Втулка закаленная для сверления
Артикул:
Текст:
Выберите категорию:
Все
—- Напрокат! ——
Выгодно! (ПРОМО)
Новинки
Наш INSTAGRAM
Подарочные сертификаты
Столы для электроинструмента
» •Набор для сборки фрезерного стола (DIY)
» •Готовые столы и столешницы
» Фрезерные столы INCRA
Все для изготовления стола
» Профили Т-Трек
» •• Пластины для установки инструмента
»» •••Для фрезера
»» •••Для пилы (лобзика)
»» •••Оснастка для пластин
» ••Угловые упоры
» ••Параллельные упоры
» ••Основание для фрезерных столов
» ••Кондукторы для фрезерного стола
» ► Позиционеры Incra Шипорезки Incra
» Фрезерование Kreg
» УПОРЫ И НАПРАВЛЯЮЩИЕ KREG
» ••Фрезерная оснастка
»» ••• Прижимы
»» ••• Копировальные кольца
»» ••• Переходные втулки (цанги)
»» ••• Доп.



 »» • Фигирей вертик.
»» • Мультипрофильные
»» • Комбинированные
»» • Фальцевые кромочные
»» • Галтельные фрезы
»» • Фрезы по ГКЛ
»» • Фрезы по ДСП
»» Ласточкин хвост
»» • Наборы фрез
»» • Насадные фрезы
»»» •• Фрезерные головки
»»» •• Кромочные
»»» •• Галтельные
»»» •• Микрошиповые
»» • Разметочный инструмент Энкор
»» • Втулки копировальные
» Фреза для врезания замков
Кондукторы
» • Сборка мебели
» • Приспособления для инструментов
» • Для ламината/плитки
» • Втулки для изготовления кондукторов
» Для нарезания шипов
» *Для складных метров
» Приспособления для пил
» Кондукторы Kreg
» Косой шуруп
»» БИТЫ и СВЕРЛА KREG
»» Скрытые соединения Kreg Jig
»» Заглушки мебельные
»» Саморезы для KREG Jig
»»» Мелкий шаг резьбы
»»» Крупный шаг резьбы
»»» Саморезы для KREG HD
»»» Наборы саморезов KREG
»»» Шурупы KREG Deck Jig
Оснастка
» • Оснастка для кондукторов
» Сверла
»» •• Спиральные
»» •• Сверла Форстнера
»»» ••• Твердосплавные
»»» ••• Обычные
»» •• Буры по бетону
» • Зенкеры
» Пилки для лобзика
»» для электр.
»» • Фигирей вертик.
»» • Мультипрофильные
»» • Комбинированные
»» • Фальцевые кромочные
»» • Галтельные фрезы
»» • Фрезы по ГКЛ
»» • Фрезы по ДСП
»» Ласточкин хвост
»» • Наборы фрез
»» • Насадные фрезы
»»» •• Фрезерные головки
»»» •• Кромочные
»»» •• Галтельные
»»» •• Микрошиповые
»» • Разметочный инструмент Энкор
»» • Втулки копировальные
» Фреза для врезания замков
Кондукторы
» • Сборка мебели
» • Приспособления для инструментов
» • Для ламината/плитки
» • Втулки для изготовления кондукторов
» Для нарезания шипов
» *Для складных метров
» Приспособления для пил
» Кондукторы Kreg
» Косой шуруп
»» БИТЫ и СВЕРЛА KREG
»» Скрытые соединения Kreg Jig
»» Заглушки мебельные
»» Саморезы для KREG Jig
»»» Мелкий шаг резьбы
»»» Крупный шаг резьбы
»»» Саморезы для KREG HD
»»» Наборы саморезов KREG
»»» Шурупы KREG Deck Jig
Оснастка
» • Оснастка для кондукторов
» Сверла
»» •• Спиральные
»» •• Сверла Форстнера
»»» ••• Твердосплавные
»»» ••• Обычные
»» •• Буры по бетону
» • Зенкеры
» Пилки для лобзика
»» для электр.
 стружка вверх
»»»» Серия AA
»»»» Серия A
»»»» Серия N
»»» Однозах. стружка вниз
»»»» Серия A
»»»» Серия AA
»»»» Серия N
»»» Двухзаходные
»»»» Серия N
»»»» Серия A
»»» Компрессионные
»»»» Однозаходные
»»»» Двухзаходные
»»»» Трехзаходные
»»»» Трехзаходные
»» 3D обработка
»»» Спиральные двухзаходные сферические
»»» Спиральные двухзаходные конусные сферические
»» Фрезы СМТ для 3D
»» Фрезы прямые Z3 с чистовым стружколомом
» Фрезы гравировальные
» Фрезы монолитные по пластикам и стеклопластикам
» Цанга ER20
» Доп.
стружка вверх
»»»» Серия AA
»»»» Серия A
»»»» Серия N
»»» Однозах. стружка вниз
»»»» Серия A
»»»» Серия AA
»»»» Серия N
»»» Двухзаходные
»»»» Серия N
»»»» Серия A
»»» Компрессионные
»»»» Однозаходные
»»»» Двухзаходные
»»»» Трехзаходные
»»»» Трехзаходные
»» 3D обработка
»»» Спиральные двухзаходные сферические
»»» Спиральные двухзаходные конусные сферические
»» Фрезы СМТ для 3D
»» Фрезы прямые Z3 с чистовым стружколомом
» Фрезы гравировальные
» Фрезы монолитные по пластикам и стеклопластикам
» Цанга ER20
» Доп. Принадлежности
» Детали станка Чпу
Изделия из фанеры/мдф
Оборудование
» • Строгальные
» • Станки шлифовальные
» • Токарные станки по дереву
» • Стружкоотсосы
» • Шланги для удаления стружки
» • Принадлежности к инструменту
» * Распиловочные
» Электроинструмент
»» Макита
»»» Настольные дисковые пилы
»»» Отрезные пилы по металлу
»»» Циркулярные ручные пилы
»»» Ленточные шлифмашины
»»» Циркулярные пилы
»»» Эксцентриковые шлифмашины
»»» Торцовочные пилы
»»» Станки
»»» Макита МТ(быт.
Принадлежности
» Детали станка Чпу
Изделия из фанеры/мдф
Оборудование
» • Строгальные
» • Станки шлифовальные
» • Токарные станки по дереву
» • Стружкоотсосы
» • Шланги для удаления стружки
» • Принадлежности к инструменту
» * Распиловочные
» Электроинструмент
»» Макита
»»» Настольные дисковые пилы
»»» Отрезные пилы по металлу
»»» Циркулярные ручные пилы
»»» Ленточные шлифмашины
»»» Циркулярные пилы
»»» Эксцентриковые шлифмашины
»»» Торцовочные пилы
»»» Станки
»»» Макита МТ(быт. )
»»» Фрезы Макита
»»» Щетки для брашировки
»»» Ножницы
»»» Рубанки
»»» Лобзиковые пилы
»»» Станки точильные
»»» Прямые шлифмашины
»»» Сабельные и столярные пилы
»» Станки
»» Шлифовальные станки
»» TRITON (австралия)
»» Фрезеры
Запчасти
Заготовки
» Пластик
» Копмозит
» Алюминий (лист)
» Заглушки
» Фанера
» Заготовки из мдф
Положение о программе лояльности
BOSCH / Зелёный
ЗD печать
)
»»» Фрезы Макита
»»» Щетки для брашировки
»»» Ножницы
»»» Рубанки
»»» Лобзиковые пилы
»»» Станки точильные
»»» Прямые шлифмашины
»»» Сабельные и столярные пилы
»» Станки
»» Шлифовальные станки
»» TRITON (австралия)
»» Фрезеры
Запчасти
Заготовки
» Пластик
» Копмозит
» Алюминий (лист)
» Заглушки
» Фанера
» Заготовки из мдф
Положение о программе лояльности
BOSCH / Зелёный
ЗD печать Обьем:
Все37 мл118 мл296 мл473 мл0,5 л946 мл1кг4,5 кг3,785 л3. 8л (4,6 кг)237 мл3,78 л355 мл540 гр15.14л (18,5 кг)13,24 л300 мл859 млнет20 кг8,14 л1 л250 мл20 литров500 мл750 мл
8л (4,6 кг)237 мл3,78 л355 мл540 гр15.14л (18,5 кг)13,24 л300 мл859 млнет20 кг8,14 л1 л250 мл20 литров500 мл750 мл
Модификация: Всеобычнаямаксимальная+ 1 лезвие+ 1 лезвие + нож+ 2 лезвиястальной барашекпластиковый барашекБЕЗ барашков!Р120Р150Р220Р240Р280Р320Р180Р127Р80Р100время схват. 25минвремя схват. 10минвремя схват. 45минна профиль 800 ммна профиль 600 ммна профиль 1200 ммнапрокат на 7 днейкупить с цинковым покрытиемкупить без покрытияТ-образныйП-образныйЗакаленная+ циркуль
Производитель:
Все3M АвстрияAllit ГерманияAssistent (Беларусь)BahcoBoschCMT (Тайвань)CMT ИталияDeWALTDeWaltFein (Германия)FiskarsIncra СШАIRWINKaproKnipex ГерманияKREG (США)KWB ГерманияMakitaMakita Corporation. 3-11-8, Sumiyoshi-cho, Anjo, Aichi 446-8502, Japan, ЯпонияRobert BOSCH GmbH, D-70771 Leinfelden, Max-Lang-Str. 40-46 Germany. ГерманияSOLA Messwerkzeuge GmbH, Unteres Tobel 25, A-6840, Gotzis, Austria. АвстрияStanleySTEINEL (Германия)TritonVeritas, КанадаWolfcraftWolfcraft ГерманияWolfcraft, ГерманияYato Роберт Бош ГмбХАвстрияАнглияБеларусьБельгияБРАЗИЛИЯВеликобританияВенгрияВьетнамГерманияГЕРМАНИЯЗАО «НЗСС»ИЗРАИЛЬИндияИрвинИспанияИТАЛИЯКАНАДАКИТАЙКитай (Макита для бренда Maktec)КореяЛатвияЛитваЛюксембургМАЛАЙЗИЯМЕКСИКАНидерландыООО «ИТО-Туламаш» г. Тула, ул. Мосина, д.2, 300002, РоссияООО «Мастери с удовольствием»ПОЛЬШАРоссияРумынияСделано в Китае для Kreg Tool CompanyСловакияСловенияСМТ ИталияСоединенные Штаты АмерикиСШАТАЙВАНЬТурцияФинляндияФранцияЦИЧАО «Коростеньский завод МДФ»ЧехияШВЕЙЦАРИЯШвецияЭнкорЭнкор ( Воронеж, РФ)Энкор (Россия)Энкор ВоронежЮжная КореяЯпония
Тула, ул. Мосина, д.2, 300002, РоссияООО «Мастери с удовольствием»ПОЛЬШАРоссияРумынияСделано в Китае для Kreg Tool CompanyСловакияСловенияСМТ ИталияСоединенные Штаты АмерикиСШАТАЙВАНЬТурцияФинляндияФранцияЦИЧАО «Коростеньский завод МДФ»ЧехияШВЕЙЦАРИЯШвецияЭнкорЭнкор ( Воронеж, РФ)Энкор (Россия)Энкор ВоронежЮжная КореяЯпония
Новинка: Вседанет
Спецпредложение: Вседанет
Результатов на странице: 5203550658095
Найти
Кондукторы для сверления | Инструменты
- для обычного сверления стандартных отверстий под любые соединители Rexroth
- опорные базовые поверхности и кромки для точного позиционирования отверстий
- фиксируемые
Кондукторы для сверления – паз 6 мм
- для сверления сквозных отверстий (ø5,8) для отвертки и винтов с внутренним шестигранником T25
- для сверления посадочных отверстий (ø8) для быстрозажимных соединителей
| Кондуктор для сверления | FS | № | Артикул |
| Паз 6 мм | FS1 | 3 842 537 556 | 3842537556 |
Материал: алюминий
Комплектность поставки: включая крепежные элементы (FS)
Кондукторы для сверления – паз 8 мм
- для сверления сквозных отверстий (ø7,8) для отвертки и винтов с внутренним шестигранником T40
- для сверления посадочных отверстий (ø11) для быстрозажимных соединителей
| Кондуктор для сверления | FS | № | Артикул |
| Паз 8 мм | FS2 | 3 842 528 577 | 3842528577 |
Материал: оцинкованная сталь с прозрачным хроматированием
Комплектность поставки: включая крепежные элементы (FS)
Кондукторы для сверления – паз 10 мм, модульный размер 45, 60
- для сверления посадочных отверстий (ø17) под болтовые соединители, быстрозажимные соединители и резьбовые втулки
- для сверления сквозных отверстий (ø9,8) для отвертки и винтов с внутренним шестигранником T50
- для зенкования (ø21) под пневматические соединения
| Кондуктор для сверления | FS | № | Артикул |
Паз 10 мм, мод. размер 45, 60 размер 45, 60 |
FS3 | 3 842 528 574 | 3842528574 |
Материал: оцинкованная сталь с прозрачным хроматированием
Комплектность поставки: включая крепежные элементы (FS)
Кондукторы для сверления – паз 10 мм, модульный размер 40, 50
- для сверления сквозных отверстий (ø9,8) для отвертки и винтов с внутренним шестигранником T50
- для сверления посадочных отверстий (ø17) под болтовые соединители, быстрозажимные соединители и резьбовые втулки
| Кондуктор для сверления | FS | № | Артикул |
| Паз 10 мм, мод. размер 40, 50 | FS3 | 3 842 530 400 | 3842530400 |
Материал: оцинкованная сталь с прозрачным хроматированием
Комплектность поставки: включая крепежные элементы (FS)
Кондукторы для сверления профиля, отпиленного по диагонали – паз 8 мм
- для посадочных отверстий (ø11) под изгибаемые быстрозажимные соединители
| Кондуктор для сверления | FS | № | Артикул |
Паз 8 мм – профиль, отпил. под углом под углом |
FS2 | 3 842 516 729 | 3842516729 |
Материал: оцинкованная сталь с прозрачным хроматированием
Комплектность поставки: включая крепежные элементы (FS)
Кондукторы для сверления профиля, отпиленного под углом – паз 10 мм
- для посадочных отверстий (ø17) под изгибаемые быстрозажимные соединители
| Кондуктор для сверления | FS | № | Артикул |
| Паз 10 мм – профиль, отпил. под углом | FS4 | 3 842 516 731 | 3842516731 |
Материал: оцинкованная сталь с прозрачным хроматированием
Комплектность поставки: включая крепежные элементы (FS)
Сделай себе кондуктор для сверления отверстий и собирай свою мебель!
При работе с ручной дрелью, иногда бывает сложно выдержать заданное направление отверстия. Также кондукторы применяются, если необходимо выполнить ряд аналогичных дырок по шаблону. Например, при столярных работах. В этом случае мастер не тратит время на разметку дерева, и гарантировано получает одинаковый результат.
Также кондукторы применяются, если необходимо выполнить ряд аналогичных дырок по шаблону. Например, при столярных работах. В этом случае мастер не тратит время на разметку дерева, и гарантировано получает одинаковый результат.
Кондуктор незаменим при сверлении дыр в трубах. Но основное применение — проход отверстий под заданным углом.
Рассмотрим различные варианты этого полезного приспособления:
Кондуктор для перпендикулярного сверления отверстий
Простой мебельный кондуктор для сверления отверстий при сборке мебели из металла. Подробности в видео материале
Назначение — получение проходов в толстых заготовках, строго под углом 90°. Представляет собой набор втулок в едином корпусе, или кронштейн со сменными рабочими насадками.
Установив приспособление над точкой сверления, можно начинать работу без предварительного накернивания. Сверло точно попадает в центр втулки и не отклоняется от оси.
Сверло точно попадает в центр втулки и не отклоняется от оси.
Важно! Единственная проблема — инструмент необходимо удерживать на заготовке, особенно в начале работы. Иначе от вибрации он может сместиться.
Такой кондуктор для сверления можно сделать своими руками. Используется толстый текстолит или твердое дерево. Идеальный вариант — применение втулок от экструдера для протяжки проволоки. Изношенные втулки можно найти на заводе.
Насадки для экструдера выполнены из легированной стали, с добавлением победита. Срок службы практически неисчерпаем.
Кондуктор для цилиндрических заготовок или труб
Сделать отверстие в покатой поверхности практически невозможно. Особенно тяжело начать процесс — кончик сверла соскакивает с заданной точки. Приспособление зафиксирует направление, и позволит выполнить работу с высокой точностью.
Регулируя длину фиксирующих болтов, можно просверлить отверстие по касательной в отношении центра. Если под рукой нет подобного инструмента, его можно изготовить из подручных материалов. Например, из бруска твердого дерева и полоски фанеры.
Например, из бруска твердого дерева и полоски фанеры.
Чтобы направляющие не так быстро разбивались острыми кромками сверла, их можно усилить гильзами из трубок разного диаметра.
Отдельного описания заслуживают мебельные кондукторы для сверления отверстий
Кондуктор для отверстий под углом
Такой тип сверления не очень распространен, однако есть способы крепления изделий между собой, когда без этой технологии не обойтись.
Фактически, отверстие проделывается по касательной, что практически нереально выполнить, удерживая дрель руками.
Важно! В металлических деталях такие углубления можно выполнить только с помощью фрезы.
А для деревянных заготовок существует готовый комплект.
Любой столяр знаком с таким способом сверления, профессионалы используют это приспособление постоянно. Работать с кондуктором несложно: выставляется высота сверления, заготовка плотно прижимается к упору, и вы получаете точные косые отверстия.
На сверло обязательно надевается упор-ограничитель, иначе отверстие получится сквозным. Тогда головка шурупа будет проваливаться. Кроме того, такой крепеж лучше делать с помощью особого сверла, с двойным диаметром.
Тогда головка шурупа будет проваливаться. Кроме того, такой крепеж лучше делать с помощью особого сверла, с двойным диаметром.
Самостоятельно такое приспособление изготовить сложно. Хотя есть простые варианты, не отличающиеся особой точностью.
Есть отдельный тип приспособлений: для сверления под углом с регулируемым наклоном. Это специфический кондуктор, который подходит не для всех заготовок.
Указанный выше тип крепежа, подходит лишь для массива. Прессованные плиты так не соединить.
Поэтому такой кондуктор не подойдет для сверления отверстий в ДСП. Для сборки цапф и других компонентов мебели из оргалита, применяется шкантовый крепеж.
Кондуктор отверстий под шканты
Приспособление предназначено для того, чтобы соблюсти соосность отверстий. Иначе вы не сможете установить шипы. Прикладывая кондуктор к обеим соединяемым деталям, вы обеспечите идеальную стыковку.
Если вы решите сделать подобный кондуктор своими руками, искать чертежи не обязательно. Представляем два варианта прекрасно работающих самоделок:
Представляем два варианта прекрасно работающих самоделок:
Накладной шаблон
Изготовить его очень просто. Достаточно небольшого кусочка фанеры, и листа оргалита. С помощью такого приспособления вы всегда сможете просверлить пару соосных отверстий для шкантов.
Оргалит (или другой прозрачный пластик) надо разметить, и насверлить калибровочных отверстий. С их помощью вам проще будет установить шаблон на нужное место. В отверстия надо забить тонкостенные латунные трубки. Иначе сверло по дереву быстро разрушит направляющие.
Важно! Такое приспособление подходит лишь для заготовок фиксированной ширины.
Тогда шипы будут расположены по центру торца. Для дерева других размеров, необходимо сделать отдельные направляющие, или универсальный шаблон кондуктор.
Самоцентрующийся кондуктор
Если вы не изготавливаете мебель с использованием стандартных панелей, нужен универсальный инструмент. Его также можно сделать своими руками, причем материалы буквально валяются под ногами.
Чтобы изготовить такой кондуктор для сверления отверстий вам понадобится чертеж и базовые знания геометрии. Используемые материалы: кусок фанеры 15-18 мм, тонкостенная трубка, подходящая под сверло, несколько шкантов, и металлическая полоска для плеч параллелепипеда.
Делаем три одинаковые детали: в середине отверстие, армированное трубкой, с нижней стороны симметрично расположены упорные ножки из шкантов. Важно, чтобы все три составляющие были абсолютно идентичными.
Из металла нарезаем три одинаковых плеча с симметрично расположенными отверстиями. Именно они определяют линейность отверстий кондуктора.
Выпиливаем пазы в трех заготовках, и соединяем их с помощью металлических плеч. Приспособление работает не хуже фабричного, при фактически нулевой стоимости.
Еще один способ соединения мебели – использование так называемого конфирмата. Для этого нужен отдельный инструмент.
Изготовление самоцентрирующегося кондуктора — видео
Кондуктор под конфирмат – разновидности и возможность изготовления
Разумеется, такое приспособление есть в продаже, причем достаточно удобное и универсальное. С его помощью производится перфорация первой детали заготовки.
Вторая деталь заготовки должна иметь два ряда перпендикулярных отверстий. Для этого разработана иная конструкция.
Разумеется, домашние мастера легких путей не ищут, и делают мебельный шаблон кондуктор для сверления отверстий своими руками. Причем он не обязательно должен быть универсальным, вы можете приспособить его под конкретный тип стыка мебельных панелей.
Важно! Любой универсальный прибор создан для экономии средств.
Сделать ошибку в сверлении при большом количестве лишних отверстий – проще простого.
Поэтому, при самостоятельном изготовлении шаблонов, делайте их узко профильными.
Пусть вас не смущают отверстия одного размера. Конфирмат, как правило, выпускается по определенным стандартам. Поэтому диаметр сверления единый.
Конфирмат, как правило, выпускается по определенным стандартам. Поэтому диаметр сверления единый.
Как сделать кондуктор для сверления отверстий под крепеж, мы разобрали. При сборке деревянных конструкций и установке дверей / окон, используются шарнирные соединения. Их крепления должны быть также стандартизованы и синхронны между собой. Чтобы не ошибиться с разметкой, применяется кондуктор для отверстий под петли.
Установить стандартный мебельный шарнир без этого шаблона, практически нереально.
Вывод:
Любые приспособления, с помощью которых можно стандартизировать разметку, или сверление отверстий, на порядок повышают качество работ. Кроме того, приобретение (изготовление) кондукторов позволяют сэкономить массу времени при столярных работах.
About sposport
View all posts by sposport
Загрузка…Мебельный кондуктор для сверления отверстий, правила использования
Приспособлением для подготовки отверстий в изделиях является мебельный кондуктор для сверления отверстий, который широко применяется при изготовлении различных конструкций. Изготавливаются из металла, ДСП, массива и других строительных материалов. Кондуктор, являющийся проводником для сверлящего инструмента, возможно сделать самостоятельно. Применение этого приспособления облегчает труд при желании сделать мебель домашнему мастеру. Свою роль он прекрасно выполняет при сборке мебели, состоящей из отдельных блоков.
Изготавливаются из металла, ДСП, массива и других строительных материалов. Кондуктор, являющийся проводником для сверлящего инструмента, возможно сделать самостоятельно. Применение этого приспособления облегчает труд при желании сделать мебель домашнему мастеру. Свою роль он прекрасно выполняет при сборке мебели, состоящей из отдельных блоков.
Назначение
Данное приспособление требуется чтобы направить сверло с высокой точностью в заданное место, обеспечив при этом прямоту и точность его прохождения по всей глубине просверливания отверстия. Работая с ручной дрелью, довольно сложно выдерживать заданное направление. При необходимости выполнять ряд отверстий на определенном расстоянии друг от друга приходится делать разметку для каждого из них. В шаблоне для мебели имеются сквозные отверстия для вхождения сверла, места которых соответствуют чертежу изделия.
При отсутствии кондуктора приходится прибегать к более трудоемкому способу – накерниванию разметочных линий. Керн – это углубление на поверхности при ударе молотком по специальному конусу, называемому кернером. При установке кондуктора над заданной точкой начинать работать можно без накернивания. Сверло попадет в нужную точку точно и не отклоняется от заданного направления.
При установке кондуктора над заданной точкой начинать работать можно без накернивания. Сверло попадет в нужную точку точно и не отклоняется от заданного направления.
Кондуктор применяют на стадии сборки, крепежа фурнитуры и при иных технологических операциях. При необходимости выполнения нескольких рядов отверстий по шаблону кондуктор значительно экономит время. Практически незаменимым кондуктор бывает, когда отверстия планируются в закругленной форме. Конец сверла при нажатии соскакивает с обозначенного чертежом места. Кондуктор фиксируется на детали и точно выполняет работу.
Практически для любой мебели кроме деревянной используют металлические конструкции. Часто они представляют собой трубы, сквозь которые необходимо просверлить ряд отверстий. В этом случае при изготовлении кондуктора особое внимание следует уделить надежному креплению его на металлической трубе. Как правило, угол при сверлении должен составлять 90˚. Более редкий и трудный вариант – сверление «наискось». При этом следует делать регулировку длины фиксирующих элементов. Сверлить по касательной невозможно, просто держа дрель в руках. Работа с использованием кондуктора для мебели делает этот процесс несложным. Следует выставить высоту. При этом заготовку плотно прижимают к упору. Отверстия получаются точными и под требуемым углом.
При этом следует делать регулировку длины фиксирующих элементов. Сверлить по касательной невозможно, просто держа дрель в руках. Работа с использованием кондуктора для мебели делает этот процесс несложным. Следует выставить высоту. При этом заготовку плотно прижимают к упору. Отверстия получаются точными и под требуемым углом.
Мебельный кондуктор для сверления следует придерживать на детали, как бы хорошо он не был бы закреплен. Особенно это стоит делать вначале. Иначе существует вероятность смещения от вибрации.
Существенным достоинством применения проводника шаблона для мебельных изделий является то, что отверстия получаются соосными. При применении проводника отпадает необходимость делать расчет и размечать места для отверстий. Это понижает трудоемкость и уменьшает время работы.
Даже простое приспособление в виде планки с упором намного облегчает и ускоряет процесс изготовления однотипных отверстий
Разновидности
Существующие типы кондукторов:
- накладные — их крепят на деталь, для которой он изготовлялся.
 При необходимости фиксируют струбцинами;
При необходимости фиксируют струбцинами; - поворотные — они предназначаются для сверления в цилиндрических поверхностях. Они оснащены различными осями поворота. Это позволяет работать под различными углами. На корпусе кондуктора имеются втулки, задающие направление;
- опрокидываемые — нужны при необходимости создать за одну установку несколько отверстий, расположенных в разных плоскостях;
- скользящие — проводник такого типа закрепления не требует. Его прикладывают к нужному участку поверхности. Это возможно в том случае, когда нет необходимости сверлить в точном месте. Для каждого отверстия применение происходит отдельно;
- универсальные — удобны способностью переналадки, что важно для мелкосерийного производства.
Наиболее часто применяемыми являются накладные кондукторы из нетяжелых материалов. Их легко устанавливать на поверхность в предусмотренном месте. С помощью накладных шаблонов можно сверлить отверстия в деталях из ДСП, плитах МДФ. Одним из вариантов является накладной кондуктор, имеющий револьверную головку. Поворотный вид подходит для деталей усложненной формы. Универсальные можно выбирать под евровинты, рафикс и так далее.
Поворотный вид подходит для деталей усложненной формы. Универсальные можно выбирать под евровинты, рафикс и так далее.
Накладной
Опрокидываемый
Сверловочный
Универсальный
Правила применения
Кондукторы для мебели помогают избежать главной проблемы при работе – попадания сверла в деталь под неправильным углом. Эта ошибка зачастую может вызвать сложности при исправлении или даже отправить деталь в брак. Применение проводника шаблона при сверлении отверстий позволяет грамотно ориентировать инструмент на заданное место и не дает ему сбиться с направления. Отверстия выполняются для соединения блоков мебели и для размещения фурнитуры.
Если отверстие не сквозное, то на сверло следует надевать специальный упор — ограничитель. Иначе головка шурупа начнет проваливаться в сквозное отверстие. Если сверлим под заданным углом, то регулировать наклон поможет специфичный кондуктор.
