Приспособление для заточки сверл
Одним из основных параметров спирального сверла является угол при вершине, который для прочных металлов (сталь, чугун, твердая бронза, титан и т. д.) составляет приблизительно 120 градусов.
Отклонение этого угла в большую или меньшую сторону от номинального значения затрудняет эффективную работу сверла. В первом случае падает производительность и происходит перегрев инструмента, во втором – сверло может просто сломаться, не выдержав чрезмерной нагрузки.
Чтобы соблюсти параметры заточки без специальных приспособлений, необходимо обладать высокой квалификацией и опытом инструментальщика-заточника. Ну, а неспециалисту, особенно в бытовых условиях, сделать это будет практически невозможно.
Но, имея некоторые инструменты и простые материалы, можно изготовить не очень сложное, но надежное приспособление для заточки угла при вершине спирального сверла по твердому металлу.
Что может понадобиться для работы над приспособлением
Для этого потребуются следующие инструменты:
- штангенциркуль;
- маркер;
- тиски по металлу;
- болгарка;
- плоскогубцы;
- сварочный аппарат;
- точильный станок с наждачным кругом.

Из материалов для работы необходимо иметь под руками:
- обычную шестигранную гайку;
- гайку корончатую;
- болт того же размера и резьбы, что и гайки;
- спиральное сверло, требующее заточки.
Процесс изготовления
Особенностью шестигранной гайки является то, что две любые смежные ее грани сходятся под углом 120 градусов. Примерно такого же размера угол при вершине у спирального сверла для работы по твердым металлам. Это случайное совпадение можно использовать для изготовления приспособления для заточки спирального сверла.
Для этого с помощью штангенциркуля и маркера на гайке намечаем линии реза, чтобы получилась треугольная прорезь, симметричная относительно диагонали, соединяющей два противоположных угла гайки. В нее будет продольно укладываться сверло перед процессом заточки.
Для выреза намеченного треугольного паза в гайке, она зажимается в тиски и болгаркой осуществляются прорези по заранее проведенным линиям.
 Чтобы удалить отпиленные кусочки гайки можно воспользоваться плоскогубцами.
Чтобы удалить отпиленные кусочки гайки можно воспользоваться плоскогубцами. Далее берется корончатая гайка и своим основанием приваривается к первой гайке со стороны вырезанного паза. Причем необходимо соблюсти их абсолютную соосность, поскольку, когда будут затачиваться сверла маленького диаметра, болт, пройдя насквозь корончатую гайку, начнет вкручиваться в нижнюю гайку для того, чтобы прочно зажать сверло в ее пазу.
Теперь в корончатую гайку вкручиваем соответствующий болт, который будет надежно прижимать сверло, уложенное в паз для заточки на наждаке заточного станка.
Остается лишь заточить сверло на наждачном круге, используя грани нижней гайки в качестве шаблона.
Для этого просто стачиваем выступающую часть сверла заподлицо с гранями гайки, с чем без труда справится даже ученик профтехучилища первого года обучения.
После окончания заточки, болт ослабляется, сверло вынимается из самодельного приспособления и может быть использовано по назначению.
Дополнения и улучшения
В процессе сварки гаек возможно попадание брызг жидкого металла на резьбу корончатой и обычной гайки. Чтобы исключить эту неприятность, в них необходимо ввернуть болт и, тем самым, защитить резьбу.
Поскольку с помощью одного приспособления не удастся охватить все сверла по диаметру, потребуется, по крайней мере, два зажима-шаблона: одно – для мелких сверл, другое – для больших изделий. Соответственно, в первом случае гайки будут небольшими по размеру, а во втором – крупными.
Смотрите видео
Приспособление для заточки сверл своими руками: чертежи, видео
При сверлении отверстий в деталях, изготовленных из металла, используемый инструмент подвергается активному износу, что приводит к интенсивному нагреву сверл и, как следствие, к их выходу из строя. Чтобы избежать этого, необходимо регулярно восстанавливать их геометрические параметры, а сделать это максимально точно и качественно помогает специальное приспособление для заточки сверл. Это нехитрое устройство, которое можно изготовить своими руками, позволяет быстро и качественно затачивать затупившиеся сверла и не тратить деньги на приобретение новых.
Заточка сверла на самодельном приспособлении
Особенно актуальным приспособление, предназначенное для заточки сверл, является в тех случаях, когда этими инструментами приходится часто работать по металлу, в результате чего они быстро изнашиваются и требуют регулярного восстановления. При обработке древесины используемое для этих целей сверло практически не изнашивается, соответственно, требует минимального внимания к параметрам своей заточки. Для сверл, режущая часть которых оснащена твердосплавными пластинами, такое приспособление тоже не особенно значимо, так как они практически не подвергаются переточке и используются мастерами до полного износа или поломки.
Многие опытные специалисты вообще не применяют приспособления для заточки, полностью полагаясь на свой опыт и глазомер. Однако, как показывает практика, в таких случаях лучше все же использовать устройства, позволяющие механизировать данный процесс. Это обеспечит максимальную точность и требуемое качество результата.
Для изготовления высокоточного приспособления требуются металлообрабатывающие станки
На современном рынке предлагается множество приспособлений для заточки сверл, позволяющих быстро, качественно и точно восстановить геометрию режущего инструмента даже в том случае, если вы не имеете опыта выполнения подобных процедур. Между тем можно не тратить деньги на приобретение таких приспособлений, а изготовить простейший станок для заточки сверл своими руками.
Варианты изготовления
На каком бы приспособлении или станке ни выполнялась заточка сверла по металлу, ее качество необходимо контролировать. Для этого используется специальный шаблон, который также может быть серийным или изготовленным своими руками. Этот шаблон необходим прежде всего для контроля точности углов режущей части, которые формируются в процессе заточки сверла. Инструменты, используемые для работ с различными материалами, отличаются друг от друга в том числе величинами таких углов. Узнать точные значения последних можно из справочной таблицы.
Этот шаблон необходим прежде всего для контроля точности углов режущей части, которые формируются в процессе заточки сверла. Инструменты, используемые для работ с различными материалами, отличаются друг от друга в том числе величинами таких углов. Узнать точные значения последних можно из справочной таблицы.
Таблица 1. Углы заточек сверл
Работая с разными материалами и зная величины углов режущей части сверл для таких материалов, можно изготовить сразу несколько шаблонов и использовать их для контроля правильности заточки одного и того же сверла, выступающего в данном случае в роли универсального инструмента.
В качестве простейшей приспособы для заточки сверл можно применять втулку с внутренним диаметром, соответствующим поперечному размеру сверла, жестко закрепленную на надежном основании под определенным углом. Подбирая втулку для такого приспособления, необходимо следить за тем, чтобы диаметр ее внутреннего отверстия строго соответствовал поперечному размеру затачиваемого сверла.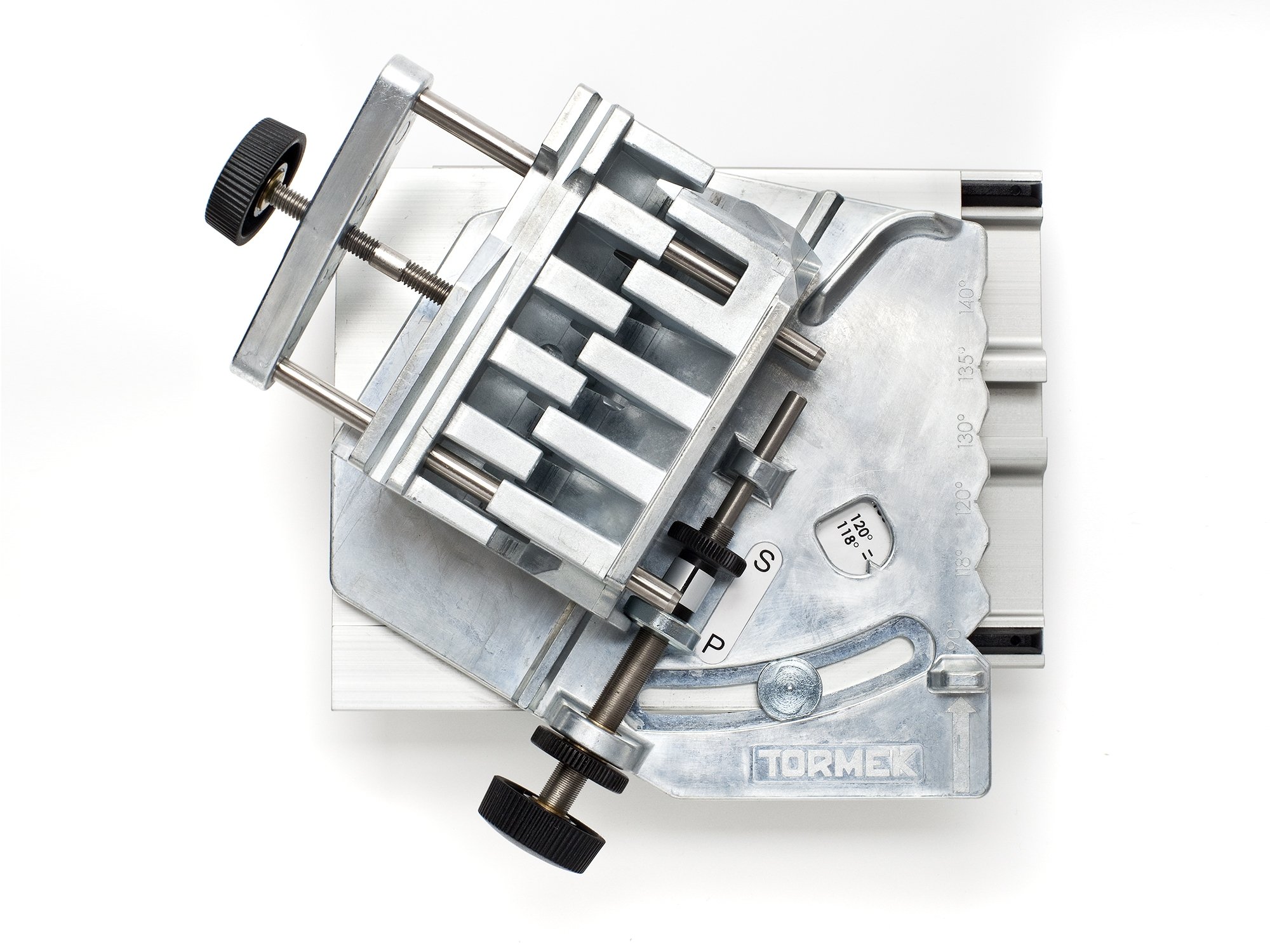 Нельзя допускать, чтобы обрабатываемый инструмент болтался в таком отверстии, так как даже 1–2° отклонения его оси от требуемого значения может серьезно снизить качество и точность выполняемой заточки.
Нельзя допускать, чтобы обрабатываемый инструмент болтался в таком отверстии, так как даже 1–2° отклонения его оси от требуемого значения может серьезно снизить качество и точность выполняемой заточки.
Приспособление-держатель для заточки сверла
Самодельное приспособление для заточки сверл лучше сразу оснастить обоймой из медных или алюминиевых трубок, внутренние диаметры которых соответствуют типовым размерам чаще всего используемых вами сверл. Можно поступить проще и дополнить такое приспособление, применяемое для заточки сверл, деревянным бруском. В бруске надо просверлить отверстия, соответствующие размерам инструментов различного диаметра. Важнейшим элементом конструкции такого приспособления является подручник, который одновременно решает несколько важных задач:
- обеспечивает правильную фиксацию сверла и его точное перемещение по отношению к поверхности точильного круга;
- выступает в качестве надежного упора для обрабатываемого инструмента.
Схема простейшего приспособления из деревянного бруска
Подобным приспособлением на основе дубового бруска с отверстиями разного диаметра пользовались еще наши деды, которые с его помощью выполняли качественную и точную заточку сверл.
Чтобы изготовить самодельный станок для заточки сверл, можно использовать различные конструктивные исполнения подобных приспособлений. Соответствующие чертежи несложно найти в интернете. Более того, если понять принцип работы такого устройства, то свой заточный станок можно изготовить и по собственной конструкции.
Довольно серьезное приспособление, обеспечивающее хорошую точность заточки
Чертежи деталей приспособления
Существует важное правило, которое необходимо соблюдать при работе с таким приспособлением: в процессе его использования затачиваемое сверло не должно проворачиваться вокруг своей оси. Если инструмент провернется даже на небольшой угол, заточку придется выполнять заново.
После заточки сверла ему следует дать остыть. Затем надо проверить его восстановленные геометрические параметры при помощи шаблона. Необходимо иметь в виду, что режущие кромки инструмента могут отличаться друг от друга по длине не более, чем на десятые доли миллиметра. Особенно важно соблюдать это требование для сверл, отличающихся небольшим диаметром.
Затем надо проверить его восстановленные геометрические параметры при помощи шаблона. Необходимо иметь в виду, что режущие кромки инструмента могут отличаться друг от друга по длине не более, чем на десятые доли миллиметра. Особенно важно соблюдать это требование для сверл, отличающихся небольшим диаметром.
Среди ошибок, допускаемых при заточке сверл с использованием такого приспособления, выделяются две наиболее типичные.
- Длина режущих кромок даже при их симметричности и правильно подобранных углах является неодинаковой, соответственно, центр сверления смещен относительно оси инструмента. Сверло, при заточке которого допущена такая ошибка, будет создавать сильное биение в процессе сверления, а попасть им в центр будущего отверстия на поверхности заготовки будет достаточно сложно. Заточенный таким образом инструмент с большой долей вероятности сломается в процессе дальнейшей эксплуатации.
- При точной центровке сверла углы, под которыми располагаются его режущие кромки, несимметричны.
 Поскольку из-за этого будет работать только одна режущая кромка, сверление будет происходить медленно, при этом наконечник инструмента будет активно нагреваться. Это приведет к отпуску металла, из которого изготовлено сверло, а создаваемое отверстие окажется разбитым (будет иметь диаметр, превышающий поперечный размер самого инструмента).
Поскольку из-за этого будет работать только одна режущая кромка, сверление будет происходить медленно, при этом наконечник инструмента будет активно нагреваться. Это приведет к отпуску металла, из которого изготовлено сверло, а создаваемое отверстие окажется разбитым (будет иметь диаметр, превышающий поперечный размер самого инструмента).
Как изготовить станок для заточки спиральных сверл
В качестве основы для изготовления заточного станка для сверл спирального типа можно использовать любой серийный точильный агрегат, способный работать без биения и выдерживать значительные нагрузки. При оснащении такого станка дополнительными приспособлениями необходимо соблюсти следующие требования.
- Ось подручника должна совпадать с осью вращения точильного круга, при этом она может располагаться с ней в одной горизонтальной плоскости или быть выше нее.

- Все элементы создаваемой конструкции должны быть надежно зафиксированы, чтобы обеспечить безопасность выполнения заточных работ.
- Конструкция приспособления должна допускать возможность выполнения заточки сверл как в ручном, так и в полуавтоматическом режиме.
- Устройство подручника должно предусматривать возможность расположения хвостовика сверла под любым углом.
Приспособление для заточки сверл в сборе
При изготовлении данного приспособления для заточки сверл не требуются сложные технические устройства и дефицитные материалы, которые придется приобретать дополнительно. Все комплектующие можно найти практически в любой домашней мастерской или в гараже. В качестве оборудования и инструментов, при помощи которых такие комплектующие будут дорабатываться перед сборкой приспособления, можно использовать обычную болгарку и сварочный аппарат.
Поскольку упор такого приспособления должен быть качающимся, что необходимо для заточки сверл в полуавтоматическом режиме, для его фиксации следует использовать петлевое соединение. Подбирая трубку, кронштейн и болт для крепежного узла, следует иметь в виду, что в приспособлении должны отсутствовать люфты. Самоделка предложенной конструкции обладает двумя степенями свободы.
Подбирая трубку, кронштейн и болт для крепежного узла, следует иметь в виду, что в приспособлении должны отсутствовать люфты. Самоделка предложенной конструкции обладает двумя степенями свободы.
Детали приспособления
Площадка такого приспособления, на которой фиксируется обрабатываемое сверло, имеет возможность вращаться по вертикальной оси, предоставляя возможность изменять угол заточки инструмента. Кроме того, подручник, опирающийся на горизонтальную ось, может совершать колебательные движения, что обеспечивает верную артикуляцию в процессе выполнения заточки.
Для изготовления конструктивных элементов такого приспособления используется листовой металл различной толщины, а именно:
- опорная пластина – 4 мм;
- направляющая пластина для сверла – 5 мм;
- остальные элементы конструкции – 3 мм.
Подручник приспособления, на верхней части которого устанавливается опорная пластина, необходимо надежно зафиксировать на корпусе точильного станка. Для этого используется дополнительная металлическая «щека», соединяемая с кронштейном устройства.
Для этого используется дополнительная металлическая «щека», соединяемая с кронштейном устройства.
Направляющая пластина, на поверхности которой необходимо выполнить треугольный паз, предназначенный для размещения обрабатываемого инструмента, фиксируется на опорной пластине при помощи винтового соединения.
Направляющий паз пластины
Устройство и конструктивные особенности рассматриваемого приспособления для заточки сверл позволяют ему поворачиваться на угол до 90°. Благодаря такой возможности выполнять заточку сверл при помощи данного приспособления можно практически любым из используемых сегодня методов.
Сверло, затачиваемое при помощи такого приспособления, укладывается в направляющую канавку и может свободно перемещаться в ней в продольном направлении. При этом угол заточки инструмента не изменяется.
Установка сверла в направляющий паз пластины
Поскольку верхняя поверхность опорной пластины располагается несколько выше оси вращения точильного круга, при использовании такого приспособления достигается оптимальная форма заточки задней поверхности сверла.
Сам процесс заточки сверл с помощью такого приспособления выглядит следующим образом.
- Инструмент выставляется в направляющей канавке приспособления таким образом, чтобы его режущая кромка располагалась параллельно краю направляющей пластины.
- После регулировки положения сверло медленно подается к рабочей поверхности вращающегося точильного круга.
Хорошо демонстрирует процесс работы с таким приспособлением видео, которое несложно найти в интернете.
Несмотря на простоту конструкции, такое приспособление обеспечивает высокую точность выполняемой заточки, для контроля качества которой можно даже не использовать шаблон. Если закрепить качающуюся пластину данного приспособления на фиксированный угол, его можно использовать и для заточки сверл, оснащенных твердосплавными пластинами.
Несколько рекомендаций по выбору наждачных кругов
Для того чтобы успешно затачивать сверла по металлу, большая часть которых изготавливается из быстрорежущей стали, необходимо использовать достаточно твердый точильный круг. В этом качестве можно применять абразивный инструмент, выполненный из карбида кремния. Такие круги, которые можно узнать по зеленому цвету и маркировке 64С, должны иметь зернистость, находящуюся в диапазоне 8Н – 16Н. Используя диски из этого материала, необходимо иметь в виду, что они сильно нагреваются при работе, поэтому не следует допускать, чтобы затачиваемое сверло находилось в длительном контакте с абразивным инструментом. Чтобы не допустить перегрева сверла при его заточке на таком диске, инструмент необходимо регулярно охлаждать, используя для этого водный раствор соды.
В этом качестве можно применять абразивный инструмент, выполненный из карбида кремния. Такие круги, которые можно узнать по зеленому цвету и маркировке 64С, должны иметь зернистость, находящуюся в диапазоне 8Н – 16Н. Используя диски из этого материала, необходимо иметь в виду, что они сильно нагреваются при работе, поэтому не следует допускать, чтобы затачиваемое сверло находилось в длительном контакте с абразивным инструментом. Чтобы не допустить перегрева сверла при его заточке на таком диске, инструмент необходимо регулярно охлаждать, используя для этого водный раствор соды.
При заточке сверл с помощью точильного круга очень важно следить за тем, чтобы рабочая поверхность абразивного инструмента набегала на обрабатываемое сверло, то есть двигалась сверху вниз, а не наоборот.
точилки для сверл по металлу и станки, другие устройства. Как сделать их своими руками по чертежам?
Тупое сверло неизбежно ухудшает рабочие возможности станка, на котором оно установлено, и делает практически невозможным адекватное выполнение поставленной задачи. Тем временем в процессе интенсивной работы сверла неизбежно будут затупляться. К счастью, большинство из них предполагает возможность заточки для дальнейшего использования, но для этого под рукой надо иметь соответствующее приспособление. На самом деле на него даже не обязательно тратиться – вместо этого такое устройство можно изготовить собственными руками.
Тем временем в процессе интенсивной работы сверла неизбежно будут затупляться. К счастью, большинство из них предполагает возможность заточки для дальнейшего использования, но для этого под рукой надо иметь соответствующее приспособление. На самом деле на него даже не обязательно тратиться – вместо этого такое устройство можно изготовить собственными руками.
Особенности
Приспособления для заточки сверл самодельного производства появились, вероятно, задолго до того, как их выпуск наладили промышленные предприятия. Самостоятельно изготовленные образцы отличаются, как правило, примитивностью, но зато своему изготовителю они обходятся в сущие копейки, а задачу могут решать не хуже покупного аналога.
Для собственноручного изготовления точилок используют любые подручные материалы, соответствующие техническим параметрам. Простейшим вариантом точила является втулка, которую устанавливают жестким способом на основании под удобным углом. Принципиальным моментом для подобного изделия является именно максимально надежная и стойкая фиксация.
