Виды распилов древесины
Уже много веков человечество использует древесину в качестве строительного материала и, несмотря на постоянное появление новых, самих современных материалов, популярность натуральной древесины совершенно не уменьшается.
Как же правильно выбрать пиломатериалы из огромного ассортимента? Чем обусловлены различия в цене и качестве?
Качество готовых материалов из древесины зависит от многих параметров – породы древесины и качества исходного лесоматериала, профессионализма станочников, соблюдения технологии сушки пиломатериалов и производства готовых изделий. Еще одним фактором, который оказывает существенное влияние на качество и внешний вид пиломатериалов, а также их механические свойства, является способ распила древесины, который определяет текстуру доски.
Существуют несколько видов распила древесины — тангенциальный, радиальный, рустикальный и поперечный, из которых наибольшее распространение получили первые два. Чтобы понять разницу между видами распилов, необходимо хорошо знать строение дерева и понимать технологию распиловки древесины.
При поперечном распиле древесина разрезается поперек волокон. Способ применяется при производстве художественного паркета. Рустикальным распилом называется любой распил, выполненный под острым углом к направлению волокон. Способ используется в производстве пиломатериала для рустикального полового покрытия – самого неоднородного и оригинального по рисунку и оттенку.
При тангенциальном распиле плоскость разреза проходит по касательной к годичным слоям дерева на некотором расстоянии от сердцевины. Так как волокна древесины, как правило, не имеют единого направления, они создают на поверхности доски естественные узоры в форме причудливых «арок», «завитушек», «колец». Текстура полученной доски тангенциального распила неоднородная, возможно наличие древесных пор. На некоторых из сухих досок после чистового строгания на поверхности могут образовываться расслоения. После тангенциального распила доски характеризуются более высокими коэффициентами усушки и разбухания, к тому же такая схема распиловки бревна позволяет увеличить коэффициент полезного выхода, что в свою очередь, приводит к снижению себестоимости доски.
Для радиального распила древесины плоскость распила располагается перпендикулярно годовым кольцам. При этом способе текстура доски получается довольно однородной с минимальным расстоянием между годовыми слоями. Это не только создает красивый рисунок, но и способствует повышению прочности пиломатериала.
Доски радиального распила отличаются хорошей устойчивостью к внешним воздействиям, имеют большую сопротивляемость деформации и износоустойчивость, чем доски тангенциального распила.
Коэффициенты усушки и разбухания пиломатериалов радиального распила равны соответственно 0,18% и 0,2%, что почти в два раза лучше, чем у пиломатериалов тангенциального распила. Причина этого явления заключается в том, что у досок радиального распила усушка и разбухание происходит по толщине материала, в отличие от досок тангенциального распила, у которых изменение размеров происходит по ширине доски. Этим объясняется тот факт, что у готовых изделий (паркетная доска, доска пола, блок-хаус, имитация бруса, вагонка) из пиломатериала радиального распила на лицевой поверхности почти не наблюдается щелей, что не исключается у изделий из пиломатериалов тангенциального распила.
Средний коэффициент полезного выхода досок радиального распила составляет всего 10-15%. Этим объясняется их высокая себестоимость. К радиального распилу можно отнести ламели, у которых угол между годовыми кольцами и пластью составляет 60-90°. Если указанный угол находится в диапазоне 45-60°, такие доски относятся к полурадиальному распилу. Наилучшими эксплуатационными качествами обладает пиломатериал, у которого угол между годичными слоями и плоскостью распила составляет 80-90 градусов. С учетом досок полурадиального распила коэффициент полезного выхода может достигать 30%.
Обычно, при радиальной распиловке бревно изначально распиливают на четверти, а затем с каждой четверти отпиливают доски поочередно с двух пластей. Для распиловки бревна радиальным способом могут использоваться, например, продольно-распиловочные станки UP-700. Важное значение имеет микропроцессорная система управления и оптимизации UP-700, которая используется технологами для определения процента выхода доски радиального распила исходя из критериев оптимизации максимального выхода готовой продукции, а также условий радиальности и полурадиальности распила.
Для распиловки бревна радиальным способом могут использоваться, например, продольно-распиловочные станки UP-700. Важное значение имеет микропроцессорная система управления и оптимизации UP-700, которая используется технологами для определения процента выхода доски радиального распила исходя из критериев оптимизации максимального выхода готовой продукции, а также условий радиальности и полурадиальности распила.
Сравнивая радиальный и тангенциальный виды распилов, можно сделать несколько выводов:
- Радиальные пиломатериалы обладают лучшими свойствами усушки и разбухания.
- Доски радиального распила имеют лучшие механические характеристики и стабильность геометрических размеров.
- Древесина досок радиального распила обладает равномерным оттенком и однородной текстурой, что придает особую декоративную ценность готовым изделиям из дерева.
- Благодаря своим характеристикам, радиальные доски находят более широкое применение, хотя и обладают более высокой ценой.

Примеры распилов древесины
| Крайние — тангенциальный распил, 2 центральных — радиальный |
Радиальный распил |
| Радиальный распил (лиственница) | Тангенциальный распил |
Это может быть полезным:
Распиловка пиломатериалов | Справочник | Лесоматериалы
Пиломатериалы — материалы из древесины (брусья, доски и бруски), получаемые лесопилением. Различают пиломатериалы радиальной, тангенциальной и смешанной распиловки. Пиломатериалы с опиленными кромками называются обрезными, с неопиленными — необрезными.
Большие высококачественные брёвна (это бревна из нижней, комлевой части дерева) дают наиболее ценный пиломатериал. При пилении таких брёвен, надо определиться с толщиной получаемых досок, чтобы максимизировать объём и стоимость получаемого материала.
Если бревно хорошее, производить пиломатериал большого размера и железнодорожные шпалы из центральной части бревна, по меньшей мере, неразумно. Потому что цена бруса всегда меньше, чем цена доски.
| Схема распиловки, для максимального получения доски радиального и полурадиального распила |
Для брёвен высоких сортов рекомендуется пиление по кругу. Фактически, пиление с учётом конусности бревна с наклоном бревна так, чтобы пиление происходило параллельно коре, рекомендуется для всех «хороших» граней.
Прочные, но некачественные брёвна нужно пилить так быстро, как только возможно. От этих брёвен толку мало — прибыль очень маленькая, либо вообще никакая, значит, эти брёвна нужно вынимать из станка чем быстрее, тем лучше. Здесь подходит любой способ пиления. Чаще всего их пилят на брус, либо просто пилят насквозь. Перевороты бревна в данном случае вообще лучше свести к абсолютному нулю.
Непрочные брёвна дают такую несущественную прибыль и такой огромный риск поломать продукт, что лучше вообще не иметь с ними дела.
Брёвна среднего качества могут давать значительное количество хорошего пиломатериала, и тут уже многое зависит от распиловщика, от того, как он будет переворачивать бревно. Здесь решение о вращении бревна критично для прибыли.
Здесь решение о вращении бревна критично для прибыли.
Для начала надо выбрать наихудшую часть бревна и спилить её без учёта сбега. Но нельзя пилить с этой стороны слишком много. Для небольших брёвен вообще нужно спилить один пласт, то есть пропилить один раз во всей длине бревна, или пласт и короткую доску, а затем перевернуть бревно на противоположную сторону.
Другой способ состоит в том, что надо выбрать наилучшую сторону бревна и начинать распил с учётом конусности бревна. Затем долго распиливается именно эта часть, прежде чем бревно будет перевернуто.
Пиломатериал напиливается с одной грани до тех пор, пока распиловщик ожидает, что следующая доска с этой стороны бревна будет не ниже по качеству, чем доски, которые можно получить из другой грани. Существует исключение: если начать пилить с наихудшей грани бревна, то надо пилить, пока не получится абсолютно гладкая поверхность распила, чтобы перевернуть на неё бревно. Другими словами, хорошую сторону бревна нужно распиливать глубоко, а с плохой стороны просто снимается пласт или пласт и одна доска.
Если взять бревно диаметром 60 см, хотя это справедливо для всех брёвен любых размеров, при пилении с поворотом на 180° получаем 8 досок, которые нужно дополнительно обрезать по бокам, а с использованием менее эффективного метода, поворачивая всегда на соседнюю грань, получим 13 таких досок. Одно это обстоятельство уже может быть значительным доводом в пользу переворота бревна на 180°, особенно для небольших предприятий. Кроме того, такой способ пиления даёт больше широких досок, а они обычно более ценные. При перевороте на соседнюю грань получается 8 досок тангенциального распила, которые подвержены сильному короблению при сушке. Далее, если это орех или красный дуб с узкой заболонной частью, то при 180-градусном перевороте бревна получим 10 досок с заболонью, при другом методе переворота — 13 досок. Заболонь вызывает проблемы при сушке. А при 180-градусном перевороте бревна внутреннее напряжение древесины снимается, что в результате позволяет избежать щелей и трещин.
Переворот на соседнюю грань может быть легче, но с экономической точки зрения и с точки зрения безопасности пиления выгоднее вращение бревна на 180°.
После того, как распилены две противоположные грани бревна, нужно переходить к третьей и четвёртой. Как обычно, первой распиливается худшая из этих граней без учёта конусности бревна. Однако грань хорошего качества всегда должна распиливаться параллельно коре, чтобы увеличить выход хороших пиломатериалов из бревна.
Ширина первого пласта при пилении со всех четырёх сторон бревна является критичной.
Если грань хорошего качества, то есть первая спиленная доска может быть отнесена к хорошему сорту, тогда минимальная ширина распиливаемого пиломатериала должна быть 15-1 см. Конечно, это зависит от размеров самого бревна. Чтобы учесть дальнейшую обработку доски, строгание или даже обрезку по бокам, рекомендуется именно 15-1 см, а не 15 см.
Если грань плохого качества, тогда имеет смысл пилить доски шириной не менее 10-1 см. Длина таких досок должна быть не меньше 1,2 м. Нужно вообще производить на своей пилораме доски не меньшей длины.
Когда дело доходит до брёвен откровенно плохого качества, имеет смысл распиливать их с «брюха» или с «ушек», а не искать хорошую грань.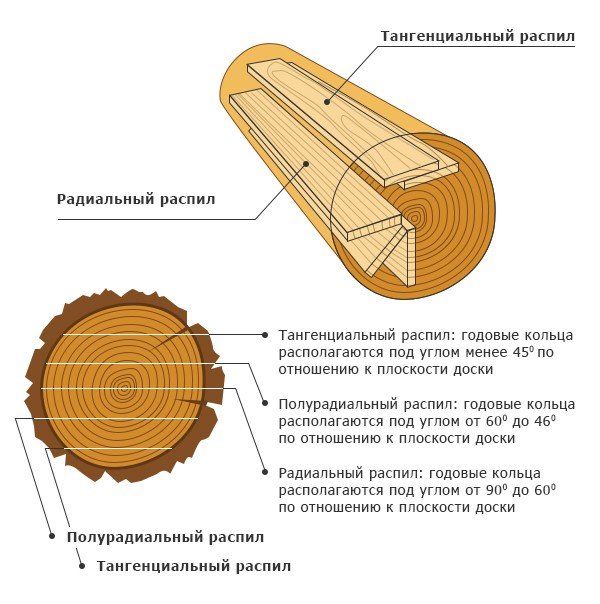 «Ушки» обычно снимаются за 1 или 2 прохода пилы, открывая гладкую поверхность внутри бревна. Распил с «брюшка» требует большего числа манипуляций, а в результате вы получаете несколько коротких, но чистых досок.
«Ушки» обычно снимаются за 1 или 2 прохода пилы, открывая гладкую поверхность внутри бревна. Распил с «брюшка» требует большего числа манипуляций, а в результате вы получаете несколько коротких, но чистых досок.
Брус имеет ряд преимуществ по сравнению с тонкими досками. Брус часто имеет красивый узор древесины, который нравится покупателям. При сушке он усыхает вдвое меньше, чем доски (3% против 6% у досок). Меньше растрескивания во время сушки. При изменении влажности окружающей среды брус более стабилен. Когда им покрывают пол, он почти не изнашивается.
Так же при пилении бруса выход полезного продукта из бревна на 20% ниже. Скорость его производства гораздо ниже. Он требует времени сушки на 15% больше. Брус усыхает по толщине в 2 раза больше, чем узкие доски. Острые сучья, которые остаются в брусе, в отличие от круглых сучьев в досках, сильно снижают прочность материала.
Типы распила: 1 — тангенциальный распил; 2 — радиальный распил; 3 — полурадиальный распил. | |
Типы распила
Радиальным называется распил, при котором плоскость разреза проходит через сердцевину ствола. Древесина таких досок довольно однородна по цвету и текстуре, межкольцевые размеры минимальны. Доски радиального распила устойчивы к внешним воздействиям, практически не подвергаются деформации и обладают высокой износостойкостью. Доска радиального распила имеет коэффициент усушки = 0,19%, а коэффициент разбухания = 0,2%. Эти показатели у пиломатериалов радиального распила вдвое лучше, чем у доски тангенциального распила. У доски радиального распила процесс усушки и разбухания идет по ширине волокон — толщина доски, а у тангенциального распила по ширине доски т.к. волокна у «тангенса» расположены по ширине. Соответственно у доски пола, паркетной доски, имитации бруса, блок-хауса, вагонки радиального распила щелей практически нет по сравнению с аналогичными изделиями тангенциального распила. Поскольку выход досок радиального распила составляет 10 — 15% от общего объема, стоимость их довольно высока.
Радиальный распил древесины — способ распила бревна, при котором все волокна в доске идут вдоль направления годовых колец. При радиальном распиле пиломатериал обладает наилучшими физико-механическими качествами. Прочность и твердость древесины при радиальном распиле выше, чем при тангенциальном.
Выход доски радиального распила обычно невелик (не превышает 30%). На продольно-распиловочных станках UP-700 выход доски радиального распила достигает 60%. Такой высокий показатель достигается благодаря системе оптимизации распила. Выбирая среди критериев оптимизации максимальный выход доски радиального распила, условия радиальности и полурадиальности распила, технолог определяет процент выхода радиальной доски.
Радиальный распил можно произвести и на другом оборудовании. Но процентный выход доски радиального раскроя на другом оборудовании зависит от того, как оператор раскроил бревно. Обычно этот показатель значительно меньше 50 %. За счёт микропроцессорной системы управления и системы оптимизации на UP-700 можно получить максимально возможное количество доски радиального распила.
Тангенциальным называется распил, при котором плоскость разреза проходит на расстоянии от сердцевины, по касательной к годичному слою ствола. Такие доски имеют ярко выраженную текстуру и насыщенный волнообразный рисунок годовых колец. Доски тангенциального распила имеют более высокие коэффициенты усушки и разбухания, но более доступны по цене.
Пиление древесины твёрдых сортов
Операция пиления включает решения о толщине доски, перевороте бревна и компенсации конусности бревна. Это зависит от многих факторов: от сорта древесины, качества бревна, его размеров, конструкции станка и сортности пиломатериала, который нужно получить. Можно выделить 3 стандартных схемы распила:
Простое пиление
Бревно распиливается до тех пор, пока не откроется его сердцевина, а затем переворачивается на 180° и допиливается до конца. Это самый быстрый и лёгкий метод пиления, всё же при этом методе каждый кусок пиломатериала нужно обрезать по бокам. Распиленный таким образом пиломатериал несколько шире и тяжелее, более низкого качества и имеет много отходов. Он чрезвычайно подвержен короблению во время сушки. Поэтому простое пиление или пиление насквозь оправдано только в случае с брёвнами очень низкого качества, когда все вышеперечисленные недостатки уже не особенно важны.
Распиленный таким образом пиломатериал несколько шире и тяжелее, более низкого качества и имеет много отходов. Он чрезвычайно подвержен короблению во время сушки. Поэтому простое пиление или пиление насквозь оправдано только в случае с брёвнами очень низкого качества, когда все вышеперечисленные недостатки уже не особенно важны.
Круговое пиление
При пилении по кругу сначала делается пропил, и бревно переворачивается на новую грань, распиливается, и переворачивается снова, до тех пор, пока не произойдет как минимум 5 переворотов. С финансовой точки зрения это наилучший способ для брёвен среднего и высокого качества, хотя в то же время на некоторых пилорамах осуществлять такой переворот бревна тяжело, а дневная производительность окажется невысокой. Разумеется, станок с гидравликой решает эту проблему.
Пиление бруса
Пиление бруса максимизирует производительность распиловочного станка (количество досок в день) и, как правило, применяется в промышленности при работе с брёвнами среднего и большого размеров. В этом случае бревно распиливается вначале как при пилении по кругу, но центральная часть бревна, которая может иметь размеры 18×23 или 25×25 и так далее либо передается в обработку на другой станок по технологической линии, либо продаётся как большой и тяжёлый брус. В основном, таким образом пилятся брёвна среднего и низкого качества, когда невозможно из центральной части бревна получить ценный пиломатериал. Таким образом, экономится время и усилия при производстве продукта не очень высокого качества и, следовательно, не очень высокой цены.