Успешное применение шаблонов кондукторов возможно при надежном закреплении. Наиболее популярным способом крепления является применение струбцин. Такой вспомогательный инструмент изготавливается из металла или дерева. Струбцины, применяемые для крепления кондукторов для мебели, также могут быть изготовлены самостоятельно.
Наиболее популярным способом крепления является применение струбцин. Такой вспомогательный инструмент изготавливается из металла или дерева. Струбцины, применяемые для крепления кондукторов для мебели, также могут быть изготовлены самостоятельно.
Другим способом крепления проводника являются пружинные упоры. Они прижимают кондуктор к поверхности детали за счет упругости. В качестве упора может подойти пружина, имеющая необходимое усилие. Еще одним способом фиксации является применение саморезов. Их ввинчивают в деталь, вследствие чего кондуктор удерживается от перемещения за счет сил трения.
Как сделать самостоятельно
На рынке строительных товаров существует достаточное количество проводников шаблонов для изготовления мебели. Среди домашних умельцев, занимающихся изготовлением мебели собственными руками, или рабочих мебельных цехов наиболее популярными являются:
- «Assistant» – устройство для разметки, обладающее многочисленными функциями;
- «Dubel-Profi» – проводник, в комплект которого входит несколько приспособлений в виде зажимов и линеек, что делает работу более удобной;
- «Кондор» – кондуктор, оснащенный возможностью позиционирования и имеющий различные втулки.

Удобными и многофункциональными являются мебельные кондукторы от производителя «Черон».
Assistant
Dubel-Profi
Кондор
Домашние мастера, увлекающиеся изготовлением мебели, наверняка примут решение об изготовлении кондуктора собственноручно. Для них это будет привычной работой, но более быстрой и легкой. Для изготовления проводников, которыми являются кондуктора, потребуется деревянный брусок или металлический лист. В зависимости от этого, следует приготовить инструменты для работы. Кондуктор не обязательно надо делать универсальным. Иногда проще изготовить несколько проводников для сверла, каждый из которых будет применяться для разных целей.
Несложную модель возможно изготовить из материалов, имеющихся в доме. Ими могут быть: арматура, пластины из металла. Это позволит сэкономить свои средства. Изготовление кондуктора зависит от его вида. Необходимость его изготовления может возникнуть, когда сверлить потребуется нестандартные отверстия.
Перед началом изготовления проводника следует выполнить его чертеж. Существуют мебельные стандарты, которые регулируют расположение отверстий. При составлении чертежа следует их придерживаться.
Набором материалов и инструментов являются:
- лист металла или деревянный брусок;
- дрель;
- аппарат для сварки;
- набор слесарных инструментов;
- углошлифовальная машина;
- плоскогубцы;
- набор отверток;
- втулки;
- наждачная бумага;
- болгарка или ножовка по металлу;
- арматура;
- сварочный аппарат, который необходим при изготовлении усложненных конструкций.
При дополнительных требованиях недостающие детали и оборудование можно приобрести.
Этапы изготовления кондуктора для мебели:
- приготовить заготовку и зачистить ее;
- от арматуры, имеющей квадратный профиль, сечением приблизительно 10 х 10 мм, отрезать куски необходимой длины. Использовать можно ножовку по металлу или болгарку;
- центры отверстий располагаются на расстоянии 8 мм от края плиты.
 Это указано в стандартах по изготовлению мебели;
Это указано в стандартах по изготовлению мебели; - согласно этим нормам отверстия располагают с шагом 32 мм друг от друга. Диаметр этих отверстий составляет 5 мм;
- использование кондуктора будет более удобным, если его оснастить упорами, в том числе поворотными. Для этого понадобится металлическая пластина размером 1х25 мм, которую надо согнуть под углом 90˚ и затем зафиксировать на изготовленном приспособлении;
- зафиксировать специальными зажимными приспособлениями – струбцинами отдельные части конструкции;
- соединить нужные части, используя резьбовой крепеж.
При пользовании мебельными проводниками образуется большое количество пыли. Чтобы она не мешала работе, конструкцию кондуктора дополняют небольшим поддоном. При сверлении стружка и мелкие частицы будут скапливаться там.
Мебельный шаблон кондуктор для сверления отверстий включает следующие части:
- угловые элементы корпуса, накладываемые поверх поверхности детали. Они соединяются с помощью шкантов, нагелей или конфирматов;
- направляющие втулки, в которые будет входить сверлящий инструмент;
- зажимы и фиксаторы.
 Их располагают с торцевой поверхности кондуктора для изготовления мебели.
Их располагают с торцевой поверхности кондуктора для изготовления мебели.
При желании изготовить мебельный кондуктор самостоятельно, домашний мастер должен продумать, какие варианты встречаются у него наиболее часто. Чтобы не изобретать каждый раз новый вариант и не тратить на это время и деньги, имеет смысл изготовить кондуктор, который будет максимально универсальным именно для его рода деятельности.
Выбирая детали для конструкции, надо следовать указаниям нормативных материалов. Подбирая уголок, следует учесть, что согласно ассортименту ГОСТ 8510 наименьшие допускаемые размеры – 63×40×8 мм. Если полка обладает толщиной 8 мм, то на ней можно поместить втулку для правильного направления диаметром не более шесть мм. Диаметр отверстия в кондукторе при этих условиях должен быть менее 4 мм. Этот размер является нормальным.
При конструировании втулки ее размеры можно взять из ГОСТа 9941 или ГОСТа 9940 для цельносварных. Стоит подбирать трубу согласно диаметру внутреннего отверстия. Длину втулки выбирают не менее удвоенной высоте высверливаемого отверстия. Посадка втулки выбирается с натягом. Сколько будет отверстий и расстояние, на котором они располагаются, зависит от конкретного изделия. Хорошим вариантом является использование втулок от экструдера, используемого для протяжки проволоки. Материалы таких насадок – легированная сталь, в которую добавляется металл «победит». Срок службы их практически бесконечен.
Длину втулки выбирают не менее удвоенной высоте высверливаемого отверстия. Посадка втулки выбирается с натягом. Сколько будет отверстий и расстояние, на котором они располагаются, зависит от конкретного изделия. Хорошим вариантом является использование втулок от экструдера, используемого для протяжки проволоки. Материалы таких насадок – легированная сталь, в которую добавляется металл «победит». Срок службы их практически бесконечен.
Видео
Кондукторы для разметки и сверления отверстий в опорных полках фундаментов, в торцах кронштейнов, мортир и наклепышей
Универсальный кондуктор для разметки отверстий в опорных полках механизмов и фундаментов с соблюдением установленных допусков (рис. 181) состоит из двух жестких рам— продольной 1 и поперечной 5. Продольная рама имеет неподвижную 2 и подвижную 3 опоры для установки на размечаемой поверхности кондуктора; эта рама является направляющей для перемещения каретки 4. Поперечная рама снабжена сменными шаблонами 6 с отверстиями и может перемещаться вдоль продольной рамы совместно с кареткой, а в направлении, перпендикулярном оси продольной рамы,— по направляющим втулкам (в каретке). На верхних поверхностях продольной и поперечной рам укреплены линейки со шкалами.
181) состоит из двух жестких рам— продольной 1 и поперечной 5. Продольная рама имеет неподвижную 2 и подвижную 3 опоры для установки на размечаемой поверхности кондуктора; эта рама является направляющей для перемещения каретки 4. Поперечная рама снабжена сменными шаблонами 6 с отверстиями и может перемещаться вдоль продольной рамы совместно с кареткой, а в направлении, перпендикулярном оси продольной рамы,— по направляющим втулкам (в каретке). На верхних поверхностях продольной и поперечной рам укреплены линейки со шкалами.
Рис. 181. Универсальный кондуктор для разметки отверстий.
Разметку отверстий на опорных полках фундаментов выполняют непосредственно по размерам с чертежа. Эта операция заключается в следующем. На фундамент кернером наносят его продольную ось, затем устанавливают на фундамент кондуктор, и его ось совмещают с осью фундамента, кондуктор крепят к фундаменту струбциной. В поперечном направлении съемный шаблон 6 сдвигают в одну сторону фундамента и устанавливают на соответствующую его полку. При этом расстояние между осями шаблона и кондуктора должно быть равно половине расстояния (указано в чертеже) между осями двух рядов отверстий обеих полок фундамента. В продольном направлении кондуктора каретку 4 устанавливают в нулевое положение, после чего намечают ось первого отверстия (при жестком креплении) или нескольких отверстий (при креплении на амортизаторах). Перемещая каретку вдоль рамы 1 на соответствующее расстояние (указано в чертеже), намечают на одной из полок фундамента центры остальных отверстий. После разметки отверстий на одной из полок каретку вновь устанавливают в нулевое положение. Затем второй съемный шаблон сдвигают на другую полку фундамента, и процесс разметки повторяется. Сделав разметку в фундаменте, сверлят отверстия.
При этом расстояние между осями шаблона и кондуктора должно быть равно половине расстояния (указано в чертеже) между осями двух рядов отверстий обеих полок фундамента. В продольном направлении кондуктора каретку 4 устанавливают в нулевое положение, после чего намечают ось первого отверстия (при жестком креплении) или нескольких отверстий (при креплении на амортизаторах). Перемещая каретку вдоль рамы 1 на соответствующее расстояние (указано в чертеже), намечают на одной из полок фундамента центры остальных отверстий. После разметки отверстий на одной из полок каретку вновь устанавливают в нулевое положение. Затем второй съемный шаблон сдвигают на другую полку фундамента, и процесс разметки повторяется. Сделав разметку в фундаменте, сверлят отверстия.
Точность расположения осей отверстий после сверления их в фундаменте пневматической машиной по разметке с применением универсального кондуктора составляет 0,3 мм.
Универсальный кондуктор для сверления отверстий в опорных полках судовых фундаментов под вспомогательные механизмы, устройства и аппаратуру (рис. 182) представляет собой Г-образную кондукторную плиту 2 с двумя пазами, выполненными под прямым углом. Плита изготовлена из бакелитовой фанеры. В пазах расположены подвижные кондукторные втулки 1. Каждая втулка состоит из корпуса 5, прижимной гайки 8 со шлицами для торцевого ключа, сменной кондукторной втулки 7 и стопорного винта 3. На кондукторной плите и на корпусах подвижных втулок нанесены риски, указывающие положение осевых линий пазов плиты Количество сменных кондукторных втулок, приходящихся на каждую подвижную втулку, зависит от диаметров отверстий, которые будут сверлиться с помощью данного кондуктора.
182) представляет собой Г-образную кондукторную плиту 2 с двумя пазами, выполненными под прямым углом. Плита изготовлена из бакелитовой фанеры. В пазах расположены подвижные кондукторные втулки 1. Каждая втулка состоит из корпуса 5, прижимной гайки 8 со шлицами для торцевого ключа, сменной кондукторной втулки 7 и стопорного винта 3. На кондукторной плите и на корпусах подвижных втулок нанесены риски, указывающие положение осевых линий пазов плиты Количество сменных кондукторных втулок, приходящихся на каждую подвижную втулку, зависит от диаметров отверстий, которые будут сверлиться с помощью данного кондуктора.
Рис. 182. Универсальный кондуктор для сверления отверстий в опорных полках фундаментов.
Поверхности головок подвижных втулок и шайб, сопрягаемые с плитой, имеют насечку. Параллельно внутренним кромкам пазов кондукторной плиты расположены рейки, исключающие возможность прогиба плиты при закреплении кондуктора на опорных полках фундамента струбцинами. Наружные кромки подкрепляют вкладышами.
Наружные кромки подкрепляют вкладышами.
Длину пазов в доске, определяющую габариты кондуктора, устанавливают в зависимости от расстояния между крайними отверстиями на полке фундамента в одном ряду и между рядами отверстий фундамента. Настраивают кондуктор по установочной плите 4, в которой высверливают отверстия по отверстиям в опорных лапах или основаниях механизмов. Допуск на расстояние между отверстиями в установочной плите ±0,2 мм. Отверстия, относящиеся к одному механизму, соединяют контурной линией и маркируют индексом механизма. Для фиксирования положения подвижных втулок при настройке кондуктора по установочной плите на каждый диаметр отверстия изготовляют комплект фиксирующих штырей 6.
Кондуктор настраивают следующим образом. На линию, определяющую положение осей отверстий механизма, кондуктор устанавливают так, чтобы три основных отверстия установочной плиты сначала были зафиксированы штырями кондукторных втулок А, Д, Ж. После закрепления этих втулок к соответствующим отверстиям плиты подводят, фиксируя штырями, втулки Б, В, Г, Е. На опорных полках фундамента размечают осевую линию одного ряда отверстий и центр крайнего отверстия.
На опорных полках фундамента размечают осевую линию одного ряда отверстий и центр крайнего отверстия.
Затем кондуктор устанавливают на фундамент и риски на кондукторных втулках совмещают с осевой линией ряда отверстий на фундаменте. При этом совмещается поперечная осевая линия втулки А с осевой линией крайнего отверстия, и кондуктор можно закрепить струбцинами на фундаменте. Просверлив отверстия первого и второго рядов, кондуктор снимают с фундамента и устанавливают для сверления параллельных рядов отверстий. При этом отверстие во втулке Д, расположенной в продольном пазу кондукторной плиты, совмещается с высверленным отверстием второго ряда во втулке Ж, а кондуктор фиксируется установкой штырей во втулки Д и Ж. Остальные отверстия параллельных рядов сверлят аналогично.
Механизмы, у которых отверстия в опорных фланцах расположены без соблюдения взаимной перпендикулярности рядов, требуют настройки двух кондукторных плит Г-образной конструкции.
Отверстия в торцах кронштейнов, мортир и наклепышей также целесообразно выполнять с помощью кондуктора. Кондукторы (рис. 183, а, б, в) состоят из сварного корпуса 1, затяжных болтов 2, кондукторной втулки 3, установочного штыря 4, гайки 5 и шайбы 6. При креплении кондуктора к торцу кронштейна головки затяжных болтов заводятся в выточку кронштейна и удерживают корпус кондуктора при помощи гаек. После сверления первого отверстия через кондукторную втулку в него вставляют штырь 4, предохраняющий корпус кондуктора от смещения при сверлении остальных отверстий. Аналогично крепят кондуктор к торцам мортиры и наклепыша. При сверлении отверстий по кондуктору исключается запрессовка втулок для разметки отверстий.
Кондукторы (рис. 183, а, б, в) состоят из сварного корпуса 1, затяжных болтов 2, кондукторной втулки 3, установочного штыря 4, гайки 5 и шайбы 6. При креплении кондуктора к торцу кронштейна головки затяжных болтов заводятся в выточку кронштейна и удерживают корпус кондуктора при помощи гаек. После сверления первого отверстия через кондукторную втулку в него вставляют штырь 4, предохраняющий корпус кондуктора от смещения при сверлении остальных отверстий. Аналогично крепят кондуктор к торцам мортиры и наклепыша. При сверлении отверстий по кондуктору исключается запрессовка втулок для разметки отверстий.
Рис. 183. Кондукторы для сверления отверстий: а — в торцах кронштейнов; б — в торцах мортир; е — торцах наклепышей.
Приспособления для сверления и расточки
Фиг. 703. Накладной кондуктор для сверления 14 отверстий.
Фиг. 704. Универсальный кондуктор для сверления валиков.
Для сверления и расточки применяются приспособления, называемые кондукторами; эти приспособления бывают различных видов в зависимости от назначения и типа конструкции. Различают кондуктора накладные , поворотные, ящичные, сборные , универсальные.
Рассмотрим эти типы кондукторов с указанием способов применения их и действия.
На фиг. 703 показан простой накладной кондуктор а для сверления 14 отверстий во фланце литого изделия А.
Крепление кондуктора производится двумя крючкообразными прижимами с, закрепляемыми гайками d. По бокам кондуктора предусмотрены планки b для фиксирования кондуктора на изделии в поперечном направлении.
На фиг. 704 изображён универсальный кондуктор для сверления валиков.
Центрирование валиков производится призмой А. Болт В служит упором в продольном направлении. Передвигающаяся стойка D закрепляется гайками с на определённом расстоянии от конца упорного болта В. Крепление валика производится скобой с болтами или специальной планкой, пристроенной к столу станка.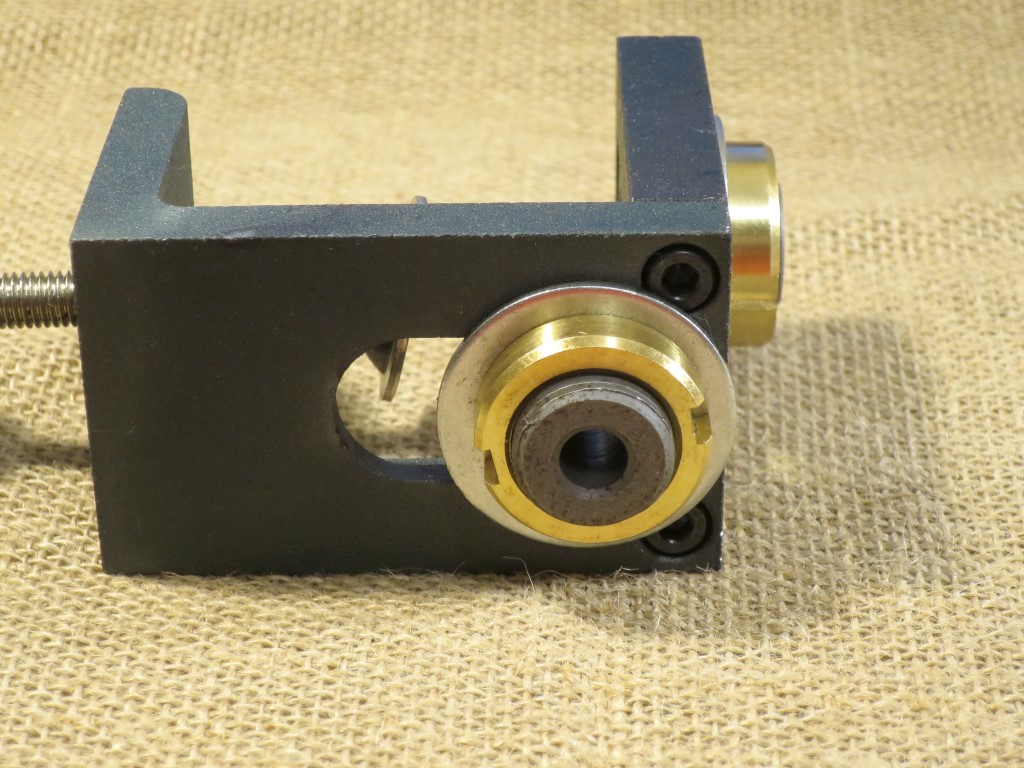
Фиг. 705. Универсальный кондуктор.
Фиг. 706. Нормальный быстродействующий пружинный кондуктор.
На фиг. 705 изображён универсальный кондуктор,
состоящий из самоцентрирующего трёхкулачкового патрона, в котором обрабатываемое изделие зажимается и одновременно центрируется.
Патрон привёрнут болтами к вращающемуся диску 1, на котором укреплён делительный диск 2 с 24 делениями; при помощи этого диска можно сверлить отверстия, расположенные по окружности. Деление осуществляется защелкой 3, которая закреплена в стойке 4 и защёлкивается сама под действием пружины 5. Кондукторная направляющая втулка находится в кронштейне 6, передвигающемся но вертикальным направляющим стойки 7 и устанавливаемом в зависимости от высоты изделия; эта втулка в свою очередь может перемещаться но горизонтальным направляющим при помощи винта 8. Расстояние от втулки до оси патрона устанавливается по линейке, закреплённой на направляющих.
При нулевом положении стойки ось кондукторной втулки совпадает с осью патрона.
В серийном производстве широко применяются нормальные быстродействующие кондуктора. Преимущество их заключается в быстроте зажима и универсальности, заключающейся в том, что кондуктор можно легко приспособить под любую деталь, для чего требуется переменить нижнюю установочную плиту для изделия.
Иногда кроме нижней необходимо переменить и верхнюю кондукторную плиту; самый же корпус остаётся без изменений.
Для мелких деталей применяется нормальный быстродействующий пружинный кондуктор (фиг. 706), в котором верхняя кондукторная плита 2 прижимает и центрирует изделие, опускаясь вниз при помощи рукоятки, повёртывающей кривошипный валик 3; валик, перемещая тягу 4, сжимает пружину.
При обратном повороте рукоятки пружина поднимает кондукторную плиту, и деталь освобождается. Изделие устанавливается на специальное основание, которое привёртывается к корпусу 1.
Фиг. 707. Детали нормального кондуктора с рейкой.
Фиг. 708. Быстродействующий замок типа Шварц.
Для изделий средних размеров кондуктора отличаются тем, что прижим изделия происходит без пружин, а при помощи зубчатого валика А, вращающегося от рукоятки и перемещающего две вертикальные зубчатые рейки В (фиг. 707), соединённые с верхней кондукторной плитой С; плита С, прижимая изделия, не может отходить сама вверх благодаря применению специальных быстродействующих замков.
На фиг. 708 показан быстродействующий замок типа Шварц .
На зубчатый валик 1 насаживается па шпонке 2 кулачок 3; в профрезерованные уступы 4 кулачка вставляются три ролика 5, находящиеся одновременно в прорезах 6 стакана 7, составляющего одно целое с шестигранной гайкой 8; при повороте гайки ролики передают давление на плоскости кулачка, вращая его и валик 1 и опуская при этом вниз рейки и кондукторную плиту.
При зажиме изделия плитой кулачок останавливается, и ролики заклиниваются, препятствуя обратному вращению кулачка.
При окончании операции для освобождения изделия рукоятка вращает гайку 8 в обратном направлении; гайка прорезами стакана перемещает ролики 5 в противоположную сторону, а ролики перемещают кулачок 3, зубчатый валик рейки и кондукторную плиту.
Фиг. 709. Применение нормального быстродействующего кондуктора.
Фиг. 710. Нормальный кондуктор для сверления 6 отверстий во фланце валика.
Применение нормального быстродействующего кондуктора для сверления отверстия в валике перпендикулярно профрезерованному пазу показано на фиг. 709; валик центрируется призмой 1 и фиксируется качающейся планкой 3, закреплённой в стойке 2, которая одновременно служит продольным упором для изделия.
Планка 4 прижимает изделие к призме. Другой пример применения нормального кондуктора для сверления шести отверстий во фланце валика приведён па фиг. 710. Центрирование и прижим валика производятся центром, укреплённым в верхней кондукторной плите.
Если длина валика превышает размеры кондуктора, то для него привёртывается специальная чугунная подставка.
Удобство применения нормальных кондукторов можно видеть из следующих примеров.
Фиг. 711. Кондуктор для нажимного рычага.
Фиг. 712. Нормальный кондуктор для сверления отверстий.
На фиг. 711 показан кондуктор для сверления отверстий в нажимном рычаге . Центрирование и закрепление изделия производится специальной втулкой Г, которая на резьбе вставлена во втулку Д; направление создаётся цилиндрической частью втулки Г; А — корпус кондуктора, Б — опорная втулка, В — штифт для установки детали.
Неудобство завёртывания втулки Г и возможность быстрой потери точности, имеющие место в этом кондукторе, устранены в нормальном кондукторе (фиг. 712), аналогичном предыдущему, в котором изделие — фланец — центрируется и зажимается втулкой Л, находящейся в верхней кондукторной плите.
Изделие устанавливается на специальную подставку с тремя штифтами, служащими для предварительной ориентировки изделия.
Фиг. 713. Кондуктор для сверления отверстий в подшипнике.
Фиг. 714. Нормальный кондуктор для сверления отверстий в подшипнике.
На фиг. 713 показан кондуктор для сверления двух отверстий в подшипнике. Для установки изделия кондуктор А необходимо перевернуть, накинуть планку Б и прижать её гайкой болта В.
При сверлении усилие сверла действует на поддерживающую планку Б , что является недостатком кондуктора, так как возможно ослабление гайки; Г и Д — винты для установки детали в продольном направлении.
Для этой же детали нормальный кондуктор (фиг. 714) значительно удобнее предыдущего; при установке детали его не требуется повёртывать; усилие от сверла действует на неподвижную опору; центрирование значительно проще, чем планкой в предыдущем кондукторе.
Фиг. 715. Нормальный кондуктор для сверления центрального отверстия.
Фиг. 716. Нормальный кондуктор для сверления 4 отверстий.
Применение нормального кондуктора для сверления центрального отверстия приведено на фиг. 715. Центрирование производится нижней подставкой и верхней втулкой, имеющими скошенные края для облегчения центрирования; втулка закреплена в верхней кондукторной плите и служит также для зажатия шестерни.
На фиг. 716 показан нормальный кондуктор для сверления четырёх отверстий в той же шестерне, но с центрированием по обработанному отверстию. Нижний штырь входит в отверстие с зазором 0,5 мм и служит для предварительного центрирования, а верхний даёт точное центрирование и прижимает шестерню. Верхний штырь и все направляющие втулки находятся в верхней кондукторной плите.
Фиг. 717. Нормальный кондуктор.
Фиг. 718. Два накладных кондуктора со специальными подставками.
На фиг. 717 изображён нормальный кондуктор и деталь, в которой сверлится отверстие при помощи этого кондуктора.
На фиг. 718 показаны два накладных кондуктора со специальными подставками , которые центрируют изделие посредством двух штырей; один штырь изготовлен с двойным срезом; установка его должна быть произведена, как показано на этом кондукторе, где штырь обозначен буквой А, а не так, как на другом кондукторе, где штырь обозначен буквой В.
Оба эти кондукторы можно заменить одним нормальным быстродействующим кондуктором.
Фиг. 719. Применение многошпиндельной головки при сверлении по передвигающемуся кондуктору.
Фиг. 720. Передвигающийся кондуктор (на длину l) для сверления двух отверстий.
На фиг. 719 показано применение многошпиндельной головки при сверлении по кондуктору, передвигающемуся по направляющим А до упора Б ; снятие изделия производится во время работы станка, т. е. снятие происходит в период основного времени.
Такой метод применяется часто для облегчения перемещения кондуктора, когда необходимо просверлить два и более отверстий, расположенных на одной прямой. Общий вид такого кондуктора для сверления двух отверстий дан на фиг. 720.
Фиг. 721. Кондуктор для сверления наклонных смазочных отверстии у шатуна.
Фиг. 722. Кондуктор для сверления верхнего смазочного отверстия шатуна.
Сверление наклонных смазочных отверстий с двух сторон шатуна производится в простом кондукторе (фиг. 721). Для зенкования тех же отверстий можно вынимать направляющую втулку или всю планку с втулкой делать откидной. Вообще откидные планки дают меньшую точность, по для смазочных отверстий большой точности не требуется.
721). Для зенкования тех же отверстий можно вынимать направляющую втулку или всю планку с втулкой делать откидной. Вообще откидные планки дают меньшую точность, по для смазочных отверстий большой точности не требуется.
Сверление верхнего смазочного отверстия шатуна производится также в простом кондукторе (фиг. 722).
Корпусы последних двух кондукторов часто изготовляют не литыми чугунными, а сварными из листового и полосового железа; это значительно облегчает и удешевляет изготовление кондукторов.
Фиг. 723. Кондуктор для сверления на многошпиндельном сверлильном станке 18 отверстий в маховике автомобильного двигателя.
Фиг. 724. Кондуктор для сверления в шатуне четырёх отверстий под болты и одного отверстия для смазки.
На фиг. 723 показан кондуктор для сверления 18 отверстий маховика автомобильного двигателя на многошпиндельном сверлильном станке. Верхняя плита с направляющими втулками опускается вместе со свёрлами на изделие. Изделие центрируется штырём А, опираясь па опоры В.
Изделие центрируется штырём А, опираясь па опоры В.
Поворотные кондукторы широко применяются для сверления отверстий, расположенных с разных сторон. В зависимости от размеров изделия поворотные кондукторы бывают одно и двухстоечные.