Принципиальным моментом для подобного изделия является именно максимально надежная и стойкая фиксация.
Опытные мастера отмечают, что отклонение закрепленного сверла от втулки хотя бы на один градус уже чревато нарушением процедуры заточки, а значит, отрицательно скажется на эффективности работы сверла.
При наличии необходимых «деталей» и умения всегда можно несколько усовершенствовать конструкцию изделия. Для более надежной фиксации всегда можно внедрить в самодельный станок бруски с отверстиями, которые по диаметру как раз подходят к наконечникам. Иногда вместо них используют несколько небольших трубок из алюминия или меди.
Вне зависимости от того, какой вариант конструкции вы выберете для самостоятельного изготовления, следует помнить, что заточка любого инструмента, включая и сверла, предполагает наличие определенных специфических навыков, которые приобретаются только с опытом. Чаще всего подразумеваются следующие способности:
Чаще всего подразумеваются следующие способности:
- хороший глазомер – чтобы правильно определить угол затачивания и достаточное расстояние на зазор между обрабатываемым наконечником и абразивной поверхностью;
- понимание принципов работы электротехнических устройств – чтобы правильно оценивать способность используемого двигателя точить те или иные сверла;
- ориентирование в специфике металлообработки – позволяет понять, как правильно точить сверло, какой должен быть угол его заточки, а также способствует своевременному выявлению необходимости восстановления остроты наконечника.
Не исключено, что первый самодельный экземпляр приспособления для заточки наконечников окажется неидеальным и потребует дополнительной регулировки или настройки, однако, важно не бояться неутешительных результатов, а пробовать, и со временем все получится.
Обзор видов
Вне зависимости от того, какого типа приспособление вы будете изготавливать своими руками, обратите внимание, что в идеале оно должно быть механическим, ведь в противном случае заточить каждое отдельное сверло будет и долго, и сложно. Что касается существующих разновидностей подобных изделий, то надо признать, что объективно количество их вариантов не ограничено ничем, и никакой полной классификации нет и не может быть, потому что инженерная мысль человека безгранична.
По этой причине мы выделим лишь несколько примеров станков и более простой оснастки, которые часто воспроизводятся в быту.
- Насадка на дрель. Предсказуемо один из наиболее распространенных вариантов, потому что дрель есть в арсенале практически любого мастера, и она уже обеспечивает механический привод, а сделать на нее насадку весьма просто. Изделие представляет собой насадку из металлической трубы, в верхней части которой привинчен кондуктор – в нем проделаны отверстия как раз такого диаметра, чтобы сверло вошло и надежно встало на своем месте. Перед заточкой конструкцию крепят к шейке дрели при помощи втулки и винта.
- Стойки для заточки. Некие подобные конструкции широко используются на производстве, но там они и более громоздкие, и имеют расширенный функционал, тогда как в домашних условиях собирают их более компактные и не такие продвинутые версии.
 Стойка в любом случае неотделима от заточного станка, потому ее стоит собирать в том случае, если станок у вас есть. В задачи умельца входит самостоятельное изготовление из подручных средств основания, стержня и упора. К стержню специально подобранными зажимными гайками нужного размера крепятся сверла, но нужно убедиться, что они зафиксированы намертво.
Стойка в любом случае неотделима от заточного станка, потому ее стоит собирать в том случае, если станок у вас есть. В задачи умельца входит самостоятельное изготовление из подручных средств основания, стержня и упора. К стержню специально подобранными зажимными гайками нужного размера крепятся сверла, но нужно убедиться, что они зафиксированы намертво.
- Фиксаторы различных типов. На самом деле в большинстве случаев народные умельцы не усложняют задачу и точат сверла любыми подручными способами – с помощью алмазного диска болгарки или даже на наждаке. В таком случае все приспособление для заточки представляет собой фиксатор в виде оправки, в которую вставляют сверло. Изготовить такое изделие не составляет труда, но важно добиться идеально точной фиксации в правильном положении как самого сверла, так и фиксатора, который вполне может быть собран всего лишь из двух небольших гаек и болта.

Как сделать своими руками?
Решение изготовить какой-либо механизм своими руками всегда начинается с создания чертежа. Это правило работает всегда и во всех случаях, даже если вам кажется, что планируемое к производству приспособление весьма простое. Стоит учитывать, что чертеж – это не просто условная схема, на нем обязательно должны быть прописаны размеры всех отдельных деталей, а также механизма целиком.
Не поленитесь внести информацию даже о размерах крепежей, а затем несколько раз подряд перепроверьте, все ли сходится.

Если это для вас первый опыт самостоятельного изготовления подобных устройств, ничего нет удивительного в том, что проблемы начинают появляться уже на этапе составления чертежа. Ничего страшного – вы должны лишь сделать механизм своими руками, а не разработать собственный рабочий проект. Раз так, не возбраняется пользоваться интернетом, чтобы позаимствовать чертеж у кого-нибудь. При этом стоит помнить, что и в сети далеко не все авторы разбираются в том, о чем пишут, а значит, чертеж не следует брать в работу, слепо доверяя источнику – его также следует перепроверить на предмет совместимости всех параметров по отношению друг к другу.
Также желательно убедиться, что вы еще до начала выполнения уже понимаете, как должен выглядеть и работать конечный результат.

Из металла
Для решения задач по заточке мелких сверл отлично подходит устройство, собираемое «на коленке» из обыкновенных гаек. В интернете можно найти несущественно различающиеся рекомендации относительно пошагового изготовления такого устройства, но чаще всего все выглядит примерно следующим образом.
Для начала надо отыскать две гайки, диаметр которых не был бы одинаковым. На более крупной надо провести разметку, отмерив по 9 мм на одной из граней по трем сторонам. Результаты измерений обозначаются маркером на выбранной грани, а также на той, которая является противоположной по отношению к первой. После того как разметка будет выполнена, гайку зажимают в тисках и обрезают небольшие фрагменты по прорисованному контуру.
После этого в порезанную гайку вставляют сверло, чтобы убедиться, что грани гайки обеспечивают сверлу те самые 120 градусов наклона, которые обычно считаются наиболее удачным положением для заточки и последующей работы. Если все совпадает, можно переходить к следующему этапу – к поверхности, подвергшейся обрезанию, прикладывают гайку меньшего диаметра и, убедившись в правильности положения, приваривают ее. Затем в меньшую гайку вкручивают болт, который ограничивает перемещения вставляемого сверла – в результате получается держатель, обеспечивающий необходимый угол.
Опытные мастера особо акцентируют на том, что фиксацию должен обеспечивать именно болт, и не стоит пытаться заменить его рукой или другими менее надежными приспособлениями.
Благодаря специфике описанной конструкции в нее можно вставить сверло под правильным углом и в таком положении зафиксировать его. После этого сверло обтачивается на наждаке в расчете на то, что гаечное приспособление не позволит сточить лишнего, заодно сточив и себя. При этом многие мастера сомневаются в том, действительно ли гайка способна противостоять обрабатывающему воздействию абразивного круга и не портиться, заодно портя и сверло, которое точится под неправильным углом.
При этом многие мастера сомневаются в том, действительно ли гайка способна противостоять обрабатывающему воздействию абразивного круга и не портиться, заодно портя и сверло, которое точится под неправильным углом.
Вариантов решения этой проблемы может быть всего два: либо выбирайте любые другие приспособления для заточки сверл, либо тщательнее выбирайте гайки, из которых будете делать зажим.
Из дерева
Не стоит думать, что приспособление для заточки сверл можно своими руками изготовить только из металла – на самом деле для достижения подобных целей годится и древесина. На первый взгляд, она не обеспечивает той же надежности фиксации в правильном положении, однако, практика показывает, что даже в деревянном исполнении фиксатор способен некоторое время безупречно служить своему хозяину.
При этом изготовить его может даже тот человек, у которого совершенно нет навыков сварщика или отсутствует сварка как агрегат, но для производства потребуется все еще не затупившееся сверло.
В качестве главного материала используют кусок деревянного бруса, толщина которого оптимально оценивается в 2 сантиметра. По торцевой стороне будущего изделия выполняют диагональную разметку, стремясь определить центр. После этого надо подходящим сверлом в точке середины проделать сквозное отверстие – по диаметру оно будет как раз таким, чтобы в будущем фиксировать тот инструмент, которым его выполнили.
Далее надо обрезать углы так, чтобы линии среза шли на 30 градусов по транспортиру, если точкой отсчета признаем центр. Потом сбоку или сверху просверливают еще одно отверстие, предназначенное для фиксирующего самореза. Его отверстие должно в толще бруска соединяться с прорезью для вставки затачиваемого сверла – тогда с помощью болта фиксации сверло можно будет надежно прижать.
Потом сбоку или сверху просверливают еще одно отверстие, предназначенное для фиксирующего самореза. Его отверстие должно в толще бруска соединяться с прорезью для вставки затачиваемого сверла – тогда с помощью болта фиксации сверло можно будет надежно прижать.
Принцип использования такого устройства достаточно прост – сверло вставляется в проделанное для него отверстие, а затем фиксируется, плотно прижатое болтом. При этом кончик сверла, предназначенный для затачивания, должен выступать за пределы деревянной оправы. Специалисты советуют применять подобную конструкцию для работы с болгаркой или ленточным гриндарем. Понятно, что деревянный корпус тоже будет поддаваться затачивающему воздействию и истираться, потому задача точильщика – следить, дабы это не происходило чересчур выраженно.
Деревянные приспособления для заточки сверл не изготавливаются для сверл строго одного диаметра – они универсальны и предполагают использование для заточки изделий разного диаметра. При этом он не должен существенно отличаться от максимально возможного. Если диаметр отверстия для сверла составляет 9 мм, то здесь же можно затачивать насадки толщиной и в 8, и даже в 7 мм, а вот в 6 мм уже нежелательно. При более широком ассортименте сверл в арсенале мастера для заточки более тонких наконечников надо сделать еще одну такую конструкцию с диаметром уже в 6 мм, где также можно будет затачивать изделия толщиной 5 и даже 4 мм.
Как пользоваться самодельным устройством?
Принципы эксплуатации самодельных приспособлений для заточки сверл сильно зависят от того, какого именно вида устройство было произведено. Если не вдаваться в специфику каждого отдельного приспособления, а попробовать дать общие рекомендации, то инструкция получится сравнительно короткой – ее мы и рассмотрим.
Если не вдаваться в специфику каждого отдельного приспособления, а попробовать дать общие рекомендации, то инструкция получится сравнительно короткой – ее мы и рассмотрим.
Если заточка будет производиться на наждаке или зафиксированной болгарке, то есть, эти устройства уже имеют четко определенное положение в пространстве и не могут самостоятельно перемещаться относительно стола, задачей мастера является аналогичное закрепление самостоятельно изготовленной приспособы. Удобнее всего произвести фиксацию механизма при помощи струбцин, но надо внимательно следить за тем, на каком расстоянии крепеж устанавливается от абразива – ваша задача ведь заключается в том, чтобы они располагались достаточно близко друг от друга, позволяя производить затачивание.
Когда правильное положение найдено, и вы готовы протестировать собственную разработку, послабьте зажимной хомут, чтобы позволить сверлу встать на свое место. Теперь поставьте сверло в предназначенное для него отверстие и поищите такое положение, при котором угол заточки будет идеальным, а поверхность сверла окажется плотно прижатой к поверхности камня. Не соглашайтесь на «промежуточные» решения – если ваша конструкция изготовлена и собрана правильно, вам с помощью регулировки зажимного хомута удастся найти идеальное положение, если же вы где-то ошиблись в расчетах, то нет смысла точить что-либо на непригодном для этого станке.
Когда оптимальное положение для сверла по отношению к точащей детали тоже найдено, надежно зафиксируйте сверло с помощью тех крепежей, которые предусмотрены в самодельном устройстве специально для таких целей. Оставьте небольшой зазор, который обычно оценивается в 1 миллиметр – ваша задача ведь не заключается в том, чтобы сломать наконечник, вы должны его лишь немного обточить. После этого запустите абразивный диск или другое точащее устройство и проверьте собственный станок в действии.
По истечении времени, достаточного для адекватной заточки, остановите процесс и оцените, насколько удачно работает ваш собственный точильный станок.

Если со сверлом все в порядке, и оно затачивается именно так, как это необходимо для ваших рабочих нужд, подобную процедуру необходимо повторить и с обратной стороны, ведь до этого момента сверло стачивалось лишь по одной из кромок. Наконечник поворачивают на 180 градусов, послабив и затем снова затянув крепления, однако ограничительный болт в этом случае трогать не нужно совсем – он должен обеспечивать ту же длину затачивания, что была и при обработке обратной стороны.
После этого вы в любой момент сможете точить собственные сверла, как только в этом возникнет необходимость. Если вы работаете преимущественно с мягкими материалами, имеющими сравнительно невысокую плотность, такая необходимость будет возникать сравнительно редко, но вот металлообработка всегда создает огромную нагрузку на сверла и требует регулярного использования приспособлений для заточки.
Есть несколько проверенных веками способов того, как понять, что сверло уже нуждается в обновлении остроты кромки. В первую очередь, после длительной эксплуатации край металлического сверла начинает уставать, из-за чего наконечник может в прямо смысле начать крошиться. Такое явление нередко пугает новичков и заставляет их полностью заменить сверло или вообще отказаться от обработки определенного материала, но на самом деле надо было просто восстановить правильную рабочую форму насадки.
В первую очередь, после длительной эксплуатации край металлического сверла начинает уставать, из-за чего наконечник может в прямо смысле начать крошиться. Такое явление нередко пугает новичков и заставляет их полностью заменить сверло или вообще отказаться от обработки определенного материала, но на самом деле надо было просто восстановить правильную рабочую форму насадки.
Кроме того, с затупившимся сверлом двигатель начинает испытывать перегрузку и чрезмерно греться – это и понятно, ведь для достижения поставленной цели с некондиционным наконечником мотору приходится работать интенсивнее. Наконец, притупившееся сверло всегда оставляет на обрабатываемой поверхности характерные рваные заусенцы – так происходит потому, что затупление не является равномерным по всем сторонам сверла, и портит оно наконечник постепенно.
О том, как сделать устройство для заточки сверл своими руками, смотрите в следующем видео.
Приспособление для заточки сверл своими руками чертежи. Как заточить сверло по металлу? Приспособление для заточки. Угол заточки сверла
Качество и точность сверления зависит от остроты рабочего инструмента. Кроме того, в отличие от столового ножа, сверло должно быть заточено правильно. Бывалые слесари могут ровнять режущую кромку на обычном точильном станке, просто удерживая сверло в руках (по крайней мере, с их слов). Но для такого способа нужна сноровка и многолетний опыт. Даже если у вас твердая рука, и отличный глазомер – без понимания процесса, вы просто испортите инструмент.
Несколько базовых правил заточки (на примере спиралевидных сверл по металлу):
Для лучшего восприятия материала, вспомним устройство сверла.
- Нельзя прижимать острие к наждаку дольше 2-3 секунд за один подход. Металл раскаляется и происходит так называемое «отпускание», то есть лишение закалки. Соответственно теряется необходимая твердость металла. Первый признак – наличие температурных побежалостей на кромке.
- Для сверл диаметром до 4 мм: при каждом касании плоскости наждака сверло удерживается в одном положении: вращение вокруг своей оси недопустимо. Для большего диаметра, геометрия заточки несколько иная.
- На спиралевидных сверлах затачивается только задняя поверхность режущей части.
- Режущая кромка должна быть направлена навстречу вращению точила (при механической заточке).
- Основной угол (на иллюстрации — 2φ) зависит от типа обрабатываемого материала.
Какие сверла точить, и как часто?
Перьевые и другие специальные сверла по дереву в домашних условиях не восстанавливают, да и тупятся они не так быстро. Победитовые наконечники для бетона не точатся в принципе. Остается самый популярный инструмент – спиральные сверла по металлу. Разумеется, их используют и для обработки дерева (пластика, резины и даже камня), но это к теме не относится.
Победитовые наконечники для бетона не точатся в принципе. Остается самый популярный инструмент – спиральные сверла по металлу. Разумеется, их используют и для обработки дерева (пластика, резины и даже камня), но это к теме не относится.
Спиральное сверло. Режущая кромка имеет небольшой размер, поэтому при работе быстро нагревается от трения (нет площади рассеивания). Основная причине затупления – именно перегрев. При правильном использовании износ происходит не так интенсивно. Характерные признаки тупого сверла:
- При работе слышен скрип.
- Вместо завитой стружки из отверстия выходят опилки.
- Моментальный нагрев инструмента без продвижения в глубину.
Важно: Не следует работать тупым сверлом, износ от перегрева будет только прогрессировать.
Итак, пришло время точить инструмент. Вы не желаете испортить сверло, и хотите механизировать процесс.
К вашим услугам мини станки для заточки:
Все приспособления разделены на два вида: насадки или упоры для универсального инструмента, и самостоятельные устройства узкой специализации. Рассмотрим самые популярные из них, от простого к сложному:
Рассмотрим самые популярные из них, от простого к сложному:
Это как раз приспособление для тех, у кого твердая рука и глаз-алмаз. Фактически оно позволяет лишь удерживать сверло в заданном положении, не опасаясь поранить пальцы. Контроль угла визуальный, согласно положению «крыльев» относительно любого ориентира. Преимуществ немного: моментальная готовность к работе, компактность и цена. Недостатки очевидны: ручной контроль за процессом не добавляет точности.
По сути, этот элемент не является специальным приспособлением для сверл. Он просто позволяет зафиксировать инструмент под определенным углом. Точность будет выше, чем в предыдущем варианте. Большинство упоров позволяют устанавливать угол наклона, и даже имеют шкалу разметки. И все же приходится полагаться на твердость рук.
Есть и более продвинутые подставки: со сменными элементами и регулировкой не только угла, но и высоты. Приспособления монтируются не на корпус наждака, а на верстак: что делает их более универсальными.
Фактически, такой упор можно приспособить под любое электро-точило. Дополнительный бонус – с помощью такой подставки можно точить ножи, фрезы, отвертки, стамески, и пр.
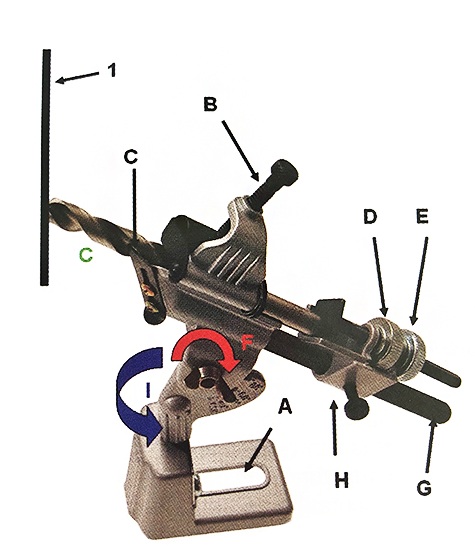
Полупрофессиональные направляющие для любых типов сверл
Это довольно продвинутый инструмент, который позволяет контролировать характеристики заточки с точностью до микрон. Все линейные параметры надежно фиксируются, значения выставляются по разметке. Сверло крепится в желобе, случайное смещение или поворот вокруг своей оси исключен.
Для заточки предусмотрена возможность как линейного перемещения, так и движения кромки по траектории дуги (для конической заточки сверл большого диаметра). Линейное движение (вдоль оси) может контролироваться мастером, или устанавливается ограничительный упор.
