Производство шлакоблоков
Производство шлакоблоков бизнес. Технология и оборудование для производства шлакоблоков.
Шлакоблок – простой в производстве и доступный по цене строительный материал, обладает хорошими тепло и звукоизоляционными свойствами. Организовать производство шлакоблоков можно с небольшим стартовым капиталом.
Существует несколько разновидностей шлакоблоков, которые отличаются размером и наличием пустотелых отверстий.
Оборудование для производства шлакоблоков.
Для организации производства шлакоблоков понадобится оборудование:
Бетономешалка принудительного типа для приготовления полусухих смесей.
Станок для производства шлакоблоков. Станок представляет собой пресс с формой матрицей для блоков.
Существует несколько разновидностей станков для производства шлакоблоков. Самый простой это ручной станок (несушка), станок вручную передвигается и оставляет готовые блоки на площадке.
Более производительные полуавтоматические станки, здесь усилие пресса уже в несколько раз больше ручного станка и шлакоблоки получаются более прочными.
Это минимальный комплект оборудования для небольшого мини производства шлакоблоков, если требуется высокая производительность, понадобится установить автоматическую линию.
Автоматические линии для производства шлакоблоков, состоят из автоматического станка, ленты транспортёра для подачи бетонного раствора и бетономешалки принудительного типа.
Автоматические линии позволяют организовать производство с высокой производительностью.
Технология производства шлакоблоков.
Процесс производства шлакоблоков состоит из нескольких этапов.
Приготовление полусухой бетонной смеси.
Для изготовления шлакоблоков используется полусухая смесь, существует несколько разновидностей смеси в зависимости от используемого сырья.
Состав раствора для изготовления шлакоблоков согласно ГОСТ 6665-91 «Камни стеновые бетонные»
- 5 частей отсева щебня.
- 1 часть цемента М400 класс Д20.
- 3 части просеянного песка.
- Вода 0,5% от количества цемента.

Таблица: расход материалов на изготовление одного шлакоблока размером 188 x 190 x 390 мм, количество блоков в 1 м3 — 72 шт, марка прочности — м75, объём каждого блока — 0,0139 м3
В качестве наполнителя вместо отсева щебня могут использоваться отходы горения доменных печей, шлак, перлит или керамзит. Обычно для производства используется наполнитель, который наиболее распространён в регионе, если это гранитный карьер, то есть смысл делать шлакоблоки из гранитного отсева.
Следующий этап формовка
В форму матрицу станка засыпается бетонный раствор, включается режим вибрации, в процессе чего бетонная смесь уплотняется в форме, остатки воздуха выходят на поверхность раствора.
Затем в форму с раствором опускается пуансон, под воздействием пресса формируется шлакоблок и сразу извлекается из формы, при этом блок должен не крошиться сохранять форму.
Заключительный этап – набор прочности.
Блоки сразу укладываются на ровную площадку на 2 – 3 суток для набора первоначальной прочности необходимой для транспортировки. Когда шлакоблоки набирают первоначальную прочность, их укладывают на паллеты и оставляют на 3 – 4 недели при температуре 20 °C и высокой влажности для окончательного набора прочности, после чего блоки можно использовать для строительства.
Когда шлакоблоки набирают первоначальную прочность, их укладывают на паллеты и оставляют на 3 – 4 недели при температуре 20 °C и высокой влажности для окончательного набора прочности, после чего блоки можно использовать для строительства.
Процесс производства шлакоблоков на автоматическом станке показан в этом видео.
Бизнес на производстве шлакобетонных блоков.
При наличии доступного наполнителя (отсев щебня, керамзит, шлак или известняк) себестоимость производства шлакобетонных блоков будет довольно низкой, это позволит войти на рынок стройматериалов и занять нишу.
Шлакоблоки — технология производства
Несмотря на то, что чем дальше, тем увереннее приходится говорить о шлакоблоке в прошедшем времени, говорить о нем приходится. Огромное количество строительных стеновых материалов пришли на смену морально устаревшему шлакоблоку, тем не менее интерес к нему периодически проявляется. Нестабильность экономики способствует этому, поскольку шлакоблок очень дешев. Насколько он хорош, знают инженеры и физики, нас интересуют его самые обычные качества и технологии, по которым производили этот материал.
Огромное количество строительных стеновых материалов пришли на смену морально устаревшему шлакоблоку, тем не менее интерес к нему периодически проявляется. Нестабильность экономики способствует этому, поскольку шлакоблок очень дешев. Насколько он хорош, знают инженеры и физики, нас интересуют его самые обычные качества и технологии, по которым производили этот материал.
