Сварка электродом и сила тока: ключевые моменты
Работа со сварочным аппаратом – это навык, освоение которого приходит с практикой. Выбор правильных электродов и силы сварочного тока считается не менее легким процессом из-за широкого диапазона электродов. Все зависит от типа металла, его механических свойств. Электроды работают с определенным типом источника сварочного тока. Перед включением сварочного и начала работ вам нужно определиться с факторами выбора электродов и расчета силы сварочного тока.
В этом обзоре мы рассмотрим основные принципы расчета силы токов при сварке электродом и рассмотрим теорию, рекомендации специалистов, которые помогут на практике избежать типичных ошибок. Если вы работаете со сварочным аппаратом с ручными настройками, уделите этому вопросу должное внимание.
Сварочный ток: что нужно знать о нем
Сам процесс варки зависит от двух составляющих – диаметр электродов и сила тока при сварке электродом. Если вы правильно определяете их, проблем в работе не возникнет. При работе с металлом также обратите внимание на марку электродов, положение аппарата при сварке, полярность тока для сварки. Перед началом работы определить со швом, который вы хотите получить в результате, насколько для вас важна его аккуратность, точность. Тогда уже переходите к установке режима сварки и силы сварочного тока.
Для новичков важно запомнить базовое правило: сила сварочного тока определяется после ознакомления с диаметром электродов, который вы намерены использовать для сварки. Это базовый фактор для планирования работы.
Сварка металла электродом: как выбрать
Чтобы правильно подобрать электрод, оцените состав выбранного металла. Суть заключается в том, что состав электродов должен соответствовать типу металла. Только в этом случае удастся обеспечить прочный сварочный шов. Если определить состав металла проблематично, разберитесь в следующих моментах:
- Внешний вид металла. Если вы работаете со сломанной деталью, проверьте внутреннюю поверхность и определите, является ли подобранный металл литым.
- Магнитный или нет. Если металл магнитится, вероятнее всего, речь идет об углеродистой или легированной стали. Если основной металл не магнитится, материал может быть марганцевой сталью, нержавеющей сталью серии, цветным сплавом (алюминий, латунь, медь или титан).
- Образовавшиеся искры. Если во время прикосновения к дробилке металл образовывает большое количество иск, это свидетельствует о содержании углерода.
- Прочность. Сравните минимальную прочность электрода на разрыв с пределом прочности основного металла. Прочность на растяжение электродов на стержне можно определить по первым двум цифрам классификации на боковой поверхности электрода.
- Сварочный ток. Некоторые типы электродов могут использоваться только с источниками питания переменного или постоянного тока, в то время как другие виды электродов работают с обоими. Чтобы определить правильный тип сварочного тока для конкретных электродов, обратитесь к четвертой цифре классификации, которая представляет тип покрытия и тип совместимого сварочного тока.
Какой ток соответствует диаметру электродов
Выбор силы тока: простое объяснение
Поскольку сварка – это дело практики, изначально вы можете протестировать разную силу токов при работе с металлическими изделиями. Определено, что при сварке электродом 3 мм сила тока должна быть в пределах от 65 до 100 Ампер. Регулируйте силу, чтобы выйти на прочность и аккуратность сварочного шва, который бы вас устроил. Универсальное значение для 3 мм – 80 Ампер.
Регулируйте силу, чтобы выйти на прочность и аккуратность сварочного шва, который бы вас устроил. Универсальное значение для 3 мм – 80 Ампер.
Если у вас электрод диаметром 4 мм, тогда на аппарате устанавливаем значение от 120 до 200 Ампер. Сварка электродом 4 мм встречается часто и позволяет выполнять швы разного вида. Это наиболее популярный вариант для промышленной сварки. Если вы научитесь настраивать сварочный ток для 4 мм в этом диапазоне, это будет большим плюсом.
При работе с электродами 5-миллиметровым, переходим на более серьезную силу токов – от 160 до 200 Ампер. В этом случае специалисты советуют переходить на полупрофессиональные трансформаторы. Только в этом случае можно гарантировать стабильную работу аппарата и горение дуги.
Если говорить об электродах 8-ми миллиметров и большего диаметра, тогда стоит переходить на профессиональное оборудование. Это единственный вариант. Минимальное значение силы токов составит 250 Ампер, но чаще всего сварщики сталкиваются и с показателями до 350 Ампер.
На современном рынке встречаются инверторные сварочные аппараты. Это компактное оборудование, отличающееся надежностью. Они удобны для домашнего использования, но чаще подходят для сварки проволоки малого диаметра. Следовательно, сила токов не превысит 50 Ампер. Такие сварочные аппараты способны плавно регулировать силу токов с минимальной погрешностью при выполнении сварочного шва.
Даже если вы новичок и ранее не сталкивались со сваркой, ориентируясь на утвержденные стандарты легко выбрать силу тока и не допустить типичных ошибок при сварке электродом. Старайтесь избегать неаргументированных советов экспертов. Если вы ошибетесь с силой тока, есть вероятность, что металл будет прожигаться или не сможет плавиться на необходимую глубину. Значения силы тока для создания качественных швов фиксируются в ГОСТах и нормативных международных документах. Пользуйтесь ими и только с этой информацией вы сможете добиться желаемого результата.
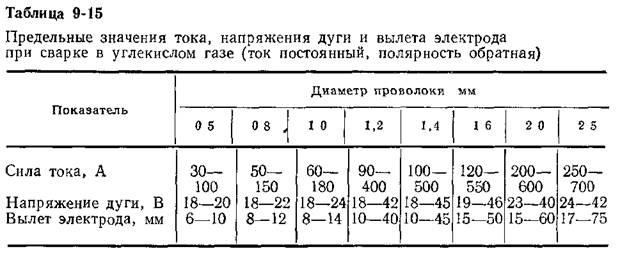
Еще одна более универсальная таблица поможет вам настроить сварочный аппарат под работу с конкретным электродом:
Сила сварочного тока: какие параметры стоит учитывать
Помимо диаметра электрода важно обратить внимание на следующие параметры:
- сварка и толщина металла.
 Это обязательный фактор, который поможет определиться с диметром электрода;
Это обязательный фактор, который поможет определиться с диметром электрода; - положение сварки. Только в нижнем положении вы не сможете сварить детали, других ограничений нет;
- многослойная сварка. Если вам нужно проварить в несколько проходов, тогда придется экспериментировать с силой токов;
- марка электрода. Чаще всего обращают внимание на этот пункт профессиональные сварщики, работающие с несущими конструкциями, в которых нельзя допускать ошибок. В таком случае есть определенные требования и к марке электрода;
- типы токов. Род бывает переменный и постоянный. Поскольку определенные электроды могут работать только с конкретными тирами, это может быть важно;
- какая полярность.
