Ремонт и настройка форматно раскроечного станка
Даже самая дорогая и высококачественная техника нуждается в настройке и калибровке. Иначе на хороший результат рассчитывать не приходится. Рассмотрим как настроить форматно раскроечный станок, увеличить КПД и сделать процесс работы максимально комфортным и продуктивным.
Оглавление:
- Базовые понятия о работе форматно раскроечных станков
- Установка и первый запуск форматно раскроечного станка
- Обзор и характеристика пильных дисков для форматно раскроечных станков
- Наладка форматно раскроечного станка
- Ремонт форматно раскроечных станков
- Полезные советы по работе с форматно раскроечным станком
Базовые понятия о работе форматно раскроечных станков
Если взять чертеж форматно раскроечного станка, то на нем будут отображены следующие элементы:
- корпус, который состоит из ножек и связующих переборок,
- станина, раскладная либо цельная,
- каретка для распиловки,
- фиксирующая боковая планка,
- основной пильный диск,
- дополнительный пильный диск,
- система электропитания,
- система управления.
Настройка форматно раскроечного станка предполагает точную регулировку всех этих элементов. Кроме того, к каждому материалу выдвигаются особые технические требования по распиловке.
Не меньшее значение имеет и помещение, в котором выполняются деревообрабатывающие работы. Оно должно соответствовать установленным нормативам:
- площадь в два раза больше, чем площадь форматно раскроечного станка в полностью разложенном виде,
- качественная вентиляция, обязательно механическая,
- идеально ровный пол,
- высота не менее 3 м,
- отсутствие острых углов, колонн и других архитектурных форм.
Далее детально рассмотрим настройку элементов форматно раскроечного станка.
Установка и первый запуск форматно раскроечного станка
Принцип работы форматно раскроечного станка предполагает протягивание заготовки по станине с последующей распиловкой:
- Основной пильный диск всегда установлен под углом 90 градусов.
 К сожалению, тоже самое нельзя сказать про ножки и корпус форматно раскроечного станка.
К сожалению, тоже самое нельзя сказать про ножки и корпус форматно раскроечного станка. - Если какая — то из ножек гуляет, образовывается люфт от 1-2 мм до ощутимых 2-3 см. При этом между станиной и заготовкой образуется свободное пространство.
- В результате происходит искривление реза. В лучшем случае края детали получатся не ровными, в худшем — диск перегнет и он лопнет, что неминуемо приведет к тяжелым травмам.
- Дополнительный пильный диск еще более чувствителен к неровности пола, так как он используется для пропила угловых резов. Чем больше люфт, тем кривее получатся края.
Для того, чтобы правильно установить станок, необходимо выполнить следующие действия:
- взять двухметровый уровень и правило,
- уровнем проверить угол наклона пола, он должен быть строго 90 градусов,
- правилом проверить, чтобы не было перепадов и мелких неровностей, поверхность должна быть не только ровной, но и гладкой.

- если обнаружены перепады высоты или уклон, пол следует залить стяжкой.
Категорически не допускается местное выравнивание, по типу подпила ножек или установки под них подкладок. Учитывая значительную массу агрегата любые подкладки продавятся буквально за день работы. С подпилом все обстоит еще сложнее, так как точно угадать размер практически невозможно.
Как только форматно раскроечный станок установлен, переходим к первому запуску. Речь тут идет о правильном подключении двигателя. Хотя в большинстве инструкций холостой запуск советуют проводить только для бензомоторов, он актуален и для электрооборудования.
Распределительные индукционные катушки не нуждаются в отладке, зато все трущиеся детали должны стать на место и хорошо обкататься в масле. Если сразу начать работу, первые несколько деталей будут испорчены. Холостая прогонка осуществляется по следующему принципу:
- включить станок в сеть,
- дать мотору прогреться 5-10 минут,
- запустить первую скорость и дать агрегату поработать 10-15 минут,
- запустить вторую скорость на 5-10 минут,
- запустить 3 скорость на 5-10 минут, если есть,
- дополнительный пильный диск всегда работает на повышенных оборотах, поэтому его запускают сразу, и выключают после полной холостой прогонки.

После холостой прогонки в начале дают не полную нагрузку, а проверяют систему. Для этого берут не нужные обрезки и проганяют их через пильный диск, если шов ровный, значит все настроено верно и оборудование готово к работе. Если видны сколы или кривизна пропила, значит причины нужно искать уже в других элементах форматно раскроечного станка. И дело скорее всего в неправильно подобранном пильном диске.
Обзор и характеристика пильных дисков для форматно раскроечных станков
Диски делятся на:
- крупные зубья 10-12 штук,
- средние зубья 20-24 штуки,
- мелкие зубья 40 и более,
- специализированные 40 и более зубьев имеющих специальную заточку.
1. Так как форматно раскроечные станки подходят не только для распиловки ДСП, МДФ и других материалов на основе древесной стружки, использование крупных зубьев уместно при работе с деревом толщиной до 5 см. Более толстые заготовки нужно обрабатывать уже на специализированном оборудовании.
2. Средние зубья также применяются для дерева, они обеспечивают более качественный рез, и применяются к заготовкам до 2 см.
3. Пилы с мелкими зубьями позволяют получать идеально ровный рез и прочную, красивую кромку. Их недостаток — это повышенное усилие. Хотя на форматно раскроечных станках доводка заготовки осуществляется при помощи каретки, нагрузка на мотор заметно возрастает. Поэтому нужно следить за перегревом.
4. Специализированные пилы имеют заточку прямой — трапеция, что подразумевает — первый зуб делает ровный рез, второй его расширяет. Эта технология применяется специально для обработки материалов на основе опилок, так как позволяет сохранить целостность структуры. После распиловки кромка сразу же готова к ламинированию.
Именно диски четвертой категории идут в комплекте запчастей для форматно раскроечных станков. Но так бывает не всегда. Большинство китайских и некоторые европейские производители экономят и заменяют диски по ДСП более дешевыми обычными дисками с мелким зубом.
Дополнительный диск всегда идет со средним зубом. Пилить под углом сложнее, поэтому более крупный зуб компенсирует нагрузку на слабый мотор подрезной пилы.
Следующий важный момент — способ изготовления. Бывают:
- монолитные диски,
- твердосплавные диски.
1. Монолитный диск изготавливается из цельного стального бруска. Эта технология наиболее дешевая, но диски не отличаются высоким качеством, быстро стираются и легко колятся.
2. Более дорогие твердосплавные диски не только обеспечивают более точный рез, но и служат значительно дольше. Основа таких дисков, как и в предыдущем случае, монолитная, но на зубья напаяны твердосплавные режущие пластины. Они практически не нуждаются в заточке, не стираются и по времени эксплуатации в 4-5 раз превосходят монолитные диски.
Наладка форматно раскроечного станка
Ровное основание и правильный диск — это еще не гарантия того, что деталь будет распилена ровно. Речь идет о регулировке скорости и выборе правильного режима.
Речь идет о регулировке скорости и выборе правильного режима.
Большинство форматно раскроечных станков имеет 3 скорости основного распилочного диска и одну — подрезного, с нее и начнем.
Чем выше скорость вращения — тем точнее рез. Но при этом важно понимать, что большие обороты дают большую нагрузку на двигатель. Стандартный двигатель подрезной пилы имеет мощность 750 Вт. Это достаточно мало, так как даже большинство ручных лобзиков рассчитаны на 1-1,5 кВт. Следовательно чем выше обороты подрезного диска, тем тоньше должна быть заготовка. Для примера возьмем скорость вращения в 9000 оборотов в минуту. При этих показателях максимальная толщина заготовки не должна привышать 1,5 см, иначе на резе образуются сколы, а кромка будет плохого качества.
Совет: тихоходные подрезные диски, до 7500 об/минуту, устанавливаются только на дорогих промышленных системах, во всех остальных случаях толщина заготовки должна быть в пределах 1-1,8см.
Основной диск вращается медленнее:
- первая скорость 3000-4500 об/мин,
- вторая скорость 4500-6000 об/мин,
- третья скорость 6000-8000 об/мин.

Показатели условны, и зависят от модели и производителя.
Регулировка форматно раскроечного станка происходит опытным путем. Связанно это не столько с техникой, сколько с материалом. Будь то ДСП, OSB, МДФ или любой другой продукт на основе опилок, в его состав входят клей, смолы, древесная стружка, присадки, прокладки, и другие компоненты. Все это сильно влияет на такой параметр, как твердость. Лист фанеры одного производителя легко и точно кроится на оборотах в 7000, лист другого крошится даже при 4000.
Указанная деталь часто становится причиной по которой потребитель недоволен техникой и сервисным центром, который отказывается ремонтировать полностью исправный аппарат.
Далее следует поговорить об электрической части оборудования. Форматно раскроечные станки, схемы и соединения в которых крайне подвержены атмосферному воздействию, часто хранятся в плохопроветриваемых, сырых помещениях. В низкокачественных моделях это приводит к образованию коррозии, в более дорогих — к отложению солей.
Соль хорошо проводит электричество. Следовательно, когда ток подается на микросхему и соприкасается с соляным отложением, часть тока расходуется впустую. В результате, напряжение и сила тока падают, а в некоторых случаях, наоборот, возрастают в разы. Это приводит к неправильной работе всей системы целиком. В скором времени контакты начинают коротить, оплавляться и перегорать.
Решить проблему достаточно просто. Перед началом эксплуатации необходимо проверить всю электроразводку и очистить схемы. Иногда, при транспортировке, кабеля пережимаются или перетираются, осмотр выявит и этот дефект.
Устройство форматно раскроечного станка предполагает наличие еще одного весьма капризного элемента — каретки — доводчика. В качественных агрегатах она изготовляется из алюминия. Металл не подвержен коррозии и не нагружает роликовый механизм, так как значительно легче стали. Все необходимые действия перед началом работы — проверить на прочность болты направляющей планки.
В более дешевых моделях используется как раз сталь. Материал быстро окисляется, ржавчина забивает ролики, а достаточно большой вес каретки разбалтывает крепежи. Даже люфт в 1-2 мм ощутимо влияет на качество пропила. А если плавность хода каретки нарушена, о ровной кромке даже не приходится мечтать.
Материал быстро окисляется, ржавчина забивает ролики, а достаточно большой вес каретки разбалтывает крепежи. Даже люфт в 1-2 мм ощутимо влияет на качество пропила. А если плавность хода каретки нарушена, о ровной кромке даже не приходится мечтать.
Ремонт форматно раскроечных станков
Неправильная эксплуатация прибора рано или поздно приводит к его поломке. В большинстве случаев неисправности обнаруживаются еще в период срока действия гарантии и устраняются непосредственно мастерами сервисного центра.
Послегарантийное обслуживание стоит достаточно дорого, поэтому необгодимо разобраться в узлах форматно раскроечного станка и научиться локализировать причину. Для удобства разделим их на две группы:
- механические,
- электрические.
К механическим причинам поломки относят:
- износ деталей,
- попадание мусора,
- разбалтывание крепежей,
- механические или химические повреждения,
- нерегулярное техобслуживание.

Старые детали легко заменить, крепления поджать, а забившийся узел разобрать и прочистить. Если речь идет о каких либо повреждениях, то скорее всего понадобится замена детали. Ни один из элементов узлов не подлежит пайке или рихтовке. Но самый грозный враг любого форматно раскроечного станка — нерегулярное проведение технического осмотра. Почти каждая деталь является трущейся, соответственно должна быть хороша смазана маслом или смазкой. При нагреве масло испаряется, а смазка высыхает. Чем чаще и дольше работает станок, тем быстрее нагреваются его элементы и расходуется материал. Осмотр на предмет смазки желательно проводить раз в неделю.
К электрическим причинам поломки относят:
- перетирание кабелей,
- замыкание микросхем,
- перегорание проводки,
- перегорание мотора.
Без специальных знаний и аппаратуры выявить электрические причины поломки достаточно сложно. Единственное исключение мотор, но только в том случае, если он сгорел во время работы. Решением станет любой электрик с качественным электронным вольтметром.
Единственное исключение мотор, но только в том случае, если он сгорел во время работы. Решением станет любой электрик с качественным электронным вольтметром.
Полезные советы по работе с форматно раскроечным станком
Достаточно популярный вопрос о том, как сделать форматно раскроечный станок более производительным. Ответ на него только один — поставить более мощный мотор. Тем не менее, перед выполнением данной процедуры, нужно взвесить все за и против. Кроме очевидного повышения расхода электроэнергии есть много других подводных камней:
- Понадобится электрик, который не только составит схему подключения прибора, но и рассчитает все технические данные.
- Механизм крепления пильных дисков придется сделать более надежным. Для этого понадобится оборудовать зажим дополнительными разъемами.
- Легкие столы, до 1500 кг, необходимо дополнительно закрепить к полу. Обычно для этих целей к ножкам прикручивают металлические уголки, которые фиксируются в полу дюбелями.

- Чем мощнее мотор, тем лучше должна быть система охлаждения. И эта проблема является наиболее сложной. Высокотехнологичные решения стоят дорого, а обычные вентиляторы не слишком помогают.
- Если модернизация происходит еще в момент действия гарантийного обслуживания, то самовольное изменение системы предполагает расторжение договора о бесплатном ремонте.
Таким образом, целесообразность весьма спорна. Если нужен форматно раскроечный станок большой мощности, проще подобрать соответствующую требованиям модель. Если на практике тех. характеристики оказались завышенными, по закону есть две недели обменять товар на другой или забрать деньги.
Настройка форматно раскроечного станка видео представлено ниже:
Форматный станок для начинающих | Блог Андрея Лаппо
Форматно-раскроечные станки – это один из основных видов необходимого оборудования для изготовления мебели. Раскрой плит ДСП, ДВП и МДФ и других листовых материалов производится с помощью форматно-раскроечных станков.