На фиг. 725 изображён поворотный одностоечный кондуктор для сверления вензеля токарного станка с трёх сторон. Стойка 1 и поворотный механизм показаны условным пунктиром, так как их конструкции являются нормальными, применяемыми для разных изделий, поворотная же часть 2 конструируется по изделию.
Для фиксирования точного положения предусмотрен фиксатор с ручкой 3 и три отверстия 4, 5 и б. Рукоятка 7 служит для застопоривания кондуктора при каждом повороте. Изделие фиксируется на два штыря 8 и 9, один из которых — меньшего диаметра — имеет двусторонний срез. Изделие закрепляется шайбой 10 с прорезом для быстрого снятия её и звёздочкой 11.
Фиг. 725. Поворотный одностаночный кондуктор для сверления трензеля токарного станка с трех сторон.
Фиг. 725. Поворотный одностаночный кондуктор для сверления трензеля токарного станка с трех сторон.
Кондуктор для сверления четырёх отверстий под болты и одного отверстия для смазки в шатуне показан на фиг. 724. Крепление изделий попарно производится на поворотном столе во время сверления, так что вспомогательное время затрачивается только на поворот стола и составляет примерно 0,1 мин.
Многошпиндельная головка применяется для одновременного сверления всех отверстий в восьми шатунах. Ввиду близости отверстий сверлить приходится по два отверстия, расположенных по диагонали. Так как отверстия под болты ступенчатые, т. е. имеют два разных диаметра (12,3 мм на длине 40 мм и 11,7 мм на длине 35 мм), то первые отверстия сверлятся по направляющим втулкам, а отверстия диаметром 11,7—без них.
На фиг. 726 показано приспособление для расточки корпуса задней бабки токарного станка. Направляющие втулки изготовляются с пазами А для прохода резцов, находящихся в оправке.
Фиг. 726. Приспособление для расточки корпуса задней бабки токарного станка.
1М112 Кондуктор для сверления отверстий — Чертежи в AutoCAD’е
Сверление отверстий по кондуктору
Сверление отверстий по кондуктору. Для повышения производительности труда и точности сверления отверстий применяют специальные приспособления — кондукторы. Использование кондукторов исключает необходимость разметки отверстий с накерниванем центров, значительно сокращает время на установку и выверку деталей при подготовке к сверлению. Точность сверления обеспечивается направлением сверла через направляющие закаленные втулки, укрепленные в корпусе кондуктора. Подготовка к работе и сверление по кондуктору проводятся в следующем порядке.
Щеткой очищают плоскость стола станка и кондуктора от стружек и грязи и по чертежу подбирают сверло требуемого диаметра и устанавливают в шпиндель станка. Пуская станок, проверяют правильность установки сверла на биение.
Кондуктор устанавливают на столе станка таким образом, чтобы опорное основание кондуктора плотно прилегало к плоскости стола, и налаживают станок на заданную глубину сверления. Выбирают наиболее производительный режим резания и производят наладку станка на определенную частоту вращения.
Деталь устанавливают в кондукторе и надежно закрепляют с помощью крепежных приспособлений.
Включают станок, перемещают кондуктор на столе станка так, чтобы при подводе сверла к втулке кондуктора оно точно входило в нее.
Удерживая левой рукой кондуктор, сверло через направляющую втулку подводят к детали и начинают сверление отверстия. При глубоком сверлении необходимо периодически выводить сверло из отверстия для удаления стружки из канавок сверла.
Во время ручной подачи не следует сильно нажимать на рукоятку управления, так как сверло может сломаться или затупиться от нагрева. При сверлении сквозных отверстий во избежание поломки сверла следует уменьшить подачу при выходе сверла.
После окончания сверления сверло отводят в верхнее положение и освобождают деталь из кондуктора. Кондуктор очищают от стружек, устанавливают следующую деталь и продолжают сверление в той же последовательности. Диаметр отверстия проверяют калибром-пробкой.
Руководство по стандартным буровым втулкам
БЫСТРЫЙ НАЙД:
Буровые втулки являются основным элементом большинства современных бурильных кондукторов. Они действуют как точные направляющие устройства для сверл, развертки, метчики, зенковки и аналогичные режущие инструменты на хвостовике. Буровые втулки служат трем целям: они обнаруживают, направляют и поддерживают режущий инструмент. Хотя они служат в основном направляющими для режущих инструментов, сверла втулки имеют и другое применение. Они хорошо работают в сборочных инструментах, инструментах для проверки и подобных устройствах, которые требуют точной центровки и расположения цилиндрических деталей.
Самым распространенным режущим инструментом для сверления является спиральное сверло. Конструкция и характеристики раскроя стандартные.
спиральное сверло, хотя и является эффективным, не очень хорошо подходит для точной обработки. Основные причины находятся в
конструкция спирального сверла.
Конструкция и характеристики раскроя стандартные.
спиральное сверло, хотя и является эффективным, не очень хорошо подходит для точной обработки. Основные причины находятся в
конструкция спирального сверла.
Спиральные сверла имеют две наклонные режущие кромки. Режущие кромки обычно расположены на расстоянии 118 ° друг от друга с зазором кромки угол примерно 12º. Острие, образованное этими углами, называется «острием долота». Лезвие долота обычно под углом 135º к режущей кромке сверла.Эта конструкция, хотя и очень эффективна для резки, не эффективен для центрирования инструмента.
Кроме того, материал, удаленный для формирования канавок и кромок сверла, в сочетании со стандартной спинкой
конусность, значительно уменьшает площадь контакта спирального сверла с отверстием. Проблемы дизайна
увеличиваются еще больше из-за неподдерживаемой длины сверла. Кроме того, в большинстве производственных ситуаций сверло
точка не всегда точно центрирована. Сверло со смещенным от центра острием прорезает слишком большие отверстия.
В сочетании эти условия приводят к тому, что просверленные отверстия находятся вне центра, имеют увеличенный размер, некруглую форму, выходят за пределы выравнивание, и обычно не прямое. Но простая установка спирального сверла в втулку сверла может значительно уменьшить, если не устранить, большинство из этих проблем.
СТАНДАРТНЫЕ ТИПЫ БУРОВОЙ ВТУЛКИ
СТАНДАРТНЫЕ ТИПЫ БУРОВОЙ ВТУЛКИ
Сверлильные втулки бывают самых разных типов и стилей. Доступны три основные категории буровых втулок: постоянные втулки, заменяемые втулки и буровые втулки с пневматической подачей.Как показано на Рисунке 10-1, буровые втулки обозначаются буквами и цифрами. Эти буквы и цифры описывают основную форму и конкретные размеры каждой втулки в формате, установленном Американским национальным институтом стандартов (ANSI). Этот формат состоит из одной-четырех букв для обозначения типа втулки, размера наружного диаметра в 64-х долях дюйма, размера длины в 16-ти долях дюйма и внутреннего диаметра втулки, указанного с точностью до четырех десятичных знаков.
Втулки постоянные сверлильные
Постоянные втулки предназначены для ограниченного производства, когда втулки не меняются регулярно. в течение срока службы работника. Постоянные втулки либо вдавливаются непосредственно в зажимную пластину, либо отлита на месте. Поскольку эти втулки установлены постоянно, повторная замена может вызвать монтажное отверстие для износа и снижения точности и надежности установки. Следующие разные разновидности постоянных втулок.
Прессовая посадка. Втулки с запрессовкой, рис. 10-2, являются наиболее распространенными и наименее дорогими постоянными втулками. Эти втулки обозначаются буквой P (или PC, если втулка карбидная). Втулки с запрессовкой
разработан для одноэтапных операций, таких как сверление или развертывание. Втулки запрессовываются прямо в зажимное приспособление.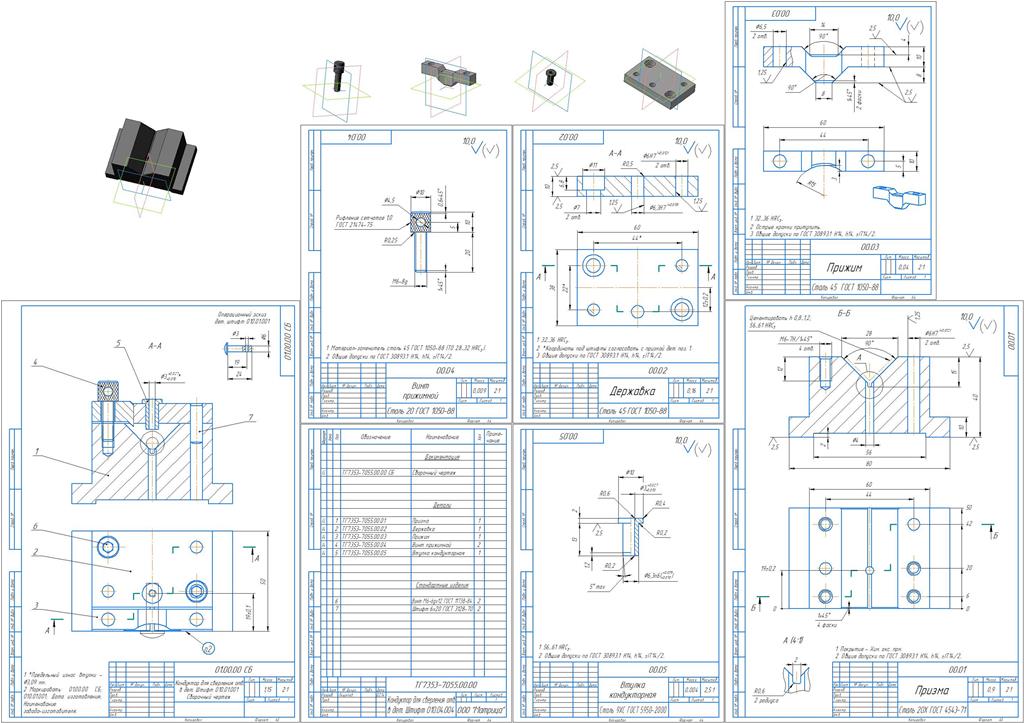 тарелка. Они удерживаются на месте за счет запрессовки. На Рис. 10-3 показан рекомендуемый размер отверстия для прессовой посадки.
втулки. Конструкция без головки позволяет устанавливать втулки близко друг к другу и заподлицо с верхней частью
пластина для джига.Однако такая конструкция обеспечивает меньшую устойчивость к большим осевым нагрузкам.
тарелка. Они удерживаются на месте за счет запрессовки. На Рис. 10-3 показан рекомендуемый размер отверстия для прессовой посадки.
втулки. Конструкция без головки позволяет устанавливать втулки близко друг к другу и заподлицо с верхней частью
пластина для джига.Однако такая конструкция обеспечивает меньшую устойчивость к большим осевым нагрузкам.
Головка с прессовой посадкой. Втулки с запрессовкой , рис. 10-4, аналогичны втулкам с запрессовкой по конструкции и применению. Однако эти втулки изготавливаются с головкой. Втулки с запрессованной головкой предназначены для
приложения, в которых большие осевые нагрузки могут проталкивать запрессованную втулку через монтажное отверстие.Головной пресс-
подходят втулки типа H или HC (твердосплавные). Эти втулки можно устанавливать с открытой головкой,
как показано, или с расточкой, если втулка должна быть установлена заподлицо с верхней частью зажимной пластины. Когда джиг-пластина
расточен, только диаметр корпуса втулки обеспечивает расположение, и только этот диаметр должен
развернуться. Область расточки обеспечивает зазор для головки и не должна быть точно подогнана. Фигура
10-5 показаны стандартные диаметры головки. Длина втулки измеряется от нижней части головки до
выходной конец втулки.
Когда джиг-пластина
расточен, только диаметр корпуса втулки обеспечивает расположение, и только этот диаметр должен
развернуться. Область расточки обеспечивает зазор для головки и не должна быть точно подогнана. Фигура
10-5 показаны стандартные диаметры головки. Длина втулки измеряется от нижней части головки до
выходной конец втулки.
Зубчатая прессовая посадка . Зубчатые втулки с запрессовкой типа SP, показанные на рис. 10-6, используются в тех случаях, когда закаленная буровая втулка устанавливается в мягкой зажимной плите. Втулки имеют вечную монтажную поверхность как с точно заточенным диаметром, так и с зубчатой или прямой накаткой.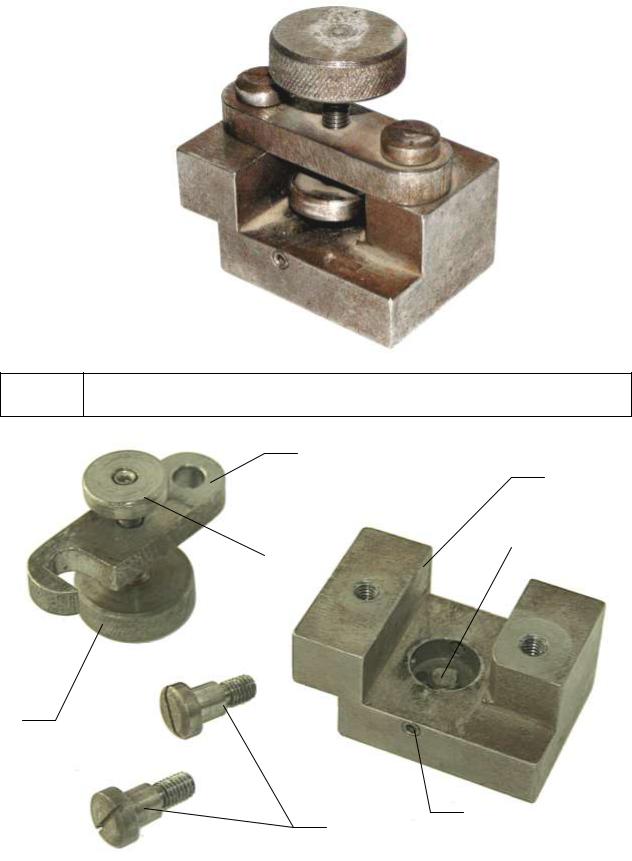 Заземляющая часть выравнивает
втулку в монтажном отверстии так же, как и втулку с запрессовкой. Зубцы предотвращают любое вращательное движение от нагрузок с высоким крутящим моментом. Зубцы также выдерживают осевые нагрузки, которые могут протолкнуть втулку через зажимную пластину. Эти втулки хорошо подходят для зажимных пластин из алюминия, магния, масонита, дерева или подобных мягких материалов.
Заземляющая часть выравнивает
втулку в монтажном отверстии так же, как и втулку с запрессовкой. Зубцы предотвращают любое вращательное движение от нагрузок с высоким крутящим моментом. Зубцы также выдерживают осевые нагрузки, которые могут протолкнуть втулку через зажимную пластину. Эти втулки хорошо подходят для зажимных пластин из алюминия, магния, масонита, дерева или подобных мягких материалов.
Серрата Грув. Втулки с канавкой Serrata, тип SG, рис. 10-7, аналогичны втулкам с зубчатой посадкой.
втулка. Однако в них не сочетаются точный диаметр и зубцы. Вместо этого зубчатая канавка
втулки имеют зазубрины по всей длине. Зубцы и канавки прорезаны по окружности
эти втулки подходят как для запрессовки, так и для монолитного монтажа. Эти втулки обеспечивают высокий крутящий момент.
сопротивление, но из-за их монтажной поверхности с прямой накаткой они имеют пониженное сопротивление осевым нагрузкам. Аналогичным образом, поскольку окружность этих втулок имеет зубцы, а не шлифовку, внутренний диаметр должен быть
используется для выравнивания втулки для монолитных конструкций.
Аналогичным образом, поскольку окружность этих втулок имеет зубцы, а не шлифовку, внутренний диаметр должен быть
используется для выравнивания втулки для монолитных конструкций.
Алмазная канавка. Втулки с алмазной канавкой типа DG — это еще одна форма втулки для монолитной Приложения. Как показано на Рисунке 10-8, эти втулки напоминают втулку с зубчатой канавкой, но имеют накатка с ромбовидным рисунком, а не с накаткой с прямым узором по окружности.Алмазная накатка обеспечивает высокую сопротивление как вращательным, так и осевым силам. Как и втулки с зубчатой канавкой, окружность втулки с алмазной канавкой имеют накатку и не шлифуются, поэтому внутренний диаметр необходимо использовать для выравнивания втулка для монолитного монтажа.
Рисунок 10-8. Втулки с алмазной канавкой имеют наружный диаметр с алмазной накаткой для монолитной или герметичной установки при больших осевых нагрузках.
Втулки с алмазной канавкой не следует использовать для запрессовки.Для запрессовки, прямозернистый втулки лучше, потому что когда они вдавливаются в зажимную пластину, материал вытесняется точки накатки перемещаются в область между точками. Накатка с ромбовидным узором, напротив, будет разрезать материалы и фактически протянуть отверстие большего размера.
Для монолитного монтажа втулки монтируются в отверстия большего диаметра. Космос между внешней поверхностью втулки и внутренней частью отверстия заполнено либо эпоксидной смолой, либо низкоплавкой. точечный сплав, рисунок 10-9.
Рисунок 10-9. Втулки с алмазной канавкой имеют наружный диаметр с алмазной насечкой для монолитной или герметичной установки при больших осевых нагрузках. Шаблон. Шаблонные втулки типа TB, рисунок 10-10, предназначены для тонких кондукторов. Эти втулки позволяют использовать инструменты большего диаметра с тонкой зажимной пластиной. Вместо того, чтобы использовать более толстую пластину, обычно требуется
поддерживают сверла большего диаметра, шаблонные втулки обеспечивают необходимую поддержку сверла в зажимных плитах от 1/16 дюйма до
3/8 дюйма толщиной. Это снижает как стоимость, так и вес зажимной пластины.
Это снижает как стоимость, так и вес зажимной пластины.
Шаблонные втулки устанавливаются, как показано на Рисунке 10-11. При установке втулки шаблона следуйте минимальные краевые расстояния и отверстия показаны на Рисунке 10-12 (a). После правильного размещения монтаж отверстие просверливается и расширяется на 0,001–0,003 дюйма больше, чем установочный диаметр втулки. Дыра утоплен на стороне детали, чтобы втулка могла сесть.015 дюймов ниже поверхности, Рисунок 10-12 (b). В Затем вставляется втулка и вдавливается в отверстие.
Рисунок 10-11. Шаблонные втулки устанавливаются с помощью монтажного приспособления 1. Расположение отверстий При размещении отверстий соблюдайте минимальные расстояния между отверстиями и краевые расстояния, указанные ниже:| ВТУЛКА OD | А МИНИМУМ | B МИНИМУМ |
| 3/8 | 0,60 | . 250 250 |
| 1/2 | .73 | .312 |
| 3/4 | .98 | .438 |
Рисунок 10-12. Порядок установки шаблонных втулок.
стопорное кольцо установлено с помощью инструмента установки. При установке стопорного кольца, убедитесь, что верхняя часть кольца находится в пределах +. 005” / -. 10” из верхней части паза во втулке, рис 10-12 (с), перед использованием инструмента установки. Зубцы на окружности втулки предотвращают вращательное движение.Стопорное кольцо и фиксирует втулки в зажимном приспособлении пластины и ограничивает любое осевое перемещение.
005” / -. 10” из верхней части паза во втулке, рис 10-12 (с), перед использованием инструмента установки. Зубцы на окружности втулки предотвращают вращательное движение.Стопорное кольцо и фиксирует втулки в зажимном приспособлении пластины и ограничивает любое осевое перемещение.
Печатная плата. Втулки для печатных плат типов CB и CBC (твердосплавные), рис. 10-13, доступны в двух вариантах: стили без головы или головы. Эти втулки специально разработаны для сверл малых размеров. Втулки для печатных плат доступны для сверл размером от # 80 до 9/64 ”и изготавливаются в различных стилях для конкретных плат. сверлильные станки. На Рис. 10-14 показаны некоторые из наиболее распространенных форм вводов печатных плат.
Рисунок 10-13. Втулки для монтажных плат предназначены для размещения больших хвостовиков сверл для монтажных плат.Сменные буровые втулки
Заменяемые втулки предназначены для применений, где втулки необходимо регулярно менять в течение срока службы держателя. Замена втулок производится при износе втулок или при выполнении нескольких операций в одном отверстии. При выполнении нескольких операций используются две или более бурильных втулки для выполнения требуемого отверстия.Двумя основными формами втулок для возобновляемых установок являются возобновляемые бурильные втулки и вкладыши. Втулка сверла фиксирует режущий инструмент и поддерживает его. Втулка хвостовика устанавливает и поддерживает буровую втулку. Как буровые втулки, так и вкладыши для возобновляемых устройств доступны в нескольких стилях.
Замена втулок производится при износе втулок или при выполнении нескольких операций в одном отверстии. При выполнении нескольких операций используются две или более бурильных втулки для выполнения требуемого отверстия.Двумя основными формами втулок для возобновляемых установок являются возобновляемые бурильные втулки и вкладыши. Втулка сверла фиксирует режущий инструмент и поддерживает его. Втулка хвостовика устанавливает и поддерживает буровую втулку. Как буровые втулки, так и вкладыши для возобновляемых устройств доступны в нескольких стилях.
Скользящий / фиксированный возобновляемый. Проскальзывающие / фиксированные заменяемые втулки типов SF и SFC (твердосплавные) являются наиболее распространенной формой возобновляемых втулок, рис. 10-15.Эта возобновляемая втулка является заменой старых и устаревших возобновляемых втулок типа S и фиксированных возобновляемых втулок типа F. Вставные / фиксированные заменяемые втулки объединяют в одной втулке как скользящую, так и фиксированную блокировку, рисунок 10-16.
Проскальзывающие / фиксированные возобновляемые втулки обычно используются в длительных производственных циклах, когда требуется замена втулок.Эти втулки могут быть установлены как в фиксированной-возобновляемой, так и в скользящей-возобновляемой конфигурации, просто вращая втулку, Рисунок 10-17.
Рисунок 10-17. Проскальзывающая / фиксированная возобновляемая втулка может быть установлена как фиксированно-возобновляемая или скользящая-заменяемая, просто вращая втулку. Стационарно-возобновляемая установка предназначена для одноэтапных операций, таких как сверление или развертывание. Эти втулки меняют только при износе втулок. Постоянно заменяемые втулки удерживаются на месте стопорным винтом или круглым зажимом. Зажимы удерживают втулку на месте и предотвращают любое движение во время цикла обработки. Когда втулку необходимо заменить, зажим снимается, а втулка заменяется. Затем снова устанавливают зажим, чтобы надежно удерживать втулку.
Зажимы удерживают втулку на месте и предотвращают любое движение во время цикла обработки. Когда втулку необходимо заменить, зажим снимается, а втулка заменяется. Затем снова устанавливают зажим, чтобы надежно удерживать втулку.
Скользящие возобновляемые установки удобны для приложений, когда несколько операций выполняются в одном отверстии. Один из примеров — просверливание и расширение одного и того же отверстия. Устанавливается первая скользящая втулка и просверливается отверстие. Буровая втулка снимается.Затем устанавливают расширительную втулку и расширяют отверстие до нужного размера.
Сторона скольжения-возобновляемая обеспечивает быстрое переключение. Втулка вращается по часовой стрелке, чтобы зафиксировать ее на месте, и вращается против часовой стрелки для снятия, Рисунок 10-18. Вырез в конце выемки позволяет легко снимать и заменять втулку. Такая конструкция гарантирует, что вращение сверла не позволит втулке выйти из отверстия. Хотя скользящие / фиксированные заменяемые втулки обычно устанавливаются во втулку вкладыша, их также можно установить непосредственно в зажимной плите. На Рис. 10-19 показаны рекомендуемые размеры отверстий для установки скользящих / фиксированных заменяемых втулок без вкладыша.
На Рис. 10-19 показаны рекомендуемые размеры отверстий для установки скользящих / фиксированных заменяемых втулок без вкладыша.
Цековка. Наиболее эффективная площадь контакта между внутренним диаметром втулки и режущим инструментом составляет
примерно в полтора раза больше диаметра режущего инструмента.Добавленная опорная поверхность, как ее называют, может создавать большее сопротивление сверлу, а также вызывать проблемы со стружкой внутри втулки, вызывая преждевременный износ и даже приводя к поломке сверла. По этим причинам стандартные втулки сверла с длиной, превышающей этот примерный размер, будут иметь зенковку вверху. Эта часть с зенковкой по-прежнему обеспечивает адекватную опору сверла, устраняя при этом возможные проблемы накопления стружки и поломки сверла. В таблице данных по расточке на рис. 10-20 показано, какие длины втулки имеют зенковку, а какие нет.Эти более длинные втулки можно заказать как втулки «без цековки» за дополнительную плату.
В таблице данных по расточке на рис. 10-20 показано, какие длины втулки имеют зенковку, а какие нет.Эти более длинные втулки можно заказать как втулки «без цековки» за дополнительную плату.
Лайнер. Вкладыши типа L, рис. 10-21, напоминают втулки с запрессовкой, но имеют больший размер. Втулки вкладыша используются с втулками возобновляемого типа, чтобы обеспечить закаленное, износостойкое отверстие в мягкой пластине кондуктора. Тесная скользящая посадка между заменяемой втулкой и втулкой гильзы позволяет многократно менять втулку в течение длительных производственных циклов без потери точности позиционирования.Безголовая конструкция втулок гильзы позволяет устанавливать их близко друг к другу и заподлицо с верхней частью зажимной пластины. Однако, как и втулки с прессовой посадкой, эти втулки обладают меньшей устойчивостью к большим осевым нагрузкам.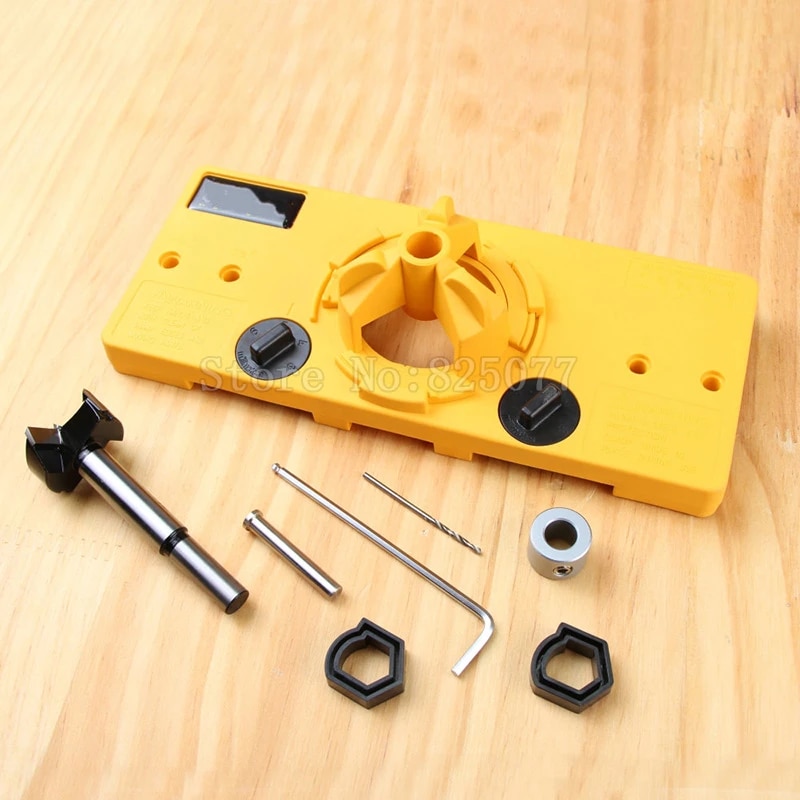
Главный вкладыш. Втулки вкладыша, типа HL, рис. 10-22, похожи на втулку вкладыша по конструкции и применению, но изготавливаются с головкой. Втулки вкладыша головки блока цилиндров, как и втулки с запрессованной головкой, разработаны для применений, в которых большие осевые нагрузки могут протолкнуть втулку с запрессовкой через монтажное отверстие.Эти втулки можно устанавливать с открытой головкой или с зенковкой, как показано. Когда зажимная пластина расточена для монтажа, только диаметр корпуса втулки обеспечивает местоположение, и только этот диаметр необходимо расширить. Область расточки обеспечивает зазор для головы и не должна быть точно подогнана. На Рис. 10-23 показаны стандартные диаметры головки. Примечание: длина втулки обшивки потолка измеряется от сверху вниз втулки и включает высоту головки.
