Как склеить брусья, что бы они не разошлись. Необходимые материалы и инструменты
В настоящее время самодельная мебель очень популярна. Это происходит потому, что готовые изделия достаточно дорогостоящие, а на рынке огромное разнообразие исходных материалов в свободном доступе.
Имея минимальное количество соответствующих материалов вполне реально своими руками собрать хорошую мебель. Один из самых распространенных методов соединения деревянных деталей считается ее склейка. Благодаря склеиванию детали получаются прочными и монолитными.
Склейка может быть самостоятельным крепежом или совместно с креплением на саморезы или шпонки. Как нужно склеить брусья так, что бы они не разошлись? На этот вопрос мы попробуем ответить в этой статье.
Содержание:
- 1 Общие сведения
- 1.1 Инструменты и материалы
- 1.2 Подготовительный процесс
- 1.3 Выбор клея
- 1.4 Особенности клееного бруса
- 2 Советы
- 3 Подробности
- 3.
 1 Склейка брусьев своими руками
1 Склейка брусьев своими руками - 3.2 Пример склейки брусков с помощью клея ПВА
- 3.
- 4 Заключение
Общие сведения
Инструменты и материалы
Инструменты, которые могут пригодиться при склейке: ножовка, рубанок, циркулярка, фрезерный станок, кисти, рулетка.
Материалы: пиломатериал, клеевой состав, ацетон для обезжиривания поверхности, а также вода для разведения клея-концентрата.
Подготовительный процесс
Пиломатериалы должны быть сухими и чистыми. Заготовки нарезаются нужного размера.
В первую очередь поверхности,которые будут склеиваться между собой строгают и обрабатывают на фуганке. Обязательно заранее нужно определить как будут располагаться ламели и годовые кольца, которые должны быть направлены в разные стороны у двух заготовок.
Склеиваемые поверхности обрабатываются и зачищаются наждачкой либо специальным инструментом. Затем очищаются от пыли, обезжириваются, оставляются на просушку. После выполнения этих процедур приступают непосредственно к склеиванию деталей.
После выполнения этих процедур приступают непосредственно к склеиванию деталей.
Выбор клея
При склеивании бруса крайне важно правильно выбрать клеевой состав. На выбор влияет много факторов:
- где предполагается использовать беседующее изделие — на открытом воздухе или в домашних условиях;
- в каких температурных условиях;
- какие требования к внешнему виду.
В наше время нет дефицита в выборе клея. На полках магазинов вы найдете состав, который предназначен именно для ваших условий.
Особенности клееного бруса
Если бруски склеены правильно, то такое изделие по своим параметрам может превосходить цельное дерево. Благодаря современным клеевым составам для древесины получается очень прочный шов. Так, к примеру, при попытке оторвать приклеенные бруски к поверхности столешницы, произошло расщепление бруска по длине, а на месте клеевого соединения ничего не отошло.
Еще одним достоинством клееных брусков является то, что это вполне можно выполнить в домашних условиях, не имея дорогостоящих профессиональных инструментов, при условии использования уже обработанных покупных реек и досок.

Условия, которые необходимо соблюдать для получения качественного результата
В процессе сушки изделия нельзя подвергать его воздействию прямых солнечных лучей или влаги.
Соединяемые детали необходимо сильно прижимать друг к другу. Важно точно выдерживать время сушки, предусмотренное производителем.
После просушки изделие нужно тщательно острогать и обработать огнезащитным раствором в два слоя.
Заметка: По этой технологии можно склеивать не только бруски, но и можно склеить столешницу для компьютерного стола из половой доски.
Советы
Если предстоит изготовить небольшие заготовки, например, для ремонта какой-либо мебели, навесной полочки, ящичка,кухонной столешницы, когда нет возможности сделать пазы либо четверти, то можно произвести склейку на гладкую фуру.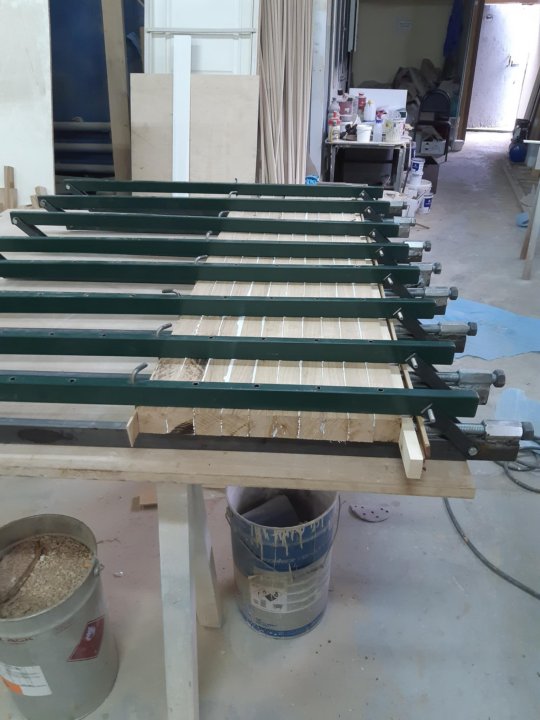 И здесь может понадобиться набор с центровыми маркерами. Это относительно недорогая вещь, но зато очень хороший помошник.
И здесь может понадобиться набор с центровыми маркерами. Это относительно недорогая вещь, но зато очень хороший помошник.
Если перед вами задача собрать несколько десятков досок, чтобы панель выглядела единым целым, то не стоит использовать для этого широкие заготовки. Потому, что широкие куски могут деформироваться при изменении влажности среды и это будет очень заметно.
Заметка: Готовый клееный массив не деформируется, если все сделано правильно. Но может. Этого поможет избежать изменение направления годовых колец на брусках по всей ширине. Если конечно взять прямую доску без изъяна, то процесс намного облегчится.
Склеивание необходимо производить так, чтобы стыки по длине были практически незаметными.
При подготовке заготовок нужно тщательно выровнять заготовки до угла девяносто градусов. Края должны быть гладкими и четкими. Для того, что бы выровнять заготовки можно использовать рубанок или циркулярку.
Подробности
Склейка брусьев своими руками
Важно: Если заготовка не была подготовлена должным образом, то в итоге вы получите большую изогнутую чашу.
Заготовки раскладываются так, как они предполагаются быть уложенными в массиве. Постарайтесь подобрать узоры структуры дерева, что бы они максимально подходили и смотрелись наиболее выигрышно.
Например, изогнутая структура должна ложиться рядом с изогнутой другой заготовки, а прямая к прямой.
Сначала соберем панель на сухую. После того, как мы убедились, что все нормально, наводим клей. Он должен иметь хорошую вязкость.
Наносится клеевой состав на обе части склеиваемых поверхностей. Это нужно, что бы весь воздух вытеснился при склейке и все поры заполнились.
Заметка: Если при склейке клей стал матовым, то это значит, что он впитался в древесину. И в таком случае, после просыхания этого слоя, его нужно соскоблить, а после нанести заново.
После проводим выравнивание и стягивание заготовок в массив. При этом подбиваем с использование деревянного молотка неровности. Как только панель собрана, стягиваем ее струбцинами до того, как начинают появляться капельки клея на швах. Важно выравнивать давление вдоль линии струбцин. Равномерное давление можно определить по количеству капелек вдоль линий соединения. Если оно не равномерное, то добавляем или убираем струбцины. После оставляем панель до полного высыхания клея, после чего удаляются излишки клея и можно приступать к обработке.
Важно выравнивать давление вдоль линии струбцин. Равномерное давление можно определить по количеству капелек вдоль линий соединения. Если оно не равномерное, то добавляем или убираем струбцины. После оставляем панель до полного высыхания клея, после чего удаляются излишки клея и можно приступать к обработке.
Пример склейки брусков с помощью клея ПВА
Когда склеивание деревянных заготовок производится с помощью клея ПВА, главное — хорошо затянуть массив с использованием струбцин.
Например, мы хотим изготовить самостоятельно столешницу. Заготовки смазываются обильно клеевым составом, стороны с нанесенным клеем переворачиваем друг у другу и начинаем стягивание струбцинами.
ПВА является жидким клеем и схватится он не сразу, а также при стягивание возможно, что бруски будут разъезжаться. И об идеальном склеивании можно забыть. Однако, это может быть исправлено с помощью обычной соли. Кристаллы соли, впитываясь в заготовки не будут давать брусьям разъезжаться.

Благодаря такой небольшой хитрости можно получить качественно клееные бруски, которые нет необходимости после пропускать через рейсмус.
Заключение
Придерживаясь наших рекомендаций можно легко и быстро в домашних условиях изготовить цельную кухонную столешницу или полочку на стену из клеенных брусков. Удачи в творчестве.
Склейка без проблем | Журнал WOOD-Мастер
|
Следуя нашим советам, вы научитесь склеивать детали идеально ровно и прочно, без суеты и ошибок. Независимо от того, каким будет ваше следующее изделие – грандиозным проектом со множеством элементов или небольшой поделкой, – процесс изготовления начинается с планирования, составления сценария действий, неотъемлемой частью которого оказывается склейка. Планируя склеивать и сжимать детали струбцинами, уделите больше внимания пиломатериалам, которые предстоит обрабатывать. Только работая с прямослойной, непокоробленной, хорошо просушенной и стабильной древесиной, можно легко и точно выравнивать детали склейки. Начните с акклиматизации досок в мастерской, их приспособления к температуре и влажности помещения. Вот как это происходит. |

Стадии акклиматизации
Стадия 1. Дайте доскам отлежаться в мастерской не менее 24
часов перед обработкой. Влажность древесины должна быть в пределах
6-11%. Затем обработайте доски начерно, оставив необходимый припуск для
дальнейшей обработки.
Стадия 2. После черновой обработки дайте доскам еще 24 часа для дальнейшей акклиматизации. После этого внимательно осмотрите каждую из них для выявления искривлений и других дефектов. Подберите замену для покоробившихся досок. Если все в порядке, пометьте доски в соответствии с планом раскроя, настройте станки и обработайте все материалы до требуемых размеров.
Планирование работы
Подготавливая детали к склейке, постарайтесь избежать неприятных сюрпризов, возникающих, как правило, в последнюю минуту. Чтобы подготовиться к успешной работе, следуйте таким правилам:
- Приготовьте для склейки необходимое количество струбцин (при склейке щитов из делянок струбцины должны располагаться с шагом не более 250 мм). Если струбцин не хватает, купите недостающие или одолжите у знакомых столяров на время, чтобы быть уверенным в прочности склейки.
- Ваши струбцины недостаточно длинные? Увеличьте длину трубной струбцины с помощью обрезка трубы и соединительной муфты, что обойдется дешевле покупки дополнительных струбцин.

- Осмотрите все струбцины и тщательно удалите высохшие капли клея, грязь и смазку, которые могут испачкать или оставить вмятины на деталях.
- Чтобы на гладко отшлифованных поверхностях деталей не оставалось следов зажима, снабдите каждую струбцину мягкими накладками на губки. Деревянные бруски-прокладки из твердой древесины – неплохая замена, но жонглирование ими в процессе склейки большинством воспринимается как неудобство.
Подготовьте инвентарь
Для успеха склейки важны не только струбцины. Не забудьте приготовить и всегда иметь наготове в качестве вспомогательного инвентаря следующее.
- Подкладные бруски, приподнимающие склейку на несколько сантиметров над поверхностью стола или верстака и обеспечивающие достаточно места для головок струбцин. В мастерской журнала WOOD мы применяем бруски сечением 100х100 мм. Вы легко можете изготовить подобные бруски на строгальном станке, обеспечив ровность и перпендикулярность граней.
- Фанерные угольники для сборки.
 Эти простейшие приспособления гарантируют получение прямых углов.
Эти простейшие приспособления гарантируют получение прямых углов. - Киянку с минимальной отдачей и промежуточный блок для осадки тугих соединений.
- Клей с увеличенным сроком открытой выдержки. Он идеально подходит для работы с большими или сложными проектами, состоящими из многих деталей.
- Выравнивающие подкладки и прокладки – прочные негибкие планки или бруски, распределяющие давление струбцин. В столярной практике удобнее иметь слегка выгнутые прокладки для равномерного распределения давления.
- Малярный скотч и вощеную бумагу для защиты дерева от пачкающих струбцин и капель клея. Мы предпочитаем синий малярный скотч, не оставляющий на поверхности после удаления никаких следов.
- Пластиковый или резиновый шпатель, тряпки и чистую воду для удаления излишков клея.
Склейка: развенчание мифовНаши эксперименты со многими столярными клеями показали ошибочность многих распространенных представлений. Миф 1. Только нанося клей на обе детали, можно получить прочную склейку. В действительности, намазав клеем только одну из деталей, вы добьетесь отличных результатов. Нанесение его на обе поверхности приводит лишь к увеличению количества выдавленных излишков клея. Если возможно, потрите смазанные клеем детали одну о другую для равномерного распределения клеевого слоя. Миф 2. Чтобы снять струбцины, склейку нужно просушивать целую ночь. На самом деле для схватывания клея достаточно двух часов пребывания склейки в зажиме, после чего можно снять струбцины. Миф 3. Покупайте клей в больших количествах и используйте его
в течение всего срока годности. Большинство клеев для древесины имеют
ограниченный срок годности – обычно 1-2 года со дня выпуска. Поэтому не
стоит покупать клей в больших емкостях. Приобретайте ровно столько,
сколько потребуется в ближайшее время. |


Генеральная репетиция
Прежде чем открыть бутылку с клеем, требуется выявить все проблемные места в соединениях, уточнить порядок сборки и определить, где и сколько струбцин потребуется.
- Разделите сборку на несколько более мелких и простых этапов.
- Если необходимо, пригласите помощника.
- Повторите репетицию, собрав изделие насухо и вновь зафиксировав время. Возможно, второй раз вы сумеете сэкономить минуту-другую и уложиться в нужное время.
В процессе сухой сборки легко обнаруживаются возможные проблемы. Не требуются сила Геракла или тяжелая кувалда, чтобы вогнать тугие шипы в гнезда. Если соединения не поддаются сборке от усилия руки или легких ударов киянки, значит, нужно заняться их подгонкой. Затяжкой струбцин не удается исправить ослабленные соединения, ошибки в размерах и покоробленные детали.
Не требуются сила Геракла или тяжелая кувалда, чтобы вогнать тугие шипы в гнезда. Если соединения не поддаются сборке от усилия руки или легких ударов киянки, значит, нужно заняться их подгонкой. Затяжкой струбцин не удается исправить ослабленные соединения, ошибки в размерах и покоробленные детали.
Не забудьте про отделку
В некоторых случаях приходиться тонировать и/или лакировать детали перед склейкой. Это требуется, когда:
- трудно нанести отделку на детали в собранном изделии. Например, многие столяры предпочитают тонировать и отделывать филенку дверцы до сборки, тем самым устраняется риск появления неокрашенных полос по краям филенки при сезонных колебаниях влажности;
- выдавленные излишки клея затрудняют отделку на видимых стыках деталей;
- при отделке внутренних поверхностей изделия есть риск испортить результат потеками или следами кисти.

Для защиты соединений на время предварительной отделки закройте подлежащие склейке участки малярным скотчем. Большинство клеев плохо пристают к окрашенной или покрытой лаком древесине.
Иногда в журнальных статьях встречается совет заполнять перед отделкой гнезда в деталях бумажными салфетками, но наша практика показывает, что так можно еще больше усугубить проблему. Бумажные салфетки легко пропитываются жидкостью насквозь, и стенки гнезда пачкаются отделочными составами еще больше. Мы предпочитаем аккуратно наносить отделку вокруг гнезд небольшой кистью.
Наконец, если вы нанесли на детали отделочное покрытие до сборки, выдержите их в течение необходимого времени для отверждения слоя, соблюдая рекомендации изготовителя.
Фиксация скотчемПри сборке миниатюрных изделий, таких как небольшие коробочки или
рамки, малярный скотч может оказаться более удобным, чем самые
маленькие струбцины. |
 Можно применять его и на обычных прямоугольных
изделиях. Он окажется незаменимым и при сборке небольших изделий,
которые трудно зафиксировать обычными струбцинами, например,
восьмигранной коробочки. Вот как это делается.
Можно применять его и на обычных прямоугольных
изделиях. Он окажется незаменимым и при сборке небольших изделий,
которые трудно зафиксировать обычными струбцинами, например,
восьмигранной коробочки. Вот как это делается.Пора склеивать!
Повторите процесс сборки изделия от начала до конца, на этот раз уже с применением клея. Смазывайте клеем одну из поверхностей и прижимайте ее к другой, смежной.
В течение 20 лет в мастерской мы размазывали клей узкими кисточками, которые можно купить повсеместно за небольшую цену. Другой инструмент для работы с клеем (недорогой, а то и вовсе бесплатный) – пластиковый стержень с расширением-лопаточкой на конце от использованных поролоновых кистей.
Другой инструмент для работы с клеем (недорогой, а то и вовсе бесплатный) – пластиковый стержень с расширением-лопаточкой на конце от использованных поролоновых кистей.
Для равномерного нанесения клея на детали некоторые столяры предпочитают специальные флаконы со встроенным в крышку роликом, но они требуют чистки после каждого использования.
Какое давление струбцин можно считать оптимальным? Если стыки деталей сомкнулись и клей начинает выдавливаться из швов, необходимое усилие сжатия достигнуто. Если выдавлено слишком много клея, то соединение будет ослабленным из-за «голодной» склейки.
Чтобы уберечь склеенное изделие от деформаций, оставьте его сохнуть на верстаке или другой плоской поверхности. Подкладные бруски, приподнимающие сборку над столом, обеспечивают циркуляцию воздуха вокруг изделия, что способствует равномерной просушке всех клеевых соединений.