Раскрой плит ДСП, ДВП и МДФ и других листовых материалов производится с помощью форматно-раскроечных станков.
Одно из основных свойств форматников – точность распила, так как этот параметр оказывает большое влияние на качество изготовляемой мебели.
Без форматно-раскроечного станка в мебельном производстве делать нечего, но не у всех есть возможность начать бизнес с покупки хорошего оборудования. И тут на помощь приходит бесценный опыт товарищей-мебельщиков, которые с удовольствием делятся своими наработками на форуме мебельщиков.
Рассмотрим изобретение пользователя DokaLe, это НЕ первый его форматник, потому в данном варианте учтен опыт предыдущей работы над станком. Станок обеспечивает достаточно высокую точность раскроя, 0.1 мм при прямолинейной обработке по длине 2750мм, что является отличным показателем для самодельного оборудования. Сам станок занимает места меньше чем «заводские» образцы, длина станка составляет 4,5 метра и умещается в гараже размерами от стены до стены 6м, в то время когда для размещения «заводского» станка необходимо порядка 7 м. что является причиной поиска помещений с более высокой арендной платой.
что является причиной поиска помещений с более высокой арендной платой.
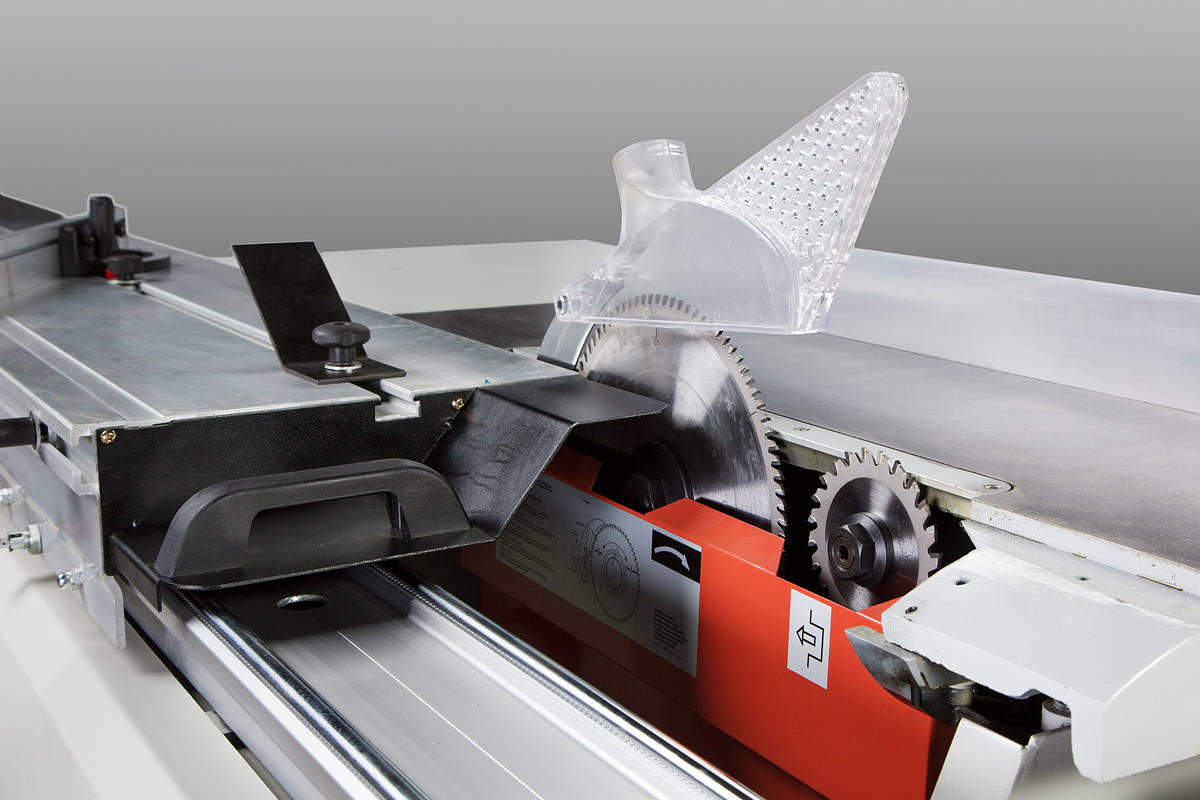
Пильный узел с коробом для сбора опилок. Обратите внимание, что диски крутятся «друг на друга».
Пульт управления.
Линейка, с ограничительным прижимом.
Прижимы.
Станина.
Посмотрите видео ролик о работе данного станка:
Перед тем как продолжить расссказ про данный станок, хочу показать, как выглядел предыдущий вариант. Он был очень прост в изготовлении и имеет низкую себестоимость. Проработал 10 лет.На станке стоят дешевые китайские диски АТАКА, но пилят они почти без сколов. Каретка перемещается с помощью 12 подшипниковых колес от болгарского накопителя на магнитных носителях. На каждый пильный диск был установлен отдельный двигатель.
Станина.
Перемещение каретки.
Вал с ременной передачей.
Итак, вернемся к новой модели. Станок позволяет обрабатывать детали с длиной пропила 2770мм, при длине стандартного листа 2750мм.
 Если необходимо распилить лист длиной 3500 мм. тогда потребуется его предварительно распилить на две части.
Если необходимо распилить лист длиной 3500 мм. тогда потребуется его предварительно распилить на две части.На станке предусмотрен расклинивающий нож, и это не случайно.
При обкатке нового станка отлетел обрезок (100х100мм) по ходу основной пилы. После экспериментов стало понятно, что обрезок подкидывает задним фронтом основной пилы и выкидывает вперед на подающего материал. (на видео есть момент без расклинивающего ножа и корпуса), после чего поставили нож. Это единственная его функция при данной конструкции станка.
Дело в том, что листы ЛДСП имеют внутреннее напряжение. Особенно это заметно на залежалых деталях или отсыревшем материале. Такой материал после пропила основным диском, начинает сжимать пропиленную щель. Если лист большой, то обратным ходом диска может поколоть лицевую сторону матераила. Если деталька маленькая, то ее может подбросить вверх. Поэтому расклинивающий нож необходим. Толщина ножа должна быть не меньше ширины диска, тоесть примерно 4 мм.
Рассмотрим более подробно из чего состоит станок и основные характеристики:
— двигатель основного вала – АИРЕ 80, 220В, 2800 об/мин, 2,2 кВт;
— двигатель подрезного узла – АИРЕ 71, 220В, 2800 об/мин, 1,1 кВт;
— ступенчатая скорость каретки обеспечивается двигателем постоянного напряжения 36В;
— редуктор червячный самый маленький из серии, 28-й, итальянского производства, оказался дешевле российского аналога почему-то.

На редукторе два шкива с двух сторон, каретка передвигается при помощи двух трехмиллиметровых тросиков в оплетке. На основном валу получаем скорость вращения 3500 об/мин, установлен клиновой ремень. Для подрезки получается более скоростной выход — 5800 об/мин, установлен поликлиновой ремень на 8 ручьев.
Основная пила имеет подъем 0-52мм, подрезная 0-4мм. Наклона пилы под углом нет. В качестве направляющих выступает калиброванный прут 25мм длиной 4,2 метра.
Каретка сделана из 30мм текстолита, размер 750х500мм. Все 8 роликов каретки каленые, по два подшипника в каждом. Стоят они парами под различными углами наклона, потому касание роликов с направляющей происходит в разных точках, это уменьшает износ направляющих, не дает накатывать канавку. С обеих сторон направляющей установлены конечные выключатели. На обратном ходу установлен дублирующий резервный конечник, на случай выхода из строя основного, а для индикации неисправности основного конечника установлена световая сигнализация.

Для цепи управления станком в силовой шкаф установили стабилизатор Ресанта 500Вт.
Столы изготовлены из МДФ толщиной 21мм и 32 (16+16)мм.
В качестве прижимов используются обычные мебельные газ-лифты на 5 килограмм.
Джойстик используется самодельный, трещетку взяли из автомобильного набора головок.
Везде использовались закрытые с обеих сторон малошумящие немецкие подшипники.
Габаритные размеры станка – 4500х2800мм.
Настройка станка производилась прибором (в быту называют цешкой) на замыкание с помощью двух натянутых струн. Настройка подрезки под основную пилу производилась с помощью прокладочных колец.
Процесс настройки происходит следующим образом.
[aslideshow]
[/aslideshow]
Натягиваем два тросика 1мм сбоку и сверху. На направляющей устанавливается специальное приспособление с двумя пластинками, которые стоят в вертикальной и горизонтальной плоскости. Ее поверхности касаются с тросиком (на фото видно намеченные места касания). К тросикам подключен первый вывод «цешки», а к направляющей второй, установлен режим «ОМ». Направляющая и тросики изолированы (нет гальванической связки). Между верхним тросом и верхней пластинкой вставляем лист бумаги, внизу к профилю прикручивается струбцина (см. фото), у нее есть два болта. Настраиваем на касание с тросом (смотрим по прибору). После этого убираем бумагу и вставляем между боковым тросом и боковой пластиной (у автора штырь). С помощью болтов настраивается высота на замыкание (видно по прибору). Процедура повторяется отдельно с каждым узлом, в авторском варианте по 25 на каждой направляющей.
К тросикам подключен первый вывод «цешки», а к направляющей второй, установлен режим «ОМ». Направляющая и тросики изолированы (нет гальванической связки). Между верхним тросом и верхней пластинкой вставляем лист бумаги, внизу к профилю прикручивается струбцина (см. фото), у нее есть два болта. Настраиваем на касание с тросом (смотрим по прибору). После этого убираем бумагу и вставляем между боковым тросом и боковой пластиной (у автора штырь). С помощью болтов настраивается высота на замыкание (видно по прибору). Процедура повторяется отдельно с каждым узлом, в авторском варианте по 25 на каждой направляющей.
Ниже представлены рисунки каретки и валов, а также чертежи роликов и шарниров.
Также интерес представляет и оригинальная конструкция кабель-каналов из фанеры, за работой которых можно понаблюдать в видеоролике. Как видно, уложенные в них провода и шланги нигде не перегибаются и не придавливаются, что увеличивает износостойкость и продляет жизнь станку.
[aslideshow]
[/aslideshow]
Направляющие, сделанные из стали повышенной прочности 40Х, калибруются в специальных цехах методом волочения (разг. Протаскивания) через отверстие определенного диаметра, такие предприятия есть в любом среднем городе.
Протаскивания) через отверстие определенного диаметра, такие предприятия есть в любом среднем городе.
Регулировка плоскости стола относительно направляющей осуществляется следующим образом:
К столу под углом 90° клеится упор.
Выравниваем стол параллельно ходу каретки (на глаз). Стол прикручиваем одним саморезом к основанию станка. Берем прямоугольный кусок ЛДСП 600х600 мм. Поочередно срезаем с каждого края по 3мм (при этом деталь вращается строго по часовой стрелке 4 раза). После этого пятый раз поворачиваем деталь по часовой стрелке и делаем срез 15мм, берем этот отрезок, ставим на ребро и ломаем посередине. Полученные две части складываем вместе.
Если куски не совпали – начинаем двигать столешню в нужную сторону и повторяем процедуру с пилением ламината до получения идеального результата – точного совпадения высоты двух частей. Когда нужный результат достигнут – прикручиваем намертво столешню.
При работе со станком следует учесть следующие моменты:
Если не отвести каретку назад и положить деталь на стол – каретка будет возвращаться в автоматическом режиме не зависимо от того держит ли рабочий джойстик или нет. При этом она врежется в деталь рассекателем, если рабочий не успеет нажать красную кнопку аварийной остановки. Ничего страшного не произойдет, максимум испортится деталь, но в принципе при небольшой доработке эта проблема решаема.
При этом она врежется в деталь рассекателем, если рабочий не успеет нажать красную кнопку аварийной остановки. Ничего страшного не произойдет, максимум испортится деталь, но в принципе при небольшой доработке эта проблема решаема.
Если нужно отпилить угол с детали немного неудобно целиться, но это легко решается установкой лазерной полосы там где движется пила.
Максимальная длина детали которую можно прогнать 2800мм, это следует учитывать.
А так получается очень надежный, удобный и компактный форматный станок для небольшого производства. Сейчас один из пользователей, dabasov, успешно повторяет опыт автора и собирает такой же аппарат для своего строящегося цеха.
Наблюдать за темой можно на форуме.
Не забудьте поблагадарить автора концепта, за предоставленную информацию. Отдельное спасибо пользователю DokaLe от «Блога интересных идей».
Форматно-раскроечный станок: виды, узлы конструкции, выбор
Современные строительные материалы на основе древесины, например, ДВП, ДСП, МДФ имеют крупногабаритный листовой формат. Эти изделия представляют собой стружечные ковры, сформированные из склеенных между собой частиц древесных волокон. Такие плиты имеют универсальные габаритные размеры.
Эти изделия представляют собой стружечные ковры, сформированные из склеенных между собой частиц древесных волокон. Такие плиты имеют универсальные габаритные размеры.
Для нужд мебельного или строительного производства нередко требуется материал, имеющий индивидуальные параметры. Поэтому крупному производителю или поставщику лесоматериалов целесообразно иметь в своем распоряжении форматно-раскроечный станок. Это приспособление способно придать изделию заданную форму и геометрический размер, сохранив при этом технологические характеристики материала. Наличие такого станка увеличит эффективность производства, значительно расширив функционал работ.
Определение
Форматно-раскроечный деревообрабатывающий станок является универсальным оборудованием для продольного или поперечного пиления и раскроя под углом досок, листовых материалов из дерева, а так же пластмасс и мягких металлов.
