иметь долевое направление волокон (изгиб вдоль волокон), так как при изгибе поперек волокон в местах изгиба появляются мелкие долевые трещины, которые затрудняют отделку изделия. При конструировании гнутоклееных деталей из шпона, несущих при эксплуатации значительные нагрузки, необходимо учитывать, что гнутоклееная деталь при эксплуатации лучше работает на сгиб, чем на разгиб. Предел прочности гнутоклее-ной детали при сгибе примерно в 2,5 раза больше, чем при разгибе. Поэтому, если в конструкции изделия гнутоклееная деталь работает на разгиб, ее деформация должна быть ограничена. Обычно толщина гнутоклееных деталей составляет 3-30 мм, угол изгиба 90-135″, радиус кривизны не менее 15 мм.
При конструировании гнутоклееных деталей из шпона, несущих при эксплуатации значительные нагрузки, необходимо учитывать, что гнутоклееная деталь при эксплуатации лучше работает на сгиб, чем на разгиб. Предел прочности гнутоклее-ной детали при сгибе примерно в 2,5 раза больше, чем при разгибе. Поэтому, если в конструкции изделия гнутоклееная деталь работает на разгиб, ее деформация должна быть ограничена. Обычно толщина гнутоклееных деталей составляет 3-30 мм, угол изгиба 90-135″, радиус кривизны не менее 15 мм.
Гнутье фанеры (рис. 4 6) возможно до небольших радиусов кривизны:
Толщина фанеры, мм —————-2,5 -3 —4
Допустимый радиус кривизны, мм —30 —37 —50
Гнутье с одновременным склеиванием цельной массивной древесины (рис. 4 а) в жестких шаблонах применяется в основном из тонких планок (2-5 мм). Допустимые соотношения h/R (где h — толщина изгибаемой планки, R — внутренний радиус) не более: для березы- 1/50-1/60; ели 1/46-1/57; бука, дуба — 1/46; вяза- 1/31.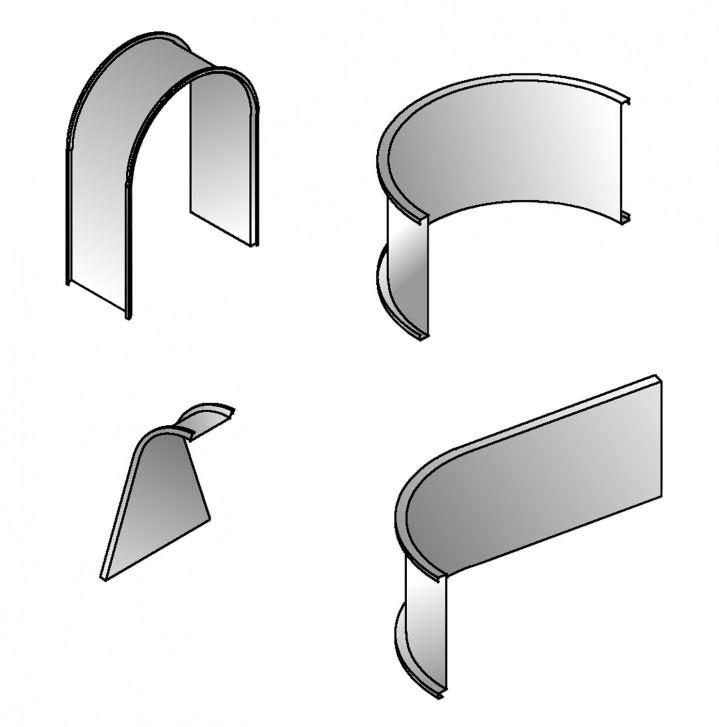
Гнутопропильиыми (рис. 4 г) называются заготовки, у которых изогнута концевая часть. В заготовках делают пропилы строгальными пилами толщиной до 2,5 мм, в которые вставляется шпон. Длина пропила несколько больше длины изгибаемой части. Ширина пропила h; больше на 0,1-0,2 мм толщины вставок из шпона. Расстояние между пропилами 1,5-3 мм, толщина крайних элементов h, = 1,5 мм. При этих условиях внутренний радиус гнутья до 10 мм.
Шиповые соединения. Шиповые соединения являются основным видом столярных вязок при изготовлении изделий из древесины. Кроме шиповых, применяют различные соединения стяжками, винтами и др., конструкция которых описана в соответствующих разделах книги. Основными элементами шиповых соединений, или вязок (рис. 5), являются шипы 3, 4, проушина 5, гнезда 6, 7, шпунт 1 и гребень 2.
В зависимости от формы шипы бывают плоские, трапециевидные и круглые, в зависимости от конструкции — цельные, выполненные заодно с деталью, и вставные, изготовляемые отдельно. Вставные круглые шипы называются шкантами, вставные плоские шипы,
Вставные круглые шипы называются шкантами, вставные плоские шипы,
проходящие по всей длине соединяемых деталей, — рейками или шпонками. Применение вставных шипов позволяет экономить 6-10% древесины соединяемых деталей.
Плоские и трапециевидные шипы имеют боковые грани, называемые щечками; срезанные торцовые части бруска, образующие шипы, называются заплечиками, торцовая часть самого шипа называется торцом. Длина шипа — это расстояние от заплечиков до его торца; толщина шипа — размер между заплечиками или щечками; ширина шипа — поперечный размер щечки. Боковые стенки проушины также называются щечками.
Шпунтом принято называть небольшое углубление, чаще всего прямоугольной формы, выбранное в детали. Прямоугольный выступ другой детали, входящей в шпунт, называется гребнем.
Угловые соединения. Эти соединения могут быть концевыми, серединными и ящичными. В таблице 1 приведены угловые соединения, применяемые в изделиях из древесины.
При концевой и серединной вязках детали в зависимости от толщины и назначения могут соединяться одинарным или двойным (№ 1-5) сквозным или несквозным шипом. Увеличение числа шипов увеличивает площадь склеивания, отчего прочность соединения повышается.