Несколько предостережений помогут уменьшить выдавливание клея из шиповых соединений и избежать обескураживающей проблемы гидравлического характера, когда для избытка клея в плотном соединении не остается свободного места. Такое соединение не удается собрать.
Такое соединение не удается собрать.
Новичкам предлагаем снять фаски на ребрах шипа и в описании проекта кровати. Дополнительно нужно обработать и края гнезда. Сняв на них небольшие фаски, вы значительно увеличите свободный объем для излишков клея. Затем нанесите клей на все грани шипа, кроме ближней к заплечикам трети. Избыток клея при сборке соединения автоматически покроет эти участки.
Прежде чем оставить собранное изделие для просушки, тщательно удалите с его поверхностей все следы клея. Когда клей немного подсохнет и загустеет (время, через которое его капли потеряют блеск, зависит от марки клея, его количества, температуры и влажности в помещении), соскоблите его излишки шпателем или пластиковым скребком. Затем, смочив тряпку чистой водой, сотрите остатки клея. Не удаленный вовремя и засохший клей можно размягчить, смочив поверхность ксилолом или толуолом. Работая с крупнососудистой древесиной, такой как дуб или ясень, будьте осторожны и старайтесь не втереть клей в поры. Чтобы не испачкать клеем другие поверхности, чаще меняйте тряпки.
Чтобы не испачкать клеем другие поверхности, чаще меняйте тряпки.
Если отделочное покрытие еще не нанесено, не спешите шлифовать только что склеенные неотделанные поверхности. Клеи на водной основе (включая и желтый клей ПВА) слегка увлажняют окружающую клеевой шов древесину. Поторопившись отшлифовать влажную древесину, вы получите вокруг мест склейки трудноисправимые углубления, когда древесные волокна окончательно высохнут и сожмутся.
Перед тем как тонировать изделие морилкой или наносить лак, протрите все поверхности уайт-спиритом для выявления мест, испачканных клеем, которые потребуется тщательно очистить.
Два простых приспособления для ровной и быстрой склейкиКонечно, можно возиться с обрезками досок, используя их как прокладки под губки струбцин, но предлагаемые простые приспособления гораздо удобнее и послушнее в работе.
|

Как склеивают древесину – технология и тонкости
Главная | Статьи | Как склеивают древесину – технология и тонкости
Дата: 20.06.2019
Склейка древесины значительно расширила возможности домашних мастеров. Существующие технологии и тонкости процесса.
Изготовление мебели своими руками приобретает все большую популярность и в силу дороговизны готовых изделий, и благодаря большому количеству исходных материалов, появившихся в свободном доступе. В домашних условиях с минимальным набором соответствующих инструментов реально собрать жизнеспособную мебель, которая будет исправно служить и радовать своим видом. Одним из максимально востребованных способов соединения древесины является склейка, позволяющая получить прочные, монолитные детали. Склеивание может использоваться как самостоятельный крепеж или как дублирующий, при применении внешних элементов, таких, как нагели, шпонки или саморезы.
Одним из максимально востребованных способов соединения древесины является склейка, позволяющая получить прочные, монолитные детали. Склеивание может использоваться как самостоятельный крепеж или как дублирующий, при применении внешних элементов, таких, как нагели, шпонки или саморезы.
Клееная древесина своими руками
Перед склейкой детали обрабатываются, это делается не только для очистки поверхности, но и позволяет раскрыть древесные поры. При нанесении клеевой состав проникает через поры в структуру древесины, в межклеточное пространство, и при застывании образует множество тончайших нитей (паутинок), надежно «сшивающих» заготовки между собой. Прочность правильно выполненного шва превышает прочность самой древесины, при тестировании на излом деталь ломается не в месте склейки, а по цельному дереву.
Клейка дерева позволяет получать изделия с лучшими, чем у массивных, параметрами. В процессе склейки подбирают подходящие по фактуре и оттенкам элементы, отбраковывают поврежденные, треснутые и сучковатые участки. В результате у склеенных деталей прочность больше, чем у обычного дерева, а посредством наклеивания на лицевые поверхности тончайшего шпона изделиям придают вид ценнейших пород. Склеенная по всем правилам древесина гораздо меньше коробится, трескается и рассыхается, чем массив.
В результате у склеенных деталей прочность больше, чем у обычного дерева, а посредством наклеивания на лицевые поверхности тончайшего шпона изделиям придают вид ценнейших пород. Склеенная по всем правилам древесина гораздо меньше коробится, трескается и рассыхается, чем массив.
Чем склеивать древесину. Технология
Существует несколько способов соединения деталей при склеивании.
- Склейка дерева на гладкую фугу – соединение гладких деталей, без увеличения площади проникновения.
- Склейка на микрошип – увеличение площади проникновения на 2,5 – 5 мм за счет создания на детали зубчатого рельефа (с помощью фрезера).
- Склейка на зубчатый шип – увеличение площади проникновения на 10 мм за счет создания зубчатого шипа.
- Склейка на шпунт-гребень (шип-паз, ласточкин хвост, косой шип) – дополнительное сцепление за счет пазового соединения.
Хотя в определенных ситуациях, когда предполагаются особые условия применения, актуальны пазовые и шиповые соединения, в большинстве случаев детали склеиваются на гладкую фугу. Современные клеевые составы проникают глубоко в структуру и создают прочный шов без дополнительной выборки древесины.
Современные клеевые составы проникают глубоко в структуру и создают прочный шов без дополнительной выборки древесины.
Как склеить доски между собой. Параметры
Склеиваемая древесина должна иметь показатель влажности в пределах 8 – 12%, максимум – 18%. Если есть необходимость склеить влажные детали, используют специальный состав, в процессе затвердевания он вытягивает влагу из дерева. При склеивании болванок с различной влажностью не допускается перепад больше 2%, чтобы избежать внутреннего напряжения в клеевом шве из-за деформации более влажной детали. Температура склеиваемых заготовок колеблется в пределах 15 – 20⁰С, поэтому работы проводятся в теплых помещениях (18 — 22⁰С). На холоде большинство составов кристаллизуется, что приводит к ухудшению качества склейки и затрудняет процесс.
Заключительная подготовка древесины (строгание, фугование, обработка наждачкой) проводится непосредственно перед склеиванием, чтобы повысить проницаемость клея и избежать коробления. Важно не только подобрать детали по габаритам, структуре и внешним данным, но и правильно их расположить.
Важно не только подобрать детали по габаритам, структуре и внешним данным, но и правильно их расположить.
- При склеивании по длине используются планки только одного типа распиловки – тангентальной или радиальной;
- При склеивании и по длине, и по ширине не допускается чередование разных частей древесины – ядро укладывается с ядром, заболонь (молодая, крайняя часть) с заболонью;
- Годовые кольца соседних заготовок из досок или брусков должны быть направлены в разные стороны или под углом друг к другу от 15⁰.
Стандартная толщина мебельных щитов – 2 см, но, чтобы склеить деревянные щиты в домашних условиях, при выборе досок для щита учитывается предположительный отход при обработке, поэтому заготовку подбирают толщиной до 2,5 см. Лишок снимется в процессе первичной обработки, при устранении дефектов, и после склейки, при шлифовании щита. Если распускать для мебельного щита доску в 5 см толщиной, получаются две заготовки с одинаковой текстурой и оттенком, что увеличивает декоративность изделия. Для щитов подбираются доски древесины одной породы, шириной до 120 мм, чтобы была возможность качественно обработать кромки щита, длина болванок должна иметь запас (2 – 5 см).
Для щитов подбираются доски древесины одной породы, шириной до 120 мм, чтобы была возможность качественно обработать кромки щита, длина болванок должна иметь запас (2 – 5 см).
Клеящие составы
Клеи, используемые для изготовления клееной древесины, подразделяются на две основных группы.
Синтетические – получаемые на базе смол или поливинилацетатных дисперсий (ПВА). Они характеризуются повышенной прочностью получаемого соединения, влагостойкостью, биостойкостью. К недостаткам относится наличие вредных веществ, которые могут выделяться в окружающую среду в процессе работы и дальнейшей эксплуатации. Этим «славятся» составы на базе фенолформальдегидных смол. Современные ПВА дисперсии и их производные нетоксичны и обычно используются в бытовой сфере и считаются универсальными для дерева. Основная масса синтетических смесей готова к употреблению. Нуждается в доводке эпоксидный клей, для работы с ним входящий в комплект отвердитель смешивается с эпоксидной смолой.
Натуральные смеси – животные, растительные, минеральные. Безопасны, дают прочное соединение, но выпускаются в виде полуфабрикатов, которые приготавливаются перед использованием. Как клеить дерево ими: при приготовлении необходимо четко следовать инструкции и соблюдать дозировки, в противном случае качество клея не позволит получить прочное соединение. Для приготовления клея обычно требуется развести концентрат-порошок водой до нужной консистенции (может потребоваться определенный период для набухания) или расплавить твердые частицы. Не допускается прямое воздействие огня, применяется «водяная баня», на которой масса с добавлением воды после набухания расплавляется до однородной консистенции.
Как склеить дерево
При склеивании деревянных поверхностей клей наносится на обе детали равномерным слоем. Толщина слоя зависит от разновидности клея, его консистенции и типа склеиваемых поверхностей – чем тоньше древесина, тем тоньше слой. Клей должен смочить деталь, но не избыточно, при соединении элементов наружу должен выделиться ровный валик. Клеевые потеки удаляются с поверхности, как только немного схватятся, скребком или шпателем. Застывший лишний клей сильно портит внешний вид деталей и усложняет их дальнейшую обработку.
Клеевые потеки удаляются с поверхности, как только немного схватятся, скребком или шпателем. Застывший лишний клей сильно портит внешний вид деталей и усложняет их дальнейшую обработку.
Чем склеить деревянную заготовку.
После нанесения клея детали выдерживают определенный промежуток времени, это позволяет составу проникнуть глубже, одновременно испаряется лишня влага, концентрация клеящих веществ повышается. Во время выдержки не допускается заветривание шва на сквозняке или его запыление. Некоторые разновидности натурального клея (костный, мездровый) нужно наносить в горячем виде, мгновенно скрепляя детали без выдерживания, так как по мере остывания состав теряет свои свойства.
Инструмент для склеивания древесины
Для получения максимально прочного соединения, при склеивании древесина запрессовывается – подвергается сжатию посредством специальных прессов. В домашних условиях для этих целей используют подручные инструменты и средства – тиски, струбцины, кулачковые приспособления, рамки из металлического уголка с зажимными механизмами. Давление при прессовании древесины выдерживается в диапазоне от 0,2 до 1,2 МПа. На производстве возможны большие величины, в домашних условиях таких показателей, чтобы детали конструкции склеились, достаточно.
Давление при прессовании древесины выдерживается в диапазоне от 0,2 до 1,2 МПа. На производстве возможны большие величины, в домашних условиях таких показателей, чтобы детали конструкции склеились, достаточно.
Клееная древесина своими руками.
При соблюдении технологии склейки клеевой шов получается прочным и надежным, и, в отличие от способа соединения деталей металлическим крепежом, не портит внешний вид.
Источник: https://www.forumhouse.ru
Водостойкое склеивание мебельных щитов особенности технологии применения клеев
Мебельный щит — это листовой древесный материал, состоящий из склеенных между собой деревянных строганых брусков или ламелей. Чаще всего производители используют дуб, сосну, березу, ель, лиственницу, ясень, бук, граб, клен, пихту, акацию.
Изготовление мебельного щита — процесс непростой. Каждый этап, начиная от выбора материала и заканчивая шлифовкой изделия, требует тщательного соблюдения технологического процесса.
Преимущества мебельного щита:
- Экологичность
- Возможность получить изделие любой формы и размера;
- уменьшение деформации за счет большого числа линий склеивания;
- презентабельный внешний вид;
- широкие возможности: изготовление мебели из массивной древесины, деталей строительных конструкций, в качестве обшивки интерьеров.
Важные этапы
Чтобы изделие получилось плотным, ровным, стабильным, важно выбрать качественную древесину. Особое внимание уделяют заготовкам. Сухую необрезную доску тестируют на влажность: ее оптимальное значение должно быть в пределах 8 (±2)% и не должна превышать 12%. Влажность выше может вызвать образование щелей и зазоров при усыхании, а также увеличить время склеивания.
Следующий этап — нарезка доски на одинаковые по своим размерам ламели. К примеру, для щита 40 мм напиливают заготовки 50 на 50 мм. Их обязательно проверяют на брак, исключая отклонение в размерах, сучки, трещины, запилы на поверхностях. Нужно исключить все неровности, которые могут привести к деформации и плохой склейке деталей. Отобранные ламели перемещают на сборочный стол, чтобы отобрать идентичные по цвету и структуре. Если присмотреться к готовому изделию, щит будет напоминать распущенный ствол дерева.
Их обязательно проверяют на брак, исключая отклонение в размерах, сучки, трещины, запилы на поверхностях. Нужно исключить все неровности, которые могут привести к деформации и плохой склейке деталей. Отобранные ламели перемещают на сборочный стол, чтобы отобрать идентичные по цвету и структуре. Если присмотреться к готовому изделию, щит будет напоминать распущенный ствол дерева.
В ход идут и кусочки, которые остались после отбраковки. Их сортируют по длине, нарезают с обеих сторон замки, с помощью которых собирают длинную ламель. Замок состоит из шипов и полочки — для надежного сцепления и фиксации, которые производят на специальном продольном станке. Сращенные ламели повторно обрабатывают с четырех сторон на станке.
Следующим этапом проходит склейка. Перед склеиванием детали должны быть не только хорошо отфугованы, но и очищены от пыли, жиров, масел и акклиматизированы. Склеивание следует проводить при температуре 18-20°С и влажности воздуха 65-70%.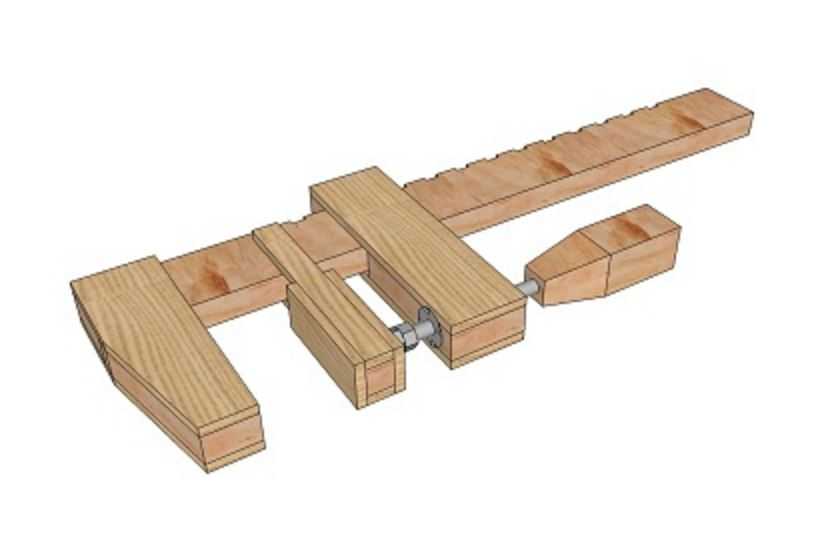 Не рекомендуется проводить склеивание при температуре ниже 17°С. В случае увеличения времени сушки клеевого слоя из-за низкой температуры в помещении рекомендуется нагревать древесину (склеиваемый материал) для лучшего впитывания клея или поднять температуру в цехе до рекомендуемой. Перед склейкой обязательно контролируют влажность заготовок, на соседних ламелях этот показатель не должен отличаться более чем на 1,5 процента. Для соединения деталей в 90% случаях используют водостойкий клей Д3. Перед применением клей необходимо тщательно перемешать. Состав наносят на предварительно разложенные по порядку детали, которые зажимают специальными инструментами. В таком положении щит оставляют на 30-40 минут. Затем снимают, выдерживают еще сутки для полного застывания клея. На следующий день остается произвести калибровку щита по толщине, шлифовку и торцовку по длине.
Не рекомендуется проводить склеивание при температуре ниже 17°С. В случае увеличения времени сушки клеевого слоя из-за низкой температуры в помещении рекомендуется нагревать древесину (склеиваемый материал) для лучшего впитывания клея или поднять температуру в цехе до рекомендуемой. Перед склейкой обязательно контролируют влажность заготовок, на соседних ламелях этот показатель не должен отличаться более чем на 1,5 процента. Для соединения деталей в 90% случаях используют водостойкий клей Д3. Перед применением клей необходимо тщательно перемешать. Состав наносят на предварительно разложенные по порядку детали, которые зажимают специальными инструментами. В таком положении щит оставляют на 30-40 минут. Затем снимают, выдерживают еще сутки для полного застывания клея. На следующий день остается произвести калибровку щита по толщине, шлифовку и торцовку по длине.
Виды клея
Для склеивания мебельных щитов использует несколько видов клеевых составов. Чаще всего это — водостойкий клей Д3. Для изделий, используемых в условиях влаги – водостойки клеи Д4, а для материалов, подвергаемых воздействиям воды и нагрева – полиуретановый влагоотверждаемый клей Д4.