Совокупная работа основного пильного органа и вспомогательных подрезных дисков обеспечивает высокую степень обработки материала. С помощью этого сложного устройства происходит быстрая, технологичная раскройка сырья для последующего изготовления качественной продукции. Агрегат имеет внушительные размеры и надежную опору на каркас-станину, поэтому способен выдержать вес крупногабаритных листов материала.
С помощью этого сложного устройства происходит быстрая, технологичная раскройка сырья для последующего изготовления качественной продукции. Агрегат имеет внушительные размеры и надежную опору на каркас-станину, поэтому способен выдержать вес крупногабаритных листов материала.
Назначение форматно-раскроечного оборудования
Этот деревообрабатывающий станок, известный также как форматник, зачастую используется на серийном производстве мебели. Например, для резки ДСП. Благодаря достаточной глубине пропила машина способна одновременно производить распиловку нескольких плит по заданному формату. Это позволяет унифицировать и ускорить процесс обработки и изготовления продукции.
Работа на круглопильном форматно-раскроечном станке обычно заключается в установке базовых габаритных размеров листовых изделий, которые служат заготовкой для дальнейшего изготовления мебельной или строительной пилопродукции. Форматник предназначен для распиловки таких плитных материалов, как:
- фанерные щиты и шпон различной толщины;
- древесностружечные и древесноволокнистые плиты;
- панели из мелкодисперсной стружки;
- композитные материалы на основе древесины;
- стеклопластик.

Форматно-раскроечный станок на производстве показывает себя как надежное и точное оборудование, выступающее незаменимым элементом в цепочке технологического процесса. На форматно-раскроечном станке выполняется качественная и продуктивная работа, отвечающая требованиям безопасности.
Особенности конструкции
Производительность и функциональность форматно-раскроечного станка зависит от его особенностей его конструктивных элементов, основными из которых являются:
- Подвижная каретка — механизм перемещения рабочего стола, оборудованный стальной направляющей для скользящей подачи обрабатываемого изделия на пильное полотно и точного распила. Она оснащена концевой ручкой и винтами для отпирания и запирания устройства. Стальной шариковый привод предназначен для перемещения каретки по направляющим станка. Он имеет вид линейной платформы со специальным сепаратором для шариков.
- Станина — каркас для закрепления рабочего механизма станка.
 Она имеет несколько резьбовых опор, устанавливающихся в стойки рамы. Такое крепление позволяет регулировать горизонтальный уровень агрегата и обеспечивает плавный ход рабочего стола.
Она имеет несколько резьбовых опор, устанавливающихся в стойки рамы. Такое крепление позволяет регулировать горизонтальный уровень агрегата и обеспечивает плавный ход рабочего стола. - Стол представляет собой массивную плиту с жестким креплением, на которой происходит раскрой изделия. Она выполняется из прочного и легкого металла — алюминия со специальным оксидным покрытием, которое предотвращает истирание и деформацию поверхности во время работы.
- Панель управления с кнопочным механизмом, регулирующим ход рабочих операций.
- Дополнительное оборудование может быть представлено рукавом аспирации для удаления древесной пыли, стружки и других отходов производства.
- Измерительные линейки для продольных и поперечных пропилов, а также пропилов под углом в 90 и 450 или перекидной упор.
- Расклинивающий нож, который предназначен для предотвращения обратного выброса изделия позади пильного полотна.
- Регулируемый защитный кожух, закрывающий пильный орган.

Точность работы форматно-раскроечного станка обеспечивает сложный конструкционный механизм, показывающий высокие показатели рентабельности благодаря наладке и калибровке его основных рабочих элементов.
Пильный узел
Пильный узел — центральный рабочий орган форматно-раскроечного станка. Он представляет собой полотно с двумя пильными дисками, которые приводятся в действие с помощью электродвигателей, установленных в специальном отсеке.
Диск, расположенный ближе к заготовке, называется подрезным. Для получения качественного, ровного распила без задиров и сколов он располагается в одной плоскости с основным пильным полотном, то есть под нулевым наклоном. Механизм оснащен органами настройки для установки подрезного диска в проектное положение. Подрезная пила вращается со скоростью около 8000 об\мин. в противоположном направлении, первой разрезая обрабатываемую поверхность, предотвращая деформацию изделия.
Для качественного распила материала зубья на пильных дисках имеют различную форму. Трапециевидные зубья предназначены для выборки материала. Зубья прямой или прямоугольной формы служат для зачистки поверхности изделия.
Трапециевидные зубья предназначены для выборки материала. Зубья прямой или прямоугольной формы служат для зачистки поверхности изделия.
Основная пила
Комплектация основного пильного полотна следующая:
- основная пила диаметром от 200 до 350 мм;
- плоский, поликлиновой или зубчатый ремень;
- расклинивающий нож.
Совместно с подрезным диском основная пила выполняет раскрой материала, но имеет меньшую ширину. Скорость ее вращения составляет в среднем 4000 об/мин.
Для обеспечения точности измерений основное пильное полотно имеет измерительную линейку для продольных пропилов.
Расклинивающий нож предназначен для фиксации выполненного распила в раскрытом положении. Это необходимо, чтобы избежать непроизвольного выброса материала в случае его смыкания.
Особенности подвижного стола
Форматный (подвижный) стол необходим для подачи листового изделия в пильный узел, поэтому он имеет увеличенные габаритные размеры. Он крепится в прорезь подвижной каретки с помощью установочных винтов, запорных и плоских шайб. Его перемещение происходит с помощью стального роликового механизма, находящегося в стяжной рейке стола. Для удобства он оснащается регулировочной ручкой, приводящей подвижной механизм в действие.
Он крепится в прорезь подвижной каретки с помощью установочных винтов, запорных и плоских шайб. Его перемещение происходит с помощью стального роликового механизма, находящегося в стяжной рейке стола. Для удобства он оснащается регулировочной ручкой, приводящей подвижной механизм в действие.
Виды
Форматный круглопильный станок — профессиональное устройство для раскройки листовых материалов. Поэтому классифицировать такие станки принято с точки зрения производственных мощностей:
- Легкие. Такие станки имеют простую модификацию, отсутствует дополнительное оснащение. Отличаются небольшими габаритными размерами и легкостью конструкции. Такие мини форматно-раскроечные станки предназначены для небольших ремесленных мастерских или уникальных производств, работа на которых длится не более 5 часов.
- Средние. К ним принято относить станки для эксплуатации в течение 8-10 часов. Такие форматно-раскроечные станки устанавливаются в условиях серийного производства, где работа происходит в течение одной смены.
 Форматно распиловочный рабочий орган, образующий станок, оборудован подвижным столом, пылеотсосом и другими дополнительными функциями, упрощающими производственный процесс.
Форматно распиловочный рабочий орган, образующий станок, оборудован подвижным столом, пылеотсосом и другими дополнительными функциями, упрощающими производственный процесс. - Тяжелые. Представляют собой промышленные агрегаты, способные работать более двух рабочих смен. Форматно-раскроечный автоматический центр целесообразно эксплуатировать в условиях многофункциональных производств. Для изготовления разноформатных фрезерованных изделий также применяются раскроечные станки с ЧПУ. Такие механизмы имеют прочную конструкцию и электронную панель управления с запрограммированной системой операций.
Форматные станки для раскроя листовых изделий имеют разные технические параметры, которые определяют их производственную мощность, стоимость, наличие дополнительного оборудования и конструкционные особенности.
На какие параметры станка стоит обращать внимание при подборе
При выборе форматно-раскроечного оборудования важно учитывать объем производимых работ, от которого будут зависеть следующие характеристики:
- мощность основной и подрезной пилы;
- длина и глубина пропила;
- особенности конструкции пильного узла и подвижной каретки;
- наличие дополнительных функций, регулирующих механизмов;
- масса и габариты агрегата.
То, какой вид оборудования выбран для изготовления продукции напрямую будет влиять на конечное качество производимых изделий. Производители станков учитывают важные технологические особенности процессов как на крупных, так и на малых предприятиях. Поэтому каждый агрегат модернизирован под специфические нужды производств.
Настройка форматно-раскроечных станков
Механизм станка всегда отрегулирован заводом-производителем. Правильно настроить форматно-раскроечный станок самостоятельно можно поэтапно, начиная с пильного органа. Предварительно необходимо изучить инструкцию, предлагаемую производителем.
Для качественной и безопасной работы стоит обратить особое внимание на толщину расклинивающего ножа, которая не должна превышать ширину зубьев пильного оборудования более чем на 0,5 мм. Также следует отрегулировать температуру шпинделя, и параметры посадочного места пильного механизма.
Также следует отрегулировать температуру шпинделя, и параметры посадочного места пильного механизма.
Правила работы
На форматно-раскроечном станке выполняется работа, связанная с необходимостью соблюдения определенных мер безопасности.
При использовании пильного оборудования важно обезопасить дыхательные пути и органы слуха средствами индивидуальной защиты. Рабочая зона должна быть хорошо освещена, исключена возможность попадания влаги, воспламеняющихся и токсичных испарений. Возможна работа только на исправном форматно-раскроечном станке, после проверки оборудования на наличие поврежденных элементов. Чтобы механизм работал исправно каждый раз перед работой целесообразно проверять соединения подвижных частей и надежность крепежа.
Необходимо учитывать, что при распиловке может произойти выброс обрабатываемого материала. Следует надежно закреплять изделия и подвижные станины.
Вся ответственность за безопасную работу станка возлагается на оператора и владельца оборудования. Не стоит пренебрегать возможностью периодических проверок механизмов, своевременно производить их калибровку.
Изготовление форматно-раскроечного станока своими руками в домашних условиях
При изготовлении мебели из доступных материалов часто используют древесно-стружечную плиту (ДСП) или ламинированный вариант (ЛДСП). Её невозможно точно обрезать без использования специального станка. Сделав форматно-раскроечный станок своими руками, работник может не только сэкономить значительные средства, но и изготовить оборудование с учётом собственных требований.
Особенности конструкции
Самостоятельное изготовление мебели по доступной цене обычно предполагает использование древесно-стружечной плиты. Для этого необходим станок для распила ДСП. Он должен обеспечивать точный распил без образования сколов.
Для этого необходим станок для распила ДСП. Он должен обеспечивать точный распил без образования сколов.
Покупное оборудование может иметь размеры свыше 7 метров, что создаёт необходимость искать соответствующее помещение для аренды форматно-раскроечного станка. Изготовление его своими руками позволяет его сделать более компактным, давая возможность установить его в своём гараже.
Устройство стола для форматно-раскроечного станка включает в себя следующее:
- Большая ровная столешница, на которой кладут лист ДСП.
- Пила, которая предусмотрена для выполнения распила.
Плиту перемещают навстречу диску для выполнения прореза.
Разрез ДСП с помощью станка потребуется в следующих случаях:
- Если необходимо за короткое время выполнить значительный объём работы.
- При необходимости сделать точный и аккуратный разрез.
- Если необходимо обеспечить ровный и качественный разрез.
В ситуациях, где такая необходимость не возникает, можно работать вручную. Однако при этом работа будет менее эффективной и аккуратной.
Однако при этом работа будет менее эффективной и аккуратной.
Существуют следующие разновидности форматно-раскроечных станков:
- Бытовые отличаются относительно небольшими размерами и массой. Их можно легко устанавливать или демонтировать при необходимости. Обычно масса не превышает 20 кг.
- Круглопильные станки дают возможность делать пропилы в любом нужном направлении. Работают с материалом толщиной до 9 см. Станки используют в домашних условиях или в небольших мастерских.
- Существует разновидность, где лист закреплён вертикально. Здесь требуется меньше места для размещения. Такой станок называется вертикальным.
- Стационарные станки не перемещаются на другое место. Эти механизмы громоздкие, но обеспечивают высокие качество и эффективность работы. Лист закреплён неподвижно, а пила перемещается для выполнения разреза. Такое оборудование имеет мощную станину и относительно большую столешницу.
Нужная разновидность станка выбирается исходя из имеющихся задач.
С помощью такого оборудования можно обрабатывать следующие материалы:
- плиты типов МДФ, ДСП, ЛДСП, ДВП и USB;
- древесина;
- фанера различной толщины;
- листы, состоящие из композитных материалов, в том числе и такие, которые имеют пластиковую облицовку.
Форматно-раскроечные станки чаще всего используются для изготовления мебели.
При выборе подходящей конструкции, нужно учитывать следующие параметры:
- В небольших бытовых моделях применяются двигатели, мощность которых не превышает 2 кВт. Их используют для распиливания материалов, имеющих небольшие размеры. Для самостоятельного изготовления мебели лучше использовать такие, мощность которых составляет 3-5 кВт.
- Глубина распила в большинстве случаев равна 4-14 см. Этот параметр определяется отдельно для разреза под прямым углом или по углом 45 градусов.
- Бытовой станок должен иметь такую массу, чтобы один человек мог переместить в нужное место. Обычно вес не превышает нескольких десятков килограммов.

Важно учитывать напряжение электросети. Для домашнего форматно-раскроечного станка более удобно, когда используется 220 В. Более мощные стационарные модели используют 380 В.
Пильный узел
Основной частью форматно-раскроечного станка является пильный узел. Обычно он состоит из двух дисков. Один из них, меньшего размера, делает разрез на небольшую глубину. Другой осуществляет разрез ДСП. Первый из них особенно полезен в том случае, если обработке подвергается плита ламинированного ДСП. Он делает разрез в верхнем слое материала.
Самостоятельно созданный механизм для распила представляет собой сварную конструкцию. Эта особенность позволяет успешно бороться с вредным воздействием вибрации, неизбежной при выполнении таких работ.