С точки зрения качества обработки – недостатков у приспособления практически нет. Но для правильной заточки оператор должен знать параметры сверла. То есть, автоматика отсутствует: поэтому инструмент относится к разряду профессионального.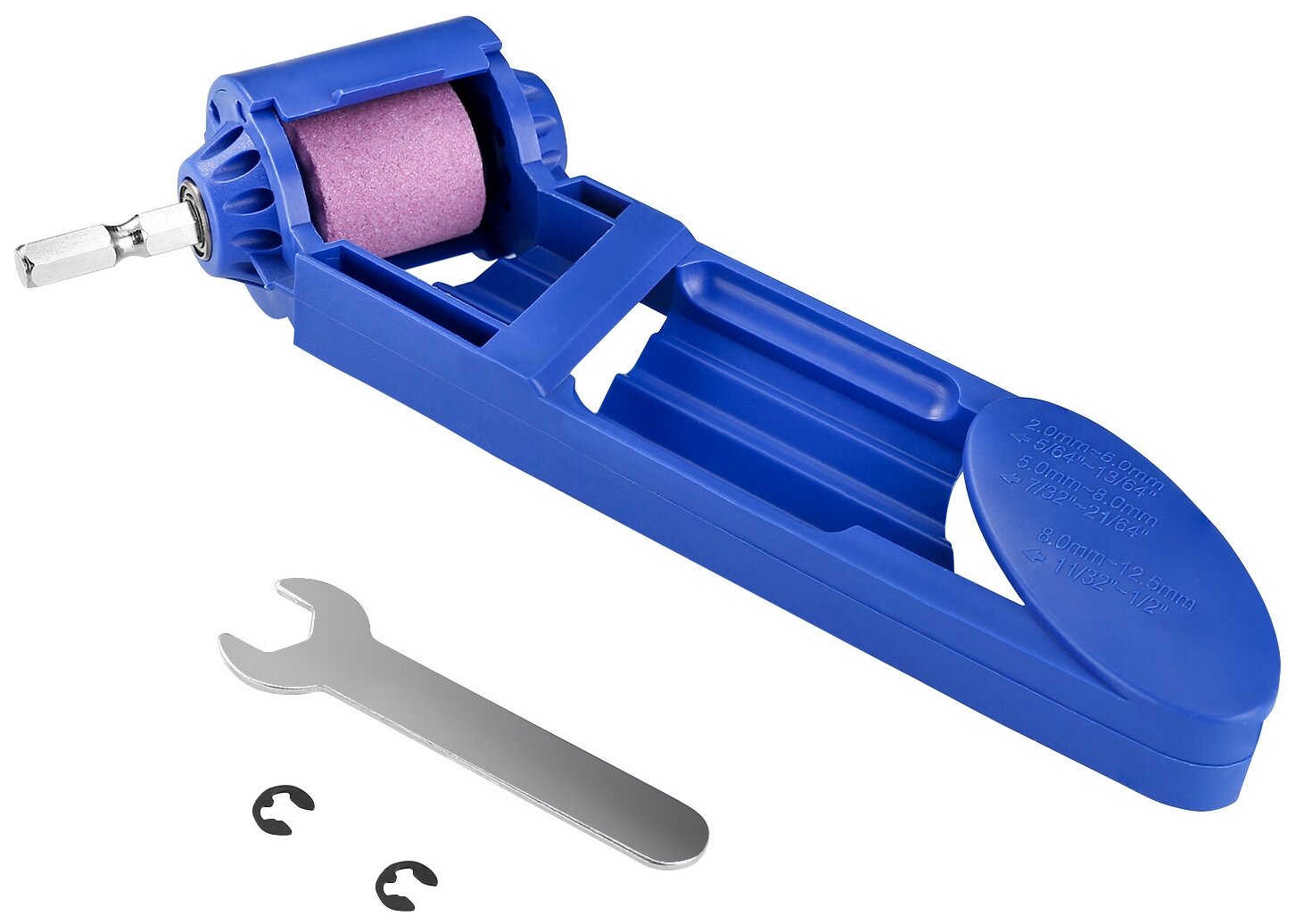
Как развитие линейки – направляющая с собственной точильной установкой. Нет необходимости устанавливать упор на верстак и менять диски. Фактически – вы имеете полуавтоматический настольный станок для заточки.
Важное замечание: Все перечисленные приспособления предназначены для работы со стандартными электро-точилами. Поэтому перед началом обработки сверл, желательно установить специальный наждачный диск.
Представляют собой специализированный электроинструмент для выполнения единственной задачи: заточка спиральных сверл.
Пользоваться станком может даже человек, далекий от техники (хотя, зачем ему острые сверла?). От оператора требуется лишь определить диаметр сверла и погрузить его в соответствующее отверстие. Работать удобно, ошибки практически исключены. Однако все сверла точатся «под одну гребенку». Расплата за простоту использования – отсутствие гибкости в настройках. Для домашнего применения – лучший выбор: особенно если имеется дополнительная насадка для заточки ножей и ножниц.
Есть версии для мастеров. Сверло устанавливается с учетом параметров заточки, процесс может контролироваться оператором.
Выбирается угол заточки, способ обработки кромки (линейная или конусная), глубина снятия металла. Сверло располагается не в общей обойме, а в индивидуальном картридже.
Промышленное заточное оборудование для металлообрабатывающего цеха
При интенсивной эксплуатации сверлильных станков, требуется отдельный пост для восстановления работоспособности инструмента. Профессиональные стенды для заточки сверл любого диаметра, экономят время и силы, но стоимость такого оборудования слишком высока для домашнего применения.
Полученная информация поможет вам подобрать приспособление для заточки, без лишних финансовых затрат. Кроме того, существуют сменные насадки на ручной электроинструмент (например, дрель). Но это уже тема другой статьи.
Как сделать приспособление для заточки сверл.
Приспособление для ручной заточки спиральных свёрл. Некоторое время назад случайно наткнулся (имеется ввиду автор статьи, см. источник) в сети на весьма полезные видеоуроки В. Леонтьева по ручной заточке спиральных свёрл:
Некоторое время назад случайно наткнулся (имеется ввиду автор статьи, см. источник) в сети на весьма полезные видеоуроки В. Леонтьева по ручной заточке спиральных свёрл:
Но тут же возникла идея, как сделать заточку свёрл ещё более простой и удобной. В результате раздумий и опытов появилось нижеописываемое приспособление. Сначала потребовалось модернизировать — довести до ума имеющееся фабрично-китайское (типа немецкое) точило. Потому как работать с ним используя приёмы В.Леонтьева было практически невозможно.
Электроточило фабрично-китайского изготовления.
Хлипкий штатный кронштейн подручника.
Непригодная для работы конструкция подручника.
Вопервых кронштейн крепления подручника к кожуху диска слишком хлипкий, сделан из металла 2 мм толщины. При небольшом усилии гнётся. Поэтому, естественно, углы заточки получаются +/- километр! Да и форма подручника абсолютно не позволяет делать нормальный задний угол по методе В.Леонтьева, так как сверло при опускании хвостовика упирается в угол кронштейна. Тем более, что и сам подручник установлен НИЖЕ оси диска. То есть вообще никак не получить нормальный задний угол, если только не использовать торцевую поверхность диска.
Тем более, что и сам подручник установлен НИЖЕ оси диска. То есть вообще никак не получить нормальный задний угол, если только не использовать торцевую поверхность диска.
Плоскость площадки подручника гораздо ниже оси вращения диска.
Новый кронштейн крепления подручника.
Для нормального кронштейна был использован кусочек металла толщиной 4 мм, большего размера и дополнительные крепёжные винты. Старый кронштейн крепился на двух заклёпках, которые пришлось срезать. Теперь новый кронштейн гораздо жёстче, чем ранее. Также из кусочков уголка и полосы была сварена горизонтальная полка подручника с дополнительными крепёжными отверстиями. Её положение можно регулировать в некоторых пределах.
Сравнение толщины металла в новом и старом подручниках.
Новый кронштейн крепится в 5 точках.
Детали приспособления. Кронштейн. Подручник. Поворотная пластина…
Далее было изготовлено непосредственно само приспособление. Оно представляет из себя поворотную пластину с приваренной втулкой, которая может качаться на оси, закреплённой в проушине, которая в свою очередь крепится к подручнику. Сверху к поворотной пластине крепится направляющая пластина для свёрл, в которой выбран треугольный паз.
Сверху к поворотной пластине крепится направляющая пластина для свёрл, в которой выбран треугольный паз.
Приспособление в сборе. Пластина в горизонтальном положении.
Приспособление в сборе.
Приспособление для заточки.
Сначала вместо этой пластины была опробована направляющая в виде кусочка уголка (как на видео у В.Леонтьева), но этот вариант совсем не годится — сверло трудно нормально зафиксировать (оно пытается убежать вправо при касании с диском), тем более что его требуется ещё и подавать вперёд при формировании заднего угла. В общем уголок (он есть на фото) совершенно не годится.
Приспособление в нижнем положении.
Работа с приспособлением напоминает движения автора видеоуроков, только вместо пальца и глазомера используется ось качания и установленный угол заточки сверла. Значительно удобнее с приспособлением контроль параллельности диску обрабатываемой режущей кромки сверла. Нужно просто повернуть пластину вниз и прижать сверло в пазу таким образом, чтобы линия режущей кромки была параллельна плоскости пластины — оси качания пластины. Этот момент показан на фото.
Этот момент показан на фото.
Установка сверла на подручник к точильному камню.
Сначала формируется сама кромка. При обработке заднего угла необходимо одновременным движением опускать пластину вниз и подавать само сверло вперёд к диску. Нужно стараться не допускать вращения сверла вокруг своей оси при формировании кромки и обработке заднего угла. Симетрию кромок контролирую точно также, как и в видеоуроках. Кстати, вместо качающейся пластины можно установить на подручник кусочек уголка с фиксированными углами — заточки и задним — это для заточки твердосплавных буров. Нужно только по месту определить необходимую длину сторон уголка для получения нужного заднего угла заточки, так как он зависит и от диаметра диска и местоположения подручника относительно оси вращения диска.
Установка сверла в направляющий паз пластины.
Контроль установки сверла. Режущая кромка сверла параллельна поверхности пластины.
Конфигурация направляющего паза.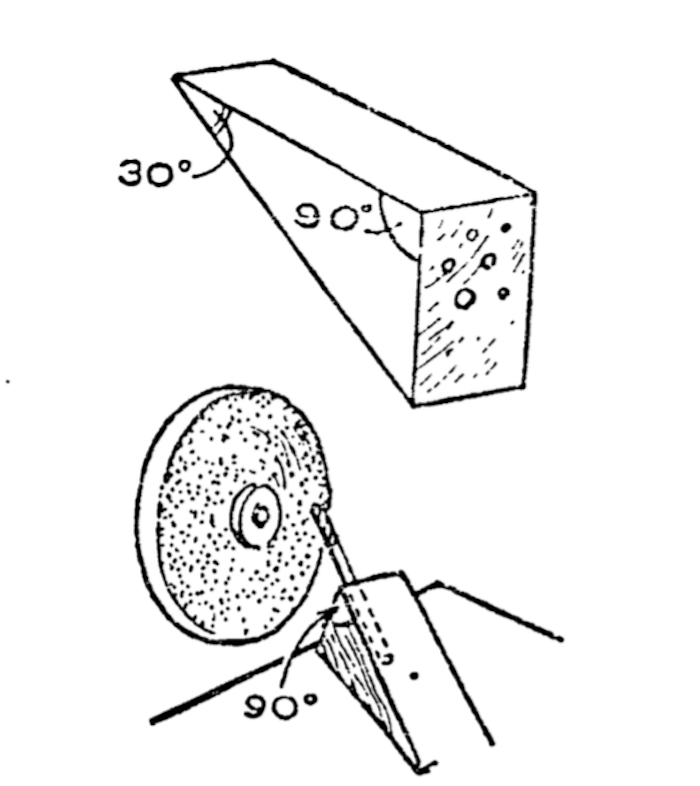
Приспособление для ручной заточки спиральных свёрл.
Для быстрого и качественного просверливания отверстий нужны острые сверла, которым свойственно со временем притупляться. Лучше всего этот инструмент оттачивает станок для заточки сверл. В домашних условиях можно также использовать специальные приспособления.
1
Станок для заточки сверл – это автоматизированное оборудование узкой специализации, предназначенное только для оттачивания сверл. По сфере использования различают следующие виды этих устройств:
- Промышленные – имеют большую мощность, на них затачивают различные сверла с диаметром от 20 мм и больше. Основное назначение такого оборудования – интенсивная работа на крупных предприятиях с высокой степенью профильной специализации. В промышленном оборудовании сверло затачивается в полностью или частично автоматическом режиме под нужным углом с помощью узла закрепления (специального зажима).
- Бытовые – используются исключительно на небольшом производстве или в домашних условиях.
 Устройство этих станков отличается небольшой мощностью, компактностью и мобильностью. На них возможно затачивать сверла среднего и маленького размера, которые используются в быту чаще всего.
Устройство этих станков отличается небольшой мощностью, компактностью и мобильностью. На них возможно затачивать сверла среднего и маленького размера, которые используются в быту чаще всего.
Бытовой станок для заточки сверл перед всеми прочими устройствами и приспособлениями, используемыми для восстановления остроты инструмента, обладает массой важных преимуществ, среди которых в первую очередь стоит отметить следующие:
- работает от электрической сети со стандартным напряжением;
- высокая степень производительности;
- простота эксплуатации;
- высокий уровень точности заточки и функциональности;
- доступная цена, находящаяся в допустимых пределах возможностей любого домашнего мастера;
- имеет небольшой вес и компактный размер;
- удобная эргономичная система управления обеспечивает регулирование скорости и интенсивности заточки.
2
Все бытовые станки рассчитаны на заточку из быстрорежущей стали определенного, конструктивно заложенного в устройство оборудования, диапазона диаметров.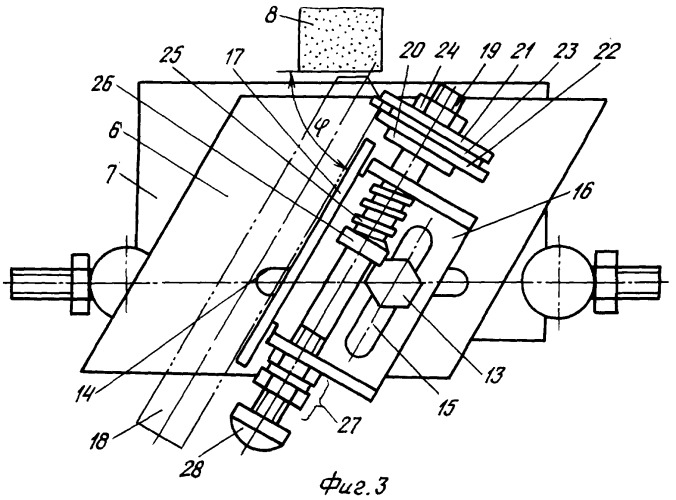 На многих станках можно затачивать инструмент, оснащенный твердосплавными пластинами – для этого в комплекте поставляется или дополнительно докупается алмазный круг. Обычно их возможности предусматривают заточку сверл с углом конуса при вершине в диапазоне 90–140 о по задней поверхности с выполнением затыловки и подточки режущей поперечной кромки. Но выпускаются также специализированные модификации для сверл по металлу:
На многих станках можно затачивать инструмент, оснащенный твердосплавными пластинами – для этого в комплекте поставляется или дополнительно докупается алмазный круг. Обычно их возможности предусматривают заточку сверл с углом конуса при вершине в диапазоне 90–140 о по задней поверхности с выполнением затыловки и подточки режущей поперечной кромки. Но выпускаются также специализированные модификации для сверл по металлу:
- левых;
- с двухплоскостной затыловкой;
- высокопроизводительных;
- трехзубых;
- других.
Наиболее удобны в домашней эксплуатации станки с универсальным патроном для зажимания сверл различного диаметра в пределах технически допустимого диапазона размеров, а также устройства, комплектующиеся набором съемных патронов, которые крепятся на корпусе самого станка и всегда под рукой.
Такое оборудование как правило оснащено окном, через которое можно наблюдать за центрированием сверла в рабочей зоне станка. В комплекте со станком идут стандартные принадлежности: эльборовые круги, комплект цанг, ключи, запасные детали. Также могут поставляться дополнительные принадлежности: алмазные круги, дополнительный набор цанг, светильник для рабочей зоны и другие. Наиболее известные типы подобных станков: Drill Doctor , GS и их китайские аналоги.
Также могут поставляться дополнительные принадлежности: алмазные круги, дополнительный набор цанг, светильник для рабочей зоны и другие. Наиболее известные типы подобных станков: Drill Doctor , GS и их китайские аналоги.
По диапазону размеров обрабатываемых сверл эти станки выпускают двух основных видов (с различными крайними значениями диаметров): от 2 мм до 13 мм и от 13 мм до 34 мм. Их недостатки: плохая заточка тонких сверл (точность станков не рассчитана на это) и невозможность оттачивания очень тонких. Для инструмента малых диаметров потребуется специальный станок для заточки сверл – например, ВЗ-389СП, предназначенный для заточки инструмента размером 0,4–4 мм и оснащенный для контроля за процессом оттачивания 30-кратным оптическим устройством.
3
Прежде чем подбирать станок для заточки сверл необходимо определить для него будущий фронт работ, потому что при покупке требуется руководствоваться определенными эксплуатационными параметрами. Если устройство предполагается использовать в домашних условиях (к примеру, на даче или в гараже), то можно приобрести маломощную, недорогую модель – учитывая, что станок не будет эксплуатироваться постоянно, оборудование большой мощности будет совершенно ни к чему. Кроме того, промышленные устройства предназначены для затачивания сверл больших диаметров и потребляют гораздо большее, чем бытовые модели, количество электроэнергии.
Если устройство предполагается использовать в домашних условиях (к примеру, на даче или в гараже), то можно приобрести маломощную, недорогую модель – учитывая, что станок не будет эксплуатироваться постоянно, оборудование большой мощности будет совершенно ни к чему. Кроме того, промышленные устройства предназначены для затачивания сверл больших диаметров и потребляют гораздо большее, чем бытовые модели, количество электроэнергии.
При покупке станка следует обратить особое внимание на наличие специального регулятора, предназначенного для настройки вращения шпинделя. Такая опция позволит сделать работу максимально эффективной и безопасной.
Еще один немаловажный параметр – размер сверл, который должен определяться спектром предполагаемых работ. Выбираемый бытовой станок должен иметь достаточно низкий уровень производимого шума, особенно когда оборудование планируется использовать не в каком-то отдельном помещении, а непосредственно в жилой зоне.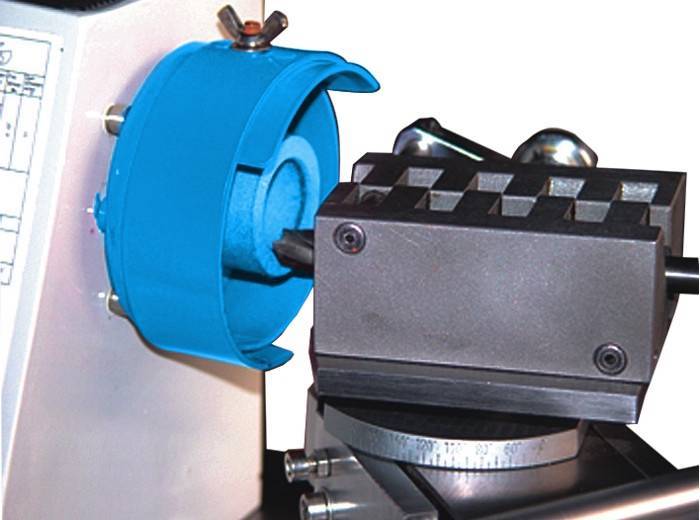
Необходимо также обратить внимание на конструкцию приглянувшейся модели – лучше всего, если она будет максимально простой. В этом случае какая-либо поломка не доставит больших хлопот – не составит труда подыскать и приобрести нужную новую деталь и поставить ее вместо вышедшей из строя. Нельзя не отметить, что большинство зарубежных моделей в плане их технического обслуживания довольно дорогие, а найти нужную деталь на замену порой бывает непросто. И последняя рекомендация: выбирать станок для заточки сверл следует только в специализированных торговых точках и магазинах, где будет выдан гарантийный талон и технический паспорт.
4
На предприятиях в некоторых случаях сверловщик затачивает сверла сам вручную на обычных заточных станках, которые оборудованы для этой цели специальным приспособлением. Для этого он предварительно должен изучить правила затачивания сверл и пройти специальные подготовительные курсы. Используемое приспособление для заточки сверл представляет из себя стальную конструкцию, оснащенную подвижным зажимом для сверла с регулируемым углом наклона относительно вращающегося шлифовального круга и имеющее крепление для фиксации на корпусе заточного станка.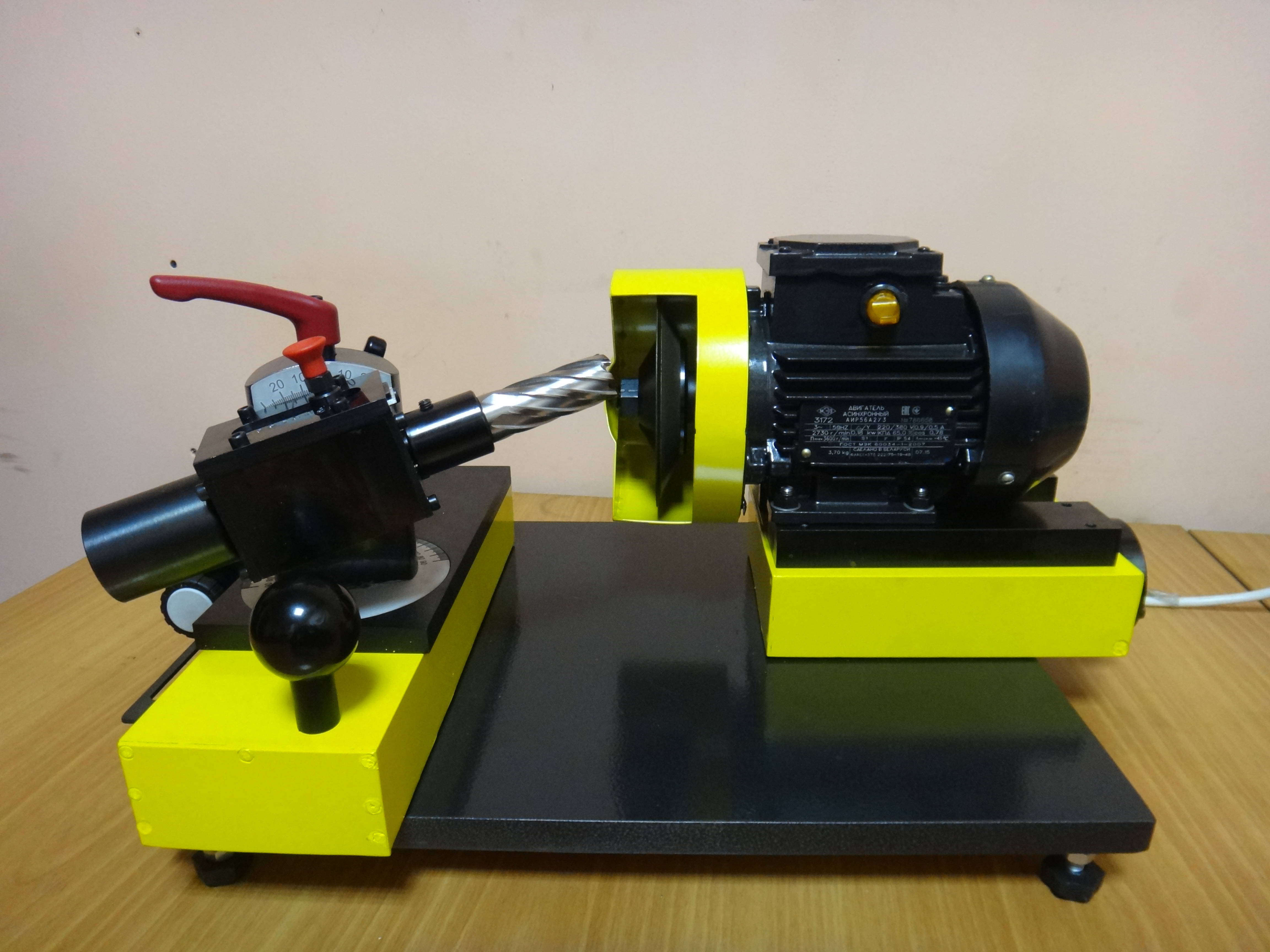
Также нередки случаи, когда на предприятии при затачивании вручную на обычном заточном станке вовсе не используют никаких приспособлений. При этом сверло правой рукой держат за хвостовик, а левой – насколько возможно ближе к режущей части. Режущую кромку инструмента прижимают к боковой поверхности абразивного круга и одновременно правой рукой плавно покачивают сверло, стремясь добиться, чтобы задняя его поверхность приняла нужную форму и приобрела правильный наклон. Снимать металл нужно небольшими слоями, слабо прижимая инструмент к кругу. Надо следить, чтобы у сверла режущие кромки были одинаковой длины и имели одинаковые углы заточки.