Угловые соединения с потомком и полупотемком (№ 6-9) применяют в случаях, когда необходимо предохранить соединения от выворачивания брусков при сборке. Соединения с несквозным шипом применяют в конструкциях, где нельзя допустить открытого торца шипа.
Угловые соединения на ус (№ 10-11) позволяют скрыть торцы деталей, однако по сравнению с предыдущими соединениями имеют меньшую прочность и более сложны в изготовлении. Для увеличения прочности могут применяться соединения двойным вставным шипом.
стр. 1 2
|
8 (916) 934-09-47 WhatsApp: +7(916) 934-09-47 Viber: +7(916) 934-09-47 E-mail: |
Отрезка (разрезка) — разделительная операция, которая выполняется с помощью ручных ножниц для металла, гильотинных стуловых ножниц (для материала толщиной свыше 1,5 мм) или зубила… Отрезка (разрезка) — разделительная операция, которая выполняется с помощью ручных ножниц для металла, гильотинных стуловых ножниц (для материала толщиной свыше 1,5 мм) или зубила. Если рисунок симметричный, то вычерчивают его на предварительно размеченную поверхность листа и обводят чертилкой (тонкий, острозаточенный стальной стержень). После этого перемещают фрагмент на определенный угол, опять обводят и так до тех пор, пока не будет получен весь рисунок. Когда рисунок полностью нанесен на металлический лист, то ножницами начинают его обрезать. Если рисунок сложный, то в узловых местах можно предварительно просверлить отверстия диаметром 3 — 5 мм или процесс обрезки проводить частями — от наиболее простых участков к сложным. В тех случаях, когда невозможно вырезать весь контур рисунка ножницами, применяют различные по размерам и форме режущей кромки зубила, а затем дорабатывают контур надфилями. Просечка — образование внутренних отверстий различных форм в, заготовке, обычно осуществляется зубильцами с Прямым или радиусным лезвием. Большие формы могут вырезаться специальными криволинейными ножницами. Просечка и вырубка — основные операции при изготовлении просечных железных украшений из кровельного железа или из тонкой листовой меди и даже из толстой полосы. Просечный металл начиная с XVI в. широко применяется при украшении бытовых предметов (сундучков, подголовников, замков, осветительных приборов и т.д.), а также в сельской и городской архитектуре. Подзоры из просечного металла украшают свесы крыш и фронтонов изб, дворцов и соборов; ажурные коньковые решетки завершают гребни крыш, дымится в виде башенок и ваз прикрывают дымовые трубы. Кроме того, техника просечки широко использовалась при изготовлении, оковок сундуков, личинок и секирных замков и ключей, холодного оружия и т.д. Рисунок просечного металла был аналогичен рисунку пропильных орнаментов на деревянных наличниках и свесах и содержал в основном растительные мотивы и повторяющиеся геометрические элементы в виде кругов, треугольников, червонок, различных завитков. Коньковые решетки обычно завершались довольно пышной композицией из характерных для русских орнаментов «коньков», «петухов» или «драконов». Декоративность избы или здания подчеркивалась красиво оформленными водосточными трубами. Навершия труб оформлялись в виде ваз, корзин с цветами или пышной короны; сами трубы имели круглую или граненую форму сечения, а слив выполнялся в виде раскрытой пасти дракона. Навершиями из просечного металла украшались дымовые трубы, столбы ворот и калиток. Технология изготовления различных элементов из просечного металла несложная, но требует кропотливого труда и навыков работы с жестью. Первоначально следует подобрать или придумать рисунок и форму готового изделия. При этом очень важно учитывать масштабность и удаленность. Если необходимо украсть просечным металлом дом, отдельную беседку, ворота, то надо продумать стиль рисунка всей композиции. Плоские изделия из просечного металла уже готовы к установлению на места, а объемные — дымники, навершия и др. При изготовлении сливных труб используют цилиндрические звенья, а также коленные изгибы под прямым или тупым углом. Разметка воронки л коленных элементов проводится как развёртка поверхности усеченных конуса и цилиндра. При жестяных работах используют специальные молотки, киянки (деревянные молотки), ножницы для металла и толстый металлический стержень квадратного или круглого сечения, укрепленный на верстаке в горизонтальном положении. При изготовлении дымников необходимо помнить, что кроме эстетических и декоративных они должны выполнять и основные свои функции — предохранять кирпичную трубу от разрушения в результате действия дождей и ветра; не допускать попадания влага внутрь трубы и способствовать созданию хорошей тяга. Гибка заготовок на прямой угол может осуществляться в тисках, на ребре наковальни или в специальной оправке. Гибка завитков и спиралей может осуществляться на коническом роге наковальни или с помощью различных приспособлений. Скручивание заготовки вдоль оси осуществляется специальным воротком или просто газовым ключом при зажатом втором конце заготовки в тисках. Если необходимо получить большое число одинаково закрученных заготовок, то вначале на мерную заготовку надевают трубу и процесс закручивания идет до тех пор, пока ключ не упрется в трубу. При выполнении всех процессов, связанных с гибкой, завивкой или скручиванием, следует иметь в виду, что холодный металл пружинит (т. Этими способами холодной обработки листовых материалов изготовляют изделия из золота, серебра, меди, железа: различные украшения, всевозможную посуду — миски, чашки, ложки, кубки, кувшины, кумганы и самовары; боевые доспехи — щиты, шлемы, брони «дощатые», наручи, рыцарские латы, различные архитектурные элементы — шары, навершия, детали оформления куполов, металлическую скульптуру. Основной инструмент при дифовке — разнообразные по форме, массе и материалу молотки, а при выколотке — и всевозможные опорные инструменты: маленькие наковальни, шпераки, всевозможные подкладные опорные инструменты, вставляемые в основную наковальню; стойны, вбиваемые в наземные чурбаки, кобылины, которые при работе сидя подкладывают под себя, а второй конец используют в качестве опорного инструмента. Принцип дифовки заключается в том, что при ударе по листовому металлу молотком происходит местное сплющивание металла, т.