Применение двух дисков важно, чтобы обеспечить отсутствие сколов на облицовке при разрезе. Чтобы обеспечить их вращение, могут использовать один или два мотора. В последнем случае каждый из них вращает свою пилу.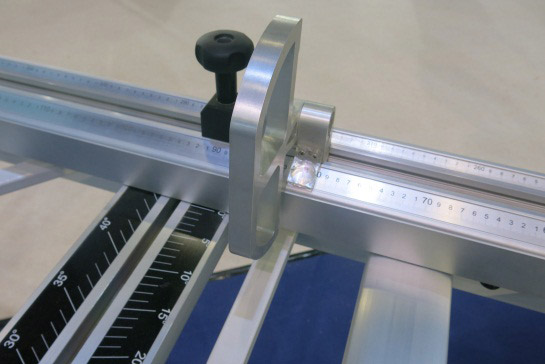
От мотора вращение передаётся на вал пилы при помощи ременной передачи. Диски нужно изготавливать из инструментальной стали, так как это позволит предотвратить воздействие истирания.
Основная пила
Скорость вращения циркулярки должна быть не менее 4000-5000 оборотов в минуту. Чем быстрее будет вращаться диск, тем более высоким будет качество разреза. Однако в этом случае будет повышаться нагрузка на конструкцию.
Снижение быстроты вращения приведёт к увеличению риска образования сколов. Если есть возможность, то нужно устанавливать двигатель с регулируемой скоростью вращения. В таком случае его показатели можно будет устанавливать в соответствии с особенностями материала. Конструкция для распила должна обеспечивать мощность не менее 3-5 кВт.
Особенности подвижного стола
Если распиловка происходит на подвижном столе, то важно обеспечить его точное движение во время работы. При этом используются не только роликовые держатели, но и специальные направляющие.
При этом используются алюминиевые каретки в сочетании с шариками и роликами, поддерживающими столешницу снизу. Также получили распространение пластиковые направляющие.
Порядок изготовления форматно-раскроечного станка
Перед тем, как сделать форматно-раскроечный станок своими руками, нужно решить, какая именно разновидность оборудования необходима. Нужно учитывать, что покупные станки обеспечивают более высокие точность и качество работы. В то же время при самостоятельном изготовлении можно обеспечить выгодное соотношение затраты/качество работы станка.
Чтобы изготовить самодельный станок, потребуются такие инструменты:
- Болгарка с диском, предназначенным для работы по металлу.
- Сварочный аппарат.
- Электродрель с комплектом свёрл нужного диаметра.
- Измерительные инструменты.
Для создания конструкции будут необходимы следующие материалы:
- Рычажный механизм.
- Для столешницы потребуется листовая сталь толщиной не менее 3 мм.

- Ролики, которые будут обеспечивать движение листа ДСП или толстой фанеры.
- Две трубы, соединённые между собой, которые будут использоваться в качестве направляющих.
- Несколько труб квадратного или круглого сечения.
- Лист ДСП.
Для выполнения работы необходимо подготовить чертеж. Для изготовления станка необходимо сделать следующее:
- Сначала нужно сделать станину. Для неё берут заранее подготовленные трубы. Можно использовать те, которые имеют квадратное или круглое сечение. Их соединяют в цельную конструкцию при помощи струбцин. После того, как будут подготовлены детали, их соединяют при помощи сварки. На станину устанавливают пильный узел для форматно-раскроечного станка, сделанный своими руками.

- Для перемещения необходимо подготовить каретки и направляющие, по которым они будут двигаться. Для этого можно использовать круглые трубы. Каретки будут перемещаться вдоль них при помощи шариков.
- Делают стол, на котором будет размещаться древесно-стружечная плита. Его изготавливают из стального листа. На ней необходимо установить измерительные линейки.
- Нужно обеспечить прижим. Его делают при помощи рычажного механизма.
При изготовлении пильного узла рекомендуется использовать расклинивающий нож. Дело в том, что в некоторых материалах имеется внутреннее напряжение. После распила доска может изогнуться и способствовать некачественному выполнению прореза. Расклинивающий нож препятствует искажению формы ДСП. При его подборе нужно учитывать. Что его толщина должна быть не меньше, чем у диска.
Как Пилить На Форматно Раскроечном Станке
Даже самое дорогое и качественное оборудование должно быть установлено и откалибровано. В противном случае вы не можете рассчитывать на хороший результат. Мы рассмотрим, как настроить вашу машину для форматирования, повысить ее эффективность и сделать рабочий процесс максимально комфортным и продуктивным.
Мы рассмотрим, как настроить вашу машину для форматирования, повысить ее эффективность и сделать рабочий процесс максимально комфортным и продуктивным.
Основные понятия форматно-отрезных машин
Если мы возьмем чертеж станка для резки формата, он покажет следующие элементы:
- корпус, состоящий из ножек и соединительных перегородок,
- раскладная кровать, фиксированная,
- пильные тележки,
- закрывающая боковая панель,
- главная пила
- дополнительный пильный диск
- система электроснабжения
- система управления.
Настройка машины форматирования включает в себя точную настройку всех этих элементов. Кроме того, каждый материал имеет особые требования к резке.
Не менее важна комната, где выполняется деревообработка. Он должен соответствовать установленным стандартам:
- площадь в два раза больше, чем у полноразмерного пильного станка,
- хорошая вентиляция, всегда механическая
- идеально ровный пол
- высота не менее 3 м,
- отсутствие острых углов, колонн и других архитектурных форм.

Далее мы подробно рассмотрим конфигурацию элементов режущего станка.
Установка и первый запуск станка
Принцип работы машинно-режущего станка заключается в нанесении заготовки вдоль станины с последующей распиловкой:
- Основной пильный диск всегда монтируется под углом 90 градусов. К сожалению, этого нельзя сказать о ножках и корпусе формата пилы.
- Если что-нибудь. затем идет вверх, образуется щель 1-2 мм до ощутимых 2-3 см. В этом случае между станиной и заготовкой образуется свободное пространство.
- В результате получается искривление среза. В лучшем случае края деталей будут неровными, в худшем. диск изгибается и он лопнет, что неизбежно приведет к серьезным травмам.
- Дополнительный пильный диск еще более чувствителен к неровным полам, поскольку он используется для резки угловых разрезов. Чем больше люфт, тем больше загнуты края.
Для правильной установки устройства вы должны сделать следующее:
- Возьмите двухметровый уровень и направо
- уровень проверки угла пола, он должен быть строго 90 градусов,
- правило состоит в том, чтобы убедиться, что нет капель и мелких неровностей, поверхность должна быть не только гладкой, но и гладкой.

- Если обнаружены перепады высоты или уклоны, пол должен быть покрыт стяжкой.
Локальное выравнивание строго запрещено, так как они режут ножки или устанавливают под них подкладку. Учитывая значительный вес устройства, любые накладки продаются буквально в течение рабочего дня. Файл еще сложнее, потому что невозможно точно угадать размер.
После того, как установка для резки формата установлена, мы переходим к первому запуску. Мы говорим о правильном подключении двигателя. Хотя в большинстве инструкций пустое пространство рекомендуется только для газовых двигателей, это также относится и к электрооборудованию.
Индукционные катушки не должны быть отрегулированы, но все части трения должны быть на месте и хорошо работать в масле. Если вы сразу приступите к работе, первые несколько деталей будут повреждены. Холостой ход осуществляется по следующему принципу:
- включи машину
- дайте двигателю прогреться в течение 5-10 минут,
- включите первую скорость и дайте устройству поработать 10-15 минут,
- запустить вторую скорость на 5-10 минут,
- запустить 3 скорости в течение 5-10 минут, если таковые имеются,
- Дополнительный пильный диск всегда работает на высоких скоростях, поэтому он запускается немедленно и выключается после холостого хода.
После запуска в начале они не дают полной нагрузки, но проверяют систему. Для этого возьмите ненужные обрезки и пропустите их через пилу, если шов ровный, то все настроено правильно и оборудование готово к работе. Если вы видите сколы или искривление разреза, то вам необходимо поискать другие элементы станка для форматной резки. И дело, скорее всего, в неправильно выбранной электропиле.
Обзор и характеристики пил для форматных машин
Диски делятся на:
- крупные зубы по 10-12 штук,
- средние зубы 20-24 штуки,
- тонкие зубы 40 или больше,
- специализированные 40 или более зубов со специальной заточкой.
1. Поскольку станки пригодны не только для распиловки ДСП, МДФ и других материалов на основе древесной щепы, рекомендуется использовать большие зубья при работе с деревом толщиной до 5 см.
2. Средние зубы также используются для дерева, они обеспечивают лучшие разрезы и наносятся на заготовки высотой до 2 см.
3. Пилы с маленькими зубьями позволяют получить идеально ровный срез и прочную красивую кромку. Их недостаток. это увеличенное усилие. Хотя лезвие заканчивается кареткой, нагрузка на двигатель заметно увеличивается. Поэтому необходимо следить за перегревом.
4. Специализированные пилы имеют прямую заточку. трапеция, которая подразумевает. первый зуб делает ровный разрез, второй расширяет его. Эта технология используется специально для обработки материалов на основе опилок, так как позволяет сохранить целостность конструкции. После распиловки край готов к немедленному ламинированию.
Видео: Как Пилить На Форматно Раскроечном Станке
Это диски четвертой категории, входящие в комплект запасных частей для форматно-отрезных машин. Но это не всегда так. Большинство китайских и некоторых европейских производителей экономят и заменяют диски из древесно-стружечной плиты на более дешевые обычные диски с маленькими зубьями.
Дополнительный диск всегда идет со средним зубом. Распиливать под углом труднее, поэтому больший зуб компенсирует нагрузку на слабый двигатель пильного диска.
Следующий важный момент. Способ приготовления. Существует:
- твердые колеса
- твердосплавные диски.
1. Монолитный диск из прочной стальной пластины. Эта технология самая дешевая, но диски не высокого качества, они быстро стираются и легко ломаются.
2. Дорогие твердосплавные диски не только обеспечивают более точный рез, но и прослужат гораздо дольше. Основание таких дисков, как и в предыдущем случае, является монолитным, но твердосплавные режущие пластины припаиваются к зубам. Они практически не нуждаются в заточке, не стираются и во время работы в 4-5 раз превышают монолитные диски.
Настройки автомата для резки
Гладкая база и правильный привод. это не гарантия того, что заготовка будет разрезана равномерно. Речь идет о регулировке скорости и выборе правильного режима.
Большинство форматных пил имеют 3 основные скорости пилы и одну. эшафот и начнем с него.
Чем выше скорость вращения. чем точнее разрез. Но в то же время важно понимать, что высокие скорости дают большую нагрузку на двигатель. Стандартный мотор пилы имеет мощность 750 Вт. Это довольно мало, так как даже большинство ручных лобзиков рассчитаны на 1-1,5 кВт. Следовательно, чем больше вращается лезвие, тем тоньше должна быть заготовка. Например, возьмите скорость вращения 9000 об / мин. На этих рисунках максимальная толщина заготовки не должна превышать 1,5 см, в противном случае разрез будет образовывать скол, а кромка будет низкого качества.
Совет: низкоскоростные режущие диски до 7500 об / мин устанавливаются только в дорогих промышленных системах, во всех остальных случаях толщина заготовки должна быть в пределах 1-1,8 см.
Основной диск вращается медленнее:
- первая скорость. 3000-4500 об / мин,
- вторая скорость. 4500-6000 об / мин,
- третья скорость. 6000-8000 об / мин
Показатели являются произвольными и зависят от модели и производителя.
Режущий станок контролируется опытным путем. Это не столько технология, сколько материал. Будь то ДСП, OSB, MDF или любой другой продукт на основе опилок, он включает в себя клей, смолу, древесную стружку, добавки, прокладки и другие компоненты. Все это сильно влияет на такой параметр, как твердость. Лист фанеры одного производителя легко и точно режется со скоростью 7000, лист другого. крошится даже при 4000.
Эта часть часто вызывает недовольство клиента оборудованием и сервисным центром, который отказывается ремонтировать полностью работающий блок.
Далее поговорим об электрической части оборудования. Форматы пыли, цепи и соединения, которые чрезвычайно чувствительны к погодным условиям, часто хранятся в плохо вентилируемых и влажных средах. В некачественных моделях это приводит к коррозии, более дорогой. до осаждения солей.
Соль хорошо проводит электричество. Поэтому, когда ток протекает в микросхему и контактирует с отложением соли, часть тока потребляется. В результате напряжение и ток уменьшаются, а в некоторых случаях, наоборот, значительно возрастают. Это приводит к неисправности всей системы. Вскоре контакты начинают сжиматься, плавиться и выгорать.
Это довольно легко решить проблему. Перед началом работы проверьте всю проводку и очистите цепи. Иногда во время транспортировки кабели заклинивают или стирают, и при проверке обнаруживается этот дефект.
Устройство форматной пилы предполагает еще один очень капризный элемент. вагоны. ближе. В качественных комплектациях он выполнен из алюминия. Металл не вызывает коррозии и не нагружает роликовый механизм, потому что он намного легче стали. Все необходимые шаги перед началом работы. проверьте болты направляющей тяги на прочность.
Более дешевые модели используют только сталь. Материал быстро окисляется, ржавчина забивает ролики, а достаточно большой вес каретки ослабляет крепление. Даже зазор 1-2 мм существенно влияет на качество реза. И если гладкость каретки нарушена, вам даже не придется мечтать о гладкой кромке.
Ремонт форматно-раскроечных машин
Неправильное использование устройства рано или поздно сломает его. В большинстве случаев дефекты обнаруживаются даже в течение гарантийного периода и устраняются непосредственно мастерами сервисного центра.
