Изготовление шлакоблоков на вибропрессе Рифей-04, организация и технология производства шлакоблока
Рифей-04 — технология производства и изготовления шлакоблоков с минимальным уровнем механизации
Вибропресс Рифей-04 ТСпозволяет наладить изготовление шлакоблоков и производство строительных материалов с минимальными затратами и максимальной эффективностью. Станок обладает высокой производительностью и уже 20 лет остается одним из лидеров продаж на рынке оборудования для производства шлакоблоков. Потребители ценят данную модель вибропресса за отсутствие необходимости вкладывать большие деньги в околопрессовое оборудование.
Мини-завод Рифей-04 ТС подходит бизнесменам, не располагающим значительными средствами и планирующим постепенно наращивать объемы производства и получать все большую прибыль.
Прежде чем остановиться на выборе данной модели вибропресса, ознакомьтесь со следующими документами:
- паспорт на вибропрессующую линию Рифей-04 ТС;
- упрощенное экономическое обоснование выпуска шлакоблоков на Рифей-04 ТС;
- требования к организации производства шлакоблоков на Рифей-04 ТС (смотрите информацию ниже).


Требования к размещению вибропресса
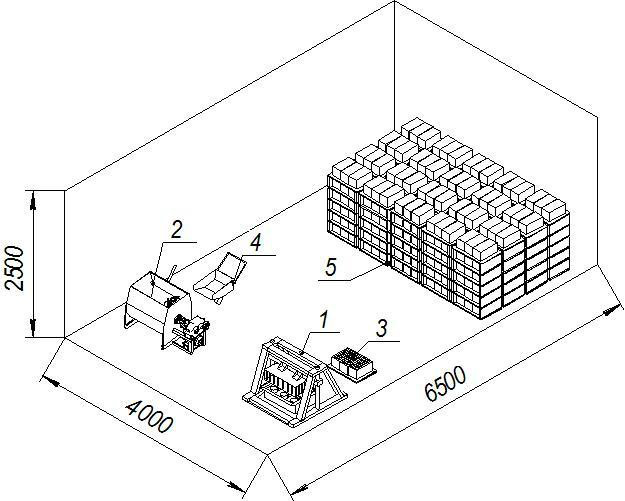
- Комплекс эксплуатируется в закрытом помещении или под навесом, оптимальная температура – от +5 до +45 градусов. Высота помещения – 3 метра.
- Для размещения вибропресса, складов сырья и продукции требуется помещение площадью, как минимум, 150 м2.
- Для успешной и безопасной работы вибропресса перед монтажом необходима заливка виброизолирующего фундамента.
- Линия требует подведения воды и электроэнергии с напряжением 380 вольт. Максимальная мощность вибропресса – 13,35 кВт в час.
Сырье и материалы
Технология производства шлакоблоков подразумевает использование качественной жесткой бетонной смеси, состоящей из заполнителя (шлаки, песок, отсевы производства щебня, керамзит, мраморная крошка), воды и вяжущего компонента (цемент).
Примерные варианты составов бетонных смесей описаны в разделе «Составы бетонов».
После формования сырые шлакоблоки должны подвергаться одной из двух процедур:
- Вылеживание при температуре от +15 до +45 градусов в течение 1 суток или при температуре от +5 до +10 градусов 2 в течение 2 суток.
 После вылеживания изделия становятся достаточно прочными для транспортировки и складирования. Полную марочную прочность шлакоблоки приобретают после 28 суток вылеживания при температуре 20 градусов.
После вылеживания изделия становятся достаточно прочными для транспортировки и складирования. Полную марочную прочность шлакоблоки приобретают после 28 суток вылеживания при температуре 20 градусов. - Термовлажностная обработка в пропарочной камере в течение 6-8 часов при температуре от +50 до +75 градусов и влажности от 90%. Изделия приобретают 60-80 процентов конечной прочности.
Дополнительное оборудование, необходимое для успешного производства шлакоблоков на базе вибропресса Рифей-04 ТС
- Силос или растариватель для хранения цемента.