Чаще всего это — водостойкий клей Д3. Для изделий, используемых в условиях влаги – водостойки клеи Д4, а для материалов, подвергаемых воздействиям воды и нагрева – полиуретановый влагоотверждаемый клей Д4.
homakoll 019 – водостойкий клей Д3. Подходит для склеивания с использованием специального оборудования, в том числе прессов с ТВЧ. Также клей применим для склеивания древесины в условиях столярных мастерских без специального оборудования. Клей бесцветный, поэтому его не видно на готовом изделии. И достаточно прочный: прочнее древесины крепкого от природы бука. Состав работает очень быстро: буквально через 2,5 минуты прочность клеевого шва достигает 20%, спустя пять минут — 40%.
homakoll 019 М — водостойкий клей Д3. Подходит для пород древесин, склонных к окрашиванию клеевого шва. В процессе хранения клей не склонен к гелеобразованию. Прочность клеевого шва в 1,5 раза выше европейской нормы по DIN EN 204:2001.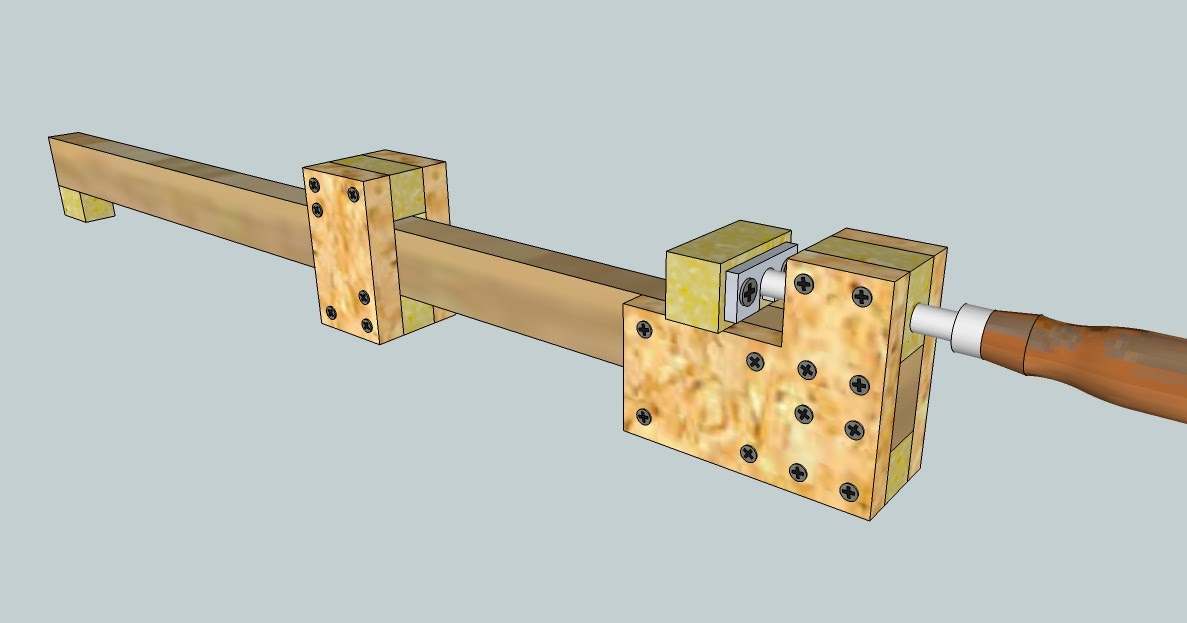 И это большой плюс.
И это большой плюс.
homakoll 017 — универсальный «солдат». Может работать в однокомпонентном варианте Д3. Или используется в двухкомпонентном варианте Д4 – с 5% отвердителя homakoll 915. Клей быстро схватывается и подходит для твердых пород древесины.
homakoll 707 — влагоотверждаемый полиуретановый клей Д4. Не часто используют в склеивании мебельных щитов, но он отлично зарекомендовал себя в мебельном производстве. Клей создает суператмосферостойкое соединение, которое необходимо для создание мебельных щитов для производства садовой мебели, входных дверей, мебели и отделки для саун и ванных комнат.
homakoll 150С — клей класса влагостойкости Д2. В производстве мебельных щитов применяется в сращивании ламелей. Клеящая способность в 2 раза выше гост 18992-80 по ПВАД. Помимо прочности склеивания, состав не окрашивает древесину, образует бесцветный шов и отличается морозостойкостью. Компания Хома располагает большим ассортиментом клеев, которые успешно используют в производстве мебельных щитов. Каждый состав представлен в широком диапазоне вязкостей, а также может быть доработан под специализированные запросы. Для того, чтобы потребитель получил качественный материал, эксперты тщательно отслеживают каждый этап производства. Только после нескольких проверок отдела контроля качества клею присваивается паспорт. Проверку на водостойкость EN 204 проходит каждая десятая выпущенная партия. Купить клей для водостойкого склеивания Д3 и Д4 вы можете в любом регионе России. Обратитесь по телефону или по форме заявки на сайте для получения лучшего варианта приобретения.
Компания Хома располагает большим ассортиментом клеев, которые успешно используют в производстве мебельных щитов. Каждый состав представлен в широком диапазоне вязкостей, а также может быть доработан под специализированные запросы. Для того, чтобы потребитель получил качественный материал, эксперты тщательно отслеживают каждый этап производства. Только после нескольких проверок отдела контроля качества клею присваивается паспорт. Проверку на водостойкость EN 204 проходит каждая десятая выпущенная партия. Купить клей для водостойкого склеивания Д3 и Д4 вы можете в любом регионе России. Обратитесь по телефону или по форме заявки на сайте для получения лучшего варианта приобретения.
Технология склеивания массивной древесины
Содержание страницы
- 1. Способы склеивания массивной древесины по длине
- 1.1. Виды шиповых соединений
- 1.2. Параметры зубчатого шипового соединения
- 1.3. Технология склеивания по длине
- 2. Технология изготовления мебельных щитов
- 2.
 1. Схема технологического процесса изготовления мебельных щитов из массивной древесины
1. Схема технологического процесса изготовления мебельных щитов из массивной древесины - 2.2. Форматная обрезка и шлифование мебельных щитов
- 2.
- 3. Клееные деревянные конструкции
- 3.1. Преимущества клееных деревянных конструкций
- 3.2. Технологический процесс изготовления клееных деревянных конструкций
- 4. Технология клееного бруса
- 4.1. Область применения клееного бруса
- 4.2. Основные операции технологического процесса изготовления клееных деревянных конструкций
1. Способы склеивания массивной древесины по длине
1.1. Виды шиповых соединений
Очень часто при изготовлении различных изделий из древесины необходимо соединить разные детали склеиванием. Применение шипового соединения придает изделию необходимую прочность.
Шиповое соединение состоит из двух частей — шипа и гнезда проушины. Шип — это выступ, который находится на конце одной из соединяемых деталей. Шип вставляется в проушину либо гнездо другой соединяемой детали. Можно встретить одинарный (рис. 1), двойной (рис. 1) и многократный шипы (рис. 1). Шипы делятся на цельные и вставные. Цельным называется шип, который составляет с деталью единое целое. Вставной шип выполняется отдельно от детали. Помимо приведенных существует еще несколько цельных шиповых соединений: «ласточкин хвост» (рис. 1, ), зубчатое соединение (рис. 1).
Можно встретить одинарный (рис. 1), двойной (рис. 1) и многократный шипы (рис. 1). Шипы делятся на цельные и вставные. Цельным называется шип, который составляет с деталью единое целое. Вставной шип выполняется отдельно от детали. Помимо приведенных существует еще несколько цельных шиповых соединений: «ласточкин хвост» (рис. 1, ), зубчатое соединение (рис. 1).
Кроме повышения прочности изделия шиповое соединение может применяться с целью повышения полезного выхода. На рисунке показан мебельный щит с сучками и без сучков.
Мебельный щит без сучков имеет лучший внешний вид по сравнению с предыдущим.
Рис. 1 Виды шипов: а — одинарный; б — двойной; в — круглый; г — односторонний «ласточкин хвост»; д — многократный; , е,ж — «ласточкин хвост»; з — зубчатый.
Как известно, существуют различные виды пороков строения древесины, которые могут значительно ухудшить внешний вид изделия. К ним относят сучки, трещины, обзол и др. (рис. 2). Эти пороки выпиливают (рис. 3), фрезеруют шиповое соединение (рис. 4), оставшиеся части брусков сращивают по длине. Зубчатый шип некоторым образом зрительно ухудшает внешний вид, поэтому такие детали применяются под покраску (рис. 5).
3), фрезеруют шиповое соединение (рис. 4), оставшиеся части брусков сращивают по длине. Зубчатый шип некоторым образом зрительно ухудшает внешний вид, поэтому такие детали применяются под покраску (рис. 5).
Склеивание короткомерных пиломатериалов из массивной древесины по длине позволяет повысить полезный выход. Склеивание в торец характеризуется низкой прочностью (менее 10% прочности натуральной древесины) и поэтому не применяется. Склеивание на ус (рис. 6) является достаточно прочным соединением. Однако при этом требует большой длины шипа и как следствие увеличения расхода материала. Склеивание на зубчатый шип (рис. 6) наиболее предпочтительно, так как обеспечивает 50–60% прочности от цельной древесины.
Рис. 2 Пороки строения древесины в пиломатериалах
Рис. 3 Схема удаления пороков
Рис. 4 Зубчатое шиповое соединение
Рис. 5 Склеивание по длине
Рис. 6 Виды зубчатого шипового соединения: а — склеивание на ус; б — склеивание на зубчатый шип.
1.2. Параметры зубчатого шипового соединения
Горизонтальные шипы применяются в соединениях, не требующих высоких прочностных свойств, вертикальные шипы — в конструкционных соединениях.
Зубчатое соединение характеризуется шагом, длиной и величиной затупления (рис. 7).
Зазор необходим для удаления излишков клея. Длина шипа выбирается в зависимости от назначения (обшивка, наличник — 5 мм; настил — 30 мм).
Рис. 7 Параметры зубчатого шипа
Вид применяемого при склеивании клея выбирается в зависимости от назначения. Поливинилацетатные, карбамидоформальдегидные и казеиновые клеи применяются при изготовлении изделий, эксплуатируемых внутри помещений; фенолоформальдегидные — для изделий, эксплуатируемых снаружи помещений.
Формирование шипа производится в два этапа: выравнивание поверхности (чистовая торцовка) и фрезерование шипа на фрезерных или шипорезных станках. С противоположной стороны бруска шаг зубчатого соединения должен быть смещен на полшага.
1.3. Технология склеивания по длине
Склеивание заготовок по длине выполняется в следующей последовательности. Вначале производится продольный раскрой на многопильных станках. Затем поперечный раскрой на кратные заготовки с удалением дефектных мест (рис. 8).
Для фрезерования зубчатого шипа применяются фрезы (рис. 9).
Рис. 8 Выпиливание дефектных мест
Рис. 9 Фреза для фрезерования зубчатого шипа
Рис. 10 Клеевые вальцы
Нанесение клея может быть осуществлено кистью, окунанием или гребенчатыми клеевыми вальцами (рис. 10). Расход клея составляет до 400 г/м2.
Лучшим способом является склеивание брусков бесконечной длины с последующим их раскроем на требуемый размер (см. рис. 11).
Сборка и запрессовка производится в пневматических или гидравлических ваймах (см. рис. 12). Горизонтальное давление обеспечивает плотный контакт зубчатого соединения. А вертикальное давление создается для предотвращения выгибания заготовки.
Продолжительность запрессовки с выдавливанием излишков клея составляет 2 с. Отверждение клея происходит вне установки. Сила и надежность самозаклинивания достаточны для раскроя сразу после склеивания. Прочность склеивания характеризуется пределом прочности при статическом изгибе.
Рис. 11 Схема сращивания брусков с последующим их раскроем на требуемый размер
Рис. 12 Вайма для склеивания на зубчатый шип
2. Технология изготовления мебельных щитов
2.1. Схема технологического процесса изготовления мебельных щитов из массивной древесины
Мебельный щит склеивается из деревянных строганых брусков (реек) шириной от 10 до 50 мм. При изготовлении мебельных щитов применяется древесина хвойных и лиственных пород. Мебельные щиты применяются при изготовлении столярно-строительных изделий, деталей интерьера, но чаще всего в мебельном производстве.
Схема технологического процесса изготовления мебельных щитов из массивной древесины представлена на рисунке 13.
Рис. 13 Схема технологического процесса изготовления мебельного щита
Для склеивания мебельных щитов используют бруски (ламели), из которых удалены дефекты и сращенные по длине. Нанесение клея на поверхность производят ручным способом (рис. 14) или при помощи клеевых вальцов.
Рис. 14 Нанесение клея ручным способом
Рис. 15 Веерная вайма с механическим зажимом
Рис. 16 Ваймы с гидравлическим зажимом
Рис. 17 Одноэтажный гидравлический пресс для склеивания мебельных щитов
Для склеивания могут применяться ваймы, в которых зажим брусков с нанесенным клеем механический. Для увеличения производительности их делают веерными (см. рис. 15). При склеивании щитов также могут применяться ваймы (прессы) с гидравлическим зажимом (рис. 16). Склеенные в ваймах бруски могут быть смещены относительно друг друга, что потребует выравнивания поверхности щитов в рейсмусовых станках.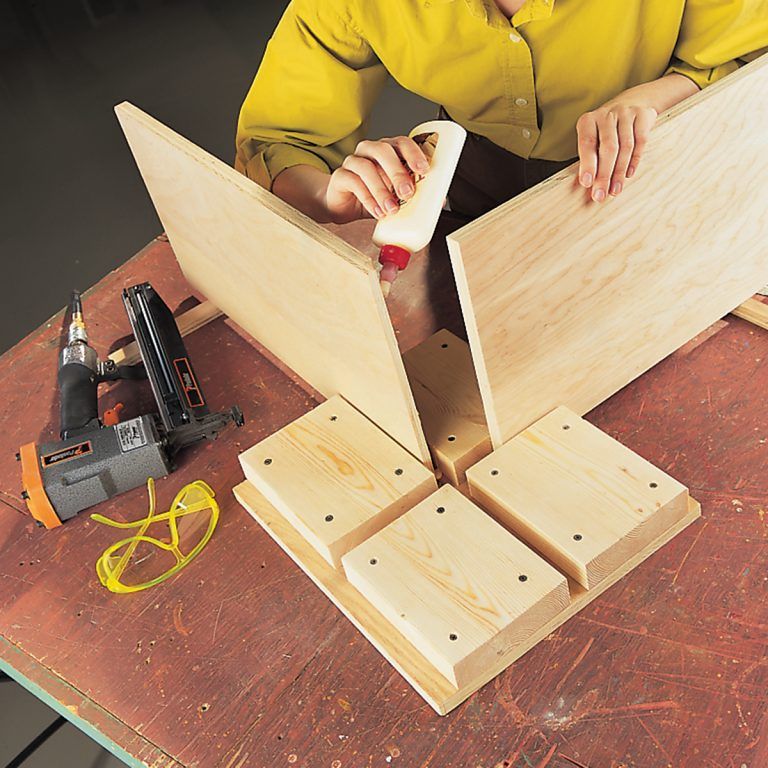
Этого недостатка лишены щиты, склеенные в одно( этажных гидравлических прессах (рис. 17).
Поверхность щитов получается более ровной, и в этом случае не требуется обработка в рейсмусных станках. Для уменьшения продолжительности склеивания плиты пресса выполнены обогреваемыми. При изготовлении мебельных щитов необходимо соблюдать следующие правила.
- Склеиваемые бруски для предотвращения коробления должны собираться «вразбежку» (в соседних брусках направление волокон не должно совпадать).
- Ширина брусков должна быть кратной двум-трем толщинам = (2–3).
- Промежуток времени от нанесения клея на поверхность до склеивания не должен превышать 5 мин.
- Боковые поверхности реек для предотвращения появления щелей между ними должны быть строго перпендикулярны пласти.
- Склеиваемые бруски не должны быть покоробленными и их желательно склеивать сразу после строгания.
- Влажность древесины должна быть 8 ± 2%.
- Расход клея 180–220 г/м2.
 После склеивания щи( тов должна быть предусмотрена технологическая выдержка в плотных стопах в течение 5–24 ч.
После склеивания щи( тов должна быть предусмотрена технологическая выдержка в плотных стопах в течение 5–24 ч. - В верхних щитах пачки могут подсыхать верхние слои после склеивания. Для предотвращения коробления верхних щитов всю пачку необходимо укрывать полиэтиленом.
- Щиты длиной более 2 м подвергаются короблению в большей степени, чем короткие, к тому же их труднее обрабатывать. Поэтому лучше склеивать заготовки не( больших размеров.
2.2. Форматная обрезка и шлифование мебельных щитов
После склеивания производится обрезка мебельных щитов по формату (рис. 18) на форматно-обрезных станках. Для предотвращения образования сколов на поверхности щита в обрезных станках должны быть установлены подрезатели (рис. 19).
Готовые плиты имеют значительную разнотолщинность. Кроме того, на поверхности плит могут быть раз, личные дефекты — вмятины, загрязнения и т. д. По, этому после склеивания и выдержки щитов производят шлифование их поверхности на широколенточных шлифовальных станках. Обработка производится шлифовальными лентами разной зернистости в два этапа (рис. 20).
Обработка производится шлифовальными лентами разной зернистости в два этапа (рис. 20).
Вначале шлифовальными лентами более крупной зернистости снимают примерно 70% от величины припуска (калибруют), затем лентами с более мелкой зернистостью снимают оставшийся припуск (рис. 21). На первом этапе шлифования применяют отечественные шлифовальные ленты с номером зернистости 40–50, импортные — 36–40. На втором этапе шлифования применяют ленты с номером зернистости отечественные 16–25, им, портные — 80–100. Общий припуск на шлифование составляет 1–2 мм.
Сортируют плиты в зависимости от количества и видов дефектов строения древесины на поверхности (рис. 22) и от дефектов обработки поверхности. Качество склеивания оценивают по прочности при скалывании по клеевому слою (не менее 4 МПа).