Рисунок 10-22. Гильзы головки имеют головку, способную выдерживать большие осевые нагрузки. Рисунок 10-23. Размеры вкладышей вкладышей головного типа.
Рисунок 10-23. Размеры вкладышей вкладышей головного типа.Стопорные винты и зажимы. Возобновляемые втулки, как правило, проводится в джиггерной пластине либо с lockscrew или зажимом. Стопорный винт или зажим оба радиально устанавливают втулку во вкладыш и удерживают втулку на месте. Lockscrew, рис 10-24 (а), является наиболее распространенной формой блокировки устройства. Эти винты обычно крепят втулки либо на их скользящих, либо на фиксированных-возобновляемых сторонах.Винты сделаны с уступом под головкой, как показано. Для установки втулок на их скользящей заменяемой стороне буртик обеспечивает необходимый зазор, необходимый для вращения втулки при установке и снятии. При установке на фиксированной-заменяемой стороне нижняя часть головки надежно удерживает втулку на месте.
lockscrew размещая приспособления, рис 10-24 (б), размещает эти lockscrews относительно возобновляемой втулки. Как показано на рисунке 10-24 (с), то lockscrew размещая приспособление позиционируется по отношению к втулке и ударил молотком, чтобы отметить расположение lockscrew.
Зажим с круглым концом, рис. 10-25 (a), также можно использовать для крепления втулок на их скользящих или фиксированных-возобновляемых сторонах. Этот зажим бывает двух высот для установки проходного изолятора с утопленным или выступающим вкладышем, Рисунок 10-25 (b).
Рисунок 10-25. Зажим с круглым концом — это более прочная альтернатива стопорным винтам.Круглый зажим представляет собой зажим для втулки, разработанный специально для удержания втулок на их неподвижно-заменяемой стороне. Как показано на Рисунке 10-26, круглые зажимы удерживаются на месте винтом с головкой под торцевой ключ. Стопорный винт также можно использовать для установки этих зажимов.
Плоский зажим, показанный на Рисунке 10-27 (a), представляет собой другую форму зажима втулки. Эти зажимы используются для старых типов фиксированных и заменяемых втулок, которые имеют плоскую зажимную область. Подобно зажиму с круглым концом, плоский зажим имеет две высоты для установки втулки с утопленным или выступающим вкладышем, Рисунок 10-27 (b).
Эти зажимы используются для старых типов фиксированных и заменяемых втулок, которые имеют плоскую зажимную область. Подобно зажиму с круглым концом, плоский зажим имеет две высоты для установки втулки с утопленным или выступающим вкладышем, Рисунок 10-27 (b).
Фиксирующий вкладыш. Фиксации гильзы втулка, тип UL, рисунок 10-28, является уникальной конструкцией втулки для sliprenewable установок втулки. Как показано, втулка сочетает в себе как вкладыш и запорное устройство, в единое целое. Основная конструкция этой втулки похожа на голову лайнера, но он имеет специальную защелку, которая устраняет необходимость в lockscrew.Стопорные втулки лайнера немного дороже, чем лобовой linerbushing / lockscrew блока они заменяют, но сокращение времени установки более чем компенсируют любые дополнительные расходы. Примечание: эти вкладыши можно использовать только на скользящей возобновляемой стороне.
Примечание: эти вкладыши можно использовать только на скользящей возобновляемой стороне.
Стопорный вкладыш с алмазной накаткой. Алмаз-накаткой замок гильзы втулки, типа пакетирования, рис 10-29, представляет собой вариант запирающего вкладыша.Эти втулки представляют собой форму вкладышей для монолитных конструкций. Они объединяют вкладыш и фиксирующее устройство в единый блок, но фиксирующие вкладыши с ромбовидной насечкой имеют по окружности рифленую насечку с ромбовидным узором. Накатка обеспечивает высокое сопротивление как вращательным, так и осевым силам. Как и у других втулок с накаткой, окружность этих втулок гильзы не шлифуется, поэтому внутренний диаметр необходимо использовать для выравнивания втулки при литье на месте.
EZ-Cast Liner. Втулки вкладыша EZ-Cast, тип EZ, рис. 10-30, представляют собой еще одну форму втулки вкладыша, монтируемой на месте. Однако, в отличие от стопорных вкладышей с алмазной накаткой, эти втулки имеют встроенный стопорный винт и могут использоваться для установки любой стороны скользящих / фиксированных сменных втулок. Безголовая конструкция этих вкладышей позволяет устанавливать их заподлицо с верхней частью кондуктора. Накатка с ромбовидным рисунком обеспечивает высокую устойчивость как к вращательным, так и осевым силам.Как и у других втулок с накаткой, монтажная поверхность этих втулок не шлифуется, поэтому для точного выравнивания втулки необходимо использовать внутренний диаметр.
Рисунок 10-30. Вкладыши EZ-Cast представляют собой монолитные вкладыши, которые можно использовать как для скольжения, так и для фиксированных возобновляемых устройств.
Пистолетная дрель. Втулки для пистолетных сверл, рис. 10-31, представляют собой специальные втулки для станков для глубокого сверления. Тип втулки определяется типом сверлильного станка. Втулки для ружейных сверл похожи на скользящие / фиксированные заменяемые втулки как по внешнему виду, так и по применению, но втулки для ружейных сверл имеют опорную площадку для сверления на головном конце втулки.В зависимости от станка для ружейного сверления эти втулки бывают цельными или состоящими из двух частей.
Рисунок 10-31. Втулки для ружейных сверл специально разработаны для станков для ружейного сверления (глубокое сверление). Рисунок 10-32. Варианты неразъемных втулок для перфорационных сверл. Рисунок 10-33. Втулка сверла и втулки режущего инструмента используются вместе. Рисунок 10-34. Типовая установка для ружейного сверления. Втулка для ружейного сверла типа GD представляет собой цельную втулку. Как показано на Рис. 10-32, к обозначению GD добавляется третья буква. Эта буква соответствует втулке определенного типа сверлильного станка. Втулки GDL (вкладыш) и GDI (вкладыш) состоят из двух частей. Как показано на Рис. 10-33, эти втулки используются вместе. На Рис. 10-34 показаны втулки в типичной установке для ружейного бурения.
Как показано на Рис. 10-32, к обозначению GD добавляется третья буква. Эта буква соответствует втулке определенного типа сверлильного станка. Втулки GDL (вкладыш) и GDI (вкладыш) состоят из двух частей. Как показано на Рис. 10-33, эти втулки используются вместе. На Рис. 10-34 показаны втулки в типичной установке для ружейного бурения.
Пневматические бурильные втулки
Втулки пневматического сверла — это специальные втулки, разработанные для различных коммерческих самоподводящих сверл с пневматической подачей, трамбовщиков и бурильных машин с обратным заделом.Эти буровые втулки, называемые «хвостовиками», являются частью полной системы, в которую входят хвостовики, хомуты и крепежные приспособления. Хвостовики и хомуты доступны как по отдельности, так и в сборе. В собранном виде устройство называется узлом переходника с наконечником, рис. 10-35.
Рисунок 10-35. Адаптер-наконечник в сборе — это сверлильные втулки, устанавливаемые на дрели с пневматической подачей.
Хвостовики, как и стандартные втулки, имеют внутренний диаметр, соответствующий диаметру режущего инструмента, и внешний диаметр, соответствующий установленной на зажимной втулке.Манжета предназначена как для крепления узла наконечника к двигателю самоподъемной буровой установки, так и для удержания всего узла во втулке хвостовика, установленной на кондукторе. Как показано на Рисунке 10-36, узел наконечника перевернут во вкладыше и повернут на 30º против часовой стрелки, чтобы заблокировать блоки вместе. На Рис. 10-37 показаны различные варианты монтажа втулок гильзы, закрепленных на зажимном приспособлении. Двумя основными формами втулок с пневматической подачей являются те, которые используются для стандартных сверл с пневматической подачей, и для сверл с воздушной подачей охлаждающей жидкости.
Рисунок 10-36. Пневматические сверла устанавливаются путем вставки наконечника адаптера в фиксирующий вкладыш. Рисунок 10-37. Варианты установки футеровки для втулок пневматического сверла.
Стандартные втулки. Стандартные втулки подачи воздуха, рис. 10-38, имеют узел наконечника, состоящий из отдельных узлов хвостовика и втулки. Хомут прикрепляет блок к револьверной головке сверла либо напрямую, либо через дополнительный редуктор. Хвостовик может иметь гладкий конец или коническую форму. Хвостовик с контурным острием представляет собой модифицированный стандартный хвостовик для сверления криволинейных или наклонных поверхностей.Как показано на Рис. 10-39, хвостовик с контурной головкой имеет на конце хвостовика двойной угловой рельеф, 8º и 45º.
Рисунок 10-38. Носовая часть дрели с пневматической подачей. Рисунок 10-39. Хвостовик с контурной головкой модифицирован для сверления криволинейных или наклонных поверхностей. Рисунок 10-40. Втулки с подачей охлаждающей жидкости похожи на стандартные втулки подачи воздуха, но имеют отверстия в каждом элементе для подачи охлаждающей жидкости через узел к режущему инструменту.
Втулки для подачи охлаждающей жидкости.Втулки подачи охлаждающей жидкости, рис. 10-40, по существу такие же, как и стандартные втулки подачи воздуха, за исключением добавления просверленных каналов в каждом из элементов, предназначенных для подачи охлаждающей жидкости через узел к режущему инструменту. Носовая часть сверла для подачи воздуха также отличается, как показано на рисунке, для подключения разъема для шланга охлаждающей жидкости.
ДОПОЛНИТЕЛЬНЫЕ ВОЗМОЖНОСТИ
ДОПОЛНИТЕЛЬНЫЕ ВОЗМОЖНОСТИ
В дополнение к стандартным вариантам втулки, также доступен ряд дополнительных функций для конкретного сверления. ситуации.Эти дополнительные функции повышают универсальность втулок и полезны по-разному.
Стружколомы
Втулки стружколома типа CH, рис. 10-41, аналогичны втулкам возобновляемого типа SF. Эти
однако втулки имеют ряд специально разработанных вырезов на выходе из отверстия втулки. В
выемки разрушают стружку, образующуюся при сверлении твердых или волокнистых материалов. Разрушение стружки уменьшает
трение и тепловыделение. Кроме того, стружколомы также уменьшают износ на выходе из сверла втулки и
свести к минимуму возможность повреждения втулки или заготовки.Стружколомы также доступны на других
типы втулок, такие как втулки P и H.
Разрушение стружки уменьшает
трение и тепловыделение. Кроме того, стружколомы также уменьшают износ на выходе из сверла втулки и
свести к минимуму возможность повреждения втулки или заготовки.Стружколомы также доступны на других
типы втулок, такие как втулки P и H.
Направленные каналы охлаждающей жидкости
Втулки для направленной подачи СОЖ, рис. 10-42, также похожи на сменные втулки SF. Втулки с направленной подачей охлаждающей жидкости типа DC имеют проходы для охлаждающей жидкости, встроенные во втулки, которые направляют поток охлаждающей жидкости в зону резания.Такая конструкция охлаждает режущий инструмент и смывает скопившуюся стружку. Втулки направленной подачи охлаждающей жидкости могут быть установлены либо во втулки DCL (гильза), либо DCHL (гильза головки), рисунок 10-43. Эти специальные втулки вкладыша имеют уникальную конструкцию, которая направляет поток охлаждающей жидкости из просверленного канала коллектора через вкладыш к отверстиям в стенке втулки.
Масляные канавки
Втулки с масляной канавкой, рисунок 10-44, обеспечивают надлежащее охлаждение и смазку режущего инструмента. Втулка этого типа хорошо подходит для таких операций, как сверление закаленной стали, где требуется постоянная подача смазочно-охлаждающей жидкости. Масло канавки доступны для большинства типов втулок, включая заменяемые втулки P, H и SF. Канавки специально разработанные проходы врезаны в стенку проходного изолятора с внутренним диаметром.
Рисунок 10-44. Втулки с масляными канавками имеют внутренние канавки, которые обеспечивают полную смазку и охлаждение сверла. Втулки с масляными канавками изготавливаются либо с масляным отверстием, масляным отверстием и внешней канавкой, либо без масляного отверстия, Рисунок 10-45. Втулки с отверстиями для масла направляют поток масла из просверленного канала коллектора. Втулки без отверстия для подачи масла под действием силы тяжести подают масло в режущий инструмент через головной конец втулки. Существует 25 различных рисунков канавок для удовлетворения практически любых требований, рис. 10-46. Концевые дворники, рис. 10-47, также доступны для защиты от грязи и стружки. Эти дворники предназначены для масляных канавок, которые не выходят из строя на конце дворника.
Втулки с отверстиями для масла направляют поток масла из просверленного канала коллектора. Втулки без отверстия для подачи масла под действием силы тяжести подают масло в режущий инструмент через головной конец втулки. Существует 25 различных рисунков канавок для удовлетворения практически любых требований, рис. 10-46. Концевые дворники, рис. 10-47, также доступны для защиты от грязи и стружки. Эти дворники предназначены для масляных канавок, которые не выходят из строя на конце дворника.
Выход под углом
Втулки всегда следует располагать так, чтобы они обеспечивали максимальную поддержку режущего инструмента. Иногда с
поверхности неправильной формы, это невозможно со стандартными втулками.Таким образом, выходной конец втулки должен быть
модифицированы или изменены для соответствия определенной форме поверхности детали. Втулки с выходом под углом,
Рис. 10-48, доступны для таких условий. Изменение формы выходного конца втулки позволяет
лучшая поддержка. Он также предотвращает любое боковое смещение или отклонение режущего инструмента. Хотя почти любого размера
режущий инструмент может сместиться в желаемое центральное положение при неправильной опоре, особенно с меньшим диаметром
режущие инструменты.
Иногда с
поверхности неправильной формы, это невозможно со стандартными втулками.Таким образом, выходной конец втулки должен быть
модифицированы или изменены для соответствия определенной форме поверхности детали. Втулки с выходом под углом,
Рис. 10-48, доступны для таких условий. Изменение формы выходного конца втулки позволяет
лучшая поддержка. Он также предотвращает любое боковое смещение или отклонение режущего инструмента. Хотя почти любого размера
режущий инструмент может сместиться в желаемое центральное положение при неправильной опоре, особенно с меньшим диаметром
режущие инструменты.
Первый этаж
Шлифованные поверхности обычно указываются для втулок, которые должны располагаться близко друг к другу в зажимной пластине.
Хотя почти для любого ввода можно использовать шлифованные лыски, они особенно подходят для вводов с головкой, так как
показано на Рисунке 10-49. Шлифованные поверхности позволяют размещать стандартные вводы очень близко друг к другу.
простая переделка.
Шлифованные поверхности позволяют размещать стандартные вводы очень близко друг к другу.
простая переделка.
Втулки тонкостенные
Тонкостенные втулки, как следует из их названия, представляют собой сверлильные втулки с очень тонкими стенками, рис. 10-50. Эти Втулки также используются в тех случаях, когда отверстия расположены близко друг к другу. Одно предупреждение: поскольку стена толщина довольно мала, эти втулки будут иметь тенденцию повторять форму монтажного отверстия. По этой причине Геометрия монтажного отверстия очень важна для точности установки.
Рисунок 10-50. Тонкостенные втулки также можно использовать для позиционирования втулок близко друг к другу.Альтернативные материалы
Стандартные буровые втулки изготовлены из нержавеющей стали 1144. Они закалены до внутреннего диаметра RC 62-64. твердость. Другие материалы, такие как сталь 52100, нержавеющая сталь серии 300, нержавеющая сталь серии 400,
Инструментальная сталь A2, инструментальная сталь D2, инструментальная сталь D3, инструментальная сталь M2, карбид вольфрама и бронза также доступны для
особые ситуации.
твердость. Другие материалы, такие как сталь 52100, нержавеющая сталь серии 300, нержавеющая сталь серии 400,
Инструментальная сталь A2, инструментальная сталь D2, инструментальная сталь D3, инструментальная сталь M2, карбид вольфрама и бронза также доступны для
особые ситуации.
Втулки особого размера
В дополнение к широкому диапазону стандартных размеров втулки, практически любые комбинации внутреннего диаметра, внешнего диаметр, длина, размер головки, тип головки или особые допуски легко доступны как специальные. Эти особые Втулки могут быть полностью адаптированы к любой конкретной ситуации обработки или потребностям.
УСТАНОВКА
УСТАНОВКА
Буровые втулки должны быть правильно установлены для выполнения своей работы.Установка начинается с тщательного проектирования, в соответствии с которым тип и размер проходного изолятора соответствуют требуемым операциям. Этот процесс также включает в себя выбор правильной толщины зажимной пластины и установку надлежащего монтажного зазора между втулкой и заготовкой.
Пластины для зажимных приспособлений
«Пластина кондуктора» — это термин, используемый для обозначения частей приспособления, которые удерживают и поддерживают буровые втулки. Толщина пластины кондуктора — важный фактор при установке буровых втулок.Толщина кондуктора обычно определяется размерами требуемых втулок.
Как правило, втулки должны быть достаточно длинными, чтобы правильно поддерживать и направлять режущий инструмент. Как показано на Рисунке 10-51, толщина зажимной пластины обычно должна быть в 1-2 раза больше диаметра инструмента. Такая толщина обеспечивает адекватную опору для режущего инструмента, но при этом сохраняет зажимную пластину как можно более легкой. Когда используются сверла нескольких разных размеров, толщина зажимной пластины обычно определяется наибольшим диаметром инструмента.
Рисунок 10-51. Толщина зажимной пластины должна быть в 1-2 раза больше диаметра инструмента.Зазор
Зазор для стружки — еще один фактор, который необходимо тщательно продумать перед выбором и установкой сверлильных втулок. Зазор от стружки — это расстояние между концом втулки и обрабатываемой поверхностью. Как правило, материалы или операции, которые производят большие волокнистые стружки, обычно требуют большего зазора. Те, которые производят мелкую стружку, требуют меньшего зазора.
Зазор от стружки — это расстояние между концом втулки и обрабатываемой поверхностью. Как правило, материалы или операции, которые производят большие волокнистые стружки, обычно требуют большего зазора. Те, которые производят мелкую стружку, требуют меньшего зазора.
В большинстве случаев установка с небольшим зазором или без него обеспечивает более точное позиционирование инструмента, но имеет тенденцию забиваться стружкой. Кроме того, когда втулка устанавливается напротив заготовки, фактическая площадь опоры сверла во втулке уменьшается на длину острия сверла. С другой стороны, слишком большой зазор, хотя вероятность засорения меньше, может также увеличить вероятность неточности положения.
Как показано на Рисунке 10-52, рекомендуемый зазор для сверления общего назначения составляет от ½ до 1 ½ диаметра инструмента.Этот зазор между втулкой и заготовкой снижает столкновение стружки. Такая операция, как развертывание, которая дает меньшую стружку и требует большей точности позиционирования, обычно должна иметь зазор приблизительно от до ½ диаметра инструмента. В таких ситуациях стружка меньшего размера представляет меньшую проблему и позволяет уменьшить зазор для обеспечения необходимой точности.
Когда и сверление, и расширение выполняются в одном и том же месте с помощью заменяемой втулки, можно использовать два разных зазора втулки. Расположение втулок, такое как показано на Рисунке 10-53, скользящие / фиксированные заменяемые втулки с двумя разными длинами, удовлетворяет обоим требованиям к зазору. Более короткая втулка используется для сверления; более длинная втулка используется для развертывания.
Рисунок 10-53. Когда отверстия сначала просверливаются, а затем расширяются, можно использовать сменные скользящие втулки различной длины.Подготовка установочного отверстия
При установке втулки сверла в первую очередь следует учитывать размер и геометрию монтажных отверстий. Все монтажные отверстия должны быть идеально круглыми. По этой причине отверстия следует просверлить или рассверлить, чтобы обеспечить правильную округлость. Обычные спиральные сверла не следует использовать для чистовой обработки монтажных отверстий, потому что они редко прорезают действительно круглые отверстия или отверстия точного размера. Размер отверстия имеет решающее значение для правильной работы втулки.
Все монтажные отверстия должны быть идеально круглыми. По этой причине отверстия следует просверлить или рассверлить, чтобы обеспечить правильную округлость. Обычные спиральные сверла не следует использовать для чистовой обработки монтажных отверстий, потому что они редко прорезают действительно круглые отверстия или отверстия точного размера. Размер отверстия имеет решающее значение для правильной работы втулки.
Идеальная посадка с натягом или запрессовкой составляет от 0,0005 до 0,0008 дюйма для гильз и втулок без головки с запрессовкой и от 0,0003 до 0,0005 дюймов для втулок с запрессовкой с головкой. Посадка с большим натягом может вызвать проблемы либо из-за деформации втулки, либо из-за деформации зажимной пластины. Посадка с натягом меньше рекомендованного может привести к неплотной посадке втулки, которая раскручивается при приложении нагрузки.
Другие факторы, которые следует учитывать при определении размера монтажного отверстия:
- Втулки с головкой требуют меньшего натяга, чтобы противостоять усилию бурения.

- Более длинные втулки в более толстых кондукторах требуют меньшего натяга.
- Тонкостенные втулки более подвержены деформации, чем обычные втулки.
- Менее пластичные материалы оправки требуют меньшего натяга.
Процедура установки
Для установки втулки сверла предпочтительнее оправочный пресс, рис. 10-54 (а). Использование оправочного пресса обеспечивает постоянное и равномерное давление. Если оправочный пресс недоступен, а диаметр втулки достаточно велик, можно также использовать стяжной болт и шайбу, Рисунок 10-54 (b).Если единственный доступный инструмент — это молоток, не ударяйте напрямую по втулке. Это может привести к поломке втулки. Используйте пуансон из мягкого металла, чтобы смягчить удары молотка.
Рисунок 10-54. Два метода правильной установки запрессованных втулок. Чтобы предотвратить повреждение втулки или монтажного отверстия, нанесите покрытие на внутреннюю поверхность монтажного отверстия и
снаружи втулки смазкой. Это упрощает установку и снижает вероятность образования царапин.
или заедание между сопрягаемыми поверхностями.Всегда устанавливайте втулку так, чтобы заземляющий провод входил в отверстие первым.
Этот провод помогает выровнять и разместить втулку для установки.
Это упрощает установку и снижает вероятность образования царапин.
или заедание между сопрягаемыми поверхностями.Всегда устанавливайте втулку так, чтобы заземляющий провод входил в отверстие первым.
Этот провод помогает выровнять и разместить втулку для установки.
Нешлифованные втулки для отверстий большого диаметра
Каждый тип втулки с запрессовкой также доступен с неотшлифованным внешним диаметром. Они предназначены для индивидуальных применений в изношенных или изношенных монтажных отверстиях. Конкретное количество оставшегося шлифовального материала определяется размером и стилем втулки, но варьируется от.005 ”- 0,020”. Втулки указываются путем добавления буквы «U» в стандартное обозначение втулки, например HU-20-16-.1250. При шлифовании втулок до определенного размера следует использовать шлифовальную оправку, чтобы обеспечить необходимую концентричность внутреннего и внешнего диаметров.
Сверлильные втулкиделают отверстия лучше и точнее
О надежности редко думают, когда все идет хорошо и машины работают без сбоев. Но все может измениться в одно мгновение.Фактически, после того, как машина доставлена и установлена, надежность, возможно, является самой важной характеристикой машины для клиентов.
Но все может измениться в одно мгновение.Фактически, после того, как машина доставлена и установлена, надежность, возможно, является самой важной характеристикой машины для клиентов.
Низкая надежность влияет на компании, увеличивая время простоя, затраты на обслуживание и другие последующие эффекты. Это легко понять любой, кто сталкивался с неисправным оборудованием. Дело не только в ремонте машины, а это довольно обременительно; всегда есть дополнительные и дорогостоящие последствия.
Ненадежный станок подрывает доверие к компании, создавшей его, и может легко привести к потере клиентов и продаж.На конкурентных рынках цена и производительность важны и могут отличить одну компанию от остальной отрасли. Но репутация разработчика и создания надежного оборудования — еще один способ выделить компанию среди конкурентов. Многие компании стремились стать синонимом надежности.
Прославиться как компания, поставляющая надежное оборудование, невозможно с помощью умного маркетинга. Для достижения максимального эффекта стремление к надежности должно пронизывать компанию.
Для достижения максимального эффекта стремление к надежности должно пронизывать компанию.
Конечно, одной из важнейших областей является дизайн.
Конструирование для надежности
Конструкция — самый важный фактор надежности машины. Инженеры часто игнорируют надежность до слишком позднего этапа цикла проектирования. Например, многие инженеры рассматривают надежность только на поздних этапах обоснования цикла проектирования, а не на этапе концепции и на ранних этапах проектирования.
После согласования концепции добавление мер надежности становится более дорогостоящим и неэффективным.Но зачастую разработка на надежность обходится дешевле, чем проверка на надежность.
Существует как минимум два проверенных и систематических метода выявления возможных проблем надежности в процессе проектирования: блок-схемы надежности (RBD) и анализ режимов и последствий отказов (FMEA).
Модель RBD представляет собой модель машины с указанием надежности каждого компонента. Инженеры должны быть уверены, что следуют правильному пути надежности, который может отличаться от пути управления.Например, RBD для трансмиссии автомобиля может выглядеть как на блок-схеме ниже.
Инженеры должны быть уверены, что следуют правильному пути надежности, который может отличаться от пути управления.Например, RBD для трансмиссии автомобиля может выглядеть как на блок-схеме ниже.
В каждом блоке определяется надежность отдельного компонента. И они входят в общий показатель надежности.
RBD прост для понимания и может быстро выявить потенциальные проблемы с надежностью, поскольку легко выявляет «слабые звенья в цепи». Но для некоторых машин это может быть слишком упрощенно, так как не учитываются отношения между компонентами. Зависит ли надежность любого из блоков от того, как они настроены на определенном пути?
FMEA систематически определяет каждый режим отказа машины или процесса.Подробное изучение видов отказов может также выявить другие недостатки конструкции. Это включает в себя основной механизм отказа, а также способы его устранения или снижения его шансов. (Число приоритета риска, например, определяется путем умножения факторов серьезности, возникновения и обнаружения, как показано ниже. Полученное RPN дает разработчикам представление о том, насколько серьезной проблемой будет режим отказа.)
Полученное RPN дает разработчикам представление о том, насколько серьезной проблемой будет режим отказа.)
Устранение серьезности, возникновения а обнаружение на этапе проектирования имеет решающее значение для проектирования надежных устройств.Если RPN высокое, у инженеров есть два варианта: устранить режим отказа или изменить один или несколько факторов, чтобы получить более низкое RPN.
Оптимальный план действий не всегда ясен. Иногда все, что требуется, — это несколько небольших настроек дизайна, иногда инженеры могут добавить дополнительный механизм управления, а иногда команда разработчиков должна вернуться к чертежной доске.
FMEA — это обычно тщательное исследование всех источников отказов машины. После проведения результаты можно использовать для репликации на аналогичных машинах.Лучшее понимание видов отказов может значительно помочь в текущем и будущем проектировании. Результаты FMEA помогают техническим специалистам понять, когда машина выходит из строя. Это позволяет им реагировать быстрее и точнее и в конечном итоге повысить надежность.
Это позволяет им реагировать быстрее и точнее и в конечном итоге повысить надежность.
К сожалению, FMEA проверяет все возможные режимы отказа, поэтому это может быть утомительным, трудоемким и дорогостоящим. Эффективность FMEA также во многом зависит от опыта людей, выполняющих анализ. Следовательно, для его выполнения требуются люди с большим опытом.