Ошибки, допущенные во время ручной заточки, могут привести к следующим недостаткам сверла:
- режущие кромки неравной длины;
- углы, образуемые режущими кромками с осью инструмента, разные;
- у поперечного лезвия односторонняя выточка.
В результате этих дефектов сверло будет:
- бить;
- неправильно, односторонне нагружаться на режущих кромках – может сломаться;
- просверливать отверстия большего диаметра, чем само сверло.

После заточки у инструмента следует проверять для поперечной кромки ее ширину и правильность положения относительно режущих кромок, длину последних, угол: в плане φ, наклона поперечной кромки, задний угол α, двойной заточки φ1, при вершине 2φ. Для проверки всех этих параметров на предприятиях используют специальные шаблоны. Правильность расположения перемычки выясняют с помощью оптического прибора. На предприятиях в ряде случаев проверяют биение сверла – используют для этого специальное приспособление.
Сверла по металлу из быстрорежущих сталей затачивают на кругах для шлифования из электрокорунда белого и нормального на керамической связке зернистостью 16–40, твердостью СМ, а также на кругах из эльбора. При заточке инструмента, который оснащен твердосплавными пластинами, применяют из синтетических алмазов, а также из зеленого карбида кремния зернистостью 16–40.
5
Не имея специального станка, в домашних условиях можно использовать для заточки сверл следующее оборудование:
- обычный заточной станок;
- электродрель;
- самодельные аппараты для заточки.

Для использования простого заточного станка лучше приобрести специальное приспособление, потому что прежде, чем самостоятельно научиться правильно оттачивать инструмент без него, можно испортить не один десяток сверл. Это приспособление для заточки сверл имеет примерно такое же устройство, как и описанное выше промышленное. Есть варианты не с креплением на корпус станка, а с отдельной установкой на горизонтальную поверхность вблизи вращающегося шлифовального круга. Подобное приспособление может быть самодельным. Оно может быть выполнено из дерева: на его основании крепят брус с несколькими отверстиями под диаметр нужных сверл, просверленными под наклоном, обеспечивающем нужный угол заточки. Можно предусмотреть изменение наклона – угла заточки.
В случае с электродрелью используется специальная насадка для заточки сверл. К сожалению, в продаже попадаются только для заточки под углом 118 о и только для размеров инструмента 3,5–10 мм (отечественные) и 2,5–10 мм (импортные). Причем и те, и другие только для дрелей с шейкой шпинделя диаметром 43 мм. В корпусе этих насадок есть 15 отверстий под сверла разных диаметров. Насадки комплектуются камнем, затачивающая поверхность которого расположена под определенным углом, и поводком для него, вставляемым в патрон дрели.
Причем и те, и другие только для дрелей с шейкой шпинделя диаметром 43 мм. В корпусе этих насадок есть 15 отверстий под сверла разных диаметров. Насадки комплектуются камнем, затачивающая поверхность которого расположена под определенным углом, и поводком для него, вставляемым в патрон дрели.
Изменив один раз длину поводка (укоротив его), насадку настраивают для работы с одной конкретной дрелью. Работают с ней следующим образом: поводок с камнем на конце вставляют в патрон дрели; насадку одевают на шпиндель и фиксируют винтом; запускают дрель и вставляют сверла в отверстие корпуса насадки соответствующего диаметра. Подобное приспособление тоже можно сделать самостоятельно. В самодельной насадке можно будет предусмотреть нужные углы заточки и диаметры инструмента.
Самодельные аппараты могут быть выполнены в виде обычных заточных станков. На них лучше сразу предусмотреть способ крепления и заточки сверл, чтобы не придумывать дополнительные приспособления для этого.
Сверла должны быть качественными и хорошо заточенными в работе профессионального мастера. В былые времена заточку сверла производили вручную.
В былые времена заточку сверла производили вручную.
На сегодняшний день появились специальные устройства для заточки свёрл, и их конструкция очень проста.
Для чего нужна заточка?
Если сверло затупилось, то им очень трудно, а порой невозможно просверлить поверхность. Также стоит заметить, что для разных видов поверхностей свёрла должны иметь определённый угол заточки, к примеру, для пластмассовой поверхности угол будет равен 30 градусам, для закалённой стали этот угол будет равняться 130 градусам.
В случаях, когда не требуется идеально просверлённого отверстия, угол заточки может быть 90 градусов.
Как выполнить правильную заточку сверла
Заточку сверла можно сделать своими руками при помощи абразивных дисков. В ходе заточки сверло нужно удерживать за рабочую поверхность. Удерживать хвост сверла нужно другой рукой.
С боку сверло необходимо прижать к абразивному диску. Затем желательно с придельной осторожностью провернуть его, в результате режущая кромка примет требуемый угол и структуру.
Заточку сверла нужно делать с каждой стороны отдельно. Также необходимо следить за тем, чтобы остриё сверла располагалось ровно по центру в момент заточки режущей части. Следует сделать это правильно, так как ошибка в заточке может привести к тому, что сверло будет косить вбок.
Заточка сверла своими руками не самый хороший способ, так как он способен нести за собой ряд неточностей, например, режущие кромки могут оказаться не правильными по отношению к оси инструмента.
Устройство для заточки
Устройство предназначено для заточки глухих или сквозных сверл, которые сделаны из чугуна и стали. Такое устройство сделано с учётом видов заточки, а также её размеров. На станке легко поменять угол заточки.
Есть два вида устройств, которые помогут заточить сверло это бытовой и промышленный станок. В первом случае устройство для заточки занимает мало пространства и отлично вписывается для работы в доме, но такой станок может затачивать только маленькие свёрла.
Большой мощностью обладают станки промышленные, которые сделаны для того, чтобы производить заточку сверл с большим диаметром. У промышленного станка имеется зажим и круг для заточки.
С помощью этого устройства заточка сверла происходит под надзором оператора, который легко контролирует процесс. Такие устройства рассчитаны на долгосрочное время эксплуатации.
Как сделать станок для заточки сверл своими руками
Нам будут необходимы следующие материалы: абразивный диск, переключатель, мотор с хорошей мощностью, подставка, провода, ось и заглушка. Также для безопасного использования станка на нём обязан быть корпус, снаружи которого необходимо поставить ось с абразивным кругом для работы.
Предварительно нужно определиться с местом установки станка, так как он будет подключаться к розетке.
Также наше устройство должно размещаться на столе, желательно из металла, куда нужно будет поставить двигатель, и расставить отметки для проделывания отверстий под болты.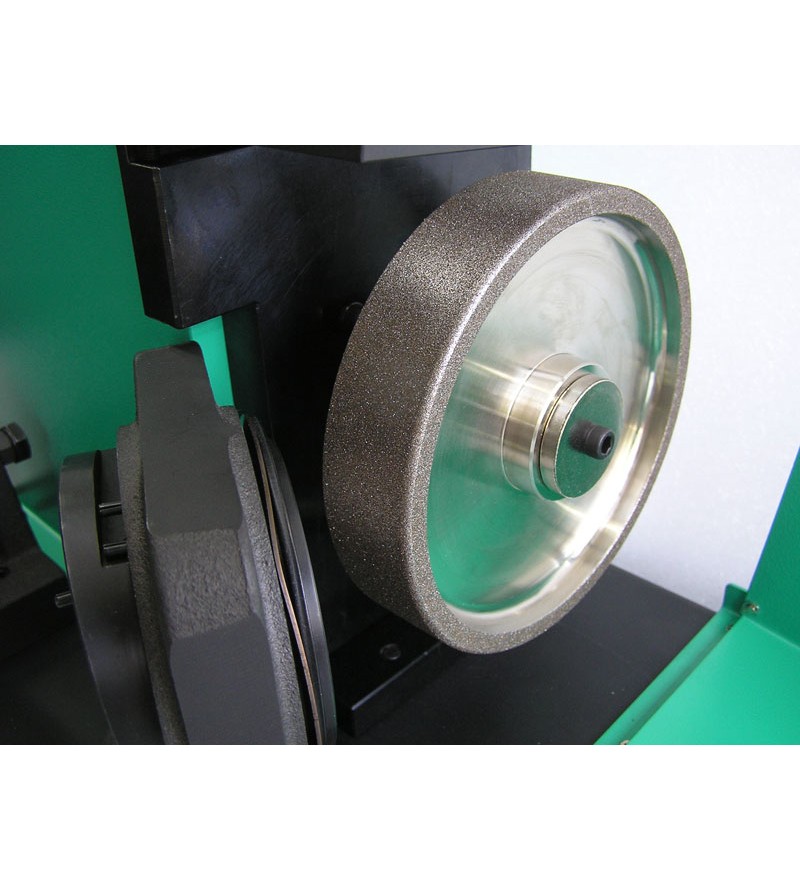
На вал двигателя надевают абразивный диск. Чтобы его закрепить на валу, надо надеть сначала шайбу, затем диск и еще раз шайбу. После этого следует установить крепёжную гайку на заранее приготовленную резьбу на валу.
В качестве мотора для нашего устройства отлично подойдёт двигатель от стиральной машины. Мощность её мотора будет достаточной для процесса заточки сверл. Провода допускается взять тоже от подручной аппаратуры.
Обратите внимание!
Соединить провода нужно с пускателем, который должен быть с тремя разомкнутыми контактами. Обмотка должна быть способна к подключению фазных линий, с использованием двух пускателей, соединённых последовательно.
Кнопка выключения должна соединяться с Нз, а кнопка запуска будет соединена с НР, также она должна состоять в параллельном соединении с двумя НР контактами пускателя.
При нажатии кнопки включения будет подаваться напряжение на обмотку в результате контуры должны замкнуться.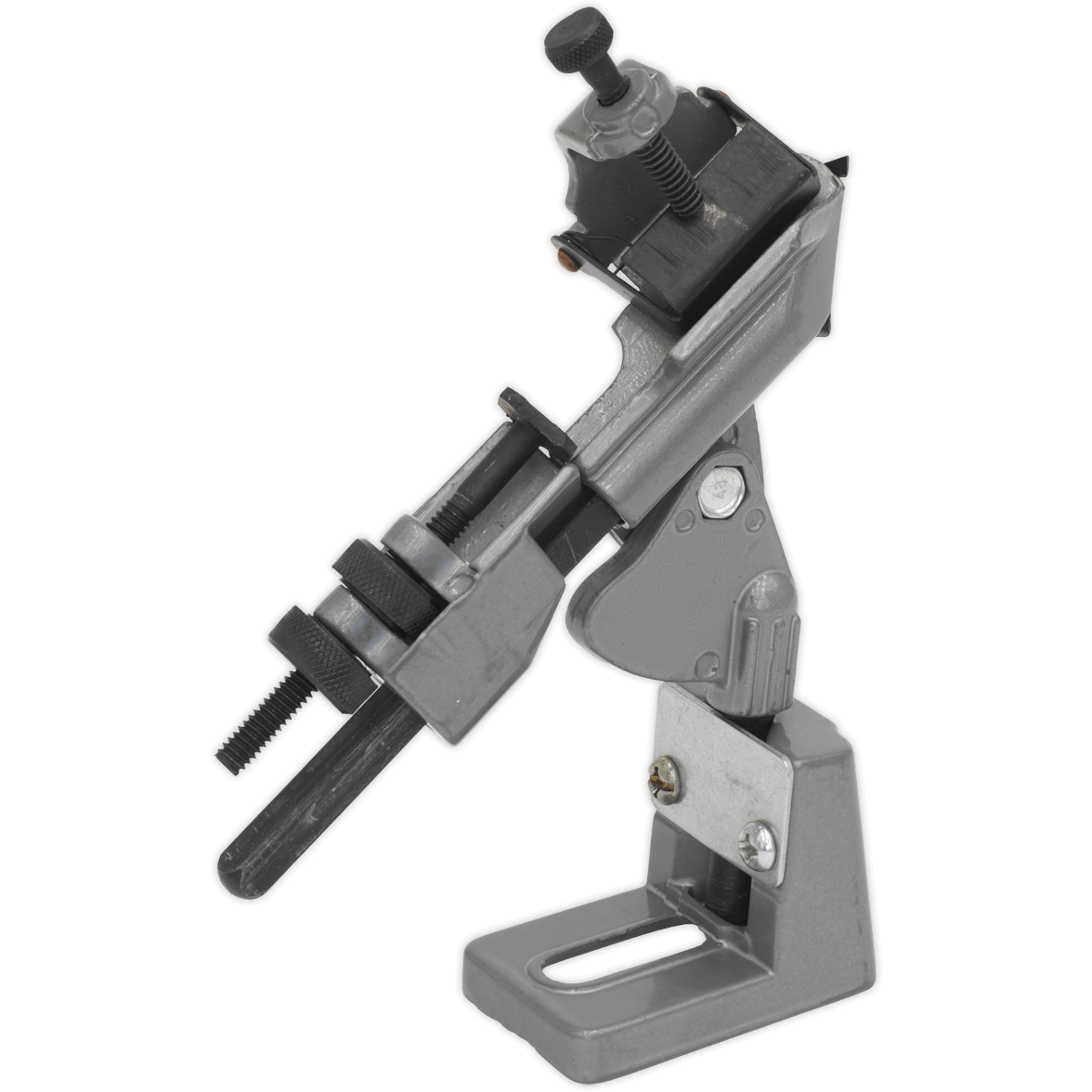 При отпуске кнопки напряжение, подаваемое на пускатель не должно сниматься. При отключении двигатель должен остановиться.
При отпуске кнопки напряжение, подаваемое на пускатель не должно сниматься. При отключении двигатель должен остановиться.
Двигатель сам по себе безопасное устройство, но для защиты его механизмов от пыли необходимо сделать каркас, который защитит его от воздействия окружающей среды.
Для его изготовления можно воспользоваться металлическим коробом или сделать защитный экран из стекла. Также стоит установить кожух, закрывающий торцевую часть диска на треть. Он защитит рабочего, в случае если абразивный диск треснет.
Фото заточки сверл своими руками
Обратите внимание!
Обратите внимание!
Устройство для заточки свёрл пригодится в любом хозяйстве. Ведь работа с тупым сверлом — одно мучение. Механизм можно сделать своими руками, используя ненужные и устаревшие детали.
Правила заточки сверл
Свёрла можно затачивать на специальных заточных дисках, вручную или на станках. Перед началом работ внимательно исследуйте свёрла: если на поверхности есть серьезные дефекты, нужно начать затачивание с более грубого абразива. Если же инструмент немного затупился, используйте доводочный диск.
Перед началом работ внимательно исследуйте свёрла: если на поверхности есть серьезные дефекты, нужно начать затачивание с более грубого абразива. Если же инструмент немного затупился, используйте доводочный диск.
При затачивании вручную своими руками, нужно выполнять правила:
- одной рукой удерживать за хвостовик, второй подправлять рабочий конец;
- режущий край обрабатывать боковой частью заточного диска;
- сначала затачивается одна сторона, после чего сверло аккуратно переворачивается и обрабатывается вторая.
Во время обработки важно сохранять изначальную форму сверла и направление режущих краев. Необходимо следить за тем, чтобы острие кончика не смещалось от центра, иначе во время работы инструмент отклонится в сторону. Если после заточки угол режущих краев неодинаков, работа сверла будет некачественной. Это определяется с помощью шаблона, сделанного своими руками, или на глаз: форма кончика должна составлять конус. Чтобы избежать ошибок, править лучше на специализированных устройствах.
Виды заточного оборудования
Самодельный аппарат предусмотрен для затачивания свёрл из различных металлов, резаков, метчиков, фрез, зенкеров, резцов.
Оборудование может быть:
- специализированным — обрабатывает единственный тип инструментов;
- универсальным — используется для любых видов резаков и свёрл.
Самодельные механизмы чаще относятся к универсальному бытовому типу. Промышленные станки мощны, работают с крупными инструментами. Дома в таких необходимости нет, они шумны, занимают много места и энергозатратны.
Бытовые самодельные станки подходят для затачивания свёрл малого и среднего диаметра, они компактны и экономичны.
Изготовление станка для заточки
Чтобы своими руками собрать станок, необходимо подготовить:
- электромотор;
- точильный диск;
- тумблер;
- подставку;
- электрокабель;
- заглушку.
Все комплектующие станка своими руками размещаются внутри корпуса. Это сделает работу безопасной и удобной. Доступным должен быть только шкив электродвигателя, на который надевается точильный диск. Станок стационарно крепится к верстаку, поэтому место нужно подобрать заранее.
Это сделает работу безопасной и удобной. Доступным должен быть только шкив электродвигателя, на который надевается точильный диск. Станок стационарно крепится к верстаку, поэтому место нужно подобрать заранее.
- поместите электромотор в нужное место, на столе отметьте точки креплений;
- просверлите отверстия для крепежных болтов;
- верните электромотор на место и прикрутите его к верстаку, для крепления подойдут хомуты из тонких металлических полосок;
- установите защитный корпус;
- на шкив двигателя наденьте точильный круг.
Желательно подобрать двигатель с удлиненным шкивом, иначе его придется доставлять. Сначала надевается шайба, после чего круг. При несовпадении поперечников шкива и диска используется переходная втулка. Сбоку втулки делается резьбовое отверстие, в него вкручивают дополнительный крепежный болтик.
По мощности для самодельного станка подходит двигатель от стиральной машины. Не подбирайте двигатель с высокими оборотами, так как затачивание свёрл происходит на небольшой скорости.

Теперь можно подключить электрическую составляющую: тумблер, двигатель и соединить их с розеткой.
Дополнительные устройства
Изготовленные своими руками дополнительные приспособления сделают работу по заточке сверл более удобной и точной.
Шаблон для проверки. Шаблон вырезают из листа тонкого (1 мм) мягкого металла (алюминия, меди). Шаблон выявляет углы у острия, продолжительность рабочих краев, угол между рабочим краем и перемычкой. Так как задний угол заточки сверла шаблоном проверить практически невозможно, выверяется угол заострения. Вырезается шаблон перед первым использованием сверла.
Направляющая. Это небольшая приставка, которая делается из металлической полоски и с помощью болта фиксируется на корпусе. Во время работы сверло укладывают на направляющую и подводят к точильному камню.
Угломер. На подставке, которая описана сверху, наносятся деления углов затачивания. Можно отрезать часть металлического транспортира с отметками углов и прикрепить к подставке. Отрезать нужно часть с углами более 30 градусов, так как при заточке меньшие не используются.
Отрезать нужно часть с углами более 30 градусов, так как при заточке меньшие не используются.
Приспособление, облегчающее заточку свёрл. Представляет собой фиксированную станину и державку, в которой предусмотрены отверстия для вставления резаков разного размера. Державку можно снимать. Станина выполняется из доски 50 мм, к ней прикрепляется рейка под углом 32 градуса. Рейка выставляет державку с инструментом под необходимым углом. Державка своими руками выпиливается из бруска, поверхность которого снимают под углом 65 градусов. Скошенная часть укладывается к рейке. Углы скашивания державки и рейки зависят от типа заточки.
Многофункциональный механизм
Заточка сверл станет проще при использовании этого механизма. Устройство состоит из:
- роликовых салазок;
- направляющей;
- вала;
- транспортира;
- патрона сверлильного.