В этом случае бревно распиливается вначале как при пилении по кругу, но центральная часть бревна, которая может иметь размеры 18×23 или 25×25 и так далее либо передается в обработку на другой станок по технологической линии, либо продаётся как большой и тяжёлый брус. В основном, таким образом пилятся брёвна среднего и низкого качества, когда невозможно из центральной части бревна получить ценный пиломатериал. Таким образом, экономится время и усилия при производстве продукта не очень высокого качества и, следовательно, не очень высокой цены.
Решение о том, с какой стороны бревна начинать пиление, какую поверхность распила открыть первой — это самая важная часть распиловки. Делим бревно на 4 грани, каждая из которых протягивается по всей длине бревна и занимает определённую часть от его окружности. Выбор первой грани определяется положением всех других.
При пилении по кругу и пилении бруса действуют два основных правила:
Самая плохая грань бревна распиливается первой без всякого учёта конусности бревна. Учёт сбега бревна означает поднятие или наклон бревна таким образом, чтобы пила пилила параллельно коре. Поскольку это самая плохая часть бревна, это значит, что из неё получатся короткие доски и много горбыля. Так как мы не учитываем конусность бревна, это даёт нам возможность с противоположной, лучшей стороны бревна производить пиление параллельно коре, при этом не поднимая и не наклоняя бревно. Значит, из этой наилучшей части бревна выйдет больше досок высокого качества, к тому же совпадающих по длине с длиной бревна.
Учёт сбега бревна означает поднятие или наклон бревна таким образом, чтобы пила пилила параллельно коре. Поскольку это самая плохая часть бревна, это значит, что из неё получатся короткие доски и много горбыля. Так как мы не учитываем конусность бревна, это даёт нам возможность с противоположной, лучшей стороны бревна производить пиление параллельно коре, при этом не поднимая и не наклоняя бревно. Значит, из этой наилучшей части бревна выйдет больше досок высокого качества, к тому же совпадающих по длине с длиной бревна.
Первой распиливать лучшую грань дерева, учитывая при этом конусность бревна. Это значит, что бревно нужно поднимать или наклонять так, чтобы первый пропил производился параллельно коре.
Конечный результат обоих методов будет примерно тот же самый, но у второго метода есть одно преимущество. В этом случае распиловщику легче вращать бревно, потому что открытая грань — самая чистая, на ней нет дефектов. В случае с первым правилом лучшая часть дерева — та часть, что противоположна открытой грани. Её не видно, и точно вращать бревно невозможно. Обычно, если древесина хорошего качества, то оба правила работают практически одинаково. Но если столкнуться с бревном похуже, лучше пользоваться вторым правилом.
Её не видно, и точно вращать бревно невозможно. Обычно, если древесина хорошего качества, то оба правила работают практически одинаково. Но если столкнуться с бревном похуже, лучше пользоваться вторым правилом.
Пиление древесины мягких сортов
Многие методы, используемые при пилении твёрдой древесины, подходят и для мягких сортов. Но есть и некоторые различия. Конечно, соображения безопасности должны преобладать над желанием произвести как можно больше продукта.
Расположить бревно так, чтобы при пилении незначительные дефекты материала оказывались внутри пиломатериала, конечно, если эти дефекты не столь серьёзны, чтобы повлиять на прочность конечного продукта. Если возможно, надо пилить так, чтобы все сучья и дефекты располагались с одной стороны пиломатериала, в то время как другая сторона оставалась чистой. Правда, в случае со стройматериалами чистая поверхность не влияет на конечную цену продукта. А вот большие сучья или дефекты могут влиять на прочность конструкции.![]()
Выбрать наихудшую сторону бревна и начинать пилить с неё, производя короткий пиломатериал. Первый пиломатериал будет наихудшим и, соответственно, он должен быть коротким, чтобы его можно было продать.
После того, как бревно распилено с плохой грани по всей длине бревна, надо перейти к противоположной грани, и пилить параллельно коре. С хорошей грани ширина распиливаемой доски должна быть не меньше 15 см. На меньших брёвнах — менее 30 см в диаметре, первая доска должна быть 10 см шириной. Огромные брёвна будут иметь меньше дефектов внутри и, следовательно, не нужно их переводить на большие строительные конструкции.
Следует всегда переворачивать бревно с одной грани на другую, если пиломатериал из новой грани будет лучшего качества, чем из той, которую только что пилили.
Брёвна из отходов. Надо распилить «ушки» за один проход пилы, потом переверните бревно на «брюшко», возможно, из него можно сделать хоть немного коротких досок.
Распиловка пиломатериалов
Все способы профессиональной сушки древесины — конвективная, атмосферная, вакуумная, СВЧ, камерная. Сушка древесины конденсационным способом и сушка древесины инфракрасным способом.
Сушка древесины конденсационным способом и сушка древесины инфракрасным способом.
Выбор способа сушки древесины и сушильного оборудования определяется рядом факторов: породным и сортиментным составом высушиваемых пиломатериалов, стоимостью энергоносителя, необходимой производительностью, производственными условиями и инвестиционными возможностями потребителя. То есть, если раньше при стабильных ценах для технико-экономического обоснования проекта достаточно было двух-трёх обобщающих факторов, то сегодня нужен расчёт в каждом конкретном случае.
В настоящее время результаты изучения рынка сушильных камер показывают, что среди предлагаемых камер 90—95% — классического типа: конвективные с различными системами приточно-вытяжной вентиляции и видами теплоносителя. Их преимущества: малые капитальные затраты, простота процесса, удобства технического обслуживания.
Основными элементами таких сушилок являются: циркуляционное оборудование (вентиляторы), система нагрева (калориферы), система управления (регуляторы).
Вентиляторы должны обеспечивать необходимую скорость и равномерность распределения сушильного агента по материалу для различных пород с целью получения высшего качества и оптимальной продолжительности процесса сушки древесины. Для побуждения циркуляции сушильного агента используют осевые и, в отдельных случаях при большом сопротивлении, центробежные вентиляторы. К этому оборудованию должны предъявляться жёсткие требования по его надёжности при эксплуатации в среде с высокими температурой и влажностью.
Сушка древесины — длительный и энергоёмкий процесс. Тепловая энергия для сушилок вырабатывается в котельных. Тепловым носителем здесь является пар или горячая вода. Электроэнергию вследствие её дороговизны используют редко, хотя в последнее время этот вид энергоносителя становится всё популярнее.
За рубежом для выработки тепловой энергии в основном используют установки для сжигания древесных отходов (опилок, щепы, коры, стружки).
Параметры среды в сушильных камерах, как правило, измеряют психрометром. Управление и регулирование осуществляется автоматически.
Управление и регулирование осуществляется автоматически.
Наряду с традиционными конвективными камерами определённое распространение получили вакуумные и конденсационные сушилки.
Вакуумные сушилки целесообразно использовать для сушки древесины твёрдых лиственных пород (дуб), крупных сечений (50 мм и более), когда скорость сушки является важным фактором. При покупке таких камер нельзя забывать о больших капитальных вложениях.
Конденсационные сушилки используют в тех случаях, когда электроэнергия как энергоноситель более дешёвая по сравнению с другими видами. КПД таких сушилок наиболее высок при температуре сушильного агента до 45°С. При этих параметрах себестоимость небольшая, зато срок сушки значительный.
В последнее время произошли значительные изменения в организации, технике и технологии сушки древесины. Если раньше основной объём сушки древесины приходился на крупные деревообрабатывающие и лесопильные предприятия, где сооружались большие сушильные цеха, то сейчас основная масса древесины перерабатывается на малых предприятиях, потребность которых может быть обеспечена одной-двумя камерами небольшой загрузочной ёмкости. Многие малые компании пытаются реконструировать устаревшие камеры или даже создают самодельные простейшие сушильные устройства, которые не могут обеспечить качественной сушки материала. Вместе с тем, рынок предъявляет всё более жёсткие требования к качеству изделий из древесины.
Многие малые компании пытаются реконструировать устаревшие камеры или даже создают самодельные простейшие сушильные устройства, которые не могут обеспечить качественной сушки материала. Вместе с тем, рынок предъявляет всё более жёсткие требования к качеству изделий из древесины.
Низкое качество сушки древесины, обусловленное неудовлетворительным техническим состоянием сушилок и слабой технологической подготовкой обслуживающего персонала, приводит к скрытому браку — неравномерному распределению конечной влажности, который долгое время может оставаться незамеченным и сказаться тогда, когда изделие уже находится в эксплуатации.
Современные лесосушильные камеры как отечественного, так и зарубежного производства позволяют достичь высокого качества сушки древесины. Они оснащены системой автоматического управления процессом и являются сложным комплексом оборудования, требующим квалифицированного обслуживания.
Атмосферная сушка
Атмосферная сушка является наиболее доступным способом обезвоживания древесины. Известно, что атмосферно высушенная древесина может эксплуатироваться многие столетия, если её повторно не увлажнять.
Известно, что атмосферно высушенная древесина может эксплуатироваться многие столетия, если её повторно не увлажнять.
Атмосферная сушка является наиболее дешёвым способом, и раньше она была основной на лесопильных предприятиях. Она не требует таких капитальных затрат, как камерная, но для неё нужны большие площади и большой запас материала.
Основным недостатком атмосферной сушки является то, что процесс неуправляем: в районах с повышенной влажностью воздуха повышается вероятность поражения пиломатериалов грибами, а на юге (от сильной жары) — растрескивания.
Разложение древесины грибами происходит при её влажности выше 22%, и это граничное значение (22%) считается «пределом биостойкости».
Правила атмосферной сушки и хранения пиломатериалов регламентированы государственными стандартами: для пиломатериалов хвойных пород — ГОСТ 3808.1-80; для пиломатериалов лиственных пород — ГОСТ 7319-80.
По правилам, атмосферная сушка проводится в штабелях, укладываемых на специальных фундаментах (высотой 550 мм при грунтовом покрытии или 200 мм при бетонном или асфальтном покрытии подштабельной территории, если высота снежного покрова обычно не превышает 250 мм). Фундамент выполнятся, как правило, из железобетонных опор площадью не менее 400х400 мм. Можно использовать деревянные опоры, предварительно пропитав их антисептическим составом. Расстояние между центрами опор должно быть 1,0-1,7 м по длине и 1,3—1,4 м по ширине штабеля.
Фундамент выполнятся, как правило, из железобетонных опор площадью не менее 400х400 мм. Можно использовать деревянные опоры, предварительно пропитав их антисептическим составом. Расстояние между центрами опор должно быть 1,0-1,7 м по длине и 1,3—1,4 м по ширине штабеля.
Состояние сушильного агента (воздуха) нестабильно, на него оказывают влияние климатические условия, время года и суток. В результате взаимодействия воздуха и высыхающей древесины на складах создаётся своеобразный микроклимат: воздух имеет пониженную температуру, повышенную влажность и небольшую скорость циркуляции. Поэтому процесс атмосферной сушки длительный. Древесина высушивается до влажности 12—20% в зависимости от климата (температуры и влажности воздуха), породы и толщины материала.
Можно ускорить процесс путём применения более разреженной укладки, размещения штабелей в соответствии с господствующим направлением ветра, или принудительной циркуляцией воздуха с помощью вентиляторов. Ускорение сушки, с одной стороны, сильно снижает возможность появления химических и прокладочных окрасок, синевы и гнили, но с другой стороны, способствует снижению относительной влажности воздуха, что приводит к увеличению остаточных напряжений. Ускоренная атмосферная сушка позволяет довести материал до влажности 20—30% за время, составляющее от 1/2 до 1/4 продолжительности обычной атмосферной сушки.
Ускоренная атмосферная сушка позволяет довести материал до влажности 20—30% за время, составляющее от 1/2 до 1/4 продолжительности обычной атмосферной сушки.
Для снижения вероятности заражения древесины грибами и плесенью в начальный период её необходимо защищать антисептиками. Сам процесс осуществляется опрыскиванием, т. е. поверхностным нанесением или глубокой пропиткой, путём окунания досок и пакетов в автоклавах.
Схема штабеля для естественной сушки и хранения пиломатериалов:
А — Основание штабеля (подстопные места)
В — Штабель пиломатериалов с перекрестной укладкой
С — Инвентарная крыша (досчатые фермы, досчатые, скрытые рубероидом, щиты кровли)
D — Вентиляционная шахта
F — Штабель
а — Прижимные брусья (или бревна диаметром до 18 см)
b — Тяжи (проволока диаметром 3 — 4 мм)
c — Скрутки
d — Вынос кровли; одновременно — размеры (min) подготовленной площадки
Вакуумная сушка
Технология вакуумной сушки под давлением была изобретена в 1964 году. Сегодня в мире работает более 600 сушилок данного типа.
Сегодня в мире работает более 600 сушилок данного типа.
Вакуумная пресс-сушилка состоит из стальной нержавеющей камеры, которая внутри полностью герметична. Верх камеры закрыт эластичным резиновым покрытием в металлической рамке.
Доски укладываются внутрь камеры слоями, чередуясь с алюминиевыми нагревательными пластинами. Водяная помпа обеспечивает циркуляцию горячей воды внутри этих пластин. Вода нагревается внешним бойлером. Жидкостная вакуумная помпа обеспечивает вакуум внутри камеры.
После того, как древесина загружена в сушильную камеру, оператор устанавливает на панели управления параметры сушки: уровень вакуума (давление), температуру нагревательных пластин.
Практически каждая порода древесины требует своего уровня вакуума, который не изменяется на протяжении всей сушки. Изменяется только температура нагревательных пластин (параметры температур даны в таблицах производителя). Для программирования сушки и управления параметрами можно использовать микропроцессор.
Рассмотрим процесс сушки, состоящий из трех этапов:
1. Прогрев при атмосферном давлении.
2. Сушка нагреванием в вакууме.
3. Кондиционирование и охлаждение.
Прогрев. После того, как древесина уложена в камеру, переложена нагревательными пластинами и накрыта резиновым покрытием, начинается этап прогрева. Горячая вода, циркулируя в пластинах, нагревает древесину без включения вакуумной помпы. Влага в древесине не закипает, поскольку температура ниже 100°С, и следовательно, не происходит повреждения поверхности древесины.
Сушка. Когда температура внутри древесины достигает уровня, необходимого для сушки, включается вакуумная помпа, которая выкачивает воздух из камеры. В этом случае не происходит повреждения поверхности древесины, поскольку влага внутри древесины, двигаясь к поверхности, увлажняет её. Резиновое покрытие под воздействием атмосферного давления прижимает к полу камеры штабель древесины.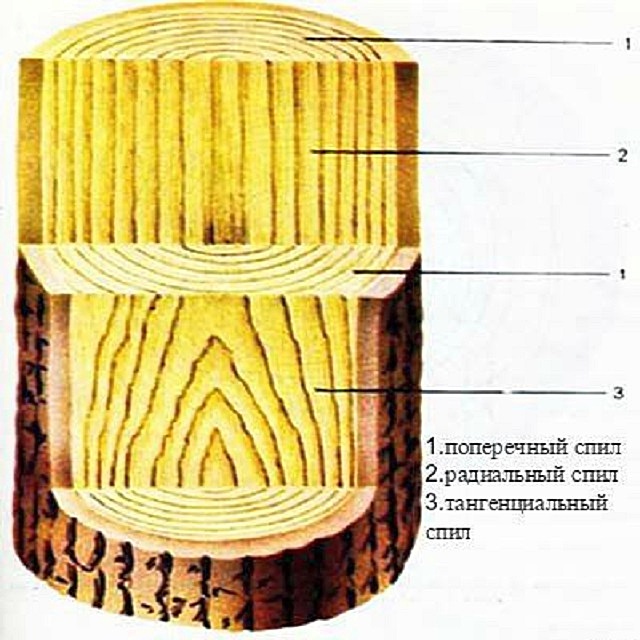 Благодаря этому воздействию, доски делаются абсолютно ровными. Под воздействием высокой температуры и высокого уровня вакуума вода с поверхности древесины испаряется. Затем влага, как сконденсированная на стенках камеры, так и в виде пара, откачивается вакуумной помпой. Когда влажность древесины достигает установленного конечного значения, сушка переходит в фазу кондиционирования.
Благодаря этому воздействию, доски делаются абсолютно ровными. Под воздействием высокой температуры и высокого уровня вакуума вода с поверхности древесины испаряется. Затем влага, как сконденсированная на стенках камеры, так и в виде пара, откачивается вакуумной помпой. Когда влажность древесины достигает установленного конечного значения, сушка переходит в фазу кондиционирования.
Кондиционирование и охлаждение. Нагревание пластин отключается, но вакуум в камере сохраняется. В этом случае древесина остывает под давлением пресса (1 кг/см2). После того, как древесина остыла достаточно, сушилка выключается.