Также контролируют предел отклонения размеров разных длин диагоналей, шероховатость, покоробленность. Качественные показатели мебельных щитов регламентируются требованиями заказчика или нормативных документов.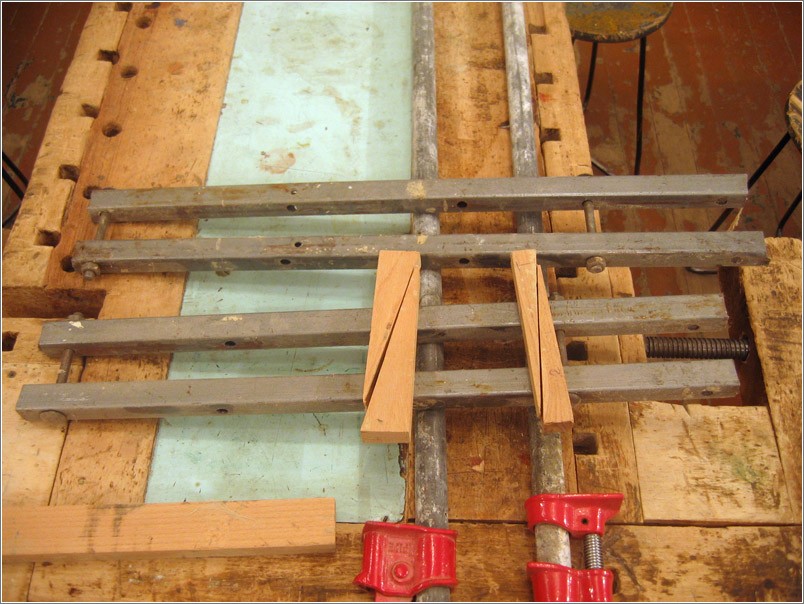 Хранят плиты в сухих отапливаемых помещениях.
Хранят плиты в сухих отапливаемых помещениях.
Рис. 18 Форматно-обрезной станок для обрезки кромок по формату
Рис. 19 Применение подрезателей при обрезке щитов
Рис. 20 Широкие шлифовальные ленты для обработки поверхности мебельных щитов
Рис. 21 Схема двухэтапной обработки мебельных щитов в шлифовальных станках
Рис. 22 Мебельный щит
3. Клееные деревянные конструкции
3.1. Преимущества клееных деревянных конструкций
Клееные деревянные конструкции применяют при изготовлении конструкций и изделий строительного назначения.
Благодаря легкости, прекрасным эстетическим и теплотехническим свойствам, высокой прочности и огнестойкости клееная древесина все чаще используется в объектах строительства и реконструкции. С ее применением можно создавать покрытия зданий различного назначения пролетами до 100 м. Богатый опыт применения этого материала позволяет использовать его в строительстве как жилых, так и производственных или общественных зданий любой сложности.
Несмотря на то что клееные деревянные конструкции являются достаточно новым материалом, они могут беспрепятственно применяться не только в малоэтажном домостроении, но и в таких социально значимых объектах, как спорткомплексы, аквапарки, торговые центры, мосты. Естественно, проекты должны соответствовать всем существующим строительным нормативам и требованиям. Если есть какие%то отступления, то в проекте могут быть предусмотрены компенсирующие мероприятия (покрытие конструкций защитными пропитками) или разработка специальных технических условий.
Для изготовления клееных деревянных конструкций применяют древесину хвойных и лиственных пород. Породу древесины определяют по назначению и условиям эксплуатации конструкций. Для изготовления несущих конструкций используются в основном пиломатериалы хвойных пород (сосна, ель, лиственница) не ниже II сорта по ГОСТ 1713%2007. Для изготовления ненесущих конструкций используются в основном пиломатериалы хвойных пород (сосна, ель, лиственница) не ниже III сорта по ГОСТ 1713-2007.
Безопасность и долговечность деревянных клееных конструкций в определенной степени зависит от типа и марки применяемого клея, его эксплуатационных и технологических свойств. К основным эксплуатационным свойствам клеев, применяемых в производстве клееной древесины, относят прочность клеевого соединения, т. е. его способность сохранять прочность в течение заданного срока эксплуатации изделий; эластичность клеевого соединения; водостойкость как способность клеевого соединения сохранять прочность после длительного или интенсивного воздействия воды на изделия; морозостойкость, биостойкость, температуро- и пожаростойкость, т. е. способность клея сохранять прочность при воздействии высоких температур и открытого огня. Клеевые системы характеризуются разнообразием композиций смол с различными свойствами, используемых отвердителей и наполнителей, способами нанесения клея.
При выборе средств и способов защиты деревянных клееных конструкций основное внимание должно быть обращено на предохранение их от переменного увлажнения и высушивания. При соблюдении требований конструкционной профилактики вероятность выхода из строя деревянных клееных конструкций массивного сечения в зданиях в результате биоразрушения столь незначительна, что подвергать их биозащитной обработке, как правило, не требуется.
При соблюдении требований конструкционной профилактики вероятность выхода из строя деревянных клееных конструкций массивного сечения в зданиях в результате биоразрушения столь незначительна, что подвергать их биозащитной обработке, как правило, не требуется.
По функциональному назначению средств для обработки клееных деревянных конструкций можно разделить на четыре основные группы:
- декоративные;
- влагозащитные;
- биозащитные;
- огнезащитные.
На практике часто приходится сталкиваться с необходимостью проведения комплексной и комбинированной обработки клееной древесины. Например, если в процессе эксплуатации не исключено увлажнение древесины, способное привести к появлению грибов, то необходимо предусмотреть защиту клееных деревянных конструкций не только от биоразрушения, но и от увлажнения.
В ряде случаев помимо биовлагозащитной обработки по требованиям пожарной безопасности необходима огнезащита клееных деревянных конструкций. Для защиты торцов массивных клееных элементов от увлажнения и расслаивания при эксплуатации в условиях повышенной или переменной влажности используют гидроизолирующие мастичные составы.
Применению клееной древесины в качестве конструкционного материала способствует целый ряд ее свойств:
- малая собственная масса при высокой прочности;
- высокая заводская готовность конструкций;
- технологичность изготовления изделий различных габаритов и форм; простота сборки и обработки конструкций на строительной площадке;
- восполняемость сырьевой базы.
В гражданском строительстве клееные деревянные конструкции привлекают возможностью создания разнообразных конструктивных схем, в том числе пространственных.
Важным отличием деревянных клееных конструкций от железобетонных и металлических является простота изготовления индивидуальных изделий. В гражданских зданиях типа спортзалов, крытых рынков, манежей, павильонов использование клееных деревянных конструкций снижает вес покрытия в 4–5 раз, трудоемкость монтажа до 20%, расход стали до 50%.
Достоинство деревянных клееных конструкций — возможность создания конструкций практически любых размеров и форм. Однако проектирование и изготовление оригинальных конструкций целесообразно лишь для отдельных зданий и сооружений, в том числе уникальных по размерам или по техническому решению. В остальных случаях следует использовать унифицированные конструкции и их элементы, более доступные для серийного изготовления.
Однако проектирование и изготовление оригинальных конструкций целесообразно лишь для отдельных зданий и сооружений, в том числе уникальных по размерам или по техническому решению. В остальных случаях следует использовать унифицированные конструкции и их элементы, более доступные для серийного изготовления.
3.2. Технологический процесс изготовления клееных деревянных конструкций
Схема технологического процесса изготовления клееных деревянных конструкций приведена в таблице 1.
Технологический процесс изготовления клееного бруса для несущих конструкций рассмотрим на примере предприятия «Нижегородский деревообрабатывающий комбинат» ДОК-78.
Таблица 1. Схема технологического процесса изготовления клееных деревянных конструкций
| № п/п | Операция | Изображение | |||
| 1. | Сушка пиломатериалов до влажности 8-12% | ||||
2. | Подготовка базовых поверхностей для сращивания | ||||
| 3. | Вырезка дефектных мест | ||||
| 4. | Сращивание по длине | ||||
| 5. | Фрезерование ламелей перед склеиванием по ширине | ||||
| 6. | Склеивание по ширине | ||||
| 7. | Фрезерование мини-шипа на торцах и склеивание щитовых заготовок по длине | ||||
| 8. | Фрезерование заготовок для получения точной геометрической формы | ||||
| 9. | Нанесение клея на пласть | ||||
| 10. | Склеивание прямолинейного бруса | ||||
11. | Склеивание криволинейного бруса | ||||
| 12. | Окончательная механическая обработка для получения точной геометрической формы | ||||
| 13. | Окончательная механическая обработка криволинейного бруса на специализированном четырехстороннем строгальном станке с целью получения точной геометрической формы |
Технологический процесс производства клееного бруса начинается на складе, где осуществляется сортировка лесоматериалов хвойных пород, после чего производится изготовление на лесопильном станке обрезных пиломатериалов (рис. 23).
Далее производится сушка пиломатериалов в сушильных камерах с автоматическим программированием управления, функциями нагрева, вентиляции и увлажнения (рис. 24).
Рис. 23 Изготовление обрезных пиломатериалов
Четырехсторонний станок продольного фрезерования обрабатывает стороны ламелей для придания правильных геометрических размеров и вскрытия дефектов (см. рис. 25). Из станка выходят гладкие заготовки требуемых размеров прямоугольного сечения с прямой кромкой.
рис. 25). Из станка выходят гладкие заготовки требуемых размеров прямоугольного сечения с прямой кромкой.
Рис. 24 Сушилка с пакетами пиломатериалов
Рис. 25 Четырехсторонний строгальный станок
Автоматический торцовочный станок линии оптимизации осуществляет вырезку промаркированных оператором пороков в автоматическом режиме. Пороки маркируются флуоресцентным мелом, который распознается расположенной на пиле камерой. При наличии трещин на торцах досок они автоматически выпиливаются без предварительной маркировки. Отходы отбрасываются, а кондиционные заготовки направляются к линии сращивания в длину на зубчатый шип.
На линии сращивания сначала фрезеруют на торцах заготовки зубчатый шип, а затем наносят на них клей и прессуют заготовки в доску или балку бесконечной длины, которая затем торцуется на требуемые размеры. После чего производится технологическая выдержка для отверждения клея продолжительностью до 8 ч в зависимости от вида клея.
Четырехсторонний станок продольного фрезерования осуществляет строгание ламелей с верхней и нижней пластей детали.
Клеенаносящий станок (рис. 26) осуществляет нанесение клея на поверхность детали, после чего заготовки подаются в пресс для склеивания (рис. 27).
Рис. 26 Нанесение клея на поверхность детали
Рис. 27 Пресс для склеивания клееных деревянных конструкций
Режим прессования:
- температура помещения, °C 16;
- температура клея, °C 18 ± 1;
- жизнеспособность клея, ч 2–4;
- расход клея, г/м2 250–350;
- время открытой выдержки (от нанесения клея до сборки), мин 10;
- время закрытой выдержки (от сборки до запрессовки), мин 30;
- давление, МПа 3–5;
- время прессования, ч 8–10;
- время выдержки после запрессовки, ч 8. Транспортировка склеенных заготовок осуществляется цеховым краном.
Станок продольного фрезерования балок выполняет двух- или четырехстороннюю обработку прямых или гнутых балок с фаской или без. В настоящее время для этих целей используются станки с рабочей шириной от 400 до 2600 мм. При производстве только прямых балок перед и после станка должен располагаться роликовый транспортер, для прямых и гнутых балок необходима подвижная тележка, так как сам строгальный станок установлен на поворотном круге и поворачивается в зависимости от радиуса балки. Укладка детали перед станком и съем ее после обработки осуществляется с помощью крана, а для небольших изделий — с помощью штабелеукладчика.
К оборудованию для завершающих операций относятся станок для торцовки и раскроя балок и бруса и обрабатывающий центр. Также требуется многочисленный ручной инструмент, применяющийся для формирования различных врезок, сверления и фрезерования, необходимого для строительных конструкций.
С помощью толкателя брус роликовым транспортером направляется в торцовочный станок, где сначала производится врезание, а затем балка раскраивается на длины в соответствии с заданной программой.
Операция упаковки необходима для защиты балок при транспортировке от загрязнения и влажности. Обычно изделия оборачивают пленкой (стандартными считаются сечения от 6×12 до 16×36 см и длиной 12–18 м) и затем укладывают на склад временного хранения.
Для защиты от увлажнения и разрушения клеевого слоя на торцовые поверхности конструкции наносят эпоксидную шпатлевку на рабочем месте.
Режим нанесения шпатлевки:
- температура воздуха, °C 18–20;
- относительная влажность, % 65–75;
- расход шпатлевки, кг/м2 1,9.
Следующей операцией по изготовлению клееных конструкций является отделка, которая осуществляется на отделочных участках. Конструкции укладываются в пакеты и с помощью крана подаются на транспортные тележки и удаляются из цеха для дальнейшей обработки. Обрезки, стружка, опилки удаляются с помощью пневматического транспорта.
4. Технология клееного бруса
4.1. Область применения клееного бруса
Изготовление деталей строительного назначения из клееного бруса значительно улучшает прочностные и эксплуатационные характеристики изделий. Балки из клееного бруса используются при устройстве полов, крыш и потолков (рис. 28). Также из клееного бруса изготавливаются стены (рис. 29).
Рис. 28 Применение клееного деревянного бруса в деревянном домостроении
Рис. 29 Стены дома из клееного бруса
Клееный брус применяется при изготовлении деревянных окон (рис. 30).
Рис. 30 Применение клееного бруса при изготовлении окон
4.2. Основные операции технологического процесса изготовления клееных деревянных конструкций
Схема технологического процесса изготовления клееных деревянных конструкций приведена на рисунке 31. Технологический процесс изготовления клееного бруса состоит из следующих основных операций (рис. 32–41):
- поперечный раскрой пиломатериалов и вырезка дефектных мест на торцовочном станке;
- фрезерование зубчатого шипа;
- склеивание заготовок по длине;
- предварительная торцовка пиломатериала на торцовочном станке;
- строгание ламелей с четырех сторон на четырехстороннем строгальном станке;
- нанесение клея на поверхность ламелей;
- склеивание заготовок на гидравлическом вертикальном прессе;
- фрезерование профиля заготовки;
- чистовая торцовка в размер;
- выпиливание или фрезерование пазов под сборочные элементы;
- упаковка.
Рис. 31 Схема технологического процесса изготовления клееных деревянных конструкций
Рис. 32 Поперечный раскрой пиломатериалов на торцовочном станке
Рис. 33 Торцовка и вырезка дефектных мест
Рис. 34 Склеивание заготовок по длине на линии сращивания
Рис. 35 Фрезерование ламелей с четырех сторон
Рис. 36 Нанесение клея на поверхность ламелей на четырехстороннем строгальном станке
Рис. 37 Склеивание заготовок на гидравлическом вертикальном прессе
Рис. 38 Фрезерование профиля заготовки на четырехстороннем строгальном станке
Рис. 39 Чистовая обрезка в размер
Рис. 40 Выпиливание углов
Рис. 41 Упаковка деталей клееного бруса
Рис. 42 Схема сборки ламелей клееного бруса «вразбежку»
При изготовлении клееного бруса необходимо учитывать возможность появления коробления в процессе эксплуатации. Для уменьшения вероятности коробления клееного бруса в процессе эксплуатации сборка заготовок должна производиться таким образом, чтобы направления волокон в смежных ламелях не совпадали (рис. 42).
Просмотров: 3 285
Склейка щитов из дерева. Как сделать мебельный щит. Распускаем массив на заготовки
ОСОБЕННОСТИ ТЕХНОЛОГИИ ИЗГОТОВЛЕНИЯ МЕБЕЛЬНОГО ЩИТА
(СПбГЛТА, г. Санкт-Петербург, РФ)
The article places for consideration key regulations of the technology of manufacture furniture shield, as well as conditions and factors having influence on the quality of treatment of the furniture shield and its gluing.
Мебельный щит — как основной полуфабрикат, применяемый в производстве изделий корпусной мебели из цельной древесины, лестничных деталей и др., является самым востребованным экологически чистым материалом. И в тоже время процесс его изготовления характеризуется трудо-, материало-, и энергозатратным, в отличие от технологии изготовления плитных материалов таких как ДСтП, ДВП, MDF.
Многооперационность технологического процесса обусловлена спецификой самого материала – древесины – как объекта обработки, применяемого оборудования и материалов, а также требований к качеству конечного продукта . Древесина обладающая анизотропией свойств, различной плотностью, строением, пороками, видом распиловки существенно влияет на выбор технологии. Существует несколько схем технологического процесса изготовления, но наиболее распространенная и эффективная так называемая “шведская” технология. Но в любом случае, соблюдение технологии, режимов, параметров обработки — это гарантия получения мебельного щита высокого качества, удовлетворяющего потребительским и эксплуатационным требованиям. Как правило, ламели в мебельном щите склеиваются на гладкую фугу с использованием клеев на основе ПВАД с добавлением отвердителя, либо без него если это не указано в техническом задании . Такие связующие обладают прозрачным, эластичным клеевым швом высокой прочности, что необходимо для мебельного щита, выдерживают температурные и влажностные деформации, механические нагрузки. С использованием этих клеев в технологии склеивания можно применять интенсификацию ТВЧ нагрев или кондуктивный.