Направляющую следует сделать достаточно широкой, к ней прикрепляется транспортир. В качестве оси поворота выступает болт, вставленный в предусмотренное отверстие.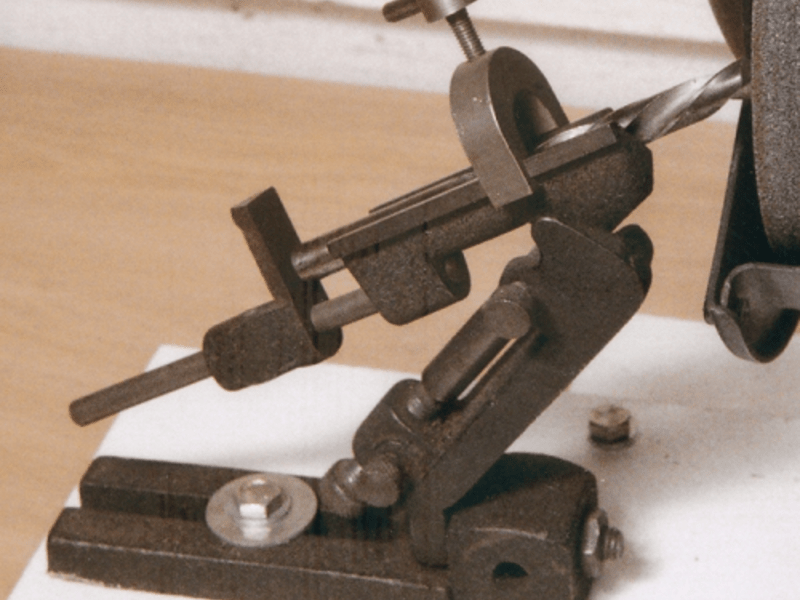 На поворотную часть размещают направляющие и подвижную пластинку. На ее поверхности фиксируется ось, трубка, с одной стороны ось заканчивается патроном для сверла, с другой — рукояткой. Перемещение упорной пластины обеспечивается резьбовой осью.
На поворотную часть размещают направляющие и подвижную пластинку. На ее поверхности фиксируется ось, трубка, с одной стороны ось заканчивается патроном для сверла, с другой — рукояткой. Перемещение упорной пластины обеспечивается резьбовой осью.
Снизу упорной пластины находится ограничитель (он же указатель), который одновременно указывает необходимый угол смещения и фиксирует в нужном положении.
Механизм работает следующим образом:
- сверло фиксируется в патроне;
- упорная пластина стопорится под необходимым углом;
- инструмент вращают по продольной оси с помощью рукоятки;
- отмечают угол;
- переворачивают резак на 90 градусов и обрабатывают вторую половину, доходя до отмеченного угла.
Правила заточки на самодельном станке
- Во время обработки свёрл, оба плечика должны быть идентичными. Это означает, что сверло будет ровно входить в отверстие и качественно выполнять сверление.
- До запуска станка своими руками надежно закрепите точильный круг на шкиве.

- Первичную обработку проводите диском с крупным абразивом. Когда вы заметите заусенец на сверле, диск следует менять на более тонкий.
- Во время заточки постоянно удерживайте необходимый угол.
- Круг должен вращаться только в одном направлении, по лезвию.
- Не допускайте перегрева резака, в процессе обработки его следует периодически охлаждать. Не окунайте перегретый инструмент в холодную воду, это способствует растрескиванию металла.
Несколько вариантов приспособлений для заточки свёрл в видеороликах.
Самодельные приспособления для заточки сверл
Дрель – это, пожалуй, одно из наиболее распространенных как в быту, так и на производстве устройств механической обработки материалов, позволяющее быстро и аккуратно сделать отверстие в поверхности с самой разной структурой. Будь это ручной коловорот, электрическая дрель или большой радиально-сверлильный станок, все они в качестве режущего инструмента используют сверло. Оно представляет собой закаленный твердосплавный металлический стержень различного диаметра, с хвостовиком и рабочей частью в виде двух или более режущих кромок, которые при вращении осуществляют выборку материала.
Угол наклона сверла: индивидуальный подход к каждому материалу
В зависимости от типа поверхности, требований к качеству обработки и целого ряда других условий, форма сверла может иметь самый разный вид. Наиболее распространен вариант, когда его рабочая часть состоит из двух закрученных между собой по спирали режущих кромок, образующих на конце сверла конус, высота которого определяет угол заточки сверла. Его величина зависит от твердости обрабатываемого материала и для каждого материала может иметь свои значения:
- углеродистые стали, сплавы из чугуна и твердой бронзы – от 116º до 118º;
- изделия из латуни, мягкой бронзы и меди – от 120º до 130º;
- алюминиевые и деревянные поверхности – 140º;
- полимеры и пластмассы – от 90º до 100º.
Условия для долгой и активной жизни сверла
Если исключить бездумный (или безвыходный) вариант использования сверла без победитовых напаек для работы по бетону или камню (когда инструмент выходит из строя буквально за минуту), то наиболее активно режущие кромки тупятся при сверлении твердых металлов.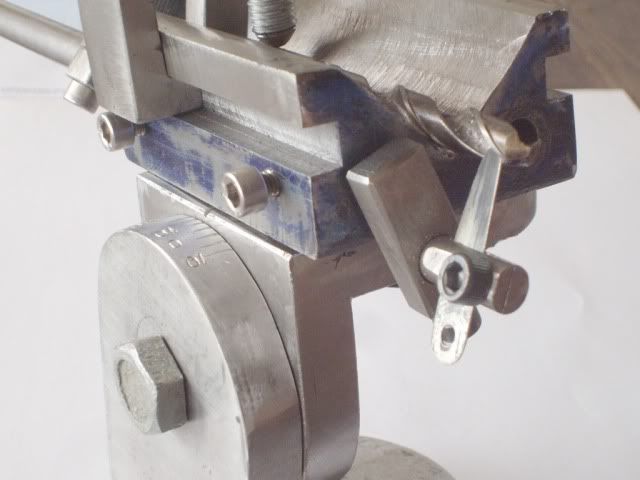 Срок службы сверла в этом случае зависит от твердости обрабатываемой поверхности, а также скорости вращения, подающего усилия и наличия охлаждения режущего инструмента. Определить момент ухудшения режущих качеств бура крайне просто по характерному резкому свисту и необходимости большего давления на дрель. В результате сверло очень быстро нагревается, значительно увеличивается время сверления с одновременным снижением качества получаемого отверстия, и для продолжения нормальной работы бур нужно заменить.
Срок службы сверла в этом случае зависит от твердости обрабатываемой поверхности, а также скорости вращения, подающего усилия и наличия охлаждения режущего инструмента. Определить момент ухудшения режущих качеств бура крайне просто по характерному резкому свисту и необходимости большего давления на дрель. В результате сверло очень быстро нагревается, значительно увеличивается время сверления с одновременным снижением качества получаемого отверстия, и для продолжения нормальной работы бур нужно заменить.
Лучше час потерять, а потом за пять минут просверлить
Так как сверла считаются расходным материалом и на малых размерах имеют относительно невысокую стоимость, многие их просто выбрасывают, заменяя новыми. Однако такой подход может быть оправдан только при небольшом объеме работ, низкой цене детали и близости строительного магазина. Намного экономнее и быстрее заточить сверло по металлу своими руками. Приспособлений для осуществления этой операции существует масса, и, как правило, цена такого оборудования напрямую зависит от скорости, универсальности и качества обработки им режущего инструмента.
Правильная форма заточки – залог эффективной работы
В результате обработки режущей кромке сверла придается определенная геометрия, приоритетная для того или иного диаметра бура и структуры обрабатываемой поверхности. Для получения необходимой формы используют, соответственно, и разные способы затачивания режущей кромки. Разделяют одноплоскостной, конусный, двухплоскостной, винтовой и цилиндрический виды заточки. В домашних условиях чаще всего применяют первые два способа как наиболее простые, причем в одной плоскости затачивают сверла диаметром до трех миллиметров, обеспечивая тридцатиградусный уклон заднего угла. Недостатком в этом случае является высокая вероятность разрушения рабочей части кромки из-за ее утончения, потому для сверл большего диаметра обычно применяют заточку в виде конуса, формируя на их острие угол в пределах 118-120º.
Способы достижения желаемого качества заточки
В принципе, имея определенные навыки, заточку можно осуществить и без вспомогательного инструмента. Главное при этом — соблюсти необходимый угол обработки, а также равную длину рабочей поверхности режущих кромок и их симметричный наклон относительно оси бура. Однако достичь этого на практике не так и просто, достаточно совсем небольшой погрешности по любому из перечисленных показателей, и ваше сверло не будет работать должным образом. Использование спецприспособлений упрощает процесс, но согласитесь, приобретать дорогой станок для приведения в порядок пары буров по металлу нецелесообразно. К тому же самодельное приспособление для заточки сверл поможет справиться с этой задачей пусть с меньшим комфортом, но тоже неплохо.
Главное при этом — соблюсти необходимый угол обработки, а также равную длину рабочей поверхности режущих кромок и их симметричный наклон относительно оси бура. Однако достичь этого на практике не так и просто, достаточно совсем небольшой погрешности по любому из перечисленных показателей, и ваше сверло не будет работать должным образом. Использование спецприспособлений упрощает процесс, но согласитесь, приобретать дорогой станок для приведения в порядок пары буров по металлу нецелесообразно. К тому же самодельное приспособление для заточки сверл поможет справиться с этой задачей пусть с меньшим комфортом, но тоже неплохо.
При всем многообразии вариантов исполнения принцип работы всех устройств подобного типа основан на формировании жесткого шаблона или направляющей, вдоль которой затачиваемый инструмент подается к наждачному кругу в определенной плоскости.
Гайка, винтик, направленье – вот и все приспособленье
Пожалуй, одним из самых быстрых и доступных вариантов будет изготовление приспособления для заточки сверл из гайки.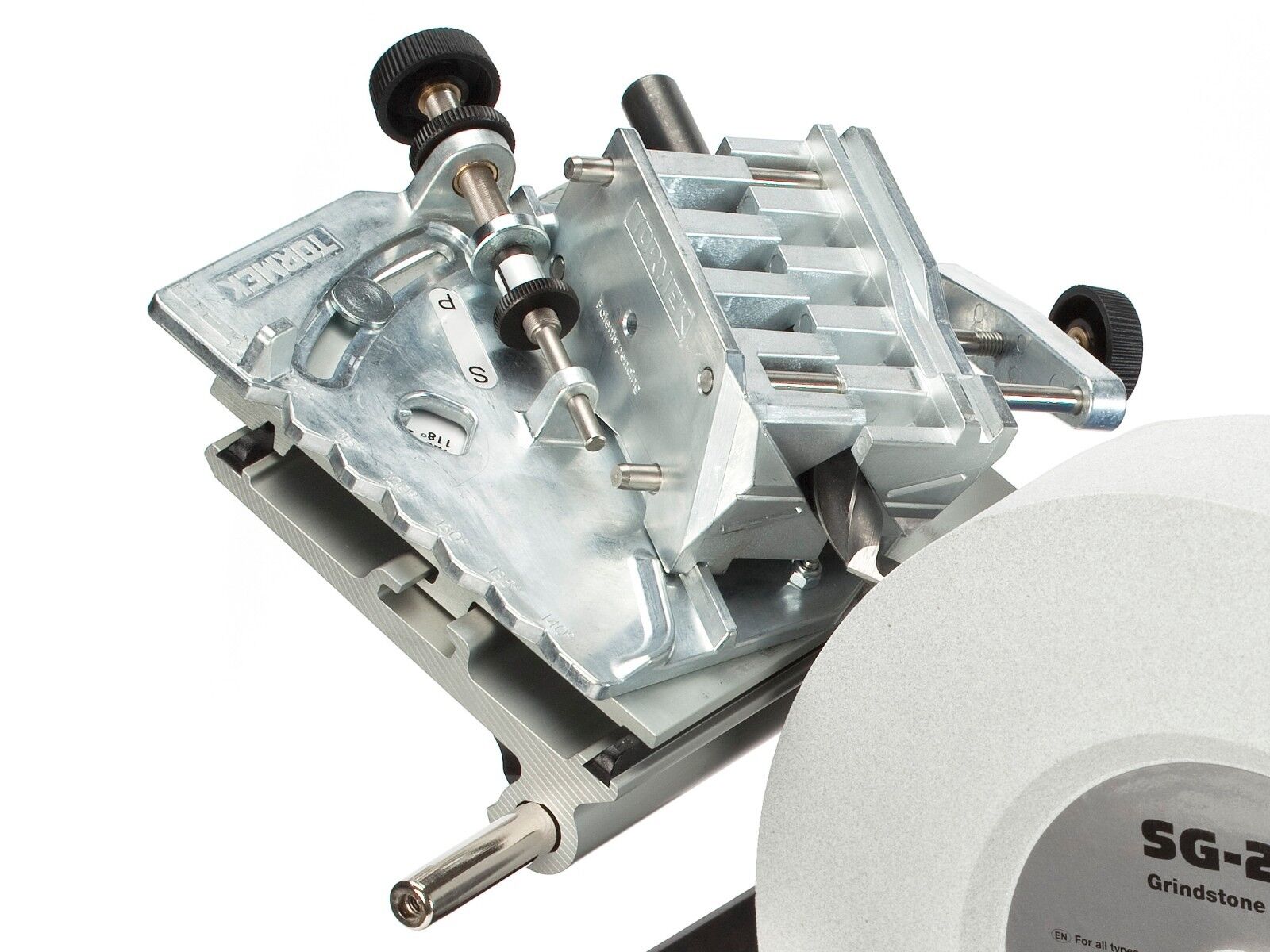 Ее шесть граней образуют на смежных плоскостях угол в 120º и могут служить отличным шаблоном для задания нужного наклона заточки режущей кромки сверла. Порядок изготовления подобного устройства довольно прост и не займет много времени. Гайку плоской стороной вверх зажимают в тиски и при помощи угловой шлифовальной машины (болгарки) выполняют продольные пропилы вдоль линии, соединяющей противостоящие углы шестигранника. С одной стороны метиза можно сделать шесть углублений (по числу вершин), сформировав таким образом три направляющие.
Ее шесть граней образуют на смежных плоскостях угол в 120º и могут служить отличным шаблоном для задания нужного наклона заточки режущей кромки сверла. Порядок изготовления подобного устройства довольно прост и не займет много времени. Гайку плоской стороной вверх зажимают в тиски и при помощи угловой шлифовальной машины (болгарки) выполняют продольные пропилы вдоль линии, соединяющей противостоящие углы шестигранника. С одной стороны метиза можно сделать шесть углублений (по числу вершин), сформировав таким образом три направляющие.
Размер гайки, а также ширину и глубину выборки направляющей подбирают из расчета диаметра затачиваемого сверла. После этого всю наружную поверхность этого нехитрого приспособления тщательно обрабатывают наждачной бумагой или напильником для устранения заусенцев.
Вот, собственно, и все, простейшее приспособление для заточки сверл своими руками готово. Теперь бур, требующий заточки, размещают внутри направляющей (между двумя противостоящими углами) так, чтобы обрабатываемый край слегка выступал за вершину шестигранника. Приспособление зажимают в тиски, плотно фиксируя сверло в канавке гайки наконечником вверх, и при помощи той же болгарки аккуратно стачивают выступающую режущую кромку, используя боковые поверхности метиза в качестве направляющей, формируя угол заточки в 120º.
Приспособление зажимают в тиски, плотно фиксируя сверло в канавке гайки наконечником вверх, и при помощи той же болгарки аккуратно стачивают выступающую режущую кромку, используя боковые поверхности метиза в качестве направляющей, формируя угол заточки в 120º.
При необходимости сверло в канавке можно закрепить при помощи струбцины, а вместо УШМ применяют точильный станок с наждачным кругом.
Метизов много не бывает: модернизация гаечного приспособления
Данную конструкцию можно несколько усовершенствовать, сделав более глубокие (в зависимости от диаметра затачиваемого бура) V-образные пропилы в противостоящих вершинах и приварив с той же стороны приспособления гайку меньшего размера. Сверло в этом случае может быть зафиксировано поджимным винтом, вкрученным в приваренную сверху гайку.
В результате отпадает необходимость использования тисков и струбцины (главное при этом — не пережать винт, чтобы не согнуть сверло). Подобное устройство позволяет успешно справляться с заточкой буров даже небольшого диаметра (до трех миллиметров), когда выдержать и проконтролировать угол заточки без специнструментов практически невозможно.
Деревянные направляющие для заточки сверл
Теперь рассмотрим, как сделать приспособление для заточки сверл из брусков или толстой фанеры. Конструкция представляет собой деревянную направляющую, жестко прикрепленную к основанию. Базовую часть приспособления изготавливают из ровной прямоугольной доски (толстой фанеры) с одной из сторон которой делают прямоугольный вырез, обеспечивающий доступ к боковой поверхности наждачного круга. Затем из фанеры подготавливают накладку в виде прямоугольного треугольника или трапеции с наклоном стороны в основании 60º (от вершины — 30º), что гарантирует угол заточки в 120º. Размеры направляющей должны обеспечивать свободное размещение вдоль нее затачиваемого сверла как по длине, так и по высоте.
Готовая накладка при помощи саморезов прикрепляется к дальнему краю базовой доски острым углом в сторону наждачного круга. Заточка сверл по металлу приспособлением подобного типа требует его четкой фиксации вдоль внешней (широкой) поверхности абразива. Каждую режущую кромку формируют отдельно, путем плавного перекатывания сверла навстречу вращению круга, затем ту же процедуру повторяют для второй стороны, добиваясь идеальной сбалансированности. При частом использовании на круге может возникнуть выработка, и придется либо сдвинуть приспособление вдоль наждака, либо заменить абразив. Подобный способ хорош тем, что позволяет легко получить необходимый наклон режущей кромки путем быстрой замены верхней направляющей на требуемый размер.
Каждую режущую кромку формируют отдельно, путем плавного перекатывания сверла навстречу вращению круга, затем ту же процедуру повторяют для второй стороны, добиваясь идеальной сбалансированности. При частом использовании на круге может возникнуть выработка, и придется либо сдвинуть приспособление вдоль наждака, либо заменить абразив. Подобный способ хорош тем, что позволяет легко получить необходимый наклон режущей кромки путем быстрой замены верхней направляющей на требуемый размер.
Использование направляющих втулок для заточки
Еще один вариант обработки сверл, активно практикуемый в домашних условиях, представляет собой деревянную вертикальную стойку с полыми металлическими втулками различного диаметра, которые размещены в бруске под необходимым для заточки углом. В результате обработки на задней части режущих кромок формируется конус, но без правильного заднего угла.
Профессиональные решения: отличный результат за небольшие деньги
Все самодельные устройства обеспечивают приемлемый, но, увы, неидеальный результат. Даже без учета высокой вероятности погрешности при самостоятельном изготовлении приспособлений для заточки существует еще целый ряд параметров, несоблюдение которых приводит к быстрому выходу сверл из строя. Вот почему крупные производители разрабатывают сложные устройства и даже станки для приведения режущего инструмента в рабочее состояние.
Даже без учета высокой вероятности погрешности при самостоятельном изготовлении приспособлений для заточки существует еще целый ряд параметров, несоблюдение которых приводит к быстрому выходу сверл из строя. Вот почему крупные производители разрабатывают сложные устройства и даже станки для приведения режущего инструмента в рабочее состояние.
Одним из таких механизмов является приспособление для заточки сверл drill grinde, которое дает возможность вернуть остроту спиральным бурам по металлу диаметром от трех до девятнадцати миллиметров. Устройство легко справляется с задачей формирования режущей кромки любого наклона, имея при этом шкалу со стандартными углами заточки (98, 118, 136 и 176 градусов, а также для зенковок). Идеальное качество заточки гарантируется четким позиционированием сверла благодаря поджимным винтам. Пятка (задний угол режущей поверхности) формируется благодаря малому осевому наклону, что задает при обработке дуговое движение сверла.
Приспособление для заточки сверл от 1 мм и тоньше | Uninterest
После опыта изготовления платы из гетинакса, я был озадачен тем, что при сверлении отверстий фольга вокруг отверстия была ободрана. Это вынудило поставить медные заклепки, но и вызвало у меня интерес к поиску причины этого. Причина на мой взгляд оказалась достаточно банальной, тупые сверла.
Это вынудило поставить медные заклепки, но и вызвало у меня интерес к поиску причины этого. Причина на мой взгляд оказалась достаточно банальной, тупые сверла.
Но некоторые господа скажут, что можно приобрести новые сверла и каждый раз менять их. В принципе ничего предосудительного в подобном подходе нет. Просто иногда бывает так, что, купив новое, может оказаться, что оно такое же тупое, как и старое. С чем я столкнулся, когда купил себе набор сверл от китайского бренда. Кроме того, хоть и цена на сверла не очень высокая может оказаться, так чтоб придется подождать несколько дней пока их привезут в магазин. Например, в том же чипдипе 4-5 дней ожидания до приезда заказа. Хотя вот сверло есть просто оно тупенькое.
Поэтому обратившись в эти ваши интернеты порыскав по форумам было найдено интересное приспособление. Оно использовалось для заточки сверл маленьких диаметров при изготовлении часов. С помощью него затачивались тонкие сверла для часовых механизмов. Это приспособление называется вишбон.