е. уменьшается его толщина, но увеличивается площадь (или длина). Таким образом, если взять круглую плоскую заготовку, положить на наковальню и начать обрабатывать молотком ее центральную часть, то лист начнет изгибаться и приобретать форму сферы. Концентрируя удары в определенных местах и применяя разнообразный подкладной инструмент, можно получать изделия различной формы. При глубокой вытяжке по краям заготовки образуются гофры, которые при последующей обработке необходимо «посадить», т.е. распрямить. Процессом образования гофр можно управлять, если предварительно наметить их круглогубцами или с помощью специальных молотков и оправок. При этом надо следить, чтобы гофры были низкими и широкими и не завалены в какую-либо сторону. Необходимо обращать внимание на чистоту рабочей поверхности и инструмента. Ударная поверхность молотка и опорная поверхность наковальни и оправок должны быть отшлифованы и отполированы, чтобы на поверхности металла не образовывались риски и вмятины, которые при дальнейшей обработке могут привести к разрыву изделия. Текстолитовые и резиновые молотки, а также молотки со вставками из красной меди, алюминия или свинца не оставляют следов удара. Мастера-дифовщики используют при работе свыше 100 различных молотков, большое число опорных и подкладных инструментов: молотки-наводильники — для посадки гофров, гладильники — для выглаживания поверхности, шаровые — для создания сферических поверхностей, шеечные — для обработки «шеек» ваз, кубков и других торовых поверхностей; опорные и подкладные инструменты: наковальни, разнообразные шпераки, массивные стойки (амбузы) с выпуклой поверхностью, различные скребки для загибки, подсечки и клепки швов. Для создания монументальных скульптур, а также различных декоративных бытовых изделий применяют выколотку по моделям или1 шаблонам (металлическим, каменным или деревянным). Предварительно определяют, на какие элементы должна быть разбита вся форма, затем делают раскрой металла (с учетом вытяжки и посадки) и после отжига по модели начинают выколачивать форму молотками. При сложных формах заготовку в процессе работы отжигают несколько раз и снова обколачивают на форме. После выколотки всех элементов формы их подгоняют друг к другу, обрезая ножницами и опиливая напильниками края, а затем сваривают их встык или соединяют фальцем. По мере выколотки и сборки изделия элементы модели удаляются, а само изделие укрепляется (если это монументальная скульптура) специальным каркасом. Следует отметить, что после окончания всей сборки необходимо обработать напильником все швы и довести поверхность до высокого качества. Изготовление тазов, чайников, мисок, подносов, кувшинов и кумганов значительно проще, чем самоваров. Неглубокая вытяжка с помощью разнообразных молотков и оправок не требует применения пайки, а изготовление сложных изделий, таких, как кувшины, кумганы, кубки, требует еще и пайки. Для изготовления изделий из листа применяют опорный инструмент: стойно — толстый металлический стержень, вбиваемый в деревянный чурбак или землю, на котором загибают края изделия; желобильню — чугунную плиту с углублением для выгиба краев днищ у чайников, ведер и других подобных изделий; осадку и ожимку — толстые металлические стержни длиной 200-250 мм с углублениями на концах для осадки и оформления головок заклепок. Наряду с ручной технологией изготовления существует способ обработки листовых материалов из золота, серебра, меди и других, пластичных металлов на давильных станках. Для изготовления на давильных станках изделий, горловина которых имеет меньший диаметр, чем основание (или середина), необходимо применять разборные шаблоны и после окончания работы вынимать их поэлементно из сосуда. В прежние времена мастера кузнечных или слесарных дел не занимались этим способом обработки металлов, так как существовало много специальных мастерских по давильным работам. В настоящее время такими работами занимаются лишь… Подробнее в статье «Давильные работы» |


 — предварительно собирают в единое целое, что требует высокой техники жестяных работ, а затем устанавливают на места. Отдельные элементы соединяют между собой специальным замком — фальцем: одиночным или двойным. При соединении цилиндрических и конических элементов используют кольцевые фальцы (стоячие или лежачие).
— предварительно собирают в единое целое, что требует высокой техники жестяных работ, а затем устанавливают на места. Отдельные элементы соединяют между собой специальным замком — фальцем: одиночным или двойным. При соединении цилиндрических и конических элементов используют кольцевые фальцы (стоячие или лежачие). Разрубка и надрубка широко применяются при изготовлении художественных изделий. Эти операции производятся как на наковальне, так и в тисках. При разрубке листового металла на наковальне под заготовку необходимо подкладывать лист из железа или меди, чтобы не испортить лезвие зубила при соприкосновении с закаленной поверхностью наковальни.
Разрубка и надрубка широко применяются при изготовлении художественных изделий. Эти операции производятся как на наковальне, так и в тисках. При разрубке листового металла на наковальне под заготовку необходимо подкладывать лист из железа или меди, чтобы не испортить лезвие зубила при соприкосновении с закаленной поверхностью наковальни.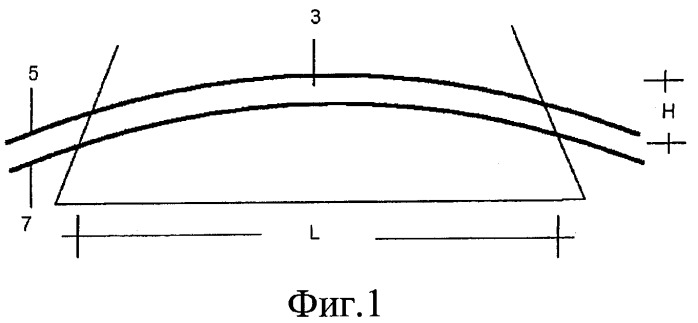 е. немного распрямляется или раскручивается). Поэтому необходим учитывать угол пружинения или угол раскрутки. Процесс скручивания используется и при изготовлении «фонариков», для чего полосу разрубают в одной плоскости, а квадратный пруток — в двух плоскостях В некоторых случаях фонарик можно изготовить и из четырех сваренных вместе круглых или квадратных заготовок.