Необходимо отметить следующие условия технологического процесса, без которых склеивание качественного щита невозможно:
Однородность влажностных показателей качества сушки пиломатериалов . Требуемая по технологии конечная влажность (для мебельного щита она составляет 8±1,5%). Такие жесткие пределы по влажности обусловлены эксплуатационными и технологическими требованиями. Нижний, связан с процессом склеивания (смачиваемость поверхности связующим, впитываемость, проникающая способность клея), дальнейшей механической обработкой щита (калибрование, шлифование, фрезерование). Пересушенная древесина ухудшает качество её обработки, образует сколы, лущится волокно, обладает низкой пластичностью. Слишком высокая влажность пиломатериалов подлежащих обработке приводит к еще худшим проблемам при склеивании щита, его дальнейшем шлифовании и отделки. При строгании качество прифугованной поверхности ламелей получается неудовлетворительное из-за образования ворсистости. Высокая влажность ламелей влияет на продолжительность выдержки в горячем прессе, на полимеризацию связующего и прочность клеевого шва. Неоднородность влажностных показателей качества сушки пиломатериалов, особенно перепады влажности по их сечению, в результате раскроя на ламели приводит к тому, что в набранный щит попадают рейки с различной влажностью, отличающейся от средней. Это способствует появлению различного рода деформаций. Стремление ламелей к равновесному влажностному состоянию в склеенном щите при выдержке его в определенных условиях, способствует в различной степени к их усушке и разбуханию. Такие процессы влекут за собой либо коробление щита, либо растрескивание его по торцам при его обработке и эксплуатации.
Безусловно, однородность влажностных показателей качества сушки, является ключевым условием для производства мебельного щита на высоком уровне.
Геометрия ламелей, т. е. прямоугольность и формоустойчивость. Для прессования это очень важное условие. Если оно не соблюдается, должного контакта между поверхностями склеивания не обеспечивается, образуется непроклей по всей длине щита — это брак. Геометрия ламелей может быть достигнута точностью настройки оборудования, квалификацией обслуживающего персонала и технической оснасткой станков на которых выполняется обработка пиломатериалов. Современное оборудование позволяет выполнить данное требование, но не всегда. Поламельное строгание гарантирует геометрию, в том случае если ножи в строгальных барабанах выставлены перпендикулярно столам (базам строгания) и четкостью отрабатывания прижимов и подающих роликов. При использовании шведской технологии, т. е. строгание пиломатериалов с одновременным раскроем их на ламели, обеспечивается наиболее точная перпендикулярность обрабатываемых граней, т. к. пильный вал с поставом пил находится перпендикулярно столам. Правильное позиционирование пильного вала по отношению к столам четырехстороннего станка, а также настройка прижимов даст возможность получить ламель со строго перпендикулярными сторонами.
Количество наносимого связующего на склеиваемые поверхности (расход клея). Расход клея регламентируется фирмой-поставщиком, но конкретизируется условиями склеивания, вязкостью, породой древесины ее влажностью, оборудованием для нанесения и др. В среднем расход составляет 120-150 г/кв. м. Недостаточное нанесение связующего причина низкой прочности клеевого шва и как следствие расклеивание щита. Слишком большой расход – необходимо увеличивать продолжительность выдержки, как перед прессованием, так и в процессе склеивания, производительность ведущего оборудования резко падает. В технологии нанесения клея удобно использовать вальцовый способ. Верхний прижимной регулируемый, нижний – рифленый с канавками, глубина и ширина которых имеет определенные размеры. Клей в процессе его нанесения на ламель должен располагаться на поверхности в виде ровных полосок без разрывов.
Давление прессования. Неотъемлемое условие склеивания, без давления прессования обеспечить должный контакт между склеиваемыми поверхностями невозможно. Необязательно давление должно быть высоким, чтобы исключить деформацию ламелей в щите. Критерием оценки давления прессования является небольшое количество выступившего клея по торцам и на поверхность щита.
Перечисленные выше условия являются необходимыми, не выполнение их влечет за собой серьезные экономические проблемы для предприятия. Увеличивается процент брака, хорошо если он отслеживается на начальных операциях, а не в конечном изделии у потребителя.
Помимо основных условий в технологии изготовления мебельного щита существует ряд особенностей, о которых следует упомянуть.
Во-первых, продолжительность технологических выдержек материала. Существует мнение, что отстроганная рейка в свободном состоянии не должна находиться длительное время, более суток, т. е. все что отстрогали должно быть склеено. Это связано с потерей активности клеящей поверхности, а именно ее окисление и закрытие древесных пор. Выдержка щита после склеивания перед дальнейшей механической обработкой. Немецкие специалисты считают, что склеенный щит должен выдерживаться не менее 4-х часов, некоторые говорят не менее 6-ти. В любом случае щиты должны выдерживаться, особенно после горячего прессования, для обеспечения релаксации температурных и влажностных напряжений возникающих в процессе склеивания.
Во-вторых, температура прессования. Температура – это интенсификация процесса, для различных пород она должна регламентироваться. Для хвойных пород температура прессования не должна превышать 75 – 80 °С. Если сушка пиломатериалов проводилась без кристаллизации смолы, то высокая температура прессования способствует выделению смолы на поверхность щита, а это неудовлетворительно сказывается на дальнейшем шлифовании (быстро забивается абразив древесной пылью вместе с осмолом), поверхность шлифования становится волнистой и в некоторых случаях подгорает. В итоге происходит не процесс шлифования как одного из видов резания древесины, а затирание древесины. Следовательно, отделка такого щита лакокрасочными материалами будет проблематичной. Для твердолиственных пород, особенно для дуба нет необходимости высоких температур. Базисная плотность дуба значительно выше чем у сосны, соответственно и коэффициент теплопроводности больше. На полимеризацию связующего помимо температуры также оказывает влияние продолжительность выдержки щитов в горячем прессе. Считается, что для хвойных пород продолжительность выдержки составляет не менее 1,5 – 2 мин на каждый сантиметр толщины щита при температуре на поверхности плит пресса 75 – 80 °С. Для твердолиственных пород эти значения должны корректироваться в зависимости от породы ее исходной влажности и других факторов. Конкретно для мебельного щита из дуба, выдержка не должна быть длительной, как и высокой температуры, т. к. происходит выделение дубильных красящих веществ и при взаимодействии со связующем, образуется темный клеевой шов.
В-третьих, при наборе щита должно соблюдаться условие правильной ориентации годичных слоев в смежных ламелях, а также радиальный, тангенциальный и смешанный разрезы, особенно для дубовых материалов. Нельзя допускать в одном щите рейки различной распиловки, необходимо выполнять строгую сортировку. Невыполнение этих условий в месте с некачественной сушкой древесины влечет за собой серьезные последствия при эксплуатации таких щитов. Различная усушка (разбухание) в радиальном и тангентальном направлениях, при выдержки щитов в определенных условия может вызвать их сильную деформацию и нарушение целостности.
В заключение данной работы нужно отметить следующее, все перечисленные особенности технологии изготовления мебельного щита это только небольшая часть огромного вопроса. Ответы, на который кроются в специфики и неординарности изучаемой проблемы, так как мало кто из производителей мебельного щита уделяет должное внимание его технологии, повышению полезного выхода при раскрое, улучшению качества, рациональному использованию древесины — как продукту живой природы.
Мебельный щит представляет собой специфический вид древесных материалов, создающийся с помощью склеивания стандартных строганных деревянных брусков. Он эффективно применяется для создания различных видов фурнитуры и покрытий. Сделать мебельный щит своими руками в домашних условиях совсем несложно, поэтому эта работа доступна для самостоятельного выполнения каждому человеку. Полученные конструкции являются натуральными и экологическими чистыми, а при этом намного привлекательней, чем ДСП или МДФ.
Создание мебельного щита своими руками в домашних условиях предполагает применение разных видов древесины. Наиболее часто для этого используется береза или дуб, бук или осина, а также лиственница и разные хвойные породы.
Каждая порода дерева обладает своими особенностями, поэтому перед определенным выбором рекомендуется заранее определиться с тем, в каких условиях эксплуатации будет применяться полученная контракция.
Наиболее часто мебельные щиты используются для создания разной мебели и дверей. Они отличаются наличием специфического внутреннего напряжения, поэтому в процессе работы надо быть аккуратным, чтобы не нарушить целостность конструкции. Неправильные работы могут привести к деформации уже готового изделия.
Основными преимуществами мебельных щитов являются:
- экологическая чистота, обусловленная применением натуральных компонентов и качественного клея;
- изысканный внешний вид полученной мебели и иных конструкций, но это возможно только при грамотной обработке щитов;
- высокая практичность, так как древесина обладает однородной структурой, что позволяет восстанавливать поломанные или потерявшие привлекательность элементы;
- изготовление мебельного щита невероятно простое занятие, а при этом тратится на этот процесс небольшое количество денег;
- мебель, сделанная из щитов, является долговечной и привлекательной;
- изделия не имеют какие-либо трещины или прочие деформации, а также не подвергаются существенной усадке.
Основным фактором получения качественного щита является грамотный выбор материала для этих целей. Стандартно мебельные щиты обладают толщиной в 2 см, поэтому первоначально подготавливаются заготовки оптимального размера, а также обладающие нужной толщиной. Поскольку непременно доски придется строгать, а после шлифовать, приобретать их следует с запасом, поэтому их толщина должна быть равна 2,5 см.
В процессе выбора материала следует ориентироваться на породу древесины, а также на качество досок. Не допускается, чтобы древесина была неровной или покоробленной. Она должна быть качественной, правильно высушенной и с полным отсутствием каких-либо гнилых участков. Поэтому перед приобретением следует тщательно осмотреть доски. Дополнительно детально изучается сопроводительная документация к материалу.
Необходимые инструменты
Склейки мебельного щита своими руками производятся с использованием стандартных инструментов. Обычно они имеются в наличии у каждого мужчины, предпочитающего многочисленные работы по дому делать своими силами. Поэтому подготавливаются лишь элементы:
- строгальный станок, обеспечивающий оптимальную подготовку древесины;
- инструмент для соединения и склеивания отдельных деревянных брусков;
- шлифовальная машинка ленточного типа;
- строительный уровень, позволяющий получить действительно ровные щиты;
- крупнозернистая наждачная бумага;
- плоская шлифовальная машинка.
Данных инструментов будет достаточно для изготовления шита, поэтому никаких дорогостоящих устройств больше не понадобится.
Правила изготовления
Как только инструменты будут полностью готовы к планируемой работе, начинается непосредственная процедура производства. Как сделать мебельный щит? Данный процесс не считается слишком сложным, но для того, чтобы исключить возможные ошибки или проблемы, рекомендуется заблаговременно изучить правильную инструкцию. Для этого выполняются последовательные действия:
- первоначально деревянные доски разрезаются на отдельные бруски, обладающие нужным размером, причем важно делать срезы таким образом, чтобы они были строго под прямым углом;
- не допускается наличие каких-либо неровностей или прочих дефектов, так как в этом случае не получится правильно склеить мебельный щит;
- если обнаруживаются незначительные перекосы, то их можно устранить обычным строгальным станком;
- важным моментом на производстве считается совмещение полученных заготовок, так как они должны быть одинаковыми по текстуре и расцветке, а также по другим важным параметрам;
- после подборки элементов, они отмечаются, чтобы в процессе склеивания не возникало сложностей с их правильным расположением.
Чтобы все этапы процесса были выполнены с учетом основных нюансов, рекомендуется заблаговременно просмотреть обучающее видео.
Делаем бруски
Обрабатываем станком
Отмечаем каждый брусок
Технология склеивания элементов
После того, как все сделанные бруски будут подготовлены, можно приступать к их непосредственному склеиванию, что обеспечит получение качественного щита. Данная процедура так же делится на последовательные этапы:
- выбирается устройство, дающее возможность склеить бруски, а оно должно быть ровным, причем обычно для этого используется обычный лист ДСП;
- по краям листа закрепляются планки, а их высота зависит от параметров подготовленных брусков;
- между этими планками выкладываются бруски, причем они должны плотно прилегать друг к другу и должен формироваться привлекательный рисунок из них;
- если имеются щели, то их легко устранить стандартным фуганком;
- далее бруски склеивают, для чего применяются разные виды клея, предназначенные для древесины, но оптимальным считается использование ПВА клея;
- клеем намазывается полностью вся поверхность, состоящая из брусков, причем важно, чтобы средство было равномерно распределено по поверхности;
- смазанные элементы плотно прижимаются друг к другу;
- на планки, зафиксированы к листу ДСП, укладываются еще две такие планки, после чего эти элементы соединяются саморезами, а это необходимо для предотвращения выгибания полученного щита;
- полученная заготовка оставляется примерно на час, после чего щит освобождается и оставляется на сутки.
Таким образом, разобравшись в том, как склеить элементы для получения мебельного щита, данный процесс не потребует существенных усилий. Процедура легко реализуется собственными силами, а в результате получаются конструкции, эффективно использующиеся для создания многочисленной мебели, дверей или даже полноценных покрытий, отличающихся не только высокой прочностью, но и надежностью, а также привлекательным внешним видом.
Закрепляем планки
Выкладываем бруски
Укладываем еще две планки
Оставляем сохнуть
Окончательна обработка
Щиты делают таким образом, чтобы они были не только прочными и долговечными, но и достаточно привлекательными. Для этого уделяется внимание некоторым финишным этапам, заключающимся в специальной обработке. Для этого выполняются действия:
- осуществляется предварительная процедура шлифования. Для этих целей рекомендуется пользоваться стандартной ленточной шлифовальной машинкой. В нее надо вставить специальную наждачную бумагу, причем она должна обладать крупными фракциями, так как делается первоначальная обработка. Она позволяет устранить крупные дефекты и перепады, оставшиеся на поверхности после процесса создания щита. Действовать надо аккуратно, а также выполняется процесс последовательными и ровными линиями;
- вторичная обработка — предполагает применение плоской шлифовальной машины. Она обеспечивает удаление малейших перепадов, неровностей и иных дефектов, имеющихся на поверхности деревянного мебельного щита. Также за счет такого процесса удаляется с поверхности ворс. Рекомендуется предварительно смочить основание небольшим количеством воды, а начинать шлифовку следует только после полного высыхания конструкции.
После грамотно реализованной обработки имеется возможность воспользоваться полученными щитами для создания разнообразных столов или полок, тумбочек и иной мебели. Допускается применять их для формирования дверей или покрытий, обладающих высокой прочностью, надежностью и долговечностью.
На рисунке показан ещё один способ соединения деталей из дерева: склеивание досок в щит (панель для резьбы) и дополнительное крепление деревянных поперечных планок в форме шипа. Сплачиваемые доски или бруски в щитах нужно направлять вдоль длинной стороны щита, в квадратных или круглых формах — вертикально. Материал составных частей берется одной и той же древесины, преимущественно от одного и того же ствола; материал поперечных планок должен быть, как правило, из другой древесины, более прочной или обладающей иными достоинствами: например, известно, что дуб не боится влаги, сосна и ель также менее подвержены гигроскопичности, меньше истачиваются жучком-древоточцем, кедр, олива, лиственница, самшит стойки к гниению и растрескиванию. Поперечные планки (шпонки) имеют в профиле вид трапеции («ласточкин хвост») и слегка суживаются к концу в форме клина. Они загоняются в пропиленные пазы одна навстречу другой.
Технология изготовления составных щитов
Высушенную древесину тщательно проверяют, чтобы обнаружить и устранить пороки, которые наверняка будут мешать в работе.
Сначала берут строганые доски нужной длины и толщины с учетом припуска от 30 до 100 мм и фугуют под углом 90° пласть и кромку. Ширина досок при склеивании может быть от 50 до 100 мм. Качество прифуговки проверяют на просвет, прикладывая друг к другу кромками. Точность прифуговки кромок должна быть достаточно высокой, в противном случае в месте склейки щит может дать трещины как в процессе резьбы, так и после.
При раскладке заготовок в щит на лицевой стороне, где будет проводиться резьба, подбирают рисунок текстуры и цвет древесины, так как «полосатость» различных заготовок может повлиять на качество изделия и снизить общий эффект.
Склеивание деревянных заготовок кромками для получения щитов большой ширины :
зажим винтами и клиньями
Прифугованные заготовки закладывают в струбцины или ваймы (на рисунках выше), проверяют правильность раскладки по торцам, по рисунку текстуры и по плотности кромок, смазывают клеем кромки и зажимают винтами или клиньями. Для получения заготовок большого сечения доски склеивают пластями
Склеивание досок пластями в блоки для получения заготовки большого сечения :
1 — заготовка, 2 — прижимной винт.
Для склеивания щитов в зависимости от того, где будут находиться украшения, используют различные виды клея. Так, для склеивания щитов, которые будут установлены на открытом воздухе, применяются казеиновые и синтетические клеи, обладающие большой прочностью соединения и высокой водостойкостью.
Для резных панно, сувениров и других изделий используют синте¬тические, а также глютиновые (столярные) клеи. В продаже бывают клеи казеиновый, столярный, эмульсия ПВА, клей ЭДП и др. Способ применения обычно указан на этикетках или в инструкциях. Виды клеевых соединений показаны на рисунке.
Виды боковых клеевых соединений в щитах :
1 — соединение на гладкую фугу; 2 — соединение на шкантах; 3 — соединение на рейку;
4 — соединение в четверть; 5 — прямоугольный шип; 6 — треугольный шип;
7 — овальный шип; 8 — трапециевидный шип; 9 — шип «ласточкин хвост».
Правильно склеенные щиты меньше подвержены короблению. Иног¬да щиты с панно или другие большие резные изделия могут соприкасаться с поверхностью, подверженной охлаждению или увлажнению, что, в свою очередь, может вызвать коробление. В этом случае щиты усиливают вклеиванием в торец или в пласть профилированных брусков или реек.
Усиление щитов вклейками из профилированных брусьев и реек :
1 — вклейка бруса с прямоугольным шипом; 2 — вклейка прямоугольной рейки; 3 — вклейка трапециевидных брусьев.