Вывод: почему важно определиться с силой сварочного тока
Если вы работаете со сварочным аппаратом без автоматического режима, определяться с силой токов придется научиться. За счет его изменения реально делать шов более прочным, утолщенным в зависимости от поставленной цели.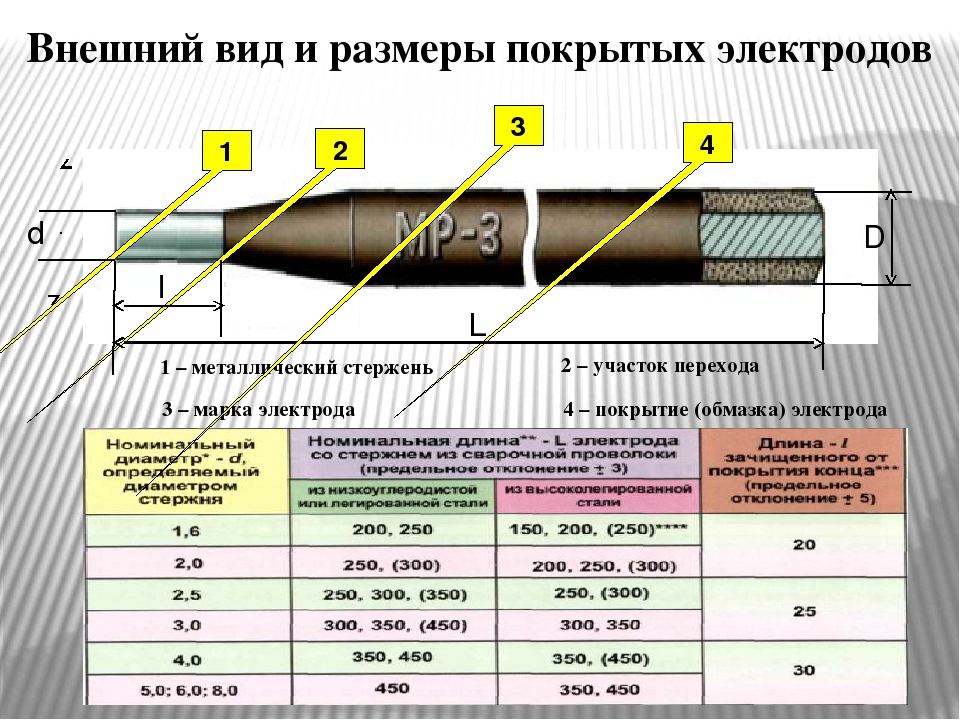
Расчет силы тока при сварке
05.02
2020Качественная сварка невозможна без точного и правильного расчета силы тока – важнейшего параметра в технологии сварочных работ. Если этот показатель слишком низкий, стержень будет залипать, и поджига дуги не произойдет. Напротив, если выбраны слишком высокие токи, электродуга зажжется хорошо, но возможно прожигание металла детали. Кроме того, и сам стержень сгорит быстрее, чем положено, особенно, если он небольшого диаметра.
Как же рассчитать необходимую мощность? Каким током варить электродом того или иного диаметра? Давайте посмотрим деально.
Ключевые параметры расчета режима сварки
Правильно выбранный режим работы сварочного оборудования обеспечивает хороший и быстрый поджиг и стабильную электродугу. Помимо силы тока параметрами, которые влияют на настройку режима, являются:
Помимо силы тока параметрами, которые влияют на настройку режима, являются:
- род тока (постоянный, переменный) и полярность постоянного;
- диаметр электродного стержня;
- марка электродного проводника;
- пространственное положение шва при выполнении работ.
Чем больше перечисленных показателей учитывается в расчетах, тем качественнее будет результат. Рассмотрим, какой ток на какой электрод подается в зависимости от толщины последнего.
Диаметр электрода и сила тока
Толщина электрода напрямую зависит от толщины свариваемых деталей и размера сварного шва. Если ширина последнего не превышает 3–5 мм, то опытный сварщик, как правило, выберет расходник диаметром от 3 до 4 мм. При больших размерах сварочной ванны (5–8 мм) толщина стержня обычно составляет не более 5 мм.
Что же касается величины тока, то работают такие показатели.
- При d 3 мм – от 65 до 100 Ампер. Диапазон значений широк, они зависят от пространственного положения шва и химического состава свариваемого металла (соответственно и металла сердечника).
 Сварщики-новички и любители не ошибутся, если выберут усредненное значение – 80–85 Ампер.
Сварщики-новички и любители не ошибутся, если выберут усредненное значение – 80–85 Ампер. - При d 4 мм – от 120 до 200 А. Зависимость та же – состав металла, расположение шва в пространстве. Это самый распространенный диаметр стержня, характерный для промышленных работ. Позволяет варить и тонкие, и широкие швы.
- При d 5 мм значение варьируется в диапазоне 169–250 А. Это уже достаточно большой диаметр. Роль играют не только состав сплава и положение шва, но и глубина проварки: чем она больше, тем больше должна быть и сила тока. Если глубина сварочной ванны не менее 5 мм, в режиме должен быть выставлен максимальный показатель – 250 А.