- Шнековый транспортер для перемещения цемента в смеситель.
- Бункеры с ленточным транспортером для хранения и подачи заполнителя в смеситель. Если перечисленное оборудование отсутствует, возможна подача компонентов в смеситель вручную.
- Поддоны из фанеры марки ФСФ с толщиной 30 миллиметров. Необходимы для вылеживания готовых сырых изделий в процессе пропаривания или естественного твердения.
 Для работы вибропресса требуются поддоны в количестве от 150 до 500 штук. При наличии пропарочной камеры количество поддонов снижается.
Для работы вибропресса требуются поддоны в количестве от 150 до 500 штук. При наличии пропарочной камеры количество поддонов снижается.Базовый комплект поставки вибропресса включает в себя 4 поддона, применяемые для изготовления опытной партии шлакоблоков.
Сварные металлические стеллажи. Необходимы для сбора и перемещения поддонов с готовыми изделиями. На стеллаж помещается 6 поддонов, и для вибропресса модели Рифей-04 ТС требуется 25-85 стеллажей.
Стеллажи и поддоны Вы можете заказать у нас вместе с вибропрессом или изготовить самостоятельно по чертежам, представленным в разделе сайта «Справочная информация».
- Грузоподъемное оборудование (погрузчик, кран-балка, кран-укосина, таль) необходимо для обеспечения максимальной производимости вибропресса.
Технология производства: алгоритм работы вибропрессующего комплекса для изготовления шлакоблоков
- Первый этап изготовления любых бетонных смесей – приготовление бетонной смеси из заполнителя, цемента и воды.
 Количество компонентов смеси определяется оператором визуально. Вяжущий компонент и заполнитель подаются в смеситель с помощью бункеров или другого дополнительного оборудования, или вручную.
Количество компонентов смеси определяется оператором визуально. Вяжущий компонент и заполнитель подаются в смеситель с помощью бункеров или другого дополнительного оборудования, или вручную. - После того, как смесь стала однородной, оператор должен открыть на дне бетоносмесителя люк, чтобы смесь переместилась на транспортер, который доставит ее на матрицу вибропресса, куда она загрузится за счет вибрации вибростола.
- После полной загрузки матрицы бетонная смесь будет уплотнена с помощью пуансона и вибраторов матрицы.
- Готовые сырые изделия выдавливаются на поддоны и перемещаются на стеллажи вручную, до их полной загрузки.
- Далее изделия транспортируются с помощью грузоподъемной техники в пропарочную камеру или место для вылеживания.
- После того, как изделия достигли достаточной прочности, они готовы к транспортировке к потребителю или на склад. Согласно технологии производства, шлакоблоки приобретают полную марочную прочность уже на складе готовой продукции.
Для работы с вибропрессом необходимо привлечение двух человек – оператора и вспомогательного рабочего. Рабочий должен помочь оператору разравнивать смесь в матрице, устанавливать пустые поддоны на тележку, снимать стеллажи, наполненные поддонами, с помощью грузоподъемного оборудования, перемещать поддоны с сырыми блоками на стеллажи.
Твитнуть
Изготовление шлакоблока | Официальный сайт Завода Монолит (Златоуст)
Шлакоблок, или стеновой камень, наряду с кирпичом, — был и остается одним из основных строительных материалов. Изготовлением шлакоблока занимаются как крупные заводы ЖБИ, оснащенные высокопроизводительными автоматизированными линиями, так и небольшие предприятия по производству стройматериалов, со значительно меньшими объемами производства, так и предприниматели или даже частные лица, зачастую имеющие в арсенале только ручные приспособления для формования камней.
Популярность шлакоблока в строительстве обуславливает повышенный интерес к оборудованию для его производства.
Во-первых, необходимо выбрать подходящее оборудование
Компания Монолит предлагает вибропрессы различных размерных групп, ориентированные на различные предпочтения потребителей. Установки Метеор, производящие за одну формовку три стеновых камня, подойдут для небольшого семейного производства. Установки Лидер это уже оборудование для производства шлакоблока в промышленных объемах, применяется как для небольших производственных участков, так и для оснащения производственных линий на крупных производствах.
