Что нужно знать о сплавах при выборе фурнитуры
Что такое сплав?
Сплав — макроскопически однородный металлический материал, состоящий из смеси нескольких химических элементов с преобладанием металлических компонентов. Как правило это олово, никель, латунь, медь, замак, алюминий и др. металлы.
Из каких сплавов делают фурнитуру?
Чем выше качество сплава, тем дороже будет изделие. Обычно в фурнитуре китайских, турецких и корейских производителей используют сплавы, на основе никеля, олова, латуни и меди, цинка, алюминия.
Более дорогая фурнитура изготавливается из медицинской стали.
Какая фурнитура не темнеет?
Любая сумочная фурнитура может потемнеть, так как металлические сплавы легко вступают в реакцию с кислородом и человеческим кожным жиром. При соприкосновении с телом человека металл начинает менять цвет и терять некоторые свойства. Исключения составляют сплавы со стойким гальваническим покрытием. Обратите внимание на сайте при выборе изделия. Но такая фурнитура соответственно дороже.
Исключения составляют сплавы со стойким гальваническим покрытием. Обратите внимание на сайте при выборе изделия. Но такая фурнитура соответственно дороже.
Как определить из чего сделана фурнитура?
Матовый, тускло-серый цвет изделия говорит о преобладании олова в сплаве, возможно оно сделано из силумина. Такое изделие легкое и ломкое.
Эффект состаривания (потускневший, красноватый или бронзовый цвет) говорит о присутствии меди в сплаве. В этом случае процесс изменения цвета неизбежен, но практически незаметен, потому что сплав итак выглядит старинным и потемневшим в своей изначальной задумке.
Если украшение сделано «под антик» имеет желто-зеленый или желто-серый оттенок — скорее всего, основа сплава — латунь.
Темный, почти черный цвет металла (смотреть нужно изнутри, где нет покрытия), говорит о высоком содержании никеля, именно такие сплавы часто вызывают аллергию.
Замак — это стойкий, твердый, гипоалергенный сплав, который не вызывают аллергию. Но стоимость его гораздо выше, чем у обычной фурнитуры. Подробнее о сплаве «замак» читайте в материалах Замак материал гарантия качества и Сплав замак ZAMAK преимущества цинковых сплавов на нашем сайте.
Сталь редко применяется при производстве фурнитуры. Такие изделия очень дорогие и как правило обычно это что-то постоянно соприкасающееся с руками, то есть кожей, это, например, брелоки или зажим для денег. Но такие изделия служат дольше своих аналогов.
Чем покрыты сплавы?
Сплавы, которые требуют покрытия (под золото или никель/серебро), красятся в барабане, либо вручную. От этого тоже зависит цена. Дорогостоящие изделия имеют гальваническое покрытие — это более сложный процесс нанесения одного металла на другой, результат получается качественным, изделие невероятно износотойкое. Но не все фабрики имеют данное оборудование из-за его стоимости и обычно делают это на других предприятиях, где есть цех гальваники.
Менее дорогие — никелевые, рутениевые, медные, бронзовые.
От каких сплавов может быть аллергия?
На самом деле, аллергия достаточно индивидуальное явление, поэтому у разных людей проявляется при разных обстоятельствах, но все же, есть меньшая вероятность заработать сыпь, если не носить фурнитуру с высоким содержанием никеля. Отдавать предпочтение нужно замаку, железу, стали и сплавам с гальваническим покрытием.
Сколько стоит качественная фурнитура, не вызывающая аллергию?
Самый простой способ отличить «элитные» сплавы от материалов широкого потребления — это посмотреть на их цену.
Так, фурнитура из замака, стали и с гальваническими покрытиями из золота, серебра, родия — стоит в разы (!) дороже обычной фурнитуры. Например, замок для сумки сделанная из сплава на основе никеля или алюминия в среднем стоит 1-2 Euro. В то время, как его аналог из стали будет стоить порядка 10-15 Euro.