Содержание
- Как делают шлакоблок
- Преимущества шлакоблока
- Станок для производства шлакоблока
- Чертеж станка для производства шлакоблока
Как делают шлакоблок
Этот материал всегда рассматривался, как альтернативный кирпичу материал, и действительно, он имеет похожие показатели. Только кирпичи не так просто достаются, как шлакоблоки технология производства которых проста и незатейлива. Тем не менее, требует некоторых уточнений.
Шлакоблок — это доменные шлаки, печные шлаки, вода, цемент или гипс, перемешанные в разных пропорциях. Время шло, а технология производства шлакоблока улучшалась, появлялись все новые заполнители: щебенка, битый кирпич, керамзит, но чем бы не наполняли смесь, публика упрямо называла изделие шлакоблоком. Сам ход изготовления таков: проводили подготовку бетонной смеси из цемента или гипса, шлака или любого иного заполнителя, разводили водой, помещали в бетономешалку и разгружали в формы. Формы помещали на вибростол или под вибропресс для более эффективного уплотнения. После этого шлакоблок обретал знакомую всем форму.
Сам ход изготовления таков: проводили подготовку бетонной смеси из цемента или гипса, шлака или любого иного заполнителя, разводили водой, помещали в бетономешалку и разгружали в формы. Формы помещали на вибростол или под вибропресс для более эффективного уплотнения. После этого шлакоблок обретал знакомую всем форму.
Преимущества шлакоблока
Не зря его сравнивают с кирпичом, поскольку только путем этого сравнения можно было подчеркнуть выигрышную цену материала, а также некоторые другие положительные и интересные в строительстве характеристики:
- Очень низкая цена по сравнению с кирпичом.
- Производство шлакоблока не требовало никаких особенных условий и оборудования.
- Строительство дома из шлакоблока занимало меньше времени.
- Себестоимость куба шлакоблока и куба кирпича несравнима.
- Производить шлакоблок можно было просто на строительной площадке, что вообще сводило затраты на стройку в целом к минимуму.
Тем не менее, от шлакоблока стали отказываться по нескольким причинам, и сам шлак стал главной из них — в нем содержалось слишком много вредных веществ, несовместимых с жилыми постройками. Сразу же после производства шлакоблок должен был выстояться не менее одного года (по правильной технологии), а это уже вело к дополнительным затратам. В связи с этими дополнительными расходами применение вредного материала просто себя не окупало, поэтому на последний пункт в технологии попросту закрывают глаза.
Сразу же после производства шлакоблок должен был выстояться не менее одного года (по правильной технологии), а это уже вело к дополнительным затратам. В связи с этими дополнительными расходами применение вредного материала просто себя не окупало, поэтому на последний пункт в технологии попросту закрывают глаза.
Станок для производства шлакоблока
Бурное развитие частного строительства на фоне общего экономического спада возвращает шлакоблок в ряды строительных материалов. Для его производства создаются кустарные мастерские, мелкие предприятия, частные мелкие линии, в которых востребованность в оборудовании для производства шлакоблока только растет. Промышленность с удовольствием откликается на запросы публики и не перестает демонстрировать все новые варианты вибростолов и станков, при помощи которых возможно изготовление шлакоблока мелкими партиями.
В основном все станки делятся на две большие группы:
- мобильные;
- стационарные.
В частном строительстве применяются как простейшие, так и более сложные модели станков, причем большинство из них сделано своими руками. Мы не станем говорить об их производительности и качестве, поскольку ОТК у каждого в этом случае свое. Простейший станок для производства шлакоблока представляет собой деревянный ящик с перегородками. Каждая секция выполнена такого размера, который необходим на конкретном строительстве. Пустоты выполняются обычными бутылками из-под шампанского. Выглядит это так:
Мы не станем говорить об их производительности и качестве, поскольку ОТК у каждого в этом случае свое. Простейший станок для производства шлакоблока представляет собой деревянный ящик с перегородками. Каждая секция выполнена такого размера, который необходим на конкретном строительстве. Пустоты выполняются обычными бутылками из-под шампанского. Выглядит это так:
Для изготовления блока в таком станке используют более жидкие растворы. Раствор заливается в форму, а после предварительного застывания вынимается и помещается на отдельную площадку для застывания. Естественно, что качество такого строительного материала сомнительно и нестабильно.
Чертеж станка для производства шлакоблока
Станок с вибростолом или вибропрессом — более сложное устройство. Без определенной слесарной подготовки изготовить его будет проблематично, тем не менее, и такие станки собирают, успешно эксплуатируют, отливают блоки и строят из них дома. Вот примерный чертеж такого станка с примерными размерами..jpg)
Станок предназначен для изготовления блоков размером 390х190х188 мм с пустотностью 30%.
Самое ответственное задание — выполнить матрицу, в которой будет сформирован блок. Она выполняется из листа стали толщиной не менее 3 мм.
