Шаблон Повторения Контура (Универсальный Шаблон) — Блог про инструменты с Алиэкспресс
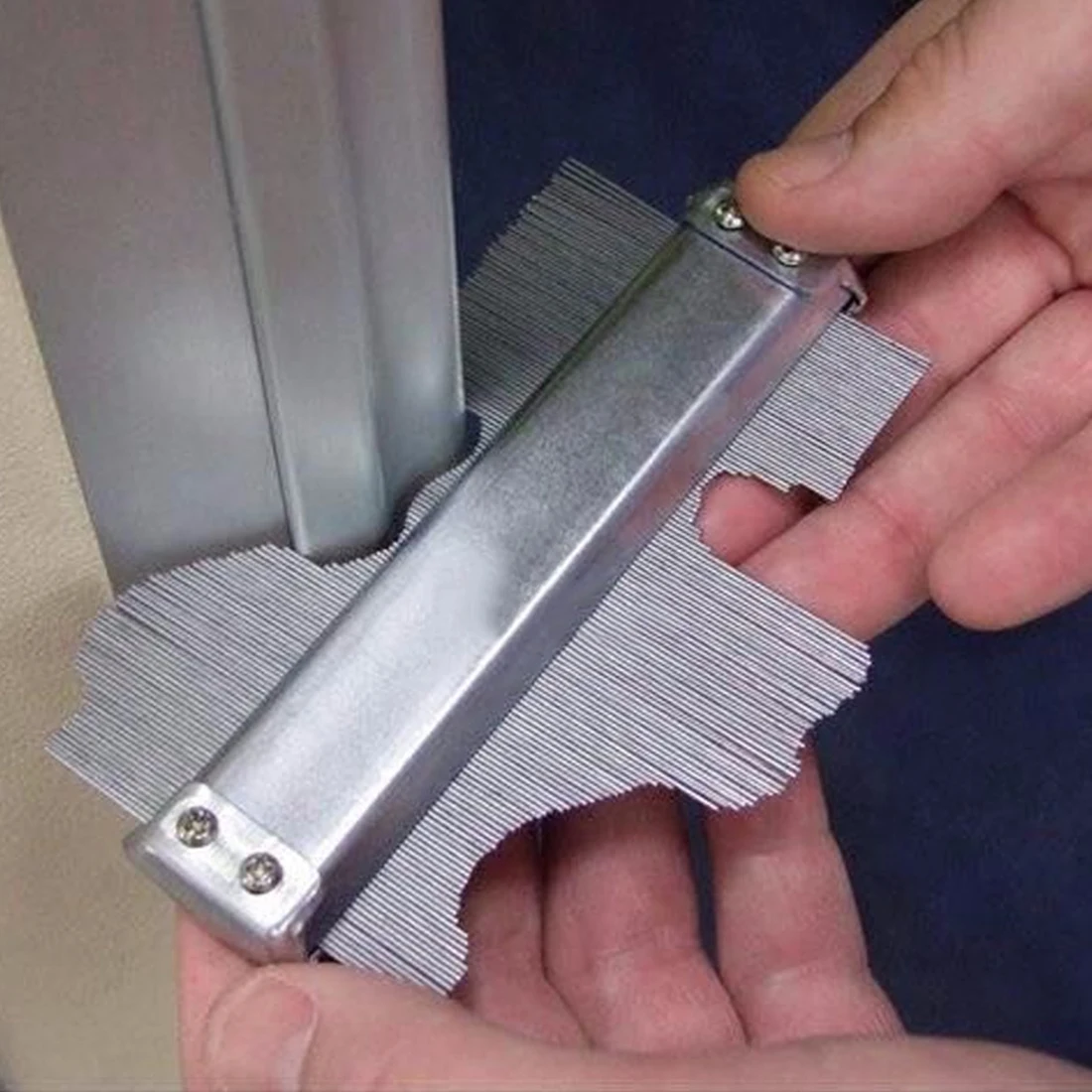
Этот шаблон повторяет контуры поверхности, к которой его прикладывают. Для этого достаточно прижать его по всей плоскости к поверхности. После этого можно с помощью этого шаблона переносить контуры с высокой точностью на любую другую поверхность.
Называют его по-разному: измеритель контура, многоразовый шаблон, наборный шаблон, универсальный измеритель контура, универсальный шаблон, шаблон для измерения очертаний контуров, шаблон криволинейных поверхностей, шаблон повторения контура, повторитель контура, contour duplicator (eng).
Ниже на фото показан пример того, как этот шаблон применяется в работе.
Применяется этот шаблон в разных видах работ, в том числе и при отделочных работах.
Длина измерения у таких шаблонов от 125мм до 535мм, глубина измерения 63мм — 110мм, что позволяет использовать их для разных задач.
Разновидности моделей универсальных шаблонов
На Aliexpress продаются такие варианты шаблонов:
125мм х 63мм х 22мм (9,28$) пластик
148мм х 84мм х 16мм (6,62$) металл
180мм х 105мм х 20мм (6,99$) пластик
275мм х 110мм х 20мм (9,85$) пластик
535мм х 100мм х 20мм (18,19$) пластик
Шаблон повторения контура с любым из перечисленных выше размеров продаётся на Aliexpress ЗДЕСЬ .
После нажатия кнопки «купить» нужно выбрать шаблон нужной модели и размера и оформить покупку.
Описание
Это приспособление называют также мгновенный шаблон, потому что его не нужно изготавливать, он сразу готов к работе, и, при этом, он многоразовый.
Очень хорошо такой универсальный шаблон подходит для точного переноса линий контура криволинейных поверхностей при отделочных работах (например с такими материалами, как керамическая плитка или ламинат).
Пластиковые детали точно передают детали формы и удерживают её.
Такие наборные шаблоны позволяют снимать размеры на участках поверхности длиной от 125мм до 535мм.
Этот инструмент очень прост в использовании: прижмите зубцы шаблона к объекту измерения, чтобы шаблон стал соответствовать контуру этого объекта. Теперь шаблон повторяет в точности очертания объекта измерения и можно переносить их на другую поверхность.
Качественный материал пластика шаблона позволяет в точности сохранить заданную форму. Такой измеритель контура очень удобен для повторения контура труб отопления, водопровода, любого криволинейного примыкания при облицовке поверхностей.
Такой измеритель контура очень удобен для повторения контура труб отопления, водопровода, любого криволинейного примыкания при облицовке поверхностей.
Также этот шаблон полезен для любой работы, где требуется дублирование контура. В деревообработке, металлообработке, строительных отделочных работах, при изготовлении hand made изделий. Да и для любой другой работы по дублированию контуров.
Высокая точность калибровки для точного измерения делает измерение и резку намного легче. Изготовлены такие шаблоны из АВС пластика высокого качества или металла для высокой прочности и долговечности использования.
Купить универсальный шаблон повторения контура можно на Aliexpress также и ЗДЕСЬ.
Поделиться ссылкой:
Понравилось это:
Нравится Загрузка…
ПохожееПрофильный копировальный шаблон для криволинейных поверхностей, цена 164.50 грн
Профильный копировальный шаблон для криволинейных поверхностей
Мы не единственные, кто продает товары в интернете, однако есть несколько причин доверять именно нам:
1. Закупаем товар напрямую у фабрик-производителей.
Закупаем товар напрямую у фабрик-производителей.
2. Проверка качества (проверка товара перед отправкой к вам)
3. Обмен брака или замена на другой аналогичный товар в течении 14 дней..
4. Быстрая доставка.(отправка товара в день заказа до 16.00)
5. Основная часть товаров всегда в наличии — не нужно ждать!
6. Заказ мелким оптом — от 5 штук!.
7. Наличие документов на предпринимательскую деятельность.
8. Мы отправляем товар как по предоплате, так и наложенным платежем.
Артикул: 2П1005-337-00
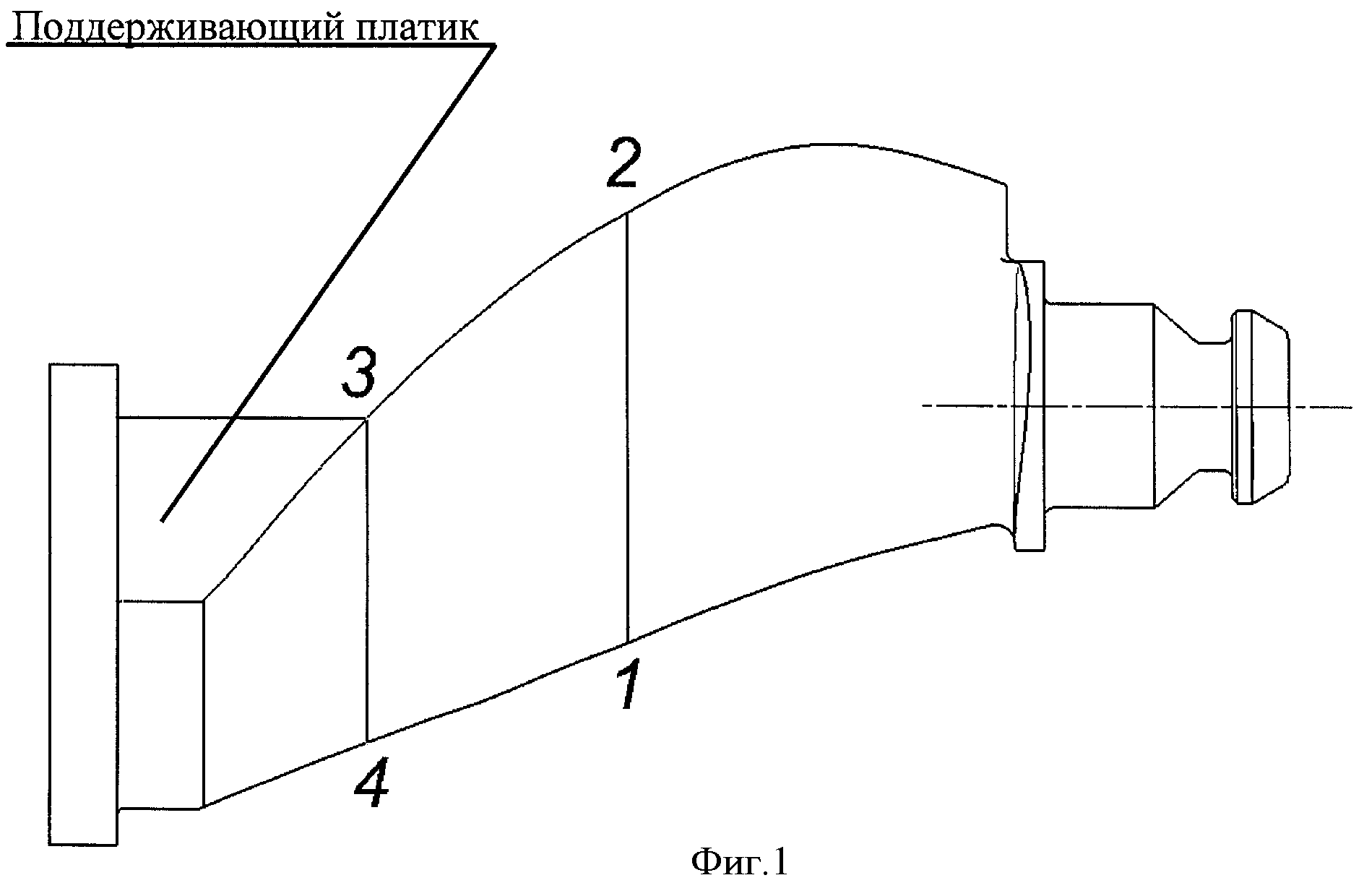
Профильный копировальный шаблон для криволинейных поверхностей — это чрезвычайно полезная вещь. Состоит из множества пластиковых тонких пластин.
Пластинки входят в щели сделанные в теле инструмента. Таким образом, с помощью этого инструмента можно обогнуть нужную поверхность и скопировать её.
Это необходимо для выявления асимметрии изделия или чтобы просто скопировать форму.
Используется для контроля плоскости и переноса элементов.
Этот инструмент просто необходим для строителей при проведении строительных работ, работникам СТО при проведении ремонта автомобиля и т.д.
С этим шаблоном Вы без труда правильно и точно вырежете нужное отверстие в плитке и многое другое.
Пользоваться линейкой-шаблоном предельно просто. Достаточно приложить к измеряемой поверхности линейку пластинчатой стороной и она полностью повторит контуры.
При этом диапазон измерения составляет от 0 до 12 см. Размеры шаблона 14,6 см х 10,5 см х 2,6 см.
Характеристика:
- Материал: Пластик
- Диапазон измерения: 0 до 12 см
- Размеры шаблона: 14,6 см х 10,5 см х 2,6 см
Комплект поставки:
- Профильный копировальный шаблон для криволинейных поверхностей
Способы доставки.
Самовывоз:
Товар можно забрать самовывозом и расплатиться на месте по адресу: г. Запорожье, ул.Тюленина 21/2
Запорожье, ул.Тюленина 21/2
Нова Пошта:
Отправка ежедневно в 16.00. Скорость доставки от 1 до 3х рабочих дней в зависимости от города проживания. Стоимость доставки согласно тарифам новой почты.
Укр-почтой отправка ежедневно в 16.00. Скорость доставки 3-7 дней в зависимости от места проживания. Стоимость доставки примерно по предоплате 15грн и 30грн наложенный платеж( согласно тарифам транспортной компании. Способы оплаты
- Наличными: Забрать товар и оплатить наличными можно по адресу: г.Запорожье, ул.Тюленина 21/2
- Безналичный расчет ( для предприятий)
- Наложенный платеж: Наложенный платеж Новой Почтой и Укр Почтой. Товар оплачивается при получении в почтовом отделении. Стоимость доставки удваивается, так как по тарифам транспортной компании вы оплачиваете доставку товара к вам и доставку денег обратно.