Например: бук толщиной 32 мм высыхает в этих камерах до влажности 8% за 29 ч, а сосна толщиной 25 мм всего за 17 ч. Таким образом, вакуумные пресс-камеры сушат в 8—10 раз быстрее обычных и особенно эффективны при сушке толстых заготовок из ценных пород дерева, которые при сушке обычным способом могут давать трещины. Они занимают немного места, не нуждаются в фундаменте и расходуют намного меньше тепла. Объём камер (0,3—10 м3) позволяет использовать их на предприятиях с небольшим суточным объёмом производства.
Объём камер (0,3—10 м3) позволяет использовать их на предприятиях с небольшим суточным объёмом производства.
Это даёт производителям неоценимое конкурентное преимущество — гибкость. Представьте себе, что к вам обращается клиент, который хочет купить лестницу из ясеня. Ему нужен всего 1 м3 высушенного материала. В случае с традиционной сушилкой объёмом, допустим, 50 м3 выполнить этот заказ теоретически возможно, а на практике — маловероятно. Ведь нужно ещё найти клиентов на 49 м3 сухого ясеня, купить 100 м3 круглого леса, распилить его и сушить не менее 30 дней. С вакуумной пресс-сушилкой объемом 1, 3 или 5 м3 вы в состоянии выполнить этот заказ за 4—5 дней. Таким образом, можно успешно конкурировать с крупными деревообрабатывающими комбинатами, работая в современных условиях с индивидуальными потребностями клиентов.
Но всё же имеется ряд существенных недостатков: большая трудоёмкость погрузо-разгрузочных работ; значительная неравномерность распределения конечной влажности по толщине материала и, соответственно, большие внутренние напряжения, малая вместимость камер. В силу этих причин вакуумно-кондуктивные камеры не получили широкого применения в промышленности, но в последнее время становятся всё более популярными. Этот способ является наиболее перспективным среди способов, направленных на ускорение процесса сушки.
В силу этих причин вакуумно-кондуктивные камеры не получили широкого применения в промышленности, но в последнее время становятся всё более популярными. Этот способ является наиболее перспективным среди способов, направленных на ускорение процесса сушки.
Чтобы избавится от вышеперечисленных недостатков, с 1975 г. используются вакуумные сушилки с нагревом горячим воздухом. Характеристикой этого агрегата является конвекционная нагревательная система с вентиляцией, перпендикулярной по отношению к штабелю: поток воздуха, нагретый на внутренней стенке, перемещается мобильным соплом; под воздействием вращения этого сопла древесина подвергается нагреву с периодической сменой вакуумных фаз. То есть материал сначала прогревают, а потом вакуумируют. В древесине, нагретой до температуры кипения воды, происходит выкипание свободной воды из полостей клеток. Образовавшийся пар удаляется из материала под действием избыточного давления. После прекращения парообразования, т.е. охлаждения древесины, её вновь нагревают, и цикл многократно повторяют до достижения требуемой конечной влажности. Продолжительность циклов и их параметры зависят от породы, толщины и влажности материала. Такой способ даёт сокращение продолжительности процесса в 4 — 5 раз по сравнению с классическим конвективным способом при высоком качестве сушки.
Продолжительность циклов и их параметры зависят от породы, толщины и влажности материала. Такой способ даёт сокращение продолжительности процесса в 4 — 5 раз по сравнению с классическим конвективным способом при высоком качестве сушки.
Промышленные сушилки этого типа нашли распространение в производстве, работающем на толстом и трудно сушимом пиломатериале (из твёрдолиственных пород). Простая полуавтоматическая система позволяла управлять процессом сушения. В дальнейшем объединение двух одинарных сушилок в единый «тандем» дало заметное сокращение энергозатрат. Самая последняя сушилка — «Голиаф» — наконец позволила достичь цели: размеры загрузки составили 2,5х2,5 (3) м, полезная длина 13, 6 м и даже более.
Новые дорогостоящие вакуумно-термические сушильные камеры выпускаются такими компаниями, как WDE (Италия), Brunner и Lauber (Германия), IWT (Германия-Канада), причём камеры последней — с возможностью получения цветовой гаммы просушенного пиломатериала.
А вот сушилки фирмы Lauber предлагаются в тех случаях, когда для сохранения окраски дерева процесс сушки должен проходить быстро: например, для строительных лесоматериалов или для лиственных пород древесины. Сушилки «Мальбок» (Lauber) работают по технологии горячего пара. Процесс протекает без воздуха, в камере находится только водяной пар. Так как точка кипения воды в вакууме значительно ниже, процесс намного ускоряется. Для реализации различных технологических вариантов (обычная сушка, сушка без потребления воды или сушка вымораживанием) сушилки изготавливаются по специальному заказу. Объём загрузки камер — 1—30, а для сушки воздухом — 60, 100 или даже 1000 м3 пиломатериалов.
Сушилки «Мальбок» (Lauber) работают по технологии горячего пара. Процесс протекает без воздуха, в камере находится только водяной пар. Так как точка кипения воды в вакууме значительно ниже, процесс намного ускоряется. Для реализации различных технологических вариантов (обычная сушка, сушка без потребления воды или сушка вымораживанием) сушилки изготавливаются по специальному заказу. Объём загрузки камер — 1—30, а для сушки воздухом — 60, 100 или даже 1000 м3 пиломатериалов.
При эксплуатации сушилок часто возникает проблема снижения высоких энергозатрат. Например, на 100 м3 елового материала с исходной влажностью 80% при традиционной сушке до конечной влажности 10% необходимо в среднем израсходовать 30000 кВт/ч за всё время процесса. Отработанный воздух обычно выходит через выходной клапан наружу. В сушилке типа «Тандем» происходит иначе: в ней есть приспособление, очищающее отработанный воздух от влаги, забранной у древесины. Тепловую энергию сухого отработанного воздуха можно использовать далее: для отопления помещения или, опять же, для сушилки.
Основой всех агрегатов является алюминиевая конструкция с толстыми внутренними стенками с изоляцией из минваты. Внешний кожух выполнен из алюминиевого гофрированного листа.
При вакуумно-диэлектрическом способе сушки нагрев материала до 45 — 50°С осуществляется за счёт энергии высокочастотного электромагнитного поля при постоянном вакууме. Древесина находится в среде почти чистого пара малого давления, благодаря чему процесс происходит при малом перепаде влажности по толщине сортиментов и незначительных внутренних напряжениях.
Продолжительность сушки в этом случае уменьшается в 10 — 12 раз. Однако стоимость при таком способе достаточно большая из-за дороговизны и сложности оборудования и больших энергозатрат. И из опыта эксплуатации вакуумно-диэлектрических камер следует, что пока не удалось достичь хорошего качества сушки: материал из-за неравномерности электромагнитного поля имел очень большой разброс конечной влажности.
Поскольку температура кипения воды в вакууме ниже, чем при атмосферном давлении, то, создавая вакуум глубиной 0,9 кг/см2, температуру сушильного агента снижают до 40— 45°С.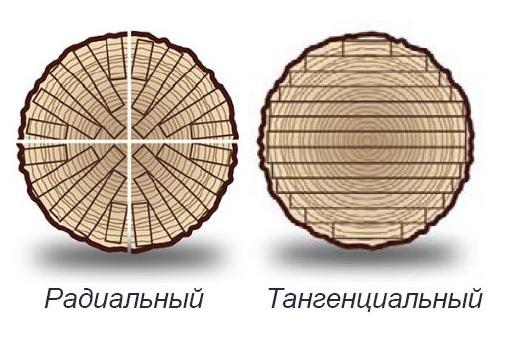 Таким образом, можно вести интенсивный и, вместе с тем, низкотемпературный процесс сушки при полном сохранении природных свойств древесины. Если сушить при постоянном неглубоком вакууме (0,2 кг/ см2) и одновременном конвективном нагреве, то это даёт также хорошее качество. Продолжительность процесса при этом не уменьшается, а соответствует конвективной сушке. Себестоимость сушки в три раза меньше за счёт использования теплоты конденсации испаренной воды и применения низких температур сушильного агента.
Таким образом, можно вести интенсивный и, вместе с тем, низкотемпературный процесс сушки при полном сохранении природных свойств древесины. Если сушить при постоянном неглубоком вакууме (0,2 кг/ см2) и одновременном конвективном нагреве, то это даёт также хорошее качество. Продолжительность процесса при этом не уменьшается, а соответствует конвективной сушке. Себестоимость сушки в три раза меньше за счёт использования теплоты конденсации испаренной воды и применения низких температур сушильного агента.
В общем, основываясь на анализе вышеупомянутых результатов, можно утверждать: сушилка типа «Голиаф» — это агрегат большой производительности, удобный для обработки больших размеров; значительно сокращая время сушки, по сравнению с обычной сушилкой, «Голиаф» позволяет существенно сократить количество древесины на складе и быстро реагировать на запросы рынка; значительное снижение расходов понижает стоимость сушения; что касается периода амортизации, сушилка может работать гораздо более длительное время. Поскольку камера из нержавеющей стали очень долговечна, это может принести дополнительную прибыль до истечения срока амортизации и будет иметь высокую рыночную и остаточную стоимость после него.
Поскольку камера из нержавеющей стали очень долговечна, это может принести дополнительную прибыль до истечения срока амортизации и будет иметь высокую рыночную и остаточную стоимость после него.
Сушка в СВЧ
СВЧ-сушка аналогична диэлектрической сушке токами высокой частоты (ВЧ = 25 МГц). Проводится на более высоких частотах 460, 915— 2500 МГц. Поэтому энергия СВЧ-поля передаётся в древесину путём излучения свободных, не связанных линией передачи энергии (контуром) колебаний в пространство герметичной металлической камеры, где располагается штабель пиломатериалов. В этом случае взаимодействие электромагнитного поля с древесиной максимально и не зависит от характеристик древесины и нагрузочных способностей генераторов. Генераторы пространственно разнесены с высушиваемым материалом. Условия сушки близки к оптимальным.
Достоинства. Качество сушки близко к естественному, высокая скорость сушки, энергозатраты средние: 550 кВт/ч на 1 м3 сосны, 2000 кВт/ч на 1 м3 дуба. Не требует коммуникаций, мобильна, имеет малые размеры. Универсальна, способна высушивать любые диэлектрические материалы: лекарственные травы, ягоды, фрукты, овощи, керамику, удобрения и т.д.
Не требует коммуникаций, мобильна, имеет малые размеры. Универсальна, способна высушивать любые диэлектрические материалы: лекарственные травы, ягоды, фрукты, овощи, керамику, удобрения и т.д.
Недостатки. Высокая стоимость магнетронных генераторов и малый ресурс их работы (около 600 ч). Большие энергетические затраты. Трудность контроля процесса (над температурой среды и древесины, в силу специфики микроволновой энергии). Частота случаев возгорания материала изнутри. Малый объём одновременно высушиваемых пиломатериалов: объём загрузки — до 7 м3 для хвойных пород и до 4,5 м3 для твёрдолиственных. Комбинированный СВЧ-способ ещё мало изучен, и режимы сушки не отработаны.
Характер процессов, происходящих при сушке пиломатериалов в СВЧ-печи (СВЧ электромагнитном поле) не отличается существенно от сушки другими методами. Отличие состоит лишь в способе нагрева пиломатериалов. Поэтому, как и при других способах, процесс подразделяется на четыре этапа.
Первый этап — разогрев с отпариванием. При СВЧ-сушке связан с нагревом заложенного объёма пиломатериалов и находящегося в них объёма воды до температуры 55— 60°С, при которой начинается сушка. Одновременно с этим при отключенной вентиляции вытяжки идёт увеличение влажности воздуха в сушильной камере до 100% и более. Это обеспечивает отпаривание древесины. Последнее необходимо для снятия имевшихся в древесине напряжений и улучшения влагопроводности поверхностных слоёв пиломатериалов. Для рекомендуемых объёмов закладки и располагаемой энергетики СВЧ-печи длительность первого этапа составляет 6— 8 ч. Характерными признаками конца первого этапа являются накопление в сушильной камере воды в виде капель на стенках и даже небольших луж.
При СВЧ-сушке связан с нагревом заложенного объёма пиломатериалов и находящегося в них объёма воды до температуры 55— 60°С, при которой начинается сушка. Одновременно с этим при отключенной вентиляции вытяжки идёт увеличение влажности воздуха в сушильной камере до 100% и более. Это обеспечивает отпаривание древесины. Последнее необходимо для снятия имевшихся в древесине напряжений и улучшения влагопроводности поверхностных слоёв пиломатериалов. Для рекомендуемых объёмов закладки и располагаемой энергетики СВЧ-печи длительность первого этапа составляет 6— 8 ч. Характерными признаками конца первого этапа являются накопление в сушильной камере воды в виде капель на стенках и даже небольших луж.
Второй этап — собственно сушка с выпариванием основной влаги; является логическим продолжением первого этапа. Сущность этого этапа — удаление интенсивно выделяющейся влаги из пиломатериалов при их дальнейшем нагреве. Величина подъёма температуры при этом может составлять всего 5— 10°С, т. е. 60— 70°С в конечном итоге. Для удаления большого количества выделившейся влаги из камеры вентилятор работает в усиленном режиме. Далее, с выпариванием основного объёма влаги из слоистых структур древесины начинаются процессы выпаривания влаги из клеточных структур (обычно это наступает при влажности древесины 24— 30%). Интенсивность выхода влаги при этом существенно замедляется. Подаваемая к пиломатериалам энергия начинает всё больше тратиться на их нагрев, что приводит к возрастанию температуры до значения, заданного оператором. Усиленный режим работы вентилятора в этих условиях может привести к снижению влажности до низких уровней порядка 25— 30%, что затрудняет выход влаги с поверхности. Таким образом, нарастание температуры пиломатериалов до заданной величины может служить критерием для перехода к третьему этапу (для задания нового значения температуры и режима работы вентилятора вытяжки).
е. 60— 70°С в конечном итоге. Для удаления большого количества выделившейся влаги из камеры вентилятор работает в усиленном режиме. Далее, с выпариванием основного объёма влаги из слоистых структур древесины начинаются процессы выпаривания влаги из клеточных структур (обычно это наступает при влажности древесины 24— 30%). Интенсивность выхода влаги при этом существенно замедляется. Подаваемая к пиломатериалам энергия начинает всё больше тратиться на их нагрев, что приводит к возрастанию температуры до значения, заданного оператором. Усиленный режим работы вентилятора в этих условиях может привести к снижению влажности до низких уровней порядка 25— 30%, что затрудняет выход влаги с поверхности. Таким образом, нарастание температуры пиломатериалов до заданной величины может служить критерием для перехода к третьему этапу (для задания нового значения температуры и режима работы вентилятора вытяжки).
Третий этап — досушка пиломатериалов до нижнего (заданного) порога влажности.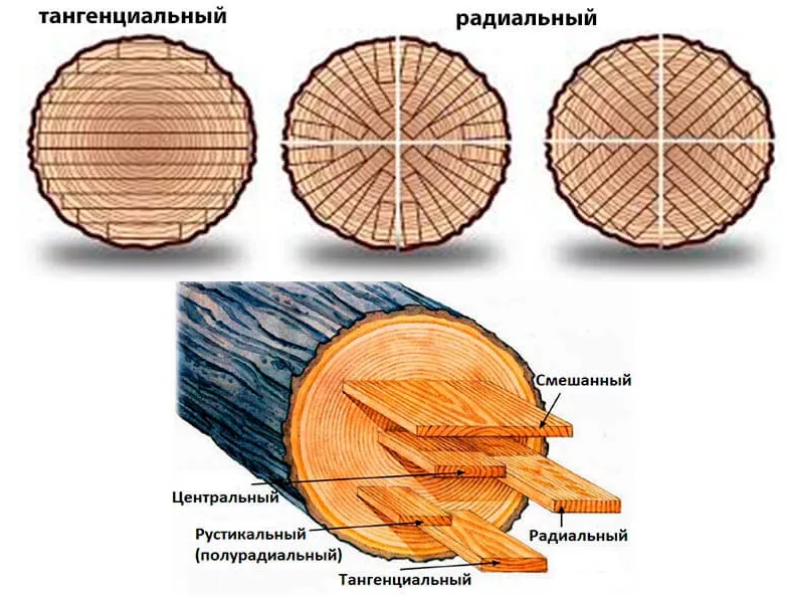
Необходимо осознавать, что длительная сушка пиломатериалов в жёстких режимах, особенно трудносохнущих пород (дуб, ясень), может привести к потемнению древесины и к внутренним трещинам в ней. Критерием окончания третьего этапа является достижение требуемого уровня влажности.
Четвёртый этап — охлаждение пиломатериалов до температуры внешней среды. Это производится вне СВЧ-сушки, и тем самым повышается производительность:
до 210 м3/мес. — хвойные породы;
180 м3/мес. — берёза, лиственница;
до 100 м3/мес. — дуб, бук, ясень.

Общая средняя продолжительность нахождения пиломатериалов в СВЧ — 20— 24 ч при WM4 = 48-55%, WKOS = 6— 8%. Для твёрдолиственных пород — дуб, бук, ясень — показатели иные.