Для домовой резьбы пригодны также пиломатериалы, которые продаются в магазинах «Стройматериалы»: обшивки-вагонки, доски и бруски для покрытия полов. Их несложно склеить, поскольку они уже отфрезерованы и имеют определенную форму сечения.
Склеенные щиты после высыхания тщательно выстрагивают и зачищают рубанком с двойной железкой или фуганком Щиты перед резьбой не зашлифовывают, так как при шлифовке крошки абразивного порошка застревают в порах древесины и сильно затупляют инструмент.
Идеальный случай для долговечности соединяемых деталей — это использование мореного дерева, т. е. долго лежавшего в воде. Для миниатюрных поделок желаемым материалом является груша, хорошо сохраняющая свою форму при высыхании, причем дикая груша более прочная.
Остается порекомендовать, если представится случай, использовать для составления щита серединные долевые выпилы одного и того же ствола, в них исключаются коробления при высыхании. Надо помнить, что при высыхании доска изгибается в сторону распрямления годичных слоев.
При изготовлении натуральной, экологически чистой фурнитуры, использование самодельного мебельного щита — наиболее правильное решение. Так как мебельный щит смотрится изысканнее его аналогов, ДСП или МДФ, а также имеет ряд преимуществ перед ними. Как сделать мебельный щит своими руками поговорим далее.
Общее понятие о мебельном щите
Мебельный щит — разновидность древесных материалов, которые изготавливают путем склеивания между собой строганных брусков, выполненных из дерева.
Во время производства мебельного щита используют массив:
- березовый,
- дубовый,
- буковый,
- осиный,
- из лиственницы,
- из хвойных пород.
Данный материал отличается высокой прочностью и экологичностью, поэтому является идентичным аналогом древесного массива. Используется для изготовления деревянной мебели, в строительной и отделочной сфере. Мебельный щит отличается от деревянного массива своеобразным шахматным узором, который образуют сращенные бруски.
Мебельный щит характеризуется наличием внутреннего напряжения, поэтому требует особых навыков работы. Неправильное использование или обработка данного материала приводит к деформации готового изделия. Мебель, изготовлена из мебельного щита прослужит также долго, как и деревянная.
Мебельный щит фото:
Преимущества использования мебельного щита
1. Полная экологичность — данный материал не вызывает аллергии и не выделяет вредных веществ в окружающую среду.
2. При правильной обработке мебельного щита — мебель из него смотрится очень изысканно и напоминает натуральный древесной массив.
3. Практичность — еще одно качество использования данного материала, поврежденная фурнитура — очень быстро восстанавливается, благодаря однородности структуры дерева.
4. Мебель, изготовленная из мебельного щита — имеет длительный срок эксплуатации, который приравнивается к мебели, изготовленной из массива дерева.
5. Натуральность текстуры дерева, способствует улучшению эстетических свойств мебельного щита.
6. В процессе эксплуатации предметов, которые изготавливают из мебельного щита, практически отсутствуют трещины, деформация или усадка данного материала.
7. Щит мебельный размеры бывают самыми разными, так как данный материал изготавливают из фрагментов деревянных брусков, а не из цельного массива.
8. Мебель, изготовлена из данного материала имеет свойство впитывать вредные вещества и регулирует уровень влажности воздуха в помещении.
Технологический процесс производства мебельного щита
Производства, занимающиеся изготовлением мебельных щитов используют специальное оборудование для подготовки, обработки и склеивания древесины.
Производственное изготовление мебельного щита включает такие этапы:
1. Процесс сушки обрезной доски, во время которого материал доводится до определенной влажности.
2. Калибровка и процесс вскрытия мест, на которых присутствуют дефекты. На данном этапе обеспечивается базовая поверхность, перед дальнейшей обработкой.
3. Процесс вскрытия дефектов, позволяет избавиться от неровностей и темных пятен на поверхности.
4. Этап торцовки по размерам — предполагает разрезание древесины на определенные бруски по ширине и вырезание дефектных мест.
5. Следующий процесс — разрезание и корректировка дерева по длине.
6. Калибрование удаляет остатки клея и корректирует формы с точностью до миллиметра. Во время изготовления сращенного щита, производится процесс роспуска на ламели, с последующим их склеиванием.
7. Склеивание предполагает нанесение клея на поверхность и соединение брусков в целостное основание.
8. После высыхания щит разрезается на продольные части, для удаления дефектных швов, а затем повторно склеивается. Данный процесс придает дополнительную жесткость мебельному щиту.
10. Щиту придается окончательная форма, он калибруется и шлифуется.
Разновидности и особенности мебельных щитов
В соотношении с технологией производства различают:
- мебельный щит цельного типа,
- мебельный щит сращенного типа.
Цельный щит состоит из сращенных ламелей, которые образуют цельную поверхность. Цельный щит называют еще однослойным или массивным, из-за целостности и крепости. Толщина такого щита составляет от 1,4 до 6 см. Для его изготовления используют деревянные заготовки рейки, доски или бруски, которые склеиваются в зависимости от направления волокон. Сращенный или многослойный щит изготавливается из небольших брусков, которые склеивают по длине или по ширине. Количество средних слоев обязательно должно быть нечетным, слои укладывают с соблюдением симметрии. Толщина такого щита составляет от 1,2 до 6 см.
Существует несколько классов мебельных щитов. Наивысший или премиум класс не допускает наличия зазубринок, деформаций, поврежденных участков или сучков на поверхности щита. Средний класс имеет более низкую стоимость, но характеризуется наличием небольших сучков на поверхности. Для производства мебельного щита низкого класса используется низкокачественная древесина. Разделение и обозначение классов:
A-A, A-B, A-C, B-B, B-C, C-C.
Сорт A означает полную имитацию текстуры дерева. Сорт B — отличается однотонностью, без подбора рисунка, отсутствием дефектов. Сорт C — имеет незначительные сучки и некоторые повреждения механического характера.
В зависимости от материала изготовления мебельного щита выделяют:
1. Мебельный щит из сосны — благодаря наличию в сосне большого количества клея отличается высокой прочностью и эластичностью.
2. Мебельный щит из дуба — подходит для изготовления грузоподъемных каркасов, так как обладает высокой прочностью. Данный материал отличается наличием красивой фактуры, поэтому применяется также для изготовления мебели. Стоимость мебельного щита из дуба — самой высокая.
3. Мебельный щит лиственница имеет красивую древесную фактуру, отличается разнообразием оттенков и цветов, способен выдерживать большую влажность и не податлив гниению. Используется для изготовления подоконников, мебели, столешниц, предметов интерьера. Является недорогим материалом.
4. Мебельные щиты из ДСП — отличаются пониженной прочностью, невысокой стоимостью и подверженностью к влаге. Не являются экологически безопасными, из-за использования связующих смол.
Производство и склейка мебельного щита своими руками
Чтобы изготовить мебельный щит в домашних условиях понадобится наличие:
- строгального станка,
- устройства, которое поможет соединить и склеить бруски,
- ленточной шлифмашинки,
- строительного уровня,
- наждачной ленты крупнозернистого типа,
- плоскошлифовальной машинки.
Чтобы изготовить мебельный щит используйте рейки или бруски, также возможен вариант распиливания цельной доски на небольшие отрезки.
1. Первый этап включает процесс подготовки брусков.
Чтобы изготовить мебельный щит следует использовать материал, только одной породы дерева. Например, березу, дуб, сосну, лиственницу, ясен или осину.
Требования к брускам:
- отсутствие дефектов, трещин или сучков;
- толщина должна быть на несколько миллиметром больше, чем толщина щита, после изготовления так как материал проходит шлифовку.
Наилучший размер толщины и длины готовых брусков 1:1. Для получения качественной заготовки соотношение между толщиной и шириной не должно превышать 1:3.
Во время распиливания доски следует учесть то, что угол распила должен быть исключительно прямым. При наличии неровностей воспользуйтесь строгальным станком.
2. Второй этап включает подготовку к процессу склеивания.
Во время проведения этого этапа необходимо соорудить приспособление, которое поможет склеить бруски в щит. Данное устройство должно быть абсолютно ровным, для этого возможно использование обычного ДСП листа. Два края поверхности должны содержать две закрепленных планки. Их высота зависит от высоты брусков. Еще потребуется наличие двух клинков и двух планок.
Между планками следует выложить бруски, которые плотно прилегают друг к другу и создавали красивый рисунок. Все щели устраняются фуганком. Если используются бруски квадратной формы, получить гармоничный рисунок проще, так как их расположение легко изменяется посредством вращения.
3. Третий этап предполагает склеивание брусков.
Чтобы склеить бруски используйте любой вид клея, который предназначен для работы с деревом. Оптимальный вариант — Столяр или ПВА. Поверхность, которая подвергается склеиванию, полностью намазывается клеем. Следите за распределением клея, большое количество приведет к тому, что все швы станут заметными, а недостаток клея — снизит прочность конструкции. Смазанные бруски крепко прижмите друг к другу.
На две планки, которые расположены по бокам ДСП листа следует уложить еще две планки перпендикулярно, и закрепить их и с помощью саморезов. Данное действие снизит риск выгибания мебельного щита во время склеивания. Для более плотного прилегания брусков используют клинья. Не следует сильно зажимать бруски клиньями, как только на поверхности появятся первые капли клея, следует прекратить данное действие. Оставьте заготовку на час, затем выньте из конструкции и оставьте еще на сутки.
4. Финишный этап работы над мебельным щитом.
Для проведения предварительной шлифовки используют ленточную шлифмашинку, в которую устанавливают наждачную бумагу крупнозернистого вида. После этого поверхность подвергается обработке плоскошлифовальной машины. Для снятия ворса, поверхность покрывают небольшим количеством воды, после того как вода высохнет, поднимаются ворсинки, которые удаляются шлифовальным оборудованием. После этого мебельный щит используется для сооружения столов, полок, лестниц, тумбочек и других предметов.
Мебельный щит видео:
Мебель, изготовленная из натурального дерева, очень дорогостоящая, поэтому не каждому под силу ее приобрести. А такие аналоги, как МДФ и ДСП, довольно недолговечны, поэтому срок годности изделий достигает всего-навсего нескольких лет. Наиболее приемлемым и бюджетным вариантом является изготовление мебели из мебельного щита. Кроме того, что данный материал довольно прочный, он еще и гармонично вписывается в интерьер помещения, вне зависимости от стилевого направления дизайна. Но, к сожалению, из-за стандартных размеров, мебельный щит не всегда подходит под производство нестандартных моделей мебели, поэтому гораздо проще изготовить его самостоятельно. Если вы все же решились, то наши специалисты расскажут вам, как сделать мебельный щит своими руками в домашних условиях.
Что такое мебельный щит?
Мебельный щит — это один из видов древесных материалов, которые производят путем склеивания строганных брусков, изготовленных исключительно из дерева. Этот материал отличается довольно высокой прочностью и экологичностью, за счет чего его приравнивают к древесному массиву. Разница заключается лишь в своеобразном шахматном узоре, который получается вследствие соединения брусьев. Мебельный щит используется не только для изготовления деревянной мебели, но и в отделочной и строительной сферах.
Важно! Работа с мебельным щитом требует наличия хотя бы базовых столярных навыков и знаний, так как неправильная обработка или использование данного материала может привести к деформации уже готового изделия.
Преимущества использования мебельного щита:
- Экологичность. Он не является аллергеном и не выделяет ядовитых веществ в окружающую среду.
- Готовая мебель смотрится очень красиво и схожа с изделиями, которые изготовлены из цельного массива дерева.
- Практичность. Даже если произошло какое-либо повреждение фурнитуры, за счет однородности структуры дерева, ее можно легко починить.
- Высокий эксплуатационный срок готовых изделий.
- За счет натуральной структуры дерева улучшаются эстетические свойства.
- Нехарактерно образование трещин, усадки и различных дефектов во время эксплуатации готовых изделий из мебельного щита.
- Возможность создать будущий предмет мебели нужного размера и модели.
- Мебель, изготовлена из данного материала, регулирует уровень влажности воздуха и впитывает вредные вещества.
Разновидности мебельных щитов
В зависимости от технологии изготовления, различают следующие виды:
- Цельного типа. Такой щит состоит из сращенных ламелей, совмещение которых и образует цельную поверхность. Из-за своей целостности и крепости, этот вид еще называют однослойным или массивным. Для его изготовления используют исключительно деревянные рейки, бруски или доски. Их склеивают между собой только по направлению волокон. Толщина готового щита варьируется от 1,5 до 6 сантиметров.
- Сращенного типа. Этот вид изготавливают исключительно из небольших брусков, которые склеивают между собой по длине или ширине. Толщина такого щита варьируется от 1,1 до 6 сантиметров.
Важно! В мебельном щите сращенного типа количество средних слоев должно быть только нечетным и со строгим соблюдением симметрии во время укладки.
Также, в зависимости от качества обработки древесины, мебельные щиты делятся на классы:
Важно! В данном случае:
- Сорт А — полная имитация естественной текстуры дерева;
- Сорт В — однотонность поверхности, отсутствие дефектов;
- Сорт С — наличие небольших сучков и механических повреждений.
Самый высокий класс предусматривает полное отсутствие зазубрин, различных деформаций и поврежденных участков на поверхности. Мебельный щит среднего класса характеризуется невысокой ценой и наличием небольшого количества сучков на поверхности. Низкий класс характерен использованием недоброкачественной древесины и наличием сучков и дефектов поверхности.
Материалы в основе
Перед тем, как склеить мебельный щит своими руками, следует учитывать и тот вид дерева, который используется для его изготовления:
- Сосна. За счет наличия в древесине большого количества клея, готовый мебельный щит отличается высокой прочностью и эластичностью.
- Дуб. Такие щиты предназначены для производства грузоподъемных каркасов, так как обладают довольно высокой прочностью. Из-за своей красивой фактуры, являются идеальным вариантом для изготовления мебели. Единственный его недостаток — это высокая цена.
- Лиственница. Также подходит для дальнейшего изготовления мебели. Имеет красивую древесную фактуру, большое разнообразие различных цветовых оттенков. Самым главным преимуществом такого материала является высокая стойкость к влаге, соответственно — неподатлив гниению.
- ДСП. Мебельные щиты, изготовленные из данного материала, характерны довольно низкой прочностью, бюджетной ценой и высокой подверженностью влаге.
Важно! Мебельный щит на основе ДСП не является безопасным из-за наличия в данном материале связующих смол.
Как сделать мебельный щит из дерева своими руками?
Процесс изготовления мебельного щита довольно несложный, даже в домашних условиях. Самое главное — это наличие нужных инструментов и умение ими пользоваться.
Необходимый инвентарь
Для работы с деревом вам следует подготовить следующие инструменты и материалы:
- Дисковая пила;
- Дрель;
- Фрезерный станок;
- Длинная линейка
- Электрорубанок;
- Ленточная и плоскошлифовальная машинки;
Важно! Если у вас нет возможности приобрести данные машинки, то отличным их аналогом станет наждачная шкурка, надетая на колодку. Существенным недостатком такого метода является длительность процесса шлифования.
- Рейсмус;
- Рулетка;
- Струбцины;
- Уровень;
- Молоток;
- Карандаш;
- Пиломатериал;
- Клей для мебельных щитов;
- Фанера или тонкие рейки.
Важно! При выборе пиломатериалов для изготовления мебельного щита следует брать доски толщиной 2,5 сантиметра.
Пошаговая инструкция по склеиванию мебельного щита
После того, как вы приготовили необходимый инвентарь, можно приступать уже непосредственно к работе.
- Уложите доски в нужное положение таким образом, чтобы годовые кольца были наиболее оптимально расположены. Отфугуйте концы досок.
Важно! Для того чтобы не забыть правильную выкладку досок, перед разбором начертите на поверхности треугольник.
- Далее идет процесс склеивания. Для того чтобы он проходил гораздо быстрее, вы можете доски сложить в пачку, сразу несколько торцов одновременно промазать клеем.
Важно! Для того чтобы клей быстро не засох, а у вас было больше времени на сбор заготовки, вы можете обернуть промазанные участки полиэтиленовым пакетом.
- С помощью струбцины, стяните склеенную древесину.
- Просушиваете готовую заготовку и отшлифовываете ее, при этом удаляя следы клея.
Важно! Для снятия с готового изделия древесного ворса можно поверхность покрыть водой, за счет чего он поднимется и его легко будет удалить во время шлифования.
Основные способы соединения делянок щита
Для того чтобы справиться с короблением щита, вызванным свилеватостью пиломатериала, вы может использовать следующие способы:
- Склеивание ламели на шпонках или применение завершающих наконечников. Такой вид крепления используют для фиксации коротких досок. В данном случае применяется наконечник с узлом паз-гребень, который соединяют с ламелями заподлицо.
Важно! В зависимости от дальнейшего применения изделия, наконечник может быть выступающим над одной или обеими пластами.
- Если будущее изделие будет находиться в помещении с высокой влажностью, соединять заготовку с помощью клея не стоит. Лучше всего в данном случае для компенсации разбухания древесины использовать сплачивание.
- В зависимости от будущего изделия, для изготовления заготовки можно применять нащельные планки.
- Мощное сопряжение используется, если будущее изделие будет использоваться в условиях высокой влажности и с постоянной механической нагрузкой.
- Склеивание на шканты. Этот способ требует обязательного использования сверлильной стойки и упора для того, чтобы отверстия были расположены с идеальной точностью. Это связано с тем, что из-за неправильного размещения, геометрия будущего изделия будет нарушена.
Настилы Go-bar: быстрое и гибкое склеивание
Если вы еще не использовали деку для го-бара, вам будет приятно узнать об этой идее. Я попросил Тодда Сэмса показать нам, как он использует го-бары (он управляет производственным цехом StewMac, и он отличный гитарный мастер). Вот Тодд…
Прежде всего: что такое колода го-бара?