- Карта Приват Банка.Оплатить можно на карту Приват Банка 5168 7551 0120 5132 на имя Шаровская Ирина Алексеевна
Не удается найти страницу | Autodesk Knowledge Network
(* {{l10n_strings.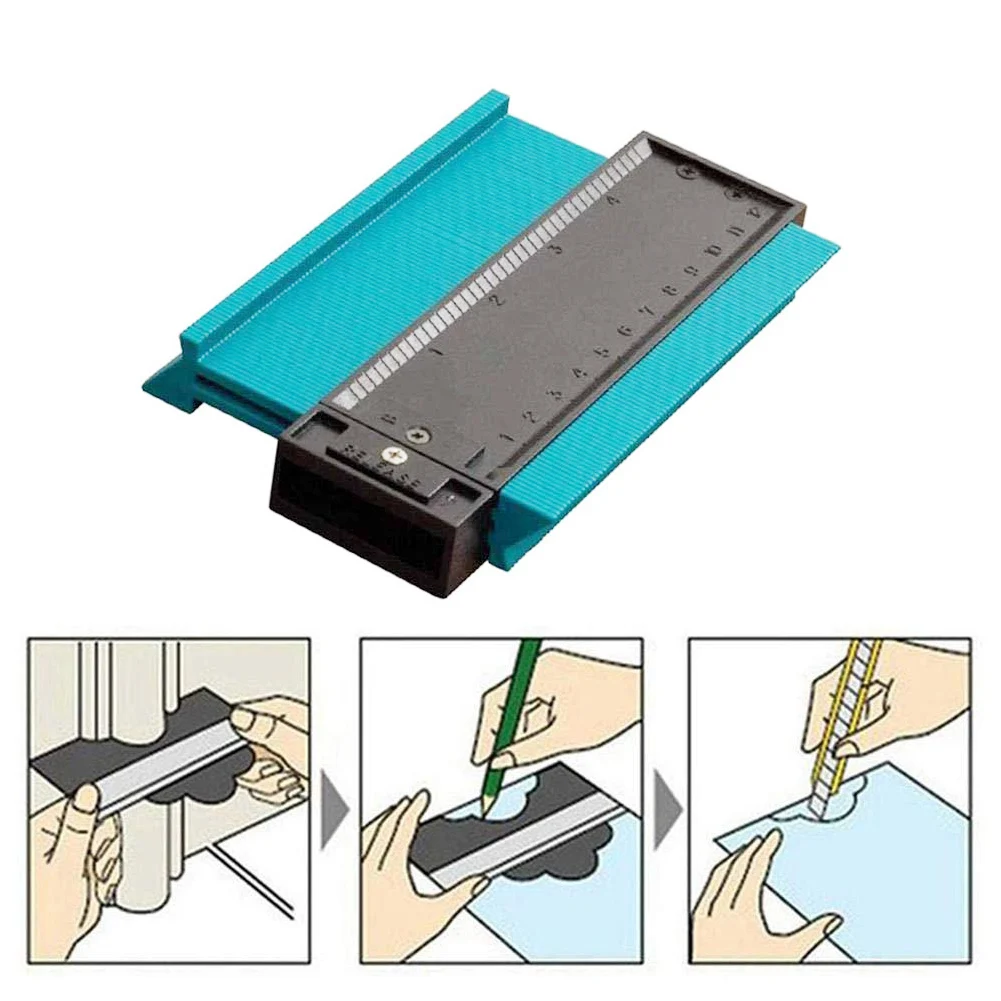
{{l10n_strings.CREATE_NEW_COLLECTION}}*
{{l10n_strings.ADD_COLLECTION_DESCRIPTION}}
{{l10n_strings.COLLECTION_DESCRIPTION}} {{addToCollection.description.length}}/500 {{l10n_strings.TAGS}} {{$item}} {{l10n_strings.PRODUCTS}} {{l10n_strings.DRAG_TEXT}}{{l10n_strings.DRAG_TEXT_HELP}}
{{l10n_strings.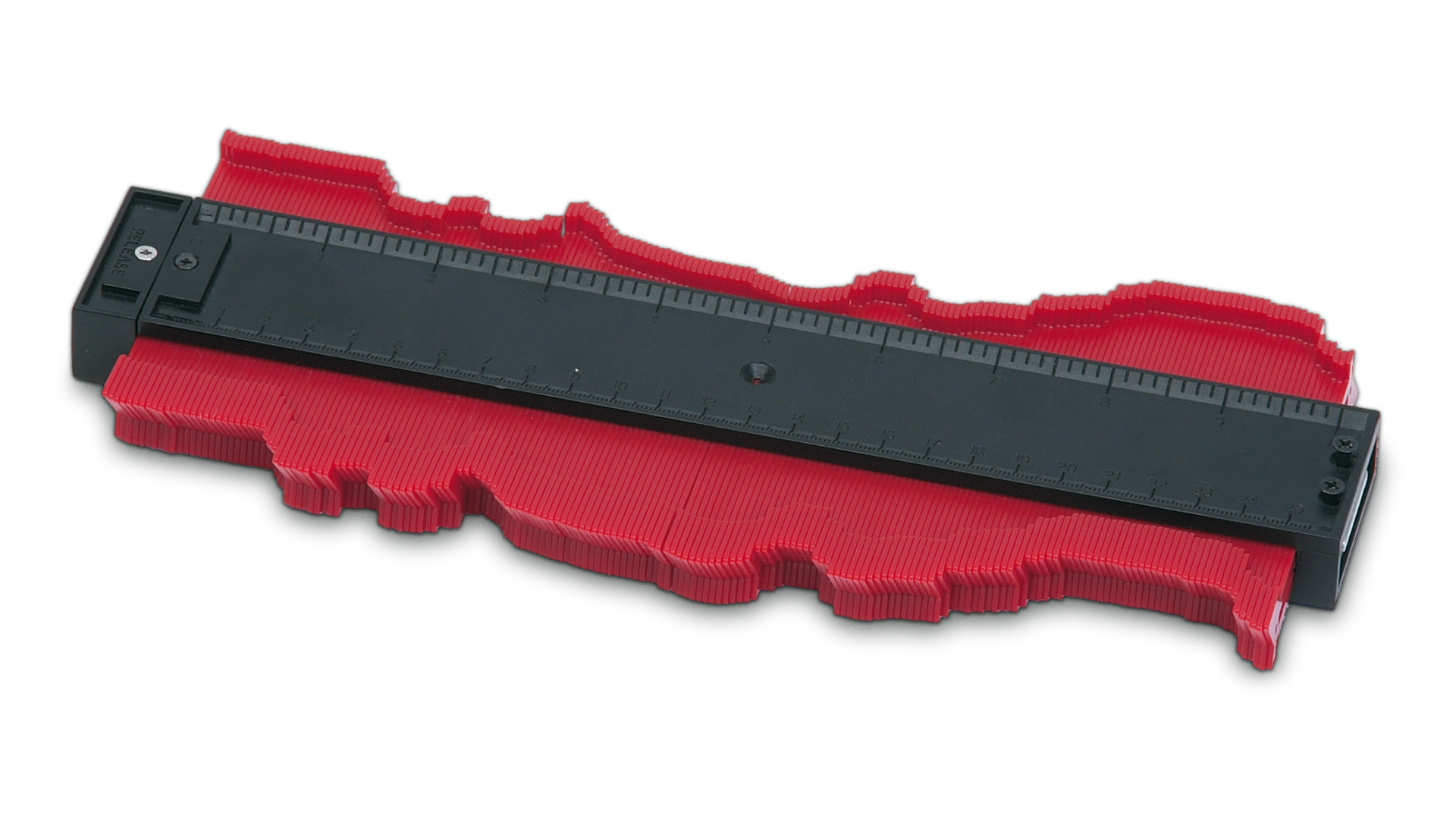 LANGUAGE}}
{{$select.selected.display}}
LANGUAGE}}
{{$select.selected.display}}{{article.content_lang.display}}
{{l10n_strings.AUTHOR}}{{l10n_strings.AUTHOR_TOOLTIP_TEXT}}
{{$select.selected.display}} {{l10n_strings.CREATE_AND_ADD_TO_COLLECTION_MODAL_BUTTON}} {{l10n_strings.CREATE_A_COLLECTION_ERROR}}Шаблоны профильные — Обработка — Энциклопедия по машиностроению XXL
Шаблоны профильные применяются для определения наличия заданного припуска на обработку цилиндрических поверхностей отливок, отклонения в положении отдельных элементов отливок и правильности выполнения формы элементов отливок.
Шаблоны профильные (фиг. 153) применяются в основном для определения величины отклонения заданного припуска на обработку цилиндрических поверхностей отливки, величины отклонения положения отдельных элементов отливок (бобышек), а также выявления отклонений в местах, подверженных короблению. [c.377]
Нарезание резьбы выполняется профильным твердосплавным резцом или резцом из быстрорежущей стали по шаблону на профиль с проверкой шаговым шаблоном. После токарной обработки по разметке фрезеруют карманы под соединительные болты и сверлят все отверстия. Разрезание гаек на две половины делается либо на пиле, либо на фрезерном станке. Чтобы не спутать обработанные гайки в процессе сборки и монтажа, их попарно маркируют. [c.292]
Углы заточки 1022 Шаблоны профильные — Обработка 910
[c. 1142]
1142]
Изготовление профильных шаблонов до настоящего времени на многих предприятиях все еще производится методом ручной лекальной работы. Слесари-лекальщики вручную обрабатывают шаблоны перед термической обработкой и после закалки доводят профиль шаблонов также вручную. Контур шаблона разбивается на ряд участков, состоящих из простейших элементов. На шаблоне выбирают участки, которые служат базой для измерения. Эти участки обрабатывают в первую очередь и от них производят измерение всех элементов профиля шаблона. Для этой цели изготовляют вспомогательные шаблоны — выработки , которые позволяют производить измерение каждого участка профиля шаблона от выбранных базовых поверхностей. Изготовление шаблонов методом ручной лекальной работы является трудоемким процессом, поэтому в настоящее время ручные лекальные работы по возможности механизируют, шлифуют профильные шаблоны на плоскошлифовальных станках. Методы шлифования профильных шаблонов можно классифицировать следующим образом
 245]
245]
Доводку применяют также в тех случаях, когда после закалки произвести шлифование невозможно. Ранее профильные шаблоны подвергали слесарной обработке до закалки, а после закалки производили ручную доводку контура шаблона. В связи с изготовлением специализированных станков и разработкой новых методов обработки деталей операций ручной доводки становится все меньше и меньше. Только резьбовые кольца и некоторые виды сложных шаблонов до настоящего времени доводят непосредственно после закалки. [c.284]
Для проверки в контрольном приспособлении отливка также базируется по наружному диаметру втулок в тисочных призмах I при упоре необрабатываемой стороны фланца в установочный палец 2. Припуск на обработку центрального отверстия проверяется двумя профильными шаблонами 3 и 4, смонтированными на кронштейнах 5 и 6. [c.141]
При проверке припуска на обработку по отверстию А i и торцу Т корпус 12 удаляется с приспособления и заменяется оправкой 14.
 На оправке 14 установлен дисковый профильный шаблон 15, с помощью которого проверяется припуск на обработку по отверстию А г. На той же оправке установлен диск 16 с тремя ступенчатыми измерителями 17, предназначенными для проверки припуска на обработку по торцу Т отливки.
[c.144]
На оправке 14 установлен дисковый профильный шаблон 15, с помощью которого проверяется припуск на обработку по отверстию А г. На той же оправке установлен диск 16 с тремя ступенчатыми измерителями 17, предназначенными для проверки припуска на обработку по торцу Т отливки.
[c.144]Припуск на обработку фланца корпуса проверяется шестью ступенчатыми измерительными головками 5 и 6, смонтированными на съемной скалке 7, а смещение внутренней полости корпуса в плоскости, перпендикулярной оси втулки, проверяется профильным шаблоном S. [c.146]
В приспособлениях для проверки отливок и поковок весьма часто применяются профильные шаблоны для проверки припусков на обработку по наружным и внутренним поверхностям, а также расположения отдельных поверхностей относительно базовых. [c.218]
В отличие от профильных шаблонов глубиномеры дают возможность определить, находится ли величина фактического припуска на обработку или фактический размер в пределах заданных допусков как по верхнему, так и по нижнему пределу. [c.379]
[c.379]
Измерение припуска на обработку по наружному и внутреннему диаметрам втулки производится двумя профильными шаблонами. Измерение припуска на обработку на внешней плоскости левого фланца производится четырьмя глубиномерами, смонтированными на жестко укрепленном кронштейне. Величина коробления правого фланца измеряется тремя глубиномерами, смонтированными на подвижном кронштейне. [c.382]
При проверке в контрольном приспособлении отливка / также базируется по наружным диаметрам втулок в специальных тисочных призмах 2 при упоре необрабатываемой стороной фланца в установочный палец 3. Припуск на обработку центрального отверстия проверяется двумя профильными шаблонами 6, 7, смонтированными на кронштейнах 4, 5. Припуск на обработку на фланце картера проверяется пятью глубиномерами 9, смонтированными на подвижной стойке 8. [c.384]
При проверке отливка 10 также устанавливается фланцем на три базовые опоры 9 и центрируется в трехкулачковом зажиме. Измерение припуска на обработку по наружному и внутреннему диаметрам втулки производится профильным шаблоном 7, смонтированным на съемной скалке 8.
[c.384]
Координатно-расточные станки (КРС) предназначены, в основном, для обработки точных (1—3-го классов точности) цилиндрических отверстий с повышенными требованиями к точности межцентровых расстояний и расположению отверстий относительно измерительных баз деталей. Кроме того, на КРС могут выполняться следующие работы точная разметка деталей, тонкое фрезерование плоскостей и криволинейных поверхностей, обтачивание торцовых поверхностей и выступов, протачивание канавок, обработка профильных поверхностей деталей (кулачков, копиров, шаблонов и т. д.), нанесение штрихов на точных линейных и круговых шкалах и др. [c.429]
Станки для профильного шлифования предназначаются для обработки резьбы, зубчатых колёс, многошпоночных валиков, шаблонов и т. д. [c.521]
Подвижные профильные шаблоны /, 8 к 4 проверяют припуски на обработку
[c.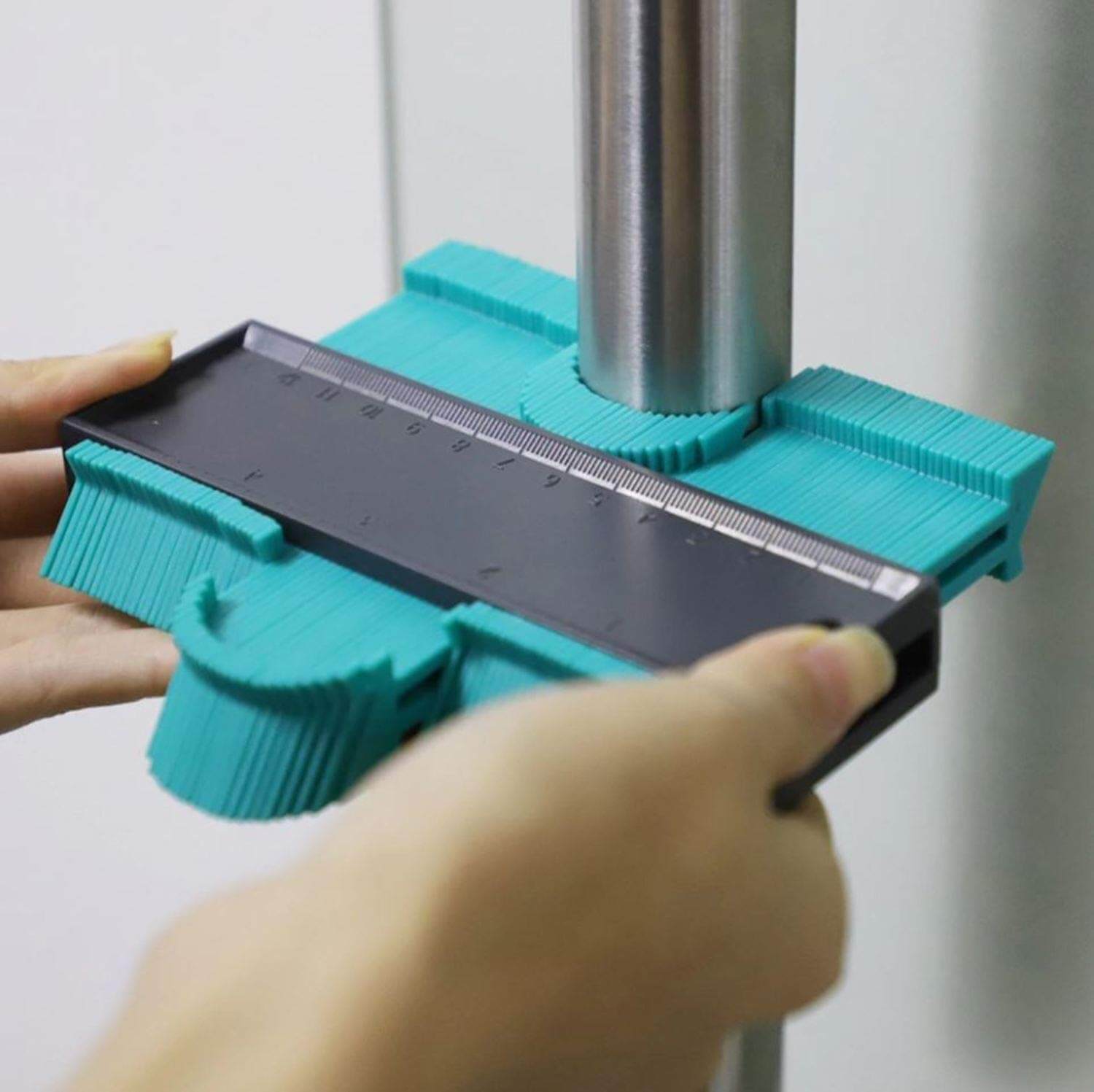 129]
129]
Несмотря на механизацию слесарных операций, в инструментальном производстве все еще остается большой объем ручных работ с использованием таких инструментов, как напильники и надфили (например, при обработке профильных шаблонов, фасонных деталей штампов, пресс-форм, форм для литья под давлением и др.). [c.13]
Этот способ получения профильных шаблонов прост и дешев, так как не требуется выработок, однако точность обработки при этом не выше 0,07 мм. [c.140]
Для обработки профильных шаблонов наиболее широко применяются плоскошлифовальные станки с горизонтальным шпинделем и магнитной плитой, которая служит для закрепления деталей. [c.141]
Обработку профильного шаблона, показанного на рис. 122, а, II подобных ему шаблонов следует начинать с внутреннего контура профиля при этом необходимо оставить припуск около [c.105]
На рис. 134 показан способ обработки и контроля профиля фасонного Рис. 134, Контроль профильного резца резца 2 с помощью шаблона
[c.114]
134, Контроль профильного резца резца 2 с помощью шаблона
[c.114]
До термической обработки рабочий профиль обрабатывают на вертикально-фрезерных, координатных разметочно-сверлильных, копировально-фрезерных, профильно-строгальных и некоторых других станках. Все эти операции могут выполняться по разметке или по профильным шаблонам. [c.183]
Шлифование шаблонов-гребенок в основном аналогично изготовлению модульных шаблонов трапецеидальной формы. На рис. 292 дапа схема шлифования профильного шаблона типа гребенки, при обработке которого необходимо соблюдать строгий [c.270]
Основными технологическими операциями при подготовке стыковых соединений являются разметка и резка труб и обработка кромок под сварку. Разметку производят согласно чертежу стальной рулеткой, линейкой, угольником или специальным шаблоном. Трубы, листовой и профильный металл подбирают по размерам так, чтобы не было больших отходов. Резку труб и металла производят с применением газа (газовая резка) на станках и как исключение вручную.