- При d 6–8 мм минимальный показатель мощности те же 250 Ампер. В условиях тяжелых работ с использованием трансформаторов он увеличивается до 300–350 А.
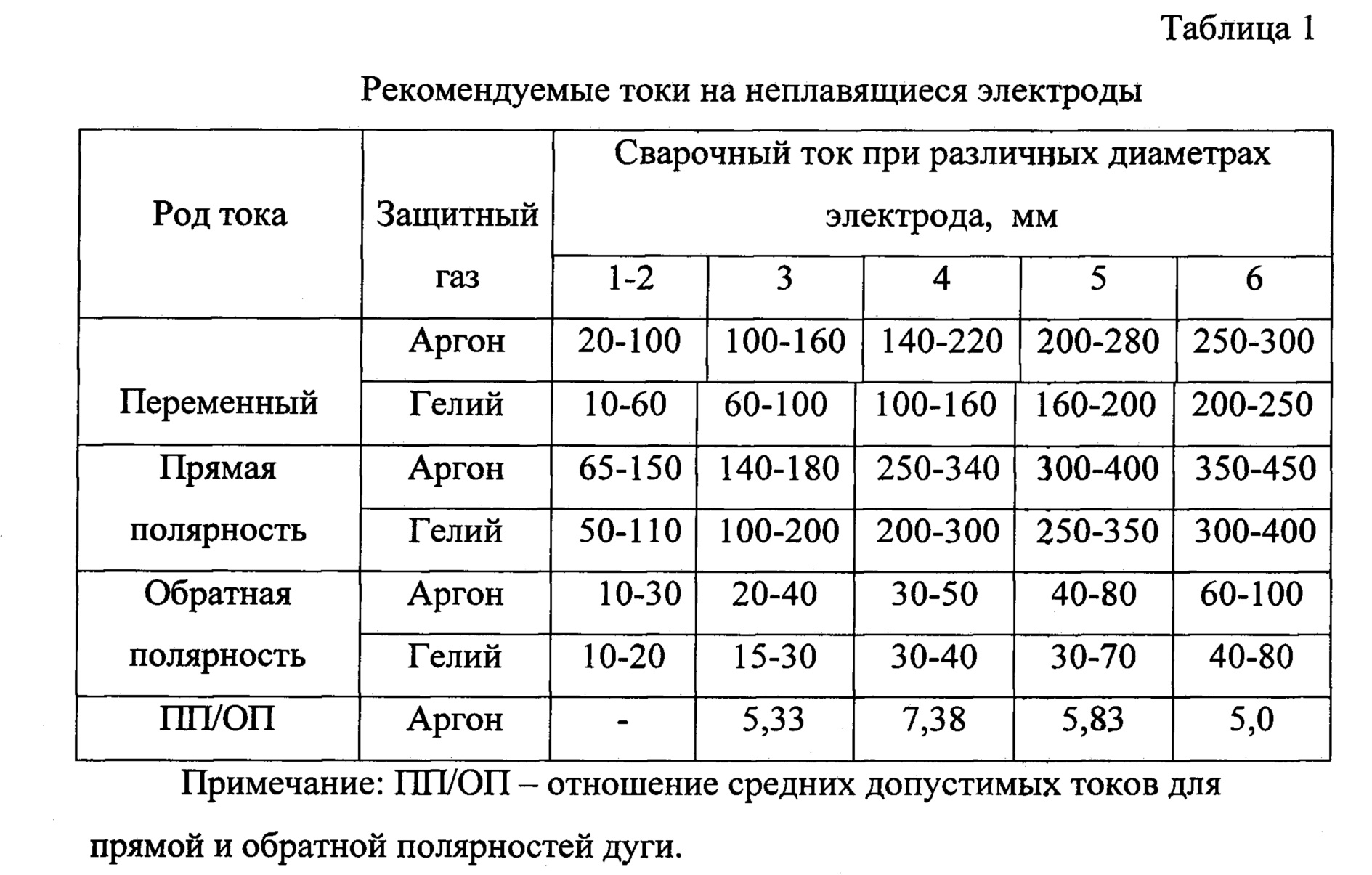
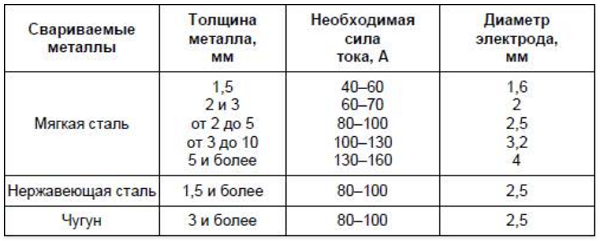
Ниже в таблице приведены рекомендуемые значения, которые известны любому профессиональному сварщику, но которые могут быть полезны для любителей и новичков.
Диаметр электрода, мм | Толщина металла, мм | Сила тока, А |
1,6 | 1. | 25… 50 |
2 | 2… 3 | 40… 80 |
2,5 | 2… 3 | 60… 100 |
3 | 3… 4 | 80… 160 |
4 | 4… 6 | 120… 200 |
5 | 6… 8 | 180… 250 |
5… 6 | 10… 24 | 220… 320 |
6… 8 | 30… 60 | 300… 400 |
 .. 2
.. 2Положение шва
Пространственное положение шва также играет большую роль при расчете мощности. Какой ток для сварки электродом выбрать с учетом этого критерия? Здесь важно знать, что наибольшие значения выбираются при заваривании швов в горизонтальном (нижнем) положении. Если шов накладывается вертикально, то сила тока в среднем будет на 10–15% меньше.
Самый низкий показатель – при наложении потолочных швов: ток должен быть ниже в среднем на 20%, чем при работе на горизонтальных поверхностях. Для наглядности укажем значения в таблице (на примере электродов с обмазкой основного типа).
d электрода, мм | Пространственное положение | ||
Нижнее | Вертикальное | Потолочное и полупотолочное | |
3 | 100… 130 А | 100… 130 А | 90… 110 А |
4 | 170… 220 А | 160… 180 А | 150… 180 А |
5 | 210… 250 А | 180… 200 А | Сварка не выполняется |
Полярность
Сварка современными аппаратами производится только постоянным током прямой или обратной полярности. Электроды постоянного тока обеспечивают гораздо большую (на 15-20%) глубину провара, чем при использовании переменного тока от трансформатора.
Электроды постоянного тока обеспечивают гораздо большую (на 15-20%) глубину провара, чем при использовании переменного тока от трансформатора.
- На прямой полярности варят чугун, низколегированные, низко- и среднеуглеродистые стали и добиваются глубокого проплавления металла деталей.
- На обратной варят более широкий спектр сталей (низколегированные, низкоуглеродистые, средне- и высоколегированные), сваривают тонкостенные конструкции, также ее используют при высокой скорости плавления электродов.
И глубокий провар, и высокая скорость сварки требуют больших величин тока. Таким образом, и при обратной, и при прямой полярности сила тока может быть увеличена в обоих указанных случаях.
Напряжение
Отдельно следует сказать о напряжении. На современных инверторных устройствах этот показатель выставляется автоматически, поэтому в расчетах он не играет существенной роли. Для РДС этот диапазон составляет 16–30 Вольт.
Не влияет данный параметр и на глубину провара.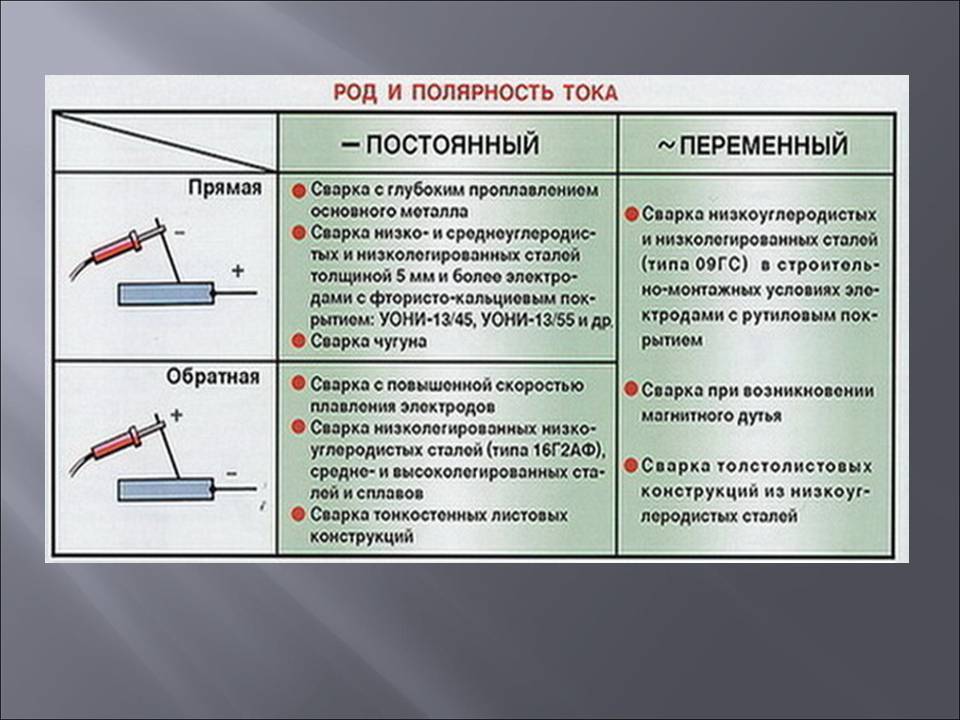 Здесь важен фактор безопасности: в момент замены электрода напряжение дуги резко повышается до 70 В, поэтому сварщик должен быть крайне осторожен.