Как дольше сохранить первоначальный вид фурнитуры?
Если мы говорим о недорогой фурнитуре китайских, турецких и корейских производителей — то, ее лучше не мочить водой (дождь, чистка изделия), не использовать в трущихся местах (цепочка на плечо, карабин в кольце, крепление ручки сумки в ручкодержателе). Летом, когда Вы носите сумочку или клатч на цепочке на голом плече — не наносите парфюм и крем для рук/тела. Ни в коем случае не распыляйте косметические средства на цепочку.
Если мы говорим о качественной фурнитуре, то там нет указанных ограничений и требований.
Осторожно никель!
Многие модные аксессуары, украшения, цепочки, брелоки, особенно любимые молодежью и популярные в теплое время года, сделаны из никельсодержащих сплавов. У людей, аллергически реагирующих на никель, такая фурнитура может вызывать раздражения, покраснение кожи, зуд, появление волдырей и прочие неприятные симптомы.
Серебристо-белый блестящий металл никель и его соли часто встречаются в природе. В небольших количествах он необходим организму как жизненно важный микроэлемент. Никель и сплавы на его основе широко применяются в промышленности и используются, в частности, для изготовления модной фурнитуры, металлических кнопок, замков, карабинов, пряжек, цепочек и т.д.
В небольших количествах он необходим организму как жизненно важный микроэлемент. Никель и сплавы на его основе широко применяются в промышленности и используются, в частности, для изготовления модной фурнитуры, металлических кнопок, замков, карабинов, пряжек, цепочек и т.д.
В то же время у 10-12% населения никель вызывает контактную аллергию. При этом люди, чувствительные к никелю, реагируют даже на незначительные его количества. В месте контакта возникает сильный зуд, кожа краснеет, на ней образуются пузырьки и узелки, и она начинает шелушиться.
Аллергия на никель особенно широко распространена среди молодых женщин, прежде всего потому, что многие девочки рано начинают носить модные сумочки и брелочки, а поскольку они не обычно не дорогие, то это как правило изделия китайского производства, купленные на рынке. Однако человеку, который носит никельсодержащие украшения долгое время или начинает носить их еще в детские годы, необходимо считаться с тем, что вероятность возникновения аллергии на никель у него резко увеличится.
Чем больше никеля содержит определенный сплав, тем выше вероятность того, что слегка кислый человеческий пот при интенсивном контакте украшения с кожей высвободит из материала ионы никеля. Данная проблема достигла такой остроты, что
В то же время потребителям необходимо учитывать, что указание об отсутствии никеля на поверхности изделия («Nickel-free») в отношении фурнитуры отнюдь не означает, что они вообще не содержат этого металла. Подразу¬мевается лишь, что они покрыты слоем или напылением, в котором отсутствует никель. Но если на поверхности изделия появятся царапины или трещины, контакт содержащегося в глубинных слоях никеля с кожей практически неминуем. Поэтому внимательно следите за материалом, из которого изготовлено то или иное изделие.
Подразу¬мевается лишь, что они покрыты слоем или напылением, в котором отсутствует никель. Но если на поверхности изделия появятся царапины или трещины, контакт содержащегося в глубинных слоях никеля с кожей практически неминуем. Поэтому внимательно следите за материалом, из которого изготовлено то или иное изделие.
Кроме того, нельзя быть уверенным, что импортная или приобретенная за пределами Евросоюза фурнитура соответствует директивам ЕС, касающимся предельно допустимого содержания никеля. Людям, аллергически реагирующим на этот металл, эксперты рекомендуют проявлять осторожность и в отношении украшений, приобретенных на aliexpress и на форумах мастеров купленных с рук.
Женщинам не стоит забывать и о том, что тени для век и тушь для ресниц также могут содержать и выделять никель. Обычно речь идет о количествах, которые в нормальной ситуации не в состоянии вызвать аллергическую реакцию. Однако для очень чувствительных к никелю представительниц слабого пола даже такие косметические продукты могут оказаться проблематичными.