Послепродажное обслуживание довольно дорогое, поэтому не рекомендуется разбираться в станках для резки форматов и узнавать, как найти причину. Для удобства разделим их на две группы:
Механические причины отказа включают в себя:
- износ деталей
- трата
- ослабление крепежа,
- механическое или химическое повреждение,
- нерегулярный сервис.
Старые детали легко заменить, затянуть крепежные детали, разобрать засоренный блок и почистить его. Когда дело доходит до любого повреждения, вам, вероятно, придется заменить деталь. Ни один из компонентов не паяется или не выпрямляется. Но самый грозный враг любого форматореза. нерегулярный технический осмотр. Почти каждая деталь. это трение, поэтому она должна быть хорошо смазана или смазана. При нагревании масло испаряется и масло высыхает. Чем чаще и дольше работает машина, тем быстрее ее элементы нагреваются и материал расходуется. Рекомендуется проверять смазку один раз в неделю.
Электрические причины включают в себя:
- шлифовальные тросы
- микросхема
- выгорание проводки
- Выгорание двигателя.
Довольно сложно определить электрические причины поломки без специальных знаний и оборудования. Единственным исключением является двигатель, но только если он перегорает во время работы. Любой электрик с качественным электронным вольтметром будет решением.
Полезные советы по работе с форматом пилы
Довольно популярный вопрос. как сделать машину для форматирования более продуктивной? На это есть только один ответ. поставить более мощный мотор. Тем не менее, вы должны взвесить все за и против, прежде чем выполнять эту процедуру. В дополнение к очевидному увеличению потребления энергии, есть много других подводных камней:
- Вам понадобится электрик, который не только составляет схему подключения устройства, но и рассчитывает все технические данные.
- Механизм крепления пыльцевых листов придется сделать более надежным. Для этого необходимо оснастить зажим дополнительными разъемами.
- Легкие столы весом до 1500 кг должны быть дополнительно закреплены на полу. Обычно металлические ножки крепятся к ножкам, которые крепятся к полу дюбелями.
- Чем мощнее двигатель, тем лучше должна быть система охлаждения. И эта проблема самая сложная. Высокотехнологичные решения стоят дорого, и обычные фанаты мало помогают.
- Если обновление происходит даже во время гарантийного обслуживания, то несанкционированное изменение системы подразумевает расторжение договора на бесплатный ремонт.
Настройки формата видео для режущей машины следующие:
Описание процесс производства мебели и наше оборудования.
Главная / Наша мебель / Описание процесс производства мебели и наше оборудования.Описание процесс производства мебели и наше оборудования.
После принятия заказа (подписания договора), разработки конструкторской документации, закупке всех необходимых материалов и комплектующих начинается сам процесс производства изделия .
Материалы необходимые для изготовления мебели поступают на производство в виде листов (плит) различных размеров или хлыстов разной длины и профиля.
Листовой материал: ЛДСП, Столешница, ДСП, ДВП, ДВПО, Фанера, OSB, Стекло, Зеркало, Акриловый пластик, Листовой МДФ; Кожа, Бамбук, Ротанг на основе МДФ.
Профильный хлыст: Труба диаметром 25, 50 мм, плинтус, профиль для шкафов купе, рамочных фасадов, торгового оборудования и тд.
Раскрой материалов
Соответственно первой операцией в это технологической цепочки для листовых материалов будет Раскрой а для профильных материалов Нарезка.
Раскрой— это продольный и поперечный распил листовых материалов на более мелкие детали заданного размера.
Нарезка-это распил профильного хлыста на детали нужного длинны.
— Для того чтобы раскрой и нарезка материалов был выполнен максимально экономично, необходимо составить Карты раскроя для этого нами используется специальная компьютерная программа, позволяющая существенно оптимизировать такой процесс, сведя к минимуму количество непригодных для дальнейшей работы отходов. Именно использование подобной программы позволяет нашим клиентам избежать лишних затрат и осуществить раскрой ДСП по самым выгодным цена м.
-Раскрой листовых материалов производиться на форматно-раскроечном станке. Подвижны механизм (каретка) перемещает деталь строго параллельно пильному узлу благодаря чему практически невозможно нарушить геометрию детали.
— Еще одной проблемой при распиле ДСП является наличие сколов на краях реза. Обусловлено это тем, что слой декоративной бумаги с меламиновой пропиткой (далее просто «меламин») имеет большую плотность и при распиле диск пилы или лезвия лобзика проходя через лист ДСП сверху, выбивает снизу кусочки меламина. На производстве эта проблема решается наличием на форматно — раскроечных станках специального подрезного диска. Он стоит впереди основной пилы по ходу движения листа. При одинаковой ширине реза с основной пилой, подрезной диск имеет меньший диаметр, чем основная пила и не пропиливает лист насквозь, а только прорезает снизу слой меламина. Проходящая потом основная пила станка по факту только дорезает верхнюю часть листа ДСП и сколы отсутствуют.
Нарезка профильного хлыста на детали нужного длинны производиться на торцовочных пилах с рольгангами, что позволяет за счет упора деталей по всей длине на ролики и линейку пилить длинные детали строго под углом 90 градусов относительно горизонта а наличие на рольгангах измерительных линеек с флажками позволяет отпилить детали нужного размера в любом необходимом количестве.
Пример материалов угол пила 90 : Труба диаметром 10,25,50; Кухонный плинтус, Профиль для торгового оборудования, профиль для шкафов купе и др.
Пример материалов угол пила 45 : МДФ и алюминиевый профиль для изготовления рамочных фасадов, фасады в алюминиевой окантовке.
Криволинейный раскрой
После распила деталей поступают на следующий этап обработки:
1. Изготовления фасонных (криволинейных) деталей и фрезеровка
2. Прямолинейные детали служащие элементами корпуса мебели поступают на операцию нанесения кромки.
3. Часть поступают на операцию Фрезеровка под врезной алюминиевый профиль-изготовление фасадов (дверок) или фрезеровка под набивной кант.
4. Другие служат наполнением для дверей шкафов купе или рамочных фасадов и дальнейшей обработке не подвергаются и сразу после распила отправляются на операцию сборки.
5.Нарезаные из профильного хлыста детали поступают на операцию сборки или рассверловки.
-Использование криволинейных и радиусных элементов в современной мебели, где на смену острым углам приходят обтекаемые формы, называют технологией комфорта. Они придают мебели индивидуальность, и создаёт изюминку .Создание интерьера с отсутствием острых углов позволяет расширять границы интерьера, увеличивает его функциональность. Данная технология позволяет создавать интерьеры для небольших помещений, детских комнат, угловых стеллажей или шкафов. Они призваны не только эстетически разнообразить внешний вид мебельного изделия но и в какой то мере обезопасить, Вас от мелких происшествий связанных с наличием острых углов
— В данной статье описываются способы придания прямоугольным деталям криволинейных и радиусных форм. Данные методы применяются не только при производстве мебели в домашних условиях, но и при промышленном изготовлении. Они хороши ещё и тем, что без особых затрат и приспособлений дают положительный результат.
1.Допустим, какому либо элементу мебели нужно придать небольшой радиус (сопряжение). Для этого нужно взять какую либо круглую форму (крышку, диск от «болгарки» и т. д.) нужного диаметра, приложить её к месту, где необходимо сделать радиус, обвести при помощи карандаша. Вы получаете контур будущего радиуса.
-Затем электролобзиком отпилите лишние части детали.Зашлифуйте радиус (необходимо убрать сколы и неровности ЛДСП), при помощи ручной шлифовальной машинки. Деталь нужно положить на какую либо планку (деталь) для того, чтобы шлифовальная лента шлифмашинки могла полноценно шлифовать радиус. Следует отметить, что данный способ подходит для изготовления единичных, небольших радиусов. При шлифовании радиусов при помощи шлифмашинки практически невозможно изготовить одинаковые детали (радиусы деталей будут хоть немного, но отличаться друг от друга). Ещё
2. Изготовление радиусов при помощи фреза. Для этого необходимо подготовить соответствующий форме будущей детали шаблон. Приложить шаблон к детали и перевести его контур. Затем электролобзиком отпилить лишние части детали. Вы должны оставить припуск для обработки детали фрезером 2-3 мм. Прикладываем шаблон к детали и прижимаем их к столу (верстаку) струбцинами. Шаблон находиться снизу. Выставляем копировальную фрезу фрезера по высоте детали. Подшипник должен находиться на уровне шаблона, а ножи фрезы по всей высоте должны захватывать обрабатываемую поверхность детали. Затем фрезеруем будущую деталь мебели.
Фрезеровка
-Если вместо нанесения кромочного материала необходимо установить врезной кант (ПВХ) или врезной алюминиевый профиль (дверки) то в деталях необходимо ручным фрезером проделать паз, по всей длине торца, необходимой ширины и глубины.
Ширина паза формируется фрезой
-После распил листовых материалов и изготовления фасонных (криволинейных) деталей торцы деталей остаются открытыми, т.е. видны клееные опилки, поэтому торцы нужно оклеить какой-либо кромкой или обработать врезным ПВХ или алюминиевым профилем.
Кромление
Кромление — это нанесения мебельной кромки на торец детали из ДСП или ЛДСП. В основном это делается для улучшения внешнего вида мебели, т.к. любая мебельная деталь, облицованная кромкой, приобретает законченность и эстетичность. Кроме того, нанесение кромки на торец ДСП защищает его от различных механических воздействий и влаги в процессе эксплуатации мебели, что увеличивает срок ее эксплуатации. Кроме этого, использование кромки при изготовлении мебельных деталей имеет практичный смысл. Дело в том, фенолформальдегидные и другие смолы, содержащиеся в древесно-стружечных плитах и, благодаря которым плита приобретает особую прочность и долговечность, испаряясь, выделяют фенол. Чтобы свести этот процесс к минимуму необходимо закромить открытые торцы плит.
Кромление криволинейных заготовок производится на станках
Большие заготовки Мелкие заготовки
ручной переносной ручной стационарный
после наклейки кромки производиться операция снятия излишком кромки по торцам и по пласти
Прямолинейные заготовки кромятся на автоматическом
кромкооблицовочном станке Olimpik К203
Данный станок позволяет выполнить все необходимые операции по качественной наклейке и обработке кромочного материала и дальнейшая обработки после станка уже не требуется
Как отрегулировать полотно пилы для мокрой плитки, чтобы предотвратить сколы по краям разрезаемой плитки? (Домашний пол)
Я здесь немного снимаю в темноте, потому что, хотя я сделал, конечно, сотни, а может, и тысячи распилов плитки, у меня никогда не было такой проблемы — случайные части раскалываются или трескаются, но вы списываете это на заводские дефекты, и, конечно, не более 1-2% или около того при любом методе резки, и не более 5% даже при надрезании и растрескивании плитки вместо резки — это то, что я делаю, за исключением широкоформатной плитки (например, 12×12 или 16×16).Тем не менее, я говорю о лезвиях диаметром от 14 до 20 дюймов — у вас может быть лезвие диаметром 4 или 6 дюймов, которое будет намного труднее и, по-видимому, потребует более медленного прохода.
У вас есть немного шероховатый край при резке некоторых плиток — но когда вы режете плитку, вы затем скашиваете или закругляете обрезанный край камнем, чтобы избавиться от него.
Если вы получаете значительное «отслаивание» глазури, возможно, Проблема связана с плиткой, а не с резкой. Возьмите у поставщика плитки пару обрезков другой плитки и поэкспериментируйте, чтобы увидеть, ваша ли это плитка или ваша техника.Сделайте пару ваших сокращений, чтобы показать их тоже — могут быть некоторые предложения, особенно если ваш поставщик является настоящим дистрибьютором плитки, а не коробочным магазином (что я ожидал бы безнадежным в плане советов).
Я предполагаю, что вы поддерживаете поток воды на лезвие на уровне или чуть выше того места, где он входит в плитку, поэтому лезвие не отбрасывает воду от лезвия до того, как она попадет на плитку — должно быть накопление вода и порезы на поверхности плитки, и разрез должен быть жидким, а не липким или липким — если склеивается, вам нужно больше воды.Также можно добавить пару капель жидкого средства для мытья посуды (лучше всего Dawn) в воду, особенно с мягкой глиной и плиткой из карьера.
Что касается угла лезвия — сделайте пропил и вообще не сдвигая кусок плитки, выключите пилу и пропустите ее назад мимо плитки (или плитки мимо лезвия, если тип движущегося стола) — и посмотрите, не перекошено ли лезвие к плитка — особенно если задняя кромка лезвия соприкасается с «держателем», а передняя — нет, что может приподнять и сломать обрезанный край.Кроме того, находясь рядом с куском плитки (чтобы вы могли легко увидеть зазор) и с отключенной пилой, вручную поверните лезвие, чтобы увидеть, не деформировано ли оно — но новый тест лезвия должен был решить эту проблему.
Я полагаю, вы режете «вниз» — лезвие поворачивается вниз к плитке, а не прорезает ее? то есть, при нормальной настройке пилы, полотно опускается «спереди» пилы и поднимается сзади, а передняя часть полотна является режущей кромкой, которая должна опускаться в плитку во время резки — либо как вы тянете пилу вперед по закрепленному куску плитки или толкаете стол с плиткой на нем в полотно на жестко установленной модели пилы.Обработайте сторону плитки также вверх.
Я также предполагаю, что вы используете правильный тип лезвия — лезвие из пропитанного карбида можно использовать для простой неглазурованной плитки, но для фарфора и глазурованной плитки вам понадобится алмазный диск. Кроме того, убедитесь, что лезвие вращается в правильном направлении — не многие, но несколько моделей (особенно один раз с прорезями для очистки) имеют диагональную резку, поэтому необходимо поворачивать в определенном направлении — на боковой стороне лезвия будет напечатана стрелка направления поворота.
|
|
|
|
|
|
|
|
Основы DIY: Основное руководство по ручным пилам
Даже если ваша мастерская ломится от электроинструментов, приличная ручная пила, пожалуй, единственное, что незаменимо, как молоток.