Лидер — это универсальный вибропресс, с его помощью изготовление шлакоблока становится посильной каждому. Этот компактный вибропресс сам по себе является мини-заводом, который по достоинству оценит как начинающий предприниматель, так и умудренный опытом руководитель завода ЖБИ.
И наконец, вибропресс-гигант — Атлант, позволит производить значительно больше шлакоблоков, чем на Лидере и на Несушке, на тех же производственных площадях, за счет увеличенной зоны формования и увеличенной мощности вибрации. И это при том, что изготовление шлакоблока — не основная задача Атланта, он предназначен, в-первую очередь для качественного изготовления дорожных бордюров, а шлакоблок для Атланта — это просто «семечки».
Во-вторых, важно грамотное планирование производственного процесса
Для производства строительных материалов, в данном случае шлакоблока, потребуется ряд условий: — необходимо производственное помещение, или производственная площадка; потребуется обученный персонал, который будет работать в цехе; также важно обеспечение производства материальными ресурсами, и, наконец, никакое производство не сможет обойтись без рынка сбыта производимой продукции.
Обо всем этом предстоит подумать уже на этапе разработки бизнес-проекта будущего производства шлакоблока.
С оборудованием Предприятия Монолит задача организации будущего цеха значительно облегчается, поскольку мы уже разработали оптимальные комплекты оборудования для различных производственных условий и готовы поставить оборудование, предназначенное для любого, даже самого требовательного заказчика.
И, в-третьих, важен выбор ассортимента производимой продукции
На вибропрессах Вы можете производить более 300 видов стеновых материалов — шлакоблоков, полублоков, декоративных стеновых материалов. Таким образом, разные виды изделий можно выпускать, применяя различную формообразующую оснастку — различные комплекты пуансон/матриц. Но можно разнообразить выпускаемую продукцию не только за счет количества матриц, а, например, за счет применения различных красителей. То есть, имея всего одну матрицу, можно изготавливать несколько изделий разного цвета.
То есть, имея всего одну матрицу, можно изготавливать несколько изделий разного цвета.
Разнообразия производимой продукции можно добиться и путем комбинирования исходных материалов: В состав производимого шлакоблока могут входить такие компоненты как отсев щебня, гравия, гранита, отходы кирпича, ПГС, песок, обработанные опилки, керамзит, перлит, вермикулит, мраморная крошка и многое другое.
Желаем Вам успехов в организации собственного производства шлакоблока.
Процесс производства бетонных блоков. Как делаются блоки?
Бетонные блоки широко используются в строительстве. Как они производятся и каковы решающие факторы, определяющие процесс?
Содержание
- 1 Процесс производства
- 2 Смесь Дизайн
- 2.
 1 Цемент Используется в бетонных блоках
1 Цемент Используется в бетонных блоках - 2,2 Котон. Машина для изготовления блоков
Производственный процесс
Бетонные блоки изготавливаются различных форм и размеров. Тем не менее, основной принцип их изготовления остается прежним: относительно сухая смесь цемента, заполнителя и воды уплотняется под давлением в блочном прессе, после чего ее оставляют для затвердевания и высыхания. После завершения этого процесса блок готов к использованию.
Различные факторы влияют на этот процесс в большей или меньшей степени и должны учитываться. К ним относятся состав смеси, работа блочного пресса и преобладающие погодные условия. На реакцию гидратации отрицательно влияет, если конструкция рыхлой смеси или сырые блоки слишком горячие или холодные или подвержены воздействию ветра. Полученный продукт может быть низкого качества.
Состав смеси
Состав смеси для бетонных блоков состоит из цемента, заполнителя (песок и камень), воды и химических добавок.
 Все это оказывает заметное влияние на результирующие блоки. Таким образом, мы рассмотрим каждый по очереди.