е. немного распрямляется или раскручивается). Поэтому необходим учитывать угол пружинения или угол раскрутки. Процесс скручивания используется и при изготовлении «фонариков», для чего полосу разрубают в одной плоскости, а квадратный пруток — в двух плоскостях В некоторых случаях фонарик можно изготовить и из четырех сваренных вместе круглых или квадратных заготовок.
 Известно, что по мере обработки металлическим молотом лист нагартовывается (наклёпывается), т.е. поверхность его упрочняется и становится более хрупкой. Поэтому для уменьшения наклепа при работе можно применять молотки с плоским или фигурным бойком из твердых пород дерева (бук, граб, клен, самшит и др.). Для продления сроков службы деревянных молотков их обматывают тесьмой на клею и сверху покрывают лаком.
Известно, что по мере обработки металлическим молотом лист нагартовывается (наклёпывается), т.е. поверхность его упрочняется и становится более хрупкой. Поэтому для уменьшения наклепа при работе можно применять молотки с плоским или фигурным бойком из твердых пород дерева (бук, граб, клен, самшит и др.). Для продления сроков службы деревянных молотков их обматывают тесьмой на клею и сверху покрывают лаком. При работе опорный и подкладной инструменты устанавливают в гнезда основной наковальни или зажимают в стуловых тисках, а иногда вбивают непосредственно в деревянный чурбан или землю.
При работе опорный и подкладной инструменты устанавливают в гнезда основной наковальни или зажимают в стуловых тисках, а иногда вбивают непосредственно в деревянный чурбан или землю. Выколоткой изготовлялись в старину и корпуса самоваров.
Выколоткой изготовлялись в старину и корпуса самоваров.
Peerless MDJ-701 Плоскопанельный многоэкранный криволинейный 120-дюймовый ЖК-светодиодный потолочный кронштейн
Гарантии и возврат
Ограниченная гарантия
Peerless Industries, Inc. (Peerless-AV) гарантирует первоначальным конечным пользователям
Продукты Peerless-AV, в которых продукты Peerless-AV не будут иметь дефектов
материалов и изготовления, при нормальном использовании, в течение периодов, перечисленных ниже, с
дата покупки первоначальным конечным пользователем. По своему усмотрению Peerless-AV будет
отремонтировать или заменить новыми или отремонтированными продуктами или деталями или возместить
покупная цена любого продукта Peerless-AV, который не соответствует этому
гарантия.
Ни при каких обстоятельствах срок действия какой-либо подразумеваемой гарантии товарного состояния или пригодности для определенной цели быть более продолжительным, чем срок применимого явная гарантия, изложенная выше. Некоторые штаты не допускают ограничений на то, как срок действия подразумеваемой гарантии, поэтому указанное выше ограничение может на вас не распространяться.
Настоящая гарантия не распространяется на повреждения, вызванные (а) обслуживанием или ремонтом
заказчиком или лицом, не уполномоченным на такое обслуживание или ремонт
Peerless-AV, (b) несоблюдение надлежащей упаковки при возврате
продукт, (c) неправильная установка или несоблюдение правил Peerless-AV
инструкции или предупреждения при установке, использовании или хранении продукта, или (d)
неправильное использование или несчастный случай, в пути или иным образом, в том числе в случаях третьих лиц
действия и обстоятельства непреодолимой силы.Эта гарантия также не распространяется на коррозию или ржавчину. в результате повреждения, царапин или сколов краски или других поверхностей.
в результате повреждения, царапин или сколов краски или других поверхностей.
Peerless-AV ни при каких обстоятельствах не несет ответственности за случайные или косвенные убытки. или убытки, возникшие в результате кражи любого продукта, независимо от того, защищены ли они устройство безопасности, которое может быть включено в продукт Peerless-AV. Некоторые штаты не допускают исключения или ограничения случайных или косвенных убытков, поэтому указанное выше ограничение или исключение может не относиться к вам.
Настоящая гарантия заменяет все другие гарантии, явные или подразумеваемые, и является
единственное средство правовой защиты в отношении дефектов продукта. Нет дилера, дистрибьютора, установщика
или другое лицо уполномочено изменять или расширять настоящую Ограниченную гарантию или
налагать какие-либо обязательства на Peerless-AV в связи с продажей любого
Продукт Peerless-AV.
Эта гарантия дает определенные юридические права, и у вас также могут быть другие права.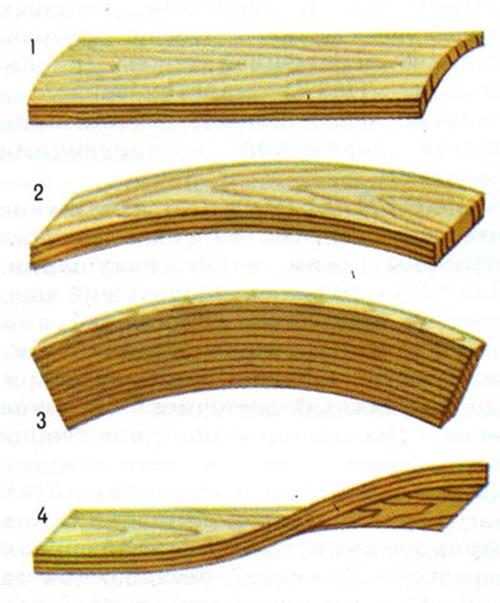 которые варьируются от штата к штату.
которые варьируются от штата к штату.
Emtek 86408US19 Современная криволинейная 6-дюймовая рукоятка подметального шкафа с отделкой: Flat Black
Есть ли плата за доставку?