Повышение надежности
После того, как группа разработчиков использует RBD, FMEA или какую-либо другую форму анализа, чтобы получить четкое представление о недостатках надежности конструкции, она может более эффективно решать проблемы надежности. Общие методы повышения надежности включают в себя применение техобслуживания, ориентированного на надежность (RCM), и сосредоточение внимания на методах упреждающего обслуживания, таких как техническое обслуживание по состоянию (CBM) и профилактическое обслуживание.
RCM похож на FMEA, но идет дальше.Он берет режимы отказов из FMEA и разрабатывает стратегии обслуживания для устранения отказов. RCM ведет команду через каждый режим отказа, где он определяет лучшую стратегию обслуживания для предотвращения отказа. Чаще всего RCM выполняется после того, как оборудование заработало. Однако выполнение на стадии проектирования может привести к твердому пониманию повышения надежности.
RCM ведет команду через каждый режим отказа, где он определяет лучшую стратегию обслуживания для предотвращения отказа. Чаще всего RCM выполняется после того, как оборудование заработало. Однако выполнение на стадии проектирования может привести к твердому пониманию повышения надежности.
Подобно FMEA, RCM представляет собой систематический подход к лечению видов отказов посредством предотвращения. Например, если конструкторы знают, что забитый фильтр уменьшит поток воздуха и повредит двигатель, в ответ RCM может запланировать замену фильтра каждые три месяца.Уроки одной программы RCM также можно использовать в другом месте.
Но успешный RCM требует ресурсов, обучения и преданности делу. Компания должна быть уверена, что она может полностью поддержать стратегию, прежде чем приступить к ее реализации. И, как и FMEA, для разработки RCM требуется определенный опыт.
НАСА когда-то использовало RCM в своем летном центре им. Маршалла, и расходы на техническое обслуживание были сокращены, срок службы существующего оборудования был увеличен, а затраты на электроэнергию были снижены, что привело к экономии более 300 000 долларов. Если такая экономия может быть достигнута после внедрения, то использование RCM на этапе проектирования, несомненно, может принести пользу.Если группа разработчиков работает с FMEA для новой машины, следующим логическим шагом будет RCM.
Если такая экономия может быть достигнута после внедрения, то использование RCM на этапе проектирования, несомненно, может принести пользу.Если группа разработчиков работает с FMEA для новой машины, следующим логическим шагом будет RCM.
CBM использует состояние машины в реальном времени, чтобы определить, когда необходимо техническое обслуживание. Это делается путем размещения датчика температуры, вибрации или другого типа на соответствующих участках машины и связывания их с контурами управления или внешними базами данных. Естественно, этот подход можно применить на этапе проектирования. Несмотря на то, что это добавляет относительно небольшую стоимость к продукту, это дает конечным пользователям гораздо более точные средства прогнозирования производительности и надежности.
CBM отслеживает данные, не всегда распознаваемые человеческими органами чувств. Он может удаленно контролировать оборудование во время его работы, экономя время и сокращая количество сбоев. Но CBM дороже для клиентов и требует более предварительной установки и настройки. И здесь будет кривая обучения, в которой компания устанавливает пороговые значения датчиков. Также требуется обучение. Когда нужно действовать группе технического обслуживания? Это нелегко понять.
Но CBM дороже для клиентов и требует более предварительной установки и настройки. И здесь будет кривая обучения, в которой компания устанавливает пороговые значения датчиков. Также требуется обучение. Когда нужно действовать группе технического обслуживания? Это нелегко понять.
CBM при правильном исполнении сокращает количество поломок и регулярного технического обслуживания.Один источник оценивает экономию CBM на уровне 12% в первый год, снижение количества отказов более чем на 25% и повышение эксплуатационной готовности оборудования на 94%.
Простым примером CBM является добавление датчиков вибрации к двигателям. Отслеживая частоту вибрации и настраивая предупреждение на соответствующем уровне для действий, вы можете быстро реагировать на неблагоприятные условия и продлевать срок службы двигателя.
Как многие заявили, техническое обслуживание, ремонт и операции заслуживают более высокого приоритета, чем обычно, особенно на этапе проектирования.Если надежность рассматривается на ранних этапах процесса проектирования, оборудование, несомненно, будет лучше в долгосрочной перспективе. Надежность может стать сильной стороной дизайна и способом выделить продукцию компании.
Надежность может стать сильной стороной дизайна и способом выделить продукцию компании.
Брайан Кристиансен является основателем и генеральным директором Limble CMMS .
Типы буровых втулок | Джиги | Станки
Буровые втулки подразделяются на: 1. Фиксированные втулки 2. Вкладыши 3. Возобновляемые втулки 4.Вставные втулки 5. Винтовые или зажимные втулки 6. Специальные втулки.
Тип № 1. Фиксированные или запрессованные втулки:Они используются для ограниченного производственного инструмента, когда не требуется замена втулки. Она должна быть легкой прессовой. Они могут быть с головой или обычным шрифтом. Головка головного типа позволяет использовать втулку в качестве упора для инструмента.
Он также позволяет увеличивать длину втулки относительно глубины пластины втулки, если последняя должна быть ограничена.Иногда может потребоваться, чтобы нижняя часть втулки соответствовала профилю компонента, чтобы предотвратить прогиб инструмента, и это возможно с помощью втулки с головкой. Повторяющиеся изменения втулок с запрессовкой могут повлиять на их точность.
Повторяющиеся изменения втулок с запрессовкой могут повлиять на их точность.
Преимущества плоской фиксированной втулки — низкая стоимость, ее можно установить ближе, меньше вероятность их столкновения с другими частями сверлильного станка, можно использовать на всех шести сторонах зажимного приспособления коробчатого типа.
Недостатком плоского типа является то, что из-за проскальзывания он может соскальзывать, а недостаток головного типа заключается в том, что при использовании зажимного приспособления коробчатого типа и нескольких граней, вероятно, возникнут трудности с обнаружением других граней в качестве проецируемых. голова вызовет помехи.
Тип # 2. Вкладыши: Они действуют как упрочненные направляющие для втулок скольжения и возобновляемого типа, а иногда используются как направляющие для инструментов. Таким образом, можно использовать зажимную пластину из мягкого металла, и после износа следует заменять только футеровку, а не всю зажимную пластину. Втулка вкладыша либо запрессовывается в зажимную пластину, либо фиксируется винтами.
Втулка вкладыша либо запрессовывается в зажимную пластину, либо фиксируется винтами.
Используются при многократной замене втулок в течение срока службы кондуктора.В этих втулках тип прессовой посадки обычно не используется, а используется только легкий тип прессовой посадки. Чтобы втулка не выскочила вместе с инструментом, при ее извлечении используется какой-нибудь установочный винт для фиксации втулки с зажимной пластиной. Когда втулка должна быть заменена из-за износа, стопорный винт снимается, а изношенная втулка вынимается. Поскольку операция извлечения втулки обычно приводит к повреждению отверстия пластины втулки, обычно используют втулку вкладыша, которая также имеет другие преимущества.
Сдвижные сменные втулки используются для выполнения более чем одной операции в одном месте, например, сверления и развертывания.
Эти втулки используются с втулкой вкладыша и удерживаются на месте радиальным фиксатором и головкой втулки. Если для отверстия требуется втулка другого размера, первая втулка снимается, поворачивая ее против часовой стрелки и поднимая. Для установки новой втулки поместите ее в отверстие с радиальным фиксатором и поверните по часовой стрелке (см. Рис. 28.56).
Если для отверстия требуется втулка другого размера, первая втулка снимается, поворачивая ее против часовой стрелки и поднимая. Для установки новой втулки поместите ее в отверстие с радиальным фиксатором и поверните по часовой стрелке (см. Рис. 28.56).
Если в каждом отверстии выполняется только одна операция (но если в течение срока службы инструмента требуется несколько втулок), используются фиксированные заменяемые втулки, вставляемые во вкладыш.Они удерживаются механическим зажимом и снимаются значительно дольше, чем втулки с возможностью скольжения.
Тип # 4. Втулка скользящего типа: Иногда нам требуется больше сверл для прохождения в одном месте, например, мы хотим просверлить отверстия диаметром 5, 10, 15 мм в последовательных операциях в одном и том же месте работы, то есть когда любое отверстие требует использования двух или более инструментов, тогда это необходимо. необходимо использовать скользящую втулку для каждого инструмента, за исключением случаев, когда инструмент направляется вкладышем.
Отверстие каждой втулки выполнено в соответствии с размером инструмента. В скользящих втулках предусмотрены устройства для предотвращения вращения втулки во время процесса обработки, а также для предотвращения ее следования за инструментом, когда последний используется для удаления стружки или когда он извлекается в конце реза.
Это достигается за счет использования крепежного винта, который закреплен на постоянной основе в виде втулки пластины. На скользящей втулке имеется прорезь с зазором, радиус которой немного больше, чем у головки винта, а также ступенька, которая при повороте втулки поворачивается и фиксируется под фланцем винта.Подъем втулки препятствует головка винта.
Тип № 5. Втулки винта или зажима [Рис. 28.59]:В этом типе втулки резьбовая часть используется для удержания, а поскольку резьба не может обеспечить хорошее расположение, для этой цели используется плоская часть втулки.
Тип # 6. Специальная втулка:Предположим, может потребоваться просверлить два отверстия очень близко друг к другу, и может не хватить места для установки втулок.В этом случае мы предлагаем втулку с более чем одним отверстием, как показано на рис. 28.60.
Втулки с масляными канавкамиобеспечивают надежную и полную смазку для продолжительных высокоскоростных операций.
Важными характеристиками при проектировании кондукторных втулок являются:
(1) Втулки должны быть закалены для минимального износа.
(2) Незакрепленные или завинченные втулки не следует использовать там, где точность наиболее важна.
(3) Если используются резьбовые втулки, необходимо предусмотреть цилиндрические направляющие поверхности.Втулка должна быть достаточно длинной, чтобы поддерживать инструмент и правильно направлять его.
(4) Длина подшипника неподвижной втулки должна быть в 2 раза больше диаметра втулки. В случае скользящей втулки длина должна быть примерно в 2-3 раза больше диаметра сверла.
(5) Если втулка больше рекомендованной длины, оставшаяся часть длины, наиболее удаленная от работы, должна быть снята, как показано на рис. 28.61.
(6) Толщина стенки втулки должна легко выдерживать все силы резания и обеспечивать точность инструмента.
(7) Между заготовкой и втулкой должен быть зазор примерно на один диаметр сверла для зазора от стружки и т. Д. Для небольших и точных отверстий, а также при сверлении на наклонных или изогнутых поверхностях втулки следует опускать близко к заготовке. Если втулка излишне находится очень близко к обрабатываемой детали, стружка приведет к быстрому износу втулки. Если втулка находится слишком далеко, точность теряется.
(8) Отверстия, предназначенные для установки буровых втулок, должны быть меньшего размера и иметь идеально круглую форму, чтобы втулка подходила правильно.Если втулки сверла установлены неправильно, они могут выпасть во время использования или заедать и ломать инструмент.
Heinrich Company — Ручная сверлильная стойка с поперечным отверстием
Heinrich Company — Ручная сверлильная стойка с поперечным отверстием — Расин, ВисконсинКОМПАНИЯ HEINRICH Телефон: 262-634-4229 Факс: 262-634-7365
Производитель промышленных тисков и инструментов
СТРЕЛКА ДЛЯ ПЕРЕКРЕСТНЫХ ОТВЕРСТИЙ
Арт. № 305
Диапазон — от 1/8 дюйма до 3/4 дюйма
| Арт. | вес | Цена нетто |
|---|---|---|
| 305 | 13 фунтов | 330,62 долл. США |
| I.D. вкладышей Меблированный | Вмещает стандартные втулки ASA * |
|---|---|
| 5/16 « | .0135 до .1935 |
| 1/2 « | .1405 до .3437 |
| Вкладыши V-Taper для заготовки малого диаметра. Канавка для удаления стружки. | |
СТРЕЛКА ДЛЯ ПЕРЕКРЕСТНЫХ ОТВЕРСТИЙ
Арт. № 605
Диапазон — от 3/4 дюйма до 1-1 / 2 дюйма
| Арт. № | вес | Цена нетто |
|---|---|---|
| 605 | 20 фунтов | 403,80 долл. США |
| I.Д. Лайнеров Меблированный | Вмещает стандартные втулки ASA * |
|---|---|
| 5/16 « | .0135 до .1935 |
| 1/2 « | .1405 до .3437 |
| 3/4 « | .2812 до. 5625 |
| Без хвостовика может использоваться буровая втулка с внешним диаметром 1 дюйм. От .4687 до .7812 (хвостовики прямые) для прутка диаметром 3/4 дюйма и более. | |
СТРЕЛКА ДЛЯ ПЕРЕКРЕСТНЫХ ОТВЕРСТИЙ
Арт.905
Диапазон — от 1-1 / 2 до 2-1 / 2 «
| Арт. № | вес | Цена нетто |
|---|---|---|
| 905 | 39 фунтов | $ 778,85 |
| I.D. вкладышей Меблированный | Вмещает стандартные втулки ASA * |
|---|---|
| 5/16 « | .0135 до .1935 |
| 1/2 « | .1405 до .3437 |
| 3/4 « | .2812 до. 5625 |
| 1 « | .4687 до .7812 |
| 1-3 / 8 « | .7187 до 1.0625 |
| Без футеровки можно использовать буровую втулку с внешним диаметром 1-3 / 4 дюйма от .9687 до 1.4062. | |
| * При использовании вкладыша можно использовать втулки меньшего размера. ВТУЛКИ НЕ МЕБИРУЕМ. ОНИ МОЖНО ПРИОБРЕСТИ У МЕСТНОГО ПОСТАВЩИКА ВТУЛКИ. Укажите: стандартная скользящая посадка, «SF», заменяемые втулки, длиной 1 дюйм и укажите размер отверстия, которое необходимо просверлить или развернуть. (Втулки для 905 и AR-905: длина 1-1 / 2 дюйма) | |
ФОТОГРАФИИ ПРИМЕНЕНИЯ КОНДИЦИОНЕРА ДЛЯ ПЕРЕКРЕСТНЫХ ОТВЕРСТИЙ
(Фото 1) Сверлильные кондукторы Heinrich Cross Hole Drill могут делать поперечные отверстия для корончатых гаек и страховочных тросов.
(Фото 2) Вот больший из двух болтов.Ручка обрушила верхнюю прижимную планку, головка болта закреплена. Вкладыш адаптера был повернут на 90 градусов, так что он захватывает плоскости головки болта. Футеровка адаптера предназначена для удаления стружки. Втулка сверла «SF» вставляется во вкладыш адаптера сверху. Концевой упор был изменен, чтобы также быть частью упора. (Heinrich поставляет вкладыши переходника с каждым блоком, поэтому можно использовать втулки с внешним диаметром разного размера и обеспечить зазор для стружки.)
Втулка сверла «SF» удерживается клином наверху зажимной пластины.V-образный паз в корпусе закален для более длительного износа.
(Фото 3) Вот меньший из двух болтов. Вкладыш адаптера не используется. Вместо этого втулка сверла помещается в зажимную пластину вверх дном. На этом рисунке зажимная пластина показана вверху.
(Фото 4) Прижимная пластина опущена. Втулка сверла удерживает головку на месте. Во время сверления зажимную пластину необходимо поднимать и опускать несколько раз для удаления стружки.
Выберите фотографии для увеличения.
Телефон: 262-634-4229 Факс: 262-634-7365 2707 South Memorial Drive, Racine, WI 53403-3299посетите наши сестринские компании Ace Stamping для всех ваших прецизионных штамповок по металлу, Shakespeare Machine для всех ваших расходных материалов для абразивной промышленности и Innotec of Wisconsin для высококачественных специальных лент. Ace Stamping, Shakespeare и Innotec являются подразделениями материнской компании Генриха, RC Incorporated.
© Компания Генрих — подразделение RC Incorporated
Сверлильные кондукторы Heinrich Cross Hole Drill могут делать поперечные отверстия для корончатых гаек и страховочных тросов.
Закрыть
Вот больший из двух болтов. Ручка обрушила верхнюю прижимную планку, головка болта закреплена. Вкладыш адаптера был повернут на 90 градусов, так что он захватывает плоскости головки болта. Футеровка адаптера предназначена для удаления стружки. Втулка сверла SF вставляется во вкладыш адаптера сверху. Концевой упор был изменен, чтобы также быть частью упора. (Heinrich поставляет вкладыши адаптера с каждым блоком, чтобы можно было использовать втулки с внешним диаметром разного размера и обеспечить зазор для стружки.)
Закрыть
Вот меньший из двух болтов. Вкладыш адаптера не используется. Вместо этого втулка сверла помещается в зажимную пластину вверх дном. На этом рисунке зажимная пластина показана вверху.
Закрыть
Прижимная пластина опущена. Втулка сверла удерживает головку на месте. Во время сверления зажимную пластину необходимо поднимать и опускать несколько раз для удаления стружки.
Закрыть
Дюбель— Как сделать дюбель без металлических втулок?
Я не могу найти металлических втулок здесь, в Бразилии.
Втулки в промышленных зажимных приспособлениях будут изготавливаться из инструментальной стали для обеспечения длительного срока службы (месяцы или дольше при коммерческом использовании, десятилетия при обычном использовании домашним плотником).
Для заводского приспособления может помочь все, что увеличивает износостойкость, поэтому втулка может быть любой подходящей металлической трубой с правильным внутренним диаметром 1 . Хотя медь довольно мягкая, ее стоит использовать, если ничего другого нет, как и алюминий. Лучше латунь. Лучше всего естественно сталь, включая нержавеющую и низкоуглеродистую сталь.
Если подходящая труба для проходного изолятора не найдена и вы хотите усилить, то металлическая пластина также добавит полезной прочности.
Как я могу сделать приличную джигу без них?
Для легкого / нерегулярного использования и разовых работ отлично подходят сверлильные кондукторы из дерева. Можно использовать даже мягкую древесину, что продлит срок службы. Я сделал приспособление для карманного винта по этому плану из сосны или, возможно, из ели, я не могу сказать, какой, и после многократного использования он не сильно изнашивается (но я стараюсь не наклонять сверло при его использовании) .
Чем тверже, тем лучше. Если вы хотите сделать приспособление, которое прослужит дольше, стоит использовать хорошую прочную твердую древесину, а поскольку приспособления такого типа требуют всего лишь небольшого кусочка, можно использовать даже действительно красивые породы, которые вы обычно не рассматриваете в качестве приспособления для мастерской — очень короткие обрезки, которые были бы подходящими, в противном случае обычно не используются.
На YouTube есть множество приспособлений для установки дюбелей. 2 , если вы их еще не видели, вот хороший, но есть и другие, на которые стоит обратить внимание, в том числе некоторые самоцентрирующиеся типы.
1 Если вы покупаете трубу в Интернете, внутренний диаметр часто сокращается до ID в технических характеристиках, а внешний диаметр до OD.
2 А также инструкции по изготовлению дюбелей, чтобы вы могли быстро и легко формировать индивидуальные дюбели из твердых пород дерева. Эти два приспособления составляют очень полезную пару для изготовления столярных изделий из дюбелей своими руками.
Основы конструирования инструментов — Конструирование приспособлений
Шаблоны— это державки, предназначенные для удержания, размещения и поддержки заготовки во время направлять режущий инструмент на протяжении всего цикла резки.Джиги можно разделить на две общие классификации: буровые приспособления и буровые приспособления. Из них сверлить джигги, безусловно, самые распространенные. Сверлильные кондукторы обычно используются для сверления, нарезание резьбы и развёртывание, но также может использоваться для зенковки, растачивания, снятие фаски и точечная обработка. С другой стороны, расточные приспособления используются в основном для сверления отверстий до точного заданного размера. Базовая конструкция обоих классы приспособлений по сути одинаковы.
Единственное существенное отличие состоит в том, что приспособления для растачивания обычно оснащены пилотная втулка или подшипник для поддержки внешнего конца расточной оправки во время операция механической обработки.
При проектировании необходимо учитывать множество факторов. любое приспособление. Хотя некоторые из этих точек, такие как определение местоположения, поддержка, и зажим, уже рассмотрены, они включены в этот раздел потому что они относятся конкретно к конструированию приспособлений. Поскольку все приспособления имеют одинаковые конструкции, точки, указанные для одного типа приспособления, обычно относятся к и другие типы. Разработка и выбор приспособлений начинается с анализа заготовку и производственную операцию, которую необходимо выполнить.
Общие положения
Одно из первых соображений при проектировании любого рабочего держателя — относительное баланс между стоимостью инструмента и ожидаемой выгодой от его использования для производства. Все рабочие должны сэкономить на производственных затратах больше, чем они стоят того, чтобы спроектировать и построить. Во многих случаях разработчики инструментов могут необходимо выполнить детальную смету для обоснования стоимости специального инструмента. Это включает в себя пристальный взгляд на чертеж детали, спецификации процесса и другие сопутствующие документы.
Обычно сложность детали, расположение и количество отверстий, требуемая точность, и необходимо учитывать количество деталей, которые необходимо изготовить. чтобы определить, оправдана ли стоимость конкретного приспособления. Как только инструмент конструктор убежден в том, что стоимость спецтехники оправдана, оставшиеся данные, необходимые для создания подходящего рабочего, собираются и проанализированы.
Характеристики машины
Размер, тип и возможности станка, указанные для конкретного Операция имеет прямое отношение к тому, как должно быть изготовлено то или иное приспособление.За Например, приспособление для сверления небольших отверстий на высокочувствительном сверлильном станке. обычно не будет иметь тех же функций, что и приспособление, предназначенное для использования с радиально-сверлильный станок большего размера. Хотя оба могут иметь много общего, машины они используются, а также требуются специальные инструменты, как правило, диктуют общую конструкцию рабочего.
Часто разработчик инструмента — это не тот человек, который станок для механической обработки.В большинстве случаев инженер-технолог несет ответственность за определение станка, которое выполняется до проектирование инструмента начато. Однако разработчик инструмента должен проверить указанные машины, чтобы убедиться, что они являются наилучшим выбором. Ниже приведены несколько соображения машины, которые следует учитывать при проектировании приспособлений.
• Машина должна быть достаточно большой и жесткой для выполнения требуемых операций.
• Производственные возможности и точность станка должны быть подходящими для операции.
• Станок должен надежно закреплять зажимное приспособление.
• Выбранный станок должен располагаться рядом с последующими операциями обработки.
Здесь важна компоновка завода, чтобы минимизировать расстояние между станками. станций и предотвратить возврат и потерю времени.
• Указанные режущие инструменты должны быть совместимы со станком. Токарный станок с конусом Морзе №2 в шпинделе задней бабки не может удерживать конус Морзе №3 инструменты без адаптера.
• По возможности следует указывать режущие инструменты стандартного размера. Специальный сверла, развертки и другие режущие инструменты дороги.
Разработчик инструмента должен иметь все соответствующие спецификации для каждого тип станка, используемого для изготовления деталей. Эта информация должна включать размеры стола, размеры Т-образных пазов, перемещение станка по всем осям и аналогичные данные. Такая информация обычно предоставляется заказчиком или доступна в руководства по техническому обслуживанию прилагаются к каждой машине.Это спасает дизайнера время, необходимое для проведения измерений непосредственно на станке. Похожий спецификация должна вестись для каждого стандартного резака, как правило используется в магазине. Эту информацию можно получить у производителя резака, и должен включать длину инструмента, длину эффективной резки площадь, размер хвостовика и аналогичные данные.
Аспекты процесса
К технологическим соображениям относятся тип зажимного приспособления, необходимое количество приспособлений и специфическая пошаговая обработка заготовки.Пока предлагаемая обработка части обычно является функцией технологического процесса, разработчик инструмента всегда следует перепроверять, чтобы гарантировать совместимость предлагаемых инструментов.
Шаблоны для первой операции обычно используются для заготовок без предварительной обработки. или любой надежной эталонной поверхности. Здесь первые отверстия или поверхности вставить в деталь и действовать как ориентир для любой последующей обработки. Приспособления для первого запуска обычно используют регулируемые опоры, регулируемые локаторы, или локаторы прицела для установки исходного положения детали для обработки первые операции.
Можно использовать более одного приспособления, если необходимо выполнить несколько различных операций. исполняется в той же партии. Наиболее важным моментом, который следует учитывать, является повторяемость расположения в каждом из приспособлений.
В этих случаях для всех видов обработки следует использовать одну и ту же точку привязки. операции со стороны.
Прочие соображения, которые следует проанализировать до определения окончательного проекта включают фактические методы обработки, контроль стружки и утилизацию.Несколько в некоторых случаях детали могут быть уложены или выровнены, поэтому можно просверлить более одной вовремя. Точно так же, когда необходимо использовать большие сверла для производства необходимых размер отверстия, можно использовать более мелкие ступенчатые сверла для уменьшения тяги и крутящего момента требуется просверлить отверстия. Здесь сверлильный станок меньшего размера или более легкий необходимо использовать, если нет сверлильного станка подходящего размера. Чип контроль и утилизация — это факторы, которые необходимо учитывать при проектировании работник.
Стружка и охлаждающая жидкость обычно удаляются щеткой или воздушным потоком, поэтому достаточно должны быть предусмотрены прорези или открытые участки для облегчения удаления (см. РИС. 1).
РИС. 1. Зоны, обеспечивающие легкий отвод СОЖ и стружки.
Шаблоны сверл
Обычно выбираются заготовка, производительность и станок. размер, форма и детали конструкции любого приспособления. Однако все приспособления должны соответствовать определенным принципам проектирования для эффективного и производительного производства качественных заготовок.Должен быть способ:
• правильно расположите заготовку относительно инструмента;
• надежно зажимают и жестко поддерживают заготовку во время работы;
• направляющий инструмент и
• установите и / или закрепите приспособление на станке.
Эти методы обеспечат взаимозаменяемость и точность деталей, а также обеспечивают следующие преимущества:
• минимизировать поломку инструмента;
• минимизировать возможность человеческой ошибки;
• разрешить использование менее квалифицированной рабочей силы;
• сократить время изготовления; и
• исключить переналадку при повторных заказах.
Приспособления часто делятся на две большие категории — открытые и закрытые. Открытые приспособления используются при обработке одной поверхности детали, тогда как закрытые кондукторы используются при обработке нескольких поверхностей. Примеры открытых и закрытых приспособлений показаны на фиг. 2. Типы приспособлений часто определяются методом, используемым в их конструкция (например, шаблон, тарелка, створка, швеллер и т. д.). В основные типы обсуждаются в следующих разделах.
Шаблонное сверло Шаблонное устройство
Шаблонные шаблоны для сверления на самом деле не являются настоящими шаблонами, потому что они не включают зажимное устройство.Однако их можно использовать на самых разных деталях и являются одними из самых простых и наименее дорогих в изготовлении буровых станков. Однако, они обычно менее точны. Шаблонные сверлильные приспособления — это просто пластины, содержащие отверстия или втулки для направления сверла. Они размещаются непосредственно на объекте детали, чтобы можно было просверлить отверстия в желаемом месте.
Когда это нецелесообразно, они располагаются на детали путем измерения или линии визирования, нанесенные на шаблон.
РИС.2. Открытые и закрытые типы кондукторов.
РИС. 3. Шаблоны для сверления плоских шаблонов.
РИС. 4. Шаблонное сверлильное приспособление с плоской пластиной для левой и правой руки.
Два шаблона для сверления с плоской пластиной показаны на РИС. 3. Оба предназначены просверлить отверстие в центре закругленного конца рычага.
Шаблон, показанный на a, состоит в основном из направляющей пластины сверла и фиксирующего V-образного блока. Приспособление в b выполняет ту же работу, но было дополнительно упрощено за счет использования установочные штифты для выполнения того же централизующего действия, что и V-образный блок.
Другой шаблон для сверления с плоской пластиной показан на фиг. 4. Это приспособление было разработано просверлить схему с тремя отверстиями в левой или правой версии заготовка. Штифты выступают с обеих сторон буровой пластины, что позволяет он должен быть перевернут в соответствии с обрабатываемой деталью.