[c.147]
Резку труб и металла производят с применением газа (газовая резка) на станках и как исключение вручную.
[c.147]
При профильном шлифовании на специальных профилешлифовальных станках отпадает необходимость профилирования шлифовальных кругов, применения специальных приспособлений. Профилешлифовальные станки подразделяют на четыре группы, основанные на принципе копирования контура чертежа или шаблона, выполненных в увеличенном масштабе, при помощи пантографа совмещения обрабатываемого профиля с соответствующим профилем чертежа, выполненным в увеличенном масштабе (профиль детали в процессе обработки проектируется на чертеже в том же масштабе увеличения) взаимодействия двух координатных систем геометрического построения отдельных участков профиля при помощи математического расчета и механиче- [c.59]
IX 2Т — тарелки. Шлифование зубьев долбяков. Заточка червячных фрез, обработка профильных шаблонов [c.66]
В специализированном инструментальном производстве профильное шлифование выполняется на координатно-шлифовальных или оптических профилешлифовальных станках. Шлифование фасонного контура шаблонов, резцов, деталей штампов и пресс-форм может выполняться также на точных плоскошлифовальных инструментальных станках с прямоугольным столом и горизонтальным шпинделем, работающих периферией круга. Это увеличивает производительность по сравнению с ручной обработкой от 3 до 6 раз.
[c.169]
Шлифование фасонного контура шаблонов, резцов, деталей штампов и пресс-форм может выполняться также на точных плоскошлифовальных инструментальных станках с прямоугольным столом и горизонтальным шпинделем, работающих периферией круга. Это увеличивает производительность по сравнению с ручной обработкой от 3 до 6 раз.
[c.169]
Наряду с механизацией лекальных работ прогрессивным направлением в технологии изготовления профильных шаблонов и комплексных калибров служит метод прессования их из пластмасс по контркалибрам. Такая технология резко снижает стоимость серийного изготовления контрольного инструмента, сокращая время на обработку профиля и изготовление выработок. [c.202]
После чистового фрезерования самой глубокой части ручья обрабатывают теми же способами менее глубокие его части. На слесарную обработку по горизонтальным размерам ручья оставляют припуск 0,3—0,5 мм, вертикальные размеры ручьев увеличивают на 0,2—0,3 мм по сравнению с чертежными. Этим обеспечивается припуск со стороны поверхности разъема на контрольное шлифование после закалки и в значительной мере исключается дополнительное углубление ручьев (ручьи необходимо углублять при короблении штампа). Правильность фрезерования ручьев проверяют профильными шаблонами.
[c.268]
Этим обеспечивается припуск со стороны поверхности разъема на контрольное шлифование после закалки и в значительной мере исключается дополнительное углубление ручьев (ручьи необходимо углублять при короблении штампа). Правильность фрезерования ручьев проверяют профильными шаблонами.
[c.268]
Профильные шаблоны применяются для проверки наличия заданного припуска на обработку по наружным и внутренним поверхностям заготовок, а также для проверки взаимного положения отдельных элементов заготовок. [c.72]
После такой настройки прибор может быть применен и для установки фасонного резца на токарном станке. На предприятиях, где подобные прессформы составляют постоянную номенклатуру, применение такого инструмента дает значительный экономический эффект, так как сокращается номенклатура сложного контрольно-поверочного инструмента — специальных профильных шаблонов. Прибор и набор простейших радиусных шаблонов могут полностью исключить потребность в такого рода оснастке. Кроме-того, снижается трудоемкость изготовления самих прессформ и отпадает необходимость в точной обработке наружной поверхности корпуса прессформы, поскольку за исходный размер для настройки прибора может быть принят любой действительный размер диаметра цилиндрического корпуса. При пользовании шаблонами допуск на обработку этой поверхности бывает достаточно жестким, так как именно размер наружного диаметра является исходным при проектировании шаблона.
[c.30]
Кроме-того, снижается трудоемкость изготовления самих прессформ и отпадает необходимость в точной обработке наружной поверхности корпуса прессформы, поскольку за исходный размер для настройки прибора может быть принят любой действительный размер диаметра цилиндрического корпуса. При пользовании шаблонами допуск на обработку этой поверхности бывает достаточно жестким, так как именно размер наружного диаметра является исходным при проектировании шаблона.
[c.30]
Для разметк и контроля фигуры ручья в плане (по плоскости разъема и на дне ручья) применяют контурные шаблоны. На этих же шаблонах иногда фиксируют линии для участков ручья, а также наносят контуры в глубину , т. е. линии, соответству-юш,ие внутренним углам ручья, которые получаются от пересечения различных кривых поверхностей и плоскостей фигуры. Кроме сбш,его контурного шаблона при сложной фигуре применяют также контурные шаблоны на отдельные элементы. Для проверки профиля ручья в продольной и поперечной плоскостях применяют профильные шаблоны, а для заточки фрез контршаблоны. Профильные шаблоны в зависимости от сложности профиля изготовляют для нескольких сечений. Профильные шаблоны могут быть обш,ие для заданного сечения ручья и поэлементные для проверки профиля отдельных участков. Число шаблонов зависит от сложности профиля и постоянства сечения ручья в зависимости от его длины. Метод обработки влияет на необходимое количество шаблонов. При обработке ручья на копировальных стайках требуется меньшее количество шаблонов, чем прн обработке на фрезерном станке. Для проверки отдельных переходов применяют иногда вспомогательные шаблоны. Допуск на изготовление шаблона принимается от /3 до /5 допуска на изготовление ручья. Ручей, соответствующий размерам штампуемой детали, изготовляют обычно в обеих половинках штампа, поэтому обе половинки не должны иметь перекосов. Смещение ручьев верхней половинки штампа по отношению к нижней допускается в пределах 0,05—0,25 мм в зависимости от размера и требуемой точности поковки. Отсутствие смещения достигают тем, что всю механическую, электроимпульсную или электрохимическую обработку ведут относительно постоянных баз, которыми являются две взаимно перпендикулярные боковые стороны кубика.
Профильные шаблоны в зависимости от сложности профиля изготовляют для нескольких сечений. Профильные шаблоны могут быть обш,ие для заданного сечения ручья и поэлементные для проверки профиля отдельных участков. Число шаблонов зависит от сложности профиля и постоянства сечения ручья в зависимости от его длины. Метод обработки влияет на необходимое количество шаблонов. При обработке ручья на копировальных стайках требуется меньшее количество шаблонов, чем прн обработке на фрезерном станке. Для проверки отдельных переходов применяют иногда вспомогательные шаблоны. Допуск на изготовление шаблона принимается от /3 до /5 допуска на изготовление ручья. Ручей, соответствующий размерам штампуемой детали, изготовляют обычно в обеих половинках штампа, поэтому обе половинки не должны иметь перекосов. Смещение ручьев верхней половинки штампа по отношению к нижней допускается в пределах 0,05—0,25 мм в зависимости от размера и требуемой точности поковки. Отсутствие смещения достигают тем, что всю механическую, электроимпульсную или электрохимическую обработку ведут относительно постоянных баз, которыми являются две взаимно перпендикулярные боковые стороны кубика. Эти поверхности служат также базой при установке штампа на молоте. Базовые поверхности (контрольный угол) обрабатывают на передней и одной из боковых сторон под углом 90° 5 на высоте 60— 100 мм.
[c.243]
Эти поверхности служат также базой при установке штампа на молоте. Базовые поверхности (контрольный угол) обрабатывают на передней и одной из боковых сторон под углом 90° 5 на высоте 60— 100 мм.
[c.243]
Ко второй группе относятся листовые и профильные детали, а также детали и сборочные единицы, изготавливаемые размерной обработкой, со сложными поверхностями, которые не могут быть заданы в чертежах при помощи простых числовых размеров. Для обеспечения взаимозаменяемости деталей этой группы применяют плазово-шаблонный метод увязки, т. е. изготовляют специальные эталоны поверхности деталей, которые являются носителем не только размеров, но и форм поверхности. Способом непосредственного копирования переносят форму и размеры эталона поверхности на приспособление, а затем с приспособления на детали. [c.188]
Таким образом, современный уровень техники лекального дела позволяет механизировать подавляющее болыпинство операций обработки и измерения не только простых, но и сложных профилей шаблонов. Шлифование профильных шаблонов па плоскошлифовальных станках с применением специальных приспособлений позволяет шлифовать с припуском под доводку от 0,01 до 0,02 мм. Незначительный припуск на дов,одку при высокой чистоте шлифования дает возможность производить доводку ручным способом с малой затратой времени, а во многих случаях ограничиваются только полированием.
[c.201]
Шлифование профильных шаблонов па плоскошлифовальных станках с применением специальных приспособлений позволяет шлифовать с припуском под доводку от 0,01 до 0,02 мм. Незначительный припуск на дов,одку при высокой чистоте шлифования дает возможность производить доводку ручным способом с малой затратой времени, а во многих случаях ограничиваются только полированием.
[c.201]
Повысить производительность на строгальных станках можно, применив одновременно несколько резцов на одной державке, что сократит число рабочих ходов и позволит снять значительно больший припуск за один рабочий ход при одновременной работе несколько суппортов, и следовательно, совмещение во время обработки нескольких поверхностей при применении широких резцов и больших подач при чистовом, строгании, специальных установочно-зажимных приспособлений и шаблонов для установки резцов при профильном строгании, например при строгании У-образных направлягощих станин станков и т, п, [c.273]
Применение универсальных тисок обеспечивает повышение производи-те. пьности и качества обработки деталей. Способы установки и крепления на контрольном угольнике 2 профильного шаблона 1 с помош,ью струбцины 3 показаны на рис. 241.
[c.234]
пьности и качества обработки деталей. Способы установки и крепления на контрольном угольнике 2 профильного шаблона 1 с помош,ью струбцины 3 показаны на рис. 241.
[c.234]
Прием обработки профильных шаблонов на оптикошлифовальном станке [c.324]
И конструкции тепловой изоляции корпуса изготовляются в цехе. Необходимый для этого листовой и профильный материал из алюминиевых сплавов перед обработкой расконсервируется паром, в водяной ванне или ветошью, смоченной в уайт-спирите или скипидаре, с последующей протиркой металла опилками и сухой ветошью. Стальной материал перед обработкой очищается от окалины, ржавчины и грязи механическими или ручными щетками. Очистка оцинкованных поверхностей производится протиркой наждачной бумагой и ветошью. После очистки материал выправляется, размечается согласно чертежам или шаблонам, снятым с места и поступает на изготовление деталей конструкций изоляции. Изготовленные детали могут иметь отклонения прямолинейных кромок от контрольных кернов не более 1 мм смещение центров просверленных отверстий от линий разметки — не более 1 мм отклонения диаметров отверстий не более 0,3 мм — для отверстий диаметром 3—6 мм и 0,36 мм для отверстий диаметром свыше 6 до 10 мм отклонение длины угольников от заданной не более 2 мм отклонение размеров деталей длиной и шириной до 1 л не более 1 мм, а свыше 1 м—1,5—2 мм.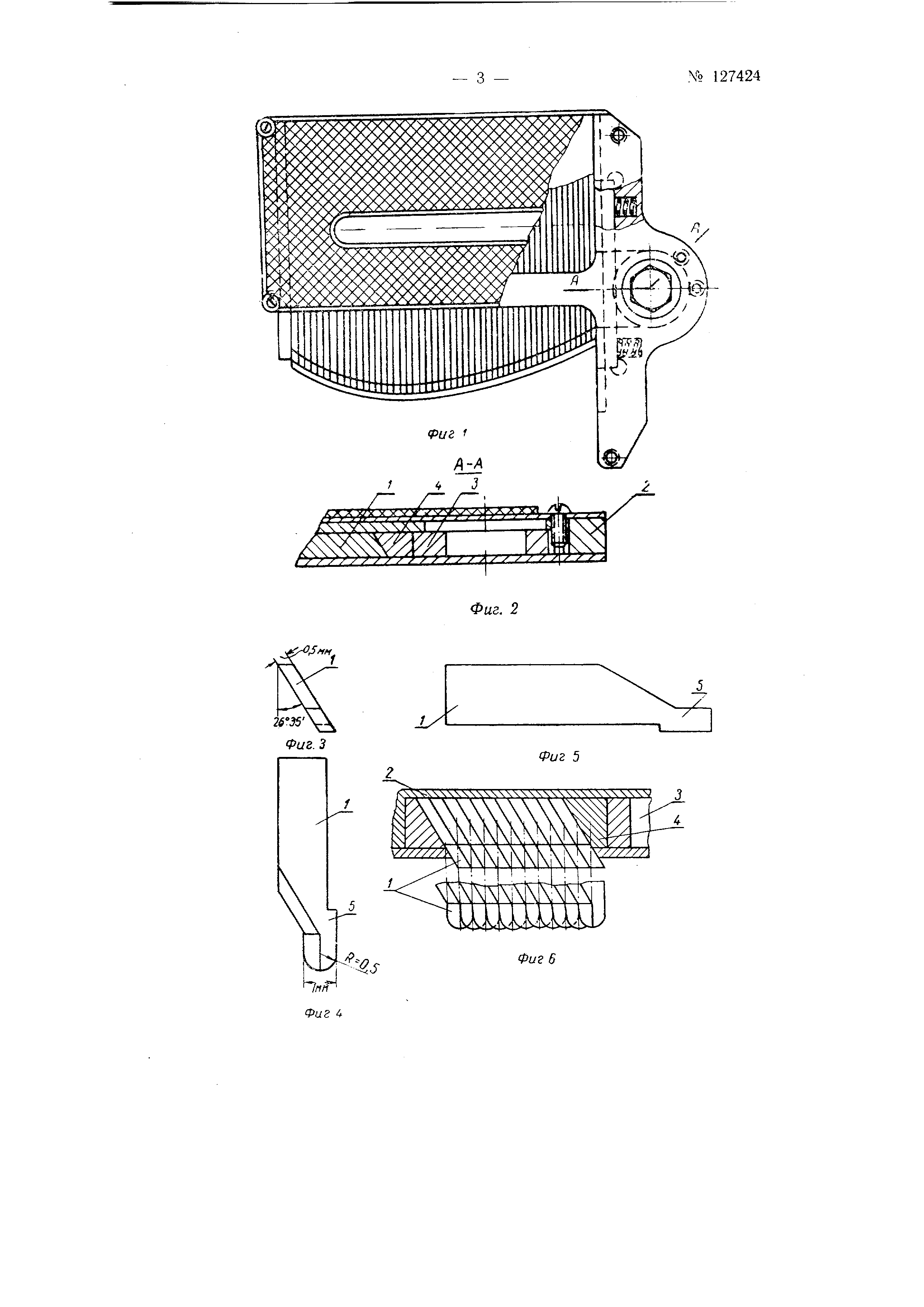 Сборка стальных каркасов конструкций изоляции производится при помощи электроду-говой сварки, а из алюминиевых сплавов при помощи контактных сварочных машин типа МТП-150 и МТП-200 с прерывателями ПИТ-100. Изготовленные каркасы щитов, рамки и щиты зашивки конструкций изоляции могут иметь отклонения размеров от заданных по длине конструкции не более 5 мм, а по ширине не более 3 мм разность диагоналей прямоугольных конструкций должна быть ие более 5 мм смещение ребер жесткостей внутри щитов и вырезов в боковых стенках допускаются не более 3 мм бухтиноватость поверхности щитов не должна превышать 7 мм на 1 пог. м щиты при легком нажатии на них рукой не должны издавать шума.