Если в течение 24-72 часов в местах, соприкасающихся с изделиями, которые могут содержать никель, возникает покраснение и ощущается зуд, от такого изделия следует избавиться как можно скорее. В противном случае на коже может образоваться мокнущая ранка, корка или волдыри, сохраняющиеся от трех дней до трех недель и сопровождающиеся сильными болями.
Если у человека подозревают аллергию на никель, для окончательного ответа дерматологи советуют сделать Epikutan-Test. Он заключается в том, что на спину пациента приклеивается кусочек лейкопластыря с сульфатом никеля. При наличии аллергии кожа отреагирует на никель через 2-3 дня. Но насколько проще сразу купить изделие европейского класса качества.
Аллергия на никель практически неизлечима и сохраняется на всю жизнь. Пациенту, у которого она обнаружится, необходимо будет впредь избегать любых контактов с никелем и его солями. Желательно, в частности, как можно меньше контактировать с никельсодержащими предметами.
Острые симптомы аллергии обычно проходят сами по себе в течение трех дней после прекращения контакта, а в особо серьезных случаях врач для ускорения процесса может выписать мазь, содержащую кортизон.
Фурнитура для сумок из металла: что следует знать при выборе?
Очень часто многим мастерам задают вопрос относительно долговечности материалов, из которых производятся фурнитура для сумок. Также некоторых людей волнует вопрос относительно правильного ухода и чего именно надо избегать, чтобы не испортить.
Самым распространенным материалом для производства фурнитуры для сумок является специальный сплав «Замак» с качественным гальваническим покрытием. Из него производят большинство качественной сумочной фурнитуры. Правда такую фурнитуру крайне сложно приобрести в магазинах, которые торгуют материалами для галантереи и пошива, поскольку там массово продаются товары китайского производства.
По сути, замак сплав покрытый специальным защитным слоем, благодаря которому он не подвергается коррозии. Все изделия данного типа чаще всего имеют хромовое (под никель / серебро), антик светлый, антик темный или черненое (оружейный металл / gunmetall) покрытие.
Главными преимуществами итальянской фурнитуры являются:
— большой ассортимент фурнитуры для классических сумок;
— безопасность — вся такая фурнитура предназначена изначально для контакта с кожей и не содержит никель, являющийся самым распространенным аллергеном. Фурнитура без никеля соответствует всем стандартам Европы Nickel-free;
В любом случае каждое покрытие подвергается износу, поэтому через несколько лет оно будет стираться. К тому же оно не предназначено для какого-либо контакта с агрессивными средами. Кроме того, в качественной итальянской фурнитуре для вариантов покрытия часто используется серебро (цвет старинное серебро), золото и платина (цвет оружейный металл). В этом случае очень тонкий слой дорогостоящего состава покрывающего металла гальваническим методом наносится основы. Но некоторые компании категорически отказываются от работы с такими материалами, поскольку они достаточно дорогие.
Но некоторые компании категорически отказываются от работы с такими материалами, поскольку они достаточно дорогие.
Учитывая этот факт, сплав замак надо рассматривать в качестве альтернативного материала медицинской нержавеющей стали. Производимая из стали фурнитура встречается, но представлена в меньшем ассортименте. При этом стоимость продукции из нержавейки будет в несколько раз выше аналогичных моделей из сплава замак. Главными свойствами данного материала можно назвать большую стойкость к воздействию внешней среды. Другими словами, с изделиями из него можно работать, шить, попасть под дождь, и они не поржавеют. Такая стойкость достигается благодаря его твердости, замак имеет твердость по Бринеллю 97 единиц, что сравнимо с малоуглеродистой сталью (~120 HB).
Для людей, страдающих аллергией на никель, производятся Nickel-free или stainless steel или изделия с минимальным содержанием никеля 0,4-0,75%, но к большому сожалению, такую фурнитуру в нашей стране в обычном швейном магазине в розницу практически невозможно. Основная масса магазинов предлагает своим клиентам фурнитуру китайского производства, изготовленную из максимально дешевых материалов.