Охлаждение проводится естественным путем без выгрузки пиломатериалов из камеры. СВЧ-печь отключается, створки дверей приоткрываются, пиломатериалы остывают за счет конвекции. Разность температур пиломатериалов и внешней среды при выгрузке не должна быть более 20°С. Обычно длительность остывания пиломатериалов составляет 5— 6 ч.
Следует отметить, что выделение описанных выше этапов условно и их длительность и соотношение определяются многими факторами: видом и сортиментом древесины, начальной влажностью, начальной температурой пиломатериалов, объёмом закладки. Очевидно, что при начальной влажности этапа 30— 40% сушка по условиям второго этапа может и не проводиться, а длительность первого этапа будет меньше. Все эти особенности необходимо учитывать и сверять с реальными параметрами процесса сушки по указанным критериям.
Сушка сосновых пиломатериалов. Сосна в силу своего строения (слоистая структура с длинными продольными волокнами и капиллярами) и химического состава (наличие в древесине скипидара) имеет хорошую влаго- и газопроводность. По этим причинам сосна может выдерживать высокие температуры до 100-120°С без внешних и внутренних физических повреждений. Согласно экспериментальным данным, значение температуры сушки сосновых пиломатериалов всех сортиментов составляет 100°С. Из-за малой плотности древесины и большой её влагоотдачи, длительности первого и второго этапов в сушке увеличиваются. Длительность первого этапа составляет 7— 8 ч, второго — до 80% всего времени сушки. Переход от второго этапа к третьему (переключение режима вентиляции вытяжки) производится при достижении температуры пиломатериалов 90°С.
Сушка буковых материалов. Бук относится к трудносохнущим видам пород древесины. При естественной сушке на воздухе бук быстро, в течение 1—2 суток, портится (синеет, поражается грибком), а также приобретает сильные напряжения (пиломатериалы закручивает в разных направлениях, появляются многочисленные трещины, наибольшие — по сердцевинной трубке). Исходя из вышеизложенного, качество СВЧ-сушки буковых пиломатериалов в сильной степени зависит от их начального качества и состояния.
Исходя из вышеизложенного, качество СВЧ-сушки буковых пиломатериалов в сильной степени зависит от их начального качества и состояния.
Для исключения указанных недостатков распиловку бука необходимо проводить непосредственно перед сушкой, а сам бук держать в водяных ваннах.
Несмотря на высокую плотность древесины по сравнению с другими породами, бук хорошо сохнет в СВЧ-печи из-за наличия длинных продольных волокон и капилляров. Буковые пиломатериалы при СВЧ-сушке сушатся в мягких режимах с температурой не более 90°С. Посиневшие участки древесины на начальном этапе заражения грибком при СВЧ-сушке восстанавливают свой первоначальный цвет. При этом грибковые колонии погибают, а древесина стерилизуется. Переход от второго этапа сушки к третьему производится при достижении пиломатериалами температуры 80°С.
Сушка ясеневых и дубовых пиломатериалов. Дуб, ясень в силу своего строения (наличия множественных коротких переплетённых волокон по типу войлока) являются наиболее трудносохнущими породами древесины и обладают низкой влаго- и газопроводностью. При СВЧ-сушке требуют применения мягких режимов: 70— 75°С при сушке пиломатериалов с влажностью 80— 30% и 80— 85°С при сушке пиломатериалов с влажностью 30% и менее. В силу малой влагоотдачи и высокой плотности древесины динамика нагрева данных пиломатериалов в СВЧ-печах быстрее, чем у других пород. Влажность воздуха в сушильной камере необходимо держать на уровне 60— 80%. На третьем этапе досушка пиломатериалов с 30 до 8— 6% конечной влажности, особенно для сортиментов 40— 60 мм, проходит очень медленно. Причиной этому является обсыхание поверхностного слоя пиломатериалов на глубину 10— 15 мм (длину волокон) и блокирование влаги внутри. Для ускорения сушки в этих случаях применяют принудительное отпаривание (влагообработку) и подъём температуры сушки до 85— 90°С при влажности от 16% и ниже. Принудительное отпаривание проводят путём увлажнения (орошения) поверхности разогретых пиломатериалов водой из разбрызгивателя из расчёта 7— 10 л воды на 1 м3 пиломатериалов и зачехлением штабеля полиэтиленовой пленкой; сушка в таком состоянии длится 30-40 мин.
При СВЧ-сушке требуют применения мягких режимов: 70— 75°С при сушке пиломатериалов с влажностью 80— 30% и 80— 85°С при сушке пиломатериалов с влажностью 30% и менее. В силу малой влагоотдачи и высокой плотности древесины динамика нагрева данных пиломатериалов в СВЧ-печах быстрее, чем у других пород. Влажность воздуха в сушильной камере необходимо держать на уровне 60— 80%. На третьем этапе досушка пиломатериалов с 30 до 8— 6% конечной влажности, особенно для сортиментов 40— 60 мм, проходит очень медленно. Причиной этому является обсыхание поверхностного слоя пиломатериалов на глубину 10— 15 мм (длину волокон) и блокирование влаги внутри. Для ускорения сушки в этих случаях применяют принудительное отпаривание (влагообработку) и подъём температуры сушки до 85— 90°С при влажности от 16% и ниже. Принудительное отпаривание проводят путём увлажнения (орошения) поверхности разогретых пиломатериалов водой из разбрызгивателя из расчёта 7— 10 л воды на 1 м3 пиломатериалов и зачехлением штабеля полиэтиленовой пленкой; сушка в таком состоянии длится 30-40 мин. Затем полиэтиленовый чехол удаляется, и сушка продолжается в обычном порядке.
Затем полиэтиленовый чехол удаляется, и сушка продолжается в обычном порядке.
Сушка пиломатериалов из ольхи. По своему строению и физическим свойствам ольха близка к сосне. Технологии сушки данных пород подобны. Различие состоит в использовании более мягкого температурного режима: температура сушки составляет 90°С.
Особенности сушки материалов с сердцевиной. Высушивание таких пиломатериалов без трещин и напряжений по сердцевине на торцах практически невозможно. Для уменьшения торцевых трещин целесообразно покрывать последние защитным слоем, ухудшающим влагопроводность в продольном направлении. С этой целью могут использоваться меловые или известковые водные растворы.
Камерная сушка
Процесс сушки происходит в конвективных камерах. Эти камеры классифицируются по следующим признакам: принципу действия, устройству ограждения, виду теплоносителя, циркуляции агента сушки.
По принципу действия различают камеры периодического действия и непрерывного. Камеры периодического действия представляют собой помещения, в которые загружается определённый объём материала, высушивается, а затем выгружается. Режимы сушки здесь изменяются с течением времени в зависимости от влажности древесины. На период загрузки и выгрузки камеры процесс сушки прекращается. Камеры непрерывного действия представляют собой помещения, туннели, в которых постоянно находится древесина, перемещаемая на вагонетках. Материал высушивается по мере прохождения им туннеля, от сырого конца к сухому. Режимы сушки изменяются по мере продвижения материала по длине камер.
Камеры периодического действия представляют собой помещения, в которые загружается определённый объём материала, высушивается, а затем выгружается. Режимы сушки здесь изменяются с течением времени в зависимости от влажности древесины. На период загрузки и выгрузки камеры процесс сушки прекращается. Камеры непрерывного действия представляют собой помещения, туннели, в которых постоянно находится древесина, перемещаемая на вагонетках. Материал высушивается по мере прохождения им туннеля, от сырого конца к сухому. Режимы сушки изменяются по мере продвижения материала по длине камер.
Камеры непрерывного действия применяются обычно на крупных предприятиях при массовой сушке товарных пиломатериалов до транспортной влажности, а также для сушки хвойных пиломатериалов, берёзы и осины, идущих на столярно-строительные изделия, тару, сельхоз- и вагоностроение.
По устройству ограждения камеры подразделяются на стационарные и сборные. Стационарные камеры строятся на месте их эксплуатации из строительных материалов, а сборные, как правило, металлические, изготавливаются заводским способом и собираются на месте их эксплуатации.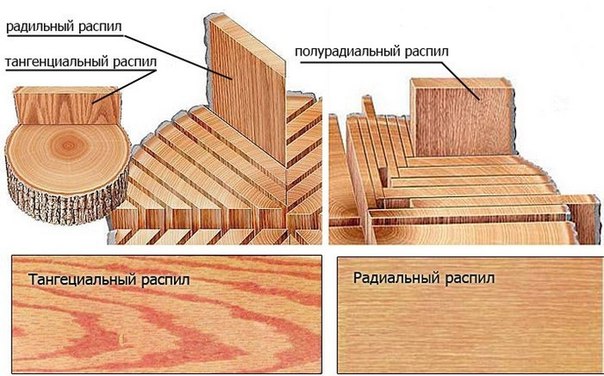
По теплоносителю камеры различаются на паровые, электрические, водяные, газовые. В первых трёх агентом служит влажный воздух или перегретый пар, а в последнем — смесь воздуха и топочных газов.
По циркуляции воздуха различают камеры с естественной и принудительной циркуляцией. Газовые и электрические бескалориферные камеры (аэродинамические) имеют только принудительную циркуляцию.
Естественная циркуляция создаётся за счёт разности плотности нагретого и охлаждённого воздуха: горячий, более лёгкий воздух стремится вверх, а охлаждённый, тяжёлый — вниз. Поскольку воздух в силу этого циркулирует вертикально по штабелю, пиломатериалы укладываются со шпациями. Камеры с естественной циркуляцией давно устарели, хотя продолжают эксплуатироваться на ряде предприятий. Продолжать эксплуатировать такие камеры нерационально, так как они малопроизводительны, качество сушки в них низкое из-за большой неравномерности распределения конечной влажности по штабелю.
Принудительная циркуляция воздуха или газа достигается при помощи вентиляторов.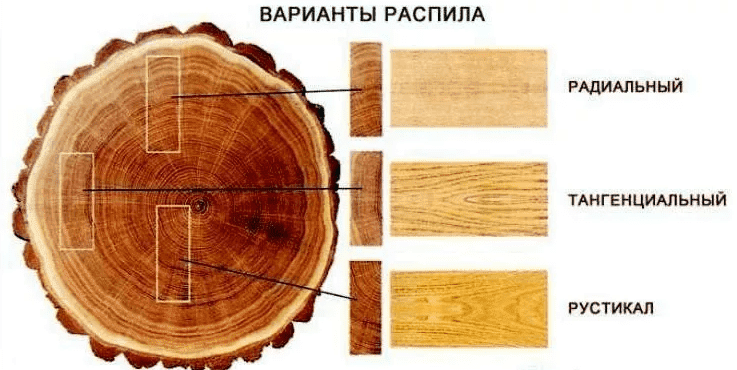 Побуждение циркуляции может быть прямое — когда перемещение воздуха осуществляется непосредственно вентилятором, или косвенное (эжекционное) — когда побудителем циркуляции служит энергия струй сушильного агента, вытекающих с большими скоростями из сопл эжекторов. Эжекционные камеры были распространены в 50— 60-х гг., теперь же эта конструкция устарела. Но несмотря на большие энергозатраты на циркуляцию, большую неравномерность сушки, эти камеры продолжают эксплуатироваться.
Побуждение циркуляции может быть прямое — когда перемещение воздуха осуществляется непосредственно вентилятором, или косвенное (эжекционное) — когда побудителем циркуляции служит энергия струй сушильного агента, вытекающих с большими скоростями из сопл эжекторов. Эжекционные камеры были распространены в 50— 60-х гг., теперь же эта конструкция устарела. Но несмотря на большие энергозатраты на циркуляцию, большую неравномерность сушки, эти камеры продолжают эксплуатироваться.
По кратности циркуляции сушильного агента камеры могут быть с однократной и многократной циркуляцией. При однократной циркуляции сушильный агент после прохождения через штабель полностью выбрасывается в атмосферу; при многократной — воздух постоянно циркулирует по штабелю в течение всего процесса сушки и только часть его выбрасывается. В современных лесосушильных камерах используется только многократная циркуляция воздуха.
Современные лесосушильные камеры имеют прямое побуждение воздуха, создаваемое осевыми или центробежными вентиляторами.
В зависимости от направления движения сушильного агента различают камеры с вертикальным или горизонтальным кольцом циркуляции. Вентиляторные установки в камерах с вертикальным кольцом циркуляции расположены в верхней части над штабелями, а с горизонтальным — за штабелем.
Конденсационный способ
По принципу действия конденсационный способ относится к замкнутому циклу, т.е. сушильный агент совершает циркуляцию по камере без выброса в атмосферу и, соответственно, без подпитки свежим воздухом. Воздух, насыщенный влагой, отобранной из древесины, омывает холодную поверхность и охлаждается до температуры ниже точки росы. Часть влаги, содержащейся в воздухе, конденсируется, а теплота, выделенная при этом, используется для подогрева сушильного агента. В качестве охлади
Виды и схемы распила бревна на пилорамах
Древесина – самый древний строительный материал. Изначально применялись стволы деревьев для изготовления стен и ветки для создания крыши.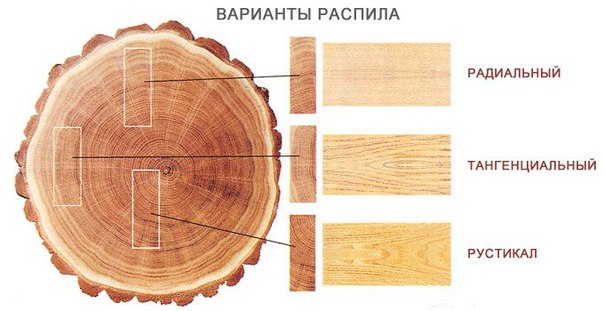 Позже, когда появились более продвинутые инструменты, из древесины стали изготавливать пиломатериалы. Сегодня для этого применяют различные типы пилорам. С их помощью из бревна можно изготовить доски, брус и другие материалы. Из этой статьи вы узнаете, как правильно распилить бревно на ленточной пилораме.
Позже, когда появились более продвинутые инструменты, из древесины стали изготавливать пиломатериалы. Сегодня для этого применяют различные типы пилорам. С их помощью из бревна можно изготовить доски, брус и другие материалы. Из этой статьи вы узнаете, как правильно распилить бревно на ленточной пилораме.
Содержание:
- Основные типы распила бревна
- Радиальный и тангенциальный
- Оборудования для распила бревен
- Способы раскроя
- Схемы роспуска бревен
- На 90 или 180 градусов
- Заключение
Основные типы распила бревна
Структура древесины неоднородна. Наибольшим качеством обладает комлевая часть. Именно в этой нижней части ствола и получают наиболее ценный пиломатериал. Перед распилом бревна оператор должен решить вопрос, что он хочет получить из бревна. При этом важно, чтобы материал соответствовал высокому качеству. Ведь от этого будет зависеть его стоимость.
Радиальный и тангенциальный
Существует несколько видов распиловки бревна. Наиболее популярными являются:
Наиболее популярными являются:
- радиальный;
- тангенциальный.
Кроме основных типов распила на лесопилке могут использовать и менее популярные: центральный, рустикальный и смешанный. Такие способы распила подходят для ленточных пилорам Алтай 3-серии.
Радиальный распил представляет собой такой тип распиловки, при котором ось разреза проходит через сердцевину. При таком распиле годовые кольца ствола в доске образуют углы от 76 до 90 градусов. Преимуществами данного типа раскроя является однородный цвет и текстура материала. Доски и брус подвергаются минимальной усушке. По сравнению с пиломатериалами, полученными другими способами распиловки, радиальные подвергаются минимальному деформированию в процессе эксплуатации.
Тангенциальный распил на пилораме Энерготех используется для получения пиломатериалов с более выраженным рисунком. Но при сушке и в процессе эксплуатации такие материалы обладают большой деформацией. Поэтому их можно использовать только в сухих помещениях.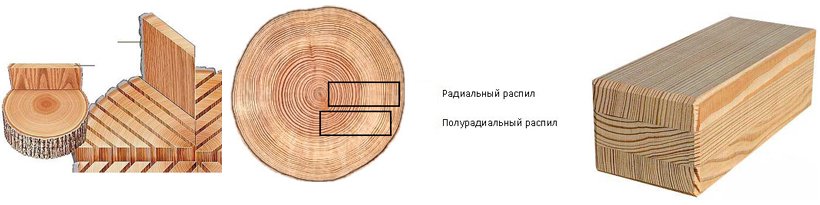
Оборудования для распила бревен
Самым известным видом оборудования для роспуска бревен на пиломатериалы является пилорама. Как понятно из названия, пильный станок такого типа обладает рамами, на которых закреплены режущие части. С помощью передвижения рам вдоль бревна происходит его раскрой.
Работа ленточной пилорамы, видео которого можно найти в Интернете, даст представление о работе этого оборудования. Такой станок позволяет произвести обработку бревен диаметром до 80 см и длиной до 7 метров. Конструкция ленточных пилорам бывает двух видов: вертикальной и горизонтальной. В обоих типах такого оборудования за распил древесины отвечает ленточное полотно.