Целесообразность изготовления такого станка каждый может для себя определить сам. При работе над приспособлением стоит особое внимание уделить точности и прочности сварных швов.
Как изготавливаются бетонные блоки?
Бетонные блоки или цементные кирпичи являются строительным материалом, используемым для возведения стен в здании. Он также известен как блок бетонной кладки (CMU). Бетонные блоки являются одним из сборных железобетонных изделий, используемых в строительстве. Сборные блоки формируются и затвердевают до того, как они попадут на рабочую площадку. Существуют различные бетонные блоки, имеющие одну или несколько полых полостей, а сторона может быть отлита гладкой или с рисунком. Эти блоки укладываются на бетонный раствор, чтобы получилась стена.
Бетонный раствор впервые использовали римляне в 200 г. до н.э. для крепления фасонного камня в здании. При римском императоре Калигуле в 37-41 гг. н.э. небольшие блоки бетона использовались в качестве строительного материала в современном Неаполе, Италия. Бетонная технология, разработанная римлянами, утрачена с падением Римской империи в пятом веке. Английский каменщик Джозеф Аспдин разработал портландцемент в 1824 году.
Первый пустотелый бетонный блок был спроектирован Хармоном С. Палмером в 1890 году в США, и после 10 лет исследований и экспериментов он запатентовал конструкцию в 1900. Блок, разработанный Палмером, имел размеры 8 x 10 x 30 дюймов и был настолько тяжелым, что для его перемещения использовался кран.
За это время один человек изготовил в среднем 10 блоков и отлил их вручную. С современными машинами и передовыми технологиями это составляет 2000 блоков в час.
Какое сырье используется? Для изготовления бетонных кирпичей или блоков используется сырье, такое как смесь порошкообразного портландцемента, воды, песка и гравия. Вместе эти сырьевые материалы образуют блок светло-серого цвета с мелкой текстурой поверхности и высокой прочностью на сжатие. Вес типичного бетонного блока составляет от 38 до 43 фунтов (от 17,2 до 19 фунтов).0,5 кг). Для блоков более высокий процент песка и более низкий процент гравия и воды. Получилась очень сухая, густая смесь, сохраняющая форму при извлечении из блочной формы.
Вместе эти сырьевые материалы образуют блок светло-серого цвета с мелкой текстурой поверхности и высокой прочностью на сжатие. Вес типичного бетонного блока составляет от 38 до 43 фунтов (от 17,2 до 19 фунтов).0,5 кг). Для блоков более высокий процент песка и более низкий процент гравия и воды. Получилась очень сухая, густая смесь, сохраняющая форму при извлечении из блочной формы.
Шлакоблок изготавливается из гранулированного угля или вулканического пепла. Это темно-серый блок с текстурой поверхности от средней до грубой, обладающий хорошей прочностью и хорошими звукоизоляционными свойствами с более высокой теплоизоляцией, чем бетонный блок. Типичный шлакоблок весит около 26-33 фунтов (11,8-15,0 кг).
При наличии гранулированного угля или вулканического пепла вместо песка и гравия с керамзитом, сланцем или шифером изготавливается легкобетонный блок. Керамзит, сланец и сланец изготавливают с дроблением сырья и нагревом до 2000 o (1093 o ) . Материал раздувается или вздувается из-за быстрого образования газов, вызванного сгоранием мелких частиц органического материала внутри. Блок из легкого бетона весит около 22-28 фунтов (от 10,0 до 12,7 кг) и используется для возведения ненесущей несущей стены и других перегородок. Кроме того, для облегченных блоков используются доменный шлак и природные вулканические материалы, такие как пемза и шлак.
Материал раздувается или вздувается из-за быстрого образования газов, вызванного сгоранием мелких частиц органического материала внутри. Блок из легкого бетона весит около 22-28 фунтов (от 10,0 до 12,7 кг) и используется для возведения ненесущей несущей стены и других перегородок. Кроме того, для облегченных блоков используются доменный шлак и природные вулканические материалы, такие как пемза и шлак.
Наряду с основными компонентами для изготовления блоков используется бетонная смесь, содержащая химическое вещество, называемое добавкой, для изменения времени отверждения и повышения прочности на сжатие или для улучшения обрабатываемости. Пигменты добавляются в блоки для однородного цвета или делают поверхность блока однородной. Это также защищает поверхность блока от химических веществ. Глазурь на поверхности блока выполнена на термореактивной смолянистой связке, кварцевом песке и цветных пигментах.
Проектирование бетонных блоков Существуют стандартные формы и размеры стандартных бетонных блоков для строительства зданий. Обычный размер блока 8 x 8 x 16, высота 8 дюймов, глубина 8 дюймов и ширина 16 дюймов. Это измерение включает в себя валик раствора и размер блока: 7,63 дюйма (19,4 см) в высоту, 7,63 дюйма (19,4 см) в глубину и 15,63 дюйма (38,8 см) в ширину.