Основная масса магазинов предлагает своим клиентам фурнитуру китайского производства, изготовленную из максимально дешевых материалов.
Также можете прочитать материал группы компаний PRYM, изделия которой также представлены на нашем сайте:
• ТЕХНОЛОГИЯ NICKEL-FREE
Вся продукция, представленная в нашем магазине, не содержит никель и соответствует Европейским стандартам качества.
Все статьи
Отличия цинкового сплава ЦАМ от нержавеющей стали в дверной фурнитуре
Цинковый сплав против нержавеющей стали
Они являются распространенными материалами, используемыми для деталей во многих областях применения. Выбор материала будет зависеть от конкретных применений. Готовый продукт будет иметь свои механические и физические свойства, которые определяют его долговечность, прочность и общую функциональность.
Процесс литья включает инжекцию жидкого металла в форму или матрицу под высоким давлением для получения определенной формы.
НЕРЖАВЕЮЩАЯ СТАЛЬ
Это легированный сплав железа, углерода и не менее 10,5% хрома, известный своей прочностью и коррозионной стойкостью. Это входит во многие различные сорта, которые определяются степенью и комбинацией элементов, смешанных с железом, углеродом и хромом. Современные комбинации могут содержать такие элементы, как никель, ниобий, молибден и титан, для повышения коррозионной стойкости, повышения прочности и пластичности к погодным факторам окружающей среды, которые встречаются в различных климатических условиях: тропический, сухой, умеренный, холодный и полярный, на суше и на море, и даже в верхних слоях атмосферы и космоса.
Применение
Наиболее известным типом является тип 304. Аустенитная марка имеет широкий спектр промышленного применения. Основные области применения — это архитектурные панели, кухонное оборудование, такое как кастрюли, сковородки и столовые приборы, вдоль перил, а также для изготовления пружин или морского оборудования.
Аустенитная марка имеет широкий спектр промышленного применения. Основные области применения — это архитектурные панели, кухонное оборудование, такое как кастрюли, сковородки и столовые приборы, вдоль перил, а также для изготовления пружин или морского оборудования.
Для сравнения, если ваши потребности требуют исключительной устойчивости против коррозии с очень хорошими сварочными возможностями, то марка 316 будет вашим основным выбором. Это включает в себя арматуру лодки, детали реактивного двигателя, береговую архитектуру или экраны фильтрации воды.
Плюсы
• Сильный
• Долговечный
• Сопротивление ржавчине
• Доказательство ржавчины
• Эстетично
Минусы
• Дорого
• Высокая стоимость инструмента
• Трудно сделать большие предметы
Цинк (Zn) для дверных ручек
Редко используется в чистом виде, т.к. подвергаясь воздействию воздуха, он естественным образом реагирует на углекислый газ и образует слой карбоната Zn, но вместо этого используется для формирования многочисленных металлических литейных сплавов, в том числе латуни, бронзы, никелевого серебра, мягкого припоя, немецкого серебра, пружинной латуни и алюминиевого припоя. Самые популярные из них называются аббревиатурой ZAMAK или ЦАМ (цинка, алюминия, магния и меди). Это наиболее распространенная основа для производства дверной фурнитуры: ручек и замков. Многослойное гальваническое покрытие позволяет не только защитить изделие от царапин, но и повышает его антикоррозийные свойства.
Самые популярные из них называются аббревиатурой ZAMAK или ЦАМ (цинка, алюминия, магния и меди). Это наиболее распространенная основа для производства дверной фурнитуры: ручек и замков. Многослойное гальваническое покрытие позволяет не только защитить изделие от царапин, но и повышает его антикоррозийные свойства.
Вероятно, наиболее известным из них является латунь, которая изготавливается путем добавления к Zn 55% или более меди. Латунь обычно используется сегодня для коррозионной стойкости. Этот слой служит защитным покрытием от дальнейших реакций с воздухом или водой, поэтому примерно треть всего производимого сегодня металлического цинка используется для гальванизации других металлов с целью предотвращения коррозии.