Здесь важен фактор безопасности: в момент замены электрода напряжение дуги резко повышается до 70 В, поэтому сварщик должен быть крайне осторожен.
Формула расчета
Опытные сварщики обычно настраивают электродугу экспериментальным путем, не делая сложных предварительных расчетов. А новичкам пригодятся не только размещенные в статье таблицы, но и формула, по которой рассчитывается, каким электродам какой нужен ток. Она действует в отношении электродов самых востребованных диаметров (3–6 мм).
- I = (20+6d)d, где
- I – сила тока, d – диаметр электрода.
Если толщина стержня менее 3 мм, расчет осуществляется по формуле: I = 30d.
Однако и этими формулами следует пользоваться с учетом пространственного положения сварки: при потолочной варке отнимаем 10–15% от результата, который получаем по формуле.
Все важнейшие параметры режима сварки производитель, как правило, дает на упаковке. Не исключение – продукция Магнитогорского электродного завода. При корректной настройке необходимых показателей режима сварочных работ электроды МЭЗ обеспечат отличный поджиг электродуги, ее устойчивое горение и образцовый результат – ровный сварной шов с необходимыми характеристиками.
При корректной настройке необходимых показателей режима сварочных работ электроды МЭЗ обеспечат отличный поджиг электродуги, ее устойчивое горение и образцовый результат – ровный сварной шов с необходимыми характеристиками.
Возможно, вас заинтересует
Ø 2 (1 кг) Ø 2.5 (1 кг) Ø 2.5 (2.5 кг) Ø 3 (1 кг) Ø 3 (2.5 кг) Ø 4 (1 кг) Ø 4 (2.5 кг)
МР-3 ЛЮКС
Ток — постоянный обратной полярности, переменный
Цена с НДС за 1 кг.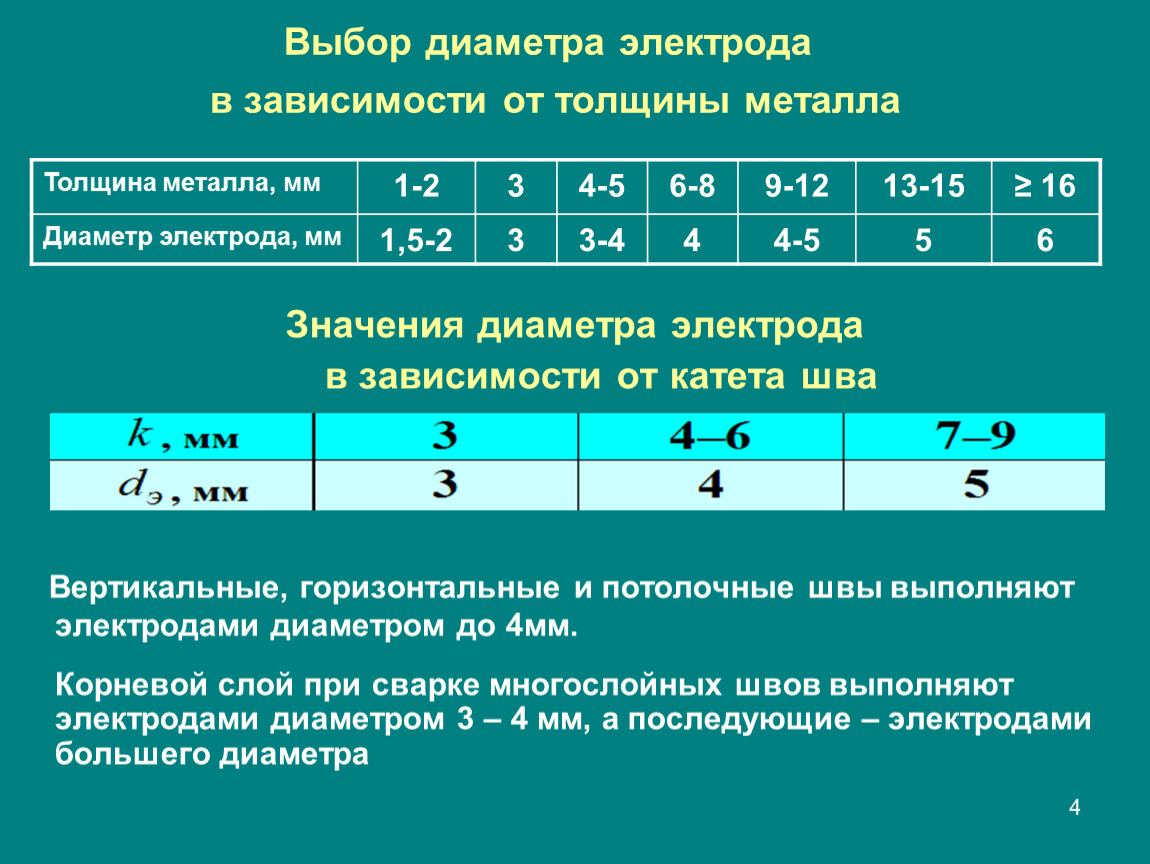
Ø 3 (1 кг) Ø 3 (4.5 кг) Ø 4 (1 кг) Ø 4 (6 кг) Ø 5 (1 кг) Ø 5 (6 кг)
УОНИИ-13/45 (ОСТ 5.9224-75)
Ток — постоянный обратной полярности
Цена с НДС за 1 кг.Ø 3 (1 кг) Ø 3 (4.5 кг) Ø 4 (1 кг) Ø 4 (6 кг) Ø 5 (1 кг) Ø 5 (6 кг)
УОНИИ-13/45А (ОСТ 5.
 9224-75)
9224-75)Ток — постоянный обратной полярности
Цена с НДС за 1 кг.Ø 3 (1 кг) Ø 3 (4.5 кг) Ø 4 (1 кг) Ø 4 (6 кг) Ø 5 (1 кг) Ø 5 (6 кг)
УОНИИ-13/55 (ОСТ 5.9224-75)
Ток — постоянный обратной полярности
Цена с НДС за 1 кг.Ø
2
(1 кг)
Ø
2.5
(1 кг)
Ø
2.5
(2.5 кг)
Ø
3
(1 кг)
Ø
3
(2. 5 кг)
Ø
4
(1 кг)
Ø
4
(2.5 кг)
5 кг)
Ø
4
(1 кг)
Ø
4
(2.5 кг)
АНО-21 СТАНДАРТ
Ток — переменный или постоянный любой полярности
Цена с НДС за 1 кг.Ø 2 (1 кг) Ø 2.5 (1 кг) Ø 2.5 (2.5 кг) Ø 3 (1 кг) Ø 3 (2.5 кг) Ø 4 (1 кг) Ø 4 (2.5 кг)
УЛЬТРА
Ток — переменный или постоянный любой полярности
Цена с НДС за 1 кг.