«Ручные инструменты могут быть не идеальными для больших проектов, но когда дело доходит до точности и простоты, они обычно выигрывают», — говорит Гун Арвидссен, сотрудник Handyman .
«Если вы делаете только один или два быстрых реза, ручная пила представляет собой гораздо меньше хлопот, чем подключение к сети и чистка после электроинструмента».
Ручные пилы сильно различаются по форме, размеру и структуре, а также от того, удерживается ли полотно под натяжением, является самонесущим или усиленным по задней кромке.
Их использование требует определенных усилий, поэтому выберите тот, который удобно держать, поскольку при появлении волдырей будет намного утомительнее.
От инструментов общего назначения для выполнения прямых пропилов в древесине до инструментов, предназначенных для обработки крутых поворотов или материалов, включая плитку, металл, гипсокартон и пластик, ручная пила подойдет практически для любого домашнего применения.
Пила общего назначения
Этот классический дизайн, также называемый панельной пилой, выдержал испытание временем.Характерная угловая форма защиты для рук позволяет быстро наносить линии разреза под углом 90 или 45 °.
Многие серийно выпускаемые ручные пилы имеют закаленные индукционным способом зубья, которые удерживают острый край намного дольше, чем незакаленные. Обратной стороной является то, что такие пилы нецелесообразно затачивать.
Этот тип пилы имеет жесткое полотно, которое режет на ходу толкания, обычно около 500-560 мм, и с шагом, который редко бывает намного грубее 8tpi.
Классический дизайн, также называемый форматно-раскроечным станком, выдержал испытание временем
Копировальная пила
Этот инструмент по-прежнему является предпочтительным инструментом для мелких деталей, начиная от резки внутреннего угла профиля плинтуса и заканчивая прохождением крутых поворотов.
Вместо этого часто можно использовать спиральную пилу, но она более дорога и менее маневренна, если заготовку нужно разрезать на месте.
Лезвие удерживается между парой шпилек с прорезями, которые можно повернуть, чтобы можно было резать под любым углом по отношению к раме. Штифт на конце рукоятки имеет резьбу, чтобы наматывать и выкатывать рукоятку, натягивая лезвие.
Это по-прежнему предпочтительный инструмент для мелкой обработки деталей
Теноновая пила
Поскольку митрезовые пилы с подвижным составом стали более доступными и популярными, шипорезные пилы в значительной степени потеряли популярность как инструмент, используемый для изготовления соединений, в честь которых они названы.
Обычно они имеют толщину около 12 точек на дюйм и имеют усиленную заднюю часть, что упрощает их использование для точного пиления и более гладкой отделки.
Это делает их идеальными для резки шипов, но те же качества ценны при разрезании косых швов, особенно в лепных украшениях сложной формы.
Пилы Tenon проще в использовании для точного пиления и более гладкой поверхности
Замочная пила
С узким жестким полотном, которое можно устанавливать вертикально или горизонтально, замочная пила предназначена для резки в ограниченных или неудобных местах и обычно продается с лезвиями для древесины и металла.
Он используется для таких же задач, как лобзик, но в ситуациях, когда электроинструмент будет слишком громоздким или требуется более точный контроль. Он отлично подходит для вырезания отверстий в листовых материалах после просверливания начального отверстия.
Замочная кольцевая пила может быть хорошей ручной альтернативой лобзику
Ящик для инструментов
Это укороченная версия ножовки общего назначения. Он достаточно маленький и легкий, чтобы его можно было брать с собой куда угодно, при этом он имеет такое же количество точек на дюйм и другие преимущества, что и его полноразмерный родственник.
Это популярная резервная пила, которую можно брать с собой на рабочие места или оставлять для особых случаев, когда требуется новая, отточенная на заводе кромка.
Это укороченная версия универсальной ручной пилы .
Ударная пила
Она также известна как пила для стеновых панелей и имеет короткое жесткое лезвие, специально разработанное для резки гипсокартона. Чтобы начать отверстие, проткните гипсокартон острым концом на небольшом удалении от линии разреза, ударяя по тыльной стороне ручки.
Выпилите до линии разреза, затем вдоль нее и закончите, обрезав обрезанный край бумаги канцелярским ножом.
Удар имеет жесткое лезвие, разработанное специально для резки гипсокартона
Пила пила
Традиционно этот тип инструмента предпочитался японскими плотниками пилам, которые режут на ходу толкания. Это чрезвычайно универсальная пила, которая бывает самых разных форм и стилей.
Острота лезвия токарной пилы в основном зависит от того, насколько тонким может быть изготовлено лезвие.
Он остается прямым за счет натяжения, а не зависит от толщины стали, чтобы противостоять проталкиванию зубьев сквозь волокна древесины.
Острота бритвы протяжной пилы в основном зависит от того, насколько тонким может быть изготовлено лезвие
Ножовка по металлу
Ножовка по металлу состоит из стальной рамы, удерживающей узкое одноразовое лезвие под натяжением с помощью барашковой гайки или быстросъемного рычага, или того и другого.
Ножовки в основном используются для резки металла, но мелкий шаг зубьев также делает их пригодными для пиления хрупких материалов, таких как пластик, которые легко раскалываются.
Лезвие ножовки обычно имеет шаг 24tpi и продается длиной от 250 до 400 мм, из которых 300 мм является самой популярной.
Доступны несколько типов рам, в том числе младшая версия и мини-ножовка. Это ручка, которая захватывает лезвие сзади, а не с обоих концов, и ее следует использовать только для легких работ.
Ножовки в основном используются для резки металла
Пила ласточкин хвост
По форме похож на миниатюрную шипованую пилу, этот инструмент также чаще всего используется для традиционных столярных работ.
Хотя в настоящее время для изготовления соединений типа «ласточкин хвост» часто используются фрезерные станки, делать это вручную — это своего рода искусство.
Некоторые варианты имеют модифицированное лезвие, которое позволяет резать заподлицо с поверхностью, но без изгиба, который влечет за собой тянущая пила.
По форме похож на миниатюрную шипорезку
Стержневая пила
Возможно, вам не придется часто вырезать изогнутую форму в плитке, но стержневая пила — почти единственный инструмент, который может это сделать.
Автономные стержневые пилы обычно имеют лезвие длиной около 150 мм, но также доступны лезвия, совместимые с ножовками 300 мм.
Круглое поперечное сечение твердосплавного полотна позволяет ему резать в любом направлении относительно рамы.
Возможно, вам не нужно часто вырезать изогнутую форму в плитке, но стержневая пила — почти единственный инструмент, который может это сделать
Многопильная пила
Швейцарский армейский нож из ящика для инструментов, он обычно имеет форму прямой ручки, которая может удерживать различные лезвия. Некоторые типы даже имеют крепление для лезвия на шарнире, которое позволяет складывать лезвие в ручку.
Обычно они предназначены для совместимости с полотнами для сабельной пилы, что обеспечивает более портативный и менее тяжелый способ резки того же диапазона материалов.
Это идеальный способ за считанные секунды перейти от древесины к металлу и твердосплавной крошке без необходимости носить с собой целый ящик для инструментов.
Многопильные станки совместимы с полотнами для сабельной пилы
Пила для пластика
Пластмассы часто бывают хрупкими и имеют низкие температуры плавления, поэтому их сложно разрезать аккуратно, без сколов и трещин.
Эта пила разработана с учетом свойств ПВХ, АБС и других пластиков. Он имеет лезвие из стали с покрытием 10tpi, которое сопротивляется заеданию, и зубья, которые режут на ходу тяги.
Пластиковые пилы часто бывают хрупкими и имеют низкие температуры плавления, что затрудняет их аккуратную резку без сколов и трещин
Пила для ламината
Этот инструмент с мелким шагом и коротким прочным лезвием отлично подходит для резки фанерованных или ламинированных материалов, от напольных покрытий до меламина.
У характерного носа есть собственный ряд зубов, поэтому вы можете делать надрезы вручную. Это неоценимо для вырезания в кухонном шкафу, если лобзик непрактичен в использовании.
Этот инструмент с мелким шагом и коротким прочным лезвием отлично подходит для резки фанерованных или ламинированных материалов.
Пила жаргон
Ручные пилы сильно различаются по конструкции и функциям, но почти все они имеют зубчатую режущую кромку с несколькими общими свойствами.
Шаг
Шаг пилы — это расстояние между зубьями, описываемое в зубах на дюйм (tpi) или пунктах на дюйм (ppi). Число точек на дюйм калибруется от впадин между зубами, а число точек на дюйм — от точки к точке.
Шаг пилы — это расстояние между зубьями, описываемое в зубцах на дюйм (tpi) или в точках на дюйм (ppi)
пропил
Пропила — это ширина пропила. Зубья пилы слегка расширены наружу, обеспечивая ширину пропила, превышающего толщину самого полотна.Это предотвращает защемление лезвия разрезаемым материалом.
Пропила ширина пропила
Инсульт
Ход относится к движению пилы к вам и от вас во время резки. Пилы могут резать толкающим или тяговым ходом, или обоими способами, в зависимости от того, как обрабатываются зубья.
Ход относится к движению пилы по направлению к вам и от вас во время резки
Грабли
Грабли — это угол между передней кромкой каждого зуба и линией, проведенной под углом 90º к ряду зубов.Тяговые пилы имеют высокий передний угол до 45 °, тогда как пилы, которые режут на ходу толкания, имеют угол наклона не более 15 °.
Грабли — это угол между передней кромкой каждого зуба и линией, проведенной под углом 90º к ряду зубьев
Ручная пила
Электроинструменты удобны для больших работ, требующих большого объема резки. Но для мастерства старой школы ничто не сравнится с удовлетворением и точностью пиления вручную с использованием инструмента, который был разработан для специальной задачи.
Вырезание замкнутой формы
Просверлите стартовое отверстие диаметром 3 мм и отсоедините лезвие от рамы. Проденьте лезвие в отверстие, затем замените его и намотайте натяжной шпиндель. Вырежьте форму, отрегулировав штифты, чтобы повернуть лезвие по мере необходимости.
Просверлите стартовое отверстие 3 мм и отсоедините лезвие от рамы
Резка заподлицо
Тяговые пилы идеально подходят для обрезки кусков древесины, которые слишком велики, чтобы их можно было распилить долотом.Прижмите лезвие к поверхности, сгибая его как можно меньше, чтобы оно оставалось под напряжением, затем отпилите дюбель короткими осторожными движениями.
Тяговые пилы идеально подходят для обрезки кусков древесины, которые слишком велики, чтобы их можно было распилить долотом.
Создание шипа
Крепко зажать брус, затем пропилить до плечевой линии, сначала разрезать по диагонали в углы, а затем пропилить параллельно плечевой линии. Распилите отходы на обочине и очистите стамеской.
Плотно зажать брус, затем пропилить до плечевой линии
15 различных типов мотопил и их применение. (С картинками)
Электропилы — чрезвычайно полезные станки, но они также очень сбивают с толку. Существует так много типов пил в разных категориях и подкатегориях мотопил, что становится трудно вспомнить, что делает каждый из них. Цель данной статьи — действовать как своего рода «исчерпывающий справочник», объясняющий мир различных типов бензопил.
Как правило, существует три разновидности мотопил, а именно моторные пилы с вращающимися лезвиями, с возвратно-поступательным и циркуляционным полотном.
Если вы когда-либо играли в словесную игру CodyCross, то наверняка у вас есть разгадка: электроинструмент с вращающимся лезвием. Ответ: BUZZSAW .
Но что такое циркулярная пила? Это не что иное, как циркулярная пила. Под эту классификацию попадает большая часть электропил.
В этом руководстве я дам вам очень краткое объяснение того, что делает каждый вид бензопилы, для чего он нужен и т. Д.Я надеюсь, что это руководство будет полезно как для новичков, которые ничего не знают о мотопилах, так и для профессионалов, знакомых с моторными пилами, но которые также хотят расширить свои знания.
1. Настольные пилы
Настольные пилы — одна из рабочих лошадок любой мастерской или гаража. Этим инструментом часто пользуются все, от профессионалов до домашних мастеров. По моему опыту, трудно представить себе такую работу по обработке дерева или плотницких работ, которая не требует, чтобы вы хотя бы раз использовали настольную пилу.Настольные пилы очень просты, полотно циркулярной пилы вращается с высокой скоростью в неподвижном положении, и оператор проталкивает древесину в полотно. Есть место для настройки, особенно в отношении лезвия, которое можно менять для выполнения различных работ. Однако в конечном итоге настольная пила представляет собой простой, но эффективный инструмент.
Принцип работы: Лезвие циркулярной настольной пилы, закрепленное на оправке, вращается с очень высокой скоростью. Заготовка подается против вращающегося лезвия, чтобы сделать рез.
Применение настольной пилы:
Они широко используются в деревообрабатывающей промышленности. Вы можете использовать настольную пилу для резки дерева, фанеры, ДВП средней плотности или МДФ, пластика и даже мягких металлов, таких как алюминий.
Преимущества настольной пилы: Настольную пилу можно использовать для легкого выполнения различных типов пропилов. Вы можете разрезать широкие доски, разрезать их поперек и разрезать под углом, используя калибры для резки под углом. В зависимости от модели вы также можете обрезать фаски, наклоняя лезвие. С правильным лезвием можно даже делать дадо.
Недостатки: Настольная пила не очень портативна и занимает больше места в мастерской. Не идеальный инструмент для резки под углом и повторной пилки. Безопасность — еще одна серьезная проблема. По количеству зарегистрированных несчастных случаев настольная пила является одним из самых опасных инструментов. Во избежание травм всегда соблюдайте правила техники безопасности при работе с настольной пилой.