Все это оказывает заметное влияние на результирующие блоки. Таким образом, мы рассмотрим каждый по очереди.Главным принципом, которым руководствуется этот смешанный дизайн, является мобильность. Свежая бетонная смесь относительно сухая, так как она должна сохранять форму после прессования в блочном прессе. Если смесь слишком влажная, бетон осядет, разрушив блок. Если смесь слишком сухая, она не будет должным образом уплотняться и, следовательно, будет слишком пористой. Эта плохая консолидация значительно снижает прочность блока на сжатие, делая его бесполезным. Когда смесь содержит высококачественные материалы, смешанные в правильных пропорциях, она достаточно жидкая, чтобы хорошо затвердевать в блок-прессе, но достаточно сухая, чтобы сохранять свою форму после прессования.
Цемент, используемый в бетонных блоках
На рынке доступны различные виды цемента. Обычно они классифицируются в зависимости от прочности на сжатие, достигаемой через 28 дней, на основе стандартизированных испытаний и используемых наполнителей, если таковые имеются.

Обычный портландцемент (типичный цемент, который мы используем в строительстве) содержит только цемент, без наполнителей, и обычно классифицируется как 52,5N. Эта цементная паста достигает прочности на сжатие 52,5 МПа при смешивании и отверждении в стандартных условиях. N обозначает стандартное время схватывания, а R обозначает быстрое схватывание, что не относится к данной статье.
Некоторые виды цемента содержат наполнители, такие как летучая зола, шлак и микрокремнезем. Эти наполнители снижают стоимость цемента и замедляют время схватывания. Как правило, это влияет на стандартную прочность на сжатие, снижая ее до 32,5 МПа или 42,5 МПа.
Для изготовления блоков лучше всего использовать типы цемента с классом прочности 42,5 или 52,5, так как это обеспечивает достаточный прирост прочности. Прирост прочности происходит во время реакции гидратации между цементом и водой.
Заполнитель для бетонных блоков
Заполнители, используемые при производстве блоков, представляют собой песок и мелкие камни.
 Песок может быть природным речным или карьерным песком или дробильным песком, а камни могут быть галькой из речного русла или щебнем. Европейские страны используют больше заполнителей из рек, в то время как засушливые регионы используют больше дробленых заполнителей. Это предпочтение основано на местной доступности.
Песок может быть природным речным или карьерным песком или дробильным песком, а камни могут быть галькой из речного русла или щебнем. Европейские страны используют больше заполнителей из рек, в то время как засушливые регионы используют больше дробленых заполнителей. Это предпочтение основано на местной доступности.Речной песок и галька, как правило, гладкие и округлые, что обеспечивает большую подвижность смеси. Они действуют как шарики или шарикоподшипники в конструкции смеси, перекатываясь друг по другу в процессе уплотнения.
Измельченные заполнители имеют угловатую или чешуйчатую форму, что снижает подвижность смеси. Угловатые заполнители не катятся легко, как блок не катится так же легко, как мяч. В этом случае конструкция смеси потребует больше воды для облегчения подвижности, что влияет на ее способность сохранять жесткость после формования в блочном прессе.
Гранулометрический состав заполнителя также важен. Речные пески, как правило, имеют один размер, и все частицы попадают в узкий диапазон размеров.
 Напротив, распределение по размерам в измельченных заполнителях легко изменяется и относительно хорошо контролируется.
Напротив, распределение по размерам в измельченных заполнителях легко изменяется и относительно хорошо контролируется.Заполнители одного размера не обеспечивают такой большой мобильности и способности консолидации, как агрегаты с более равномерным распределением размеров. Когда в смеси присутствуют частицы разного размера, более мелкие частицы заполняют пустоты между более крупными частицами, перекатываясь друг над другом в процессе. Такое распределение обеспечивает большую консолидацию и уменьшает пустоты между частицами. Эти факторы способствуют большей прочности и стабильности размеров получаемого продукта.
Выбор между речным заполнителем или дробленым заполнителем часто зависит от финансов, поскольку состав смеси можно изменить и оптимизировать в соответствии с используемыми материалами.
Водородный коэффициент
Вода является неотъемлемой частью состава смеси. Без него не будет реакции гидратации и, следовательно, не будет увеличения прочности и стабильности размеров.