Обычный размер блока 8 x 8 x 16, высота 8 дюймов, глубина 8 дюймов и ширина 16 дюймов. Это измерение включает в себя валик раствора и размер блока: 7,63 дюйма (19,4 см) в высоту, 7,63 дюйма (19,4 см) в глубину и 15,63 дюйма (38,8 см) в ширину.
Многие производители блоков предлагают варианты блоков, чтобы они выглядели более эстетично для конкретных применений. Например, есть один производитель бетонных кирпичей или блоков, который проектирует блоки специально для водонепроницаемости через наружные стены. Блок с раздвоенной поверхностью с шероховатой каменной текстурой на одной стороне блока, затем гладкая поверхность. Эти бетонные кирпичи придают красивый эстетический вид.
Процесс производства бетонных кирпичей или блоков Процесс производства бетонных кирпичей состоит из четырех этапов: смешивание, формование, отверждение и формирование кубов. Есть бетонные заводы, которые производят только бетонные блоки, в то время как другие производят различные сборные изделия, такие как блоки, плоская брусчатка, декоративные элементы, такие как окантовка газона, бетонные кирпичи и т. Д. С развитием технологий некоторые заводы по производству бетонных кирпичей могут производить 2000 блоков час.
Д. С развитием технологий некоторые заводы по производству бетонных кирпичей могут производить 2000 блоков час.
Песок и гравий хранятся в силосах снаружи, а затем при необходимости транспортируются по ленточному конвейеру, а цемент хранится в силосах для защиты от влаги. Когда смешивание началось, песок, гравий и цемент выходят из силосов через весовой дозатор, который взвешивает каждый материал. Сухие материалы поступают в смеситель, где они смешиваются в течение нескольких минут. В основном есть два типа миксеров, в которых используется планетарный или тарельчатый миксер, также известный как неглубокий лоток с крышкой. Смесительные лопасти прикреплены к вертикальному вращающемуся валу с мешалкой. Другой тип — горизонтальный барабанный смеситель. Это кофе, перевернутый на бок, с лопастями для смешивания, прикрепленными к горизонтальному вращающемуся валу внутри миксера.
После смешивания сухих материалов в смеситель добавляется небольшое количество воды. Теперь, если завод расположен в теплых местах, вода сначала проходит через нагреватель или чиллер для поддержания температуры. В это время добавляются смешивающие химикаты и цветные пигменты, и бетон перемешивается в течение шести-восьми минут.
Теперь, если завод расположен в теплых местах, вода сначала проходит через нагреватель или чиллер для поддержания температуры. В это время добавляются смешивающие химикаты и цветные пигменты, и бетон перемешивается в течение шести-восьми минут.
После смешивания бетон выгружается на ковшовый конвейер и транспортируется в приподнятый бункер, а цикл смешивания начинается после следующей загрузки. После этого он транспортируется в другие бункеры на блок-машине с регулируемой скоростью. Затем бетон снижают до расхода и заливают в формы. В формах есть внешняя коробка формы, в которой находятся другие вкладыши формы. Вкладыши имеют внешнюю форму блока и внутреннюю форму полостей блоков. В зависимости от мощности машины за один раз формуется от 5 до 15 блоков.
После заполнения формы бетоном гидравлический пресс прессует бетон в форму. Сжатие осуществляется воздушным или гидравлическим давлением. Многие машины для производства бетонных кирпичей и бетонных блоков используют вибрацию для завершения процесса.
После этого блоки выталкиваются из формы на плоский стальной поддон. Поддон и блоки выталкиваются из машины на цепной конвейер. Некоторые из машин имеют функцию вращающейся щетки, которая удаляет рыхлый материал с верхней части блоков.
3. ОтверждениеТеперь поддоны блока транспортируются к автоматизированному укладчику или загрузчику, который размещает их на стеллаже для отверждения. На каждой стойке несколько сотен блоков. После заполнения стеллажа его закатывают на рельсы, а затем перемещают в сушильную печь.
Это помещение, в котором одновременно могут разместиться несколько стоек блоков. В основном используются два типа отверждения. Во-первых, это печь низкого давления, где блоки выдерживают от одного до трех часов при комнатной температуре для медленного затвердевания. Затем вводят пар с температурой 60°F (16°C в час) для повышения температуры закалки. Блоки стандартного веса отверждаются при 150-165° F (66-74° C), а легкие блоки отверждаются при 170-185° F (77-85° C). После достижения температуры пар отключают и блоки пропитывают горячим влажным воздухом в течение 12-18 часов. Процесс отверждения занимает около 24 часов.