Мы предлагаем БЕСПЛАТНУЮ ДОСТАВКУ для большинства заказов на сумму свыше 99 долларов США в 48 континентальных штатах США.Для всех исключений стоимость доставки будет указана на странице продукта. Исключения включают, но не ограничиваются:
- Туалеты American Standard и Duravit (стоимость доставки 99 долларов США за единицу)
- Ванна American Standard и Duravit (стоимость доставки 150 долларов США за единицу)
- Выберите тубы по определенной цене (стоимость доставки 150 долларов США за единицу)
- Внутренние двери (фиксированная стоимость доставки 240 долларов США для любого количества дверей, поставляемых вместе)
Дополнительные сборы за доставку применяются к поставкам на Аляску, Флорида-Кис, Гавайи, Пуэрто-Рико, Виргинские острова США и другие территории, доступные только по морю или по воздуху (Нантакет, Мартас-Винъярд и т. д.).). Обратите внимание, что если вы отправляете свои товары в одно из вышеупомянутых мест, дополнительные сборы за доставку могут быть начислены после того, как заказ будет рассмотрен нашим отделом исполнения. Обычно этот процесс занимает от 1 до 3 рабочих дней.
д.).). Обратите внимание, что если вы отправляете свои товары в одно из вышеупомянутых мест, дополнительные сборы за доставку могут быть начислены после того, как заказ будет рассмотрен нашим отделом исполнения. Обычно этот процесс занимает от 1 до 3 рабочих дней.
Пожалуйста, обратите внимание, что все наши бесплатные доставки имеют номер обочины , что означает, что ваши товары будут доставлены на обочину, подъезд или рядом с вашим зданием. Все грузовые поставки требуют подписи для выпуска. Для любых особых запросов, т.е.е. доставка на месте, служба белых перчаток и т. д. , пожалуйста, свяжитесь с нашим отделом обслуживания клиентов перед размещением заказа по телефону 1-800-504-9972 вариант 3 или по электронной почте [email protected]. Обратите внимание, что любые дополнительные расходы, взимаемые транспортной компанией за услуги, не запрошенные DecorPlanet.com (пересылка, повторная доставка после пропущенной встречи, плата за хранение и т. д.), являются обязанностью клиента.
д.), являются обязанностью клиента.
Куда я могу отправить свой заказ?
Мы отправляем во все штаты США и Канаду.Обратите внимание, что стоимость доставки, любые возможные пошлины, тарифы, таможенные или брокерские сборы за доставку в Канаду являются обязанностью клиента.
В настоящее время мы не можем отправить:
- за пределами США и Канады
- на адреса APO/FPO/DPO или PO-Box
Каково время обработки?
Время обработки зависит от марки и категории продукта. Обычный срок обработки, то есть время, которое обычно требуется для того, чтобы товар покинул склад, можно найти под рекламируемой ценой на странице продукта (Обычно отправляется в …) .
Если ваша покупка содержит более одного товара, мы сделаем все возможное, чтобы объединить ваш заказ и отправить как можно больше товаров одной партией. Обратите внимание, что мы оставляем за собой право разделить ваш заказ, что означает, что вы можете получать посылки из разных мест по всей стране.
В маловероятном случае, если мы не сможем выполнить ваш заказ или его часть из-за отложенного заказа или других непредвиденных обстоятельств, наша служба поддержки клиентов свяжется с вами в течение 1–3 рабочих дней, используя контактную информацию, указанную в файле.
Сколько времени занимает доставка моего заказа?
После обработки вашего заказа обычно требуется от 3 до 7 рабочих дней для того, чтобы товары были доставлены вам. Срок доставки может варьироваться в зависимости от товара и адреса доставки.
Как я могу получить и проверить свои товары?
Пожалуйста, внимательно осмотрите посылку, когда она будет доставлена, и обратите внимание на состояние коробки. Если упаковка/коробка повреждена, пожалуйста, напишите «ПОВРЕЖДЕНО» в квитанции о доставке и примите посылку.Когда вы приносите посылку домой, внимательно осмотрите каждый предмет на наличие повреждений и как можно скорее сообщите нам о них. Если повреждения будут отмечены в подтверждении доставки, мы сможем предоставить бесплатную замену, если о повреждениях будет сообщено нам в течение 14 дней с момента получения доставки.
Если на упаковке нет видимых повреждений, проверьте товар на наличие скрытых повреждений в течение 48 часов .
Как сообщить о повреждениях и получить БЕСПЛАТНУЮ замену?
Чтобы иметь право на бесплатную замену, обо всех скрытых повреждениях (повреждениях, которые не были очевидны, пока упаковка не была открыта и которые не были указаны в подтверждении доставки/BOL), необходимо сообщить нам в течение 48 часов. .Эта политика применяется как к посылкам, так и к грузовым отправлениям, требуется подпись, а не подпись.
Чтобы получить БЕСПЛАТНУЮ замену, выполните следующие действия:
- Сфотографировать упаковку
- Сделайте полный обзор и фотографии крупным планом поврежденного предмета (ов), четко показывающие проблему
- Отправьте фотографии по электронной почте [email protected] в течение 48 часов с момента получения товара ; пожалуйста, не забудьте написать «ПОВРЕЖДЕНИЕ ДОСТАВКИ — номер вашего заказа » в строке темы электронного письма, чтобы мы могли лучше помочь вам
Как только мы получим ваш отчет о повреждении, наша команда обслуживания клиентов рассмотрит его и свяжется с вами в течение 24–48 часов, чтобы сообщить информацию о вашем заказе на замену.
Обратите внимание, что если наша политика не соблюдается и сообщается о скрытом повреждении за 48 часов квитанции о доставке, мы не можем предоставить бесплатную замену, и все расходы, связанные с заменой поврежденного товара, будут нести ответственность клиент.
В обработчике ошибок возникло необработанное исключение.