Способы раскроя
В качестве сырья для производства пиломатериалов используется очищенное от сучьев и верхней части ствола бревно. Чтобы наиболее рационально использовать бревно для производства пиломатериалов применяют различные схемы. Их главная задача снизить процент отходов. А значит, понизить себестоимость продукции. Косвенно, выбранный способ раскроя влияет и на средний расход электроэнергии ленточной пилорамы.
А значит, понизить себестоимость продукции. Косвенно, выбранный способ раскроя влияет и на средний расход электроэнергии ленточной пилорамы.
Схемы роспуска бревен
Наиболее популярными способами пиления бревен являются:
- Распиловка вразвал. Производится с помощью параллельных линий по плоскости сечения заготовки. На выходе получается необрезная доска и два боковых горбыля. Это самый простой способ, который используется для производства пиломатериала из бревна небольшого диаметра.
- Распиловка с брусовкой. Сначала из бревна выпиливается двухкантный брус. Остальное сырье используется для производства необрезных досок. Брус можно использовать как самостоятельный материал или распустить на обрезные доски. Такой способ подходит для крупных предприятий, где параллельно, на другом оборудовании, можно производит роспуск бруса.
Чтобы подойти к распилу бревна максимально точно и правильно рассчитать этот процесс на крупных предприятиях используют специальные компьютерные программы. В них учитывается множество параметров. Начиная от толщины пильного диска и заканчивая породой древесины.
В них учитывается множество параметров. Начиная от толщины пильного диска и заканчивая породой древесины.
На 90 или 180 градусов
В зависимости от модели ленточной пилорамы такое оборудование может использоваться для производства распиловки с:
- Вращением бревна на 90 градусов.
В первом случае используется оборудование, которое поворачивается на 180 градусов вдоль своей оси. Что позволяет получить пиломатериалы с несколькими типами распилов. На первом этапе отделяются горбыли, находящиеся под прямым углом друг от друга. Затем производится вырезка двух досок у кромлевой части.
После разворота на 90 градусов изготавливается еще несколько досок. Затем проводится еще один поворот бревна на 90 градусов и проходит его окончательная нарезка на доски.
Этот метод обладает возможностью производства пиломатериала среднего качества. Наиболее популярна такая схема при изготовлении рустикальных досок. К недостаткам такой схемы распила нужно отнести малую скорость производства.
Если используется производство радиальных или трангенциальных досок, то вышеописанная схема не подходит. В этом случае используют распил с одновременным анализом полученных пиломатериалов на наличие дефектов. Если они обнаруживаются, происходит быстрая перестройка оборудования с целью минимизации их количества.
При использовании оборудования с поворотом бревна на 90 градусов, схема распила выглядит следующим образом. Сначала удаляется первичный горбыль. Когда ширина составит не менее 110 мм производят нарезку необрезной доски. При этом со ствола снимается еще 25 – 30 мм.
Проводится анализ остатка бревна. Если на срезанной поверхности количество дефектов находится в допустимом уровне, то производится дальнейший раскрой на пиломатериалы нужных размеров.
Такой способ подходит для оборудования, обладающего одной режущей поверхностью.
Заключение
На любом сайте, посвященном деревообработке можно найти таблицу распила бревна на ленточной пилораме.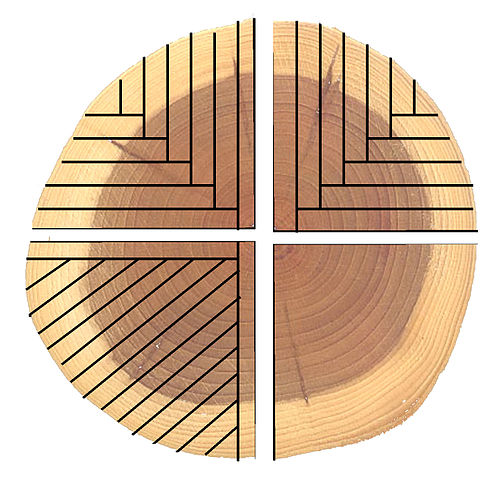 Скачайте ее и распечатайте для применения на собственном предприятии. Такие таблицы, согласно выбранным схемам распила, позволяют минимизировать отходы и повысить прибыль предприятия. Правильный распил бревна повышает качество продукции и уменьшает ее себестоимость. Что очень важно в деревообрабатывающем бизнесе.
Скачайте ее и распечатайте для применения на собственном предприятии. Такие таблицы, согласно выбранным схемам распила, позволяют минимизировать отходы и повысить прибыль предприятия. Правильный распил бревна повышает качество продукции и уменьшает ее себестоимость. Что очень важно в деревообрабатывающем бизнесе.
Виды дисковых пилорам, применяемых в производстве пиломатериала
Пилорама – специально созданное для распилки бревен оборудование. С его помощью можно произвести различный пиломатериал, начиная от бруса и заканчивая всеми видами досок. Существует несколько разновидностей станков для раскроя бревен. Наибольшей популярностью пользуются дисковые пилорамы. Они обладают большой производительностью и высоким качеством.
Содержание:
- Особенности и разновидности дисковых пилорам
- Конструкция дисковых пилорам
- Конструкционные разновидности пилорам
- Преимущества и недостатки
- Разновидности дисковых пилорам
- Горизонтальные пилорамы
- Угловые пилорамы
- Пилорама дисковый многопил
- Заключение
Особенности и разновидности дисковых пилорам
Производство пиломатериалов в нашей стране является довольно прибыльным бизнесом. Но для увеличения рентабельности необходимо правильно подойти к выбору оборудования. Распиловка дисковой пилорамой позволяет получить пиломатериал с наилучшими показателями «цена-качество». Такое оборудование обладает высокой скоростью и эффективностью работы.
Но для увеличения рентабельности необходимо правильно подойти к выбору оборудования. Распиловка дисковой пилорамой позволяет получить пиломатериал с наилучшими показателями «цена-качество». Такое оборудование обладает высокой скоростью и эффективностью работы.
Сегодня нет недостатка в пилорамах дискового типа. Ежегодно на рынке появляются десятки моделей, обладающими схожими параметрами. Чтобы найти действительно стоящую модель, необходимо изучить характеристики оборудования. Важно найти такую пилораму, которая будет идеально подходить под тип материала, выпускающийся предприятием. Как показывает практика, универсальные модели хуже справляются с поставленной задачей, чем профильное оборудование.
Конструкция дисковых пилорам
Древесина – один из самых популярных строительных материалов. Его актуальность не проходит долгие годы. Напротив, со временем ценность натуральных материалов только возрастает. Пиломатериалы используются как основной материал для строительства или в качестве отделочных. Их качество зависит от сырья, из которого изготавливают пиломатериалы и используемого деревообрабатывающего оборудования.
Их качество зависит от сырья, из которого изготавливают пиломатериалы и используемого деревообрабатывающего оборудования.
В основу конструкции любой дисковой пилорамы входят:
- моторы;
- дисковые пилы;
- рельсовый путь;
- каретка.
Дисковый тип пилорамы позволяет быстро изготовить из кругляка такие материалы как:
- обрезная доска;
строительный брус;
- размерная рейка;
- железнодорожная шпала.
Особенностью дисковых пилорам является производство пиломатериалов с практически идеальной геометрией. Что делает их высокоэффективным универсальным оборудованием для деревообрабатывающего бизнеса. Размеры дисковой пилорамы, позволяют размещать такие станки в средних и даже небольших цехах. Что можно назвать еще одним преимуществом такого оборудования.
Таким оборудованием оснащаются лесопильные цеха. Оно заметно ускоряет процесс деревообработки, экономит время и силы. Не имея такие станки, продольный распил бревна займет не один час. Дисковая пилорама сделает такую работу за считанные минуты.
Дисковая пилорама сделает такую работу за считанные минуты.
Конструкционные разновидности станков
С помощью дисковой пилорамы можно провести продольный распил закрепленного на нем бревна. Конструкция оборудования представляет собой раму, на которой устанавливается вал с пильным диском. У промышленного оборудования используется несколько дисков, увеличивающих производительность такого оборудования.
Для высокопроизводительной работы используется мощная пилорама. Дисковый многопил, отличает наличие нескольких дисков и моторов. Такая конструкция может использоваться для распила промерзших бревен или плотной смолистой древесины.
Важным моментом является материал и вес станины. Конструкция изготавливается из прочных металлических элементов. Чем прочнее материал, тем долговечнее будет рабочий ресурс оборудования. Прочная конструкция станины позволяет снизить вибрацию, обязательно появляющуюся при работе двигателя и пильных дисков. Вибрация негативно сказывается на качестве производимого материала. Что важно учитывать в процессе работе на пилораме.
Что важно учитывать в процессе работе на пилораме.
Дисковые пилорамы, фото которых выложены в Интернете помогут понять конструкцию такого оборудования даже тем, кто не имел дело с деревообрабатывающими станками. Все они похоже внешне, но каждая отличается своими конструктивными особенностями. На каждой фотографии можно увидеть рельсовый путь, который выделяется из конструкции такого агрегата. Он, как и рама, должен быть изготовлен из качественной стали. Любые дефекты направляющих очень быстро дадут о себе знать. Если на рельсах появится выбоины или трещины, то каретке трудно будет проходить через них. Что скажется не только на падении производительности, но и браке в изготовляемом пиломатериале.
Предлагаем обратить внимание на наш каталог дисковых пилорам. Мы реализуем продукцию «Алтай». Электрические и бензиновые пилорамы этого бренда хорошо зарекомендовали себя в нашей стране. При выборе такого оборудования следует учесть мощность двигателя. Чем больше размер бревен вы будите распиливать на свой лесопилке, тем мощнее должен быть мотор.
Основу любого лесопильного цеха составляет пилорама. Характеристики которых позволяют использовать такое оборудование для профессиональных работ по производству пиломатериалов. Но при покупке такого оборудования необходимо знать потребности клиентов вашего предприятия. Только на основе их запросов можно подобрать оптимальный вид пилорамы
Особенностью дисковых станков для раскроя бревен является возможность их использования как в помещении, так и под открытым воздухом. Пилорама не будет «капризничать» даже при минусовой температуре. Продвигаясь кареткой вдоль ствола, получается ровный срез. Пиломатериалы имеют высокое качество и товарный вид.
Производство дисковых пилорам в нашей стране с каждым годом совершенствуется и набирает обороты. Среди всего модельного ряда агрегатов, представленных на отечественном рынке, выделяются угловые станки. Это оборудование способно одновременно производить распил бревна в двух направлениях: вдоль ствола и поперек. Перпендикулярное расположение дисков позволяет сократить время на изготовления нужных материалов.
Для установки профессиональной дисковой пилорамы требуется бетонное основание. Электрическая часть оборудования нуждается в защите от осадков.
Преимущества и недостатки
К основным достоинствам пилорам, оснащенных дисковыми пилами, относятся:
- Легкость транспортировки и доставки оборудование на новое место использования.
Простота и неприхотливость в работе и обслуживании.
- Больше подходит для производства радиальной доски, чем ленточные пилорамы.
- Производство высококачественного пиломатериала.
Недостатками такого оборудования являются:
- Большая толщина пропила.
- Невозможность использования для распила бревен более 900 мм.
В отличие от ленточных пилорам, при использовании дисковых станков выход готового пиломатериала снижается на 5%-7%.
Разновидности дисковых пилорам
Дисковые пилорамы подходят для производства всех видов пиломатериалов.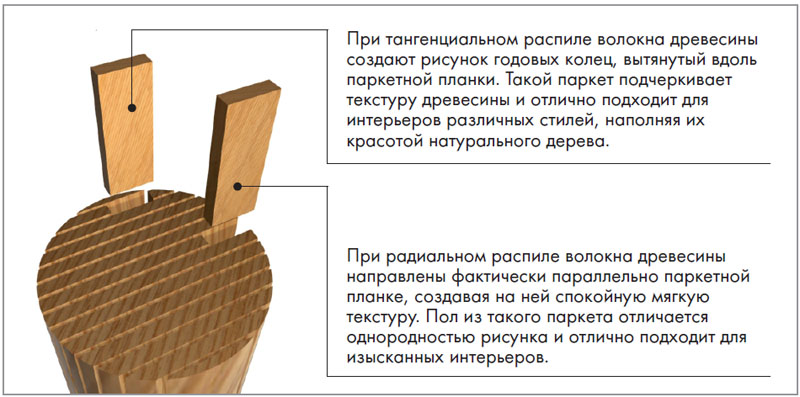 Такое оборудование делится по типу расположения пильных дисков.
Такое оборудование делится по типу расположения пильных дисков.
Горизонтальные пилорамы
Обладает большим распространением. Большинство моделей обладают сборной конструкцией. Что позволяет перевозить их с места на место. Благодаря горизонтально ориентированной конструкции производителям удалось создать такое оборудование, в процессе работы которого выделяется небольшое количество отходов.
Распиловка происходит перемещением пильной каретки вдоль рельсового пути. Оборудование обладает пильными дисками разных диаметров. Что позволяет провести раскрой бревен большого диаметра.
К преимуществам такого оборудования относится относительная легкость работы и обслуживания. С помощью горизонтальных пилорам можно произвести все виды пиломатериалов. Станки обладают высоким коэффициентом полезного действия и максимальной эффективностью.
Современный модельный ряд пилорам такого типа является самым большим. Каждый владелец деревообрабатывающего предприятия сможет приобрести такое оборудование для решения тех задач, которые требуются.
Угловые пилорамы
Такие станки могут быть оснащены одним или двумя дисками. В первом случае узел способен принять два положения и провести распил в вертикальном и горизонтальном направлении. Что увеличивает эффективность оборудования.
Промышленные пилорамы могут иметь несколько дисков, позволяющих ускорить процедуру раскроя бревна. Стоимость такого оборудования крайне высока и не предназначено для производства другого пиломатериала.
Дисковые пилорамы универсальны. Их можно использовать для производства пиломатериалов тангенциального и радиального раскроя. Оборудование этого типа широко распространено на крупных деревообрабатывающих предприятиях, где легко встраивается в производственные линии.
Многопильная дисковая пилорама
Многопильный станок может стать отличным помощником для пилорамы. Он в разы увеличивает производительность предприятия. В состав таких комплексов входят наборы дисковых пил. С помощью такого оборудования можно получить брус, тарную доску и другой чистообрезной материал. Такое оборудование делится на одно- и двухвальные пилорамы. Второй вариант обладает высокой производительностью и несколько худшим качеством реза. Но такие станки гораздо сложнее обслуживать. Они требуют наличия оператора высокой квалификации.
С помощью такого оборудования можно получить брус, тарную доску и другой чистообрезной материал. Такое оборудование делится на одно- и двухвальные пилорамы. Второй вариант обладает высокой производительностью и несколько худшим качеством реза. Но такие станки гораздо сложнее обслуживать. Они требуют наличия оператора высокой квалификации.
Сегодня наметилась тенденция замены классических пилорам на многопильные агрегаты. Такое оборудование позволяет получить пиломатериал экспортного качества и существенно ускорить процесс производства доски или бруса. Пилорама дисковая многопил доказала свою эффективность. Оборудование такого типа снижает себестоимость продукции, поэтому становится с каждым годом все более востребованным.
Если вы ищите ответ на вопрос, какой диск нужен для дисковой пилорамы, то обратите внимание на эту характеристику из паспорта ваше модели. Пользуйтесь толь ко таких расходным материалом, который рекомендован производителем.
Заключение
Если вы решили заняться деревообработкой и производством товарного пиломатериала, то должны обратить внимание на технические характеристики дисковой пилорамы. Такое оборудование отлично подходит для изготовления качественной доски и бруса. В отличие от ленточных пилорам, для работы на дисковом агрегате не требуется большой опыт. Все обучения займет несколько часов. Главное вовремя менять режущий диск. Делать это необходимо при ухудшении качества реза или уменьшения производительности станка.
Такое оборудование отлично подходит для изготовления качественной доски и бруса. В отличие от ленточных пилорам, для работы на дисковом агрегате не требуется большой опыт. Все обучения займет несколько часов. Главное вовремя менять режущий диск. Делать это необходимо при ухудшении качества реза или уменьшения производительности станка.
В этой статье мы рассказали какие есть пилорамы и указали на особенности такого оборудования. Недостатков в дисковых пилорамах сегодня нет. Они обладают различными характеристиками. Каждый будущий владелец такого оборудования должен для себя решить, какие характеристики пилорамы ему наиболее важны. Если у вас есть вопросы, то менеджеры нашей компании вас проконсультируют. Звоните прямо сейчас!
Пиломатериалы – как выбрать, виды распила древесины, характеристики хорошего сырья
Выбирая отделочный материал, необходимо учитывать множество параметров, классифицирующих древесину по назначению. В зависимости от того, при каких условиях будет использоваться изделие, стоит обращать внимание на степень его влажности, сортность и породу дерева. Но тем не менее, существует еще один немаловажный показатель, который также может характеризовать качество исходного материала – распил древесины.