Ø 2 (1 кг) Ø 2.5 (1 кг) Ø 2.5 (5 кг) Ø 3 (1 кг) Ø 3 (5 кг) Ø 4 (1 кг) Ø 5 (6.5 кг) Ø 4 (6.5 кг) Ø 5 (1 кг)
АНО-21 (НАКС)
Ток – переменный или постоянный любой полярности
Цена с НДС за 1 кг.Ø
2
(1 кг)
Ø
2.5
(1 кг)
Ø
2. 5
(5 кг)
Ø
3
(1 кг)
Ø
3
(5 кг)
Ø
4
(1 кг)
Ø
4
(6.5 кг)
Ø
5
(1 кг)
Ø
5
(6.5 кг)
5
(5 кг)
Ø
3
(1 кг)
Ø
3
(5 кг)
Ø
4
(1 кг)
Ø
4
(6.5 кг)
Ø
5
(1 кг)
Ø
5
(6.5 кг)
МР-3 (НАКС, РРР)
Ток – переменный или постоянный обратной полярности
Цена с НДС за 1 кг.Ø
3
(1 кг)
Ø
3
(5 кг)
Ø
4
(1 кг)
Ø
4
(6.5 кг)
Ø
5
(1 кг)
Ø
5
(6. 5 кг)
5 кг)
МР-3 ЛЮКС (НАКС)
Ток — постоянный обратной полярности, переменный
Цена с НДС за 1 кг.Ø 2.5 (1 кг) Ø 2.5 (5 кг) Ø 3 (1 кг) Ø 3 (5 кг) Ø 4 (1 кг) Ø 4 (6.5 кг) Ø 5 (1 кг) Ø 5 (6.5 кг)
ОЗС-4 (НАКС)
Ток — переменный или постоянный прямой полярности (на электроде минус), допускается сварка на обратной полярности
Цена с НДС за 1 кг.Ø
2.5
(1 кг)
Ø
2. 5
(5 кг)
Ø
3
(1 кг)
Ø
3
(5 кг)
Ø
4
(1 кг)
Ø
4
(6.5 кг)
Ø
5
(1 кг)
Ø
5
(6.5 кг)
5
(5 кг)
Ø
3
(1 кг)
Ø
3
(5 кг)
Ø
4
(1 кг)
Ø
4
(6.5 кг)
Ø
5
(1 кг)
Ø
5
(6.5 кг)
АНО-4 (НАКС)
Ток — переменный или постоянный любой полярности
Цена с НДС за 1 кг.Ø 2 (1 кг) Ø 2.5 (1 кг) Ø 2.5 (5 кг) Ø 3 (1 кг) Ø 3 (5 кг) Ø 4 (1 кг) Ø 4 (6 кг) Ø 5 (1 кг) Ø 5 (6 кг)
ОЗС-12 (НАКС, РРР)
Ток — переменный или постоянный прямой полярности
Цена с НДС за 1 кг.
Показать еще
Что такое сварочный ток? – АМАРИН
СВАРКА, Инженер-сварщик
Сварочный ток — это термин, используемый для описания электричества, которое проходит через дуговой промежуток между концом электрода и свариваемым металлом . Электрический ток — это поток электронов . Сопротивление потоку электронов (электричеству) производит тепла .
Чем больше электрическое сопротивление, тем больше тепла и температуры будет производить дуга. Воздух имеет высокое сопротивление прохождению тока, поэтому сварочная дуга SMA выделяет много тепла и температуры. Поток электронов с отрицательного ( –) на положительное (+ ).
Какие три единицы используются для описания любого электрического тока?
Три единицы используются для описания любого электрического тока.
Три единицы измерения: напряжение (В), сила тока (А) и мощность (Вт).
• Напряжение , или вольты (В), — это измерение электрического давления, точно так же, как фунты на квадратный дюйм являются измерением давления воды . Напряжение определяет максимальный зазор, через который электроны могут перепрыгнуть, образуя дугу. Более высокое напряжение может перепрыгнуть больший промежуток . Сварочное напряжение связано с температурой сварки.
• Сила тока , или ампер (А), является мерой общего числа протекающих электронов, точно так же, как галлоны являются мерой количества протекающей воды. Сила тока управляет размером дуги . Сила тока связана с теплотой сварки.
• Мощность , или ватты (Вт), является мерой количества электрической энергии или мощности в дуге. Ватты рассчитываются путем умножения напряжения (В) на ампер (А). Ватты связаны с мощность сварки или сколько тепла и температуры производит дуга.
Нравится:
Нравится Загрузка…
Амарин АнтониоСВАРКАПожертвования здесь. Большое спасибо за вашу поддержку. (16)AWS D1 .1 И ASME IX (12)ОСНОВНЫЕ ТЕОРИИ (23)СТРОИТЕЛЬСТВО (4)ТАНКЕР-ХИМИКАТ (15)КОРРОЗИЯ (39))CSWIP 3.0/3.1/3.2 (40)ЭЛЕКТРИЧЕСКОЕ (7)КОРПУСНОЕ (27)МАШИННОЕ ОБОРУДОВАНИЕ (30)Механическое (25)Металлургическое (18)NDT NDE (14)НЕФТЕГАЗОВОЕ (147)ТРУБОПРОВОДЫ (110)PRV PSV (8) Радиографический (2)ОБСЛЕДОВАНИЕ СУДНА (50)СУДОВЫЕ СИСТЕМЫ (19)Судостроение от А до Я (36)Без категории (14)СВАРКА (155)Инженер-сварщик (66)Инспектор по сварке (21)СВАРОЧНАЯ МЕТАЛЛУРГИЯ (24) Объявления
Подписчик с электронной почтой
Введите свой адрес электронной почты, чтобы следить за этим блогом и получать уведомления о новых сообщениях по электронной почте.
Адрес электронной почты:
Новые сообщения: AMARINE
Понимание топливных насосов: типы, компоненты и области применения
Что такое гидраты?
Важность прецизионной обработки в аэрокосмической отрасли
ОбъявленияВас может заинтересовать:
API 510 API 570 — PI API Inspector КОРРОЗИЯ CSWIP 3. 0/3.1/3.2 НЕФТЕГАЗОВЫЕ ТРУБОПРОВОДЫ ОБЗОР СУДОВ СВАРКА Инженер-сварщик
0/3.1/3.2 НЕФТЕГАЗОВЫЕ ТРУБОПРОВОДЫ ОБЗОР СУДОВ СВАРКА Инженер-сварщик
Лучшие сообщения и страницы
- Проектирование канавки и подготовка фаски
- СУДОВЫЕ ТИПЫ IMO I, II, III
- Знак сертификации UV, U, V штамп (ASME VIII)
Понятие о напряжении и силе тока при сварке
Дуговая сварка металлическим электродом в среде защитного газа (GMAW) представляет собой процесс сварки, когда электрическая дуга возникает между основным материалом и непрерывно подаваемым проволочным электродом. Расплавленная сварочная ванна защищена от атмосферы защитным газом, который обтекает присадочный металл проволоки в сварочной ванне и саму сварочную ванну. Тепло от электрической дуги расплавляет основной металл и присадочный металл, подаваемый в сварочную ванну.