 Питьевая вода обычно подходит для бетонных работ. Если вода, предназначенная для изготовления блоков, непригодна для питья, ее следует проверить на примеси. Присутствие некоторых примесей в небольших количествах не оказывает отрицательного влияния на процесс изготовления блоков. Другие вредят процессу, в основном, если он включает органические материалы, глину, соль, хлор, глюкозу или другие сахара.
Питьевая вода обычно подходит для бетонных работ. Если вода, предназначенная для изготовления блоков, непригодна для питья, ее следует проверить на примеси. Присутствие некоторых примесей в небольших количествах не оказывает отрицательного влияния на процесс изготовления блоков. Другие вредят процессу, в основном, если он включает органические материалы, глину, соль, хлор, глюкозу или другие сахара.Органический материал, глина и глюкоза замедляют реакцию гидратации. Когда они присутствуют в достаточных концентрациях, они могут полностью свести на нет реакцию гидратации. Соль и хлор ускоряют реакцию гидратации и могут привести к мгновенному схватыванию или ложному схватыванию. И то, и другое отрицательно сказывается на качестве конечного продукта.
Важность добавок
Добавки являются важнейшим элементом в современном производстве бетонных блоков. Обычно в состав смеси включают два типа добавок: водоредуцирующие или пластифицирующие и воздухововлекающие.
Пластификаторы
Пластифицирующие добавки повышают текучесть смеси без добавления воды.
 Пластификаторы старого поколения обладали ограниченной способностью уменьшать количество воды и замедляли время схватывания при использовании в высоких дозах. Это потому, что они обычно использовали глюкозу в качестве активного ингредиента.
Пластификаторы старого поколения обладали ограниченной способностью уменьшать количество воды и замедляли время схватывания при использовании в высоких дозах. Это потому, что они обычно использовали глюкозу в качестве активного ингредиента.Современные пластификаторы основаны на полимерах и обычно не влияют на время схватывания. Структура полимера для этих добавок выглядит как гребенка, состоящая из остова с торчащими маленькими «зубчиками». Когда они вступают в контакт с цементом, остов прилипает к частице цемента. «Зубы» будут направлены в сторону от частицы, упираясь в «зубья», направленные от других частиц цемента. Это удерживает зерна цемента друг от друга, увеличивая подвижность смеси.
По мере протекания реакции гидратации частицы цемента кристаллизуются и растут, эффективно поглощая прилипшие к ним молекулы примеси. При высоких дозах новые молекулы будут прилипать к частицам, немного увеличивая подвижность. Как только молекулы полностью проглочены, кристаллы гидратированного цемента сцепляются, образуя жесткую сеть.

Передозировка добавок на полимерной основе, как правило, не оказывает отрицательного влияния на время схватывания. Тем не менее, это увеличит подвижность смеси до точки разделения. В таком состоянии бетон нельзя помещать в блочный пресс. К счастью, эта ситуация временная. Если бетон постоянно перемешивается с низкой скоростью, молекулы полимера будут поглощаться гидратирующими частицами цемента, что снижает подвижность. Хотя это часто испытывает нервы операторов завода, вы можете подождать, пока мобильность не снизится до приемлемого уровня, и продолжить процесс изготовления блоков в обычном режиме.
Воздухововлекающие добавки
Воздухововлекающие добавки задерживают крошечные пузырьки воздуха в структуре смеси. Они микроскопические и недостаточно большие, чтобы образовать полости в конструкции смеси. Обычно они крупнее частиц цемента, но меньше мельчайших частиц заполнителя. По сути, это добавляет еще один слой к распределению частиц по размерам в составе смеси, улучшая подвижность.

Захваченные пузырьки воздуха круглые, как шарики в дизайне смеси. Это позволяет частицам более эффективно перекатывать друг друга, тем самым улучшая подвижность смеси и ее способность хорошо уплотняться в блок-прессе.