После достижения температуры пар отключают и блоки пропитывают горячим влажным воздухом в течение 12-18 часов. Процесс отверждения занимает около 24 часов.
Другой тип печи – паровая печь высокого давления, также известная как автоклав. Температура в этой печи составляет 300-375°F (149-191°C), а давление 80-185 фунтов на квадратный дюйм, примерно от 5,5 до 12,8 бар. Блоки выдерживают от 5 до 10 часов. Давление сбрасывается, и блоки выпускают влагу внутрь. Процесс отверждения в автоклаве потребляет больше энергии и является более дорогим, но он производит больше блоков за меньшее время.
4. КубированиеЗатем стеллажи с отвержденными блоками выкатываются из печи, а поддоны блока раскладываются и размещаются на цепном конвейере. После этого блоки сталкиваются со стальных поддонов, а пустые поддоны возвращаются в блок-машину для получения новых блоков.
Если есть блок с разъемной поверхностью, он сначала отформован как два соединенных блока. После завершения отверждения двойных блоков он проходит через рассекатель, и тяжелое лезвие ударяет между двумя половинками.
После завершения отверждения двойных блоков он проходит через рассекатель, и тяжелое лезвие ударяет между двумя половинками.
Бетонные кирпичи и блоки проходят через кубер, который выравнивает каждый блок и укладывает их в куб три блока по шесть блоков в глубину и три или четыре блока в высоту. Затем кубики выносятся на улицу вилочным погрузчиком и складируются для отправки.
КачествоПроизводство бетонных блоков и кирпичей требует постоянного контроля за получением блоков требуемых свойств. Перед подачей в смеситель сырье взвешивается электронным способом. Содержание воды в песке и гравии измеряется ультразвуковыми датчиками, а количество воды требуется для автоматического измерения. В холодных и теплых условиях вода перед использованием должна пройти через охладитель или нагреватель.
После выхода из машины высота блока должна быть проверена с помощью датчиков лазерного луча, а в камере отверждения температура, давление и время цикла должны быть проверены должным образом и записаны автоматически, чтобы гарантировать, что блоки должны быть отверждены должным образом для достижения максимальной прочности. .
.
Производственный процесс CMU | Nitterhouse Masonry
Процесс производства CMU | Каменная кладка НиттерхаусИзготовление бетонных блоков в Nitterhouse MasonryКомпания Nitterhouse Masonry Products гордится каждым произведенным блоком, брусчаткой и камнем. Мы всегда следим за тем, чтобы вся наша продукция производилась в соответствии с высочайшими стандартами и максимально возможного качества.
Процесс изготовления бетонных блоков (CMU) практически не изменился с момента его создания в начале 19 века.00-х. Сырье смешивают с водой, формуют в форму и оставляют на некоторое время для отверждения. Основной процесс прост, но с прогрессом в отрасли за эти годы производство CMU стало наукой химического машиностроения и архитектурной целостности.
С момента своего основания в 1923 году как Nitterhouse Concrete Products до семьи компаний по производству бетона и камня, которая сегодня называется Nitterhouse, мы создали более совершенные системы для увеличения производства, контроля качества, мониторинга процессов и широкого спектра архитектурных бетонных изделий.
Мы предлагаем широкий выбор визуальных эффектов и производим определенные конструкции, которые обеспечивают определенные структурные особенности для уникальных применений. Вы обнаружите, что эстетически приятная природная красота камня проявляется по-разному, в зависимости от типа блока. Кроме того, переработанный материал в нашем переработанном CMU может быть именно тем, что необходимо для вашей следующей экологически ориентированной сборки.
Несмотря на то, что у вас есть большой выбор внешнего вида архитектурного блока, основной процесс изготовления бетонного блока одинаков. Будут варьироваться тип и количество сырья, а также время отверждения, а окружающая среда будет регулироваться в зависимости от качеств, необходимых для готового продукта. Мы предоставляем наш процесс производства блоков CMU, чтобы помочь архитекторам реализовать наши производственные возможности, чтобы помочь инженерам выбрать блок, структурно стабильный для их проекта, и чтобы подрядчики по каменной кладке знали, что можно быстро изготовить, когда это необходимо.
Обычно для формирования бетонного блока требуется только два типа материалов: заполнители и цементы. Заполнители, такие как песок и щебень, образуют основную структуру блока. Цемент действует как связующее, которое удерживает заполнители вместе и затвердевает при смешивании с водой.
Песок, камень и цемент доставляются на наши заводы большегрузными самосвалами из местных карьеров. Агрегаты хранятся в открытых бункерах на нашем дворе. Так как цемент чувствителен к влаге, он задувается в наши цементные силосы. У нас есть различные типы и размеры заполнителей и цемента для производства нашей разнообразной линейки архитектурных бетонных блоков.