Вы можете узнать больше, перейдя к подробному руководству по настольной пиле.
2. Циркулярные пилы
Циркулярные пилы, как и настольные пилы, часто используются как в профессиональных мастерских, так и в мастерских.Циркулярная пила — это универсальный инструмент, который отличается высокой портативностью. Основное назначение циркулярной пилы — резка дерева и других мягких материалов; в этом смысле они представляют собой портативные настольные пилы. Вы также можете использовать эту пилу для резки твердых материалов, таких как металл, с помощью соответствующего диска для циркулярной пилы. Принцип работы циркулярной пилы противоположен настольной.
Как работает циркулярная пила : Циркулярная пила — это ручной электроинструмент с вращающимся лезвием, которое продвигается поперек заготовки, чтобы прорезать ее.Это означает, что работа должна быть неподвижной, а вращающееся полотно циркулярной пилы движется, чтобы сделать рез.
Плюсы:
Преимущества циркулярной пилы.
- Универсальная электрическая пила, с помощью которой можно выполнять самые разные распилы.
- Очень портативный и требует меньше места для хранения.
- Вы можете разрезать длинные куски дерева и заготовки, которые нельзя загрузить на настольную пилу.
См. Таблицу настольной и циркулярной пил, где я сравнил эти два типа пил, которые наиболее популярны среди плотников и любителей.
Минусы:
Циркулярная пила не является прецизионным инструментом, если вы не установите направляющие или прямые кромки.
Узнайте больше о циркулярной пиле здесь.
3. Торцовочные пилы
Торцовочные пилы — это более специализированный вид пил, но, несмотря на это, они довольно распространены, особенно в профессиональных мастерских. Пила для резки под углом, как следует из названия, предназначена для выполнения одного определенного вида пропила — резки под углом. Пилы под углом — это пропилы, выполненные под любым углом, кроме 90 градусов, по длине ширины древесины.Не поймите меня неправильно; Торцовочные пилы могут идеально выполнять поперечный надрез (пропил под углом 90 градусов). Однако основная причина, по которой можно купить торцовочную пилу, — это выполнение угловых пропилов, потому что поперечные пропилы можно легко сделать на настольной пиле.
Принцип работы торцовочной пилы: Большое вращающееся полотно циркулярной пилы, закрепленное на поворотном рычаге, подносится к заготовке, которая закреплена на столе торцовочной пилы, для выполнения режущего действия. Заготовку прижимают к упору торцовочной пилы, чтобы убедиться, что они перпендикулярны полотну торцовочной пилы.
Использование торцовочной пилы:
- Вы можете выполнять поперечные, косые, косые и сложные пропилы по дереву, пластику, фанере и ряду других мягких материалов.
- Торцовочные пилы особенно важны в деревообработке и плотницких работах, поскольку они полезны при изготовлении сложных вещей, таких как мебель, шкафы, рамы и т. Д.
- Торцовочные пилы с двойным скосом также широко используются для обрезных работ, таких как обрезка корон литье.
Типы торцовочных пил: Эти электропилы бывают разных конструкций от простых базовых торцовочных пил до составных и торцовочных пил с раздвижным соединением.Я предлагаю вам прочитать руководство по торцовочной пиле, чтобы получить подробное описание различных типов торцовочных пил и преимуществ каждой из них.
Если вам интересно, какую из них выбрать в первую очередь, посмотрите сравнение настольной пилы и торцовочной пилы. Для большинства людей настольная пила — гораздо более универсальный инструмент. Если вы решите приобрести пилу этого типа, я настоятельно рекомендую вам прочитать мое руководство для покупателей торцовочной пилы.
4. Отрезные пилы
Это специализированная пила, предназначенная для резки твердых материалов.Хотя они очень похожи на вашу торцовочную пилу, отрезные пилы выполняют другую роль. В то время как торцовочные пилы с легкостью прорезают дерево, отрезные пилы прорезают твердые материалы, такие как металл, кирпич, бетон и кладку. Поскольку большинству домашних мастеров обычно не нужно регулярно резать такие жесткие материалы, отрезные пилы, как правило, можно найти только в профессиональных мастерских. Тем не менее, они все еще могут быть полезны домашним мастерам, поэтому иногда вы можете найти их в домашних мастерских и гаражах.
Как это работает
Абразивный диск, который вращается на очень высоких оборотах на поворотном рычаге, подается на заготовку, которая удерживается на столе.Как видите, принцип работы отрезной пилы аналогичен торцовочной пиле. Однако основное различие между двумя типами пил состоит в том, что в отрезной пиле абразивный диск является режущим инструментом, тогда как в случае торцовочной пилы режущий инструмент представляет собой стальное лезвие с зубьями. Подробное сравнение между ними можно найти на странице торцовочной и отрезной пил.
Область применения : Рубильные пилы в основном используются для поперечной резки твердых материалов, таких как металл. Пила для резки металла широко используется в строительстве и металлообработке.Рубильные пилы также могут резать углы, но не с точностью торцовочной пилы.
5. Пилы с радиальным рычагом
Пилы с радиусным рычагом — это уникальный вид пил. Вместо того, чтобы прикреплять лезвие к столу, оно прикрепляется к подвижной руке. Вы можете представить это как противоположность настольной пилы. Заготовка неподвижно удерживается на столе, а вращающееся лезвие вместе с головкой лезвия движется по прямой линии вдоль рычага.
Плотник использует пилу с радиусной ручкой, чтобы разрезать древесину по размеру.
Основное назначение пилы с радиальной рукой — это универсальная пила для резки. Радиальные пилы могут выполнять все виды пропилов, в том числе поперечные, угловые, сложные и т. Д.
Радиальные пилы были очень популярны в прошлом, а теперь их в значительной степени заменяют торцовочные пилы. Основная причина этого изменения — проблема безопасности. Кроме того, большинству людей не потребуется большая радиальная пила для резки под углом. С появлением торцовочной пилы с подвижным составом можно легко резать более широкие заготовки.Для длинных продольных и широких распилов большинство профессионалов выберут настольную пилу.
Дополнительная литература:
6. Бензопилы
Я думаю, что большинство, если не все из вас, знакомы с тем, что такое бензопила, поэтому я не буду вдаваться в подробности здесь. Мы все видели их в некоторых других голливудских фильмах.
В бензопиле используются цепочки со сцепленными зубьями для резки различных материалов, но в первую очередь дерева. Он не обеспечивает точных пропилов, но это быстрый и эффективный способ пропилить большое количество древесины за короткое время.
Перед тем, как приступить к работе, чрезвычайно важно убедиться, что вы сможете работать с этой пилой в течение более длительного периода времени. Прочтите все инструкции по безопасности и привыкните к ее весу и сцеплению, прежде чем даже подумаете о включении бензопилы.
7. Сабельные пилы
Сабельные пилы работают иначе, чем другие виды пил, которые я рассмотрел до сих пор. При использовании сабельной пилы полотно продвигается вперед, а затем отводится назад; это повторяется в быстром темпе.Эти постоянные толкания и тяги производят «пильное» движение, которое прорезает древесину.
Сабельная пила — это ручной электроинструмент, который выпускается как в проводной, так и в беспроводной версии. Я предлагаю вам ознакомиться с руководством по сабельной пиле, чтобы узнать о различных вариантах и о том, на что обращать внимание при покупке новой пилы.
Использование:
Сабельные пилы используются для обрезки деревьев, резки дерева, кирпича и плитки. Эти виды пил наиболее полезны для работ по сносу и реконструкции, поскольку они способны быстро резать древесину и другие более твердые материалы.
Сабельная пила, также известная как Sawzall, очень полезна для замены гипсокартона, установки дверей и окон, резки труб из ПВХ, резки дерева гвоздями, удаления напольной плитки и т. Д.
Все, что вам нужно, это заменить лезвие, чтобы разрезать разные материалы. С правильным возвратно-поступательным ножом он также может проникать в твердые материалы, такие как кирпич и плитка.
8. Лобзиковые пилы
Лобзиковые пилы работают так же, как сабельные пилы, за исключением двух основных отличий. Во-первых, в отличие от обычных сабельных пил, лезвие лобзика направлено вниз, а не выступает из носовой части пилы.Во-вторых, лобзики разработаны специально для выполнения криволинейных или непрямых пропилов.
Лобзик, по сравнению с сабельной пилой, является гораздо более точным инструментом. Кроме того, это единственная ручная электрическая пила, с помощью которой можно выполнять криволинейные пропилы.
Применение лобзика:
Лобзик — это очень универсальный инструмент, который можно использовать для резки прямых и изогнутых резов на различных материалах, включая дерево, пластик, металл, гранит, плитку и металл. Одно из самых распространенных применений лобзика в домашнем хозяйстве — установка столешницы.
Еще одно преимущество лобзика в том, что с его помощью можно резать внутренние профили. Все, что вам нужно сделать, это просверлить начальное отверстие для лезвия, и вы готовы вырезать прямые, угловые и изогнутые формы.
Узнайте больше о лобзиковой пиле, чтобы решить, подходит ли она для ваших целей.
9. Ленточные пилы
Ленточные пилы — это пилы, которые работают, перемещая непрерывную металлическую ленту через два колеса для создания силы резания. Они предназначены для резки труб, трубопроводов и изогнутых предметов (аналогично тому, что делают лобзики, но с большей мощностью).Они бывают двух моделей; вертикальный и горизонтальный. Есть стационарные ленточные пилы, которые довольно громоздки, и портативные ленточные пилы, которые, очевидно, намного меньше.
Как работает ленточная пила : полотно ленточной пилы, которое устанавливается между двумя вращающимися колесами, представляет собой непрерывную металлическую ленту с зубьями на одной стороне. В случае вертикальной ленточной пилы заготовка непрерывно подается против вращающегося полотна. С другой стороны, в горизонтальной ленточной пиле вращающееся полотно находится на поворотном рычаге, который опускается на обрабатываемую деталь, чтобы прорезать ее.
Применение ленточной пилы : Вертикальные ленточные пилы очень популярны в деревообработке. Их можно использовать для продольной резки длинных пиломатериалов, выполнения поперечных пропилов по размеру досок, а также вы можете делать пропилы под углом с помощью углового калибра. Вертикальная ленточная пила — идеальный станок для повторной распиловки.
Горизонтальные ленточнопильные станки используются в основном в металлообрабатывающей промышленности. Сегодня они заменяют механическую ножовку в большинстве металлообрабатывающих цехов, поскольку горизонтальные ленточные пилы работают быстрее и предлагают более высокую производительность.
Прочтите мое руководство по ленточной пиле, чтобы узнать больше об этом электроинструменте.
10. Ленточные пилы
Ленточные пилы представляют собой узкоспециализированный вид мотопил. Как и ленточные пилы, спиральные пилы работают, когда два колеса управляют лентой из непрерывного металла. Спиральные пилы — это узкоспециализированные электрические пилы, потому что они предназначены для чрезвычайно точной резки. Если вам нужно сделать очень сложные пропилы или создать узоры на дереве, то спиральная пила — это инструмент для вас. По этой причине пила популярна среди мастеров по дереву, которые создают деревянные игрушки, изделия из дерева и т. Д.
Стоит ли покупать спиральную пилу, если у меня есть ленточная пила?
Как я уже упоминал ранее, сильная сторона спиральной пилы заключается в ее способности точно вырезать исключительно сложные узоры и формы. Он может срезать очень острые углы, которые можно даже отрезать пилой для спиралей. Однако есть предел толщины древесины; обычно 2 дюйма, которые можно отрезать.
С другой стороны, ленточная пила может работать с гораздо большей толщиной, что делает ее идеальным инструментом для повторной распиловки.По сравнению со спиральной пилой ленточная пила также имеет более высокую скорость съема материала. Однако спиральная пила — гораздо более точная пила.
Дополнительная информация: Сравнение ленточной пилы и пилы для прокрутки.
Для чего нужна пила для спиралей?
Они используются для вырезания лекал, изготовления интарсии, пазлов, буквенных знаков, маркетри, шаблонов, деревянных игрушек и многих других поделок.
Дополнительная информация: См. Мою определенную направляющую пилу для прокрутки здесь.
11. Форматно-раскроечный станок
Форматно-раскроечный станок предназначен для одной цели; чтобы разрезать большие панели на более мелкие части.Форматно-раскроечные станки — это, по сути, очень большие настольные пилы. Однако в панельной пиле лезвие движется по столу вдоль направляющей, чтобы сделать рез. В этом отношении панельные пилы похожи на гусеничные пилы, но имеют совсем другое назначение.
Для чего используется панельная пила?
Основное назначение панельной пилы — резка больших деревянных досок или других листовых материалов на более мелкие прямоугольные части. Их можно использовать для резки дерева, фанеры, ориентированно-стружечных плит (OSB), МДФ, ламинированных листов, акриловых листов и т. Д.Вы также можете изменить лезвие и использовать его для резки алюминиевых и пластиковых листов. Панельные пилы обычно используются в столярных цехах, где им приходится разрезать огромные объемы больших панелей на более мелкие.
Типы панельных пил
Доступны в двух исполнениях; горизонтальный и вертикальный. Горизонтальная панельная пила похожа на большую настольную пилу и занимает много места. С другой стороны, вертикальная панельная пила требует меньше места на полу и, следовательно, является предпочтительным выбором для многих.
Панельная пила и другие пилы
Двумя конкурентами форматной пилы являются настольная и гусеничная пила. Итак, давайте посмотрим, как панельная пила сравнивается с этими двумя. В то время как обычная настольная пила предназначена для резки небольших и средних кусков дерева, панельные пилы предназначены для резки больших деревянных панелей. Сдвигать большие деревянные панели для резки с помощью обычной настольной пилы сложно, но именно здесь вам пригодятся форматные пилы. По сравнению с настольной или гусеничной пилой, вертикальная панельная пила занимает мало места.