/products/86299/%3Fgroupid=191916&categoryid=27879&recommendationsource=categorybrowse
Система.NullReferenceException: ссылка на объект не указывает на экземпляр объекта. в Stuller.Com.Web.Controllers.ActionFilters.ShowLiveHelpAttribute.OnActionExecuting(ActionExecutingContext filterContext) в D:\a\Web\Web\app\Web.Controllers\ActionFilters\ShowLiveHelpAttribute.cs:строка 32 в System.Web.Mvc.ControllerActionInvoker.InvokeActionMethodFilter (фильтр IActionFilter, преконтекст ActionExecutingContext, продолжение Func`1) в System.Web.Mvc.ControllerActionInvoker.InvokeActionMethodFilter (фильтр IActionFilter, преконтекст ActionExecutingContext, продолжение Func`1) в Системе.Web.Mvc.ControllerActionInvoker.InvokeActionMethodFilter (фильтр IActionFilter, преконтекст ActionExecutingContext, продолжение Func`1) в System.Web.Mvc.ControllerActionInvoker.InvokeActionMethodFilter (фильтр IActionFilter, преконтекст ActionExecutingContext, продолжение Func`1) в System.Web.Mvc.ControllerActionInvoker.InvokeActionMethodFilter (фильтр IActionFilter, преконтекст ActionExecutingContext, продолжение Func`1) в System.Web.Mvc.ControllerActionInvoker.InvokeAction (ControllerContext controllerContext, String actionName) в Системе.Web.Mvc.Controller.ExecuteCore() в System.Web.Mvc.ControllerBase.Execute(RequestContext requestContext) в Stuller.Com.ApplicationServices.ExceptionHandler.HandleException (исключение исключения, IErrorController errorController) в D:\a\Web\Web\app\ApplicationServices\ExceptionHandler.cs: строка 134
Исходная ошибка
System.Web.HttpException (0x80004005 ): от клиента было обнаружено потенциально опасное значение Request.Path (?). в System.Web.HttpRequest.Валидатеинпутифрекуиредбиконфиг() в System.Web.HttpApplication.PipelineStepManager.ValidateHelper(контекст HttpContext)
Определение теплопроводности плоских и криволинейных контактов переходным методом а также криволинейные поверхности становятся жизненно важными для безопасности и производительности в критических областях, таких как производство ядерной энергии, терморегулирование упаковки электроники, авиационный сектор и т. д.В этом отношении методология стационарного состояния вполне приемлема в качестве надежного подхода для оценки TCC для образца в условиях прессованного контакта, что требует многочасового экспериментального запуска. Принимая во внимание, что переходная методология направлена на определение изменяющейся во времени оценки TCC или теплового потока, связанного с конкретными областями применения, требует очень короткого эксперимента. Исследования по оценке TCC с помощью переходных методов доступны только для плоско-плоских контактов.
 Более того, переходные методы редко использовались для оценки TCC установившегося состояния.Настоящее исследование систематически исследует и улучшает понимание переходной методологии для оценки TCC между плоско-плоскими, а также криволинейными металлическими контактами при постоянных условиях нагрузки с использованием обратного анализа. Алгоритм оценивания последовательной функции, основанный на аналитическом решении для полубесконечного тела, применялся для решения обратной задачи теплопроводности (ОЗТП), а затем определялась нестационарная ТСС с использованием оцененного нестационарного теплового потока и мгновенного скачка температуры при интерфейс.Во-первых, обратная задача была проверена путем численного измерения. Позже специализированная экспериментальная установка использовалась для проведения экспериментов в переходных, а также в установившихся режимах для конфигураций «плоская-плоская», «цилиндр-плоская» и «цилиндр-цилиндр» при аналогичных рабочих параметрах. Экспериментальные результаты нестационарного теплового потока показывают квазистатическое тепловое равновесие в конце испытательного прогона, что составляет основу для успешного извлечения установившегося измерения TCC с большей надежностью.
Более того, переходные методы редко использовались для оценки TCC установившегося состояния.Настоящее исследование систематически исследует и улучшает понимание переходной методологии для оценки TCC между плоско-плоскими, а также криволинейными металлическими контактами при постоянных условиях нагрузки с использованием обратного анализа. Алгоритм оценивания последовательной функции, основанный на аналитическом решении для полубесконечного тела, применялся для решения обратной задачи теплопроводности (ОЗТП), а затем определялась нестационарная ТСС с использованием оцененного нестационарного теплового потока и мгновенного скачка температуры при интерфейс.Во-первых, обратная задача была проверена путем численного измерения. Позже специализированная экспериментальная установка использовалась для проведения экспериментов в переходных, а также в установившихся режимах для конфигураций «плоская-плоская», «цилиндр-плоская» и «цилиндр-цилиндр» при аналогичных рабочих параметрах. Экспериментальные результаты нестационарного теплового потока показывают квазистатическое тепловое равновесие в конце испытательного прогона, что составляет основу для успешного извлечения установившегося измерения TCC с большей надежностью. Установлено, что недооценка переходного TCC до 60 % неизбежна по сравнению с оценкой TCC в стационарном состоянии, основанной на линейно экстраполированных измерениях падения температуры каждого контактирующего образца. Однако наблюдается близкое соответствие между TCC в стабилизированном переходном режиме и TCC в установившемся режиме, когда значения TCC в установившемся режиме напрямую основаны на фактических измерениях падения температуры на границе раздела без какой-либо экстраполяции. В конце концов, эта работа устанавливает жизнеспособность настоящего переходного подхода для надлежащего прогнозирования значений TCC в установившемся состоянии для различных конфигураций контактов.
Установлено, что недооценка переходного TCC до 60 % неизбежна по сравнению с оценкой TCC в стационарном состоянии, основанной на линейно экстраполированных измерениях падения температуры каждого контактирующего образца. Однако наблюдается близкое соответствие между TCC в стабилизированном переходном режиме и TCC в установившемся режиме, когда значения TCC в установившемся режиме напрямую основаны на фактических измерениях падения температуры на границе раздела без какой-либо экстраполяции. В конце концов, эта работа устанавливает жизнеспособность настоящего переходного подхода для надлежащего прогнозирования значений TCC в установившемся состоянии для различных конфигураций контактов.Криволинейные — Фундаментальные исследования — Методология трехмерного проектирования / Фонд RRK
«Теперь вы будете опираться на свой опыт работы с прямолинейными объемами в статической композиции, взяв на себя более сложную задачу. Второй опыт предполагает организацию криволинейных объемов в динамической взаимосвязи. В дополнение к массе, пропорциям и характеру, вы теперь будете иметь дело с дополнительной проблемой диагональной оси. Мы будем работать со следующими криволинейными телами».