1. Дека для го-бара представляет собой открытый ящик с фанерным верхом и дном.
2. Склеиваемые детали располагаются на дне, а гибкие стержни изгибаются, оказывая давление на верхнюю часть.
3. Добавьте форму в форме тарелки на дно, и вы сможете приклеить звуковые панели или задние панели точного радиуса!
Go-bars — простая идея.
Строители производства используют их, потому что они быстрые и гибкие, но они также хорошо подходят для небольшого магазина, такого как мой.
Я делаю дюжину или более акустических гитар в год в своем домашнем магазине. Я не мог построить столько в мое ограниченное свободное время без использования го-баров. Приклеивание брекетов к верхней и задней части — медленный процесс, требующий большого количества сеансов склеивания. Раньше на один сеанс у меня уходило два часа, а с гоу-барами меньше двадцати минут.
Я использую горячий клей для кожи, а это значит, что я работаю быстро, чтобы зажать его до того, как он остынет. Это не проблема с go-bars.
Вот сессия go-bar:
Я полностью подготовил подтяжки и нарисовал карандашом их расположение на спине. Я сделал пробный прогон, и я готов к работе. Я использую кисть для клея, чтобы нанести тонкий ровный слой клея на скобу.
Два стержня сначала удерживают центр скобы, затем по одному на каждом конце. Получается четыре, затем я добавляю еще по одной с каждой стороны между этими раскосами — всего шесть перекладин на один раскос. Удалите остатки клея и переходите к следующей распорке.
Задние скобы устанавливаются мгновенно.
Скоба из обрезков фанеры действует как линейка для выравнивания центральных полос, когда я вклеиваю их между распорками. Эта заглушка держится двумя стержнями, укороченными по высоте заглушки.
В магазине Тодда две колоды.
Базы хранят штанги и скобы. Чтобы усилить давление на все стержни одновременно, он просовывает кусок фанеры толщиной 1/2 дюйма под нижнюю палубу, слегка приподнимая ее.
Разрезание перекладины делает ее более жесткой, что создает большее давление.
Это может быть в самый раз для уплотнителей, но я бы не хотел, чтобы слишком сильно давили на сами хрупкие брекеты.
Каждая маленькая часть центральной полосы устанавливается всухую перед нанесением клея, и они приклеиваются на место небольшими деревянными заглушками, чтобы защитить эти тонкие полосы от вмятин.
Все это делается с установленной фанерной линейкой (фото ниже). После того, как они приклеены, линейка снимается, и я убираю выдавливание клея. (Я делаю уборку здесь лезвием универсального ножа.)
У меня две деки Go-Bar, поэтому, пока эта спинка сохнет, я приклею верхние скобы на другую деку.
Новая идея с анкерным ключом!
Я работал над гитарой со сломанной гайкой анкерного стержня, и мой шестигранный ключ не подходил. В итоге мне пришлось заточить гаечный ключ по индивидуальному заказу, и это привело к этому новому инструменту: , коническому шестигранному ключу, который действительно захватывает поврежденную гайку анкерного стержня. Наконечник захвата подходит, а затем слегка постукивает по нему: Presto! Он крепко держит гайку! Это из всей нашей новой линейки ключей для анкерных стержней. — Дан
Крепление грифа
Вот хороший трюк с го-баром: с тонким листом пластика или вощеной бумаги на моей плоской деке (чтобы я не приклеивал гриф к деке) я зажимаю гриф. Затем я наношу Weld-On #16 на полоски креплений, приклеиваю их к сторонам грифа (убедившись, что крепление прижато к нижней части грифа). Добавьте боковые уплотнители и закрепите их с помощью стержней.
Накладка на головку штифта
На деке гоу-бара места намного больше, так что заодно приклею накладку на головку колышка. Подготовьте горловину и накладку, как обычно. Положите накладку лицевой стороной вниз на пластик и нанесите клей на головку колышка. Используйте фанерный герметик и зажим примерно с 8 перекладинами.
Спасибо, Тодд! А вот ключ к тому, чтобы быть счастливым зажимом:Делайте пробный прогон каждый раз!
На фото ниже показано, как Тодд размечает и вырезает детали для спины во время пробного прогона. Он все идеально подгоняет и зажимает, прежде чем снять крышку с клея. Этот прогон не добавит много времени, потому что вы пролетите через настоящую склейку после того, как сделаете «генеральную репетицию»!
Изделия: Шины для выравнивания потенциалов
Откройте для себя
Откройте для себя наши новые модели со встроенными настенными изоляторами для быстрой и простой установки!
Стандарты Модель MALTEP
Откройте для себя наиболее распространенные модели MALTEP
Назначение шины выравнивания потенциалов
Шины выравнивания потенциалов часто используются в приложениях среднего и низкого напряжения. Они используются для соединения различных цепей заземления или электрических заземлений в электроустановке. Созданная таким образом сеть затем приводится к общему потенциалу.
Номенклатура компонентов
Обычно шины уравнивания потенциалов предлагаются со следующим оборудованием:
- Голая или луженая и перфорированная шина для подключения к цепям заземления.
- Изоляторы низкого напряжения
- Средство соединения с опорой, на которой будет установлена шина уравнивания потенциалов.
- Размыкающее звено для разделения цепи заземления при периодических проверках сопротивления заземления
Доступны различные модели
Различные модели, показанные ниже, производятся компанией MALTEP и представляют наиболее распространенные продукты.
Стандартная модель на оцинкованной стальной рейке Рельсовая модель с размыкателем Рельсовая модель с двумя разъединителями Индивидуальная модель Залуженная модель на заказ Индивидуальная модель с застежками омегаКонцепция MALTEP
Откройте для себя преимущества MALTEP
Недостатки традиционных шин уравнивания потенциалов
Несмотря на свою функциональность, многие доступные в настоящее время конструкции имеют некоторые недостатки:
Решение MALTEP
Стремясь постоянно предлагать инновационные решения и облегчать установку этих продуктов, MALTEP разработала новое поколение эквипотенциальных шин, объединяющих как изоляцию проводника, так и его крепление.
Изолятор для стандартной модели Изолятор для модели с разъединителем Покомпонентное изображение стандартной модели С новыми изоляторами MALTEP, патент № EP 20305105. 7, новое поколение эквипотенциальных шин предлагает вам:
- ПРЯМОЙ МОНТАЖ без демонтажа медной шины
- ПОВЫШЕННАЯ СТАБИЛЬНОСТЬ благодаря встроенным крепежным изоляторам с 4 точками фиксации
- ЛУЧШЕЕ УСТОЙЧИВОСТЬ к разрыву
- УМЕНЬШЕНИЕ ЗАМЕДЛЕНИЙ за счет меньшей высоты изделия
- Значительное снижение ВЕСА
- РАЗМЕЩЕНИЕ облегчено продолговатыми отверстиями
Характеристики
Ознакомьтесь с нашими техническими характеристиками
Характеристики наших стандартных шин для уравнивания потенциалов и оцинкованных шин
| Коммерческий номер | Код продукта | Сечение (мм) | Длина (мм) | Свободные отверстия | Отв. диам. (мм) | Длина между осями (мм) | Вес (кг) |
| Шины выравнивания потенциалов без разъединителя | |||||||
| БЕТ6 | 287284 | 50×5 | 280 | 6 | 6,5 | 25 | 1,25 |
| БЕТ10 | 245366 | 50×5 | 420 | 10 | 25 | 1,75 | |
| БЕТ15 | 245367 | 50×5 | 595 | 15 | 6,5 | 25 | 2,25 |
| БЕТ20 | 245368 | 50×5 | 770 | 20 | 25 | 2,80 | |
| БЕТ25 | 245370 | 50×5 | 945 | 25 | 6,5 | 25 | 3,35 |
| Шины выравнивания потенциалов с разъединителем | |||||||
| БЕТК6 | 245376 | 50×5 | 350 | 6 | 25 | 1,65 | |
| БЕТС10 | 245371 | 50×5 | 490 | 10 | 6,5 | 25 | 2,15 |
| БЕТС15 | 245373 | 50×5 | 665 | 15 | 25 | 2,65 | |
| БЕТС20 | 245374 | 50×5 | 840 | 20 | 6,5 | 25 | 3,20 |
| БЕТС25 | 245375 | 50×5 | 1015 | 25 | 25 | 3,75 | |
| Только размыкатель | |||||||
| БТД | 245397 | 50×5 | 105 | – | – | – | 0,70 |
Характеристики шин выравнивания потенциалов со встроенными стеновыми опорами
| Коммерческий номер | Код продукта | Сечение (мм) | Длина (мм) | Свободные отверстия | Отверстие диам. (мм) | Длина между осями (мм) | Вес (кг) |
| Шины выравнивания потенциалов без разъединителя | |||||||
| BEQ6 | 306316 | 50×5 | 295 | 6 | 6,5 | 25 | 0,86 |
| BEQ10 | 306317 | 50×5 | 420 | 10 | 25 | 1,17 | |
| BEQ15 | 306318 | 50×5 | 595 | 15 | 6,5 | 25 | 1,55 |
| BEQ20 | 306319 | 50×5 | 770 | 20 | 25 | 1,93 | |
| BEQ25 | 306320 | 50×5 | 945 | 25 | 6,5 | 25 | 2,32 |
| Шины выравнивания потенциалов с разъединителем | |||||||
| BEQC6 | 306853 | 50×5 | 350 | 6 | 25 | 1,28 | |
| BEQC10 | 306854 | 50×5 | 490 | 10 | 6,5 | 25 | 1,59 |
| BEQC15 | 306855 | 50×5 | 665 | 15 | 25 | 1,97 | |
| BEQC20 | 306856 | 50×5 | 840 | 20 | 6,5 | 25 | 2,35 |
| BEQC25 | 306857 | 50×5 | 1015 | 25 | 25 | 2,73 | |
| Только размыкатель | |||||||
| БКК | 306858 | 50×5 | 105 | – | – | – | 0,56 |
Шины для уравнивания потенциалов по индивидуальному заказу
Изготовление шин по индивидуальному заказу
Изготовление шин уравнивания потенциалов под заказ
Несмотря на широкий ассортимент шин уравнивания потенциалов, вы не сможете найти ту версию, которая нужна для вашего проекта! Свяжитесь с нами, МАЛЬТЕП изготовит штангу, соответствующую вашим потребностям.
Не забудьте сообщить нам:
- Характер дирижера
- Сечение проводника
- Количество свободных отверстий
- Диаметр свободных отверстий
- Длина между осями свободных отверстий
- С отключением ссылки или без
- рисунок если можно
Мы создаем решения для
Линкедин YouTube
404 ОШИБКА WOODWEB
404 ОШИБКА WOODWEB| 907:45 Поиск по всему сайту Поиск в каталоге продуктов Поиск в базе знаний Поиск по всем форумам Поиск по биржевому оборудованию Поиск биржи пиломатериалов Поиск вакансий Поиск объявлений Новости отрасли Поиск Аукционы, распродажи и специальные предложения Календарь событий поиска ———————— Поиск отдельных форумов Клеи Архитектурная мастерская Бизнес Изготовление шкафов САПР ЧПУ Пыль/Безопасность/Завод Отделка Лесное хозяйство Мебель Монтаж Ламинат/твердая поверхность Распиловка и сушка Обработка массивной древесины Добавленная стоимость Древесина Прод. |
| Главная || Новые посетители | Карта сайта |
| Извините… введенный вами адрес недоступен. Скорее всего, вы ввели неверный адрес (URL) Список ссылок для навигации по сайту Все комментарии направляйте по адресу: [email protected] Тип ошибки: 404 Ресурсы Главная Программное обеспечение и мобильные приложения Аукционы, Распродажи и специальные предложения – Знак оповещения о продажеПромышленность Новости Деревообработчики Каталог Пиление и Сушка Справочник Wood Doctor Книжный магазин Пиломатериалы/древесина/разное КалькуляторыМедиа-кит О WOODWEB Пользовательское соглашение и условия
использования Стать
Участник Каталог продукции Каталог продукции Работа Возможности и услуги по деревообработке Ламинирование и наплавка Пиломатериалы
и Фанера Машины Молдинги
и столярные изделия Электроинструменты Планы и публикации Завод Техническое обслуживание и управление Распиловка и сушка Поставщики Инструменты Шпон Токарная обработка дерева ГалереиПроект ГалереяЛесопилка Галерея Магазин Галерея Галерея оборудования Последние изображения Галерея ФорумыПоследние сообщения со всех форумовКлеи Архитектура Деревообработка Бизнес и менеджмент Монтаж шкафов и столярных изделий Изготовление шкафов CAD Сушка в промышленных печах ЧПУ Сбор пыли, Безопасность и оборудование Operation Professional Finishing Forestry Professional Furniture Making Laminating and Solid Surfacing Sawing and Drying Shop Built Equipment Solid Wood Machining Value Added Wood Processing Veneer WOODnetWORK ExchangesRecent Сообщения со всех биржВакансии и обмен услугами – Job-GramБиржа пиломатериалов — Lumber-GramОбмен оборудования — Machinery-GramClassified Exchange База знанийБаза знаний: поиск или просмотрAgeSives, AgeNshing and Labimenting — и связывание66666. Архитектурный
Столярные изделия– Пользовательские Столярные изделия— Двери иОкна — Пол— Общие— Столярные изделия Установщик— Токарный станок Токарная обработка— Погонаж— Столярные работыРеставрация — Лестницы— СкладПроизводство Бизнес Изготовление шкафов Отделка Лесное хозяйство Мебель Ламинирование
и Solid Surfacing Пиломатериалы
и Фанера Обработка Дерево
Инженерное дело |
Как профессионально склеить древесину — Блог о деревообработке
15 января 2019 г. Posted in How-to Автор Грегг Маланга
Профессионалы столярного дела и столяры-любители, выполняющие проекты дома, во многом обладают схожими навыками. Внимание к деталям, терпение и твердые руки — все это необходимо для успеха в кропотливом искусстве деревообработки. Эти навыки особенно важны при работе с клеем. Клей буквально скрепляет все вместе, и он так же важен для конечного результата, как точные размеры и разрезы. Когда столяры планируют свои проекты и думают о том, как склеить древесину для своих творений, они, вероятно, включают в себя различные зажимы, которые будут действовать как еще один набор рук, чтобы удерживать древесину на месте, пока клей высыхает. Поскольку деревообрабатывающие проекты настолько специализированы, для выполнения работы часто требуется особый метод склеивания, что, в свою очередь, требует правильного зажима для достижения желаемого результата.
Пара факторов, влияющих на типы зажимов, необходимых для данной работы, — это размер проекта и усилие зажима, необходимое во время схватывания клея. Когда речь идет о высококачественных, прочных и надежных струбцинах для деревообрабатывающих проектов, профессионалы и домашние мастера уже более 100 лет полагаются на струбцины Pony Jorgensen. Следующие методы склеивания в сочетании с подходящим для работы зажимом позволят вам склеивать как профессионалу для вашего следующего проекта по деревообработке.
Приклеивание кромок.
Склеивание кромок в деревообработке — это практика склеивания нескольких досок вместе для создания более широкой панели. Это очень распространено в деревообработке, но иногда трудно добиться совершенства без правильных зажимов. Применение предложенных нами методов поможет обеспечить правильное склеивание краев.
Во-первых, убедитесь, что доски плоские и квадратные, чтобы обеспечить бесшовный вид. Расположите доски самой красивой стороной и рисунком волокон вверх, чтобы скрыть швы. Также убедитесь, что арки торцевых волокон чередуются вверх и вниз, чтобы избежать деформации. Прежде чем наносить клей на доски, проверьте их насухо, чтобы убедиться, что швы совпадают. Обязательно нанесите ровный слой клея.
Помните об этих советах, и вскоре вы будете склеивать края как чемпион. В любом сценарии склеивания кромок выбранные зажимы должны соответствовать размеру работы, а также выбранному методу склеивания. Pony Jorgensen предлагает широкий выбор деревообрабатывающих зажимов для вашего следующего проекта.
Иногда в проектах требуются зажимы большего размера. Когда столяры и плотники склеивают несколько досок, они обычно прибегают к стержневым зажимам. Алюминиевые хомуты Jorgensen, известные своим превосходным соотношением прочности и веса, чрезвычайно прочны и легки, что делает их идеальным решением для склеивания кромок как в коммерческих целях, так и в домашних условиях. И эти зажимы позволяют точно регулировать, чтобы обеспечить идеальное усилие зажима для вашей работы по дереву. Изготовленные из анодированного, устойчивого к ржавчине алюминия, их конструкция обеспечивает стабильную зажимную поверхность, идеально подходящую для склеивания кромок.
Когда работы по склеиванию кромок требуют немного большей гибкости, многие столяры обращаются к расширяемым струбцинам Jorgensen E‑Z HOLD. Эти струбцины идеально подходят для небольших проектов по склеиванию кромок, когда стержневые струбцины обычного размера просто не справятся. Наиболее очевидным преимуществом этих зажимов является возможность быстрого и легкого зажима. Но эти зажимы также используются из-за их способности превращаться в зажимы для разбрасывателя, и их можно расширить для более крупных работ. Контурная удобная рукоятка и быстродействующий рычаг обеспечивают надежный захват. Подушечки с большим радиусом действия добавляют дополнительный уровень защиты, защищая вашу работу от следов и вмятин.
Дюбель столярный.
Популярным методом склеивания, обеспечивающим прочное и точное соединение, является столярный шпон. Склеивание столярных изделий с дюбелями создает более прочное соединение, чем при использовании одного клея, потому что дюбели вставляются в оба куска дерева, соединяемые вместе. Бонус: дюбели невидимы, что обеспечивает красивое и плотное соединение.