И наоборот, раскройные пилы нельзя использовать для резки под углом. Кроме того, они не лучший выбор для разделочных досок небольшой ширины.
Короче говоря, панельная пила не заменит вашу настольную пилу. Но если вам нужно разрезать много больших листов, панельная пила — отличный выбор.
12. Продольные пилы
Термин продольная пила может сбивать с толку, потому что многие люди используют его как взаимозаменяемые как для ручной пилы, так и для любых пил, которые подходят для продольной пилы. Однако, поскольку мы обсуждаем типы мотопил, опустим ручной инструмент.
Продольные пилы — это электрические пилы, предназначенные для продольной распиловки. Для тех, кто не знает, что такое продольный пропил, это любой пропил, выполняемый параллельно волокну древесины.
Продольные пилы — это своего рода широкая категория, которая включает пилы, о которых я уже упоминал, например, дисковые пилы. Тем не менее, существуют специальные станки, предназначенные для выполнения прямолинейной продольной резки. Эти машины представляют собой продольные пилы для тяжелых условий эксплуатации, которые могут разрезать большое количество пиломатериалов за короткое время. Компания Diehl Machines была одной из первых, кто разработал продольно-продольную пилу (SLR).
Кому подойдет прямая продольная пила?
Специальная продольная пила предназначена для тех, кто производит большие объемы. Для большинства плотников и плотников подойдет настольная пила с подающим устройством. Однако, если вы производите оптом, скажем, 100 с лишним дверок шкафов в неделю, приобретите специальную прямопильную пилу. Это сэкономит вам деньги в долгосрочной перспективе и прослужит намного дольше.
13. Гусеничные пилы
Гусеничные пилы — это, по сути, циркулярные пилы, но с дополнительной металлической гусеницей.Металлическая гусеница предназначена для повышения точности и устойчивости пилы.
Как это работает?
Вы прикрепите металлическую направляющую к листу или заготовке. Затем погрузите диск циркулярной пилы в работу и надавите вперед, чтобы начать резку. Гусеничные пилы также известны как погружные пилы. Расклинивающий нож за пильным полотном устраняет отдачу, обеспечивая плавное резание.
Преимущества гусеничной пилы с погружным резанием
Возможно, вы задаетесь вопросом, зачем вам покупать такие пилы, которые в основном идентичны дисковым пилам.Давайте посмотрим на некоторые преимущества этой пилы.
- Гусеничные пилы — это не просто циркулярная пила с прямой кромкой. В отличие от прямой кромки, у гусеничной пилы нет бокового движения или рывков. Он может двигаться только вперед или назад по точному треку. Это позволяет гусеничной пиле выполнять идеально прямые пропилы.
- Вы можете распиливать доски гораздо шире, чем может справиться обычная настольная пила. Например, если вы хотите разрезать лист фанеры размером 4 × 8 дюймов, лучше всего подойдет гусеничная пила.
- Гусеничные пилы идеально подходят для длинных угловых пропилов, до которых может дотянуться даже торцовочная пила со скользящим сцеплением или настольная пила.
- Во многих случаях вы можете использовать погружную пилу без зажима. Резиновые накладки под гусеницами удерживают гусеницу в нужном положении, и вы можете резать большинство мягких пород древесины.
- В отличие от обычной циркулярной пилы, вы можете точно контролировать глубину пропила.
- Они портативны по сравнению с настольной пилой.
Минусы : Теперь, когда мы увидели преимущества, давайте посмотрим на недостатки гусеничной пилы с врезной резкой.
- Заготовка должна быть жесткой, чтобы поддерживать гусеницу.
- В то время как гусеничная пила позволяет резать прямо, размер от края можно контролировать гораздо точнее на настольной пиле.
- Гусеничную пилу нельзя использовать для фрезерования при производстве дадо и кроликов.
Дальнейшее чтение: Ознакомьтесь с моим руководством по покупке гусеничной пилы, чтобы найти ключевые особенности.
14. Пила для плитки
Как следует из названия, пилы этого типа предназначены для резки толстой плитки.Они могут резать керамическую плитку, стеклянную плитку, гранит, камень, мрамор и керамогранит.
DEWALT D24000S Пила для мокрой плитки — Нажмите здесь, чтобы увидеть больше ..
Обычная циркулярная пила или настольная пила не может легко разрезать плитку. Потому что керамическая плитка твердая и хрупкая и требует специальной пилы. Обычно пилы для плитки оснащены специальными алмазными дисками, которые придают им режущую способность, необходимую для резки твердых материалов, например плитки.
В зависимости от типа пропила бывают пилы для мокрой плитки и пилы для сухой резки.Преимущество пилы для мокрой плитки заключается в том, что она предохраняет лезвие и заготовку от перегрева и, таким образом, обеспечивает чистый рез.
15. Пилы для полов
Пилы для полов — необычный, но очень полезный вид мотопил. Как можно догадаться по названию, они предназначены для стрижки полов. Пила для полов имеет тенденцию быть относительно компактной, что позволяет использовать их в небольших помещениях. Использовать пилу для паркета просто; вы просто кладете металлический стол на пол, кладете на него дерево, а затем скользите лезвием по дереву.
SKIL 3601-02 Пила для полов — нажмите здесь, чтобы узнать подробности ..
Для чего используется пила для полов?
Пилы для полов очень полезны профессионалам, выполняющим много работ по укладке ламината. Для энтузиастов DIY, которые делают ремонт дома, я бы сказал, что лобзик подойдет. Основным преимуществом пилы для пола является ее способность довольно легко выполнять продольные, угловые и поперечные пропилы. Кроме того, они очень портативны, что делает их хорошим выбором для строительных подрядчиков и профессионалов.
Заключение
Я надеюсь, что это руководство помогло вам разобраться в сложном мире бензопил. Это руководство предназначено для краткого ознакомления с каждым типом мотопил. Я дал ссылку на веб-страницы с более подробной информацией о каждом типе режущих пил. Как только вы найдете тип пилы, который подходит для вашей работы, ознакомьтесь с подробным руководством по этой конкретной пиле, чтобы узнать, на что обращать внимание при покупке новой пилы.
Главная »Электропилы
198 — Обзор гусеничной пилы Grizzly
Еще в январе мы обсуждали, как Grizzly будет участвовать в гоночной игре.Были сделаны прогнозы, опровергнуты утверждения, пролилась кровь. Хорошо, может быть, это было не так уж плохо, но было очень ясно, что многие люди ждали, чтобы увидеть, как работает эта пила. У меня действительно не так много свободного времени в моем расписании прямо сейчас, но я решил ускорить (ха-ха, понятно? Отследить?) Этот обзор, чтобы вы, надеюсь, могли принять более осознанное решение о покупке, если вам интересно в этом блоке.
Гусеничная пила Grizzly T10687 продается по цене 179,95 долларов, а гусеница — по 49 долларов.95, по состоянию на апрель 2013 г. Эта цена является причиной, по которой я делаю этот обзор. На этом этапе игры новый трек, появившийся на рынке по цене более 400 долларов, был бы просто белым шумом и, вероятно, не привлек бы мое внимание. Но тот факт, что люди потенциально могут познать радости мира гусеничных пил всего за 230 долларов, стоит поговорить. И вот небольшой отказ от ответственности: это не полный анализ функции. Многие из вас знают, что я здесь не так делаю. Я уверен, что в ближайшем будущем у вас будет много хардкорных обзоров от других издателей.Моя цель — просто поделиться с вами своими мыслями после первоначального осмотра и использования. Ничего более.
Неизбежное сравнение
Как бы я ни пытался оценить этот инструмент исключительно по его достоинствам, невозможно не проводить сравнения между ним и другими гусеничными пилами на рынке. Как давний пользователь Festool, в большинстве случаев я буду сравнивать Festool TS55 и TS75. Я потратил немного времени на гусеничную пилу DeWalt и даже сделал ее обзор еще в 2009 году. Так что, хотя я признаю, что немного предвзято отношусь к большой зеленой машине, мне нравится думать, что большинство из вас знают, что я справедлив и честно, когда дело касается обсуждения инструментов.
Я сделал несколько разрезов пилой и оценил наиболее важные для меня характеристики: качество сборки, качество резки и пылеулавливание.
Качество сборки:
В целом пила кажется мне немного «дешевой». Пластиковые детали и ручки грубые, квадратные и неэргономичные. Это незначительная деталь, которая не влияет на производительность, но ее следует учитывать. Хотя большинство деталей пилы Festool также сделаны из пластика, они отлиты таким образом, что кажутся гладкими и удобными.
У меня не было проблем с выравниванием пилы по гусенице с минимальным наклоном или без него. Рукоятки регулировки кулачка работают немного неуклюже, но, похоже, это не повлияло на настройку или не помешало мне добиться плавной езды.
Что касается трассы, то все выглядело мне хорошо, за одним исключением: небольшое колебание. Я не имею в виду колебания, возникающие в результате неаккуратного прилегания гусеницы к пазу в основании пилы. Это было колебание, возникающее в результате раскачивания пилы вперед и назад с помощью ручки.При приложении давления вниз на левую сторону пилы правая сторона поднимается над направляющей, как вы можете видеть на изображении. В зависимости от того, где вы оказываете давление во время пиления, эффективный угол резания будет меняться. Это проблема, и я должен представить, что в долгосрочной перспективе это отразится на качестве резки. И, чтобы вы знали, я проверил и основание пилы, и гусеницу, и ни одна из них не покрыта чашей.
Еще заметил, что пружина при погружении сжимается с трудом. Частично проблема заключается в ориентации ручки (идеально вертикально) и фиксаторе большого пальца (повернутом назад к пользователю).Из-за этого будет утомительно использовать этот инструмент для повторяющихся пропилов, и при погружении почти потребуется держать пилу двумя руками. Теперь я понимаю, что в идеальном мире мы бы всегда держали пилу двумя руками. Но любой, кто использует циркулярную пилу для резки фанеры, знает, что при выполнении многих разрезов вам потребуется использовать пилу одной рукой. Отчасти удовольствие от владения гусеничной пилой заключается в том, что управляемый пропил делает работу одной рукой более безопасной и предсказуемой. Так что, если у вас слабые запястья, врезать пилу одной рукой будет как болезненно, так и невозможно.Чтобы проверить мои утверждения, я попросил Николь несколько раз пробить пилу одной рукой. После трех погружений она сказала «ой» и добавила несколько ругательств, чтобы выразить свое недовольство моим экспериментом и последующей болью в большом пальце и запястье. Ой.
Качество резки:
Качество резки было приемлемым. Поставляемое в комплекте полотно лучше, чем то, что идет с любой другой циркулярной пилой на рынке (по крайней мере, после первоначального осмотра), и хорошо конкурирует с моими модернизированными лезвиями Frued. После разреза крепежная деталь имела в основном приемлемое количество разрывов, которые можно было отшлифовать.Обрезка была не в таком хорошем состоянии, но все еще была в приличной форме. Результаты намного лучше, чем я обычно получаю с моей обычной циркулярной пилой, но не совсем того качества, которое я получаю от пилы Festool.
Сборник пыли:
Из пилы выходит довольно много пыли. К счастью, он не рассыпает пыль по всему магазину, как традиционная циркулярная пила. Пыль, которая улетает, кажется, очень локализована. Итак, после того, как рез был закончен, поверх обрезанного куска осталась хорошая куча опилок.Пилы Festool почти идеально собирают пыль в большинстве ситуаций.
Совместимость
Поскольку я знал, что многие из вас захотят узнать об этом, я решил проверить совместимость между компонентами Festool и Grizzly, которые у меня были под рукой. Гусеница Grizzly отлично подходит для хомутов и принадлежностей Festool, но не для пилы Festool. Мало того, что паз на пиле слишком мал для направляющей, лезвие может врезаться в алюминиевую направляющую. Так что это недопустимо. Пила Grizzly, тем не менее, подходит к гусенице Festool, но полотно пилы выходит далеко за пределы резиновой защиты от сколов.Пила Grizzly свободно принимает стандартный шланг для экстракции Festool.
Последние мысли
Если вы надеялись получить пилу за 500 долларов за 230 долларов, вы будете разочарованы. Но если вы хотите приобрести циркулярную пилу с возможностью погружения, которая обладает преимуществами гусеничной системы и приличным пылеулавливателем, я думаю, что Grizzly — отличная покупка. Он не даст вам идеального качества резки настольной пилы, по крайней мере, в том виде, в котором он представлен, а низкая цена достигается за счет некоторого комфорта и общего качества сборки. Но он будет резать фанеру с большей точностью и контролем, чем обычная дисковая пила.
Последний вердит — это то, что можно интерпретировать, так как на это можно взглянуть двумя способами. Если мы сравним эту пилу с другими пилами на рынке, такими как Festool, Grizzly проигрывает практически во всех областях. Ах! Важная информация пришла от самих Grizzly, когда я спросил об этом инструменте еще в январе. Они сказали (перефразируя), что сравнение их пилы с Festool немного похоже на сравнение Toyota с Lexus.Они оба доставят вас в магазин и обратно, но между двумя брендами есть ключевые различия.
На мой взгляд, настоящее сравнение, которое нам нужно здесь проводить, не с Festool, или даже с DeWalt или Makita. Вместо этого нам нужно сосредоточиться на рынке стандартных циркулярных пил. И в этом отношении эта пила действительно надрывает! Я могу только сравнить опыт с моей пилой Porter Cable, которую я использую в течение многих лет, и эта система пилы и гусеницы превосходит ее практически по всем параметрам.
Хотите выиграть эту пилу?
Если вы хотите получить возможность выиграть пилу, которую я купил для тестирования, просто заполните форму ниже.