Передозировка воздухововлекающих устройств отрицательно влияет на прочность конструкции на сжатие. 6% вовлеченного воздуха могут снизить прочность на сжатие до 1%. По этой причине вы должны следовать рекомендациям производителя и инструкциям по дозировке.
Пресс для блоков – Машина для производства бетонных блоков
Пресс для блоков – это машина с гидравлическим приводом, которая используется для формования бетонных блоков. Доступны различные типы блочных прессов, различающихся по размеру и функциям. Используемый вами блочный пресс влияет на состав бетонной смеси и последующие процессы. Некоторым блочным прессам требуются более влажные смеси, в то время как другие лучше работают с чрезвычайно сухими смесями.
«Яйцоукладчик» — наиболее часто используемый кирпичный пресс для мелкосерийного производства.
 Этот тип блочного пресса имеет бункер, содержащий свежий бетон. Отсюда бетон подается в лоток опалубки для блоков, помещаемый прямо в землю. Оказавшись на месте, на блоки давит вес, объединяя их в зеленые бетонные блоки. Вся машина поднимается и катится вперед, чтобы уложить еще один набор блоков, когда вес поднимается.
Этот тип блочного пресса имеет бункер, содержащий свежий бетон. Отсюда бетон подается в лоток опалубки для блоков, помещаемый прямо в землю. Оказавшись на месте, на блоки давит вес, объединяя их в зеленые бетонные блоки. Вся машина поднимается и катится вперед, чтобы уложить еще один набор блоков, когда вес поднимается.Чтобы завершить бег, яйцевой несушке требуется длинный участок чистой твердой земли, часто покрытый брезентом. Блоки остаются на месте до тех пор, пока они не будут достаточно отверждены, чтобы их можно было убрать на хранение. Поскольку эта операция обычно происходит снаружи, блоки должны быть покрыты пластиковыми листами, чтобы защитить их от непогоды.
Производительность яичной несушки зависит от размера лотка и скорости оператора. Однако это довольно медленно.
Крупногабаритное оборудование для изготовления блоков разнообразно и достаточно надежно. Типичный промышленный пресс для блоков может производить до 283 000 блоков за 9-часовую смену.
 Эти машины устанавливаются в помещении на складе. Большой миксер, обычно тарельчатый, смешивал свежий бетон, помещая его в большой бункер. Он подается на блок-пресс с лотком блок-форм. Здесь блоки вибрируют с высокой частотой и утрамбовывают сверху для обеспечения оптимального уплотнения.
Эти машины устанавливаются в помещении на складе. Большой миксер, обычно тарельчатый, смешивал свежий бетон, помещая его в большой бункер. Он подается на блок-пресс с лотком блок-форм. Здесь блоки вибрируют с высокой частотой и утрамбовывают сверху для обеспечения оптимального уплотнения.После объединения зеленые блоки выпускаются на конвейерную ленту, которая перемещает их в установку для отверждения. Когда отверждение завершено, блоки упаковываются и отправляются в конечный пункт назначения.
Как правило, прессы для яичных блоков требуют более влажных бетонных смесей, так как прилагаемое усилие уплотнения не такое высокое, как в промышленных условиях. Поскольку промышленные блочные прессы включают в себя мощное оборудование, они лучше работают с сухими бетонными смесями.
Какое оборудование необходимо для производства бетонных блоков
- Бахар
- Блог
- Просмотров: 9175
Beyazli Group Турецкий завод предлагает ряд точно спроектированных машин для производства бетонных блоков, которые известны своей бесперебойной работой и долгим сроком службы. Эти машины разработаны нашей опытной командой инженеров в соответствии с международными промышленными стандартами. Наши машины также используются для производства широкого спектра бетонных блоков, пустотелых блоков, блоков для мощения, блокировочного кирпича.
Эти машины многофункциональны и могут использоваться для производства сотен видов бетонных блоков. Вам останется только сменить форму. (Кстати, эта операция очень функциональна. Замена пресс-формы очень проста и удобна.). Вы можете производить бетонные блоки, кирпич для городского строительства, цветной бетонный кирпич для мощения тротуаров и дорожек, квадратный кирпич, натуральный экологически чистый кирпич, комплексные блоки с утеплителем, стандартный строительный кирпич и многое другое.