Обычной практикой при использовании шаблонов для сверления является вставка штифта в первый просверлено отверстие, чтобы предотвратить чрезмерное перемещение кондуктора при сверлении оставшиеся дыры.
Три шаблона для сверления по шаблону круглого типа показаны на фиг. 5. Все разработаны найти от максимального материального состояния (MMC) диаметра детали. Зажимное приспособление a предназначено для установки от внешнего диаметра (OD) вала, приспособление b от внутреннего диаметра (ID) детали, а зажим c — от диаметра выступа. Во всех случаях штифт подходящего размера вставляется в первое просверленное отверстие. правильно расположить кондуктор для сверления второго отверстия.
РИС. 5.Шаблонные сверлильные приспособления для круглых пластин.
РИС. 6. Установка шаблонов сверлильных станков.
РИС. 6 показаны два шаблона для сверления по шаблону гнездового типа. Джиг-а предназначен для размещения небольшой заготовки из листового металла в полости для сверления двух отверстия, которые расположены с периферии заготовки. Джиг б предназначен для выполнения той же операции с помощью пяти установочных штифтов, запрессованных в зажимное приспособление вместо полости для размещения заготовки, что снижает стоимость построить приспособление.Шаблонное сверлильное приспособление часто используется для сверления отверстий в одном часть большой заготовки, так как обычное приспособление достаточно велико, чтобы удерживать вся часть будет непрактичной и дорогостоящей. Шаблоны обычно стоят намного меньше, чем обычные приспособления, часто с использованием двух или трех шаблонов буровые кондукторы более экономичны, чем использование одного большого обычного кондуктора.
Вот некоторые из основных недостатков шаблонных приспособлений.
• Они не так надежны, как большинство других типов, что может привести к неточным обработка неосторожным оператором.
• Ориентация схемы отверстий относительно опорных точек детали может быть неточной. как и с другими типами приспособлений. Однако точность схемы расположения отверстий в пределах сам шаблонный зажим сопоставим с любым обычным шаблоном.
• Они непрактичны при установке опорных точек независимо от размера элемента (RFS).
Шаблоны для пластин
Шаблоны для формования пластин в основном представляют собой шаблонные шаблоны, оснащенные зажимом для заготовок. система.Первоначальные затраты на строительство для шаблонов пластин больше, чем для шаблонов. приспособления, но приспособления для пластин обычно более точны и служат дольше.
Зажим для пластин включает пластину, обычно главный конструктивный элемент, который несет втулки сверла или вкладыша. Втулки скольжения различных размеров могут быть используется с вкладышами хвостовика, что позволяет выполнять серию сверлильных и связанных операций без необходимости перемещать или повторно зажимать заготовку. Тарелка открыта конструкция позволяет легко загружать и выгружать заготовку и избавляться от чипсы.
Три различных типа зажимных приспособлений для пластин показаны на фиг. 7. Открытая плита зажимное приспособление, показанное на a, в основном представляет собой шаблонное приспособление, снабженное средствами для зажима заготовка, работа которой поддерживается столом сверлильного станка. Стол-тарелка кондуктор в b состоит из сверлильной пластины, установочной шпильки и зажимного винта с стандартные винты, используемые в качестве опорных лап. Этот тип приспособления обычно переносится на стол сверлильного станка, а не закреплен на столе, поэтому его можно легко перевернутый для погрузки и разгрузки.Следовательно, зажимные приспособления для тарелок обычно используется для мелких деталей. В частности, обратите внимание на то, что усилие инструмента в этом типе зажимное приспособление направлено на зажимы, а не на жесткие части зажимного приспособления. Поэтому крайне важно, чтобы метод зажима был достаточно прочным, чтобы сопротивляться удару дрели.
По очевидным причинам зажимное приспособление, показанное в c, называется зажимным приспособлением для сэндвич-пластин. С этим типом зажима заготовка располагается между двумя пластинами: буровая пластина, содержащая втулки бурового кондуктора, фиксаторы и зажимы, и опорная пластина только для поддержки.Опорная пластина имеет отверстия с зазором. для сверла и совмещается с пластиной для сверления двумя штифтами. Резервная копия пластина идеально подходит для поддержки тонких деталей, которые в противном случае тяга сверла.
Приспособления для угловых пластин, показанные на РИС. 8 в основном используются для сверления деталей под углом к локаторам деталей. Зажим для прямоугольных пластин в a разработан для сверления отверстий перпендикулярно установочной поверхности, а модифицированная угловая пластина кондуктор, b, предназначен для сверления отверстий под углами, отличными от 90 °, к месту расположения. поверхность.
Приспособления пластинчатого типа обычно перемещаются по столу вручную. Поэтому особые должны быть приняты меры безопасности, чтобы приспособление не вращалось шпиндель при заклинивании режущего инструмента. Лучший способ предотвратить это — для изготовления кондуктора с удлиненной ручкой, достаточной для оператора станка преодолеть крутящий момент заклинившего инструмента. Когда приспособление для тарелок используется с радиальное сверло, может быть предусмотрена возможность зажима сверлильного кондуктора или заготовки к столу станка.
РИС. 7. Приспособления для тарелок.
РИС. 8. Приспособления для угловых пластин.
РИС. 9. (а) Универсальное приспособление, готовое к производству, (б) регулируемое поперечное отверстие
кондуктор
Универсальные приспособления
Универсальные зажимные приспособления(иногда называемые зажимными приспособлениями для насосов) используют ручку, соединенную с кулачок или рейка и шестерня для перемещения либо пластины втулки, либо пластины гнезда, часто вертикально, чтобы зажать заготовку.
Детали, удерживаемые в универсальных зажимных приспособлениях, имеют поверхности, адаптированные к поверхности втулки и гнезда.
Универсальные приспособления доступны во множестве стилей и размеров. Они хорошо спроектированы, прочны и могут быть легко подготовлены к бурению. конкретная часть. Обычно все, что требуется, — это добавить локаторы деталей и кондукторные втулки.
Некоторые типичные приложения показаны на фиг. 9. Установили приспособление для сверления. отверстие в центре небольшого стержня. Он оснащен самоклеящейся V-образной втулкой. лайнер, регулируемый концевой упор и подъемный блок.Эта же операция могла может быть выполнено с помощью другого универсального зажимного приспособления, называемого зажимным приспособлением для поперечного отверстия, b, также показанный на фиг. 9. В этом зажимном приспособлении сверло направляется стандартным фиксатором скольжения. заменяемая втулка, которая вставляется в зажимную пластину кондуктора и точно по центру над закаленным и отшлифованным клиновым блоком. Любая из этих приспособлений могла быть легко адаптированным для сверления большого количества деталей, каждая из которых имеет разные диаметр или размер отверстия, просто заменив заменяемую втулку фиксатора скольжения и регулировка концевого упора.
РИС. 10. Зажим для пластин для сверления поперечных отверстий.
Сравните зажимные приспособления на РИС. 9 с зажимом для тарелок, показанным на фиг. 10, что было специально разработан и построен для выполнения аналогичных операций.
Само собой разумеется, что универсальный кондуктор можно использовать в кратчайшие сроки. времени и по более низкой цене. Используя широкий спектр стандартных буровые втулки, вкладыши и компоненты инструмента, универсальные приспособления могут быть адаптированы для сверления самых разных деталей.Кроме того, их можно использовать повторно для других работ, хотя для этого может потребоваться замена пластины сверла, которая является взаимозаменяемой. и приобретается отдельно от производителя. Благодаря этой универсальности универсальные приспособления идеально подходят для ограниченного производства. Один производитель заявляет, что затраты на инструмент можно снизить на треть. За редким исключением, универсальные приспособления могут быть разработаны и адаптированы для выполнения работы за доли время, необходимое для разработки и изготовления стандартного приспособления для выполнения того же функция.
Приспособление для листьев
Приспособление для створок обычно небольшое и включает в себя откидную створку, которая несет втулки и через которые прикладывается зажимное давление. Несмотря на то что Приспособление для пластин может использоваться для больших и громоздких деталей, большинство конструкций имеют ограниченный размер и вес для удобства использования. Приспособление для листьев может быть коробкой как по форме, с четырьмя или более сторонами для сверления отверстий перпендикулярно каждая сторона. Приспособления для листовых инструментов с дополнительными ножками часто называют приспособлениями для переворачивания.Они разрешать операции с более чем одной стороны.
Имеющиеся в продаже приспособления для обработки листовых пластинок барабанного типа доступны в различных размерах. от многих производителей. Конструкция состоит из буровой пластины (листа)
прикреплен к корпусу кондуктора с помощью точного шарнира на одном конце и положительного позиционирующий зажим на другом конце. Как и в случае с универсальными приспособлениями, все, что требуется подготовить его к использованию — это предоставить средства для поиска детали и добавления сверла втулки.
Крышки откидываются, обеспечивая легкую загрузку с трех сторон.Иногда Боковая пластина прикреплена к крышке или основанию для просверливания отверстий.
Листовой зажим, показанный на фиг. 11 был специально разработан и построен для бурения два отверстия в маленьком шатуне. Откидная пластина для сверления содержит втулки сверла и точно расположен с обоих концов у пазов в корпус кондуктора.
Заготовка помещается и зажимается между двумя V-образными блоками, одной фиксированной и другой подвижный.
V-образные блоки сужаются, чтобы прижимать заготовку к основанию корпус джига.
Приспособления для каналов и барабанных боксов
Шаблоны для каналов и барабанных ящиков позволяют сверлить более чем на одной поверхности заготовку без перемещения заготовки в зажимном приспособлении. Это приводит к большая точность при меньшем количестве операций, чем при использовании нескольких отдельных приспособлений. Эти приспособления могут быть довольно сложными и более дорогими в сборке, чем более простые типы, но они все равно могут быть рентабельными при правильной разработке. Пример канальное приспособление показано на фиг.12.
РИС. 11. Шаблоны для сверления двух отверстий в небольшом шатуне.
РИС. 12. Поперечное сечение типичного канального зажима (детали зажима не показаны).
РИС. 13. Простой индексатор со стандартным стальным уголком.
Приспособление для каналов на фиг. 12 был разработан для сверления отверстий в трех поверхностях. В качестве основного корпуса использовался U-образный канал, а также сверло для запрессовки. втулки, локаторы и зажимные детали.
П-образные каналы, используемые для изготовления этого кондуктора, можно заливать, собирать, или сварной конструкции.
Однако, чтобы свести к минимуму затраты на строительство, проектировщик должен учитывать используя стандартные U-образные секции, рассмотренные ранее.
Шаблоны для барабанных ящиков позволяют проводить сверление и аналогичные операции со всех шести сторон. Они коммерчески доступны в различных размерах, которые можно приготовить для обработки конкретной детали путем добавления буровых втулок и средств определения местоположения и зажать деталь. Из-за такой доступности дизайнеры часто выбирают зажимное приспособление для барабанной коробки вместо зажимного приспособления для каналов при обработке только двух или три стороны заготовки.
Индексирующие приспособления
Шаблонные приспособления используются для сверления отверстий по образцу, обычно радиальному. Место расположения для отверстий обычно берется из первого просверленного отверстия, исходное отверстие в части, или реестр с устройством индексации, встроенным в приспособление.
Простое приспособление, показанное на фиг. 13 имеет основание из стандартного уголка. секция, в которую помещен установочный штифт для размещения пробуренной цилиндрической заготовка, которая зажимается на шпильке с помощью С-образной шайбы и шестигранной гайки.А Втулка сверла запрессовывается в пластину втулки. При использовании шестигранная гайка ослабляется после того, как просверлено первое отверстие, заготовка вращается, указательный штифт, который удерживается плоской пружиной, вставляется в отверстие, а второе из четырех отверстий, разнесенных на 90 °, просверливается после того, как гайка затянуты. Индексация повторяется, пока не будут просверлены все четыре отверстия.
РИС. 14. Стрелка сварной конструкции.
РИС. 15. Расточной шаблон.
Еще одно приспособление для индексации, показанное на фиг. 14, использует угловую пластину из сварной строительство.
Шпиндель, вдавленный в точку поворота зажимного приспособления, имеет резьбу на одном конце для запирающее колесо.
Зажим для заготовки не показан. Заготовка, пластина втулки и втулки вращаются для сверления отверстий на различные углы, которые определяются расположением индексных отверстий в зажимном приспособлении и угловой пластине.
Расточные приспособления
Расточные приспособления нередко изготавливаются аналогично коробчатым.Главный Разница между расточными и коробчатыми сверлильными приспособлениями — это точка опоры на сторона, противоположная обрабатываемой поверхности.
Как показано на фиг. 15 заготовка расположена и зажата внутри коробки. Затем расточная оправка пропускается через деталь, и направляющий подшипник выравнивается. в отверстие на противоположной стороне кондуктора. Затем деталь надоедает кормлением вращающуюся расточную оправку в деталь. В некоторых конструкциях оба конца расточной оправки и ведомый конец оправки поддерживаются во время скучный цикл.Эта конструкция обычно используется там, где важна максимальная точность. важность.
РИС. 16. Шаблон для сверления из стандартного Т-образного сечения.
РИС. 17. Шаблон для сверления из стандартного U-образного профиля.
РИС. 18. Шаблон для сверления из стандартного конструкционного материала (швеллер
и уголковое железо).
Разное сверлильное приспособление
Шаблоны для сверл могут быть изготовлены из многих стандартных коммерческих изделий, таких как: предварительно обработанные формы и основания секций; уголки, параллели и клиновые блоки; компоненты секции; и стандартные конструктивные формы.Ниже приведены несколько примеров приспособлений для сверления. построены из этих материалов.
• Предварительно обработанные секции использовались для создания кондуктора, показанного на фиг. 16. Основание было изготовлено из стандартного коммерческого Т-образного сечения, к которому втулка пластина, сделанная из плоского профиля, крепилась шурупами и дюбелями. В добавление стандартных ножек, буровых втулок и зажимов завершило сборку.
• Шаблон для сверления, показанный на РИС. 17 был построен из U-образного, предварительно обработанного чугунная секция и плоская секция.Он был построен за 9,5 часов с экономией 30% времени сборки.
• Шаблон для сверления, показанный на РИС. 18 построен из стандартной структурной формы материалы. Он состоит из двух металлических уголков, приваренных к швеллерному железу. сформировать V-образное сечение. Поверх V-образного сечения был приварен чугун большего размера, служат втулкой и пластиной крепления. Добавление стандартного большого пальца винт, втулка сверла и секция штанги завершили сборку.
Сверло по дереву Шаблоны
Часто упускаемые из виду деревянные сверлильные кондукторы ограничены присущей им неточностью.Пример деревянного кондуктора, используемого для сверления, показан на фиг. 19. Группа кондуктор состоит из фанерной основы, двух деревянных боковых распорок, фанерной втулки пластина, соединенная шурупами по дереву, и четыре болта, которые также служат джиг-ножки. Чтобы уменьшить износ и обеспечить дополнительную поддержку, пластина из листового металла приклеивается к верхней части основания. Деталь расположена напротив запрессованной раскатываем штифт и еще два болта через боковую рейку. Зажим ручки, винт с накатанной головкой, резьбовое гнездо и зубчатые втулки являются стандартными компонентами инструмента.
Сверло для полимеров Шаблоны
Некоторые вопросы, требующие особого внимания при использовании полимерных материалов для бурового кондуктора включают следующее.
• Не следует использовать обычные сверлильные втулки. Литые буровые втулки предназначены для этой цели и должны использоваться.
• Перед заливкой буровые втулки должны быть точно установлены на место. жидкая эпоксидная смола, термопластический компаунд или легкоплавкий сплав.
• При проектировании инструмента из эпоксидной смолы разработчик инструмента должен понимать доступны различные методы строительства, а также их преимущества и недостатки каждого метода.Дизайнер также должен быть знаком со многими классами эпоксидных смол или обратитесь за помощью к поставщикам эпоксидных смол, особенно при проектировании сложная оснастка.
Общая конструкция стапеля для сверления из эпоксидной смолы показана на фиг. 20. Дрель зажимное приспособление, изготовленное методом ламинирования, показано на фиг. 21.
РИС. 19. Деревянная сверлильная стойка со стандартными инструментами.
РИС. 20. Рисунок эпоксидного кондуктора.
РИС.21. Пластиковые сверлильные приспособления и шаблоны для разметки.
РИС. 22. Доработанные тиски.
Тиски модифицированные
Буровые кондукторы, показанные на РИС. 22 вместе с соответствующими деталями, были сделаны путем добавления деталей в имеющиеся в продаже тиски.
Первый кондуктор, a, был разработан для сверления установочного отверстия в валу звездочки. Второй кондуктор, b, был разработан как для бурения одного калибра 0,277 дюйма. (7,04 мм) диаметр отверстие и просверлить, зенковать и метчик a.3125-24 дюйма отверстие в поворотном блоке. Третий кондуктор, c, был разработан для сверления (1) № 38 и (1) 0,094 дюйма (2,39 мм) диаметр отверстия в шарнире. Для размещения на столе станка тиски прикручены болтами к основанию с точным заземлением и расположены напротив рельса и упора штифты, как показано на d.
РИС. 23. Крепление воздушной цанги.
РИС. 24. Самоцентрирующиеся тиски с накладными губками.
РИС. 25. Безопасные сверлильные тиски.
РИС.26. Быстрый разделитель.
Цанговые зажимы
Как показано на фиг. 23, блоки цанговых патронов и зажимные приспособления цанговых патронов установлены вертикально может использоваться для удержания заготовок при сверлении, нарезании резьбы и других связанных операциях. Крепление цанги показана, было установлено на плите, чтобы разрешить длинные заготовки пройти через приспособление.
Самоцентрирующиеся тиски
Самоцентрирующиеся тиски, показанные на РИС. 24 был оснащен ложными губками по центру и зажать чугунный колено для сверления и нарезания резьбы.Формовочные литые губки выполняют аналогичную функцию.
Принадлежности для сверления
Безопасные быстродействующие сверлильные тиски, показанные на РИС. 25 функций встроенных встраиваемых параллельные губки для удержания рабочего квадрата. Вертикальная V-образная канавка в челюсти предназначен для захвата круглых заготовок.
Также показан способ крепления тисков к столу для предотвращения вращение или отрыв от стола. Показанное устройство быстрого деления установленный на угловом колене на фиг.26 может ускорить сверление одинаково шаблоны из 2, 3, 4, 6, 8, 12 или 24 отверстий на внешней стороне заготовки диаметр. Или, при использовании без колена, он также может облегчить сверление разнесенные схемы отверстий на болтах любого диаметра на лицевой стороне заготовки.
Универсальный кондуктор, показанный на РИС. 27 легко приспособить для бурения широкий выбор заготовок. Отличается прочной челюстью с регулируемой концевой упор и несколько подвижных держателей втулок, которые можно ориентировать для разные заготовки.
РИС. 27. Универсальная сверлильная стойка.
Монтажный стол для различных сверлильных работ может использоваться для освещения сверление, а также электроэрозионная обработка (EDM), фрезерование, растачивание, и кондукторное шлифование. Заготовка располагается и держится на квадратных выступах. рельсов и опорный блок подвижного позволяет крепление, который будет использоваться для широкий выбор размеров заготовок. Приложение, показанное на фиг. 27 — установка для сверлильного станка с числовым программным управлением (ЧПУ).
Зажим для сверлильного станка может быть полезен для зажима заготовки непосредственно на стол сверлильного станка. Его также можно использовать для направления сверла, заменив зажимной винт с подходящей втулкой для сверления.
Втулки и вкладыши для кондукторов
Втулки кондуктора направляют инструменты, выполняющие резку. Они доступны из закаленной стали или карбида. Втулки из других материалов, например из бронзы и нержавеющей стали, поставляются производителями вводов по специальным порядок.Большинство втулок и вкладышей могут поставляться с наружным диаметром (OD) заземлены в соответствии с отраслевыми стандартами или оставлены незаземленными (тип U) для индивидуальных шлифование.
Выбор
Втулки и хвостовики бурового кондуктора могут быть указаны индивидуально системой идентификации производителя или общепринятым американским Система обозначений Общества инженеров-механиков (ASME) (ASME B94.33), который, независимо от производителя, обеспечит доставку надлежащего втулка.Указание типа режущего инструмента и его диаметра обеспечит правильный зазор инструмента. Стандартные, имеющиеся в наличии втулки являются наименее дорогими.
Втулки и гильзы с увеличенным диапазоном измерения доступны в размерах больше, чем ANSI. стандартные (типы P, H, SF, L и HL). Их внешний диаметр обычно нешлифованный, что позволяет производить индивидуальное измельчение. Уменьшенная толщина стенки и диаметры головок сверхтонких втулок (доступны в типах P, H и SF) экономят место там, где необходимо точно просверлить очень узкие отверстия.
Хотя сверхтонкие втулки столь же долговечны, как и стенки обычной толщины втулки, они не обязательно будут круглыми в свободном состоянии.
Втулкиразработаны специально для использования в мягких материалах, таких как как алюминий или магний и может использоваться в зажимных приспособлениях или приспособлениях из ламината стекловолокно или заливочные компаунды. Доступны три типа: алмаз канавка, канавка и шлицевой фиксатор.
Втулки из карбида вольфрама очень твердые (RC 78-80).Они могут длиться до 50 раз длиннее обычных стальных втулок и доступны в Типы CP, CH и CSF. Втулки с покрытием из нитрида титана (TiN) могут служить долго до 40 раз длиннее обычных стальных втулок. Они дают отличные результаты там, где требуется длительный износ и когда карбид может быть слишком хрупким. Банка втулки более экономичны, чем твердосплавные втулки, когда (может быть всего три штуки, в зависимости от размера).
Прежде чем выбрать совместимую втулку, полезно сначала определить специфические потребности и параметры приложения:
• Как будет использоваться втулка (для сверления, нарезания или развальцовки)?
• Какой тип требуется для процесса (без головки, с головкой или с фиксатором скольжения возобновляемый)?
• Каков объем производства? Покрытие из карбида вольфрама или нитрида титана втулки, даже при немного более высокой стоимости, чем стандартная сталь, прослужат дольше для длительного производства.
• Каковы размер отверстия, размер внешнего диаметра (OD) и длина?
• Существуют ли какие-либо особые требования (наружный диаметр резьбы, уголки, лыски на головке, специальные размеры и т. д.)?
• Будет ли приложение требовать стандартного или особого размера? Стандартные размеры дешевле.
Действительно ли необходима специальная втулка или стандартная втулка удовлетворяет требованиям? Установка втулки / вкладыша
Для обеспечения точности обработки детали сверлильные втулки должны быть правильно расположены и установил.
При установке чугуна или чугуна следует учитывать следующие факторы. незакаленные стальные кондукторные пластины: центровка, диаметральная посадка с натягом, стружка зазор и насколько близко втулка находится к заготовке. Из-за количество переменных, никакие определенные правила не могут заменить умение и суждение опытного инструментальщика.
Монтажные отверстия должны быть круглыми и правильного размера, чтобы предотвратить закрытие втулки. и искажение джиг-пластины. По этой причине рекомендуется, чтобы монтаж отверстия должны быть просверлены, рассверлены или отшлифованы до нужного размера для обеспечения округлости.Обычный спиральные сверла редко позволяют получить отверстие точного размера или действительно круглое отверстие.
Для обеспечения точности производства требуется особая осторожность при подготовке к монтажу. отверстия и установка втулок / вкладышей. Рекомендуется, чтобы внутренний диаметр монтажного отверстия и наружный диаметр втулки / вкладыша смазываются перед вдавливанием на место. Смазка предотвращает образование задиров на стенке отверстия. Белый свинец обычно используется в качестве смазки. Далее, оправочный пресс должен использоваться для вдавливания втулки / вкладыша на место.Если оправочный пресс недоступен, втулка / вкладыш устанавливается на место путем затягивания двух стальных пластин, соединенных гайкой и болтом. Втулку / футеровку никогда не следует забивать молотком.
Использование блокировки гильзы втулки и стопорной гайки представляет собой обычный способ монтажа сверлильный блок к кондуктору или приспособлению. Для его установки в кондуктор или приспособление, чтобы удовлетворить замок-вкладыш втулки. Затем он собирается в приспособление или приспособление и удерживается на месте контргайкой.
Прямой монтаж на приспособление — альтернативный метод, используемый, когда отверстия расположены так близко разнесено, что замок-вкладыш втулка не может быть использована. В этом случае стопорные винты устанавливаются непосредственно на зажимное приспособление и прессуется закаленный вкладыш без головки в кондуктор, чтобы принять хвостовик наконечника втулки сверла.
Блокировка полоса монтажа является еще одним способом монтажа используется для отверстий, которые тесно разнесены.
Он имеет фиксирующую планку вдоль каждой стороны ряда отверстий в приспособлении. А закаленный хвостовик без головки для крепления хвостовика наконечника буровой втулки также вдавливается в приспособление этим методом.
Буровые втулки специального назначения должны устанавливаться в соответствии с с индивидуальными рекомендациями производителя.
Посадочные места
Интерференция удерживает запрессованные втулки (РИС. 28) на месте на зажимной плите. Однако слишком сильные помехи могут вызвать ряд проблем:
• деформация кондуктора,
• раструб (втулка / стенки гильзы дуги в палате),
• изъятие инструмента и / или
• проблема с установкой сменной втулки, фиксируемой скольжением, во вкладыш.
Слишком малый натяг может привести к проскальзыванию, что приведет к неточному сверлению дыры. В большинстве случаев натяг 0,013-0,020 мм (0,0005-0,0008 дюйма) является допустимым. достаточно для правильной установки запрессованных втулок и вкладышей.
Втулки с запрессовкой и гильзой обычно устанавливаются с диаметрально натяг 0,0005-0,0008 дюйма (0,013-0,020 мм), при запрессовке с головкой втулки обычно устанавливаются с диаметральным натягом .0003 — .0005. в.(0,008-0,013 мм). Помехи больше, чем это, могут уменьшить ID втулку до точки, где инструмент может заедать или, в случае вкладышей, предотвратить вставку возобновляемой втулки. С другой стороны, слишком мало помех приведет к неплотно установленной втулке, которая может раскрутиться или вылететь места.
РИС. 28. Посадка втулки.
Зазор
Согласно одной из школ, между заготовкой существует пространство. и втулка сверла.Другой предполагает прямой контакт. Решение как при выборе учитывается абразивность материала диаметр сверла и тип применяемой втулки / хвостовика. Достаточный зазор от стружки, как показано на фиг. 29, следует предоставить между втулкой и заготовкой для удаления стружки, за исключением случаев там, где требуется максимальная точность. В этом случае втулка должна находиться в прямой контакт с заготовкой.
Для правильной поддержки и направления режущего инструмента длина сверла втулка при нормальных условиях должна находиться в пределах 1.В 5-2,5 раза больше ID втулки. И пластина зажима, поддерживающая втулку, должна быть толстой. достаточно, чтобы выдержать втулку. Обычно в 1-2 раза больше режущего инструмента толщины будет достаточно.
При обработке следует использовать зазор в 1-1,5 раза больше внутреннего диаметра втулки. такие материалы, как холоднокатаная сталь, из которой образуется длинная волокнистая стружка. А при обработке материалов рекомендуется зазор 0,5 внутреннего диаметра втулки например, чугун, из которого образуется мелкая стружка.Чрезмерный зазор стружки должен следует избегать, потому что большинство режущих инструментов немного больше при резании конец из-за заднего конуса, а чрезмерный зазор снизит направляющий эффект втулки, что снижает точность сверления.
Зазор между втулкой и деталью также важен при сверление проволочных металлов, таких как медь, которая имеет тенденцию производить вторичные, или небольшие заусенцы вокруг вершины просверленного отверстия, как показано на фиг. 30. Это, в свою очередь, заставляет зажимное приспособление подниматься с заготовки или затрудняет для снятия заготовки с зажимных приспособлений с боковой загрузкой.Зазор заусенца 0,5 раза рекомендуется ID втулки. Само приспособление также должно обеспечивать зазор. для первичных или крупных заусенцев, которые образуются при выходе инструмента из заготовки.