Хотя на качество сварного шва могут влиять многие переменные, включая тип и толщину основного материала, на него влияют четыре основных фактора: сварочный ток, сварочное напряжение, расстояние от контакта до изделия и скорость перемещения.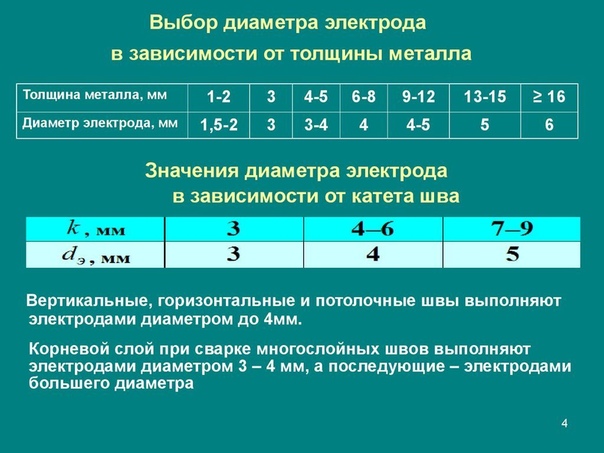
Из всех факторов сварки напряжение и сила тока вызывают наибольшее недоумение, особенно у начинающего сварщика. И поскольку они считаются одними из основных аспектов, влияющих на сварку GMAW, мы рассмотрим их более подробно.
Что такое сила тока при сварке?
Сварочный ток — это переменная, которая в основном определяет количество наплавленного металла в процессе сварки. Сила тока измеряет силу электрического тока, при этом его основное влияние на сварку заключается в скорости плавления электрода и глубине проникновения в основной материал.
Скорость подачи проволоки (WFS), еще одна из переменных параметров сварки, регулирует силу тока и величину провара. WFS и ток напрямую связаны: с увеличением одного растет и другой, и наоборот. Если значение WFS слишком высокое, это может привести к прогоранию. Это связано с тем, что по мере увеличения сварочного тока шов глубже проникает в основной материал.
Взгляните на Таблицу 1: Данные сварочного тока, чтобы увидеть, как это работает на практике. Как видите, WFS постепенно увеличивалась от Weld 1 до Weld 5, что, в свою очередь, увеличивало сварочный ток. Имейте в виду, что оператор сварки устанавливает WFS, а не текущий уровень, на источнике питания GMAW-CV. Основным способом регулировки тока является изменение WFS.
Как видите, WFS постепенно увеличивалась от Weld 1 до Weld 5, что, в свою очередь, увеличивало сварочный ток. Имейте в виду, что оператор сварки устанавливает WFS, а не текущий уровень, на источнике питания GMAW-CV. Основным способом регулировки тока является изменение WFS.
Из таблицы видно, что по мере увеличения скорости подачи проволоки увеличивалась и сила тока. Результаты видны на Рисунке 1: Поперечное сечение сварных швов с 1 по 5.
| Сварочное напряжение 9015 4 | ||||||||
Идентификационный номер сварки | Тагер сварочного напряжения | Настройки сварочного аппарата | Сбор данных | Тепловложение | ||||
| WFS (и/мин) | Напряжение (В) | Скорость перемещения (дюйм/мин) | WFS (изображения в минуту) | Напряжение (В) | Ток (А) | |||
| 1 | 100 | 150 | 24 | 15 | 151 |  5}»> 24,5 5}»> 24,5 | 111 | 10,88 |
| 2 | 150 | 250 | 252 | 24,7 | 162 | 16.01 | ||
| 3 | 175 | 325 | 331 |  8}»> 24,8 8}»> 24,8 | 193 | 19,15 | ||
| 4 | 200 | 300 | 462 | 24,9 | 212 | 21.12 | ||
| 5 | 250 | 615 | 618 | 25 | 254 |  4}» data-sheets-numberformat=»{"1":2,"2":"0.00","3":1}»> 24.40 4}» data-sheets-numberformat=»{"1":2,"2":"0.00","3":1}»> 24.40 | ||
В таблице 1 показаны данные сварки следующих сварных швов:
орг)
Обратите внимание на увеличение глубины провара от сварки 1 к сварке 5. При постоянном напряжении и скорости перемещения увеличение WFS и тока указывает на существенно более глубокий сварной шов, перемещающийся от 1-го к 5-му.
Также обратите внимание на пальцеобразный провар в сварных швах 3-5, вызванный изменением режима переноса металла в сварочной дуге на режим переноса «распылением металла». Режим переноса металла обычно переходит от шаровидного к режиму распыления при сварочном токе выше 190 ампер для определенных комбинаций металла и защитного газа.
Что такое сварочное напряжение?
Если сила тока измеряет объем электронов, протекающих через электрический ток, напряжение измеряет давление, которое позволяет им течь.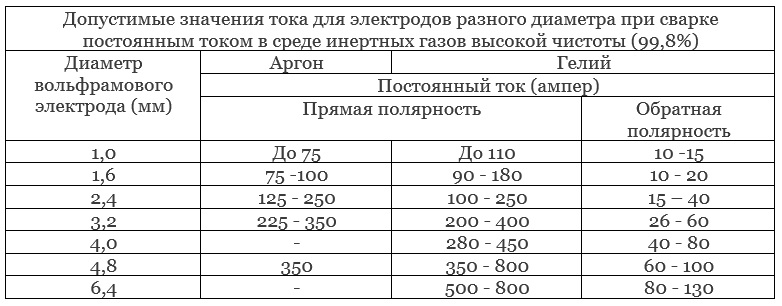 Другими словами, это несущая сила электрического тока. Итак, какое влияние оказывает это электрическое «давление» (напряжение) на сварной шов? Сварочное напряжение регулирует длину дуги: расстояние между сварочной ванной и присадочным металлом проволоки в точке плавления в дуге. По мере увеличения напряжения валик сварного шва будет сглаживаться, а его отношение ширины к глубине будет увеличиваться. Ознакомьтесь с данными сварки в Таблице 2:
Другими словами, это несущая сила электрического тока. Итак, какое влияние оказывает это электрическое «давление» (напряжение) на сварной шов? Сварочное напряжение регулирует длину дуги: расстояние между сварочной ванной и присадочным металлом проволоки в точке плавления в дуге. По мере увеличения напряжения валик сварного шва будет сглаживаться, а его отношение ширины к глубине будет увеличиваться. Ознакомьтесь с данными сварки в Таблице 2:
| Сварочное напряжение | ||||||||
Идентификационный номер сварки | Тагер сварочного напряжения | Настройки сварочного аппарата | Сбор данных | Тепловложение | ||||
| WFS (и/мин) | Напряжение (В) | Скорость перемещения (дюйм/мин) | WFS (изображения в минуту) | Напряжение (В) | Ток (А) | |||
| 7 | 18 | 325 | 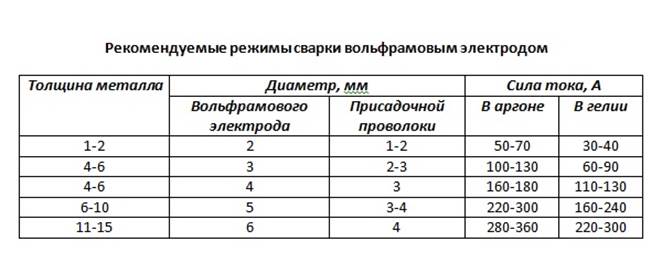 5}»> 17,5 5}»> 17,5 | 15 | 328 | 18 | 177 | 12,74 |
| 8 | 21 | 20,4 | 328 | 21,1 | 174 | 14,69 | ||
| 9 | 23 | 22 | 327 |  7}»> 22,7 7}»> 22,7 | 173 | 15,71 | ||
| 10 | 26 | 25,2 | 328 | 26 | 185 | 19.24 | ||
| 11 | 30 | 29,2 | 328 |  1}»> 30,1 1}»> 30,1 | 208 | 25.04 | ||
В таблице 2 показаны данные сварочного напряжения для следующих сварных швов:
Рисунок 2: Поперечное сечение сварных швов 7-11 (таблица и изображения) у EWI.org)
В то время как скорость перемещения, скорость подачи проволоки и сила тока оставались постоянными, напряжение менялось. Очевидно, что напряжение мало влияет на проникновение. Вы можете видеть влияние напряжения на поверхность сварного шва, помогая ему лежать ровно и смываться по краям. Слишком большое напряжение может привести к тому, что сварной шов будет плоским, вогнутым или подрезанным. Слишком низкое напряжение может привести к некачественному сварному шву или к непровару.