В дополнение к массе, пропорциям и характеру, вы теперь будете иметь дело с дополнительной проблемой диагональной оси. Мы будем работать со следующими криволинейными телами».
Начните с создания множества криволинейных объемов из глины.Создавайте объемы различных пропорций, чтобы исследовать их свойства. Скачок от прямолинейного к криволинейному является большим, потому что с новыми формами сложнее обращаться. Создайте динамичную композицию, объединив любые три криволинейных объема. Помните о следующих принципах:
Выбирайте формы, которые приятны сами по себе. Затем рассмотрим дополнительные отношения массы, пропорции и характера. (Кажется, все любят конусы, поэтому я расскажу вам кое-что о них, что поможет вашему дизайну.Тонкую шишку легче рассматривать как доминантную или более интересную, чем толстую шишку. Вы можете сконструировать тонкие конусы, чтобы они не падали, отрезав кусок от проволочной вешалки, запилив кончик, обмакнув в белый грунт и вставив его в конус. )
)
Разместите оси. Эта задача заключается в первую очередь в дизайне осей, чтобы сделать ваш эскиз трехмерным и интересным со всех сторон. Используйте диагональные оси для создания движения в пространстве. Вы не хотите, чтобы ваша композиция выглядела как три формы, склеенные вместе.Объемы должны находиться в динамическом соотношении. Между осями объемов должно быть напряжение — вибрационное отношение. Напряжение — это точка повышенной осознанности между осями объемов, плоскостей или линий. (Это также может относиться к цвету, значению и текстуре.)
Установить доминирующие, субдоминантные и подчиненные отношения. Самый большой объем не обязательно должен быть внизу. Вы не хотите строить из кирпичей. Вершина, скорее всего, будет выглядеть как доминирующая позиция. Поставьте самую интересную фигуру в доминирующее положение.Форма должна быть вдвойне драматичной по своему характеру, если она будет внизу. Сохраняйте идентичность отдельных форм, создавая композицию, которая будет больше, драматичнее и интереснее, чем любой отдельно стоящий том.
Будьте чувствительны к пропорциям: присущим, сравнительным и общим.
Учитывайте способ соединения элементов. Стыки являются частью конструкции. Обычно не бывает так, чтобы одна форма прокалывала другую, если только тот, кто делает пирсинг, не стройный.
Сделайте заявление о том, как должна восприниматься композиция. Не давайте выбора. Заставьте глаз воспринимать все три формы и перемещаться по вашему дизайну определенным образом.
Помните об объеме воздуха, в котором существует ваш дизайн. Попробуйте активировать негативный объем вокруг ваших позитивных форм и между ними.
Создайте баланс направленных сил из каждой позиции, если это возможно. Композиция не должна выглядеть плоской с любой точки зрения. Ни одно представление не должно выглядеть более чем на 20 % интереснее другого.Две самые большие формы в вашем дизайне должны составлять более 2/3 баланса. Баланс направленных сил представляет собой сумму сил движения внутри композиции. Человек добавляет это подсознательно. Это либо кажется правильным, либо нет. Чувствительность к балансу можно приобрести со временем. Он развивается с практикой и опытом.
Это либо кажется правильным, либо нет. Чувствительность к балансу можно приобрести со временем. Он развивается с практикой и опытом.
Подумайте о зависимом и независимом визуальном балансе. Каждая форма в вашей композиции должна реагировать на любую другую форму. Стремитесь создать тотальный опыт, в котором все элементы работают вместе.
Зависимое равновесие описывает ситуацию, в которой ось объема, плоскости или линии нуждается в оси (осях) других объемов, плоскостей или линий для физической структуры или для визуального ощущения структуры. Это также относится к групповому движению, в котором три или четыре формы зависят друг от друга для баланса; и к движению одной группы по отношению к другой, то есть когда жест одной группы нуждается в жесте противоположной группы для достижения баланса.
Независимый баланс относится к состоянию, при котором линия или объем в статической композиции независимо связаны с вертикальной и/или горизонтальной осью.Изогнутые линии или объемы в композиции уравновешиваются независимо друг от друга, когда каждая из них оказывается в наилучшем для себя положении, независимо от того, поддерживается ли она физически другими кривыми или прямыми линиями.
Неустойчивое равновесие описывает ситуацию, в которой возникает ощущение равновесия, но очень незначительное, например, когда танцор на мгновение зависает в пространстве или стоит на цыпочках. Как будто на долю секунды этот жест задерживает дыхание. Сама направленность жеста, кажется, поддерживает себя на данный момент.
Работа над развитием чувства визуальной структуры. Подумайте о положении(ях), в котором форма, стоящая отдельно, удобна. Например, выглядит ли данный цилиндрический объем более или менее комфортно в положении покоя (горизонтальном или вертикальном) или под углом 45 градусов? Насколько далеко он может наклоняться и по-прежнему казаться удобным? Общая композиция должна выглядеть структурно. Он должен казаться самоокупаемым. Он должен выглядеть как физическая структура, а также структура дизайна.
Это все проектная организация.Все указания относительно пропорций в первой задаче применимы и здесь. Кроме того, здесь мы имеем три вида напряжения. Во-первых, напряжение между осями объемов. Они должны быть очень чувствительны друг к другу. Во-вторых, напряжение между поверхностями плоскостей. Они должны знать друг друга. (На самом деле напряжение — это просто повышенное осознание.) И, в-третьих, напряжение между акцентами кривых, то есть областями наибольшего расширения. Вы должны попытаться найти самые интересные напряжения, потому что это изменит позиции — и к лучшему.
Во-первых, напряжение между осями объемов. Они должны быть очень чувствительны друг к другу. Во-вторых, напряжение между поверхностями плоскостей. Они должны знать друг друга. (На самом деле напряжение — это просто повышенное осознание.) И, в-третьих, напряжение между акцентами кривых, то есть областями наибольшего расширения. Вы должны попытаться найти самые интересные напряжения, потому что это изменит позиции — и к лучшему.