Применение
От розеток до радиаторов и гвоздей, обычно используется для изготовления электрического, автомобильного и аппаратного оборудования. Из-за снижения стоимости, часто выбирают для более крупных изделий, для изготовления которых требуется больший объем материалов.
Плюсы
• Долговечный
• Экономическая эффективность
• Сопротивление ржавчине
• Может быть оцинкован на другие металлы
• Универсальный (можно смешивать)
Минусы
• Менее эстетично
• Чуть менее крепкий
Что выбрать?
При сравнении по стоимости, цена нержавейки больше из-за содержания хрома, и, несмотря на более высокую стоимость, является прочным материалом, отличающимся коррозионной стойкостью. Хотя некоторые соединения могут быть очень прочными, в целом она — прочнее. Zn дешевле, чем хром, и, следовательно, в целом, его сплавы относительно дешевле. Однако Zn является тяжелым элементом, и при плавке с другими металлами он обеспечивает лучшую коррозионную стойкость, стабильность, размерную прочность и ударную вязкость. Из-за более низкой температуры литья, обеспечивает гораздо более длительный срок службы матрицы, что дополнительно снижает производственные затраты. Когда речь идет о компонентах для литья с жесткими допусками и участках с более тонкими стенками, никакие другие соединения не сравнятся с ними.
В интернет-магазине msmlock.ru представлен широкий ассортимент ручек на планке и розетке для межкомнатных и входных дверей по низкой цене. Форма оформления заказа и доставки позволит купить понравившуюся фурнитуру (замки, доводчики, петли) и другие товары онлайн.
В конечном счете, выбор будет зависеть от ваших потребностей. В целом, из-за различий в стоимости цинк обычно предпочтительнее для более крупных предметов, где эстетика менее важна (наружное оборудование), в то время как нержавеющая сталь чаще всего используется для более мелких предметов, где эстетика имеет значение (использование внутри помещений и декор).
Сплавы ZAMAK (ЦАМ) — Слесарное дело
ZAMAK (русский аналог: ЦАМ) – это семейство литейных цинковых сплавов, предназначенных для литья под давлением. Название сплавов представляет собой немецкую аббревиатуру, образованную из первых букв названий легирующих металлов сплава: Zink (цинк) + Aluminium (алюминий) + Magnesium (магний) + Kupfer (медь). Русское название аналогичных материалов (ЦАМ) составлено из первых букв русских названий легирующих элементов: цинк + алюминий + медь. Наиболее ходовые в наши дни сплавы ZAMAK марок ZL0400, ZL0410 и ZL0430 были разработаны в 1930-е годы одновременно с изобретением технологии литья цинка под давлением. С тех пор их состав почти не изменился. Все сплавы этого семейства содержат 4 % алюминия. Другими легирующими элементами являются медь (1-3 %) и магний (0,035-0,06 %).
Русское название аналогичных материалов (ЦАМ) составлено из первых букв русских названий легирующих элементов: цинк + алюминий + медь. Наиболее ходовые в наши дни сплавы ZAMAK марок ZL0400, ZL0410 и ZL0430 были разработаны в 1930-е годы одновременно с изобретением технологии литья цинка под давлением. С тех пор их состав почти не изменился. Все сплавы этого семейства содержат 4 % алюминия. Другими легирующими элементами являются медь (1-3 %) и магний (0,035-0,06 %).
Для специальных целей, таких как сверхтонкостенное литьё или производство отливок с особыми свойствами поверхности, в последние годы были разработаны новые сплавы для литья под давлением (например, Superloy®).