На рис. 2 показано расширение сварных швов с 7 до 11 по мере увеличения напряжения. Вы можете видеть, что проплавление остается постоянным для сварных швов 7-9.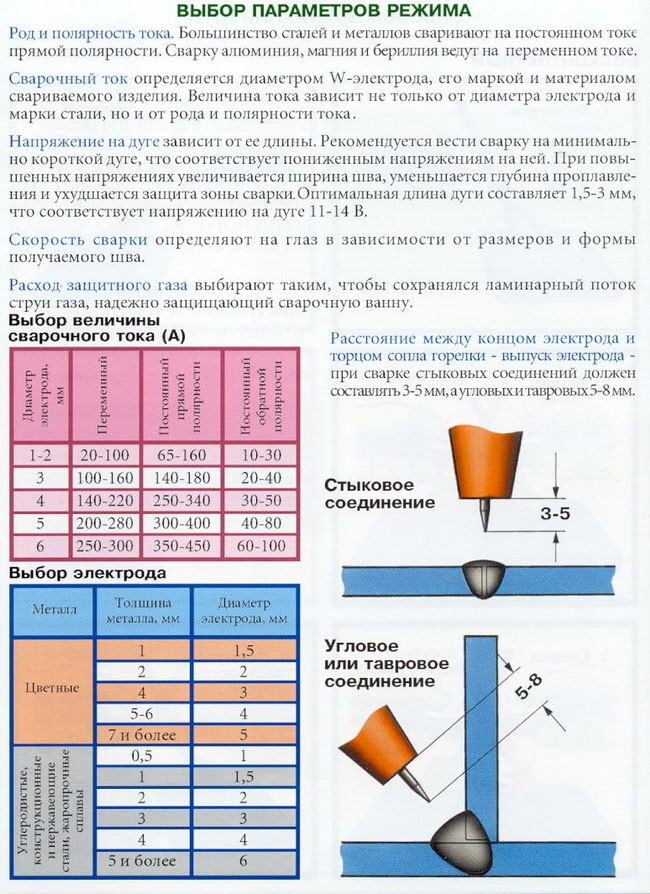 так как ток не изменился. Сварные швы 10 и 11 показали такое же увеличение пальцеобразного проплавления, как и швы 3-5, а также увеличение сварочного тока. По мере увеличения длины дуги пропорционально росту напряжения вылет электрода, расстояние от контактного наконечника до места плавления сварочной проволоки в дуге соответственно уменьшаются.
так как ток не изменился. Сварные швы 10 и 11 показали такое же увеличение пальцеобразного проплавления, как и швы 3-5, а также увеличение сварочного тока. По мере увеличения длины дуги пропорционально росту напряжения вылет электрода, расстояние от контактного наконечника до места плавления сварочной проволоки в дуге соответственно уменьшаются.
Сварочный ток в зависимости от толщины распространенных типов металла
Любой, кто хочет добиться оптимальных результатов сварки, должен знать, как правильно настроить ток в соответствии с типом и толщиной каждого металла. Обратитесь к таблице ниже для сварочных ампер на толщину для углеродистой стали и нержавеющей стали.
Углеродистая сталь с защитным газом 75 % аргона/25 % CO2
 )"}»> Толщина )"}»> Толщина (ga.) | Диаметр проволоки (дюймы) | Скорость подачи проволоки (IPM) | Ток (ампер) | Напряжение |
| 24 | 0,023 | 140-170 | 40-50 | 14-15 |
| 24 | 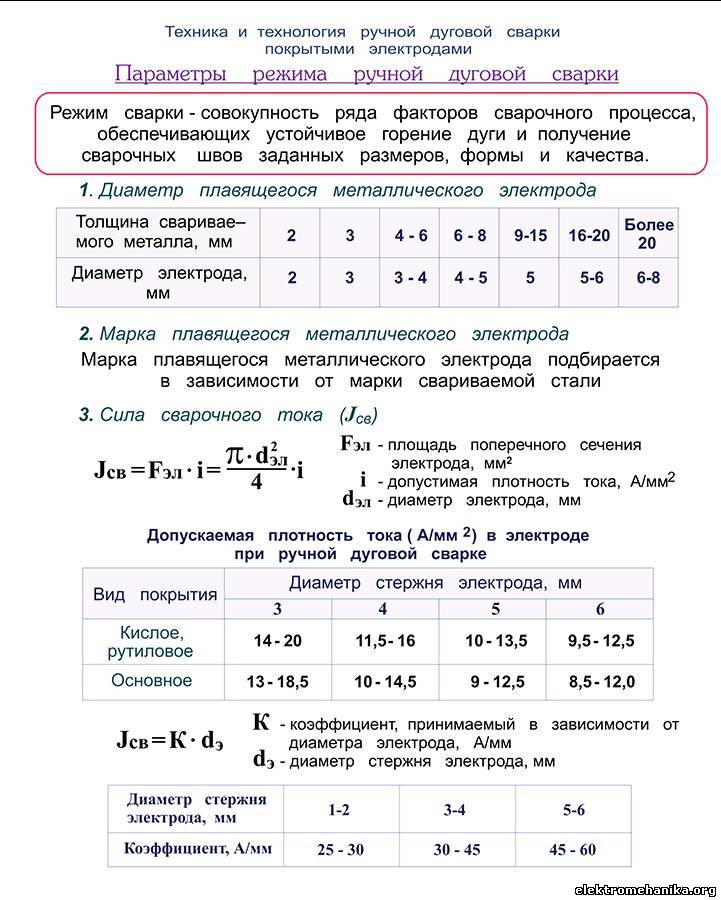 03}» data-sheets-numberformat=»{"1":2,"2":"0.000","3":1}»> 0,030 03}» data-sheets-numberformat=»{"1":2,"2":"0.000","3":1}»> 0,030 | 110-120 | 45-50 | 13-14 |