[c.215]
Сборка стальных каркасов конструкций изоляции производится при помощи электроду-говой сварки, а из алюминиевых сплавов при помощи контактных сварочных машин типа МТП-150 и МТП-200 с прерывателями ПИТ-100. Изготовленные каркасы щитов, рамки и щиты зашивки конструкций изоляции могут иметь отклонения размеров от заданных по длине конструкции не более 5 мм, а по ширине не более 3 мм разность диагоналей прямоугольных конструкций должна быть ие более 5 мм смещение ребер жесткостей внутри щитов и вырезов в боковых стенках допускаются не более 3 мм бухтиноватость поверхности щитов не должна превышать 7 мм на 1 пог. м щиты при легком нажатии на них рукой не должны издавать шума.
[c.215]
Для обработки деталей этим методом применяют универсальные и специальные координатно-расточные станки. Современные координатно-расточные станки предназначены главным образом для обработки цилиндрических отверстий, допуски на межосевые растояния которых в прямоугольной системе координат изменяются от 0,001 до 0,005 мм, точно расположенных относительно базовых поверхностей.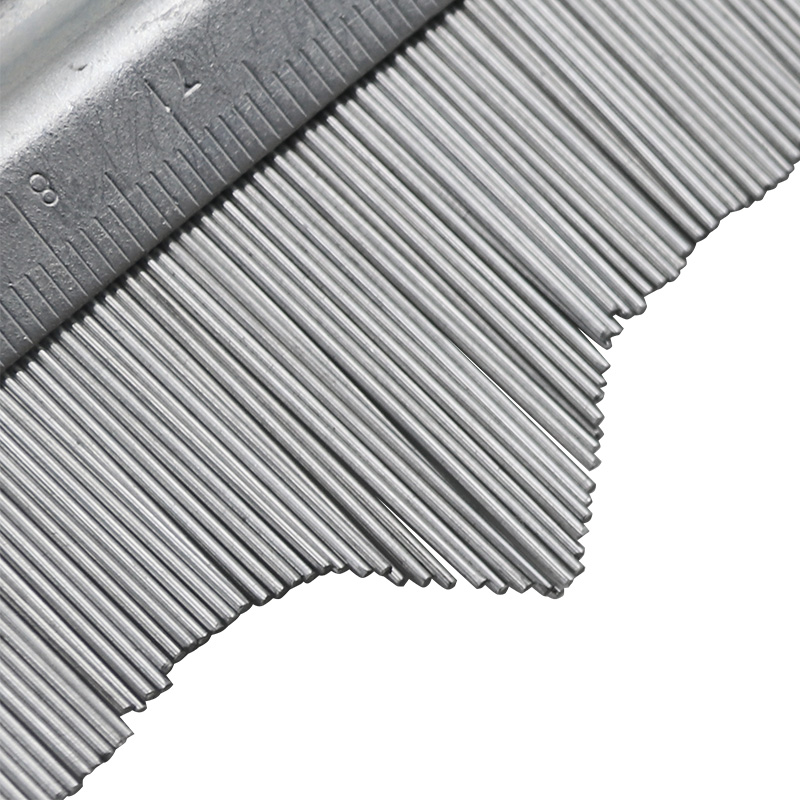 Кроме растачивания точных отверстий на этих станках можно выполнять легкие фрезерные работы точное фрезерование плоскостей, криволинейных поверхностей, обработку профильных поверхностей копиров, шаблонов и т. д. Для станков малых и средних размеров чаще всего применяется одностоечная (консольная) компоновка, обычно с поперечно-подвижными салазками и продольно-подвижным столом (крестовый стол) ([20], см. табл. 14—16).
[c.40]
Кроме растачивания точных отверстий на этих станках можно выполнять легкие фрезерные работы точное фрезерование плоскостей, криволинейных поверхностей, обработку профильных поверхностей копиров, шаблонов и т. д. Для станков малых и средних размеров чаще всего применяется одностоечная (консольная) компоновка, обычно с поперечно-подвижными салазками и продольно-подвижным столом (крестовый стол) ([20], см. табл. 14—16).
[c.40]
Совремекныё технологические процессы изготовления шаблонов отличаются широким внедрением станочных методов обработки, ак, например, точное фрезерование по профилю на контурно-фрезерных станках, растачивание элементов профиля, а иногда и всего профиля на координатно-расточных станках, обработка на профиле-шлйфовальных станках, механическая доводка профильными притирами на профильно-доводочных станках и др. Механизированный процесс позволяет расчленить обработку шаблонов на операции, выполнение которых легко возложить на рабочих боЛее узкой специализации, чем слесарь-лекальщик. [c.202]
[c.202]
Технологический процесс изготовления профильных шаблонов вручную включает следующие операции разметку заготовок резку заготовок правку заготовок обработку торцовых сторон под углом 90° предварительное шлифование боковых плоскостей разметку под сборку сборку заготовок в пакеты разметку профиля шаблона на одной из сторон собранного пакета обработку пакетов по разметке разборку пакетов, запиливание фасок и острых кромок термическую обработку рихтовку шаблонов окончательное шлифование боковых плоскостей сборку шаблонов в пакеты шлифование [c.202]
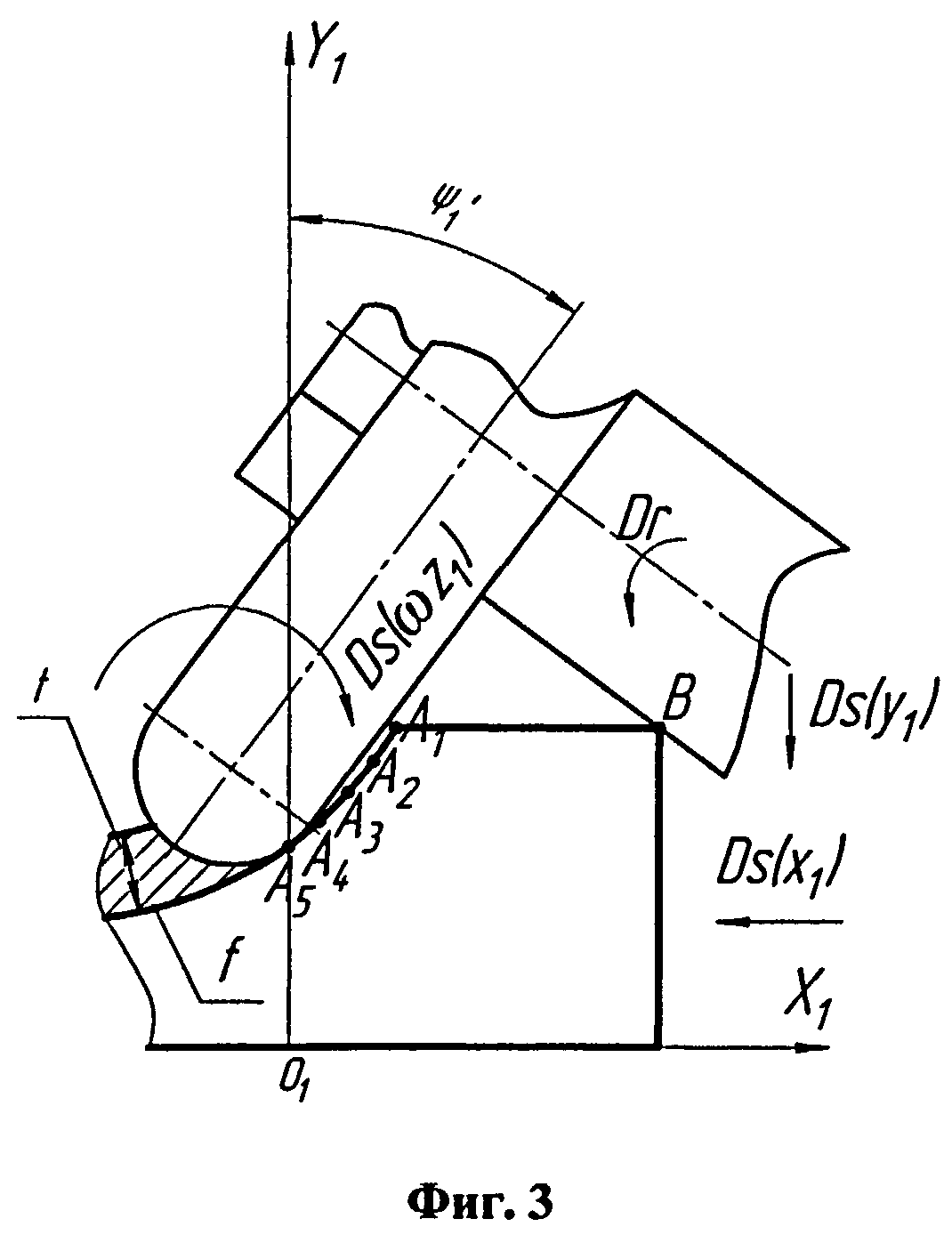
Приспособление к токарному станку для обработки криволинейных поверхностей
Изобретение касается приспособлений к токарным станкам для обработки криволинейных поверхностей с применением шаблона. В подобных приспособлениях, с целью непрерывного воздействия шаблона на резец, при одновременной подаче резца в радиальном направлении на глубину резания после каждого оборота обрабатываемого изделия предлагается шаблон выполнять в виде лопастного тела, состоящего из цилиндра с радиально расположенными вдоль его образующих, последовательно один за другим, лопастями-шаблонами, представляющими собою по форме развертки обрабатываемой криволинейной поверхности. При этом каждая следующая лопасть отличается от предыдущей только увеличением ординат кривизны на величину подачи резца и расположена в обратном по отношению к предыдущей направлении для сохранения непрерывности подачи резца при одновременном вращении обрабатываемого изделия и возвратно-поступательном движении лопастного тела-шаблона. Поворот последнего после каждого оборота изделия осуществляется автоматически механизмом, заимствующим свои движения от движений лопастного тела.
При этом каждая следующая лопасть отличается от предыдущей только увеличением ординат кривизны на величину подачи резца и расположена в обратном по отношению к предыдущей направлении для сохранения непрерывности подачи резца при одновременном вращении обрабатываемого изделия и возвратно-поступательном движении лопастного тела-шаблона. Поворот последнего после каждого оборота изделия осуществляется автоматически механизмом, заимствующим свои движения от движений лопастного тела.
На чертеже фиг. 1 изображает схематически вид предлагаемого приспособления сверху; фиг. 2 — то же вид части лопастного тела с частичным осевым разрезом; фиг. 3 — то же в поперечном разрезе; фиг. 4-5 -то же вид отдельных частей приспособления; фиг. 6 — схему, последовательных обработок криволинейных поверхностей.
Предлагаемое приспособление состоит из полого вала а (фиг. 2), на периферии которого, вдоль его образующих, укреплены в последовательном порядке по размерам лопасти b (фиг. 3). Последние представляют собою шаблоны по форме развертки — обрабатываемой криволинейной поверхности и отличаются друг от друга только увеличением всех ординат кривизны на величину глубины резания. Вал а помещается в подшипниках с (фиг. 2) и снабжен на обоих концах дисками d (фиг. 2 и 5) с радиальными вырезами е для взаимодействия с подвижными упорами к (фиг. 1). В полости вала а помещен валик f, связанный с а пружиной i и снабженный гребнями g, взаимодействующими с гнездами п подшипников с (фиг. 2 и 4).
3). Последние представляют собою шаблоны по форме развертки — обрабатываемой криволинейной поверхности и отличаются друг от друга только увеличением всех ординат кривизны на величину глубины резания. Вал а помещается в подшипниках с (фиг. 2) и снабжен на обоих концах дисками d (фиг. 2 и 5) с радиальными вырезами е для взаимодействия с подвижными упорами к (фиг. 1). В полости вала а помещен валик f, связанный с а пружиной i и снабженный гребнями g, взаимодействующими с гнездами п подшипников с (фиг. 2 и 4).
При работе приспособление получает каким-либо известным механизмом возвратно-поступательное движение, причем полный проход в одну из сторон равен по времени одному обороту обрабатываемого изделия. Палец или ролик m (фиг. 1), сообщающий движение каретке с резцом в начальный момент, скользит по первой лопасти и после полного оборота изделия переходит на вторую лопасть за счет поворота вала а. При этом, так как изделие вращается в одну и ту же сторону, а вал с лопастями при каждом следующем обороте меняет свое направление на обратное, то каждая следующая лопасть-шаблон укреплена в обратном по отношению к предыдущей лопасти направлении.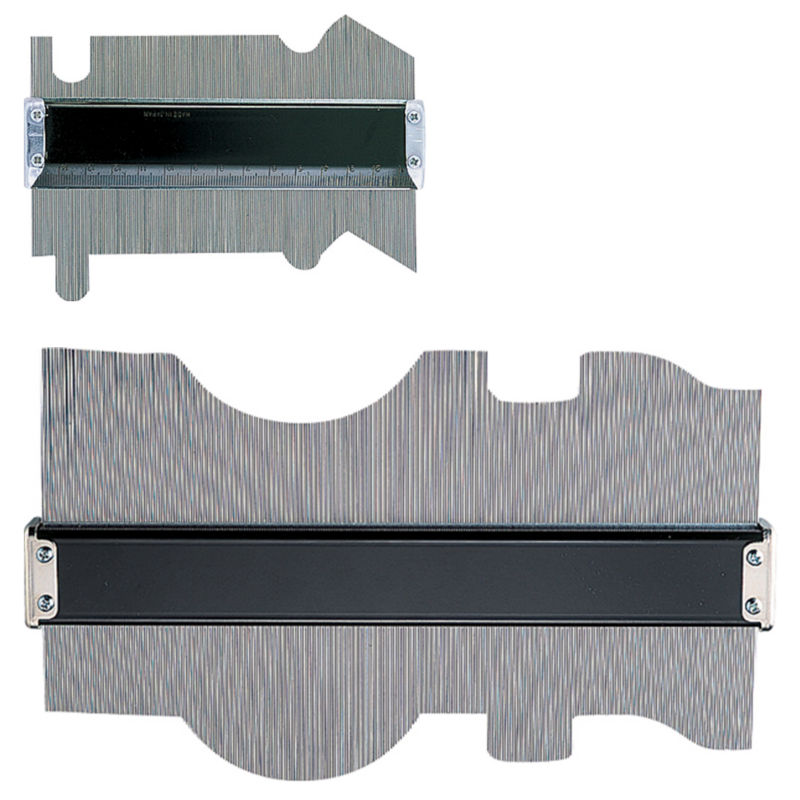 Поворот осуществляется посредством толкачей l, которые при крайних положениях лопастного тела перемещают вверх подвижные упоры k (фиг. 5), каковые западают в соответствующий вырез е диска d и поворачивают вал, причем моменту поворота вала предшествует момент разъединения полого вала а с валиком ƒ, оттого что валик ƒ при движении вала а встречает на пути упор k1 и останавливается, и при дальнейшем движении вала а гребни g валика выходят из гнезд n подшипников. После поворота и начала обратного движения действием пружины i валик ƒ опять соединяется с валом а, застопоривая его тем самым в нужном рабочем положении.
Поворот осуществляется посредством толкачей l, которые при крайних положениях лопастного тела перемещают вверх подвижные упоры k (фиг. 5), каковые западают в соответствующий вырез е диска d и поворачивают вал, причем моменту поворота вала предшествует момент разъединения полого вала а с валиком ƒ, оттого что валик ƒ при движении вала а встречает на пути упор k1 и останавливается, и при дальнейшем движении вала а гребни g валика выходят из гнезд n подшипников. После поворота и начала обратного движения действием пружины i валик ƒ опять соединяется с валом а, застопоривая его тем самым в нужном рабочем положении.