Это приспособление называется вишбон.
Инструкция от подобной штукенции. Видимо из нее взято название.
Или по крайней мере так ее называют на форумах. И естественно я решил попробовать сделать подобное приспособление для заточки мелких сверл. А так как поделки из железа у меня получаются плохо тем более тут необходима хоть какая точность. То я сделал 3д модельку и распечатала на принтере. Смысл остался тем же, кроме того, что я ее сделал сплошным куском для того, чтобы компенсировать прочность пластика. Для печати использовал пластик PLA, так как не был уверен, что из пластика получиться работающий инструмент.
Но результат оказался впечатляющим, так что теперь у меня есть приспособление для заточки мелких сверл. Я думаю, в дальнейшем можно еще сделать кондуктор для выставления сверла на нужную длину, чтоб получался нужный угол заточки.
Но даже в варианте «на глазок» результат удовлетворительный особенно для гетинакса и стеклотекстолита. Даже получилось заточить тупое сверло, которое уже не могло просверлить металл.
Даже получилось заточить тупое сверло, которое уже не могло просверлить металл.
И так сам штукенция у меня состоит их шести деталей. Основная пластина на ней сделано углубление, в которое ложиться сверло, так как я обычно сверлами меньше 0,5мм не пользуюсь, то и углубление сделано так чтоб можно было зажать сверло диаметром 0,5мм. Хотя по большому счету данное углубление предназначено для установки сверла под нужным углом. А вот угол заточки выставляется тем насколько выдвинуто сверло из приспособления.
Приспособление в разобранном видеПриспособление в разобранном виде
В собранном видеВ собранном виде
И рендеринг модели под разными углами.
Далее есть два ролика, которые предназначены для облегчения скольжения по точильному камню. Все отверстия для упрощения сделаны для винтов с резьбой М3. Сначала думал для затяжки прижимной планки использовать барашки, а потом оказалось, что достаточно винтов и гаек. Если захотите повторить данную поделку без распечатки из металла. Зажимные винты желательно располагать ближе к углу откуда выступает затачиваемая часть сверла.
Зажимные винты желательно располагать ближе к углу откуда выступает затачиваемая часть сверла.
Если моделька заинтересовала напишите в комментарии, я ее выложу здесь. Кроме того если кому-то нужны чертежи могу ободрать модель и на чертежи. Все зависит от вашего интереса.
#сделай сам своими руками #сделай сам #сверло #заточка сверла #технология
Приспособление для заточки сверл своими руками
Работать хорошим инструментом это удобно, эффективно и правильно! Сегодня у нас полезная самоделка для дома и гаража — самодельный станок для заточки сверл.Правильно заточить сверло представляет некоторые трудности без наличия опыта. Причём свёрла больших диаметров ( где-то от 6мм) ещё поддаются контролю заточки и, худо-бедно, их удаётся заточить через какое-то время. Свёрла малых диаметров, особенно востребованные мастерами радио и электронной техники точить приходится буквально на-ощупь и под лупой и без применения механизации используя корундовые брусочки. Кстати, совсем недавно мы публиковали статью «Самодельный станок для заточки ножей» кто не прочитал, обязательно прочтите!
Кстати, совсем недавно мы публиковали статью «Самодельный станок для заточки ножей» кто не прочитал, обязательно прочтите!
Используя свои залежи неликвидов и проведя обзор интернета я собрал на скорую руку простенькое приспособление позволившие заточить свёрла от 2,0 до 6,0 мм без особого труда. Дальнейшее совершенствование приспособления возможно и является задачей ближайшего будущего. Общий вид на фото 1 и 2 .
Как, конечно, известно свёрла по металлу имеют угол заточки при вершине 120 градусов. (Для дерева и мягкого металла меньше). На фото виден жёлтый угольник, лежащий между точилом и приспособлением, обеспечивающий этот угол, т.е. сверло расположено под углом 60 гр. к рабочему торцу абразивного диска. Нужный угол затылка сверла обеспечивается начальным наклоном сверла относительно диска.
Принцип работы приспособления не нов и многократно повторен и опубликован в сети. Отличием этого приспособления является использование для закрепления сверла так называемых ювелирных тисочков, имеющихся в продаже и недорогих. У меня имелись такие очень старые, переделанные и измордованные за 30 лет применения . Фото из сети взято.
Принцип работы прост-Поворотом ручки раздвигаем губки и обратным вращением что-то зажимаем, например сверло.
Данные тисочки подверглись доработке. Заклёпки были высверлены и на эти посадочные места были установлены пластины и вновь заклёпаны более длинными заклёпками. Далее будет понятно для чего это сделано.
Сверло зажимается в тисочках так чтобы режущие кромки лежали параллельно губкам .
По краям приклёпанных пластин сверлятся соосные отверстия на одном расстоянии от центра и лежащие на прямой перпендикулярной оси тисочков (то есть и сверлу). Через эти отверстия будет проходить ось на которой будет качаться попеременно эта «качалка» при затачивании одной и другой грани. При идеальной разметки качалки будет достигаться равенство режущих кромок при заточке.
Качалка закреплена на стойках (подошли корпуса врезных дверных защелок без внутренностей. В свою очередь стойки привинчены к дубовой плашке. В ней же расположены четыре опорные ножки для настройки нужной высоты .
В свою очередь стойки привинчены к дубовой плашке. В ней же расположены четыре опорные ножки для настройки нужной высоты .
тест
Качалка с сверлом размещается между стойками на оси, ось съёмная .
Заточка первой грани (губки закрашены синим маркером).
Заточка второй грани-качалка перевёрнута на 180 гр. (закрашенную сторону не видно). Вид сверху этого узла.
Готовое сверло на фото ниже. Погрешности, возникшие при работе «на коленке» и старые изношенные тисочки не позволили заточить свёрла от 1 мм. Здесь показано заточенное 1,5 мм сверло. При большом увеличении видна разница длин режущих кромок (небольшая, но есть)
Пробное сверление меди показало практически хороший результат-работают обе режущие кромки (видны две спиральки стружек).
На толстом оргстекле результат также нормальный.
Также видны две спиральки стружки. Идеально это приспособление должно было бы иметь своё точило на какой-то общей панели вместе с качалкой.
Автор статьи «Приспособление для заточки сверл своими руками» Вячеслав Панов
Смотрите так же интересные материалы на тему инструмента:
С ЭТИМ приспособлением для заточки сверл может КАЖДЫЙ
Когда вы думаете о заточке сверл, кажется, что это работа для опытных людей.
Вот почему я до сих пор не решался сам точить сверла.
Благодаря этому самодельному приспособлению для заточки сверл для настольного шлифовального станка, которое я сделал, теперь это изменится.
Теперь я обнаружил, что с помощью этого приспособления для затачивания сверл заточка сверл на самом деле очень проста, и каждый может это сделать.
С бесплатными чертежами приспособлений для заточки сверл и пошаговым руководством в этой статье вы тоже можете сделать это приспособление для своей мастерской.
Также в этой статье вы узнаете, как правильно затачивать сверла, не пропустите!
Сделайте это приспособление для затачивания сверл, убедитесь, насколько легко затачивать сверла самостоятельно, и отныне всегда сверлите острыми как бритва сверлами.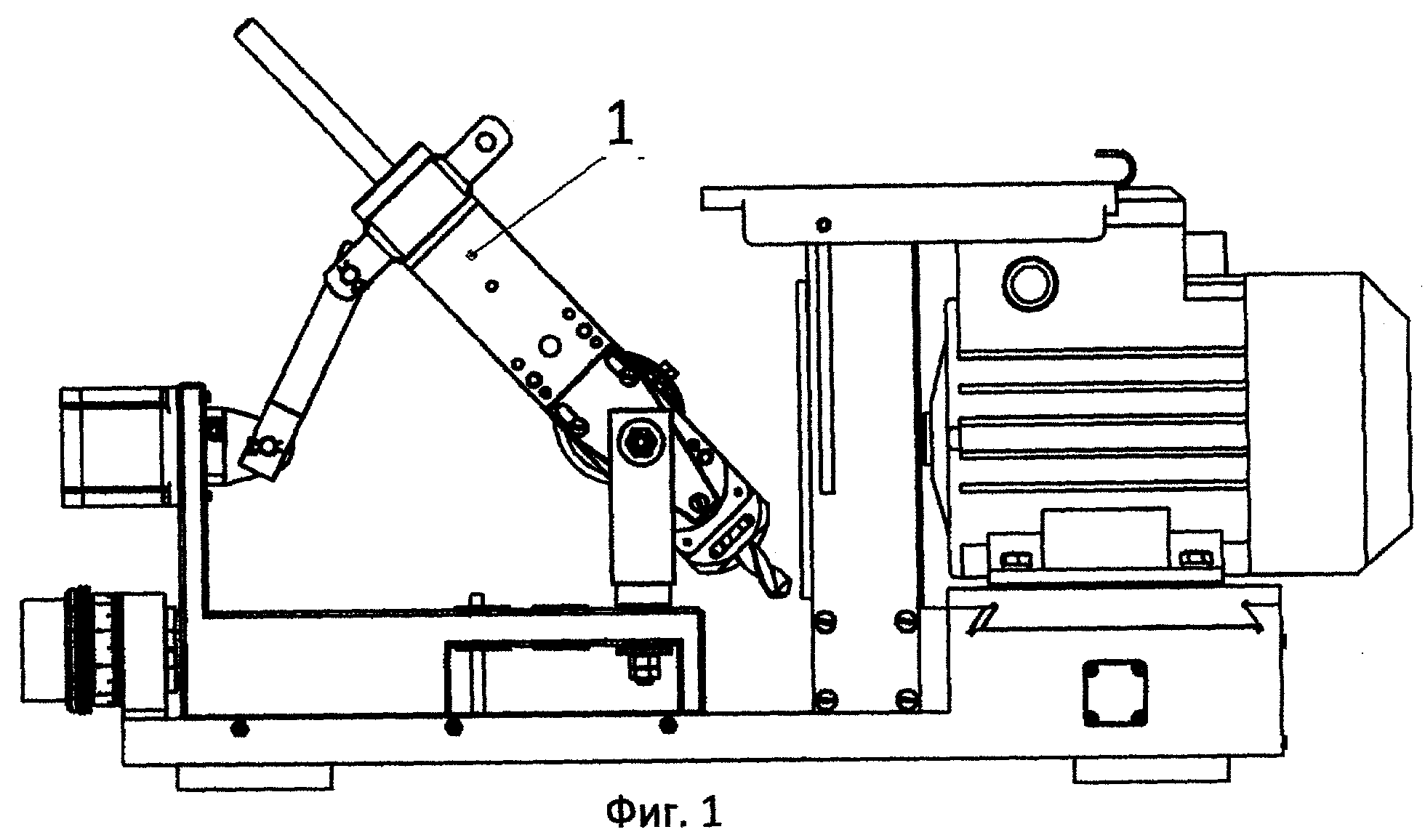
Кроме того, вы можете сэкономить деньги, не покупая постоянно новые сверла.
Абсолютно ДА! На самом деле, есть несколько причин, по которым вам следует начать затачивать сверла самостоятельно.
- С острым сверлом вам потребуется меньше усилий для сверления отверстий.
- Заточенное сверло оставит более чистые отверстия
- острым сверлом вы просверлите более точно
- Острое сверло с меньшей вероятностью захватит заготовку, что сделает работу более безопасной.
- Вы можете сэкономить много денег на новых сверлах
В этой статье вы узнаете все о том, как заточить сверла!
Чтобы подготовить вас к сборке приспособления для заточки сверл, я составил несколько удобных списков.
В дополнение к нескольким средствам индивидуальной защиты, которые я использую*, я также перечисляю материалы, а также (электро) инструменты, которые вам понадобятся для изготовления этого приспособления для заточки сверл.
* Ответственность за безопасность всегда лежит на вас!
Безопасность превыше всего! Защити себя! Материалы Я использовал для этого (сила)Инструменты Я использовал для этого Прежде чем продолжить чтение этой статьи о том, как сделать приспособление для заточки сверл, посмотрите это видео!
Я покажу вам, как у меня есть приспособление для заточки сверл на настольном шлифовальном станке.
Посмотрев это видео, вы узнаете все подробности о том, как сделать приспособление для заточки сверл и как затачивать сверла.
Шаг 1 | Нижняя пластина настольной шлифовальной машины
Для этого приспособления для заточки сверл я начал с изготовления нижней пластины, которая устанавливается под настольной шлифовальной машиной.
Эта нижняя пластина также служит для соединения кондуктора и настольного шлифовального станка.
На этой нижней плите прослеживается место отверстий в ножке точильного станка.
Также я определил 2 точки в нижней пластине, чтобы кондуктор можно было легко подключить к этой нижней пластине позже.
Для присоединения кондуктора для заточки сверл к нижней пластине я буду использовать самодельные ручки со шпилькой с резьбой М8.
Подробнее об этом вы можете прочитать далее в этой статье.
Чтобы резьбовой стержень ручек мог соединиться с нижней пластиной, я предусмотрел 2 резьбовые вставки.
Шаг 2 | Основание приспособления
Поскольку приспособление для заточки сверл лучше всегда иметь как можно ближе к шлифовальному кругу, я хотел, чтобы приспособление скользило вперед или назад.
Вот почему я сделал прорезь в соединительной пластине, чтобы она могла свободно перемещаться по болтам, соединяющим приспособление с нижней пластиной.
Чтобы сделать этот слот, я использовал свой карманный маршрутизатор.
Используемые мной болты имеют диаметр 8 мм, и, чтобы упростить перемещение кондуктора вперед и назад, я сделал этот паз с помощью 10 мм прямолинейной фрезы.
Как только это было сделано, пришло время сделать боковые стороны приспособления для заточки сверл.
Эти изделия треугольной формы с уплощенной верхней и передней частью.
Чтобы сделать две одинаковые детали, я скрепил два куска фанеры двусторонним скотчем, прежде чем обрезать их по размеру.
После вырезания двух других частей, чтобы соединить стороны друг с другом, я мог приступить к сборке.
Чтобы соединить все части вместе, я использовал столярный клей и гвозди.
Я использую гвозди, чтобы временно удерживать детали на месте, пока клей для дерева может высохнуть.
Это дает мне возможность немедленно продолжить работу.
Чтобы иметь возможность наклонять стол этого приспособления для заточки сверл, я сделал 2 детали в форме четверти круга.
Благодаря шаблону для резки круга, который я сделал ранее, я смог вырезать полукруг из фанеры.
Я разрезал этот полукруг пополам, после чего две части четверть круга прикрепил друг к другу с помощью двустороннего скотча.
Это позволило мне обрезать эти две части так, чтобы они были в точности копиями друг друга.
Я намеренно сделал угол чуть меньше 90°, чтобы эти детали не слишком сильно выступали сзади, когда стол нужно максимально наклонить при заточке сверл на 25 градусов.
Нарисовав радиус от вершины четверти круга до внешней стороны круга, я смог определить точку, в которой я мог бы разместить винт.
Этот винт служит точкой поворота, позволяющей наклонять стол приспособления для заточки сверл.
После того, как в этом месте просверлено пилотное отверстие, эти две части четверти круга можно прикрепить к приспособлению.
Я использовал удлиненный кусок фанеры, чтобы прикрепить его к верхней части этих четвертей круга.
Опять же, я сделал это с помощью столярного клея и гвоздей.
Эта часть впоследствии будет служить своего рода направляющей, по которой можно будет сдвигать стол в боковом направлении.
На этом этапе я просверлил отверстия под разными углами, чтобы стол наклонялся для заточки сверл.
Для заточки сверл необходимы два разных угла:
Режущая часть сверла должна быть заточена под углом около 12 градусов.
Если вы ищете это, одни говорят, что угол должен быть меньше (10 градусов), другие говорят, что он должен быть больше (14 градусов).
За режущей частью поверхность сверла должна немного подниматься вверх.
Именно поэтому я сделал второй угол 25 градусов.
Шаг 3 | скользящая верхняя часть приспособления
Верхняя часть приспособления представляет собой подвижную часть, которая скользит по столу.
Для этого я взял кусок фанеры, к которому прикрепил внизу две длинные деревянные планки.
Когда она была закончена, она идеально подошла к столу.
При заточке сверл важен не только угол режущей части, но и угол головки сверла.
Чтобы всегда сохранять один и тот же угол при заточке, я сделал своеобразную направляющую, которую также можно регулировать в зависимости от нужного вам угла.
Из МДФ толщиной 6 мм я сделал треугольную деталь, которую прикрепил к верхней части приспособления с помощью винта.
Наиболее распространенные углы для головки сверла 118 градусов и 135 градусов.
Так что я отметил эти размеры на приспособлении и просверлил маленькое отверстие, чтобы я мог закрепить эту часть с помощью кнопки, но об этом позже.
Чтобы разместить эту деталь под правильным углом, все, что вам нужно сделать, это разделить номер нужного угла на два и сделать отметку на этом углу.Как видно на картинке ниже, здесь я сделал метку для заточки сверл под углом 118 градусов (118/2=59).
Понравилась эта статья?
Не пропустите ни одного блога с бесплатными планами или советами и рекомендациями в будущем!
Подпишитесь на мою рассылку
Шаг 4 | Зажимной блок
Вы можете идеально использовать этот зажим, перемещая сверло вместе с направляющей, но для лучшего захвата, когда я хочу заточить сверла, я сделал этот блок, в котором можно зажать сверло.
В этом блоке отверстие больше, чем самое большое сверло, которое я хочу заточить.
Самое большое сверло, которое я хочу заточить, 12 мм, поэтому я сделал отверстие сверлом Форстнера 14 мм.
Вверху я просверлил меньшее отверстие перпендикулярно отверстию, куда подходят сверла.
Затем я вкрутил в это отверстие резьбовую вставку.
Эта резьбовая вставка позволяет вставить в нее болт, чтобы можно было зафиксировать сверло на месте.
Шаг 5 | 2 вида самодельных ручек
Для этого приспособления для заточки сверл я сделал два вида самодельных пуговиц.
Самые большие пуговицы, которые я сделал с помощью шаблона, который я сделал ранее.
Вы можете прочитать более подробную информацию и скачать бесплатные чертежи приспособления для заточки сверл, чтобы сделать это приспособление самостоятельно, в моем блоге как сделать дешевые деревянные ручки дешево и быстро быстро и легко.
Второй тип ручки, которую я использовал для закрепления приспособления под правильным углом, намного меньше.
Для этого я взял дюбель, распилил его пополам и просверлил отверстие в центре дюбеля.
Затем я взял гвоздь и закрепил его в этом отверстии эпоксидным клеем.
Когда эпоксидный клей высох, я смог немного скруглить кончик ручки.
При этом ручка легко входит в просверленные отверстия шаблона.
После того, как вы изготовите самодельный приспособление для заточки сверл для настольной шлифовальной машины, заточка сверл станет очень простой.
Ниже я пошагово объясню, как затачивать сверла с помощью вашего нового приспособления для заточки сверл, сделанного своими руками. Я также дам вам идеальные углы заточки сверл, чтобы сделать это.
Первым шагом при заточке сверл является установка стола приспособления под углом 12 градусов.
Теперь вставьте сверло в зажимной блок и убедитесь, что срез сверла расположен горизонтально.
Отрегулируйте угол заточки сверла до 118 градусов или 135 градусов (большинство сверл имеют угол 118 градусов).
Теперь дайте сверлу просто скользить по шлифовальному кругу и регулярно проверяйте, достаточно ли вы заточили сверло.
Затем поверните дрель на 180 градусов и повторите весь процесс.
Когда вы затачиваете сверла, убедитесь, что обе стороны сверла равны, острие сверла должно быть точно по центру.
После того, как вы заточите режущую сторону сверла, вы можете сбросить угол стола до 25 градусов.
Позволяет обновить заднюю часть дрели.
Повторите все шаги, как при заточке сверла.
При заточке сверл регулярно проверяйте, чтобы ширина режущей кромки всегда была одинаковой.
Когда вы закончите заточку сверла, оно должно выглядеть так, как показано на рисунке ниже.
Строительство мастерской может быть сложной задачей и требует множества проб и ошибок.
Я знаю это, так как тоже был там.
Благодаря высочайшему опыту работы с небольшим магазином, которого я больше нигде не видел, я получил больше информации о строительстве мастерской.
Так я мог более разумно тратить свои деньги и экономить большие деньги.
Я действительно рекомендую это всем моим друзьям-любителям и творцам!
ВЫ МОЖЕТЕ ПОТРАТИТЬ СВОЙ БЮДЖЕТ ТОЛЬКО ОДИН РАЗ
Перестаньте тратить свой бюджет на неправильные вещи!
Позвольте этому фантастическому обучению помочь вам и начните экономить деньги уже сегодня.
Я уже купил лично этот и я никогда не видел ничего лучше этого .
Розница $129
Ограниченная цена: $39
Прочтите другие блоги, связанные с этим, здесь:
Я надеюсь, что эта информация о том, как сделать приспособление для заточки сверл, была вам полезна, и это вдохновит вас начать самостоятельно затачивать сверла.
Дайте мне знать в комментарии ниже .
Не стесняйтесь поделиться этим блогом на Facebook, Pinterest или в других социальных сетях .