| 20 | 0,030 | 125-135 | 55-60 | 13-14 |
| 20 |  035}»> 0,035 035}»> 0,035 | 105-115 | 50-60 | 15-16 |
| 18 | 0,035 | 140-160 | 70-80 | 16-17 |
| 16 | 0,035 | 180-220 | 90-110 | 17-18 |
| 16 | 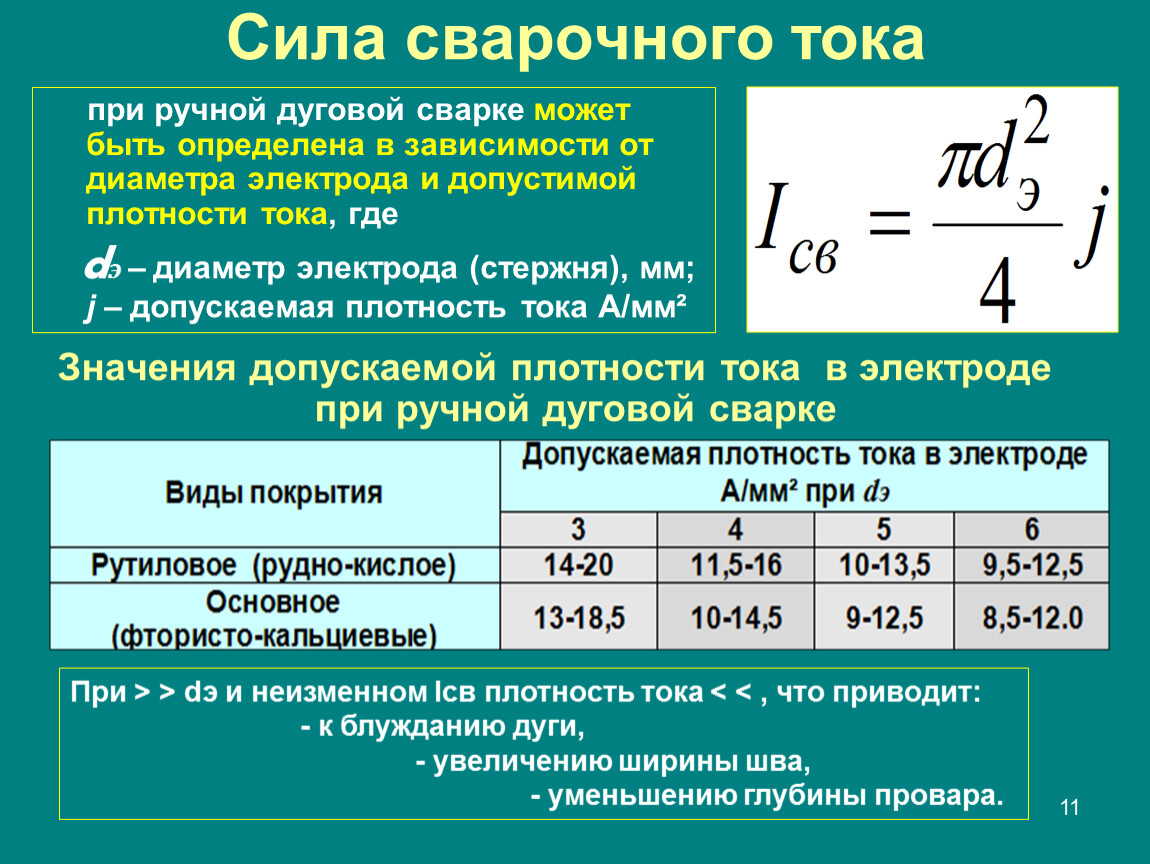 045}»> 0,045 045}»> 0,045 | 90-110 | 90-110 | 17-18 |
| 14 | 0,035 | 240-260 | 120-130 | 17,5-18 |
| 10 | 0,035 | 280-300 | 140-150 | 18-19 |
| 10 |  045}»> 0,045 045}»> 0,045 | 140-150 | 140-150 | 18-19 |
| 3/16 | 0,035 | 320-340 | 160-170 | 18,5-19,5 |
| 3/16 |  045}»> 0,045 045}»> 0,045 | 160-175 | 160-170 | 18,5-19,5 |
Нержавеющая сталь с 90 % гелия/7,5 % аргона/2,5 % CO2
| Толщина (ga.) | Диаметр проволоки (дюймы) | Скорость подачи проволоки (IPM) | Ток (ампер) | Напряжение |
| 18 | 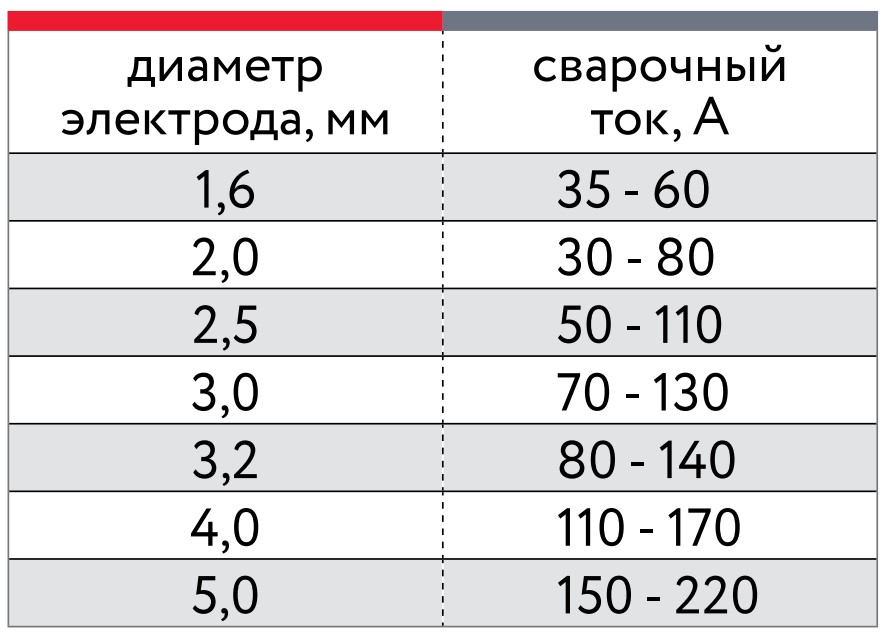 03}» data-sheets-numberformat=»{"1":2,"2":"0.000","3":1}»> 0,030 03}» data-sheets-numberformat=»{"1":2,"2":"0.000","3":1}»> 0,030 | 130-160 | 30-40 | 15-16,5 |
| 18 | 0,035 | 105-115 | 50-60 | 18-18,5 |
| 16 |  035}» data-sheets-numberformat=»{"1":2,"2":"0.000","3":1}»> 0,035 035}» data-sheets-numberformat=»{"1":2,"2":"0.000","3":1}»> 0,035 | 140-160 | 70-80 | 18-19 |
| 14 | 0,035 | 180-220 | 90-110 | 18,5-19 |
| 14 |  045}»> 0,045 045}»> 0,045 | 90-110 | 90-110 | 18,5-19 |
| 10 | 0,035 | 240-260 | 120-130 | 19-20 |
| 10 | 0,045 | 120-130 | 120-130 | 19-20 |
| 3/16 |  035}»> 0,035 035}»> 0,035 | 280-300 | 140-150 | 19-20 |
| 3/16 | 0,045 | 140-150 | 140-150 | 19-20 |
Помните эмпирическое правило: сила тока определяется толщиной материала, и каждый 0,001 дюйм толщины материала требует выходной мощности приблизительно 1 ампер.