Этот критерий способен указать на уровень прочности, устойчивости к разрушению, деформации и на общие свойства продукта лесопромышленности. Каждый из видов распиловки дерева имеет собственные особенности.
В обработке пиломатериалов используется три разновидности распила:
- радиальный;
- полурадиальный;
- тангенциальный.
Стоимость готового изделия зависит не только от породы дерева и его природных свойств, но и от способа обработки, включая распил. Поэтому, определяясь с отделочным материалом, следует интересоваться, каким образом его обрабатывали. Эта информация может указываться в контрольных карточках, где также можно посмотреть надлежащие размеры бревна и сравнить их с имеющимися.
Тангенциальный распил в обработке пиломатериалов
При использовании такого типа распила, плоскость среза фокусируется в области сердцевины бревна. Не в центре, а на некотором расстоянии от середины, по касательной к годовому кольцу. К достоинствам тангенциального типа относятся возможность извлечь насыщенный оттенок и фигурную текстуру из деревянной заготовки. Недостатками такого метода будут низкий коэффициент прочности, усадка и разбухание доски на протяжении эксплуатации. Но за счет этого такие доски будут более доступны в цене, по сравнению с другими.
Учитывая, что многие выбирают пиломатериалы, обработанные тангенциальной распиловкой, сугубо из-за эстетического внешнего вида, то стоит рассчитывать на недолгую службу такой облицовки при экстремальных условиях. На улице, под влиянием погодных условий, доски, распиленные таким методом, недолго смогут радовать своим внешним видом. Зато при монтаже в более благоприятных условиях, когда древесина будет защищена от повышенной влажности и прямых ультрафиолетовых лучей, она сможет продержаться довольно долго, не деформируясь и не выгорая.
Радиальный распил пиломатериалов
Такой тип обработки сосредотачивает линию разреза посередине сердцевины бревна, а направление годичных колец будет совпадать с волокнами дерева. Распиловка осуществляется перпендикулярно годичным слоям. Радиальный распил считается самым приоритетным, за счет того, что такой метод позволяет сохранить самые важные свойства. Используя такой тип распила, можно получить самые качественные изделия. У этого продукта наилучшие показатели прочности, устойчивость к деформациям, усушке и гниению.
Как ни удивительно, но изделия, обработанные радиальным способом, пользуются меньшим спросом на рынке лесоматериалов. Все потому, что при таком типе распила производится гораздо меньше готового материала (не более 30%) и поэтому их ценность, в сравнении с другими видами, значительно выше. И несмотря на низкую износостойкость, более дешевые и непрочные материалы в большем приоритете, чем изделия высокого качества.
A New Milling 101: конструкция фрезы и особенности применения
В первой статье мы обсудили историю фрезерования, операции фрезерования и типы фрез. Здесь мы объясним особенности конструкции и применения, связанные с различными вариантами фрезерования.
Большинство этих конструктивных соображений связано с геометрией режущего инструмента:
- Угол подъема — это угол въезда режущей кромки, когда она входит в заготовку.Угол подъема управляет направлением радиальной силы резания и осевой силы резания .
- Передний угол — это наклон верхней поверхности режущей кромки, которая контактирует со стружкой. Грабли контролируют силу резания и прочность режущей кромки.
- Свободный угол — это наклонный зарез за режущей кромкой, который устраняет столкновение между режущим инструментом и заготовкой.
- Диаметр фрезы — это максимальная плоская поверхность, которую может обрабатывать фреза.
- Шаг пластины — это расстояние между соответствующими позициями на одной пластине и одной и той же позицией на последующей пластине.
- Плотность пластины — это количество пластин или режущих кромок на дюйм диаметра.
- Рука резки определяет направление вращения фрезы. Фрезы предназначены для резки по или против часовой стрелки.
- Монтажное приспособление определяется типом шпинделя станка, на котором установлена вращающаяся фреза.Метод установки является основным фактором, определяющим жесткость и рабочие характеристики фрезы.
Угол подъема торцевой фрезы — это угол въезда режущей кромки по отношению к заготовке, который измеряется от оси фрезы. Связь угла подъема с осью фрезы и шпинделя существенно влияет на производительность и производительность инструмента, что, в свою очередь, влияет на качество заготовки. В этой серии статей мы ссылаемся на норму ISO для угла опережения (пример: квадратный выступ = 90 градусов).
Угол подъема обеспечивает пять основных проектных функций:
- Он контролирует баланс между радиальными и осевыми силами подачи. По мере уменьшения угла опережения радиальные силы уменьшаются, а осевые — увеличиваются.
- Влияет на выкрашивание детали и заусенцы на выходной стороне вращения фрезы. Когда силы подачи превышают прочность материала, возникают сколы или заусенцы.
- Влияет на торцевое зацепление пластины и заготовки.Низкие углы подъема оставляют очень маленький зазор для лица, что создает большое зацепление лица. Большой угол подъема будет иметь меньшую общую площадь контакта при сравнении одинаковой глубины резания.
- Обеспечивает эффективное утонение стружки. По мере уменьшения угла подъема толщина стружки также уменьшается, что часто требует более высоких общих скоростей подачи.
- Угол подъема защищает носик пластины, перемещая первую точку контакта от наиболее хрупкой части пластины.
Некоторые приложения ограничены определенными углами подъема.Например, угол подъема отличает обычное торцевое фрезерование от фрезерования уступов . При фрезеровании квадратных уступов угол подъема составляет 90 градусов, что позволяет получить квадратный уступ на заготовке и обеспечить возможность обработки вблизи стенок и зажимных приспособлений.
Для стандартных торцевых фрез доступно множество углов врезки. Низкие углы подъема оставляют очень маленький зазор для лица, что создает большое зацепление лица. Большое торцевое зацепление может привести к деформационному упрочнению поверхности заготовки, что снижает стойкость инструмента, если скорость подачи не увеличивается для компенсации эффекта утонения стружки.
Шестиугольные и восьмиугольные пластины также обеспечивают большое торцевое зацепление. Фрезы с меньшим углом подъема следует использовать только тогда, когда требуются квадратные уступы. Более высокие углы подъема оставляют больший зазор для лица. Для фрезерных операций на обрабатывающих центрах, где важны скорость съема металла и качество поверхности, рекомендуется угол в плане 45 °. Однако обратите внимание, что потребление энергии очень мало меняется с изменением угла опережения.
Угол наклона
Передний угол — это наклон верхней поверхности режущей кромки или поверхности, которая контактирует со стружкой.Передний угол измеряется в двух плоскостях, обеспечивая осевой передний передний и радиальный передний . У фрезерных инструментов передний план обычно не зависит от угла подъема. Грабли могут быть положительными, нейтральными или отрицательными как в осевой, так и в радиальной плоскостях.
Режущая кромка всегда располагается на центральной линии, а передняя кромка перемещает поверхность пластины впереди или позади средней линии, создавая одно из следующего:
- Нейтральная радиальная передняя часть означает, что поверхность пластины лежит на радиальной центральной линии фрезы.
- Положительный радиальный передний указывает, что режущая кромка расположена на радиальной центральной линии фрезы. Верхняя поверхность режущей кромки отклоняется назад и от радиальной средней линии.
- Отрицательный радиальный передний означает, что режущая кромка расположена на радиальной центральной линии фрезы. Верхняя поверхность режущей кромки наклонена вперед и от радиальной центральной линии фрезы.
- Нейтральная осевая передняя часть указывает, что режущая кромка и поверхность пластины лежат на осевой центральной линии фрезы.
- Положительный осевой передний угол указывает, что режущая кромка расположена на осевой центральной линии фрезы. Верхняя поверхность режущей кромки отклоняется назад и в сторону от осевой линии.
- Отрицательный осевой передний угол означает, что режущая кромка расположена на осевой центральной линии фрезы, в то время как верхняя поверхность режущей кромки наклонена вперед и от осевой центральной линии.
Осевые передние углы перенаправляют тангенциальные силы резания, которые контролируют степень потребления энергии.Осевые грабли также обеспечивают особый осевой подъем стружки. Фрезы с более высоким положительным осевым передним углом обычно потребляют меньше энергии, чем фрезы с более низким положительным или отрицательным осевым передним углом.
Сила резания
Силы резания различаются в зависимости от комбинации переднего угла, поэтому знание сил резания необходимо для эффективного выбора торцевой фрезы. Передний угол определяет усилие, необходимое для отделения стружки от заготовки.Передний угол и передняя поверхность пластины вместе определяют усилие, необходимое для скольжения стружки по передней поверхности.
Силы резания, возникающие при отделении стружки, делятся на три категории:
радиальные / осевые силы, силы подачи и тангенциальные силы резания. Радиальные / осевые силы отталкивают инструмент от работы в радиальном и осевом направлениях. Эти силы составляют примерно 10 процентов от общих сил резания. Угол подъема — это конструктивная переменная, которая контролирует радиальные и осевые силы.Угол в плане 90 ° полностью переносит силы в радиальной плоскости, а угол в 45 ° равномерно распределяет силы в радиальном и осевом направлениях. Эти силы смещаются с радиальных на осевые при изменении угла подъема, но измеренное количество потребляемой мощности остается относительно постоянным при рассмотрении одинаковой глубины резания.
Силы подачи действуют на инструмент в направлении, параллельном направлению подачи, и составляют примерно 20 процентов от общей силы, создаваемой во время резания.Усилия подачи при фрезеровании в основном определяются вращением фрезы и направлением подачи, что приводит к фрезерованию с подъемом (вниз) или стандартному фрезерованию (вверх). Многие современные производители станков полагаются на подъемное фрезерование и мощность шпинделя для обеспечения движения подачи, в то время как механизм подачи используется для управления скоростью подачи. Фрезерование с подъемом имеет тенденцию втягивать заготовку в фрезу, что снижает усилия подачи и потребление энергии. Обычное фрезерование давит на заготовку, увеличивая силу подачи и потребление энергии.
Касательные силы действуют на переднюю поверхность фрезерных пластин и являются наибольшими из трех сил, составляя примерно 70% от общей силы, создаваемой во время резания. Касательные силы действуют в направлении скорости резания как сопротивление вращению. Касательные силы в основном контролируются комбинацией переднего угла или истинным передним углом (TRA). И осевой, и радиальный передний угол одинаково влияют на тангенциальные силы резания. Однако осевой передний угол чаще всего используется для управления потребляемой мощностью из-за конструктивных ограничений, накладываемых на радиальный передний угол для управления радиальным зазором.В углеродистой стали тангенциальные силы резания могут изменяться примерно на 1 процент для каждого градуса изменения осевого переднего угла.
Выбор фрез с более положительным передним углом уменьшает тангенциальные силы, в то время как выбор фрез с более отрицательным передним углом увеличивает тангенциальные силы.
Из-за того, что режущая кромка входит в заготовку и выходит из нее во время вращения фрезы, фрезерование является полностью прерываемой операцией резания металла. Радиальная передняя кромка пластины и расположение фрезы определяют влияние прерывания на прочность режущей кромки.Самая слабая часть пластины — режущая кромка. При увеличении отрицательного радиального переднего угла зона удара отодвигается от режущей кромки, что значительно увеличивает прочность кромки пластины. Механическое повышение прочности режущей кромки за счет использования отрицательного радиального переднего угла позволяет выбрать сплав для оптимизации скорости или стойкости инструмента.
Позиционирование фрезы на заготовке может изменять угол входа. Если фреза расположена так, чтобы входить в заготовку над средней линией на входной стороне фрезы, это создает отрицательный угол входа.Если фреза расположена так, чтобы входить в заготовку на выходной стороне центральной линии, она создает положительный радиальный передний угол. Единственное место, где действует заданный угол входа, — это центральная линия фрезы. Если резак расположен так, что примерно 25 процентов резца нависает над заготовкой на входной стороне вращения, это создает отрицательный угол входа.
Расход чипа
Поток стружки является критическим фактором при выборе фрезы из-за увеличения скорости шпинделя, снижения мощности шпинделя станка и более широкого использования обрабатывающих центров по сравнению со станками, которые выполняют исключительно фрезерные работы.Поток стружки влияет на энергопотребление, качество поверхности и потенциальную производительность фрезерования.
Все микросхемы обладают двумя основными характеристиками. Сначала стружка скручивается от режущей кромки, начиная с первой точки контакта, и стекает по наклонной плоскости, образованной передними углами. Во-вторых, после резки стружка укорачивается и утолщается. Тонкая стружка скручивается сильнее, чем толстая.
Для фрез доступны три комбинации передних углов, которые по-разному влияют на поток стружки: Двойные положительные передние углы (положительный / положительный) обеспечивают хороший отвод стружки, поскольку они имеют положительный осевой угол.Поток стружки для положительного радиального переднего угла идет в основном во внутреннем направлении, хотя центробежная сила действует на стружку, заставляя ее менять направление и вытекать наружу. Положительные радиальные грабли могут вызвать проблемы на более высоких скоростях. На более низких скоростях и при использовании фрез с крупным шагом стружка успевает изменить направление и потечет за периферию фрезы, прежде чем следующая пластина поймает их. Однако более высокие скорости шпинделя и фрезы с меньшим шагом не обеспечивают достаточного времени для выхода стружки, прежде чем она будет захвачена и повторно нарезана следующей пластиной.
Двойные отрицательные передние углы (отрицательный / отрицательный) обеспечивают хороший радиальный отвод стружки за счет отрицательного радиального переднего угла. Однако отрицательный осевой передний приводит к неэффективному оттоку стружки. Радиальная стенка, образованная дугой резания и отрицательным осевым передним углом, образует карман, ограничивающий отток стружки. Прорезь для стружки, встроенная в корпус фрезы, должна вмещать стружку по всей дуге резания, что ограничивает потенциальную скорость подачи. Увеличение скорости подачи на зуб (fz) может привести к образованию большего количества стружки, чем может вместить паз для стружки, что приведет к сварке стружки и отказу фрезы.
Положительный / отрицательный передний угол имеет преимущества как двойного положительного, так и двойного отрицательного переднего угла без недостатков. Стружка направляется наружу под действием отрицательной радиальной стойки, а поднимается положительной осевой стойкой. Эта комбинация в сочетании с большим углом подъема (45 градусов) имеет тенденцию уменьшать или устранять препятствия потоку стружки, позволяя максимально увеличить скорость и подачу до пределов пластины и станка.
Плотность пластины применительно к фрезерованию — это количество пластин в фрезе на дюйм диаметра. Шаг пластины — это расстояние между совпадающими позициями на одной пластине и одинаковыми позициями на следующей пластине. Например, фреза высокой плотности или фреза с мелким шагом имеет много пластин на дюйм диаметра, в то время как фреза низкой плотности или фреза с крупным шагом имеет меньше пластин на дюйм диаметра. диаметр.
При выборе фрезы с двойной положительной или двойной отрицательной геометрией инженеры сначала должны учитывать глубину резания и подачу на зуб. Затем они должны убедиться, что в корпусе фрезы имеется необходимый зазор для стружки, позволяющий образовывать стружку без ограничения ее потока. Фрезы, предназначенные для удаления тяжелых металлов, должны иметь максимальный зазор от стружки, что ограничивает возможное количество пластин в фрезе. Фрезы со средним и мелким шагом обычно имеют меньший зазор стружки, чем фрезы с крупным шагом.Фрезы с крупным шагом рекомендуются для применений, в которых требуется максимальная глубина резания, и для фрезерования общего назначения, если имеется соответствующая мощность. Фрезы со средним и мелким шагом рекомендуются для применений, требующих более качественной обработки поверхности, или для применений, требующих большего количества пластин при резании.
Фреза с переменным шагом — это фреза с неравномерно расположенными пластинами. Фрезы с переменным шагом предназначены для прерывания гармонической вибрации, которая часто возникает при использовании фрез с равномерно расположенными пластинами.Фрезы с переменным шагом трудно сбалансировать и обычно не рекомендуются для очень высоких скоростей шпинделя.
Выбор правильной плотности вставки зависит от множества переменных, которые могут сбивать с толку. Могут помочь несколько рекомендаций.
- Во-первых, пространство для стружки должно соответствовать только объему, разрезаемому каждой пластиной. Например, фрезам, предназначенным для обработки таких материалов, как чугун и графит, требуется очень мало места для стружки, поскольку они дают сегментированную стружку.Для материалов с сегментированной стружкой используются фрезы с мелким шагом. Однако такие материалы, как сталь и алюминий, образуют слабо закрученную стружку, что требует большого пространства для стружки, особенно при широких резках. Для слабо скрученной стружки используются фрезы с крупным шагом.
- Фрезы для обработки уступов имеют угол подъема 90 градусов и обычно требуют дополнительного пространства для стружки из-за менее эффективного стружкоотвода. Для фрезерования уступов обычно требуются фрезы с крупным шагом.
- Фрезы малого диаметра производят более короткую стружку и требуют меньше места для стружки, чем фрезы большого диаметра.