Изменяемая длина сменных втулок с фиксатором скольжения используется для достижения правильный интервал для приложения. Однако, как показывает практика, чем больше пространство между втулкой и заготовкой, тем больше вероятность ошибка. При регулировке рекомендуется делать это в условиях испытаний. в первую очередь, а в производстве продолжайте проверять точность на протяжении всего цикла.После запуска зажимного приспособления в производство необходимо внимательно следить за стружкодроблением. Как правило, если стружка имеет тенденцию поднимать втулку, больше требуется оформление. Если режущий инструмент блуждает или изгибается, меньший зазор необходим.
При выполнении нескольких операций, таких как сверление и развертывание, с возможностью замены скольжения следует использовать втулки разной длины, чтобы обеспечить оптимальный зазор от стружки для каждой операции, как показано на фиг. 31.
РИС.29. Рекомендуемый зазор между заготовкой и втулкой.
РИС. 30. Удаление заусенцев.
Стружка, полученная при сверлении, будет выбрасываться через пространство или через втулку (РИС. 32). Если сверло забивается или нагревается, рекомендуется увеличить пространство между концом втулки и заготовкой. Нормальные пространства варьироваться от половины диаметра сверла для мелкой стружки (как от чугуна) в полтора раза больше диаметра сверла для длинной тягучей стружки (начиная с холоднокатаная сталь).
РИС. 31. Втулки, заменяемые скольжением, обеспечивают удаление стружки при выполнении нескольких операций.
РИС. 32. Удаление стружки.
Точность и долговечность
Ниже приведены несколько советов по обеспечению более точного производства и более длинной втулки. жизнь.
• Правильно выровняйте втулки. Осторожно совместите сверло с осью втулки. чтобы избежать чрезмерного износа. Радиус на втулке поможет центрировать сверло. точка.
• Держите инструменты острыми.Тупые сверла нарушают точность втулок. Заточите, предварительно заточив каждое сверло острием в точном центре. Это предотвращает «ходьбу» сверла при первом входе в заготовка.
• Используйте подходящие охлаждающие жидкости. Проверьте этикетку охлаждающей жидкости, чтобы убедиться, что она правильная. один для конкретного процесса обработки.
• Используйте сменные втулки с фиксатором скольжения для нескольких операций. Различная длина сменных втулок с фиксированным скольжением обеспечивают точность и удаление стружки во время нескольких операций.Например, короткая втулка при сверлении обеспечит необходимый зазор для выхода стружки; более длинная втулка во время рассверливание обеспечит максимальное руководство.
• Адаптируйте втулки к неровным рабочим поверхностям.
Выходной конец втулки должен соответствовать контуру заготовки. как показано на фиг. 33. Это предотвратит отталкивание инструмента от центра. Для максимального удобства пространство для удаления стружки должно быть минимальным. Острие сверла, которое не входит точно перпендикулярно рабочей поверхности будет скакать или блуждать.В таком случае боковая нагрузка сверла концентрируется. рядом с выходным концом втулки и может вызвать преждевременный износ втулки.
Сменные втулки с фиксатором скольжения могут упростить замену изношенных втулок, а также помочь в выравнивании с контурной рабочей поверхностью. Для короткого производства проходит с запрессованными втулками, конец втулки прилегает к заготовке. контур.
• Иногда расстояния между центрами отверстий настолько близки, что их недостаточно. место для втулок.В этих случаях используются втулки с очень тонкими стенками или стандартные Втулки с головкой или без головки, на которых есть притертая поверхность, могут работать. Немного иногда необходимо использовать одну вставку из закаленной стали с двумя или более отверстиями.
• Используйте втулки с покрытием из карбида вольфрама или нитрида титана (TiN) для длинных производственные тиражи. Втулки из карбида вольфрама служат до 50 раз дольше, чем закаленная сталь. Втулки с покрытием из нитрида титана могут служить до 40 раз длиннее обычных втулок.
Оба типа втулок могут сократить время простоя при замене.Дополнительные Стоимость этих вводов невелика с учетом их сверхдлительного срока службы.
Втулки с запрессовкой без головки
Втулки с запрессовкой без головы типа П (рис. 34) и ПУ являются наиболее популярными. и наименее затратный. Они используются в инструментах для резки одного размера. там, где ожидаются небольшие осевые нагрузки, и при одноступенчатых буровых работах.
Поскольку они постоянно вдавливаются в зажимную пластину, они обычно используется, если замена не ожидается в течение ожидаемого срока службы орудие труда.Они устанавливаются заподлицо с верхней частью зажимной пластины, поэтому идеально подходят для верхняя часть втулки должна быть заподлицо или расстояние между отверстиями слишком близко к используйте втулки с головками. Доступны с чистовой шлифовкой наружных диаметров. или немолотый для индивидуального измельчения.
РИС. 33. Сверление нестандартных рабочих поверхностей.
РИС. 34. Втулка с запрессовкой без головки.
РИС. 35. Втулка запрессованная с головкой.
Втулки с запрессовкой с головкой
Втулки с запрессовкой с головкой типа H (РИС.35) и HU используются для постоянного установки, требующие большей площади опоры или где большие осевые нагрузки, которые может протолкнуть втулку через отверстие зажимного приспособления. Они такие же, как втулки с запрессовкой без головки, но с головкой (или заплечиком) на конец входа сверла, который предотвращает продвижение втулки осевой нагрузкой отверстие для приспособления. Хотя они предназначены для стационарной установки, втулки с запрессовкой легко заменяются, но за счет потери точности монтажных отверстий при каждой замене.
Поскольку опорная поверхность выходит за пределы зажимной пластины, толщина зажимную пластину часто можно уменьшить, тем самым уменьшив общий вес джиг. В случаях, когда головка должна быть заподлицо с зажимной пластиной, требуется растачивание. монтажного отверстия в зажимной пластине. Доступны втулки с запрессовкой с головкой с чистовой шлифовкой внешнего диаметра или без шлифовки для индивидуального шлифования
Вставные заменяемые и фиксируемые скользящие втулки / вкладыши
Втулки скользящие возобновляемые (Тип S) и сменные втулки с фиксированным скольжением (Тип SF) используются с безголовым вкладыш (тип L) или вкладыш головки (тип HL), где несколько операций, например как сверление и развертывание или сверление и нарезание резьбы, должны выполняться на та же дыра.Они также используются там, где длительные производственные циклы иногда требуют замена втулки для сохранения целостности кондуктора.
Когда тип SF используется с хвостовиком, он постоянно вдавливается в сверло джиг. Могут использоваться скользящие заменяемые и скользящие возобновляемые втулки (РИС. 36). со стопорными винтами (Типы LS и TW), круглыми зажимами (Тип CL), круглыми концевыми зажимами (Тип RE) или плоские зажимы (Тип FC). Оба диаметра втулок и внутренний диаметр (ID) футеровки отшлифован в соответствии с отраслевыми стандартами, в то время как футеровки доступны с чистовой шлифовкой по внешнему диаметру (OD) или необоснованный.Внешний диаметр типа SF имеет допуск скользящей посадки для облегчения вставки или снятие с лайнера.
При использовании для нескольких операций устанавливается втулка первой операции. и просверлил отверстие. Затем втулка заменяется второй операцией. втулка и выполняется вторая операция. Этот процесс повторяется до тех пор, пока отверстие полностью обработано. Затем переустанавливается первая рабочая втулка. и процедура повторяется на следующей заготовке.
При использовании сменных втулок с скользящей фиксацией на зажимных приспособлениях для выполнения отдельных операций при длительных производственных циклах, которые могут превышать срок службы проходного изолятора, они обычно фиксируются в фиксированном режиме стопорным винтом или зажимом, который подходит для фрезерованной выемки в головке.Чтобы выполнить более одной операции на такое же отверстие, например, сверление с последующим развертыванием, тип SF закрепляется в режим скольжения для легкой смены без нарушения заготовки. Гибкость Наличие фиксированного режима и опций скользящего положения снижает затраты на инвентаризацию. Рифленая головка типа SF обеспечивает простоту использования; просто поверните и поднимите.
Вкладыши типаUL (UN-A-LOK®) используются с заменяемыми скользящими втулками ANSI. Эти специальные вкладыши устраняют необходимость в втулке запорного устройства.В использования, втулка плотно фиксируется в хвостовике крутящим моментом сверла немного. Футеровки UL необходимо устанавливать с помощью оправочного пресса.
РИС. 36. Втулка сменная, фиксируемая скольжением
РИС. 37. Безголовый запрессованный вкладыш.
Гильзы с прессовой посадкой без головки
Обозначение ANSI Гильзы без головки с запрессовкой типа L (РИС. 37) используются с сменные втулки с фиксацией скольжения для точного определения местоположения.
Они позволяют заменять вводы типа SF с различным внутренним диаметром, без влияния на точность осевой линии.Вкладыши типа L постоянно запрессованы в зажимную пластину на весь срок службы зажимного приспособления и защитите отверстие в зажимной пластине от износа, вызванного частой заменой втулки. Эти лайнеры используются там, где незначительный удар по головкам втулки.
Запрессованные вкладыши с головкой
Обозначение ANSI Гильзы с запрессовкой с головкой типа HL (ФИГ. 38) аналогичны вкладышам с прессовой посадкой без головки, но имеют головку или плечо. Они используются с заменяемыми втулками с фиксацией скольжения при чрезмерном истирании. произойдет во время работы.Головка предотвращает выталкивание лайнера через. Гильзы типа HL монтируются путем растачивания верхней части отверстия. в зажимной пластине.
Доступны с чистовой шлифовкой наружного диаметра или без шлифовки для нестандартная шлифовка.
Втулки масляные канавочные
Втулки с масляными канавками предназначены для обеспечения полной смазки между режущий инструмент и втулка, когда требуется максимальное охлаждение во время обработки операция. Более 24 отдельных рисунков канавок на внутреннем диаметре (ID) доступны.
Обозначение ANSI Тип OG (РИС. 39) используется для смазки сверл или в качестве подшипник. Смазка (или охлаждающая жидкость) протекает через канавки втулки. Стена ID. Доступны стили без головы или головы. Хотя конструкции дворников помогает защитить от грязи или стружки, масляная канавка не должна выламывать дворник конца втулки.
Втулки сверлильные
Обозначение ANSI Втулки для ручного сверления типа GD (РИС. 40) используются там, где максимальное точность, необходимы длинные и глубокие отверстия.Типы GDB и GDX моноблочные. строительство. Другой тип втулки для ружейного сверла состоит из двух частей. Он состоит из вкладыша (GDL) и вставки (GDI). Вставка снимается от лайнера, что позволяет использовать один и тот же лайнер для различных размеров внутреннего диаметра.
РИС. 38. Запрессованный вкладыш с головкой.
РИС. 39. Втулки маслоналивные.
РИС. 40. Втулка перфоратора.
РИС. 41. Втулки специальные.
РИС.42. Установка шаблонных втулок.
Втулки специальные
Также доступны модифицированные стандартные и нестандартные втулки (рис. 41).
Модифицированная стандартная втулка начинается со стандартной втулки ANSI, которая изменяется его ID, OD или длина.
Пользовательские втулки нелегко модифицировать.
Настраиваемые элементы включают диаметры, формы, углы, материалы, резьбу, пр.
Втулки и вкладыши для оснастки из полимерных, литейных и мягких материалов
Некоторые типы втулок имеют наружный диаметр с зубцами или канавками для литья на месте с эпоксидные смолы, термопластичные инструментальные компаунды или легкоплавкие сплавы.Другой Тип используется для вдавливания в мягкие материалы, такие как алюминий, магний, дерево или масонит. Один конкретный тип лайнера выполняет ту же функцию как тип UL, за исключением того, что он рифленый для использования в пластиковых инструментах.
Шаблонные втулки
Шаблонные втулки (тип TB) используются с тонкими шаблонными материалами в диапазоне толщиной от 0,063 до 0,375 дюйма (1,60–9,53 мм) для обеспечения недорогой оснастки. Установка показан на фиг. 42.
Втулки поворотные
Поворотные втулкиоснащены прецизионными коническими роликоподшипниками или шариковыми подшипниками. обработки больших тяговых и / или радиальных нагрузок, встречающихся в некоторых кондукторах, например, поддержка управляемого режущего инструмента для очень точной обработки.
Наконечники и принадлежности для сверл
Наконечники сверлильной втулки (см. РИС. 43) используются с автоматическим самоподъемным сверлом. моторы. Большинство из них построено из двух частей, состоящих из фланца и стопорного хомут, содержащий резьбу винта и установочный диаметр. Это также имеет запрессованный хвостовик, который представляет собой простую втулку с внутренним диаметром, заземленным до направлять и поддерживать режущий инструмент, а внешний диаметр заземлен в соответствии с втулкой вкладыша устанавливается на кондуктор.
РИС.43. Просверлите наконечники втулки.
РИС. 44. Эскизное проектирование приспособлений.
Пример конструкции кондуктора
ТБЛ. 1. Соображения по конструкции кондуктора.
Самый эффективный метод создания любого приспособления — это систематическое подход. ИНЖИР. 44 показывает часть, с которой используется такой подход. Соображения и их влияние на конструкцию зажимного приспособления (TBL. 1) предназначены для иллюстрации пошаговый процесс до определения окончательной конструкции приспособления.
Информация в ТБЛ. 1 предназначен только для примера, а не как правило для всех приспособлений. Так же, как каждая деталь имеет свои особенности, каждый инструмент также имеет его собственные специфические характеристики, которые необходимо учитывать.
Каждый отдельный элемент кондуктора необходимо сначала продумать и набросать. Затем элементы объединяются в эскиз всего инструмента. Ниже представлен один из методов систематического проектирования приспособления для Предлагаемая заготовка.
РИС. 45. Эскиз детали.
РИС. 46. Набросок в локаторах и опорах.
Самый простой и легкий способ начать создание приспособления — это набросать деталь на трех или более видах (фиг. 45). Эскиз должен быть выполнен в масштабе. фактической детали, и шаблон должен быть нарисован в одном масштабе. Этот эскиз можно сделать вручную. Убедитесь, что между каждый вид, чтобы можно было зарисовать оставшиеся элементы без скопления людей.Иногда лучше набросать деталь другим цветом, например красным, чтобы позволить ему выделиться.
После того, как деталь нарисована, следующим шагом будет добавление локаторов и опор. (РИС. 46). Опять же, эти детали должны быть нарисованы в нужном масштабе и размере. Если указаны коммерческие поисковые устройства, проверьте каталог, чтобы найти точный размер каждой области локатора или опоры. Каждый элемент позиционирования должны быть нарисованы так, как они выглядели бы в каждом виде. Многие поставщики инструментов предоставляют файлы автоматизированного проектирования (САПР) своих продуктов, что делает процесс проектирования Полегче.
Затем к эскизу нужно добавить тело инструмента. Поскольку этот элемент неотъемлемая часть всего инструмента, его следует нарисовать до нужной пропорции и размер. После того, как деталь, локаторы, опоры и корпус инструмента нарисованы, необходимо провести тщательный осмотр, чтобы убедиться в отсутствии помех между эти элементы. Ищите области, где элементы расположены близко друг к другу. При построении эти точки могут мешать друг другу. Удостовериться конструкция локатора обеспечивает достаточно места для удаления стружки и охлаждающей жидкости.В качестве предварительной проверки убедитесь, что нет дублирующих локаторов и что деталь может быть загружена только правильно. Любая проблема с местоположением должна быть решена перед добавлением зажимного элемента к зажимному приспособлению.
После проверки конструкции кондуктора и отсутствия конфликтов между элементами Существуют зажимные приспособления, которые можно добавить в конструкцию (РИС. 47). При проектировании или выбирая зажимное приспособление, помните, что это область инструмента которые могут сэкономить или увеличить время производства.
Всегда выбирайте зажимные устройства, которые просты в использовании и быстро работают. Важно следить за тем, чтобы зажимы не касались поверхности детали. отрицательно, особенно на тех поверхностях, которые подвергаются механической обработке. Расходы дополнительный час времени строительства, чтобы сделать лучший зажим, может легко сэкономить тысячи долларов на производственных затратах. Как только конструкция зажима определена, он должен быть нанесен на имеющийся чертеж приспособления. Не забудьте включить зажимное устройство в каждом виде.Когда хомут намечен на месте, один раз снова начните тщательный осмотр конструкции, чтобы убедиться, что нет конфликта или вмешательство между различными элементами.
Следующим шагом в первоначальной конструкции кондуктора должно быть добавление сверла. втулки (РИС. 48). Расположение этих втулок имеет решающее значение для точности приспособления, и они должны быть размещены осторожно. Указанные значения допуска размещение втулки должно отражать позиционное соотношение примерно 50% допуска детали.Итак, если размер детали указан как 1.000 дюйма ± 0,010 дюйма (25,40 мм ± 0,25 мм), расположение втулки должно быть указано как 1.000 дюйма ± 0,005 дюйма (25,40 мм ± 0,13 мм). Общее правило 50% Допуск детали, применяемый к инструменту, не только обеспечит детали в пределах требуемой точности, но также снижает стоимость изготовления кондуктора, поскольку значение допуска дает инструментальщику больше места для размещения втулки. В случаях, когда требуется высокая точность или инструменты для крупносерийного производства должны быть сделаны, жесткий допуск может легко свести на нет рентабельность приспособления и приводят к убыткам, а не к увеличению прибыли от использования инструмент.
При выборе втулок для использования в кондукторе всегда указывайте втулки, которые обеспечит адекватную опору для режущего инструмента. Если пространство не проблема, использовать втулки головного типа. Если же пространство ограничено, втулки без головки должен быть использован. В тех случаях, когда втулки будут часто заменяться, Следует указать втулки с фиксированными заменяемыми или скользящими заменами. Если эти втулки используются, не забудьте включить втулки вкладыша.
РИС.47. Добавьте зажимное приспособление к конструкции.
РИС. 48. Добавьте сверлильные втулки.
После того, как втулки добавлены на эскиз, проверьте весь инструмент один раз. снова, чтобы убедиться, что элементы не будут мешать друг другу или работе приспособления. На этом этапе зазор между втулками сверла должен определяется. Если требуется очистка, следует принять меры для обеспечения в инструменте достаточно места. Если, однако, зазор не требуется, разработчик должен убедиться, что пластина зажима и втулки плотно прилегают часть.
Начальный эскиз базового приспособления завершен; однако отношения между зажимным приспособлением и станком, с которым он будет использоваться, теперь необходимо проверить. Используя спецификации размеров для станка, выбранного для операции, нарисуйте взаимосвязь между зажимным приспособлением и столом станка, шпинделем и Рамка. Найдите места, где могут возникнуть помехи. Набросайте предлагаемые установочное устройство на столе, чтобы убедиться в правильности размера Т-образных пазов.Или, если используются зажимы для ремня, убедитесь, что они не мешают с работой кондуктора.
Определите, будет ли указанный режущий инструмент выполнять желаемую операцию не мешая корпусу кондуктора или другим элементам. Проверить зазор между режущим инструментом и элементами станка. Всегда указывайте стандарт, по возможности готовые режущие инструменты. Не модифицируйте стандартный инструмент для устранения недостатка в конструкции кондуктора. Переделать конструкцию кондуктора проще чем оправдать дополнительные затраты на модификацию стандартных инструментов.Все инструменты Проблемы должны решаться на чертежной доске, а не в цехе во время производства.
После того, как начальные эскизы готовы и дизайнер убедится, что дизайн надежный и работоспособный, готовятся окончательные чертежи инструментов.
И здесь дизайнеру следует искать проблемные места, где элементы мешают друг другу или работе станка. В случаях, когда приспособление будет использоваться с числовым программным управлением или другими автоматическое оборудование, разработчик должен проверить программу, чтобы убедиться, что кондуктор не будет мешать работе станка.Ищите точки например, высота инструмента во время цикла возврата или смены инструмента, или при переходе от лунки к лунке. Убедитесь, что фактическая высота самого высокого учитывается элемент кондуктора, а не только высота пластины кондуктора. Когда ручные машины указаны для использования кондуктора, убедитесь, что длина шпинделя хода достаточно, чтобы можно было легко использовать инструмент. Опять же, убедитесь, что Фактическая высота инструмента позволит легко перемещать приспособление под шпиндель.Мало бы было сэкономлено, если бы стол станка пришлось опускается и поднимается для устранения препятствия или перемещения зажимного приспособления из отверстия в отверстие.
Пример конструкции зажимного приспособления для планшетов Используя ранее описанные методы, процесс проектирования зажимного приспособления для пластины для детали, показанной на фиг. 49 выглядит следующим образом.
Первым шагом является осмотр детали для определения основных требований. и состояние материала заготовки. В этом случае требование на кондуктор просверлить два.188-дюйм. Отверстия диаметром 4,78 мм в местах расположения показано на рисунке. Размер детали 4,00 × 2,00 × 0,75 дюйма (101,6 × 50,8 × 19,1 мм) холоднотянутый пруток из стали AISI 1030 весом 1,71 фунта (0,8 кг). Производство план требует единовременного производства 600 штук, поэтому приспособление должно быть производится как можно дешевле, но производительность должна быть высокой.
Затем нарисуйте эскиз детали на трех видах, как показано на фиг. 50. Если деталь достаточно мелкие, эскиз следует делать в натуральную величину.Это позволяет дизайнеру для просмотра полноразмерного инструмента и устранения ошибок при преобразовании в размер шкалы. Помните, что часто бывает полезно нарисовать эскиз детали в другом цвет, чтобы выделить его и свести к минимуму вероятность неверной интерпретации значение линий на эскизе.
РИС. 49. Деталь, подлежащая проектированию.
После того, как деталь нарисована, локаторы должны быть размещены в эскизе. (РИС. 51). Здесь используется простая схема расположения 3-2-1 или шести точек, поскольку деталь не представляет никаких проблем с пространственным расположением.Три локаторы на первичной поверхности нулевой точки, в дополнение к установлению местоположения этого самолета, также служат подступенками для обеспечения необходимого зазора между втулки сверла и деталь. Если желателен нулевой зазор, три локаторы на этой поверхности могут быть удалены, а часть, расположенная напротив плоская джиг-пластина. Вторичные локаторы, расположенные на длинной стороне детали, должны располагаться на расстоянии около 3,00 дюймов (76,2 мм) друг от друга, чтобы получить максимально практичный расстояние между ними.Третичный локатор следует располагать приблизительно 1,50 дюйма (38,1 мм) от вторичных локаторов, чтобы определить конечное положение часть. Указана длина вторичного и третичного локаторов. как 1,375 дюйма (34,93 мм). Это позволит точно расположить заготовку. и не допускать, чтобы концы локаторов касались стола станка при сверлении детали. После установки локаторов оставшаяся часть Корпус инструмента или, в данном случае, зажимная пластина нарисован (РИС.52). Толщина Для этой зажимной пластины указано значение 0,50 дюйма (12,7 мм). Эта толщина подойдет указанные втулки с запрессовкой без головки и подставка для дрели. Если указаны втулки с запрессованной головкой, более тонкие может использоваться зажимная пластина.
РИС. 50. Предварительный эскиз.
РИС. 51. Разместите локаторы на эскизе.
РИС. 52. Набросок на зажимной пластине.
РИС.53. Самый простой и быстрый зажим для этой детали — Г-образный зажим.
Следующим шагом в конструкции зажимного приспособления является добавление зажимного устройства. Этот тип пластинчатого зажима позволяет использовать несколько различных зажимных приспособлений; Тем не менее Самым простым и быстродействующим зажимом будет L-образный зажим, как показано на ИНЖИР. 53. Зажим установлен, как показано, и приводится в действие винтом в длинная ножка L. По мере затягивания винта деталь прижимается к вторичные локаторы.В то же время короткая нога Л жима к детали, прижимая ее к третичному локатору. Этот тип локатора изготовление может занять немного больше времени, чем простой винтовой зажим, расположенный на сторона и конец, но более быстрая работа зажима более чем смещает дополнительные затраты на его изготовление.
Чтобы добавить в конструкцию буровые втулки, первым делом необходимо найти втулки. над отверстиями, изображенными в детали (РИС. 54). Далее размеры и допуски расположения вводов должны быть определены с использованием правила 50%.
На этом начальный эскиз приспособления завершен.
Поскольку диаметр отверстий составляет всего 0,188 дюйма (4,78 мм), приспособление может быть держится в руке и не требует дополнительного удерживающего устройства.
Точно так же, поскольку приспособление очень маленькое, вероятность того, что оно будет мешать, очень мала. с работой станка, поэтому элементы станка могут или могут нельзя делать зарисовки, в зависимости от желания дизайнера. Последний шаг При проектировании этого приспособления необходимо завершить окончательные чертежи инструмента.
Не забывайте искать любые помехи, которые могли быть пропущены эскиз.
РИС. 54. Добавьте сверлильные втулки.
РИС. 55. Приспособления для направляющих разверток.
Конструкция кондуктора для развёртывания
Конструкция кондуктора для развертывания в основном такая же, как и для бурения, в котором обсуждались на протяжении всего раздела. Основное отличие — необходимость удерживать более жесткие допуски на приспособлениях и втулках, а также обеспечивать дополнительную поддержку для направления развертки.Для длинных отверстий важно направлять развертку. на обоих концах, как показано на фиг. 55a, используя специальные пилотные развертки, разработанные для этого. Конструкция кондуктора должна быть такой, чтобы пилот входил во втулку. прежде, чем развертка войдет в заготовку, и она остается управляемой до тех пор, пока операция развертывания завершена. Для коротких отверстий развертка обычно направляется только на одном конце, как показано на фиг. 55b, с размером втулки OD развертки. Кроме того, втулки для развертывания обычно длиннее. чем при сверлении, обычно в три или четыре раза больше диаметра развертки.
Зазор для стружки обычно меньше при развертывании, чем при сверлении, в зависимости от от четверти до половины диаметра инструмента до максимального значения .125–240 дюймов (3,18-6,10 мм), независимо от диаметра развертки.
Необходимо тщательно контролировать отверстия втулки.
Слишком маленькие втулки могут стать причиной заклинивания и поломки инструмента. Втулки слишком большие могут привести к образованию отверстий с раструбом или неправильной формы.
Твердосплавные втулки следует рассматривать при длительном производстве или при абразивном условия присутствуют.Роликовые или шариковые подшипники, а также втулки поворотного типа обеспечивают максимальный износ при сохранении жестких допусков при высоких нагрузках.
Номер ссылки
Бойс, W. E. 1989. Справочник по конструкции приспособлений и приспособлений, второе изд. Дирборн, MI: Общество инженеров-технологов.
Прочие ссылки.
Общество инженеров-технологов (SME) разработало основы серии видео Tool Design, состоящей из девяти DVD, один из которых посвящен непосредственно к содержанию этого раздела: Дизайн приспособлений (19 минут).
Для правильной обработки детали ее необходимо удерживать в приспособлении, гарантирующем определенное местоположение или положение относительно опорных точек детали или поверхности. Это должно повторяться, часть за частью. Fixture Design исследует различные вопросы, влияющие на разработку светильников, а также основные типы и классификации приспособлений, в том числе фрезерные, токарные приспособления, приспособления для шлифования и протяжки. Использование компонента также рассматриваются комплекты для быстрого создания модульных крепежных систем.
ВИКТОРИНА
Рисунок A.
Рисунок B.
1. Каковы две общие классификации приспособлений?
2. Какие две категории приспособлений?
3. Чем зажим для тарелок отличается от зажимного приспособления для тарелок?
4. Какова функция буровой втулки?
5. Что делать, когда расстояния между центрами отверстий настолько близки, что есть не хватает места для буровых втулок?
6.Каков нормальный зазор между втулкой и заготовкой для материалов что производят мелкие чипы? Длинные фишки?
7. В случаях, когда втулка сверла не используется, как обрабатывается кондуктор направлять сверло?