Вы можете сделать это с помощью кнопок внизу или вверху блога.
Будем очень признательны.
С нетерпением жду встречи с вами в другом блоге или видео.
Привет,
Кристоф, основатель Christofix.com
Деревообработка | Сделай сам | Украшение для дома
Скачать чертежи здесь
Бесплатно навсегда.
 Проверьте параметры 3D-файла. Бесплатно
Проверьте параметры 3D-файла. Бесплатно 0 €/мес
Введите здесь свое имя и адрес электронной почты и получите планы на свой почтовый ящик.
ПРИМЕЧАНИЕ. Автоматизированная система отправляет ваши планы в течение часа. В зависимости от ваших настроек, они могут попасть в папку со спамом.
Обязательно проверьте это!
Вы можете скачать только один раз в 24 часа!
Получите схемы приспособлений для заточки сверл, заполнив эту форму.
Спасибо!
Проверьте свой почтовый ящик, чтобы получить планы.
Стать участником€8.99 — 10,5 долларов США в месяц
- Посмотреть все подробности.
- Приспособьтесь к вашим потребностям.
- Произведите точные измерения.

- Переход с метрической системы на британскую.
- 3D-модели всех планов, загруженных во время вашего членства.
DIY древерная точилка для дрелью, DIY буровые точики поставщики и производители на Alibaba.com
до 5 лет гарантии
до 5 лет
$ 1200,00-150000 руб. / Устройство
10 единиц (мин. Заказать)
ADПрецизионная дрель СТАНОК ДЛЯ ЗАТОЧКИ сверл M6380 Особенности: Этот станок для заточки сверл может затачивать все виды сверл, таких как стандартное спиральное сверло, сверло для листового металла, сверло по дереву, твердосплавное сверло, концевые фрезы, зенкеры и т. д.Технические характеристики: Модель M6360 M6380 Размер шлифовального круга 3-60 мм 3-80 мм Диаметр шлифовального круга 200 мм 200 мм Двигатель 220 В 50 Гц 220 В 50 Гц Мощность двигателя 0,55 кВт 0,55 кВт Скорость двигателя 2890 об/мин 2890 об/мин. M Размеры 580x410x450 мм 580x410x450 мм Вес 123 кг 128 кг Упаковка и усилитель; Доставка ПОЧЕМУ ВЫБИРАЮТ МАШИННЫЕ ИНСТРУМЕНТЫ БРЕНДА BLUESTAR: 1) Высокое качество по конкурентоспособной цене 2) Более 10 лет опыта экспорта 3) Сертификаты CE, SGS, ISO 4) ДОСТУПНОЕ ОБСЛУЖИВАНИЕ OEM 5) 24 ЧАСА’ ОНЛАЙН-СЛУЖБА ДЛЯ РЕШЕНИЯ ПРОБЛЕМ (SKYPE, Trademanager) 6) Гарантия качества 12 месяцев
Готов к отправке Простота в эксплуатации
 00-$1,000.00″ data-e2e-name=»price@@normal»> 900 долларов.00-$1,000.00/ Набор
00-$1,000.00″ data-e2e-name=»price@@normal»> 900 долларов.00-$1,000.00/ Набор
1 Набор (Минимальный Заказ)
Очень хорошо видно положение шлифования, когда открыта крышка шлифовального круга. Наши продукты были поданы на 41 национальный патент, получили сертификат CE. Мы принимаем заказ, если вы хотите настроить продукты или спроектировать продукт.
$150.00-$225.00/ Коробка
1 Коробка (Минимальный заказ)
После оплаты мы начинаем готовить отгрузку для вас. 4) Как вы заботитесь, когда ваши клиенты получили дефектные продукты9 A: замена.Если есть какие-то дефектные товары, мы обычно кредитуем нашего клиента или заменяем их в следующей партии.
Гарантия до 5 лет
1500,00 $/ шт.
1 шт. (минимальный заказ) стандартное спиральное сверло, сверло для листового металла, сверло по дереву, твердосплавное сверло, концевые фрезы, зенкеры и т. д. Технические характеристики: Модель M6360 M6380 Размер шлифования 3-60 мм 3-80 мм Диаметр шлифовального круга 200 мм 200 мм Двигатель 220 В 50 Гц 220 В 50 Гц Мощность двигателя 0.55KW 0.55KW Скорость двигателя 2890R.P.M 2890R.P. M Размеры 580x410x450 мм 580x410x450 мм Вес 123 кг 128 кг Упаковка и усилитель; Доставка ПОЧЕМУ ВЫБИРАЮТ МАШИННЫЕ ИНСТРУМЕНТЫ БРЕНДА BLUESTAR: 1) Высокое качество по конкурентоспособной цене 2) Более 10 лет опыта экспорта 3) Сертификаты CE, SGS, ISO 4) ДОСТУПНОЕ ОБСЛУЖИВАНИЕ OEM 5) 24 ЧАСА’ ОНЛАЙН-СЕРВИС ДЛЯ РЕШЕНИЯ ПРОБЛЕМ (SKYPE, Trademanager) 6) 12 месяцев гарантии качества
д. Технические характеристики: Модель M6360 M6380 Размер шлифования 3-60 мм 3-80 мм Диаметр шлифовального круга 200 мм 200 мм Двигатель 220 В 50 Гц 220 В 50 Гц Мощность двигателя 0.55KW 0.55KW Скорость двигателя 2890R.P.M 2890R.P. M Размеры 580x410x450 мм 580x410x450 мм Вес 123 кг 128 кг Упаковка и усилитель; Доставка ПОЧЕМУ ВЫБИРАЮТ МАШИННЫЕ ИНСТРУМЕНТЫ БРЕНДА BLUESTAR: 1) Высокое качество по конкурентоспособной цене 2) Более 10 лет опыта экспорта 3) Сертификаты CE, SGS, ISO 4) ДОСТУПНОЕ ОБСЛУЖИВАНИЕ OEM 5) 24 ЧАСА’ ОНЛАЙН-СЕРВИС ДЛЯ РЕШЕНИЯ ПРОБЛЕМ (SKYPE, Trademanager) 6) 12 месяцев гарантии качества
Как заточить сверло » Молоток своими руками
Сверла являются полезными режущими инструментами.Они бывают самых разных размеров, форм и назначения. Очень удобно иметь несколько различных видов сверл для простого домашнего ремонта и самостоятельной работы. Но чтобы они были эффективными, они должны быть острыми. С тупыми битами опасно работать. Они не выполняют свою работу и становятся причиной несчастных случаев. Вот почему вы должны научиться затачивать сверло.
Вот почему вы должны научиться затачивать сверло.
Под каким углом лучше всего заточить сверло?
Любой опытный пользователь сверл может заточить стандартное сверло вручную.Для достижения наилучших результатов его следует держать с хвостовиком под углом примерно 59 градусов влево. Когда бита коснется шлифовального круга, наклоните хвостовик одновременно дальше влево и вниз, вращая его по часовой стрелке.
Заточка сверл
Инвестиции в буровые долота могут быть дорогими, но это хорошее решение. Однако они также изнашиваются после нескольких применений. Это может сэкономить вам деньги, если вы затачиваете свои сверла, а не заменяете их новыми.
Чтобы облегчить работу, вы можете приобрести инструмент для заточки бит с направляющей для заточки.Вам не придется беспокоиться, если у вас есть сверла разного профиля. Большинство коммерческих инструментов для заточки подходят для сверления различных профилей.
Найдите точилку для сверл на Amazon.

Вот несколько советов, которые можно использовать при заточке сверл с помощью точильного инструмента.
1) Установите направляющую для заточки соответствующим образом
Если у вас сверла с профилем 59 градусов на режущей кромке, используйте направляющую для заточки и установите ее на тот же градус. Затяните гайку.
2) Заострить края
Инструмент для заточки имеет небольшой наконечник, предназначенный для краев канавок сверла. Прислоните к нему флейты. Возможно, вам придется опустить или поднять кончик инструмента относительно канавки биты, чтобы убедиться, что края подходят правильно.
3) Отрегулируйте угол в соответствии с выступом режущей кромки
Сверла имеют разные режущие кромки и вылет. Вы должны начать с того, что выступ должен быть равен радиусу сверла.Это важно, потому что, если вы не отрегулируете соответствующим образом, вы можете повредить точильный инструмент, а сверло может стать слишком плоским.
Идеальный угол режущей кромки должен иметь как можно более короткую режущую кромку. Между нижними точками каннелюры должна проходить кромка. Если долото близко к идеальному, оно будет более эффективно резать сталь.
4) Зажмите сверло в приспособлении для заточки
После настройки вылета поверните винт, фиксирующий сверло в желобе заточного инструмента.
5) Установите инструмент для заточки на длину сверла
Установите направляющую для заточки в соответствии с длиной сверла, которое вы хотите заточить. Убедитесь, что конец сверла подвижен в желобе инструмента, а не просто висит в воздухе. Найдите цветную металлическую гайку и ослабьте ее. Отрегулируйте заднюю гайку и затяните металлическую цветную.
6) Совместите высоту сверла с шлифовальным кругом
Кончик сверла должен совпадать с центром вала двигателя.Для шлифовки можно использовать радиальную пилу.
7) Закрепите инструмент для заточки на столе
Во время заточки сверло лучше соприкасается с шлифовальным кругом. Помните, что если он окажется слишком близко, вы потеряете больше материала, чем необходимо. Его будет очень трудно заточить, и бита станет горячей. Основание точильного инструмента должно быть перпендикулярно шлифовальному камню.
Помните, что если он окажется слишком близко, вы потеряете больше материала, чем необходимо. Его будет очень трудно заточить, и бита станет горячей. Основание точильного инструмента должно быть перпендикулярно шлифовальному камню.
8) Заточить биту
Запустите шлифовальный двигатель и поверните наконечник биты вправо.Продолжайте поворачивать и вращать инструмент, чтобы заточить сверло. Сначала затачивайте одну сторону, а затем другую.
9) Дождитесь выключения двигателя и остановки колеса
В целях безопасности убедитесь, что двигатель и колесо выключены. При необходимости повторите процесс. Убедитесь, что канавка биты опирается на кончик направляющей для заточки.
10) Готовое сверло
У правильно заточенного сверла не должно быть закругленных, изношенных краев. Он должен быть острым и четким.
Вы можете сделать деревянные бруски, чтобы они служили вам ориентиром, когда вам нужно заточить маленькие сверла.
Если у вас в гараже или на рабочем месте стоит настольная шлифовальная машина, вам не нужно покупать точильный инструмент. Вы можете заточить сверла от руки.
- Держите биту и убедитесь, что режущая поверхность параллельна шлифовальному кругу.
- Приложите сверло к кругу как можно более прямо.
- Пяточная сторона биты должна быть заточена немного больше, чем край.
- Подготовьте рядом с собой таз с водой, чтобы охладить сверло, если оно станет слишком горячим во время заточки.
- Как только вы получите желаемую остроту режущей кромки, проверьте, совпадают ли ширины. Два края должны почти пересекаться, образуя точку в центре диаметра сверла.
Настольный шлифовальный станок WEN. Найдите настольные шлифовальные станки на Amazon.
Если обе режущие кромки вашего сверла острые, центрированные и имеют одинаковую ширину, то вы хорошо поработали! Теперь вы можете заточить свои собственные сверла в будущем. Если вам нужно проверить, прижмите кончик сверла к куску дерева. Медленно поверните его рукой. Он должен легко сделать отверстие, не оказывая такого большого давления.
Если вам нужно проверить, прижмите кончик сверла к куску дерева. Медленно поверните его рукой. Он должен легко сделать отверстие, не оказывая такого большого давления.
- Удаляйте стружку и стружку, застрявшие в канавках, так часто, как сверлите. Если этого не сделать, сверло станет слишком горячим, что только быстрее затупит его.
- В целях безопасности используйте перчатки и очки.
Посмотрите это короткое видео, чтобы лучше понять, как заточить сверло.
Как только вы научитесь затачивать сверла, вам не придется тратить много денег на замену изношенных сверл. Вы можете использовать коммерческий инструмент для заточки или настольную шлифовальную машину. Просто соблюдайте осторожность, чтобы избежать несчастных случаев.
Просто соблюдайте осторожность, чтобы избежать несчастных случаев.
Как заточить сверло
Как заточить сверло
Маленькие тонкие сверла, используемые для изготовления ювелирных изделий, при обычном использовании затупляются.Изношенные режущие кромки усложняют работу и отнимают много времени, а также могут стать причиной дорогостоящих несчастных случаев, включая повреждение ювелирных изделий и драгоценных камней или даже травмы. Уход за режущими поверхностями ваших инструментов обеспечит чистую и последовательную работу на верстаке.Эта часть научит вас затачивать режущие кромки тонкого сверла. Существуют разные стили наконечников бит, но в этом примере наконечник долота. Начнем с его анатомии.
Сверло имеет две режущие поверхности, по одной с каждой стороны от его центральной оси, срезанные под углом приблизительно 60 градусов.
Части сверла.
Обратите внимание, что каждая из этих наклонных поверхностей также срезана под немного более узким углом, создавая еще одну плоскость. Эта плоскость создает режущую кромку, а также область рельефа за этой кромкой. Эта рельефная зона предотвращает контакт с разрезаемым металлом при сверлении отверстия, что снижает сопротивление и трение.
Эта плоскость создает режущую кромку, а также область рельефа за этой кромкой. Эта рельефная зона предотвращает контакт с разрезаемым металлом при сверлении отверстия, что снижает сопротивление и трение. Спиральная канавка в сверле называется канавкой. Он действует как канал, направляющий отрезанный материал из отверстия, образованного двумя режущими кромками.
Мы обработаем каждую из областей рельефа для заточки сверла, сохраняя тот же угол, что и эти плоскости, что важно для правильной работы сверла после заточки. Режущие кромки будут заточены путем уменьшения небольшого количества металла с каждой поверхности.
Площадь сечения и угол плоскости рельефа.
Начните с вставки и затягивания разделительного диска из карбида кремния в наконечнике № 30 гибкого стержня. Закрепите изношенное сверло в винтовом стержне и прижмите его к установочному штифту, пока вы позиционируете сверло, подлежащее шлифовке, на затылованной области.
Осторожно опустите разделительный диск, чтобы слегка коснуться целевой поверхности. Не меняя угла, поверните долото в держателе и повторите на противоположной плоскости рельефа. Как только это будет завершено, у вас будет новое заточенное сверло. Это может потребовать некоторой практики, но это ценный метод, который может сэкономить время на работе.
При заточке всегда соблюдайте угол плоскости затылованной области.
Почему вы должны заточить свои сверла
Как и большинство режущих инструментов, сверла со временем затупляются.Будь то длительное использование или требовательный проект, не требуется много времени, прежде чем нужно будет заточить биту. Тупое сверло может стоить вам времени и денег, не говоря уже о возможности получения травмы. Имея это в виду, вот несколько причин, по которым вы должны держать сверла острыми после каждой работы.
Основы работы со сверлами
Важно понять, как работает сверло, прежде чем его затачивать. Бит прорезает материал, используя угол при вершине. Крутой угол при вершине используется для мягких материалов, в то время как для твердых материалов требуется более плоский угол.Например, стандартные биты имеют угол заточки 118 градусов, а биты, изготовленные для более твердых материалов, имеют угол 135 градусов.
Бит прорезает материал, используя угол при вершине. Крутой угол при вершине используется для мягких материалов, в то время как для твердых материалов требуется более плоский угол.Например, стандартные биты имеют угол заточки 118 градусов, а биты, изготовленные для более твердых материалов, имеют угол 135 градусов.
Сверло использует долото для прохождения через материал. По мере того как острие долота просверливает объект, режущие кромки переносят стружку через канавки в долоте, удаляя излишки материала из отверстия. Острая кромка расширяет отверстие до нужного размера, в зависимости от типа используемого сверла.
Поврежденные инструменты и материалы
Сверла изнашиваются в тот момент, когда начинают резать.Износ происходит в нескольких местах на долоте, но обычно концентрируется на режущих кромках. Сверло также может изнашиваться в месте долота, которое может деформироваться под воздействием сильного тепла и давления при сверлении. Везде, где происходит притупление, чрезмерный износ создает больше тепла и происходит с ускоренной скоростью.
Затупившееся сверло требует большего крутящего момента и силы для выполнения работы. В свою очередь, это создает больше тепла и увеличивает вероятность выхода из строя. Когда сверло выходит из строя или ломается, оно может нанести удивительный ущерб самому материалу.Это не только будет стоить вам нового сверла, но и может разрушить весь проект.
Безопасность
Самая большая опасность от тупого сверла – это телесные повреждения. Всякий раз, когда бита ломается, чрезмерный крутящий момент и тепло могут отбросить биту в любом направлении, включая ближайшие руки и конечности. Это создает серьезный потенциал для травм, которые не следует воспринимать легкомысленно. Всегда полезно проверить остроту сверла перед началом сверления, чтобы избежать ненужных травм.
Экономия времени и денег
Помимо телесных повреждений, тупое сверло может стоить драгоценного времени. Даже если бит выйдет из строя, не повредив материал или посторонних, это, вероятно, приведет к некоторой потере времени. Тупое сверло, которое не выходит из строя, также требует больше времени и усилий для сверления материала. Напротив, острое сверло действительно сэкономит вам время на проекте, не беспокоясь о риске для материала.
Тупое сверло, которое не выходит из строя, также требует больше времени и усилий для сверления материала. Напротив, острое сверло действительно сэкономит вам время на проекте, не беспокоясь о риске для материала.
Поддержание заточки сверл в долгосрочной перспективе сэкономит вам много денег.Вам не только не придется беспокоиться о порче материалов, но вы можете быть уверены, что работа будет выполнена без поездки в больницу. Заточка сверл также уменьшит вероятность поломки и необходимости покупать замену (и совершать еще одну поездку в хозяйственный магазин).
Вы действительно можете продлить срок службы сверла, сохраняя его острым. Это избавит вас от необходимости постоянно покупать новые биты для замены сломанных и сохранит ваш бюджет для других расходов, таких как покупка точилки.
Заточка
Сохранение остроты сверл может быть сложным процессом без подходящих инструментов. К счастью, Drill Doctor предлагает несколько точилок, которые делают процесс простым и эффективным. Независимо от того, затачиваете ли вы твердосплавные, кобальтовые или даже сверла по камню, у Drill Doctor есть точилка, которая поможет выполнить работу и сэкономить ваше время и деньги при следующем проекте.
Независимо от того, затачиваете ли вы твердосплавные, кобальтовые или даже сверла по камню, у Drill Doctor есть точилка, которая поможет выполнить работу и сэкономить ваше время и деньги при следующем проекте.
При заточке биты убедитесь, что вы правильно выровняли ее, чтобы сохранить единство геометрии с обеих сторон.Помните о типе материала, для которого будет использоваться сверло, и выберите правильный угол заточки. Вы также можете после увеличения резкости добавить точку разделения — функция, которая помогает сверлить при контакте без риска ходьбы или отклонения от выбранного вами места. Точки разделения уменьшают тепловыделение, ускоряют сверление и обеспечивают более точное центрирование отверстий.