- Фрезы с положительной / отрицательной геометрией в сочетании с углом в плане 45 градусов направляют стружку вверх и из реза, снижая потребность в больших пазах для стружки. При резке материалов с длинной стружкой, таких как сталь и алюминий, с геометрией с большим углом наклона используйте фрезы с мелким шагом.
Диаметр фрезы
Диаметр фрезы — это общий диаметр корпуса фрезы, критический размер при выборе фрезы, основанный на размерах выступающих элементов детали и крепления.Эффективный диаметр фрезы — это максимальная плоская ширина поверхности, которую будет обрабатывать фреза, и измеряется в точках внешней режущей кромки пластины.
Выбор подходящего диаметра фрезы основан на ширине
обрабатываемой поверхности, мощности шпинделя и доступной мощности станка. Для стандартных операций торцевого фрезерования эффективный диаметр фрезы должен быть примерно в 1-1 / 2 раза больше желаемой ширины резания.Например, если желаемая ширина реза составляет 4 дюйма, рекомендуется использовать фрезу диаметром 6 дюймов. Выбранный диаметр должен обеспечивать эффективный отрицательный угол входа между пластиной и первой точкой контакта с заготовкой. Отрицательный угол входа получается, когда примерно 25 процентов диаметра фрезы выступает над заготовкой на входной стороне вращения.
Мощность шпинделя и его потенциальная жесткость определяются размером шпинделя и креплением фрезы.Чтобы свести к минимуму крутильное отклонение шпинделя, необходимо поддерживать соотношение между диаметром шпинделя и диаметром фрезы. Для обрабатывающих центров с высокими скоростями шпинделя размер шпинделя часто уменьшается для уменьшения массы вращения, что, в свою очередь, снижает допустимый диаметр фрезы.
В приложениях, где обрабатываемая поверхность очень широкая, следует выбирать диаметр фрезы, соответствующий мощности шпинделя, после чего следует выполнять несколько проходов. Например, если ширина реза составляет 12 дюймов и станок имеет стандартный шпиндель с конусом №40, мы рекомендуем фрезу с максимальным диаметром четыре дюйма и выполнять четыре прохода по три дюйма за проход.
Диаметр и шаг фрезы определяют максимальное количество пластин, которые могут быть в резании в любой момент времени. Большее количество пластин в разрезе может сгладить рез, но увеличивает потребление энергии. Потребляемая мощность шпинделя — это коэффициент: кубический дюйм металла, удаленного на пластину, умноженный на количество пластин в резании. Для машин с ограниченной мощностью часто требуются фрезы меньшего диаметра.
Чтобы определить руку фрезы, посмотрите на нее с задней стороны фрезы или со стороны привода.Если резак предназначен для вращения по часовой стрелке, он правый. Если резак предназначен для вращения против часовой стрелки, он левосторонний. Для дуплексных станков с резцами, установленными на двух сторонах заготовки, требуются как правосторонние, так и левосторонние резаки для уравновешивания сил, действующих на заготовку.
Примечание редактора: вы можете прочитать следующую часть, нажав здесь.Усилие резания при обработке камня алмазным диском
Обработка камня алмазным диском — широко распространенный процесс для производства стандартных изделий, таких как плитки, плиты и бордюры.Сила резания и энергия могут использоваться для контроля обработки камня. Для выбора условий резания необходимы эмпирические модели. В этой статье влияние условий резания на силу резания и энергию резания связано с формой идеализированной толщины стружки. Эмпирические модели, разработанные в этой статье, могут быть использованы для прогнозирования изменения энергии резания. Поэтому эти модели можно использовать для выбора условий резания. Процесс образования и удаления стружки был количественно оценен с намерением помочь изготовителю инструмента и каменщику в оптимизации состава инструмента и параметров процесса резания, соответственно.
1. Введение
Сила резания и энергия являются важными параметрами для лучшего понимания процесса обработки, поскольку они напрямую связаны с износом инструмента, температурой резания и целостностью поверхности. При обработке камня абразивные зерна проходят по обрабатываемой поверхности, удаляя минеральные компоненты камня. Понимание преобладающего механизма взаимодействия абразива с заготовкой во время обработки камня является необходимым шагом для эффективного использования процесса резки. Понимание явлений резания приводит к моделям, которые озвучивают взаимосвязь между режимом резания и параметрами управления.Чтобы добиться лучшего управления процессом резки, требуется модель, демонстрирующая взаимосвязь между параметрами резки и управления.
В литературе существует очень мало исследований по резке камня. Джерро и др. [1] продемонстрировал математический подход к определению и выводу теоретической геометрии выкрашивания. На основании теоретических данных о геометрии выкрашивания были получены зависимости площади стружки и средней толщины стружки. Зависимость между тангенциальной силой резания и полученной толщиной стружки исследуется эмпирически.Brach et al. [2] изучали проблему преобразования показаний динамометра удельной энергии резания в потребляемую мощность. Asche et al. [3] показали эмпирические результаты влияния технологических параметров на износ инструмента. Tönshoff и Warnecke [4] разработали модель резки камня дисковыми алмазными инструментами, которая широко используется, даже если она не была полностью протестирована. Модель показывает механическое взаимодействие инструмента и заготовки, вызванное упругой и пластической деформацией заготовки режущих зерен, трением между камнем и алмазом, камнем и матрицей, а также стружкой и матрицей.Константин [5] представил теоретическую модель распиловки природного камня с помощью пропитанного алмазом инструмента как для циркулярной, так и для рамной резки. Эти модели, похоже, не были проверены экспериментально. Пай и др. [6] собрали и исследовали образцы стружки под сканирующим микроскопом и связали их с удельной энергией измельчения. Ван и Клаузен [7] смоделировали процесс резания алмазной крошки с помощью одноточечных режущих инструментов и продемонстрировали, что тенденция сил резания и характер канавок аналогичны.Ди Илио и Тогна [8] представили аналитическую модель, позволяющую прогнозировать максимальную скорость износа зерен и матрицы, что свидетельствует о механизме износа. Он основан на предположении, что скорость износа инструмента зависит от двух основных факторов: первый является только характеристикой матрицы, а второй — только характеристикой зерна, которые должны быть определены экспериментально. Ersoy et al. [9] установили взаимосвязь между удельной энергией резания, износом алмазной пилы и свойствами горных пород для различных типов горных пород.Эти исследования не пытаются дать органическое понимание явлений, которые происходят на границе раздела инструмент-заготовка во время резки камня.
В литературе есть много работ по шлифованию пластичных и хрупких материалов. Малкин и Хванг [10] предложили интересную модель зависимости между мощностью шлифования и величиной площади вспаханной поверхности, создаваемой абразивными режущими зернами, которые взаимодействуют с заготовкой в керамике. Он углубил модель, приняв во внимание влияние закругления на вершине треугольного зерна на удельную энергию шлифования [11].В работе по шлифованию металла показано много подходов к моделированию силы шлифования [12]. Они основаны на эмпирических [13] или физических соображениях [14].
В данной работе моделируется широко распространенный процесс обработки камня гальваническим алмазным диском. Алмазная крошка на поверхности инструмента удаляет материал через трещины в объеме камня. На резку в основном влияют физико-механические свойства каменного материала, такие как размер зерна и прочность: разные минералы по-разному влияют на режущий механизм, на истирание связки и на износ алмаза.Другими факторами, влияющими на этот процесс, являются силы между алмазами и материалом, распределение напряжений в породе, температуры на границе раздела инструмент-заготовка.
Эта работа направлена на исследование взаимосвязи между силой резания и энергией и соответствующими параметрами резания, такими как глубина резания и скорость подачи. В частности, исследованы наиболее интересные с промышленной точки зрения режимы обработки. Сила резания и энергия были смоделированы как функция эквивалентной толщины стружки и скорости съема материала (MRR) с помощью простой и общей функции мощности.Полученные модели апробированы для различных значений технологических параметров.
Далее представлены модели, разработанные для зависимости силы резания от эквивалентной толщины стружки и для удельной энергии резания относительно эквивалентной толщины стружки или скорости съема материала. Затем они были испытаны для различных условий процесса.
2. Обработка камня алмазным диском: сила резания и удельная энергия резания
Сила резания может быть измерена динамометром, установленным под заготовкой во время обработки камня, как показано на рисунке 1.Динамометр может измерять составляющие силы резания, действующей на заготовку, в направлении скорости подачи и перпендикуляре к направлению подачи.
| [1] | Dimla , DE, и Lister PM, 2000, онлайн-мониторинг состояния металлических инструментов, Международный журнал станков и производства, (22), 739–768. |
| [2] | Scheffer, C., и Хейнс, П.С., 2004, Система контроля износа промышленного инструмента для прерывистого точения, Механические системы и обработка сигналов, (18), 1219–1242. |
| [3] | Бхуйян М. С. Х., Чоудхури И. А. и Дахари М., 2014 Мониторинг износа инструмента, шероховатости поверхности, образования стружки с помощью нескольких датчиков, Журнал механической системы, статья в печати. |
| [4] | Кунпенг, З., Вонг, Ю.С. и Хонг, Г.С., 2009, Вейвлет-анализ сигналов датчиков для мониторинга состояния инструмента: обзор и некоторые новые результаты, Международный журнал станков и производства, ( 49), 537–553. |
| [5] | Чой, Г. Х., Ван, З. X., Дорнфельд, Д. А., Цуджино, К., 1990, Разработка интеллектуальной системы мониторинга износа инструмента в режиме онлайн для токарной обработки, Proc. Симпозиум США и Японии по гибкой автоматизации, Тихоокеанская конференция ISCIE, Киото, Япония, 683-690. |
| [6] | Бирн, Г., Дорнфельд, Д., Инасааки, И., Конинг, В., Тети, Р., 1995, Система мониторинга состояния инструмента (TCMS) — состояние исследований и промышленных приложение, летопись CIRP, (49), 541-567. |
| [7] | Ораби, С. Э., Хейхерст, Д. Э., 1991, Разработка моделей взаимосвязи силы износа инструмента при резке металла, Международный журнал по производству механических инструментов, (33), 125-138. |
| [8] | Джемиельняк, К., Бомбински, С., Ариссимуно, П.Х., 2008, Мониторинг состояния инструмента при микропереработке на основе иерархической интеграции меры сигнала, Технология производства, (57), 21-124 . |
| [9] | Берк, Л.И., 1989, Автоматизированная идентификация состояний износа инструмента в процессах обработки: применение самоорганизующихся нейронных сетей, канд. докторская диссертация, Департамент промышленной инженерии и операционных исследований, Калифорнийский университет в Беркли. |
| [10] | Бхуйян, МСХ, Чоудхари, И.А., Юофф, Н., 2012, Новый подход к исследованию состояния инструмента с использованием фиктивного держателя инструмента и настройки датчика, Международный журнал передовых технологий и производства, ( 61), 465-479. |
| [11] | Li, X., 2002, Краткий обзор: Метод акустической эмиссии для мониторинга износа инструмента во время токарной обработки, Международный журнал станков и производителей, (42), 157-165. |
| [12] | Abouelatta, O., Madi, J., 2001, Прогнозирование шероховатости поверхности на основе параметра резания и вибраций инструмента при токарной операции, Journal of Material Process & Technology, (118), 269-277. |
| [13] | Kasab, S. Y., Khoshnaw, Y.K., 2007, Влияние вибрации режущего инструмента на шероховатость поверхности заготовки при токарной обработке без смазки, англ.Технология, 25 (7), 879-889. |
| [14] | Татар, К., Грен, П., 2008, Измерение вибрации фрезерного инструмента во время резания с помощью лазерной виброметрии. Международный журнал станков и производства, (48), 380–387. |
| [15] | Rizal, M., Jaharah, A., Ghania, MZ Nuawi, CHC Haron., 2013, Применение метода на основе I-kaz TM для износа инструмента, мониторинг с помощью резки сигнал силы, Procedure Engineering (68), 461–468. |
| [16] | Алнсо, Ф. Дж. И Сальгадо, Д. Р., 2008, Анализ структуры сигнала вибрации для обнаружения износа инструмента, Механическая система и обработка сигналов, (42), 735-748. |
| [17] | Салгадо, Д.Р., Алнсо, Ф.Дж., 2007, Подход, основанный на токовых и звуковых сигналах для мониторинга износа инструмента в процессе, Международный журнал станков и производителей, (47), 2140 -2152. |
| [18] | Гош, Н., Рави, Ю. Б., Патра, А., Мукхопадхай, С., Пол, С., Моханти, А. Р., Чаттопадхай. Ю. Б., 2007, Оценка износа инструмента при фрезеровании с ЧПУ с использованием нейросетевого объединения датчиков. Механические системы и обработка сигналов (21), стр. 466–479. |
| [19] | Li, X., Li, H.X., Xin-Ping, X., and Du. R., 2004, Нечеткая оценка силы подачи и резания по текущим измерениям — пример интеллектуального мониторинга состояния износа инструмента. Транзакции IEEE по системам, человеку и кибернетике — часть c: приложения и обзоры, ноябрь, 34 ((4), PP.506-412. |
Значение тангенциальной силы резания при фрезеровании
Изображение предоставлено Sandvik Coromat
[Примечание редактора: эта статья была написана в ответ на запрос Мэтта Койера из Four State Industrial Supply Co. Inc., Карфаген, Миссури, который написал автору формулу для определения крутящего момента, необходимого режущему инструменту при фрезеровании. титановый сплав Ti6Al4V.]
Тангенциальная сила резания, если конечные пользователи знают, как ее определить, и скорость резания, которая выбирается как один из нескольких параметров обработки, позволяют рассчитать требуемую мощность обработки для операции.Когда требуемое значение мощности обработки примерно такое же, как номинальная мощность фрезерного станка, производительность фрезерования приближается к максимальной.
Крутящий момент (T s ), прилагаемый к шпинделю и, следовательно, к фрезе, создается тангенциальной силой резания (F t ) и может быть рассчитан по формуле:
T s = F t × R (1)
Где R — радиус фрезы. (Формулы обозначены номерами в скобках позже.)
Концепция расчета тангенциальной силы резания при фрезеровании основана на авторском аналитическом исследовании принципов металлообработки и экспериментальном исследовании фрез с положительно-отрицательной и двойно-положительной геометриями.
Эта концепция основана на отношениях между следующими параметрами:
- Предел прочности при растяжении (σ) металлических рабочих материалов в зависимости от их твердости,
- Площадь поперечного сечения неразрезанной стружки (A),
- Количество зубьев в зацеплении с деталью (Z c ),
- Коэффициент зацепления материала заготовки (E f ) и
- Коэффициент износа режущего инструмента (T f ).
Следующая формула тангенциальной силы резания была разработана в соответствии с этими соотношениями:
F t = σ × A × Z c × E f × T f (2)
Поскольку конечный пользователь заинтересован в фрезеровании определенного титанового сплава, следующая информация предоставлена о Ti6Al4V, альфа-бета титановом сплаве. Он используется для изготовления дисков и лопаток авиационных газовых турбин, конструктивных элементов планера и других применений, требующих высокой прочности при температурах до 600 ° F (315 ° C).
Предел прочности при растяжении Ti6Al4V в отожженном состоянии составляет 137 000 фунтов на кв. Дюйм (945 МПа в метрической системе), а его твердость составляет 36 HRC.
Форма поперечного сечения неразрезанной стружки зависит от геометрии режущей пластины и угла подъема фрезы. Квадратные, шестиугольные или восьмиугольные пластины имеют прямые режущие кромки и дают стружку с прямоугольным поперечным сечением, когда фреза имеет угол в плане 0 °, или параллелограммное поперечное сечение, когда фреза имеет угол в плане больше 0 °.
Для расчета площади поперечного сечения неразрезанной стружки рекомендуется следующая формула:
A = a p × f (3)
Где p — осевой DOC, а f — подача на зуб или нагрузка стружки.
Количество зубьев, зацепляющихся с заготовкой (Z c ), зависит от количества зубьев фрезы (Z) и угла зацепления (α). Формула для расчета Z c :
Z c = Z × α ÷ 360 ° (4)
Угол зацепления зависит от радиального WOC (W).Если радиальный WOC равен диаметру фрезы (D), угол зацепления имеет максимальное значение 180 °, а количество зубьев зацепления составляет половину числа зубьев фрезы:
Z c = Z × 180 ° ÷ 360º = 0,5 Z (5)
Если угол зацепления меньше 180 °, он рассчитывается по формулам, содержащим тригонометрические функции. Подробное описание этих формул и подтверждающие иллюстрации были опубликованы в июльском выпуске CTE за 2010 г. (см. «New Mill» Э.Исаков, с. 44).
Факторы взаимодействия
Коэффициент зацепления материала заготовки (E f ) — это безразмерный коэффициент, включенный в формулу (2) для корреляции тангенциальной силы резания с отношением радиального WOC к диаметру фрезы (W ÷ D).