Каждая единица бетонного блока будет содержать следующие материалы в различных количествах и вариациях в зависимости от типа архитектурного блока, который мы запускаем на производственной линии: бетонных смесей, применяемых в общестроительных целях, смесь для бетонных блоков будет иметь более высокое соотношение песка к гравию и воде. В результате получается сухая, жесткая смесь с высокой прочностью на сжатие, которая сохраняет свою форму при извлечении из блочной формы.
В результате получается сухая, жесткая смесь с высокой прочностью на сжатие, которая сохраняет свою форму при извлечении из блочной формы.
Материалы, необходимые в течение дня, вывозятся во дворе фронтальным погрузчиком и сбрасываются в закрытые отсеки, связанные с производственной линией. Наш оператор станка выбирает количество сырья, необходимого для партии, производимой в нашей компьютеризированной системе, которая точно измеряет и выпускает материал для изготовления блока того типа, который мы используем.
Вот как происходит процесс:
Этап 1
Смешивание
После измерения необходимого количества материалов они выгружаются на конвейерную ленту. Конвейер перемещает материалы в наш смеситель объемом 1,75 кубических ярда, где вода добавляется по мере заливки заполнителей и бетона. Вода также точно контролируется нашей электронной измерительной системой, чтобы смесь не была слишком влажной или слишком сухой.
Затем добавляют любые дополнительные добавки, такие как гидрофобизаторы или пигменты, и смесь перемешивают в течение шести-восьми минут.
Этап 2
Формование
Когда смесь надлежащим образом перемешана, бетон перемещается на другую конвейерную ленту, которая поступает в нашу машину для изготовления блоков. Одна из наших различных форм будет настроена для конкретного типа CMU, который мы производим в партии. После того, как замес разлит в формы, блок-машина вибрацией уплотняет бетонную смесь. Мы делаем это, чтобы придать бетону прочность и уплотнить бетон в блок.
Формование бетона является наиболее важным этапом изготовления КМУ. Надлежащее сжатие имеет важное значение для получения качественного готового продукта. Материалы подаются в формы с измеренной скоростью потока, а время и сила вибрации точно контролируются, чтобы обеспечить соответствующую высоту и прочность блока.
Когда достигается надлежащее сжатие и консолидация, блок выталкивается из формы на стальной поддон, чтобы его можно было транспортировать в нашу печь для отверждения.
Этап 3
Отверждение
Затем поддоны перемещаются на тележки, которые перемещаются в нашу паровую печь низкого давления для нагрева. Как правило, стеллаж из бетонных блоков выдерживается в печи при нормальной влажности и температуре (от 70 до 100 градусов по Фаренгейту) на срок до трех часов. Затем в печь постепенно вводят пар и медленно повышают температуру до соответствующего уровня.
Когда достигается максимальная температура, подача пара и тепла отключается, и блоки сохнут еще от 12 до 18 часов в горячем влажном воздухе. Затем из печи выгоняют влажный воздух и повышают температуру до полного высыхания блока.
Блок обычно отверждается в течение 16-24 часов при высокой влажности и средней температуре около 100 градусов по Фаренгейту.
Этап 4
Кубирование и хранение
 Затем каждый блок распаковывается и помещается на наш конвейер. Они переходят к нашей системе кубирования, которая укладывает блоки на деревянный поддон. Каждый блок выровнен и сложен, чтобы сформировать куб, четыре блока в поперечнике, два блока в глубину и шесть блоков в высоту.
Затем каждый блок распаковывается и помещается на наш конвейер. Они переходят к нашей системе кубирования, которая укладывает блоки на деревянный поддон. Каждый блок выровнен и сложен, чтобы сформировать куб, четыре блока в поперечнике, два блока в глубину и шесть блоков в высоту.Наши блоки с разъемной поверхностью, например, отлиты из двух блоков, соединенных вместе. После затвердевания двойные блоки проходят через наш сплиттер. Разделитель ударяет по соединенным блокам, вызывая их разрушение и создавая шероховатую текстуру на одной стороне каждого куска. Затем их кубируют и складывают.
Мы заворачиваем куб в пластик для безопасности и защиты от непогоды, и его доставляют на вилочном погрузчике в соответствующую секцию нашего двора для этого конкретного типа блоков или для определенного заказа. Отсюда будут подъезжать блок-фуры и загружать продукцию по мере необходимости.