Один из советов по столярным работам на дюбелях, который нельзя упускать из виду, касается излишков клея. Как бы мы ни старались, всегда будет лишний клей, который не останется в стыке. Важно удалить излишки клея до того, как он высохнет. Еще один совет: никогда не экономьте на зажимах! Когда работа требует двух или трех зажимов, не соглашайтесь только на один. Вы заметите разницу в том, как клей схватывается, когда вы используете соответствующее количество зажимов, чтобы удерживать все на месте, пока клей сохнет.
Когда дело доходит до поиска подходящего хомута для вашего проекта склеивания дюбелей, взыскательные столяры выбирают угловые и стыковые зажимы Pony. Идеально подходит для зажима угловых и стыковых соединений, эти зажимы изготовлены из литого под давлением алюминия и имеют подвижные губки. Эта конструкция позволяет удерживать заготовки шириной до трех дюймов, оставляя стыки полностью открытыми для столярных работ, склеивания или прибивания гвоздей.
Еще один уникальный вариант зажима для столярных работ на дюбелях — угловой зажим Pony с настольными зажимами. Этот универсальный зажим Pony идеально подходит для сборки каркаса и шкафа. Понимая, что качество вашего проекта важнее всего, мы создали эти зажимы с литыми губками с пластиковым покрытием, которые не повредят поверхности ваших заготовок. А поскольку каждый деревообрабатывающий проект немного отличается, задняя губка этого зажима поворачивается, что позволяет легко регулировать его в зависимости от толщины вашего материала. Как и все зажимы Pony, угловой зажим Pony с настольными зажимами известен своей долговечностью и качеством изготовления.
Ознакомьтесь с зажимами Pony Jorgensen для вашего следующего проекта по склеиванию и испытайте на себе все преимущества использования правильных зажимов для работы. Компания Pony Jorgensen, основанная более 100 лет назад и до сих пор набирающая силу, является лидером отрасли по производству прочных и надежных хомутов как для специалистов по деревообработке, так и для домашних плотников.
Продолжайте читать:
Категории
- Зажимы для начинающих
- Статья
- Контрольный список
- .
28 секретных приемов столяра по работе со струбцинами
Струбцины — лучшие друзья столяра, и существует множество способов их использования в мастерской. Вот 28 наших самых уникальных и полезных трюков с зажимом от опытных столяров.
1 / 28
Стабилизация более длинных досок
Это отличный способ удерживать доски для фрезерования и строгания, не беспокоясь о том, что они будут скользить или переворачиваться во время работы.
Закрепите два ручных винта на козлах или столешнице, чтобы их губки были выровнены. Вставьте заготовку в губки и затяните ручные винты.Ручные винты среднего размера имеют 5/8 дюйма полезной поверхности губок над винтами, поэтому они захватывают доску, как две тиски с длинными губками. Этот совет особенно полезен при фрезеровании молдинговых профилей на узких досках. Вы также можете прикрутить ручные винты к куску фанеры толщиной 3/4 дюйма в цехе и использовать их, чтобы удерживать двери для строгания кромок. Вот еще один крутой лайфхак для мастерской.
2 / 28
Струбцины для деревообрабатывающих станков Тиски
Тонкие изогнутые заготовки имеют тенденцию соскальзывать и скользить в обычных деревообрабатывающих тисках, поэтому попробуйте отличную альтернативу Ричарда Човина. Зажмите стержень или трубный хомут в верстачных тисках, затем затяните хомут, чтобы зажать заготовку с каждого конца. Ваш будущий шедевр не сдвинется ни на йоту, пока вы будете работать, и вам будут доступны все изгибы и углубления по его длине.
Эти тиски также отлично подходят для удержания более деликатных объектов для шлифования или отделки.3 / 28
Семейный мастер на все руки
Простые хомуты для труб
Снова сетуете, что ваши хомуты недостаточно длинны, чтобы собрать новое «чудовище»? Заткнись и перестань ныть! Несколько дополнительных 2- и 4-футовых. сегменты труб плюс несколько трубных муфт — все, что вам нужно для сверхдлинных или сверхшироких работ. Привинтите муфты и дополнительные трубы к слишком коротким трубам, чтобы создать необходимую длину. Если хомуты труб находятся под деревом, добавьте распорки чуть выше, чем муфты, перпендикулярно трубам. Когда вы закончите, отвинтите и сохраните лишние трубы с муфтами, и вы будете готовы к следующему грандиозному проекту, который появится в будущем. Большое спасибо Джеффу Пуарье за то, что он подсказал нам эту замечательную идею.
4 / 28
Семейный мастер на все руки
Мягкие губки
Ваши С-образные зажимы оставляют вмятины на проектах или мебели, которую вы ремонтируете? Прижмите фетровые прокладки с клейкой основой для ножек столов и стульев к поверхностям челюстей (вы получите лучшее сцепление, если слегка отшлифуете поверхности мелкой наждачной бумагой).
Ищите большие предварительно вырезанные прямоугольные формы, которые вы также можете обрезать, чтобы они подходили к поверхности зажимов для деревообрабатывающих прутков. Большое спасибо Курту Лоутону за этот отличный совет.Plus: посмотрите на эти идеи для хранения хомутов в вашей мастерской.
5 / 28
Family Handyman
Лоток для пружинных зажимов
Поместите пружинные зажимы на лоток — часть с прорезями размером 3/4 дюйма. фанера с 1/4 дюйма. фанерные плавники вклеены в пазы. Зажимной лоток бросает вызов естественной тенденции инструментов создавать беспорядок. Просто снимите лоток с колышка, снимите несколько зажимов с плавников, прикрепите их обратно к плавникам, когда закончите, и повесьте лоток.
Плюс: Как собрать идеальную стойку с зажимами.
6 / 28
Семейный мастер на все руки
Расширьте свои струбцины для деревообработки
Дуг Каспер прислал этот драгоценный совет.
Он построил несколько умных удлинителей фанерных зажимов, чтобы использовать их, когда его стержневые зажимы слишком короткие, чтобы выполнять свою работу. Я думаю, это блестяще. И это, безусловно, превосходит старый трюк с соединением двух стержневых зажимов посередине. Нажмите здесь, чтобы узнать, как сделать эти удлинители зажимов.7 / 28
Семейный мастер на все руки
Подставка для трубных хомутов
Эта удобная полка под монтажом позволяет хранить хомуты именно там, где они нужны. Просто отрежьте серию 1-1/4 дюйма. отверстия по диаметру вдоль центральной линии 2×6, а затем разорвите 2×6 пополам, чтобы создать полукруглые прорези. Затем прикрутите стороны 1×4 и верх к подставке и прикрутите ее к нижней части верстака.
8 / 28
Лента, тоже
Зажим скошенных кромок может стать настоящей проблемой, потому что кажется, что они никогда не выровняются правильно. Самый простой способ обойти этот процесс, который я нашел, — это использовать малярную ленту в качестве зажимов.
Сначала установите детали так, чтобы внешние края были обращены вверх, и склейте их липкой лентой встык. Переверните детали так, чтобы скошенные края были обращены вверх, и склейте их вместе. Завершите процесс, соединив последние два края вместе, и оставьте до завершения. Лента легко снимается, а клей не прилипает к ленте, что упрощает шлифовку и отделку. Используйте эту технику, чтобы построить шестигранные полки для вашей гостиной.9 / 28
Семейный мастер на все руки
Приспособления для угловых зажимов
Угловые зажимные блоки для сборки фоторамок — идея не новая: в журналах по деревообработке на протяжении многих лет появлялись различные варианты. Но это одни из лучших, что я видел. Отверстия охватывают угол, удерживая зажимы от прилипания к раме, когда клей выдавливается. — Трэвис Ларсон
Плюс: Основы зажимного стола.
10 / 28
3 способа получить хват
- При заворачивании винтов вручную используйте кусок резинового вкладыша, чтобы смягчить руку и увеличить крутящий момент на рукоятке отвертки.
- Наденьте рукоятки руля велосипеда на рукоятки зажима руля.
- Отрежьте пальцы от старых резиновых перчаток для мытья посуды и натяните их на рукоятки ручных винтов.
Спасибо читателю Брэду Снайдеру за эти советы!
Плюс: все, что вам нужно знать о зажиме.
11 / 28
Семейный мастер на все руки
Крышка хомута Brilliant Bar
Железные хомуты для труб могут легко повредить мягкую древесину или вступить в реакцию с клеем, вызывая окрашивание древесины. Мое решение состоит в том, чтобы отрезать кусок пластиковой трубы из ПВХ по размеру и поместить его вокруг трубы. Если у вас есть несколько коротких отрезков, вы можете стратегически расположить их так, чтобы они соответствовали древесине разной ширины. — Тим Джонсон
Щелкните здесь, чтобы ознакомиться с проектом стержневого зажима!
12 / 28
Семейный мастер на все руки
Хранение подвесных пружинных хомутов
Если у вас есть магазин в гараже, воспользуйтесь советом читателя Дэна Амштуца.
Закрепите все пружинные зажимы на верхней скобе двери гаража. Зажимы всегда под рукой, работаете ли вы с закрытой дверью или на свежем воздухе (это с открытой дверью, для тех из вас, кто не говорит по-итальянски Garage).13 / 28
Стабилизаторы пены
Ваши хомуты для труб и стержней переворачиваются во время склеивания и отклеиваются вместе с досками? Сделайте опоры для зажимов из жесткой пенопластовой изоляции толщиной 1-1/2 дюйма. Используйте канцелярский нож или пилу, чтобы вырезать пазы для фрикционных посадок для труб или стержней. Теперь зажимы — и вы — будете оставаться устойчивыми во время склеивания.
14 / 28
Семейный мастер на все руки
Шайбы для скамеек
Rockler продает оригинальные мелочи под названием Печенье для скамеек (rockler.com). Они очень полезны, когда вам нужно разместить проекты над рабочим столом для зажима, чистовой обработки или фрезерования. Но если вам нужно их много или вы хотите сэкономить несколько долларов, вы можете купить хоккейные шайбы примерно по 1,25 доллара за штуку и приклеить вкладыш с обеих сторон аэрозольным клеем.
Роб Роу предложил этот совет. Я предполагаю, что он скучающий игрок НХЛ/плотник с горой старых шайб. — Трэвис Ларсон15 / 28
Семейный мастер на все руки
Винтовые хомуты работают как шарм
Вам не всегда нужны хомуты. Отрежьте заготовку немного по длине, подгоните детали, затем просверлите отверстия возле концов. Склейте части и скрутите их вместе; они идеально лягут. Добавьте зажимы посередине, если там не выдавливается клей. Затем просто обрежьте концы, когда клей высохнет.
Вот еще один оригинальный зажимной наконечник.
16 / 28
Family Handyman
Perfect Pads
Теперь вы можете зажимать изделия, не вставляя бамперные доски между зажимами и деревом. Купите пачку войлочных прокладок 3M Surface Gard для средних нагрузок (3 доллара за пачку в домашних центрах или позвоните по номеру 800-3M-HELPS) и вырежьте кусочки, чтобы закрыть поверхности зажима (сначала отшлифуйте поверхности челюстей наждачной бумагой).
Липкая сторона подушечки плотно прилегает к губкам, поэтому подушечка не может скользить, когда вы увеличиваете давление. Спасибо читателю Гарри Лору за упрощение наших задач по склейке.17 / 28
Семейный мастер на все руки
Самодельные угловые зажимы
Не тратьте деньги на купленные в магазине угловые зажимы — сделайте их сами! Отрежьте пару 8-дюймовых. х 3/4 дюйма. х 1/8 дюйма. полоски твердой древесины и прикрутите к концам пару фанерных треугольников 2″x 2″. Положите скошенные детали на плоскую поверхность и прикрепите самодельные зажимы к внешнему краю каждой, выровняв длинную сторону треугольника параллельно срезу. Нанесите клей на поверхности соединения и зажмите соединение. Ручные винты работают лучше всего, потому что они крепче сжимают и не царапают заготовки. Большое спасибо читателю Дэвиду Суонсону за этот прекрасный совет. Узнайте, как построить эти быстрые зажимы, здесь.
19 / 28
Склеивание кромок стало проще
Приблизительно за 30 долларов вы можете укрепить свой арсенал штанговых зажимов с помощью этих мощных инструментов.
Эти зажимы прикладывают давление как по горизонтали, так и по вертикали, поэтому края стыка плотно прижимаются друг к другу и остаются на одном уровне. Вот как их сделать.20 / 28
Семейный мастер на все руки
Хранение зажимов с шипами
Зажимы разбросаны, и их трудно найти, когда они больше всего нужны? Вот способ держать их в одном месте. Подвесьте стержневые зажимы на горизонтальные обрывки 2×4, ввинченные между стойками для открытых стен. Добавьте еще одну или две доски для бутылок с клеем, дюбелей и печенья. Для крепления С-образных зажимов и пружинных зажимов просверлите отверстия в шпильках и установите отрезки длиной 3/16 дюйма. резьбовой стержень, натянутый на 1/4 дюйма. подкрылочные шайбы и гайки.
21 / 28
Как разжать зажим с помощью хомута
Превратите хомут для труб — тип со скользящей кривошипной рукояткой — в удобное средство для разборки старой мебели. Отвинтите фиксированную губку с рукояткой и завинтите ее назад, чтобы губка была обращена в сторону от трубы.
Теперь измените направление скользящей челюсти и используйте зажим, чтобы аккуратно разорвать суставы, которые вы будете ремонтировать. Когда ручка коснется трубы, просто сдвиньте ее к противоположному концу и поверните еще наполовину.22 / 28
Семейный мастер на все руки
Низкопрофильные верстачные тиски
Повысьте удобство работы в мастерской с помощью 1/2-дюймовых тисков. зажимы для труб, прикрученные к одному концу верстака. Он работает как третья рука для всех видов работ, и его установка занимает всего полчаса. Узнайте, как построить эти тиски здесь.
23 / 28
Неправильный объект? Нет проблем
Читатель Роберт Крамер показал нам удобный способ ремонта с помощью клея мелких или хрупких предметов без необходимости скреплять их вручную, пока клей не высохнет. Расплющите шарик пластилина Play-Doh (2 доллара за упаковку из четырех штук), затем нанесите клей на края объекта, который вы ремонтируете, и вдавите кусочки в глину.
Глина будет скреплять кусочки, пока клей сохнет, а затем вы сможете сразу ее снять.Вот еще один способ закрепить небольшой объект с помощью обычного инструмента для мастерских.
24 / 28
Ручка для банки с быстрой краской
Когда мне нужно было подкрасить покраску, для которой требовалось очень мало краски, не имело смысла переливать немного краски из литровой банки в другую емкость только для того, чтобы иметь удобная ручка. Поэтому я импровизировал. Вместо того, чтобы пачкать новый контейнер с краской, я сделал для него ручку с помощью С-образного зажима. Да, на зажим может попасть краска, но имеет ли это значение? Не для меня! — Майк Ватт
25 / 28
Семейный мастер на все руки
Подвесной хомут для труб
Поскольку эти колпачки плотно завинчиваются на 3/4 дюйма. трубная резьба, вы можете использовать их для хранения хомутов на стене магазина. Просверлите отверстия в верхней части крышек, затяните болты с проушиной в отверстиях с гайками с обеих сторон, затем прикрепите их к зажимам и подвесьте.
26 / 28
Прямоугольные восьмиугольники
Если вы когда-либо вырезали восьмиугольный элемент для проекта, вы, вероятно, «подкрались к нему». Вы нарисовали форму, срезали углы лобзиком и отшлифовали до линии. В следующий раз прикрепите этот фанерный держатель к угловому упору настольной пилы, и вы сможете вырезать идеальные восьмиугольники различных размеров за считанные секунды. Вырежьте в фанере квадратный угол и, отрегулировав угловой упор, установите его под углом 45 градусов к полотну пилы. (Привинтите деревянную планку к приспособлению, чтобы ее было легко закрепить на угловом упоре.) Крепко удерживайте квадратную заготовку в угловом вырезе и протолкните ее через лезвие, чтобы срезать угол. Поверните на четверть оборота и снова протолкните его, чтобы отрезать следующий угол. Если вы начнете с действительно квадратных заготовок, этот приспособление каждый раз будет вырезать идеальные восьмиугольники. Вырежьте несколько дополнительных квадратов, чтобы потренироваться! Мы благодарим читателя Уолтера Эндрюса за этот классный совет.
27 / 28
Хранение с пружинной рукояткой
Или купите эти органайзеры с пружинной рукояткой, доступные в домашних центрах, а затем прикрутите их к доске. Расположите доску достаточно высоко, чтобы удерживать трубу рядом с кривошипом, а другой конец упираться в пол.
28 / 28
Семейный мастер на все руки
Стопорный блок с пружинным зажимом
Вот стопорный блок, который отлично подойдет для любого забора в вашем магазине. Сделайте L-образный блок (красный элемент на фото), чтобы ездить вверх ногами по забору на угловом упоре. Чтобы сделать L-образный блок, отрежьте короткую полосу шириной 1-1/2 дюйма из 1/2-дюйма. толстая доска, затем отрежьте 1/2 дюйма. отрежьте конец и приклейте его под прямым углом к концу более длинного. Прикрутите L-образный блок к прочному пружинному зажиму, просверлив отверстие для винта в конце одной губки зажима, затем ввинтите блок внутрь зажима с довольно свободной посадкой.
- При заворачивании винтов вручную используйте кусок резинового вкладыша, чтобы смягчить руку и увеличить крутящий момент на рукоятке отвертки.
- Зажимы для начинающих