Сайт домашнего мастера, справочник
стр. 1 2 3 4 5 6
Разметка по шаблонам. Применение шаблонов сокращает время на изготовление изделий и повышает точность разметки. Для разметки применяют следующие шаблоны, изготавливаемые из древесины и фанеры:
• шаблоны для разметки шиповых соединений, гнезд под установку фурнитуры и сверления отверстий;
• шаблоны (лекалы) для разметки профилей криволинейных деталей. Шаблоны для разметки соединений на двойной шип изготавливают в виде
гребенки (рис. 139 а), на рабочей поверхности которой установлены шпильки (гвозди без шляпок) на расстояниях от упора гребенки в соответствии с размерами шипового соединения. Гребенка позволяет сразу нанести нужное количество рисок и применяется при разметке вместо рейсмуса. Гребенку изготавливают из древесины лиственных пород (береза, бук, дуб).
Накладные шаблоны для разметки шипов «ласточкин хвост» (рис. 139 6), гнезд под установку петель (рис. 139 в) состоят из основания I и опорных брусков 2. На основании из фанеры или твердой древесноволокнистой плиты делаются прорези по форме шипа-проушины или гнезда. Опорные бруски крепят к основанию клеем или гвоздями с двух сторон, что исключает изготовление шаблонов правого и левого исполнений. Проушины в соединениях «ласточкин хвост» размечают по шипам. В этом случае брусок с шипами является шаблоном.
Размер гнезда h равен ширине карты петли, I — длине карты петли. При разметке шаблон накладывается на размечаемую деталь и прижимается к ней опорными брусками. Затем карандашом обводят контур размечаемых шипа-проушины или гнезда под петли.
При разметке шаблон накладывается на размечаемую деталь и прижимается к ней опорными брусками. Затем карандашом обводят контур размечаемых шипа-проушины или гнезда под петли.
Для разметки гнезд под карточные петли применяют шаблон (рис. 139 г) с переставными ножами. На основание 1 из древесины лиственных пород устанавливается упор 2, параллельно которому делают прорези для вставных ножей 4. Ножи из стольных, заточенных с одной стороны полос выступают над поверхностью основания на толщину карты петли (1 -2 мм). Разметка гнезд производится следующим образом: размечаемую деталь 3 кладут на ножи вплотную к упору. Затем по предварительно подложенному бруску ударом молотка на размечаемой детали выбивают риски от ножей. Разметка на шаблонах со вставными ножами возможна только при условии, когда ширина карты врезаемой петли равна толщине размечаемой детали. Если ширина карты петли меньше толщины размечаемой детали, на ее кромке после выборки гнезда под петлю остаются риски от ножей глубиной 1 -2 мм.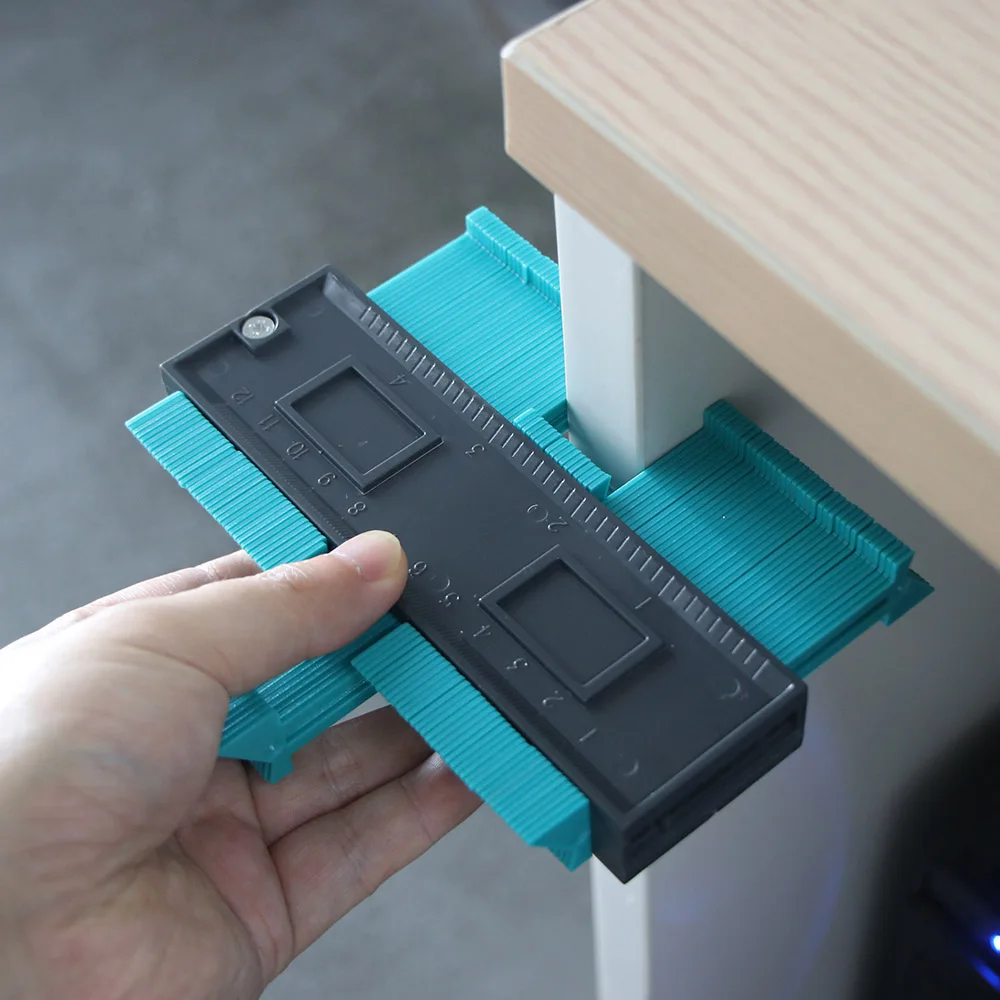
При разметке гнезд под петли, у которых ширина карты петли меньше толщины размечаемой детали, в которую врезается петля, применяются шаблоны со стальными скобами (рис. 139 д]. Заподлицо к кромке основания 1 из древесины лиственных пород врезаются скобы и крепятся к основанию шурупами. Размеры скобы h и L, а также форма скобы, должны соответствовать размерам и форме карты петли. Скобы изготавливаются из стальных полос, заточенных с одной или двух сторон.
При разметке гнезд скобы накладываются на размечаемую деталь, которую прижимают к кромке основания и опорному бруску 2. Затем по подложенному на скобу бруску ударом молотка на размечаемой детали выбивают риску сначала от одной, затем от другой скобы.
Шаблон для разметки гнезд под замки (рис. 139 в) состоит из основания 1 из древесины лиственных пород, щечек 6 из фанеры или древесноволокнистой плиты. Размеры и формы основания щечек должны соответствовать размерам и формам замка. При разметке шаблон вставляется в дверное полотно и обводится карандашом.
При разметке шаблон вставляется в дверное полотно и обводится карандашом.
Шаблон для разметки гнезд под сверление отверстий (рис. 139 ж) состоит из основания I и опорных брусков 2. В основание, на расстояниях от опорных брусков и центров отверстий, согласно технической документации на размечаемую деталь, ввинчивают шурупы. Затем у шурупов откусывают головы и затачивают напильником.
Размечаемый брусок прижимают к опорным брускам и нажимом на размечаемый брусок делают наколки в местах сверления отверстий. Шаблоны изготавливают из древесины хвойных пород.
При разметке небольших партий деталей для разметки гнезд под сверление отверстий изготавливают шаблоны (рис. 139 з), в основании 1 которых сделаны отверстия. Шаблон накладывают на размечаемый брусок и прижимают его к опорным брускам 2. Затем через отверстия, просверленные в основании шаблона, шилом делают наколки на размечаемом бруске. Недостаток таких шаблонов — быстрый износ отверстий в основании, что снижает точность разметки.
Шаблоны (лекала) для разметки профилей криволинейных деталей изготавливают в точном соответствии с конструкторской документацией на размечаемую деталь (без припуска на обработку). Лекало из фанеры или твердой древесноволокнистой плиты выпиливают лобзиком и до разметочной линии зачищают (доводят) шкуркой. При разметке детали (рис. 140 а) лекало 1 накладывают на заготовку 2 и обводят карандашом контур лекала.
На лекале могут указываться направления волокон древесины. На рисунке 140 б показан кронштейн из древесины, на фасадной поверхности которого выполнена резьба. Чтобы резьба была качественной, нижняя поверхность кронштейна должна иметь долевое направление волокон древесины. Направление волокон древесины но лекале указывается двойной стрелкой и соответствующей надписью (рис. 140 ш).
Пиление. Древесину пилят ручными пилами — лучковыми, ножовками, наградка-ми, оптимальный комплект которых показан на рисунке 141.
Пилы лучковые (рис. 147 а) применяют с широким (45-55 мм) полотном (рис. 141 б) и узким (5-6 мм) полотном (рис. 141 в) Лучковые пилы с широким полотном при-
141 б) и узким (5-6 мм) полотном (рис. 141 в) Лучковые пилы с широким полотном при-
меняют для пиления древесины поперек и вдоль волокон при раскрое досок, эапилива-нии шипов и проушин и др. Лучковые пилы с узким полотном (выкружные) используют для пиления криволинейных поверхностей. При пилении внутренних криволинейных поверхностей полотно снимают с крючка (рис. 141 в), слегка ослабив тетиву и не разбирая стойко пилы. Узкие ножовки (рис. 141 г) применяют для пиления тонких материалов и выпиливания криволинейных заготовок. Широкие ножовки (рис. 141 д) используют для пиления досок поперек волокон и плит. Наградкоми (рис. 141 е) пропиливают пазы в широких плитах.
Форма и углы заточки зубьев ручных пил неодинаковы при различных видах пиления. Зубья, показанные на рисунке 141 ж, применяют при пилении древесины вдоль и поперек волокон. Зубья имеют прямую заточку, угол резания alfa = 87-90°, угол заточки betta — 60°. Для пиления заготовок высота зуба должна быть h = 2,5-3 мм. Такие зубья имеют лучковые пилы, ножовки узкие, наградки
При поперечной распиловке кромка зуба перерезает древесину поперек волокон.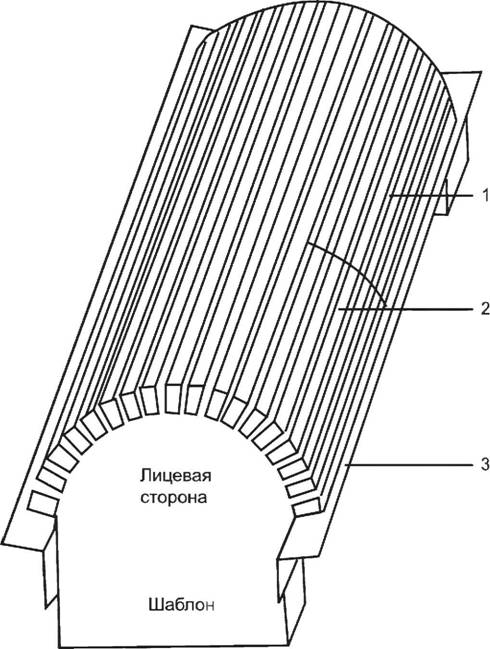 Для получения хорошего качества поверхности пиления зуб должен иметь косую заточку, чтобы сначала он перерезал слои древесины с боков пропила, а затем удалял опилки из пропила (рис. 141 з). При этом волокна древесины перерезаются внешними боковыми режущими кромками. Короткая режущая кромка отрывает стружку внутри пропило и удаляет ее. Угол заточки зубьев betta = 60-70°, угол косой заточки betta1 = 45-60°. Высота зуба h = 5 мм. Полотна с зубьями для поперечной распиловки используют в широких ножовках и наградках.
Для получения хорошего качества поверхности пиления зуб должен иметь косую заточку, чтобы сначала он перерезал слои древесины с боков пропила, а затем удалял опилки из пропила (рис. 141 з). При этом волокна древесины перерезаются внешними боковыми режущими кромками. Короткая режущая кромка отрывает стружку внутри пропило и удаляет ее. Угол заточки зубьев betta = 60-70°, угол косой заточки betta1 = 45-60°. Высота зуба h = 5 мм. Полотна с зубьями для поперечной распиловки используют в широких ножовках и наградках.
стр. 1 2 3 4 5 6
Соединение криволинейных элементов — Работа со сталью
Соединение криволинейных элементов
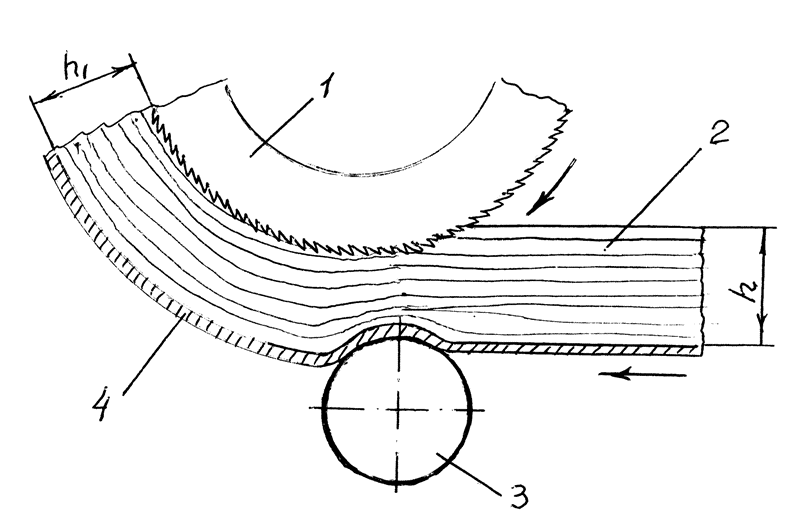
Рассмотреть соединение криволинейных элементов можно на примере переходного колена между воронкой и водосточной трубой, которое состоит из 3 звеньев.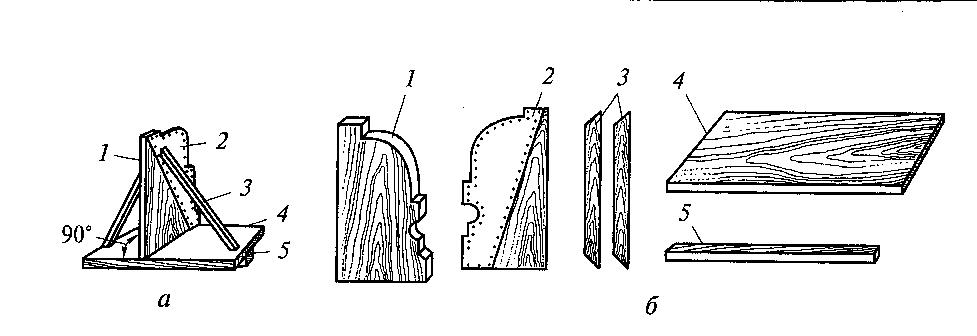
Перед тем как приступить к заготовке звеньев, на стальном листе делается шаблон переходной кривой по размерам косого среза звена.
Рис. 80. Раскрой звеньев с использованием шаблона переходной кривой
Затем на одном листе по шаблону с учетом припусков на фальцевое соединение размечаются все 3 заготовки (рис. 80).
Вырезанные заготовки выкатывают и соединяют одинарными лежачими фальцами. Готовые звенья соединяют фальцовкой (рис.81).
Остановимся поподробнее на операциях, проводимых при изготовлении переходного колена. На внутренней поверхности звена в местах, предназначенных для соединения, наносятся риски.
Рис. 81. Соединив звеньев переходного колена: а — общий вид; б — сечение фальцев
Операцию повторяют до тех пор, пока отгиб не составит сначала 60” (рис. 82), а затем 120°. Потом сваливают бортик и осуществляют его усадку (рис. 83). Для соединения; звеньев между собой на нижнем и верхнем звеньях отбортовывают кромку шириной 5 мм и вставляют ее в углу ленние, образованное бортиком на среднем звене и фал цуют шов (рис. 84).
84).