Всегда спрашивайте себя: «Это интересная дизайнерская идея? Является ли это заявлением о дизайне?» Процесс решения этих задач подобен рефлексологии — надавливанию на точку на стопе. То, как вы понимаете, что давите в нужное место, так это то, что это больно.
Продукция Эмтек
Эмтек
Emtek является частью ASSA ABLOY, мирового лидера в области решений для открывания дверей.
Сделайте заявление, ваше заявление.
В настоящее время мы предлагаем онлайн следующие коллекции Emtek:
Дверная фурнитура
Коллекция искусств и ремесел |
Коллекция латуни |
Хрустальная коллекция |
Современная коллекция |
Коллекция фарфора |
Коллекция Sandcast Bronze |
Коллекция из нержавеющей стали |
Коллекция Тоскана |
Коллекция кованой стали |
Коллекция петель |
Коллекция аксессуаров
Фурнитура для шкафа
Коллекция Art Deco |
Коллекция декоративно-прикладного искусства |
Коллекция вытягивания края шкафа |
Коллекция защелки шкафа |
Коллекция углеродного волокна |
Современная коллекция |
Хрустальная коллекция |
криволинейная коллекция |
Геометрическая коллекция |
Промышленная современная коллекция |
Современная коллекция середины века |
Современная прямоугольная коллекция |
Коллекция фарфора |
Коллекция ленты и тростника |
Коллекция Sandcast Bronze |
Коллекция из нержавеющей стали |
Традиционная коллекция латуни |
Коллекция переходного наследия |
Коллекция Тоскана |
Городская современная коллекция |
Коллекция кованой стали
Аксессуары для ванн
Коллекция «Искусство и ремесла» для ванн |
Современная коллекция ванн |
Sandcast Bronze Коллекция ванн |
Коллекция ванн из нержавеющей стали |
Коллекция традиционных латунных ванн |
Переходная коллекция латунных ванн |
Коллекция ванн Тоскана |
Коллекция ванн из кованой стали
Ручки-и т. д.com с гордостью предлагает продукцию Emtek. Согласно брошюре Emtek, номер
д.com с гордостью предлагает продукцию Emtek. Согласно брошюре Emtek, номер
: «Emtek стремится помочь воплотить в жизнь ваш личный стиль. Дверная фурнитура — это больше, чем способ открывать, закрывать и защищать пространство. Для нас это неотъемлемая часть темы дизайна комнаты. Это продолжение вашего личного стиля, и мы хотим, чтобы оно не просто гармонировало с ним. Дверная фурнитура должна заявить о себе, ваше заявление.
Продукция Emtek на голову выше с точки зрения мастерства и дизайна. Каждый заказ собирается на нашем предприятии в Южной Калифорнии.Нет заранее заданного сочетания ручек, рычагов, розеток и отделки; мы позволяем вам смешивать и сочетать в соответствии с вашим собственным вкусом. Замки Emtek, собранные на заказ, обычно отправляются в течение 2–3 рабочих дней дилерам декоративной фурнитуры по всей Северной Америке. Большинство дилеров получают заказы в течение пяти рабочих дней. Мы делаем ваш заказ так, как вы хотите, и мы доставим его вам быстро.
Компания Emtek, основанная в 1981 году, имеет многолетний опыт производства дверной фурнитуры. Мы держим руку на пульсе рынка и регулярно выпускаем новые модели.Наш стиль актуален, но мы никогда не забываем о классике. От традиционного до современного, переходного или деревенского, у нас есть фурнитура для любого стиля.»
Мы держим руку на пульсе рынка и регулярно выпускаем новые модели.Наш стиль актуален, но мы никогда не забываем о классике. От традиционного до современного, переходного или деревенского, у нас есть фурнитура для любого стиля.»
Сортировать по: Имя по умолчанию (A — Z) Имя (Z — A) Цена (Низкая > Высокая) Цена (Высокая > Низкая) Рейтинг (Самый высокий) Рейтинг (Самый низкий) Модель (A — Z) Модель (Z — A)
Показаны с 1 по 25 из 5217 (209 страниц)
Что такое изогнутая поверхность? — Определение, факты и примеры
Что такое изогнутая поверхность?
Искривленная поверхность представляет собой закругленную поверхность, которая не является плоской.
| Изогнутая поверхность | Плоская поверхность |
 Такие объекты имеют только одну поверхность на всем протяжении. Примерами объектов с искривленной поверхностью по всему периметру являются сферы.
Такие объекты имеют только одну поверхность на всем протяжении. Примерами объектов с искривленной поверхностью по всему периметру являются сферы.Реальные примеры объектов с изогнутой поверхностью: шары, шары, яйца, трубы, купола и т. д.
Яйцо | Мяч |
Существуют трехмерные фигуры, состоящие только из плоских поверхностей.Например, куб, прямоугольный параллелепипед, пирамида и призма — все это трехмерные фигуры, состоящие из плоских поверхностей. Их поверхности представляют собой квадраты, прямоугольники, треугольники и параллелограммы. Ни одна из них не имеет криволинейной поверхности. Непримерами трехмерных фигур с изогнутой поверхностью являются кубы, прямоугольные параллелепипеды, пирамиды, призмы, кирпичи и т. д.
Пирамида | Куб |
Трехмерные формы, такие как конусы и цилиндры, имеют не только плоские, но и криволинейные поверхности.
Цилиндр имеет 2 плоские поверхности и одну изогнутую поверхность.
Конус имеет одну плоскую поверхность и изогнутую поверхность.
Примерами предметов с изогнутыми, а также плоскими поверхностями являются барабаны, банки, конусы и т. д.
Банка | Конус |
Существуют объекты, которые могут иметь 2 разные изогнутые поверхности .На данном изображении показана пробирка с изогнутой поверхностью (стенка: цилиндрическая), а также изогнутая поверхность основания (сферическая).
Интересные факты
|