Данная продукция может успешно применяться во многих видах экономической деятельности. Он широко применяется в садоводстве, мощении, гидроизоляции, при строительстве аэропортов, речных каналов, облицовке, мощении площадок, дорог, причалов, окантовке газонов, строительстве и многих других целях.
Для производства бетонных блоков применяют цемент, песок, каменную пыль, крошку диаметром от 3 до 5 мм. Это самые распространенные материалы для производства всех видов бетонных блоков и кирпича.
Смешивая отдельные ингредиенты в разных пропорциях, мы можем получать различные типы блоков и кирпичей, в том числе пустотелые блоки.
Оборудование для производства строительных блоков или бетонных блоков имеет высокий уровень автоматизации, станок управляется с единого централизованного центра управления PLC. Линия работает очень надежно и стабильно, имеет компактную конструкцию, удобное обслуживание, высокую производительность и низкое энергопотребление.
 Все эти особенности сделали это оборудование одним из самых востребованных на мировом рынке.
Все эти особенности сделали это оборудование одним из самых востребованных на мировом рынке.НЕОБХОДИМОЕ ОБОРУДОВАНИЕ 8 м3 КОНВЕЙЕРНАЯ ЛЕНТА (8,5 м x 0,50 м x 8 мм) (ФИКСИРОВАННАЯ) КОНВЕЙЕРНАЯ ЛЕНТА (8,5 м x 0,50 м x 8 мм) (ФИКСИРОВАННАЯ) Чашечный смеситель 0,25 м³ (НИЖНЯЯ ТРАНСМИССИЯ – ИЗНОСОСТОЙКИЙ ЛИСТОВОЙ МЕТАЛЛ) ПЛАТФОРМА ОПЕРАТОРА СМЕСИТЕЛЯ 4/12 ПОЛУАВТОМАТИЧЕСКАЯ СИСТЕМА ДЛЯ РАСТВОРКИ ЭЛЕКТРИЧЕСКИЙ БЛОК КОНВЕЙЕРНАЯ ЛЕНТА (7,5 м x 0,50 м x 8 мм) (ФИКСИРОВАННАЯ) МАШИНА ДЛЯ ПРОИЗВОДСТВА БЕТОННЫХ БЛОКОВ PRS 400 ПОЛУАВТОМАТИЧЕСКАЯ (ОДИН БУНКЕР) ПЛАТФОРМА ОПЕРАТОРА СТАНКА 4/12 ПОЛУАВТОМАТИЧЕСКАЯ МАШИНА ГИДРАВЛИЧЕСКИЙ БЛОК 4/12 ПОЛУАВТОМАТИЧЕСКАЯ МАШИНА ЭЛЕКТРИЧЕСКИЙ БЛОК КОНВЕЙЕР ВЫХОДА ПРОДУКТА (РОЛИКОВАЯ СИСТЕМА)
Общий процесс производства бетонных блоков выглядит следующим образом:- Смеситель загружается цементом, песком, каменной крошкой специальным загрузчиком
- Эта смесь попадает на конвейерную ленту
- А потом прямо на станок по производству блоков.
 Он формирует и перемещает блоки
Он формирует и перемещает блоки - После этого готовые влажные изделия поступают на элеватор
- И готовая продукция транспортируется на склад
Эти машины делятся по мощности и уровню автоматизации. Ниже представлена наша полуавтоматическая машина для производства бетонных блоков Vess Eco 4.1. Он предназначен для стартапов с ограниченным бюджетом. Установка этой машины также проста, клиент может сделать это сам или мы можем бесплатно отправить инженера для установки машины. Если вам нужна дополнительная информация о бетонных блоках и о том, как они производятся, вы можете прочитать статью Машина для производства бетонных блоков на продажу.
Вы также можете посетить канал Vess на YouTube для просмотра видео.
Для получения дополнительной информации вы можете связаться с нашим отделом английского языка.
- 2.