Рис. 82. Отбортовка кромки звена на 60°
Рис. 83. Сваливание бортика
Рис. 84. Соединение звеньев в колене
Читать далее:
Нарезка резьбы
Обработка отверстий
Сверление металлоизделий
Притирка криволинейных поверхностей
Притирка обрабатываемых поверхностей
Опиливание поверхностей, имеющих различные очертания
Опиливание и зачистка поверхностей
Резка металлических заготовок
Обработка металла
Предварительная обработка металла
Генерация шаблона с помощью ионно-лучевой литографии и переноса рельефа с помощью ступенчатой литографии и флэш-литографии
Процесс на изогнутых подложках просто требовал изогнутого шаблона
и соответствующего столика. В процессе SFIL зазор
между подложкой и шаблоном заполняется капиллярным действием. Скорость, с которой жидкость заполняет зазор, описывается уравнением Уошберна. 共1兲. Скорость заполнения пропорциональна
共1兲. Скорость заполнения пропорциональна
H, высоте зазора, и
␥
a, поверхностному натяжению.Он обратно пропорционален R, радиусу кривизны
мениска, и х, расстоянию мениска по длине
капилляра.
dx
dt ⫽ 共 h3
␥
a / r 兲
240003
240003
x. 共 1 兲
Рисунок 6 兲
Рисунок 6 共 A 兲 показывает, что для разумных случаев, пробел
быть больше 10
m. Заполнение такого большого зазора требует вытеснения большого количества жидкости в пропил.Если зазор
достаточно тонкий, чтобы избежать вытеснения чрезмерного количества жидкости в пропил,
он не может быть заполнен капиллярным действием за разумное время.
Следовательно, прежде чем зазор будет полностью заполнен капиллярным
действием, мы вытесним некоторое количество жидкости окончательным перемещением шаблона
.
Давление, необходимое для того, чтобы прижать две пластины радиусом R,
друг к другу через жидкость с вязкостью
при скорости V и зазоре
высотой, H, определяется уравнением共2兲. Как показано на рис. 6b,
Как показано на рис. 6b,
быстрое вытеснение возможно при низком давлении растворами с низкой вязкостью.
Жидкости с более высокой вязкостью, т. е. полимеры, требуют значительно более высокого давления для достижения того же рабочего объема.
Papplied⫽3
VR2
4h4.共2兲
Требования к кинетике фотополимеризации и гидродинамике заполнения
представляют сложность. Скорость вытеснения жидкости обратно пропорциональна вязкости жидкости.
Типичные фотополимерные жидкости содержат смесь функционализированных
олигомеров и реактивных разбавителей. Вязкость раствора
сильно зависит от концентрации олигомера,
, и поэтому, к сожалению, зависит от скорости отверждения. Таким образом, существует баланс между скоростью наполнения и скоростью отверждения, который необходимо учитывать при разработке материала.
Мы можем надежно отпечатывать 0,5
m элементов на криволинейных поверхностях
при дозе облучения 100 мДж/см2 и силе отпечатка
5 фунтов/дюйм. 2. На рисунках 7, а и 7, b показаны оптические
2. На рисунках 7, а и 7, b показаны оптические
микрофотографии, сравнивающие узоры на шаблоне с рельефными узорами, полученными в фотополимере, а на рис. 7, с, показана атомно-силовая микроскопия
рельефного рисунка. Процесс
имеет высокое разрешение и высокую точность. Мы считаем, что
наименьшие структуры, созданные в шаблоне, могут быть точно воспроизведены
SFIL на плоских или изогнутых конфигурациях.
IV. ВЫВОДЫ
IBP-печать использовалась для создания изогнутых шаблонов с
рисунками высокого разрешения.Большая глубина поля IBP позволяет
печатать субмикронные структуры на зазоре 1 см между маской и пластиной, которые не могут быть сформированы с помощью обычной оптической литографии
. SFIL использовался для воспроизведения узоров шаблона
на криволинейных поверхностях с высокой точностью. Процесс SFIL проводился при комнатной температуре и требовал низких
давлений, в то время как другие методы компрессионного импринтинга требуют
высоких температур, высоких давлений и длительной обработки
раз. Был разработан прототип аппарата SFII, который включает в себя новый столик, который устраняет сдвиг изображения во время освещения и разделения. Процесс имеет очень высокое разрешение
Был разработан прототип аппарата SFII, который включает в себя новый столик, который устраняет сдвиг изображения во время освещения и разделения. Процесс имеет очень высокое разрешение
и превосходную точность изображения.
БЛАГОДАРНОСТЬ
Авторы благодарят 3M и IBM-Burlington за техническую
консультацию и щедрые подарки проекту. Авторы
благодарны за помощь Рэйчел Махаффи. Авторы
выражают благодарность за финансовую поддержку ГРЦ 共Контракт
№96-LC-460 и DARPA, грант № N66001-98-1-
8914.
1 Вт. Гамильтон, внутренний отчет участников MLP DARPA, 1999 год.
2М. Colburn et al., 24-й Международный симпозиум SPIE по микролитографии —
phy: Emerging Lithographic Technologies III, 14–19 марта 1999 г.
3D. П. Стамбо, Г. А. Дамм, С. Сен, Д. В. Энглер, Ф.О. Фонг, Дж. К.
Вулф, и Джеймс А. Оро, Дж. Вак. науч. Технол. Б 9, 3597, 1991 год.
4С. Ю. Чоу, П. Р. Краусс и П.J. Renstrom, J. Vac. Sci. Technol. B 14,
Sci. Technol. B 14,
4129 共1996兲.
5Y. Xia and G. M. Whitesides, Angew. Chem. Int. Ed. Engl. 37,550
共1998兲.
6J. Haisma, M. Verheijen, K. van der Huevel, and J. van den Berg, J. Vac.
Sci. Technol. B 14, 4124 共1996兲.
7H.-C. Scheer, H. Schults, F. Gottschalch, T. Hoffmann, and C. M. Torres,
J. Vac. Sci. Technol. B 16, 3917 共1998兲.
8J. C. Wolfe, S. V. Pendharkar, P. Ruchhoeft, S.Sen, M.D. Morgan, W.
, E. Horne, R. C. Tiberio, and J. N. Randall, J. Vac. науч. Технол. B 14,
3896 共1996 兲.
9С. V. Pendarkar et al., J. Vac. науч. Технол. B 13, 2588 год, 1995 год.
10С. Smith and D.G. Chetwynd, Foundations of Ultraprecision Mechanism
Design 共Gordon and Breach, Philadelphia, 1992兲.
11С. Джонсон, М.С. диссертация, Техасский университет в Остине, 1999 г.
12J. Зиглер Ф., Бирсак Дж. П., Литтмарк У. Остановка и диапазоны
ионов в твердых телах. Пергамон, Нью-Йорк, 1985. Обновленное программное обеспечение версии
Обновленное программное обеспечение версии
SRIM 2000 можно найти по адресу http://www.research.ibm.com/ionbeams/
. ионно-близкая литография.共b兲Оптическая микрофотография показывает рельеф
в травильном барьере.共c兲АСМ-изображение топографии, сформированной в барьере etch
.
2969 Ruchhoeft
и др.
: Нанесение узоров на криволинейные поверхности: создание шаблонов 2969
JVSTB-MicroelectronicsandNanometer Structures
Как маркировать конические контейнеры или криволинейные поверхности и контейнеры являются обязательными для многих типов продуктов.Разработка изогнутых или конусообразных этикеток для ваших продуктов проста, если вы знаете, как ее использовать. В этом посте мы поделимся пошаговыми инструкциями, чтобы конусность и изгибы этикетки вашего продукта идеально соответствовали упаковке вашего продукта.
Почему важны изогнутые и конические этикетки
Использование квадратной или прямоугольной этикетки на клиновидной поверхности не работает. Даже малейшее сужение упаковки продукта может вызвать серьезные проблемы при маркировке. Если этикетка не имеет сужения или изгиба, чтобы соответствовать контурам бутылки или контейнера, на который она наклеивается, этикетка будет мяться или сгибаться в неправильных местах, из-за чего этикетка будет выглядеть сморщенной.
Даже малейшее сужение упаковки продукта может вызвать серьезные проблемы при маркировке. Если этикетка не имеет сужения или изгиба, чтобы соответствовать контурам бутылки или контейнера, на который она наклеивается, этикетка будет мяться или сгибаться в неправильных местах, из-за чего этикетка будет выглядеть сморщенной.
Кроме того, этикетка продукта с неправильным сужением приведет к тому, что этикетка будет выглядеть криво или не полностью закрывать область, для которой она предназначена. Изогнутые или конические этикетки специально разработаны для соответствия уникальной форме упаковки продукта. Поэтому, когда они наносятся, они ложатся ровно и идеально подходят.
Разработка конических и изогнутых этикеток
Независимо от того, используете ли вы изогнутый шаблон этикетки или разрабатываете этикетку с конусом по индивидуальному заказу, выполнение следующих шагов гарантирует, что вы знаете, как разработать и наклеить этикетку на конусную поверхность. Обратите внимание, что мы будем использовать пинту мороженого в качестве примера, и хорошая новость заключается в том, что у нас уже есть несколько размеров этикеток для пинты мороженого, если вы хотите пропустить тяжелую работу!
Обратите внимание, что мы будем использовать пинту мороженого в качестве примера, и хорошая новость заключается в том, что у нас уже есть несколько размеров этикеток для пинты мороженого, если вы хотите пропустить тяжелую работу!
Шаг 1: определите, где должна располагаться конусная этикетка
Прежде чем начать, вам необходимо определить основные параметры. Во-первых, определитесь, какой тип покрытия вам нужен. Этикетка будет полной или половинной? Какое место он должен занимать на упаковке вашего продукта?
Шаг 2. Разметьте и измерьте коническую этикетку
После того, как вы определились с размещением, пришло время провести некоторые измерения.Используйте тканевую рулетку или бумажную линейку, так как они легко сгибаются по контуру контейнера и обеспечивают наиболее точные измерения. Бумажная линейка особенно полезна, потому что вы можете отметить каждую длину на линейке, используя разные цвета (например, синий для верхней длины, зеленый для нижней длины и желтый для высоты). Если вы собираетесь использовать этикетку с полной оберткой, вам необходимо измерить верхнюю и нижнюю окружности упаковки.
Если вы собираетесь использовать этикетку с полной оберткой, вам необходимо измерить верхнюю и нижнюю окружности упаковки.
Шаг 3. Освойте геометрию
Теперь пришло время вернуться в старшую школу для быстрого вычисления геометрии.Хорошей новостью является то, что этот онлайн-генератор шаблонов сделает всю тяжелую работу за вас. Прежде чем подставлять верхний и нижний диаметры, разделите каждое измерение на 3,14 (или пи на , как это известно в некоторых кругах). Затем подставьте все числа в соответствующие разделы. В дополнительных параметрах введите 0 для угла и размера клеевого лоскута, так как они вам не понадобятся. Обязательно выберите «Подогнать страницу к рисунку» для «Размер страницы», затем нажмите «Создать», чтобы создать шаблон штампа с конусной этикеткой.
Распечатайте шаблон Dieline в масштабе 100% (или «Не масштабировать»), чтобы убедиться, что кривизна работает. Возможно, вам придется внести некоторые коррективы, если вам не нравится, как перекрываются края, но шаблон должен быть почти идеальным.
Шаг 4. Найдите идеальную кривую
Когда ваш шаблон готов, пришло время изменить ваш графический дизайн, чтобы он соответствовал вашей этикетке. Во-первых, убедитесь, что вы добавили обрез, расширив фоновый рисунок или цвета на 0,0625 дюйма за пределы окончательного размера этикетки с каждой стороны.Это гарантирует, что ваши готовые этикетки не будут иметь нежелательных пустых мест по краям.
Затем откройте дизайн этикетки в Illustrator, выберите все элементы ( Select > All ), а затем сгруппируйте их вместе ( Object > Group ).
Вставьте созданный вами шаблон в тот же файл и расположите его по центру изображения. Это может потребовать устранения неполадок. После того, как вы отцентрируете его, преобразуйте его в направляющую ( View > Guides > Make Guides ).
Снова выберите изображение и создайте дугу ( Эффект > Деформация > Дуга ). Начните с малого с дуги всего 1-2% и постепенно увеличивайте ее. Убедитесь, что у вас включен предварительный просмотр, чтобы вы могли видеть изменения вашего изображения в режиме реального времени. Вы можете захотеть изменить размещение еще раз после того, как оно будет деформировано, чтобы оно идеально соответствовало новому шаблону, но после этого все должно быть хорошо!
Убедитесь, что у вас включен предварительный просмотр, чтобы вы могли видеть изменения вашего изображения в режиме реального времени. Вы можете захотеть изменить размещение еще раз после того, как оно будет деформировано, чтобы оно идеально соответствовало новому шаблону, но после этого все должно быть хорошо!
Опыт определяет качество конусообразных или изогнутых этикеток
Если вы не разбираетесь в графическом дизайне или не уверены в своих результатах, вы можете поработать с компанией, занимающейся этикетками, такой как мы, которая предлагает услуги по разработке индивидуального дизайна этикеток.Доверив маркировку профессионалам, вы получите идеальное соответствие дизайну, который вы себе представляете. Мы специализируемся на разработке и печати нестандартных этикеток для различных поверхностей, в том числе изогнутых и конусообразных. Мы можем разработать и напечатать этикетки любой формы и размера, используя широкий спектр этикеточных материалов, чтобы ваши этикетки выделялись.
Если у вас есть какие-либо вопросы о выборе или печати этикеток, звоните по номеру и обращайтесь в отдел опыта по телефону или в чате! Наша команда готова служить вашему бизнесу с заботой и превосходством.
Вам также может понравиться:
« Назад к последним сообщениям в блоге
Сведение полноразмерного шаблона в SketchUp
В настоящее время я собираю складной стол Sheraton, и он украшен шпоном и окантовкой, как вы можете видеть на следующей модели.