Самодельная точилка для сверл 95 Вт
Магазин по категориям
Машины — Деревообрабатывающие станки — — — — Точилка — — — — Пылесборник — — — — Комбинированная древесина — — — — Фрезерно-фрезерный станок —строгальный станок и рейсмусовый станок — — — — Силовой питатель — — — — Сверлильные, многосверлильные и долотно-долбежные — — — — Кромкооблицовочный станок — — — — Шлифовальный станок — — — — Спиральная пила — погружная пила — — — — Торцовочная пила с раздвижным механизмом – – – – ленточные пилы — — — — Настольная пила — — — — Фрезерно-фрезерный станок с комбинированным шпинделем и пилой – – – – Токарный станок по дереву и принадлежности — — — — Настольный шлифовальный станок — — Электроинструменты — — — — Пылесос для электроинструмента – – – – гвоздезабиватели и степлеры – – – – Компрессоры пневматические — — — — Погружной маршрутизатор — — — — столярный столярный станок — — — — Перфоратор — — — — Углошлифовальные машины — — — — Осциллирующий многофункциональный инструмент — — — — Шуруповёрт дрель — — — — Шлифовально-полировальная машина — — — — Электрический рубанок — — — — Пилы — — — — Систейнеры и ящики для хранения — — — — Одежда и аксессуары защиты и безопасности — станки по металлу – – – – Инструменты и принадлежности для металлообрабатывающих станков – – – – станки для заточки сверл по металлу — — — — Металлический пылесборник — — — — Ручной и моторизованный трубогиб для металла — — — — Ножницы по металлу — — — — Сверлильный станок —фрезерный станок — — — — Станки гибочные для металла – – – – шлифовальные машины по металлу — — — — Цех пресса — — — — Пресс с зубчатой рейкой – – – – листопрокатная машина – – – – ленточные пилы по металлу – – – – токарные станки по металлу — — — — Сухая пила Садовая техника — — Измельчитель-измельчитель — — — — Ножи и комплектующие для дробильных установок — — Кусторез — — — — Аксессуары для кусторезов — Разделитель бревен — — — — Аксессуары для дровоколов (монетки, масло и т.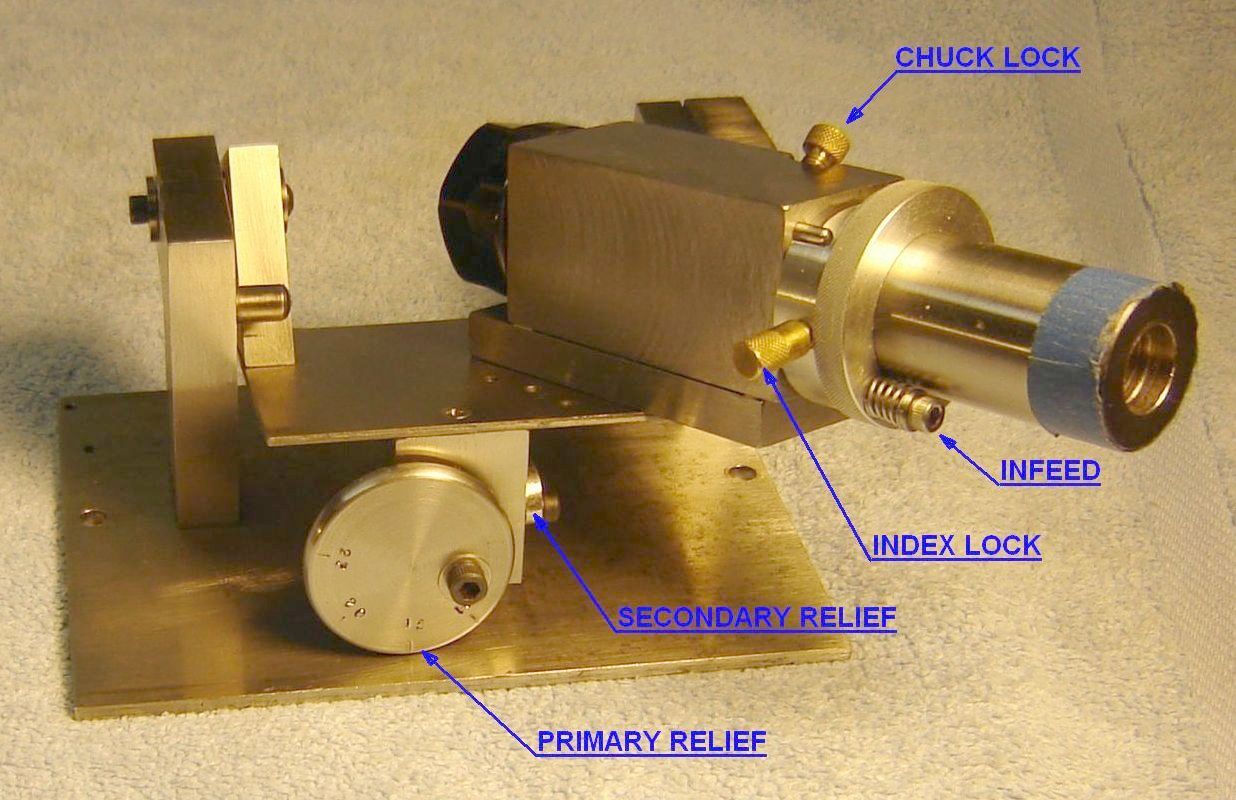 д…) — Очистители высокого давления — — Бревенчатая пила — — — — Комплектующие для пилорамы — — Воздуходувка-пылесос для листьев — — Хедж-триммер — Вращающееся сито — косилки и скарификаторы —бензопилы — Защитная одежда и техника безопасности Инструменты для деревообработки — Строгальные ножи — — — — Строгальные ножи — — — — Ножи позиционеры – – – – ножи электрорубанка — — Лезвия пилы — — — — Полотно циркулярной пилы твердосплавное — — — — Полотно циркулярной пилы для пилорамы — — — — полотно ленточной пилы — — — — Пильный диск спиральной пилы — — — — Полотно лобзика — — Долото и долото — — — — Долото долото правого вращения — — — — Долото долбежное левое вращение — — — — Долото долото — — Инструменты для фрезерного станка — — — — Инструменты для фрезерных станков — — — — Профильные ножи и ограничители для формовщика — — — — Твердосплавные вставки для резцедержателей — — — — Книги и DVD специализированные — — — — Винт для шпиндельно-фрезерных инструментов — — — — Аксессуары для работы на волчке — Фрезы — — — — Наборы фрез — — — — Фрезы хвостовик 6 мм — — — — Фрезы хвостовик 8 мм — — — — Фрезы с хвостовиком 12 и 12 мм.
д…) — Очистители высокого давления — — Бревенчатая пила — — — — Комплектующие для пилорамы — — Воздуходувка-пылесос для листьев — — Хедж-триммер — Вращающееся сито — косилки и скарификаторы —бензопилы — Защитная одежда и техника безопасности Инструменты для деревообработки — Строгальные ножи — — — — Строгальные ножи — — — — Ножи позиционеры – – – – ножи электрорубанка — — Лезвия пилы — — — — Полотно циркулярной пилы твердосплавное — — — — Полотно циркулярной пилы для пилорамы — — — — полотно ленточной пилы — — — — Пильный диск спиральной пилы — — — — Полотно лобзика — — Долото и долото — — — — Долото долото правого вращения — — — — Долото долбежное левое вращение — — — — Долото долото — — Инструменты для фрезерного станка — — — — Инструменты для фрезерных станков — — — — Профильные ножи и ограничители для формовщика — — — — Твердосплавные вставки для резцедержателей — — — — Книги и DVD специализированные — — — — Винт для шпиндельно-фрезерных инструментов — — — — Аксессуары для работы на волчке — Фрезы — — — — Наборы фрез — — — — Фрезы хвостовик 6 мм — — — — Фрезы хвостовик 8 мм — — — — Фрезы с хвостовиком 12 и 12 мм. 7 мм — — — — Фреза прямая —фрезерные фрезы — — — — Фрезерные фрезы с заподлицо — — — — Фрезы для фрезерования под углом и с шиповым соединением —фрезы для снятия фасок — — — — Фрезы с закругленными углами —фрезы Cove – – – – Фрезы с круглым концом — — — — Классические и римские фрезы — — — — Фрезерные фрезы с выступающими панелями – – – – фрезы типа «ласточкин хвост» — — — — Фрезы для нарезания V-образных канавок 90° — — — — Аксессуары для фрез — Укупорка фитиля Аксессуары и расходные материалы — — Наждачная бумага и абразив для шлифования — — — — Лента абразивная – – – – абразивный диск — — — — Абразивная шлифовальная втулка для вибрационной шлифовальной машины — — — — Абразивный валик для ручного и машинного шлифования — — — — Листы с крючками и петлями — — — — Шлифовальная насадка – – – – рулон наждачной бумаги — — Аксессуары для пылесборника — — — — Картриджи для фильтров — — — — Всасывающий шланг — Трубка — — — — Система автоматического пуска — — — — мешочные фильтры —нижние мешки – – – – ремни и зажимы — — — — Взрывные ворота — — — — Y Пылеудаление Фитинг — — — — Штуцеры и переходники — — — — Вентиляторы для пылесборника — — — — Подметальная машина — — Инструменты для токарной обработки дерева — — — — Стамеска для точения по дереву — — — — Патроны для токарных станков по дереву — — — — Инструменты для токарных станков по дереву — — Принадлежности для шпиндельно-фрезерного станка — Оборудование для мастерских — — — — Универсальная мобильная база — — — — Роликовый стенд — — — — Стойка для станка — — — — Подставка для радиально-усорезных пил — — — — Верстаки — — — — Инструментальная тележка — прочий верстак и подставка — — Зажимы, тиски и прессы — — — — тиски столярные — — — — Быстрозажимные хомуты Piher — — — — Piher Classic и деревянные зажимы — — — — Струбцины штанговые Piher для панелей — — — — Струбцины штанговые Piher – – – – стальные ленточные и ленточные хомуты — — — — Пресс для склеивания — — — — Принадлежности и запчасти для зажимов — — Различные аксессуары (скоба и репортер цифровой и т.
7 мм — — — — Фреза прямая —фрезерные фрезы — — — — Фрезерные фрезы с заподлицо — — — — Фрезы для фрезерования под углом и с шиповым соединением —фрезы для снятия фасок — — — — Фрезы с закругленными углами —фрезы Cove – – – – Фрезы с круглым концом — — — — Классические и римские фрезы — — — — Фрезерные фрезы с выступающими панелями – – – – фрезы типа «ласточкин хвост» — — — — Фрезы для нарезания V-образных канавок 90° — — — — Аксессуары для фрез — Укупорка фитиля Аксессуары и расходные материалы — — Наждачная бумага и абразив для шлифования — — — — Лента абразивная – – – – абразивный диск — — — — Абразивная шлифовальная втулка для вибрационной шлифовальной машины — — — — Абразивный валик для ручного и машинного шлифования — — — — Листы с крючками и петлями — — — — Шлифовальная насадка – – – – рулон наждачной бумаги — — Аксессуары для пылесборника — — — — Картриджи для фильтров — — — — Всасывающий шланг — Трубка — — — — Система автоматического пуска — — — — мешочные фильтры —нижние мешки – – – – ремни и зажимы — — — — Взрывные ворота — — — — Y Пылеудаление Фитинг — — — — Штуцеры и переходники — — — — Вентиляторы для пылесборника — — — — Подметальная машина — — Инструменты для токарной обработки дерева — — — — Стамеска для точения по дереву — — — — Патроны для токарных станков по дереву — — — — Инструменты для токарных станков по дереву — — Принадлежности для шпиндельно-фрезерного станка — Оборудование для мастерских — — — — Универсальная мобильная база — — — — Роликовый стенд — — — — Стойка для станка — — — — Подставка для радиально-усорезных пил — — — — Верстаки — — — — Инструментальная тележка — прочий верстак и подставка — — Зажимы, тиски и прессы — — — — тиски столярные — — — — Быстрозажимные хомуты Piher — — — — Piher Classic и деревянные зажимы — — — — Струбцины штанговые Piher для панелей — — — — Струбцины штанговые Piher – – – – стальные ленточные и ленточные хомуты — — — — Пресс для склеивания — — — — Принадлежности и запчасти для зажимов — — Различные аксессуары (скоба и репортер цифровой и т.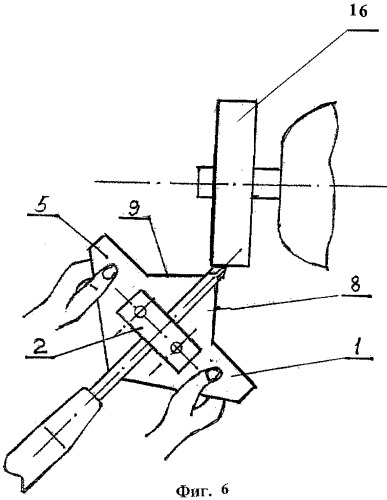 д.).) — — Книги по работе с деревом — Отделочные материалы и техническое обслуживание — Защитная одежда и техника безопасности —ручные инструменты и прочие инструменты Запчасти для машин — — ремни для машин — — — — Ремни для деревообрабатывающих станков Kity & Scheppach — — — — Ремни для деревообрабатывающих станков Lurem — — — — Ремни для станков Leman — — — — Ремни для станков Jean l’ébéniste и Holzprofi — — — — Ремни для станков Holzmann — — — — Ремни для станков Bernardo — — Запчасти для машин — — — — Запчасти для машин Kity-Scheppach — — — — Ремни и запчасти Leman — — — — Ремни и детали для машин Holzprofi и Jean l’ébéniste — — — — Ремни и запчасти к станкам Holzmann — — — — Ремни и детали машин Bernardo — — — — Запчасти для машин Parkside —электрические детали для машин — — — — Угольные щетки для машин Scheppach Kity — — — — Конденсаторы для машин — — — — Контактор для деревообрабатывающих станков Kity Scheppach — — — — Предохранители и держатель предохранителей — — — — Выключатели для машин – – – – электродвигатели для машин — — — — Удлинитель и электрическая розетка — — Запчасти для садовой техники Scheppach — — — — Запасные части к дробилке-измельчителю — — — — Запасные части к кусторезу и универсальному садовому инструменту — — — — Запчасти к дровоколу — — — — Запчасти для пилорамы — — — — Запчасти для пылесоса Garden Blower — — — — Запчасти для бензопилы — — — — Запчасти для газонокосилки — — — — Запчасти для вращающегося сита — — — — Запчасти для очистителя высокого давления Scheppach — — — — Запчасти для кусторезов — — — — Запчасти для скарификаторов — — Запчасти для строительной машины Scheppach — — — — Запчасти к электрическому плиткорезу Scheppach — — — — Запчасти для компрессора Scheppach — — — — Запчасти для строительной техники Scheppach — — — — Запчасти для компрессоров Manupro — — — — Запчасти к отбойным молоткам — — — — Запчасти для Мини-самосвала — — — — Запасные части к виброплите — — — — Запчасти для шнека – – – – детали генератора — — Запчасти для электроинструмента — — — — Запчасти для шлифовальной машины scheppach Giraffe — — — — Детали для погружной пилы — — — — Запчасти для машин GMC, Triton, Silverline — — — — Запчасти для пылесосов влажной и сухой уборки Строительное оборудование — — Бетономешалка — Компрессоры — Электрический плиткорез — Генераторы —Прочая строительная техника — — молдинги карнизные Оборудование мастерской — — Подъемно-транспортное оборудование — — — — Электрическая канатная таль — — — — Ручной съемник троса для тяжелых условий эксплуатации — — — — Цепной блок — — Сварочное оборудование — механические инструменты — — — — Аппаратное обеспечение Акции станки и инструменты из дерева Афиша — Машины для деревянного дома — Верхние станки Probois — Машины для внутренней отделки — — Outillage электропортатив Повышение Гарантия САВ Рождественские распродажи Доступный!
д.).) — — Книги по работе с деревом — Отделочные материалы и техническое обслуживание — Защитная одежда и техника безопасности —ручные инструменты и прочие инструменты Запчасти для машин — — ремни для машин — — — — Ремни для деревообрабатывающих станков Kity & Scheppach — — — — Ремни для деревообрабатывающих станков Lurem — — — — Ремни для станков Leman — — — — Ремни для станков Jean l’ébéniste и Holzprofi — — — — Ремни для станков Holzmann — — — — Ремни для станков Bernardo — — Запчасти для машин — — — — Запчасти для машин Kity-Scheppach — — — — Ремни и запчасти Leman — — — — Ремни и детали для машин Holzprofi и Jean l’ébéniste — — — — Ремни и запчасти к станкам Holzmann — — — — Ремни и детали машин Bernardo — — — — Запчасти для машин Parkside —электрические детали для машин — — — — Угольные щетки для машин Scheppach Kity — — — — Конденсаторы для машин — — — — Контактор для деревообрабатывающих станков Kity Scheppach — — — — Предохранители и держатель предохранителей — — — — Выключатели для машин – – – – электродвигатели для машин — — — — Удлинитель и электрическая розетка — — Запчасти для садовой техники Scheppach — — — — Запасные части к дробилке-измельчителю — — — — Запасные части к кусторезу и универсальному садовому инструменту — — — — Запчасти к дровоколу — — — — Запчасти для пилорамы — — — — Запчасти для пылесоса Garden Blower — — — — Запчасти для бензопилы — — — — Запчасти для газонокосилки — — — — Запчасти для вращающегося сита — — — — Запчасти для очистителя высокого давления Scheppach — — — — Запчасти для кусторезов — — — — Запчасти для скарификаторов — — Запчасти для строительной машины Scheppach — — — — Запчасти к электрическому плиткорезу Scheppach — — — — Запчасти для компрессора Scheppach — — — — Запчасти для строительной техники Scheppach — — — — Запчасти для компрессоров Manupro — — — — Запчасти к отбойным молоткам — — — — Запчасти для Мини-самосвала — — — — Запасные части к виброплите — — — — Запчасти для шнека – – – – детали генератора — — Запчасти для электроинструмента — — — — Запчасти для шлифовальной машины scheppach Giraffe — — — — Детали для погружной пилы — — — — Запчасти для машин GMC, Triton, Silverline — — — — Запчасти для пылесосов влажной и сухой уборки Строительное оборудование — — Бетономешалка — Компрессоры — Электрический плиткорез — Генераторы —Прочая строительная техника — — молдинги карнизные Оборудование мастерской — — Подъемно-транспортное оборудование — — — — Электрическая канатная таль — — — — Ручной съемник троса для тяжелых условий эксплуатации — — — — Цепной блок — — Сварочное оборудование — механические инструменты — — — — Аппаратное обеспечение Акции станки и инструменты из дерева Афиша — Машины для деревянного дома — Верхние станки Probois — Машины для внутренней отделки — — Outillage электропортатив Повышение Гарантия САВ Рождественские распродажи Доступный!
инструментов торговли! — Точилка для сверла Drill Doctor
Сверла дорогие, и я склонен относиться к ним несколько оскорбительно. Их дешевле заточить, чем заменить, особенно для больших сверл. Узнайте больше, чтобы узнать о моем опыте использования точилки для сверл Drill Doctor.
Их дешевле заточить, чем заменить, особенно для больших сверл. Узнайте больше, чтобы узнать о моем опыте использования точилки для сверл Drill Doctor.
Всем привет! Я большой любитель ROI (возврат инвестиций), поэтому обычно, когда я покупаю инструменты, я стараюсь убедиться, что взамен получу свои деньги обратно. В данном случае, держу пари, я вложил сотни долларов в сверла, и за последние 10 лет или около того я использовал их и злоупотреблял ими. Большинство из них тупые или сломанные и расстраивают меня, когда я пытаюсь их использовать.
Вместо того, чтобы покупать все новые сверла, я хотел поэкспериментировать и заточить свои собственные. Я пробовал это в прошлом с настольной шлифовальной машиной и с треском провалился. Поэтому я пошел и купил дрель-доктор.
Сверло dr. утверждают, что это простое решение для заточки старых сверл. С некоторыми из более крупных сверл, стоящих до 20 долларов и более, мне не нужно много времени, чтобы вернуть мои деньги.
Единственная разница между DD750X и DD500X заключается в том, что 750 может затачивать сверла до 3/4″ и устанавливать MTO (Material Take Off). Если у вас уже есть DD500X или вы нашли его по дешевке, не бойтесь, вы можете купить патрон большего размера в качестве дополнения. Вы также можете приобрести патрон, который подойдет для левосторонних (обратных) спиральных сверл.
Если у вас уже есть DD500X или вы нашли его по дешевке, не бойтесь, вы можете купить патрон большего размера в качестве дополнения. Вы также можете приобрести патрон, который подойдет для левосторонних (обратных) спиральных сверл.
При цене около 130 долларов я полагаю, что если я заточу 15 или около того сверл большего размера, то все мои вложения окупятся.
У меня много битов для практики:
Моя огромная куча тупых и сломанных сверл
Извлечение дрели dr. И инструкция
Первый шаг — свободно закрепить сверло в держателе и вставить его в направляющий шаблон на сверлильном дозаторе
Два выступа на кувшине помогают выровнять сверло по самой узкой части сверла.Этот шаг очень важен.
Если у вас очень плохое сверло, на боковой стороне 750x есть настройка съема материала MTO. Когда вы регулируете съем материала, головка болта перемещается внутрь и наружу, как показано на нижней части рисунка выше. Этот параметр настраивает более или менее агрессивную резкость. Более агрессивно для сильно изношенных или поврежденных бит и менее агрессивно для тех, которые просто нуждаются в легкой заточке.
Более агрессивно для сильно изношенных или поврежденных бит и менее агрессивно для тех, которые просто нуждаются в легкой заточке.
Ручка MTO черная в правом нижнем углу этого изображения.
После выравнивания ослабьте зажим, вытащите патрон и полностью затяните его.
Затем совместите белую линию на патроне со штифтом на порте для заточки, затем начните вращать по часовой стрелке, пока не прекратится шлифовальный шум.
Это может занять всего 4 полуоборота или до 20+ полуоборотов в зависимости от того, насколько агрессивно вы настроили MTO. В случае действительно плохих или сломанных сверл вам, возможно, придется снова вставить их в приспособление и настроить несколько раз, пока они снова не станут острыми.Это действительно не сложно и занимает всего пару минут на бит.
УБЕДИТЕСЬ, ЧТО НЕ НУЖНО: вытащите из коробки любые левосторонние (реверсивные) спиральные сверла, если только вы не приобрели дополнительный левосторонний патрон! Я случайно сделал это и полностью сломал одну из своих бит.
Это поправимо, но я потерял кучу времени.
Разделительные наконечники используются для более быстрого бурения и меньшего перемещения, если вы не просверливаете пилотное отверстие.
Чтобы создать точку разделения с помощью Drill Dr.750x оставляет биту в патроне после заточки. Снимите крышку с бокового порта. Совместите белые линии и вставьте патрон в разрезное отверстие. Затем повернитесь на 180 градусов и повторите с другой стороны. Если все сделано правильно, линии разделения должны быть почти прямыми, если смотреть на кончик.
Разделение вершины сверла.
Вот вид бита в порту разветвления.
Заточенное и разрезное сверло. Именно здесь вы можете видеть, что линия от раскола с обеих сторон почти прямая.
ДА, но это занимает некоторое время.
У меня есть сверло 3/4″, которое я сломал пополам много лет назад. Я был слишком зол из-за потраченных впустую инвестиций, я не мог заставить себя выбросить их.