Фрезерование более эффективно при получении достаточно толстой и однородной стружки. Отношение W / D влияет на однородность толщины стружки. Когда радиальный WOC равен диаметру фрезы (W ÷ D = 1), формируемая стружка начинается с нулевой толщины в точке входа.Затем он увеличивается до максимальной толщины по средней линии фрезы и уменьшается до нуля в точке выхода. Этот тип резания дает неоднородную стружку, создает максимальное трение на режущей кромке и, как следствие, увеличивает устойчивость стружки к резанию. Эффективное фрезерование достигается, когда радиальный WOC составляет около двух третей диаметра фрезы. Такой рез дает однородную и достаточно толстую стружку, вызывает меньшее трение на режущей кромке и снижает сопротивление резанию.
Коэффициенты износа режущего инструмента
Коэффициент износа режущего инструмента (T f ) — это безразмерный коэффициент, включенный в формулу (2) для корреляции тангенциальной силы резания с увеличением износа режущих пластин при фрезеровании.При применении новых или только что индексированных режущих пластин на короткое время (от 20 до 25 процентов срока службы инструмента) коэффициент износа режущего инструмента (T f ) составляет 1,0; при фрезеровании до тех пор, пока пластины не должны быть проиндексированы или заменены (100% срока службы инструмента), рекомендуются следующие коэффициенты износа режущего инструмента в зависимости от типа операции (Справочник по машинному оборудованию, 29-е издание, стр. 1086).
Таблица. Отзывы профессионалов в области металлообработки с описанием фрезерных операций по оптимальным диапазонам осевого DOC и подачи на зуб.
- Легкое и среднее торцевое фрезерование: от 1,10 до 1,25
- Торцевое фрезерование для особо тяжелых условий эксплуатации: от 1,30 до 1,60
К сожалению, в рассмотренных автором публикациях нет данных, позволяющих идентифицировать каждую операцию фрезерования. Поэтому автор подготовил анкету, в которой запрашиваются данные обработки, которые лучше всего описывают операции фрезерования по оптимальным диапазонам осевого DOC и подачи на зуб. Анкета была разослана более чем 100 промышленным специалистам с практическими знаниями и опытом в области фрезерования, и более 80 процентов ответили.Статистическая обработка их ответов дала данные, представленные в таблице выше.
Мощность обработки
Рассчитав тангенциальное резание (F t ), требуемая мощность обработки на шпинделе (P s ) и главном приводе (P m ) может быть рассчитана по следующим формулам.
Общепринятые единицы измерения США:
Мощность на шпинделе: P s = F t × V c ÷ 33,000 (л.с.) (6)
Мощность на главном приводе: P м = P с ÷ E (л.с.) (7)
Где F t выражается в фунтах, V c — скорость резания в sfm, 33000 — коэффициент преобразования ft.-фунтов. в минуту в лошадиные силы, а E — коэффициент полезного действия главного привода, выраженный в процентах.
Метрические единицы измерения:
Мощность на шпинделе: P s = F t × V c ÷ 60,000 (кВт) (8)
Мощность на главном приводе: P м = P с ÷ E (кВт) (9)
Где F t в ньютонах, V c — это скорость резания, выраженная в м / мин., 60 000 — это коэффициент преобразования ньютон × м / мин. в киловатты, а E — коэффициент полезного действия главного привода, выраженный в процентах.
Расчеты
Результаты расчета тангенциальной силы резания, крутящего момента и мощности обработки при фрезеровании Ti6Al4V основаны на выбранной геометрии торцевой фрезы и параметрах обработки, представленных конечным пользователем.
Торцевая фреза
Элемент каталога: SOF 8/16-D2.0
Диаметр: 2,0 дюйма (50,8 мм)
Угол подъема: 44 °
Количество сменных пластин: шесть
Элемент каталога пластины: ONHU 0505 (восьмиугольные двусторонние пластины)
Параметры обработки
Осевой DOC: 0.100 дюймов (2,54 мм)
Радиальный WOC: 2,0 дюйма (50,8 мм)
Подача на зуб: 0,006 дюйма (0,15 мм)
Скорость резания: 180 футов / мин (55 м / мин)
Коэффициент полезного действия машины: 90 процентов, или 0,9
Автор выполнил расчеты, используя свой усовершенствованный калькулятор фрезерования (один для единиц США, а другой — для метрических единиц).
Тангенциальная сила резания, формула (2)
Формула содержит пять элементов со следующими значениями:
1.Предел прочности при растяжении, σ = 137000 фунтов на квадратный дюйм (945 МПа)
2. Площадь поперечного сечения неразрезанной стружки, A = 0,1 × 0,006 = 0,0006 дюйма 2 (0,381 мм 2 )
3. Число зубьев, сцепленных с деталью, Z c = 6 × 180 ° ÷ 360 ° = 3 (полное зацепление)
4. Коэффициент зацепления, E f = 1,7 (для заготовки из титанового сплава при полном зацеплении)
5. Коэффициент износа режущего инструмента, T f = 1,1 (представляет «легкое фрезерование», см. Таблицу)
Тангенциальная сила резания (обычно U.S. единицы измерения):
F t = 137000 × 0,0006 × 3 × 1,7 = 419,2 фунта. (новые или только что индексированные вставки)
F t = 137000 × 0,0006 × 3 × 1,7 × 1,1 = 461,1 фунта. (требуется индексация вставок)
Тангенциальная сила резания (метрические единицы измерения):
F t = 945 × 0,381 × 3 × 1,7 = 1836,2 Н (новые или только что индексированные пластины)
F t = 945 × 0,381 × 3 × 1,7 × 1,1 = 2,019,8 Н (требуется индексация пластин)
Крутящий момент на шпинделе (фрезе), формула (1)
U.S. единиц:
T s = F t × R = 419,2 × 1 = 419,2 дюйм-фунт. = 34,9 фунт-фут. (новые или только что индексированные вставки)
T s = F t × R = 461,1 × 1 = 461,1 дюйм-фунт. = 38,4 фут-фунт. (требуется индексация вставок)
Метрические единицы:
T s = F t × R = 1836,2 × 0,0254 = 46,6 Нм (новые или только что индексированные пластины)
T s = F t × R = 2,019,8 × 0,0254 = 51,3 Нм (требуется индексация пластин)
Требуемая мощность обработки на шпинделе:
U.Ед., Формула (6)
P s = 419,2 × 180 ÷ 33,000 = 2,29 л.с. (новые или только что индексированные пластины)
P s = 461,1 × 180 ÷ 33,000 = 2,52 л.с. (требуется индексация вставок)
Требуемая мощность обработки на главном приводе:
Единицы США, формула (7)
P м = 2,29 ÷ 0,9 = 2,54 л.с. (новые или только что индексированные пластины)
P м = 2,52 ÷ 0,9 = 2,80 л.с. (требуется индексация вставок)
Требуемая мощность обработки на шпинделе:
Метрические единицы, формула (8)
P s = 1836.2 × 55 ÷ 60 000 = 1,68 кВт (новые или только индексированные пластины)
P s = 2,019,8 × 55 ÷ 60,000 = 1,85 кВт (требуется индексация вставок)
Требуемая мощность обработки на главном приводе:
Метрические единицы, формула (9)
P м = 1,68 ÷ 0,9 = 1,87 кВт (новые или только индексированные пластины)
P м = 1,85 ÷ 0,9 = 2,06 кВт (требуется индексация вставок)
Формулы для расчета силы резания при фрезеровании описаны в различных технических статьях и книгах.Некоторые формулы чрезвычайно сложны и состоят из двух матриц и восьми тригонометрических уравнений. Другой пример, формула силы резания, представляет собой дифференциальное уравнение второго порядка:
Где (M) — матрица масс режущей системы, (C) — матрица демпфирования режущей системы, а (K) — матрица жесткости режущей системы. Две точки над X означают, что это вторая производная от X; одна точка над X — это первая производная от X. X — это сложная функция, содержащая шесть переменных: X = (x 1 x 2 y 1 y 2 z 1 z 2 ) Т .К сожалению, определения x, y, z и T не были предоставлены.
Такие сложные формулы бесполезны в практических инженерных расчетах, потому что их могут выполнять только математики, разбирающиеся в математическом анализе. Поэтому рекомендуется использовать простые инженерные формулы, такие как представленные в этой статье. Они обеспечивают точность не менее 85 процентов.
При фрезеровании Ti6Al4V понимание тангенциальной силы резания и возможность рассчитать требуемую мощность обработки являются первыми шагами к максимальной производительности.
| РЕК-О-КУТ
CHALLENGER DISC RECORDER Компания Рек-О-Кут предложила портативный профессиональный дисковый рекордер. и фонограф для воспроизведения дисков со скоростью 33 1/3 и 78 об / мин. Аксессуар Промежуточное колесо можно было установить для резки со скоростью 45 об / мин. Постоянная скорость, гистерезис мотора были движущей силой стола и руки.Он имел сменные ходовые винты для стандартных и микроканавок. записи. Усилитель измерял частотную характеристику +/- 1 дБ. от 30 до 20 000 циклов. Он имел регуляторы для низких и высоких частот. Записи можно было сделать из радиотюнеров, магнитофонов и других источников сигнала. В правой части рекламы, появившейся в 1953 году High Fidelity. журнал. | |
Добавлено 23 июля 2014 г.: Сегодня В недавно приобретенном выпуске журнала High Fidelity Magazine я обнаружил, Выпуск января 1956 года, реклама компании Audio Specialties, 13167 Steel Avenue, Детройт 27, Мичиган.Они были производителями руки репродуктора TRULINE. Это реклама, которую я не встречаются ни в более ранних, ни в более поздних изданиях. Так что не уверен если товар был продан в достаточно больших количествах, чтобы зарекомендовать себя в продаже. в вы видите рекламу. TRULINE — тангенциальный тонарм, в двух вариантах — бинауральном и одинарном (с одним картриджем). Он был выставлен на Нью-Йоркской аудио ярмарке.Там ПОВАР ЛАБОРАТОРИИ Выставка демонстрировала бинауральную версию. И в ELECTROVOICE экспонировать монофонический (версия с одним картриджем) был использован для демонстрации НОВЫЙ картридж модели 84 компании ElectroVoice. В объявлении перечислены все преимущества линейного отслеживания. Цена на Бинауральный тонарм стоил 49,50 долларов. Монофоническая рука продавалась на 7 долларов дешевле на 42,50 долларов США. Смотрите также Повар Система бинауральной записи Livingston Be по прямой с Trueline | |
ОРТО-СОНИК
V / 4 | |
BURNE
— ДЖОНС | |
| MARANTZ Ранний и красивый образец проигрывателя со встроенным тангенциальным рука была Marantz SLT-12 (когда Marantz еще была Marantz). это было 2-скоростной проигрыватель с легким картриджем без противовеса. Он также был доступен с более тяжелым рычагом с противовесом и универсальным крепление для игры с другими (более тяжелыми) патронами до 10 гр. веса.Рука не имела сервосистемы и поэтому не всегда работала как желанный. Это отредактированное изображение справа взято из рекламы в High Fidelity 1966 года, но уже был представлен Marantz SLT-12 в 1963 г. | |
| ПЬЕР
CLEMENT Тангенциальный рычаг был изобретен очень оригинально и весьма современно. Пьера Клемана из Франции.Он получил патент в 1968 г. Французский национальный институт промышленной собственности: «Procédé et dispositif de lecture d’un disque de phonographe le long d’une trajectoire rectiligne. «Использование лампочки и фотоэлемента. вдохновила многих дизайнеров. Как только рычаг выходит из положения 90 градусов, световой луч больше не будет прервана маленькой пластиной на конце руки. Тогда мотор получит ток и начнет крутить червяк, едет карета.Каретка перемещается к шпинделю до тех пор, пока световой луч снова прерывается, и рычаг остается под углом 90 градусов. См. Археофон сайт . | |
RABCO
ST-4 ПОВОРОТНЫЙ СТОЛ | |
HARMAN
KARDON РЕКЛАМА | Харман Кардон ST7 |
GARARD
ZERO 100 SB рука ZERO 100 работает по тому же механическому принципу, что и более ранняя рука, разработанная BJ (Burne & Jones).ZERO 100 был введен в 1971 году и со временем появился в различных версиях: C, 92, SB, Z. рука имела свои недостатки. Прочная установка патрона в головке оболочка была невозможна, так как слишком много шарниров, позволяющих стержню и головной убор для адепта во время игры. В этих точках возникают резонансы, уже на относительно низких частотах. В результате гармоники из этих резонансов генерируются и влияют на частотную характеристику.Вкратце: есть повышенные искажения. В подъемные рычаги шарнир сконструирован таким образом, что есть наименьший люфт и наименьшее трение (1). Проблема с Garrard НУЛЬ — это то, что у него есть еще три точки поворота (2, 3 и 4). Эти дополнительные опоры не должно добавлять трение. Поэтому они настроены таким образом что у них есть свободная игра. | Garrard ZERO 100 SB |
| LENCO
SWEEPER Проектирование и изготовление тангенциального рычага не так просто, как может кажется, и только тщательная инженерия может привести к хорошему функционированию устройство.Доказательство — единственная касательная рука, которую могла придумать Lenco и тогда даже геометрия не правильная. Щетка для очистки не следует паз правильно, потому что он неправильно расположен. Нечего пожалуйста, инспектор Гаджет. | Ленко Тангенциальная подметальная машина |
| REVOX Revox слишком развитые поворотные столы с тангенциальными рычагами: B 790, B 791, B 795 и B 291, все с прямым приводом.Но так как рука была очень короткий, подходит только для подвижного магнита с высокой податливостью картриджи, которые были в моде в 1970-х: ADC, Stanton, Pickering, Shure, Голдринг. | Revox Поворотный стол B 795 с ультракоротким штативом Linatrack, спрятанным в прямоугольный корпус, который нужно было «отложить», чтобы умеет ставить пластинку и снимать ее. |
АКУСТИЧЕСКИЙ
TANGENT ARM | Акустический «Tangent», предшественник серии Bang & Olufson. |
| БАНГ
& OLUFSEN Bang & Olufsen использовала тангенциальное отслеживание с 1974 г. Beogram 4000, и они усовершенствовали технику параллельного отслеживания каждого раз они придумали новую модель. Было много серий интегрированных проигрыватели, такие как Beogram 3000 (преемник более ранних 3000 который был Thorens TD124), 1102, 4002, 5005, 6002, 8000 и 9000.В правая Beogram 4002. | |
MITSUBISHI СБАЛАН.
PLATTER ТРИ
РЕМНИ И ОДНА РЕЗЬБА ВЕРТИКАЛЬНЫЙ
ПОЗИЦИЯ | The
умная разработка ременной передачи Mitsubishi с тангенциальным рычагом |
| PIONEER Чтобы дать новый импульс продаж вертушек, зная, что Compact Скоро будут представлены диски, многие производители придумали новые спроектированные тангенциальные поворотные платформы.В 1980 году компания Pioneer представила очень умную система тангенциального рычага для их PL-L-1000. Рука перемещается электронным способом за счет взаимодействия магнитов и длинной катушки: электромагнитный подвес. Точно так же, как Maglev Train (магнитная левитация) a техника, инициированная немецким инженером Германом Кемпером в 1922 году и впервые подала заявку на участие в Magnetschwebebahn. | |
| TECHNICS Также Matsushita выпустила серию тангенциальных вертушек: SL-5, 6, 7 и 10.В этих вертушках рычаг был встроен в крышку. В справа SL-10, представленный в 1980 году. | |
GOLDMUND Нравится
B&O, Goldmund не использует микропереключатели, как Rabco, но применяет
обнаружение фотоэлементом. Сегодня существует много разработчиков тангенциальных (= параллельных) тонармов которые можно установить на различные проигрыватели. | Гольдмунд Автоматический тонарм T3F с 2 отдельными двигателями для подъема и транспортировки. Второй рычаг, который закреплен у основания каретки под углом 90 градусов, имеет на конце фотоэлемент, который малейшее отклонение. |
| DIY В отделе DIY есть пневмоподшипник Poul Ladegaard, который продолжает вдохновлять многих любителей построить тангенциальную руку. В разделе аудиофилов находятся руки Clearaudio, Forsell, Рокпорт и Аиртангенс. | |
МУЗЫКА
MAKER CONDUCTOR текст, объясняющий преимущества руки, гласил: «Забудьте о проблемах картриджей, установленных на каретках на колесах, или воздухом высокого давления насосы через керамические корпуса подшипников ». | |
Это удивительно в наше время, когда цифровой формат постоянно заново изобретено, что воспроизведение звука аналоговых записей на еще более высокий уровень. На руке нет сервосистемы. Основание руки опирается на тонкую воздушную подушку и не создает трения. Плечо движется само по себе, следуя канавке. | The Тонарм дирижера человека картриджа. |
ВЫСОКАЯ
КОНЕЦ / ВЫСОКАЯ ЦЕНА | Мартин Garrard 401 Бастина, Дирижер и музыка Картриджмена Картридж Maker III. |