Ниже вы видите компонент «Передний фартук», и для формирования этих эллиптических и прямоугольных узоров промежностного шпона мне нужны полноразмерные шаблоны в магазине.Из-за змеевидной формы переднего фартука эти эллиптические и прямоугольные узоры (эллипс показан выделенным) изогнуты. Мне нужно, чтобы эти изогнутые грани были сглажены, чтобы полноразмерный шаблон можно было разместить на изогнутой поверхности фартука и получить точную форму в полный рост.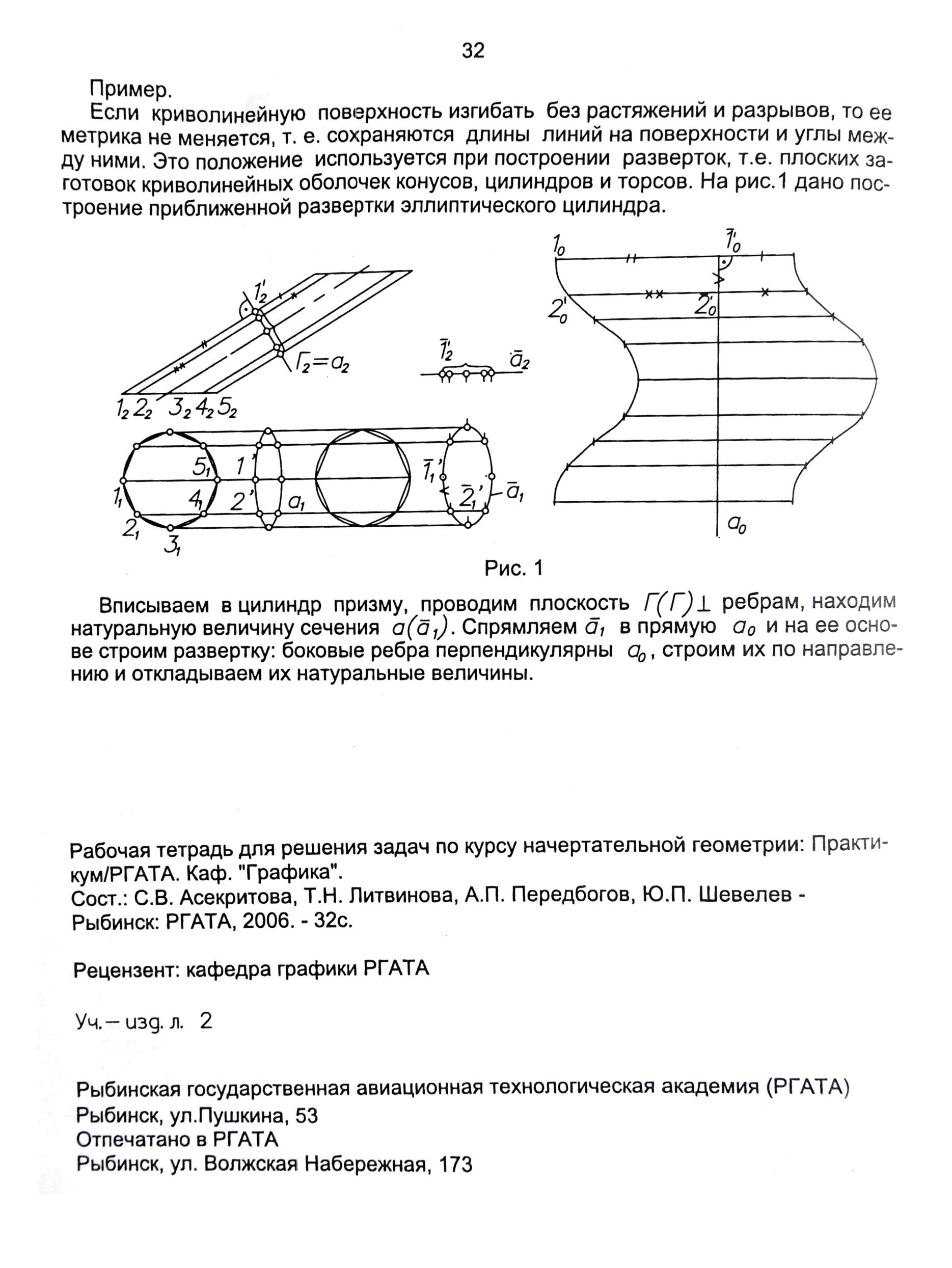
Ниже я скопировал изогнутую поверхность эллипса. Вы можете увидеть скрытые вертикальные линии, которые обозначают каждую из плоских граней. Но эти плоские грани расположены под углом, чтобы создать изогнутую поверхность.Они не выстраиваются в одну плоскость.
Чтобы изменить ориентацию этих 23 граней, чтобы они все выровнялись в одной плоскости, я использую бесплатный подключаемый модуль для SketchUp под названием Unwrap and Flatten Faces. Вы можете найти этот подключаемый модуль с помощью хранилища расширений.
При выполнении плагин кладет плоскую грань на «землю». Вы можете увидеть это сплющенное лицо в нижней части следующего изображения.
Это плоское изображение находится на «земле», поэтому я изменил вид сверху на панели инструментов «Вид», а также изменил камеру на параллельную проекцию и распечатал полноразмерное изображение, как показано ниже.Я приклеиваю распечатку к толстому картону и вырезаю ножом X-acto.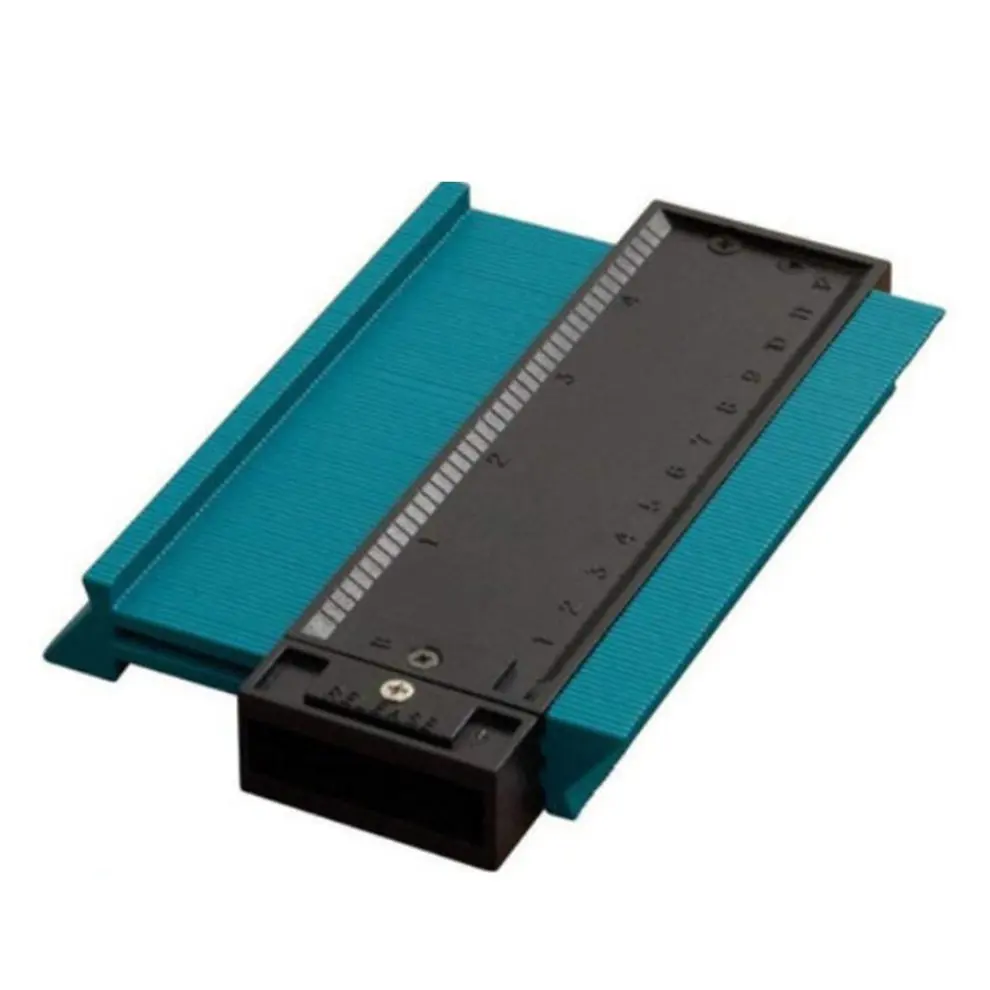
Вы можете увидеть белый эллиптический шаблон на скамейке за Фартуком. Также обратите внимание на обрезки оригинального шпона прямоугольной формы.
Вот состояние отделки шпоном на середину марта.
Вот видео, показывающее, как сделать этот полноразмерный шаблон в SketchUp.
Тим
КилленВУД.ком
Подпишитесь на электронные письма сегодня и получайте новейшие технологии и практические советы от Fine Woodworking, а также специальные предложения.
Получайте советы по деревообработке, советы экспертов и специальные предложения на свой почтовый ящик
×Нелитографическая гидродинамическая печать микро/наноструктур на криволинейных поверхностях
. 2020 17 августа; 59 (34): 14234-14240.
doi: 10.1002/anie.202007224.
Epub 2020 15 июля.
Мэн Су 1
2 , Фейфей Цинь 3
4 , Зейинг Чжан 1
2 , Бинда Чен 1
2 , Ци Пан 1
2 , Чжандун Хуан 1 , Чжэрэн Цай 1
2 , Чжипэн Чжао 1
2 , Сяотянь Ху 1 , Доминик Дером 4
5 , Ян Кармелье 3 , Яньлинь Сонг 1
2
2020 17 августа; 59 (34): 14234-14240.
doi: 10.1002/anie.202007224.
Epub 2020 15 июля.
Мэн Су 1
2 , Фейфей Цинь 3
4 , Зейинг Чжан 1
2 , Бинда Чен 1
2 , Ци Пан 1
2 , Чжандун Хуан 1 , Чжэрэн Цай 1
2 , Чжипэн Чжао 1
2 , Сяотянь Ху 1 , Доминик Дером 4
5 , Ян Кармелье 3 , Яньлинь Сонг 1
2 Принадлежности Расширять
Принадлежности
- 1 Ключевая лаборатория зеленой печати, Исследовательский/образовательный центр CAS передового опыта в области молекулярных наук, Институт химии, Китайская академия наук (ICCAS), Пекинский инженерно-исследовательский центр наноматериалов для технологии зеленой печати, Пекинская национальная молекулярная лаборатория наук (BNLMS), Пекин, 100190, с.
 Р. Китай.
Р. Китай. - 2 Университет Академии наук Китая, Пекин, 100049, КНР.
- 3 Факультет машиностроения и технологического проектирования, Швейцарский федеральный технологический институт в Цюрихе (ETH Zürich), 8093, Цюрих, Швейцария.
- 4 Лаборатория многомасштабных исследований в строительной физике, Empa (Швейцарская федеральная лаборатория материаловедения и технологии), 8600, Дюбендорф, Швейцария.
- 5 Факультет гражданского и строительного строительства, Университет Шербрука, Шербрук, QC J1K 2R1, Канада.
Элемент в буфере обмена
Мэн Су и соавт. Angew Chem Int Ed Engl. .
Angew Chem Int Ed Engl. .
Показать варианты
Формат АннотацияPubMedPMID
. 2020 17 августа; 59 (34): 14234-14240. doi: 10.1002/anie.202007224. Epub 2020 15 июля.Авторы
Мэн Су 1 2 , Фейфей Цинь 3 4 , Зейинг Чжан 1 2 , Бинда Чен 1 2 , Ци Пан 1 2 , Чжандун Хуан 1 , Чжэрэн Цай 1 2 , Чжипэн Чжао 1 2 , Сяотянь Ху 1 , Доминик Дером 4 5 , Ян Кармелье 3 , Яньлинь Сонг 1 2Принадлежности
- 1 Ключевая лаборатория зеленой печати, Исследовательский/образовательный центр CAS передового опыта в области молекулярных наук, Институт химии, Китайская академия наук (ICCAS), Пекинский инженерно-исследовательский центр наноматериалов для технологии зеленой печати, Пекинская национальная молекулярная лаборатория наук (BNLMS), Пекин, 100190, с.
 Р. Китай.
Р. Китай. - 2 Университет Академии наук Китая, Пекин, 100049, КНР.
- 3 Факультет машиностроения и технологического проектирования, Швейцарский федеральный технологический институт в Цюрихе (ETH Zürich), 8093, Цюрих, Швейцария.
- 4 Лаборатория многомасштабных исследований в строительной физике, Empa (Швейцарская федеральная лаборатория материаловедения и технологии), 8600, Дюбендорф, Швейцария.
- 5 Факультет гражданского и строительного строительства, Университет Шербрука, Шербрук, QC J1K 2R1, Канада.
Элемент в буфере обмена
Полнотекстовые ссылки Параметры отображения цитированияПоказать варианты
Формат АннотацияPubMedPMID
Абстрактный
Ключевой вопрос микро/наноустройств заключается в том, как интегрировать микро/наноструктуры с определенными химическими компонентами в различные изогнутые поверхности. Гидродинамическая печать микро/наноструктур на трехмерных искривленных поверхностях достигается с помощью стратегии, сочетающей гидродинамическую печать, индуцированную шаблоном, и самосборку наночастиц (НЧ). Гибкие шаблоны в форме стенок без литографии воспроизводятся с микромасштабными особенностями путем нарезки кремниевой пластины в форме канавки. Возникая из-за функции капиллярной накачки между матрицей и изогнутыми подложками, НЧ в коллоидной суспензии самоорганизуются в плотноупакованные микро/наноструктуры без гравитационного эффекта.Теоретический анализ с помощью решеточной модели Больцмана раскрывает фундаментальные принципы процесса гидродинамической сборки. Спиральные линейные структуры, полученные с помощью двух видов флуоресцентных НЧ, демонстрируют неинтерферирующие свойства фотолюминесценции, в то время как волновод и фотолюминесценция подтверждаются в трехмерном искривленном пространстве. Печатные многокомпонентные микро/наноструктуры с разрешением в один НЧ могут служить общей платформой для оптоэлектроники за пределами плоских поверхностей.
Гидродинамическая печать микро/наноструктур на трехмерных искривленных поверхностях достигается с помощью стратегии, сочетающей гидродинамическую печать, индуцированную шаблоном, и самосборку наночастиц (НЧ). Гибкие шаблоны в форме стенок без литографии воспроизводятся с микромасштабными особенностями путем нарезки кремниевой пластины в форме канавки. Возникая из-за функции капиллярной накачки между матрицей и изогнутыми подложками, НЧ в коллоидной суспензии самоорганизуются в плотноупакованные микро/наноструктуры без гравитационного эффекта.Теоретический анализ с помощью решеточной модели Больцмана раскрывает фундаментальные принципы процесса гидродинамической сборки. Спиральные линейные структуры, полученные с помощью двух видов флуоресцентных НЧ, демонстрируют неинтерферирующие свойства фотолюминесценции, в то время как волновод и фотолюминесценция подтверждаются в трехмерном искривленном пространстве. Печатные многокомпонентные микро/наноструктуры с разрешением в один НЧ могут служить общей платформой для оптоэлектроники за пределами плоских поверхностей.
Ключевые слова: конформная печать; изогнутые поверхности; микро/наноструктуры; нелитографические шаблоны; фотонные манипуляции.
© 2020 Wiley-VCH Verlag GmbH & Co. KGaA, Вайнхайм.
Похожие статьи
- Прямая одношаговая печать токопроводящих сеток на криволинейных поверхностях с использованием вспенивания по шаблону.
Bae J, Chae Y, Park JG, Wu R, Ju J, Kim T. Бэй Дж. и др. Интерфейсы приложений ACS. 2021 28 апреля;13(16):19168-19175.дои: 10.1021/acsami.0c20477. Epub 2021 26 марта. Интерфейсы приложений ACS. 2021. PMID: 33769778
- Численное исследование точного воспроизведения микро/наноструктур на искривленных поверхностях с помощью процесса электрогидродинамической нестабильности.
Li H, Yu W, Wang T, Liu Z, Desmulliez MP. Ли Х и др. Электрофорез. 2017 фев; 38 (3-4): 525-532. doi: 10.1002/elps.201600192. Epub 2016, 8 декабря. Электрофорез. 2017. PMID: 27862080
- Поверхностная самосборка коллоидных кристаллов для микро- и наноструктурирования.
Ван Доммелен Р., Фанцио П., Сассо Л. ван Доммелен Р. и соавт. Adv Коллоидный интерфейс Sci. 2018 Январь; 251: 97-114. doi: 10.1016/j.cis.2017.10.007. Epub 2017 8 ноября. Adv Коллоидный интерфейс Sci. 2018. PMID: 29174673 Обзор.
- Массивы кремниевых микро/наноструктур, сформированные в подвесных конфигурациях для детерминированной сборки с использованием плоских и роликовых штампов.
Yang Y, Hwang Y, Cho HA, Song JH, Park SJ, Rogers JA, Ko HC.
 Ян Ю и др.
Маленький. 2011 18 февраля; 7(4):484-91. doi: 10.1002/smll.201001633. Epub 2010 17 декабря.
Маленький. 2011.
PMID: 21360807
Ян Ю и др.
Маленький. 2011 18 февраля; 7(4):484-91. doi: 10.1002/smll.201001633. Epub 2010 17 декабря.
Маленький. 2011.
PMID: 21360807 - УФ-наноимпринтная литография: структура, материалы и изготовление гибких форм.
Лан Х, Лю Х. Лан Х и др. J Nanosci Нанотехнологии. 2013 Май; 13(5):3145-72. doi: 10.1166/jnn.2013.7437. J Nanosci Нанотехнологии. 2013. PMID: 23858828 Обзор.
Цитируется
2 статьи- Мгновенная межфазная самосборка однородного монослоя наночастиц позволила создать конформную тонкопленочную технологию «подъема».
Сонг Л, Сюй ББ, Ченг Ц, Ван Х, Луо Х, Чен Х, Чен Т, Хуан Ю. Сонг Л и др. Научная реклама 2021 Дек 24;7(52):eabk2852.
 doi: 10.1126/sciadv.abk2852. Epub 2021 22 декабря.
Научная реклама 2021.
PMID: 34936430
Бесплатная статья ЧВК.
doi: 10.1126/sciadv.abk2852. Epub 2021 22 декабря.