Обеспечение качества при производстве CMU Различные участки нашего завода постоянно контролируются, чтобы подтвердить, что мы производим блоки с особыми характеристиками.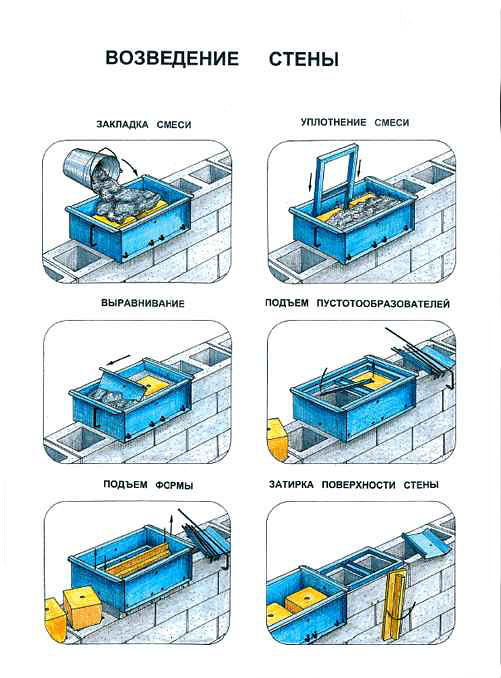 Будь то прочность, устойчивость к атмосферным воздействиям и химическим веществам или технические характеристики, у нас есть электронный контроль, и операторы машин постоянно следят за тем, чтобы готовый блок работал в соответствии с требованиями. Мы гарантируем:
Будь то прочность, устойчивость к атмосферным воздействиям и химическим веществам или технические характеристики, у нас есть электронный контроль, и операторы машин постоянно следят за тем, чтобы готовый блок работал в соответствии с требованиями. Мы гарантируем:
- Заполнители и цемент взвешиваются с помощью электроники, чтобы убедиться, что правильные части каждого материала, которые влияют на внешний вид, ощущение и долговечность блока, являются правильными.
- Содержание влаги в песке и гравии измеряется ультразвуковыми датчиками, поэтому в смесь можно добавить точное количество воды, необходимое для партии.
- Размер и плотность каждого блока проверяются с помощью датчиков лазерного луча, когда каждый блок выходит из машины для изготовления блоков.
- Среда отверждения регулируется электронным способом для контроля времени цикла, температуры и давления. Вся информация записывается для каждой партии.
- Готовые блоки проверяются на различные качества, такие как звукопроницаемость, водопроницаемость, огнестойкость, прочность и усадка.

Бетонный блок должен противостоять суровым погодным условиям, пожару и другим видам серьезных повреждений. Нет ничего лучше, чем блок, если вам нужен прочный, огнестойкий, устойчивый к насекомым и вторжению строительный материал. Мы следим за тем, чтобы в каждом блоке, покидающем наш завод, сохранялась целостность.
Многоликость архитектурных бетонных блоковКомпания Nitterhouse Masonry Products гордится каждым произведенным блоком, брусчаткой и камнем. Мы всегда следим за тем, чтобы вся наша продукция производилась в соответствии с высочайшими стандартами и максимально возможного качества. Наша линейка архитектурных бетонных блоков включает в себя множество вариантов с текстурированным внешним видом или гладкой отделкой из шпона, а также различных цветов, форм и размеров, чтобы предоставить профессионалам в области дизайна широкий спектр вариантов строительства из бетонной кладки.
Нужен ли вам базовый бетонный блок для срочной работы, у вас есть архитектурная специальность для строительства или вам нужен особый вид сложного офисного здания, мы можем изготовить блок, который вам нужен. Ознакомьтесь с каждой единицей бетонного блока, чтобы узнать все, что доступно для вашего следующего строительного проекта:
Ознакомьтесь с каждой единицей бетонного блока, чтобы узнать все, что доступно для вашего следующего строительного проекта:
- Отделка шлифованной поверхности. Наш шлифованный CMU отшлифован как минимум с одной стороны, что придает ему гладкую и насыщенную поверхность. Благодаря 20 стандартным цветам у вас будет множество вариантов комбинирования цветов, но мы также можем настроить пигмент в соответствии с вашими требованиями к дизайну.
- Раздельная лицевая поверхность. Этот текстурированный блок выпускается со стандартной отделкой Split Face, Split Wide Profile и Split Fluted, чтобы соответствовать широкому диапазону архитектурных образов. Глубина и размеры этой конструкции являются фаворитами для различных внутренних и внешних строительных проектов и, как и многие из наших CMU, могут использоваться на уровне земли или ниже.
- Античная отделка. Наш антикварный CMU обработан дробеструйной обработкой, которая красиво обнажает камень под ним.
 У нас есть несколько стандартных цветов, и если они вам не подходят, мы можем настроить цвет специально для вашего проекта. Этот блок обеспечивает прекрасный вид состаренного вида с деревенской текстурой, который используется как для внутреннего, так и для внешнего строительства.