8. Какой самый простой и легкий первый шаг в создании кондуктора для заготовка, показанная на рисунке А?
9. Разработайте эскизный проект простого приспособления для показанной детали. на рисунке B для неповторяющейся серии из 300 деталей.
10.Какой тип ввода следует использовать с возобновляемым втулка?
11. Каковы основные недостатки шаблонных шаблонов?
12. Назовите не менее четырех преимуществ универсального кондуктора.
13. Почему необходимо снимать напряжение с построенных корпусов кондукторов? сваркой?
14. Какая польза от использования универсального / помпового приспособления для базы? чем строить базу?
15. Стружка иногда проходит через втулки сверла.Какие виды проблемы это вызывает?
16. Для чего нужна джига на флопе?
17. Назовите два основных недостатка, связанных с использованием приспособлений для обработки листьев.
18. Втулки кондуктора стандартизированы по типу и размеру. Описывать отличия и функции следующих типов:
а. втулка с запрессовкой с головкой
г. втулка запрессованная без головки
г. фиксированно-возобновляемая втулка
г. скользящая втулка
e.втулка резьбовая
На главную ПРЕД. СЛЕДУЮЩИЙ Указатель статей наверх страницы
Лучшие варианты! —
Полное руководство по буровым кондукторам: лучшие варианты!
Есть два важных аспекта для успешного запуска массового производства — простота сборки и низкая стоимость единицы продукции. Именно здесь проявляется важность поиска лучшего кондуктора.
Сверлильные кондукторы — это производственные инструменты, используемые для точного изготовления дубликатов и взаимозаменяемых деталей.Они уникально разработаны для идентичной сборки и обработки больших количеств компонентов и обеспечения взаимозаменяемости между ними.
В этом подробном руководстве мы подробно поговорим о кондукторах. Мы рассмотрим такие темы, как основные элементы кондуктора, типы кондукторов на рынке, плюсы и минусы кондукторов, общие соображения при проектировании кондукторов, факторы, которые следует учитывать при покупке кондукторов, и т. Д., А также выделим основные моменты. лучшие сверлильные приспособления на рынке.
Почему Kreg Jig K4 лучшеKreg Jig K4 — наш лучший выбор в целом. Это надежный инструмент, которым легко пользоваться, поэтому независимо от того, новичок вы или эксперт, он справится со своей задачей. Цена очень доступная, а в комплекте есть все необходимое.
купить сейчас Узнать большеМы получаем комиссию, если вы переходите по этой ссылке и совершаете покупку без дополнительных затрат для вас.
11.02.2021, 09:29, GMT
Сверлильные кондукторы — обзор
Шаблонное приспособление — это инструмент, который направляет режущие и обрабатывающие инструменты.Drill jig3s — один из самых распространенных типов приспособлений на рынке.
Шаблоны для сверления используются для сверления отверстий, которые точно расположены относительно друг друга, а также до определенных точек и рабочих поверхностей. Расположение отверстий отмечается отверстиями в зажимном приспособлении, через которые проходит сверло.
Используя шаблон для сверления, вы можете значительно повысить производительность за счет сокращения времени, затрачиваемого на использование кернера, высотомера или квадратного разметчика.
Если вам нужна максимальная точность или вы планируете использовать кондуктор в качестве постоянного инструмента, используйте втулку из закаленной стали для направления сверла.
Шаблоны для сверления можно прикрепить к заготовке, в которой вы будете сверлить отверстия, или же заготовку можно вставить и зажать внутри шаблона. Если вы хотите просверлить более одного отверстия, вам придется сдвинуть кондуктор на столе в сторону сверлильного станка.
В таких случаях переместите кондуктор руками, чтобы зафиксировать положение под сверлом, чтобы сверло входило во втулку радиально. Однако, если у вас есть большой сверлильный станок, способный производить большой крутящий момент, убедитесь, что вы держите кондуктор с упорами или зажимаете его на столе сверлильного станка.
Сверлильные кондукторы обычно оснащены ножками, которые могут скользить или опираться на стол сверлильного станка. Используя кондукторы, вы можете сверлить отверстия на более высоких скоростях, с большей точностью и с рабочими со средней квалификацией. Кроме того, кондукторы помогают производить взаимозаменяемые детали, поскольку каждая просверленная деталь имеет такую же структуру отверстий, как и другие детали.
Когда дело доходит до конкуренции с аналогичными продуктами на рынке, все коммерческие соображения указывают на одно — низкая цена за единицу и высокое качество. А когда дело доходит до металлоконструкций, кондукторы могут очень помочь в достижении обеих целей.
Однако, прежде чем рассматривать кондукторы для работы, вы должны рассмотреть четыре фактора: количество единиц, которые необходимо произвести, приблизительную стоимость рабочей силы на единицу со сверлильным кондуктором и без него, стоимость бурового станка, включая стоимость его обслуживания. , а также возможность использовать менее загруженный или менее ценный сверлильный станок с кондуктором.
После рассмотрения четырех важных факторов, упомянутых выше, если общие затраты на производство продукции с приспособлением и без него равны, было бы неплохо полностью отказаться от приспособления.
Основные элементы бурового станка
Основные элементы бурового станка:
- Корпус сверлильного кондуктора — это конструкция коробчатого, рамного или пластинчатого типа, содержащая детали, подлежащие обработке. Обычно он очень жесткий и прочный.
- Зажимные элементы — Эти элементы помогают закрепить заготовку в определенном положении во время сверления.
- Фиксирующие элементы — Эти элементы помогают расположить заготовку в точном положении по отношению к сверлильному станку.
- Индексирующие элементы — Эти элементы присутствуют не во всех типах кондукторов. Однако вам, возможно, придется индексировать заготовки в разных положениях для выполнения операций обработки различных поверхностей или мест.
- Шлифовальные и установочные элементы — Эти элементы помогают направлять режущий инструмент в случае кондуктора.
Типы буровых станков на рынке
Форма и стиль кондукторов должны зависеть от характера работы, требуемой степени точности и количества деталей, которые вы хотите просверлить.
Всего на рынке вы найдете шесть типов кондукторов. К ним относятся:
- Ящик для зажима
- Приспособление для канала
- Приспособление для листьев
- Приспособление открытого типа
- Шаблонное приспособление
- Зажимная пластина
Давайте рассмотрим каждый тип более подробно.
Приспособление с коробкой
Если вы хотите просверлить отверстия более чем в одной плоскости заготовки, вам необходимо предоставить приспособление с эквивалентным количеством втулочных пластин.Затем все зажимные пластины собираются, чтобы принять форму коробки с одной стороной, открытой для загрузки и выгрузки заготовки. Напротив каждой зажимной пластины предусмотрены опорные ножки.
Приспособления ящичного типа должны быть как можно более легкими, так как вам придется поднимать и перемещать их снова и снова.
Приспособление для канала
Поперечное сечение зажимных приспособлений для каналов напоминает каналы. Заготовка помещается в канал и зажимается. Затем сверлильный станок направляется через втулку для сверления для сверления точных отверстий.Канальные кондукторы — самые экономичные сверлильные приспособления на рынке.
Прижимная лапка
Самая верхняя пластина зажимного приспособления для створок расположена таким образом, чтобы она могла вращаться вокруг точки опоры. Это позволяет легко загружать и выгружать заготовку. В случае листового зажима пластина для зажима откидывается. Вы найдете зажимные винты и сверлить кусты в джиге пластине, которая крепится к лежащему лицу с использованием рыма.
Приспособление открытого типа
В зажимном приспособлении открытого типа верхняя поверхность зажимного приспособления открыта, и заготовка размещается сверху.
Шаблонное приспособление
Шаблонное приспособление — это самая простая конструкция приспособления. Пластина содержит шаблон, сконструированный таким образом, что он имеет форму и размер, необходимые для просверливания. Шаблонная пластина обычно изготавливается из металла или дерева и содержит отверстия в точных местах, которые необходимо проделать в заготовке.
Размер шаблона соответствует размеру заготовки.
Используя шаблонное приспособление, вы можете сократить операции маркировки и повысить точность.Это самая экономичная приманка на рынке.
Приспособление для пластин
Шаблонное зажимное приспособление представляет собой улучшенную версию шаблона. Единственное отличие, которое вы обнаружите, заключается в том, что вместо простых отверстий пластина содержит втулки для сверления, которые направляют сверлильный станок. Вы можете зажать заготовку на пластине и сверлить соответствующим образом.
Приспособления пластинчатого типа настоятельно рекомендуются для массового производства.
Источники изображений: 1, 2;
Общие положения при проектировании приспособлений
- Конструкция бурового кондуктора обычно зависит от характера выполняемой работы, требуемой степени точности и количества просверливаемых единиц
- Поскольку сверлильные кондукторы необходимо переворачивать и возвращать, оператор должен с ними удобно работать.Не только это, но они также должны быть легкими, оптимальными по жесткости и прочности. Тем не менее, убедитесь, что вы не жертвуете качеством кондуктора, чтобы снизить его общий вес на несколько фунтов.
- Поскольку вам необходимо закрепить заготовку на кондукторе так, чтобы она оставалась в правильном положении, убедитесь, что вы используете крепежное устройство с кондуктором. Крепежные устройства обеспечивают быстрое перемещение и надежно удерживают заготовку, предотвращая случайное изменение положения во время сверления
- Хорошая идея закончить сверлильный кондуктор, удалив с его корпуса все царапины или незавершенные углы, чтобы избежать травм во время процесса сверления
Другие факторы, которые существенно учитываются при сборке, проектировании и изготовлении кондукторов, включают:
- Направляющая для гладких режущих инструментов, таких как сверла и развертки
- Использование минимальных деталей для сборки кондуктора
- Максимальное использование стандартных деталей
- Оптимальная регулируемость и гибкость для минимальных изменений
- Точная, простая и быстрая индексация по мере необходимости
- Безопасное обращение с кондуктором на столе сверлильного станка
- Долговечность и надежность
Факторы, определяющие целесообразность использования бурового станка
Обычно, когда одна деталь включает сверление двух отверстий, расположение отверстий определяется с помощью пары разделителей, установленных на шкале.Расположение дорабатывается, пробивается укол с последующим сверлением отверстий.
Этот метод демонстрирует, насколько легко можно просверлить отдельную деталь без точных измерений. Однако когда дело доходит до сверления тысяч таких деталей, весь процесс сверления становится дорогостоящим делом.
В таких случаях сверлильные кондукторы являются экономичным вариантом. Однако сверлильные приспособления должны иметь отверстия, соответствующие размеру сверла и точно расположенные. Используя шаблон для сверления, вы можете снизить затраты на сверление тысяч деталей с использованием делителей и методом прокалывания поверхности.
Стоимость кондуктора + стоимость сверления <стоимость сверления заготовок методом прокалывания и пробивки |
Шаблоны для сверл с ножками
Когда вам нужно перемещать кондуктор вокруг стола сверлильного станка, чтобы просверлить несколько отверстий за один сеанс сверления; сверлильные приспособления обычно идут с ножками или ножками. Чтобы ножки не сминались во время сверления, важно их закалить.Большинство представленных на рынке сверл имеют ножки из инструментальной стали.
Точность сверлильных кондукторов и машин, на которых они используются, связаны между собой
Несмотря на то, что при проектировании кондукторов важно проявлять осторожность, чтобы убедиться, что их стойки не складываются и не опрокидываются во время сверления, также важно понимать, что стол сверлильного станка должен располагаться под углом 90 градусов к сверлу. шпиндель, и плоский, и верный.
Если какой-либо из критериев не соблюден, отверстия не будут располагаться под требуемым углом к рабочей поверхности заготовки.
На производственных предприятиях, где производятся взаимозаменяемые компоненты или компоненты должны обрабатываться должным образом, состояние машин тщательно контролируется, особенно тех частей, которые определяют точность конечных продуктов.
Как найти отверстия для буровой втулки — все, что вам нужно знать
При проектировании кондуктора наиболее важной частью процесса проектирования является определение местоположения отверстий для буровых втулок. Несмотря на то, что методы, используемые для обнаружения отверстий, различаются, они зависят от характера работы.
В тех случаях, когда точность не является проблемой, берется заготовка с правильно просверленными отверстиями, и точное расположение отверстий передается на шаблон. Поскольку очень важно, чтобы отверстия под втулку в кондукторе были немного больше, чем отверстия в заготовке, размеры отверстий в кондукторе увеличиваются с помощью цековки.
Преимущества использования кондукторов
К преимуществам использования кондукторов для массового производства относятся:
- Исключение измерения, а также других методов настройки перед процессом обработки.
- Повышение точности обработки, так как заготовка располагается автоматически, и ручная регулировка не требуется для направления инструмента.
- Производство идентичных и взаимозаменяемых деталей, что упрощает сборку.
- Больше производственных мощностей, так как за одну установку можно обрабатывать несколько деталей или несколько инструментов могут работать вместе.
- Сокращение трудозатрат за счет ограничения и дальнейшего упрощения погрузочно-разгрузочных работ.Даже оператор со средней квалификацией может выполнять эти задачи, поскольку большая часть работы выполняется на станках.
- Снижение затрат на контроль качества конечной продукции.
- Снижение общих затрат на обработку за счет частичной или полной автоматизации большинства процессов.
- Гибкость для создания отверстий в карманах, просто вставив устройство на место.
- Легкое и быстрое создание прочных и привлекательных на вид суставов.
Лучшие варианты кондукторов на рынке — наш лучший выбор
Здесь мы поговорим о лучших кондукторах на рынке в настоящее время.Изучив подробные обзоры всех продуктов, вы сможете выбрать лучший кондуктор для вашего проекта бурения.
Kreg Jig K4 Pocket Hole System
Если вы ищете лучшее на рынке приспособление для карманных отверстий, которое также легко доступно, вы можете рассмотреть систему карманных отверстий Kreg Jig K4. Вы можете использовать его как настольную систему или автономное приспособление, когда захотите.
Сверло, входящее в комплект поставки, имеет функцию контроля глубины, что позволяет легко и быстро контролировать глубину сверления.Используя большую нишу для кемпинга, вы можете закрепить кондуктор для беспроблемного сверления.
Итак, используете ли вы шаблон для небольшого домашнего ремонта или строите полки с нуля, вы можете положиться на систему Kreg Jig K4 Pocket Hole System, чтобы завершить свой проект за меньшее время, с минимальными усилиями и инвестициями.
Направляющая для сверления с 3 отверстиями позволяет сверлить идеально расположенные карманы в различных материалах. Не только это, но и все направляющие сверла имеют сердечник из закаленной стали, который поддерживает заготовку за счет 100% усилия сверления, что приводит к снижению износа заготовки, минимальному отклонению сверла и чистому отверстию в кармане.
Почему Kreg Jig K4 лучшеKreg Jig K4 — наш лучший выбор в целом. Это надежный инструмент, которым легко пользоваться, поэтому независимо от того, новичок вы или эксперт, он справится со своей задачей. Цена очень доступная, а в комплекте есть все необходимое.
купить сейчас Узнать большеМы получаем комиссию, если вы переходите по этой ссылке и совершаете покупку без дополнительных затрат для вас.
11.02.2021, 09:29, GMT
Плюсы
- Прикрепленный большой зажим для легкой установки
- Может использоваться как стационарное или переносное приспособление
- Поставляется с различными размерами карманных отверстий
- Съемная направляющая для сверла для домашнего ремонта
Минусы
- Некоторые существующие клиенты сообщили о недостающих частях в пакете
- Шаблон для сверления можно использовать только с материалами толщиной от ½ дюйма до 3/2 дюйма
Чем Kreg K4 по сравнению с K5? Узнай здесь!
Kreg Jig K5 Карманная система отверстий
Kreg Jig K5 Pocket Hole System в чем-то похожа на Kreg Jig K4 Pocket Hole System.Вы можете использовать его как настольную или переносную джиг-приманку. Таким образом, независимо от того, находитесь ли вы в пути или работаете дома, вы можете с комфортом использовать сверлильный шаблон где угодно.
Шаблон для сверления поставляется с множеством промежуточных отверстий, которые позволят вам вставить винты именно в нужное место, при условии, что материал, который вы хотите просверлить, не очень толстый. Еще одна привлекательная особенность Kreg Jig K5 Pocket Hole System — это очень большие опорные крылья.
Эти крылья обеспечивают пользователям устойчивую основу при переносном бурении.Вы также можете открывать и закрывать опорные крылья, чтобы удерживать аксессуары в зависимости от вашего удобства.
В целом, кондуктор легко настроить. Просто выберите винт базису толщину вашего дерева, положение стоп воротник с помощью установки блока сверла, выдернуть чеку нагруженной пружины, чтобы правильно расположить блок сверла, и отрегулировать зажим заготовки.
Kreg Jig K5 Pocket Hole System также имеет съемное отверстие для пыли, которое можно перемещать с одной стороны на другую или прикреплять к обычному вакуумному шлангу.Итак, планируете ли вы построить журнальный столик или гаражный органайзер, вы можете максимально использовать возможности Kreg Jig K5 Pocket Hole, чтобы завершить свой проект по деревообработке в кратчайшие сроки. Найдите эту приманку здесь, на Amazon.
Возможно, вас также заинтересует: Лучшие альтернативы Kreg на рынке!
Плюсы
- Может использоваться как настольная или переносная
- Большие опорные крылья с большой вместимостью
- Приставной зажим
- Простая регулировка толщины
- Поворотный пылеуловитель
Минусы
- Шаблон для сверления можно использовать только с материалами толщиной от ½ дюйма до 3/2 дюйма
- Некоторые существующие клиенты отметили, что регулировка зажима иногда может стать сложной задачей
Milescraft 13230003 Карманный джиг 200 комплект
Комплект Milescraft 13230003 Pocket Jig 200 поможет вам в кратчайшие сроки соединить детали.Если вы хотите создать книжные полки, шкафы или полки для хранения вещей, вы можете извлечь максимальную пользу из комплекта сверл, чтобы завершить все проекты с изяществом.
Самое лучшее в Milescraft 13230003 Pocket Jig 200 Kit — это то, что вы можете легко создавать угловые соединения, соединения рамы, соединения под углом, тройники или выполнять всевозможные ремонты. Благодаря встроенной толщине доски вам не нужно снова и снова измерять толщину вручную.
Чтобы использовать комплект дрели на максимум, все, что вам нужно сделать, это установить глубину сверла и начать сверление.
Комплект сверлильного станка также поставляется с регулируемым зажимным магнитом, который помогает закрепить кондуктор на заготовке с помощью любого стандартного металлического зажима. Втулки из закаленной стали удобны для сверления точных отверстий.
В целом, Milescraft 13230003 Pocket Jig 200 Kit менее чем за 27 долларов может стать отличной покупкой. Вы можете легко выполнить все типы деревообрабатывающих проектов с этим набором сверл в вашем ящике для инструментов. Проверьте это здесь, на Amazon.
Плюсы
- Поставляется со встроенной шкалой толщины доски
- Может использоваться в различных деревообрабатывающих проектах
- Имеет втулки из закаленной стали хорошего качества для точного сверления отверстий.
- Прочный и прочный
Минусы
- Зажим не входит в комплект поставки
- Иногда бывает сложно найти совместимые винты
- Упор для забора пластиковый
General Tools 850 Универсальное приспособление для работы с отверстиями в алюминиевом кармане для тяжелых условий эксплуатации
Если вы ищете надежный комплект для сверлильного станка, универсальное приспособление для сверления отверстий с алюминиевым карманом General Tools 850 All-in-One может стать отличной покупкой.Сверхдоступный комплект сверлильного кондуктора позволяет работать практически со всеми типами деревообрабатывающих проектов, начиная от мелкого домашнего ремонта и заканчивая подробными столярными работами.
Комплект из 76 предметов, который идет с материалами, можно легко хранить в прочном футляре для переноски. Независимо от того, являетесь ли вы энтузиастом деревообработки своими руками или экспертом, универсальный комплект для обработки отверстий с отверстиями для алюминия General Tools 850 All-in-One может стать хорошим выбором. Вы можете использовать кондуктор как настольную или переносную. Найдите эту приманку для карманных отверстий здесь, на Amazon.
Плюсы
- Простота использования и настройки
- Поставляется со встроенной зажимной системой
- Может устанавливаться на столе или использоваться в качестве переносного кондуктора
- Позволяет устанавливать шурупы в сложных углах
- Может использоваться с заготовками толщиной до 1,5 дюйма
Минусы
- Поставляется с некачественными сверлами
- Также можно использовать для измельчения древесины
- Не так удобно, как приспособления Kreg
- Без регулировки высоты
- Отверстия, просверленные сверлом, не ровные
Kreg R3 мл.Карманная система зажимного приспособления
Kreg R3 Jig System может быть хорошей покупкой для домашних мастеров, которые ищут простую в использовании систему сверлильного кондуктора.
Сверлильную систему можно использовать как переносную сверлильную кондукторную систему, и вы можете использовать ее для немедленных ремонтных работ. Благодаря системе карманных отверстий Kreg R3 Jr. вам не нужно беспокоиться о толщине материала заготовки; С помощью кондуктора легко просверлить заготовки толщиной от 1 до 1,5 дюймов.
Система сверления легко регулируется, и бренд даже предлагает цельнометаллическую направляющую решетки с системой кондуктора.
Адаптер зажимной площадки позволяет закрепить R3 на заготовке с помощью различных типов зажимов. Лучшее в системе Kreg R3 Jr. Pocket Hole Jig System — это то, что вы можете использовать ее в ограниченных ситуациях и в сложных углах.
Все, что вам нужно сделать, это закрепить экран через монтажное отверстие в верхней части приспособления. Каждый кондуктор поставляется с сердечником из закаленной стали, на который дается пожизненная гарантия. Вы можете найти Kreg R3 Jr. здесь, на Amazon.
Плюсы
- Поставляется с отверстием для снятия стружки
- Сердечники из закаленной стали высокого качества и имеют пожизненную гарантию
- Позволяет быстро исправить сломанные деревянные швы
- Может использоваться в крупных деревообрабатывающих проектах
- Комплект кондуктора хорошо организован
- Легко крепится к любому зажиму
- Можно сделать идеальное отверстие в кармане
Минусы
- Не подходит для больших древесных плит
- Должен быть плотно зажат для уменьшения тряски
- В некоторых приспособлениях можно использовать только одно отверстие
Kreg K4MS Джиг-мастер-система
Если вы ищете высококачественное и надежное приспособление, Kreg K4MS может быть подходящей покупкой.Несмотря на то, что он несколько дороже, чем другие сверлильные кондукторы на рынке, он стоит своих денег. Если вы энтузиаст деревообработки своими руками и ищете комплексную систему сверлильного кондуктора с различными принадлежностями, мы рекомендуем начать с Kreg K4MS.
Уникальная конструкция сверлильного кондуктора обеспечивает большую жесткость и надежную фиксацию заготовки. Направляющая с 3 отверстиями позволяет сверлить идеальные отверстия в материалах разной толщины и ширины.
Большое зажимное углубление и прочный зажим надежно фиксируют заготовку на месте.Помимо приспособления Kreg K4MS, вы получаете различные аксессуары, такие как зажим для лица и переносное основание. Вы также получите приспособление для сбора пыли для сбора остатков древесной стружки. Найдите его здесь, на Amazon.
Плюсы
- Поставляется со съемной направляющей сверла
- Можно использовать для толстых материалов
- Минимальный прогиб долота
- Имеет чистую сменную выбоину
- На направляющие из закаленной стали действует пожизненная гарантия
Минусы
- Доска лиственных пород
- Немного дороже, чем многие другие сверлильные кондукторы на рынке
Факторы, которые следует учитывать при покупке кондуктора
Вот список факторов, которые учитывались нашими экспертами при выборе лучшего кондуктора на рынке.Убедитесь, что вы не упускаете эти факторы из виду при совершении покупки.
Качество строительства и использование
Качество строительства и использование взаимосвязаны. При поиске лучших на рынке вариантов приспособлений для сверления учитывайте тип проектов, над которыми вы будете работать, и частоту их использования.
Если вы знаете, что будете часто использовать кондуктор, купите высококачественный продукт. Кроме того, убедитесь, что он прочный и прочный, чтобы выдерживать больше деревянных работ. Причем, кондуктор должен уметь вмещать доски разной толщины.
Сверла и другие принадлежности
Большинство наборов сверл на рынке поставляется с сверлами. Поэтому купите комплект со сверлом, а не используйте старые или изношенные сверлильные приспособления.
Также купите набор шаблонов для сверл, в который входят зажимы, гаечные ключи, винты и другие аксессуары, которые вы, возможно, захотите использовать.
Варианты регулировки
Большинство приспособлений для карманных отверстий имеют предварительно заданные углы сверления (обычно 18 градусов). Хотя этот ракурс подходит для большинства проектов, он не подходит для всех из них.Поэтому было бы неплохо найти кондуктор, который позволяет легко регулировать угол сверления в соответствии с вашим проектом.
Благодаря возможности регулировки под разными углами вы можете легко создавать потрясающие изделия из дерева, которые будут прочными и прочными.
Почему Kreg Jig K4 лучшеKreg Jig K4 — наш лучший выбор в целом. Это надежный инструмент, которым легко пользоваться, поэтому независимо от того, новичок вы или эксперт, он справится со своей задачей. Цена очень доступная, а в комплекте есть все необходимое.
купить сейчас Узнать большеМы получаем комиссию, если вы переходите по этой ссылке и совершаете покупку без дополнительных затрат для вас.
11.02.2021, 09:29, GMT
Другие советы по покупке кондукторов
- Приобретайте кондукторные шаблоны от профессионалов.
- Найдите время для исследования. Перед покупкой проверьте продукт дважды.
- Изучите все части системы кондуктора и внимательно прочтите инструкции по эксплуатации.
- Используйте винт подходящего размера для работы по дереву.
Часто задаваемые вопросы о сверлильных станках
В чем разница между приспособлением и приспособлением?Приспособление — это удерживающее устройство, которое используется для поддержки зажимного приспособления или любого другого инструмента, который ему необходимо использовать, тогда как зажимное приспособление — это тип инструмента, который также контролирует движение другого инструмента.
Что такое сверление кармана?Отверстие в кармане — это термин, относящийся к отверстию, которое было проделано под углом 15 градусов в одной заготовке и затем соединено с другой деталью саморезом.
Нужны ли мне специальные винты для отверстий в карманах?Да. Хотя обычные винты могут хорошо справиться с вашей задачей, вы рискуете получить секущиеся концы и испортить кусок дерева, поэтому лучше всего приобрести специальные винты с рифлеными кончиками, которые специально созданы для отверстий в карманах.
Последние мысли
Теперь, когда вы знаете почти все о сверлильных станках, вы, вероятно, понимаете, что кондукторы могут быть отличным инструментом для придания изящества вашим проектам в области деревообработки.
При поиске лучших вариантов сверлильного кондуктора на рынке убедитесь, что вы приняли во внимание факторы, упомянутые в предыдущем разделе, чтобы приобрести кондуктор, который является эффективным, недорогим, прочным, прочным и качественным. С сверлильными шаблонами вам не понадобится грязный клей для укрепления стыков и фиксации деталей вместе.
В каждой мастерской найдется место для кондуктора, даже если он не будет часто использоваться. Но сверлильный кондуктор Kreg K4 Drill Jig Kit идеально отвечает всем требованиям.Он идеально подходит для начинающих, энтузиастов DIY и экспертов по деревообработке. Он поставляется со всем необходимым: от съемной направляющей для сверл с 3 отверстиями для отверстий в карманах до уникального зажима, специально разработанного для столярных изделий с карманным винтом. В целом, комплект сверлильного кондуктора Kreg K4 универсален и доступен по цене.
Из всех лучших вариантов кондукторов на рынке; В конечном итоге ваш выбор будет зависеть от вашего бюджета и требований. Мы рекомендуем вам попробовать разные продукты, прежде чем ограничиваться одним.Также убедитесь, что выбранное вами кондукторное приспособление является портативным и имеет порт для сбора пыли.