Научная реклама 2021.
PMID: 34936430
Бесплатная статья ЧВК. - Морфологические гидрогелевые микроволокна с инкапсуляцией MXene для электронной кожи.
Guo J, Yu Y, Zhang D, Zhang H, Zhao Y.Го Дж. и др. Исследования (Ваш округ Колумбия). 2021 3 марта; 2021:7065907. дои: 10.34133/2021/7065907. Электронная коллекция 2021. Исследования (Ваш округ Колумбия). 2021. PMID: 33763650 Бесплатная статья ЧВК.
использованная литература
- М. Накшбанди, Дж. Каннинг, Б. К. Гибсон, М. М. Нэш, М. Дж. Кроссли, Nat. коммун. 2012, 3, 1187.
- Э.
 Озбай, Наука, 2006, 311, 189.
Озбай, Наука, 2006, 311, 189.
- Э.
- EB Secor, BY Ahn, TZ Gao, JA Lewis, MC Hersam, Adv. Матер. 2015, 27, 6683.
- Тунг С.О., Хо С., Ян М., Чжан Р., Котов Н.А., Nat. коммун. 2015, 6, 6152.
- Я.Staude, J. Schilling, Nat. Опубл. гр. 2017, 11, 274.
Показать все 29 ссылок
LinkOut — больше ресурсов
Полнотекстовые источники
Разное
Укажите
КопироватьФормат: ААД АПА МДА НЛМ
Произошла ошибка при настройке пользовательского файла cookie
Этот сайт использует файлы cookie для повышения производительности. Если ваш браузер не принимает файлы cookie, вы не можете просматривать этот сайт.
Если ваш браузер не принимает файлы cookie, вы не можете просматривать этот сайт.
Настройка браузера на прием файлов cookie
Существует множество причин, по которым файл cookie не может быть установлен правильно. Ниже приведены наиболее распространенные причины:
- В вашем браузере отключены файлы cookie. Вам необходимо сбросить настройки браузера, чтобы принять файлы cookie, или спросить вас, хотите ли вы принимать файлы cookie.
- Ваш браузер спрашивает, хотите ли вы принимать файлы cookie, и вы отказались.Чтобы принять файлы cookie с этого сайта, нажмите кнопку «Назад» и примите файл cookie.
- Ваш браузер не поддерживает файлы cookie. Попробуйте другой браузер, если вы подозреваете это.
- Дата на вашем компьютере в прошлом. Если часы вашего компьютера показывают дату до 1 января 1970 г.,
браузер автоматически забудет файл cookie. Чтобы это исправить, установите правильное время и дату на своем компьютере.

- Вы установили приложение, которое отслеживает или блокирует установку файлов cookie.Вы должны отключить приложение при входе в систему или проконсультироваться с системным администратором.
Почему этому сайту требуются файлы cookie?
Этот сайт использует файлы cookie для повышения производительности, запоминая, что вы вошли в систему, когда переходите со страницы на страницу. Предоставить доступ без файлов cookie потребует от сайта создания нового сеанса для каждой посещаемой вами страницы, что замедляет работу системы до неприемлемого уровня.
Что сохраняется в файле cookie?
Этот сайт не хранит ничего, кроме автоматически сгенерированного идентификатора сеанса в файле cookie; никакая другая информация не фиксируется.
Как правило, в файле cookie может храниться только та информация, которую вы предоставляете, или выбор, который вы делаете при посещении веб-сайта.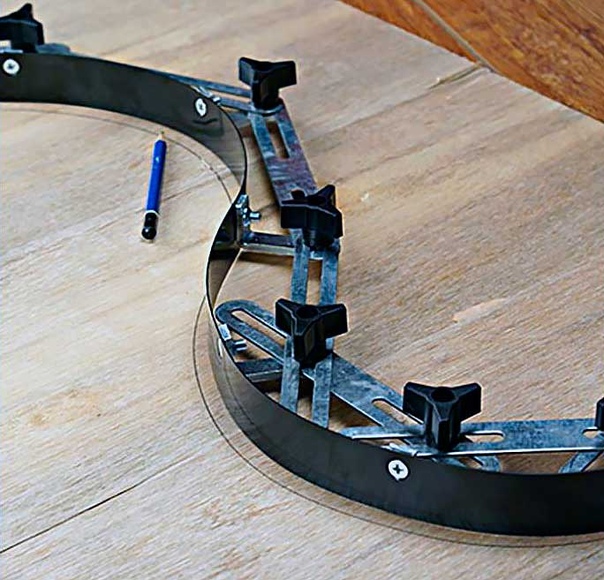 Например, сайт
не может определить ваше имя электронной почты, если вы не решите ввести его. Разрешение веб-сайту создавать файлы cookie не дает этому или любому другому сайту доступ к
остальной части вашего компьютера, и только сайт, создавший файл cookie, может его прочитать.
Например, сайт
не может определить ваше имя электронной почты, если вы не решите ввести его. Разрешение веб-сайту создавать файлы cookie не дает этому или любому другому сайту доступ к
остальной части вашего компьютера, и только сайт, создавший файл cookie, может его прочитать.
Справка для рабочего стола
Чтобы начать работу с Onshape и настроить учетную запись и параметры поведения по умолчанию, мы настоятельно рекомендуем сначала пройти курс обучения.Это проведет вас через соответствующие установки и настройки учетной записи, как начать эскиз, сделать деталь и другие основы Onshape. Расчетное время прохождения всех разделов составляет 50 минут, но вы можете выбрать модули по вашему выбору.
Праймер Onshape
 ScreenOnly»> Выберите категорию информации ниже или выберите из оглавления слева.У нас также есть глоссарий, если вы хотите изучить список терминов Onshape и их определения.
ScreenOnly»> Выберите категорию информации ниже или выберите из оглавления слева.У нас также есть глоссарий, если вы хотите изучить список терминов Onshape и их определения.
Onshape предоставляет множество возможностей для самостоятельного обучения. Выберите предпочтительный метод обучения по ссылкам ниже. Заходите почаще, так как мы регулярно обновляем наши ресурсы.
Если вы новичок в Onshape, знакомство с основами Onshape — это хороший способ познакомиться с концепциями Onshape и некоторыми основными функциями.
Эта основная справочная система содержит справку для всех платформ, на которых работает Onshape. В каждой теме объясняется информация для всех платформ. В некоторых разделах информация зависит от платформы, и для каждой платформы есть раскрывающиеся списки. В других разделах информация не зависит от платформы, поэтому информация относится ко всем платформам.
В других разделах информация не зависит от платформы, поэтому информация относится ко всем платформам.
Кнопки панели инструментов
В правом верхнем углу каждой страницы есть четыре кнопки, обведенные ниже слева направо:
- Развернуть все / Свернуть все — Кнопка-переключатель, которая разворачивает или сворачивает все выпадающие текстовые области на текущей странице.Перед печатью страницы рекомендуется развернуть все раскрывающиеся списки. Это настраивает страницу для печати со всеми видимыми текстовыми областями.
- Печать — открывает диалоговое окно «Печать»; для отправки страницы на подключенный принтер или сохранения страницы в виде файла PDF.
- Предыдущая страница — переход на предыдущую страницу на основе оглавления.

- Следующая страница — переход к следующей странице на основе оглавления.
Условные обозначения
В этой справочной системе вы встретите следующие примечания:
Ссылки на наш учебный центр, где вы можете узнать больше о конкретных функциях программного обеспечения.
Полезные советы, идеи или альтернативные рабочие процессы.
Предупреждающие сообщения, предупреждающие вас о возможных подводных камнях, известных проблемах или потенциальных болевых точках.
Сообщения об устранении неполадок, которые помогут вам справиться с проблемами.
Обратная связь
Чтобы оставить отзыв о самой справочной системе, нажмите синюю кнопку обратной связи в правой части браузера.
Используйте инструмент в Onshape, чтобы зарегистрировать тикет для поддержки Onshape. Разверните меню «Справка» (щелкните значок) и выберите . Обратитесь в службу поддержки . Корпоративные клиенты также могут обратиться к своему менеджеру по работе с клиентами.
Внизу каждого раздела справки вы найдете Была ли эта статья полезной? Инструмент обратной связи (как показано ниже). Оставьте свой отзыв, нажав кнопку Да или Нет.
Как создать кривую в дизайне в Silhouette Studio: знакомство с инструментом Conical Warp
Инструмент «Коническая деформация» — это функция представлено в Silhouette Studio V4. 1 для пользователей Designer Edition
Плюс и бизнес-версия. Это очень полезно при подаче заявления
рисунки – текст или графика – на конических или криволинейных поверхностях
например, стаканы, ванны и другие круглые предметы.
1 для пользователей Designer Edition
Плюс и бизнес-версия. Это очень полезно при подаче заявления
рисунки – текст или графика – на конических или криволинейных поверхностях
например, стаканы, ванны и другие круглые предметы.| Это спонсируемый пост, но все мнения принадлежат мне. |
Инструмент деформирует текст и графические элементы с учетом криволинейная поверхность.
Я работаю с набором стрел из октябрьского набора Craft Bundle.
Октябрьский набор включает в себя гораздо больше, чем этот набор стрелок, как вы можете видеть выше, но это отличный способ показать вам, как именно работает инструмент конической деформации. так как стрелки прямые.
Если бы вы вырезали эти стрелки как есть на виниле и нанесли их на стакан или клиновидное стекло, они не были бы прямыми.Они приобретут небольшую кривизну конической поверхности и будут казаться изогнутыми.В предыдущей версии ПО для проектирования Silhouette было возможно только кривой текст — не формы. Даже когда текст был искривлен с помощью Text to Path, степень кривой была в значительной степени игрой в угадайку и не могла быть подгонянный основанный на точном размере и форме поверхности.
Используя инструмент Conical Warp, Silhouette Studio позволяет вам конструкции деформации — в данном случае стрелки — в зависимости от размера и формы конической поверхности где будет применяться дизайн.
Чтобы добавить к дизайну коническую деформацию, откройте инструмент «Деформация» справа панель инструментов. Перейдите на вкладку Коническая деформация.
Выберите фигуру, текст или дизайн в рабочей области и нажмите «Коническая деформация выбранных фигур». Это поставит изогнутый шаблон вокруг выбранного объекта.
На панели введите размеры
конический объект, на который будет помещена наклейка.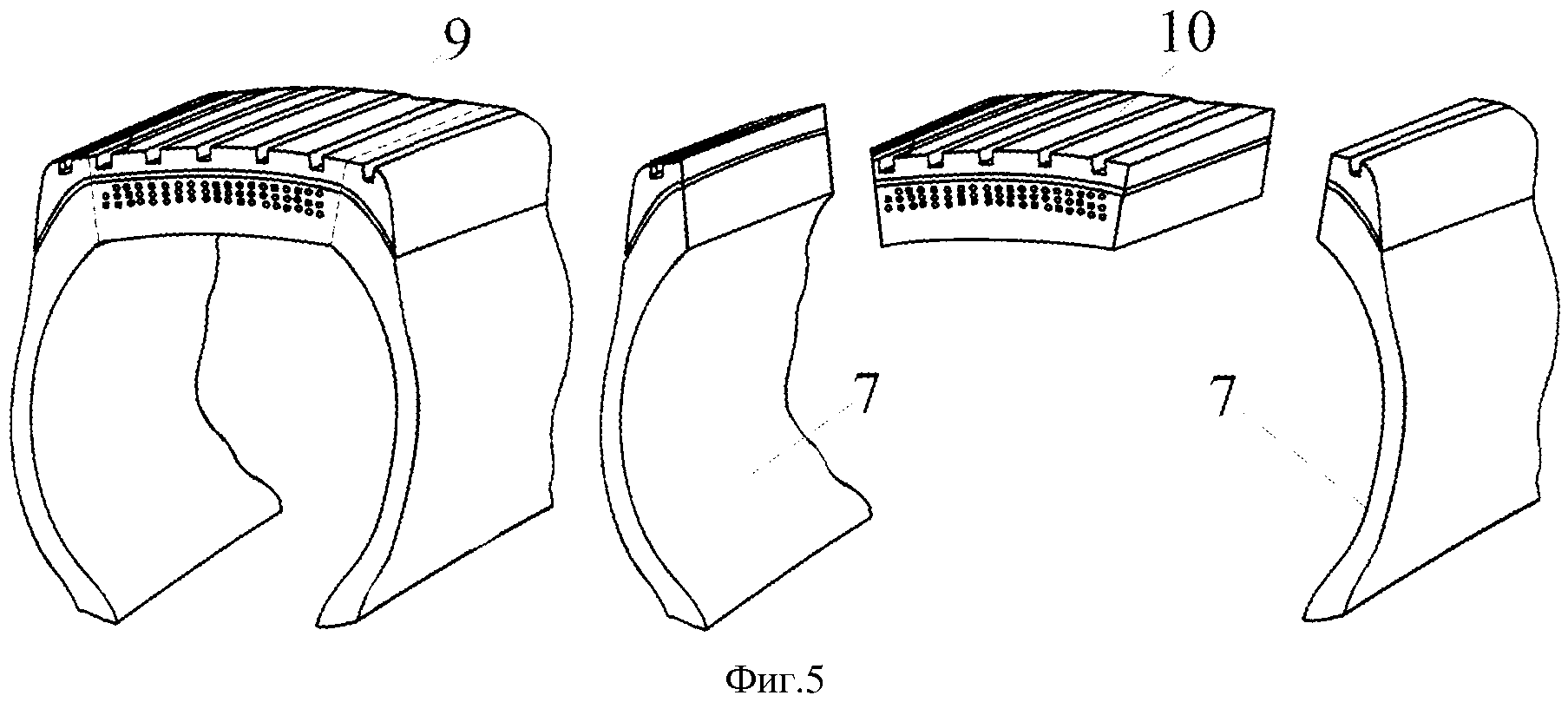 Вы можете вручную
введите размеры или вы можете отрегулировать размер поверхности,
перемещение синих, зеленых и красных узелков.
Вы можете вручную
введите размеры или вы можете отрегулировать размер поверхности,
перемещение синих, зеленых и красных узелков.
Дизайн автоматически деформируется в учитывать форму поверхности. Тяжесть форма поверхности и размер формы будут определять, как резко деформируется форма. Теперь, когда вы вырезаете рисунок на виниле, а затем кладете винил на стакан, кружку или другую коническую поверхность, он будет казаться прямым, потому что вы слегка деформировали рисунок, чтобы компенсировать изгиб.
Между прочим, если у вас есть несколько дизайнов, которые необходимо деформировать, и все они располагаются на поверхности одинакового размера и формы, вы можете выбрать их все одновременно….
Нажмите «Выбранные фигуры с конической деформацией» и одновременно примените одну и ту же деформацию.
Как только вы нажмете «Применить», дизайн примет форму. Конструкции, расположенные ближе к нижней части деформации, примут более строгий изгиб, в то время как те, что расположены вверху, будут затронуты в наименьшей степени.
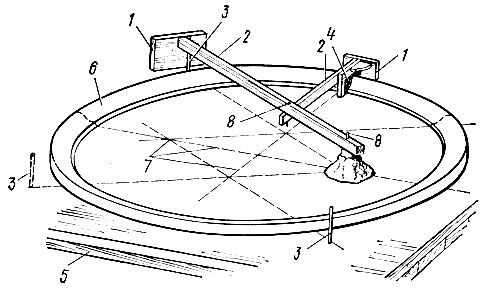
Теперь, когда вы знаете, как изгибать рисунки и текст с помощью инструмента Silhouette Studio Conical Warp, вы можете в полной мере воспользоваться всеми этими потрясающими дизайнами и шрифтами в October Craft Bundle.Но поторопитесь, потому что он продержится всего несколько недель!
Примечание. Этот пост может содержать партнерские ссылки. Нажимая на них и покупая товары по моим ссылкам, я получаю небольшую комиссию. Это то, что помогает финансировать Школу Силуэта, поэтому я могу продолжать покупать новые продукты, связанные с Силуэтом, чтобы показать вам, как получить максимальную отдачу от вашей машины!
Получите уроки Школы Силуэта, доставленные на вашу электронную почту! Выберите «Один раз в день» или «Еженедельно».
.