У нас есть несколько стандартных цветов, и если они вам не подходят, мы можем настроить цвет специально для вашего проекта. Этот блок обеспечивает прекрасный вид состаренного вида с деревенской текстурой, который используется как для внутреннего, так и для внешнего строительства. - Монарх Традиционный. Вы получаете внешний вид глиняного кирпича с качеством блока в нашей традиционной линии Monarch. Эти CMU имеют длину и глубину обычного блока, но высоту стандартного кирпича. Вы можете использовать этот блок в классе и ниже. Мы разработали их в соответствии со стандартами ASTM-C90 для несущей бетонной кладки.
- Элитный КМУ. Нет необходимости укладывать блоки, а затем облицовывать их керамической плиткой для внутренних работ. Наш Elite CMU — выдающийся строительный материал как для внутреннего, так и для внешнего совершенства. Благодаря выбору цвета, например, лососевому или оружейному металлу, эти наполненные и полированные блоки идеально подходят для крупных коммерческих проектов, таких как школы или муниципальные здания, которым требуется оттенок цвета и стиля.
 Лица шлифуются, а затем заполняются наполнителем из акриловой смолы. После полировки они герметизируются нашим герметиком, совместимым с летучими органическими соединениями (ЛОС).
Лица шлифуются, а затем заполняются наполнителем из акриловой смолы. После полировки они герметизируются нашим герметиком, совместимым с летучими органическими соединениями (ЛОС). - Переработанный CMU. Наш «Эко-умный» переработанный CMU изготавливается с шлифованной и разделенной поверхностью. Минимум 30% переработанного материала — это популярный выбор для вашего проекта, ориентированного на защиту окружающей среды. Переработанный контент принесет вам баллы LEED (Лидерство в энергетическом и экологическом дизайне) за ваши экологические усилия.
- Камень наследия. Наш камень наследия — это блок архитектурного шпона, демонстрирующий совокупное содержание блока. Он изготовлен с прочностью 8500 фунтов на квадратный дюйм и абсорбцией менее 5%. В нашей линейке Legacy есть четыре разных отделки, которые часто смешиваются в одном проекте для визуальной привлекательности и структуры:
- Linear Collection – две отделки на одном блоке: шлифованная поверхность и дробеструйная обработка.
 Ширина каждой полосы настраивается в соответствии с уникальным дизайном, а между двумя разными отделками есть глубокие линии с насечками.
Ширина каждой полосы настраивается в соответствии с уникальным дизайном, а между двумя разными отделками есть глубокие линии с насечками. - Текстурированный – лицевая сторона обработана дробеструйной обработкой, что придает текстуру и объем.
- Терраццо – шлифованная, гладкая и полированная поверхность определяет этот бетонный блок. Его часто используют для оклейки полос.
- Точеное лицо — обработанные так, чтобы они напоминали ограненный известняк, эти камни часто используются для акцентных полос, чтобы разбить большие участки одного цвета и текстуры.
- Linear Collection – две отделки на одном блоке: шлифованная поверхность и дробеструйная обработка.
Выберите желаемый блок в различных специализированных формах для конкретных строительных приложений. Мы производим специальные формы из бетонных блоков для строительства соединительных балок, контрольных швов, закругленных углов и многих других архитектурных проектов.
Все архитектурные CMU Nitterhouse герметизированы герметиком на водной основе из акриловой смолы, совместимым с летучими органическими соединениями, и должны быть покрыты другой герметизирующей пропиткой после завершения кладочных работ. Мы также добавляем водоотталкивающую добавку во все наши партии бетонных блоков, чтобы уменьшить абсорбцию и проницаемость. Мы предоставляем эту добавку для добавления в раствор при кладке стен.
Мы также добавляем водоотталкивающую добавку во все наши партии бетонных блоков, чтобы уменьшить абсорбцию и проницаемость. Мы предоставляем эту добавку для добавления в раствор при кладке стен.
Кирпичный блок для звукового строительства и креативного дизайна
Занимаясь бизнесом более 90 лет, мы расширяем линейку продуктов и производственные возможности по мере изменения технологий и передового опыта. От деловых амбиций каменщика Уильяма Л. Ниттерхауса, строящего свой собственный блок в своем гараже, до семейной линии в пятом поколении, которая сегодня занимается нашим производством камня, мы поставили перед собой задачу обеспечить лучшее качество, варианты и дизайн.
В будущем индустрия производства блоков будет продолжать внедрять новые формы, размеры и экономические преимущества в строительстве зданий. Энергоэффективность и долговечные конструкции будут оставаться в авангарде новых разработок. Наши дизайнеры создали превосходные продукты, которые зарекомендовали себя как гармоничное сочетание эстетической привлекательности и структурной надежности для любого типа здания.