В настоящее время более 95 % цинковых сплавов перерабатывается методом литья под давлением с горячей камерой прессования. В отличие от литья под давлением с холодной камерой прессования, при этой технологии пресс-поршень и камера прессования, образующие механизм впрыска расплава, погружаются в плавильный тигель с жидким металлом. Однако такой способ литья пригоден лишь для сплавов, имеющих низкую температуру плавления. Другие известные технологии (центробежное литьё, литьё в кокиль и в песчаные формы, литьё под давлением с холодной камерой прессования) применяются редко.
Однако такой способ литья пригоден лишь для сплавов, имеющих низкую температуру плавления. Другие известные технологии (центробежное литьё, литьё в кокиль и в песчаные формы, литьё под давлением с холодной камерой прессования) применяются редко.
До 1997 года применительно к сплавам ZAMAK в каждом государстве ЕС действовали соответствующие национальные стандарты. Так, в Германии в отношении них силу имел стандарт DIN 1743 (часть 1: «Цинковые сплавы», часть 2: «Цинковые отливки, получаемые методом литья под давлением»). Однако после вступления в силу европейских стандартов EN 1774 («Цинковые сплавы») и EN 12844 («Цинковые отливки, получаемые методом литья под давлением») различия в маркировке цинковых сплавов и их химических составах были упрощены и унифицированы.
Наиболее распространенными марками сплавов ZAMAK являются:
1) ZL0400 / ZL3 / ZnAl4 – цинковый сплав для литья под давлением с горячей камерой прессования. Химический состав согласно стандарту EN 1774: 3,8-4,2 % Al и 0,035–0,06 % Mg.
(Другие обозначения для этой марки:
– для сплавов: Z400, Zamak 3, AG 40A, Z33521, Z33520
– для отливок: ZP3, ZP0400, Zamak 3, ZnAl4, AG 40A.)
2) ZL0410 / ZL5 / ZnAl4Cu1 – тоже цинковый сплав для литья под давлением с горячей камерой прессования. Химический состав согласно стандарту EN 1774: 3,8-4,2 % Al; 0,7-1,1 % Cu и 0,035-0,06 % Mg.
(Другие обозначения для данной марки:
– для сплавов: Z410, Zamak 5, AG 41A, Z35530, Z35531
– для отливок: ZP5, ZP0410, Zamak 5, ZnAl4, AG 41A.)
3) ZL0430 / ZL2 / ZnAl4Cu3 – также цинковый сплав для литья под давлением с горячей камерой прессования. Химический состав согласно стандарту EN 1774: 3,8-4,2 % Al; 2,7-3,3 % Cu и 0,035-0,06 % Mg.
(Другие обозначения марки:
– для сплавов: Z430, Zamak 2, AG 43A, Z35540, Z35541
– для отливок: ZP2, ZP0430, Zamak 2, ZnAl4Cu3, AG 43A.)
Эластичность сплавов ZAMAK обеспечивает возможность изготовления тонких и тонкостенных деталей с толщиной стенок даже меньше 1 мм.
Цинковые сплавы тверже алюминиевых и магниевых и сравнимы по твердости с латунью. Чем выше содержание меди в сплаве ZAMAK, тем он тверже. Эта закономерность используется при изготовлении деталей, предназначенных для работы при крайне неблагоприятных нагрузках.
Цинковые сплавы для литья под давлением очень хорошо поддаются механической обработке, что обеспечивает высокое качество готовых изделий.
Данный сплав применяется в промышленности менее века и при этом успешно конкурирует с более «старыми» материалами, такими как латунь и алюминий.
Физические и механические свойства сплавов ZAMAK позволяют изготавливать изделия с точностью до одной сотой миллиметра.
По ударной вязкости при нормальной температуре сплавы данного семейства значительно превосходят алюминиевые и магниевые. Даже при очень низких температурах (около –40 ° C) ZAMAK ведет себя лучше алюминиевого сплава. По силе натяжения цинковые сплавы не менее чем в 4 раза превосходят пластмассы.
Хорошая электрическая и теплопроводность материала делает его идеальным для изготовления радиаторов охлаждения, волноводов и экранирующих оплеток электрических кабелей.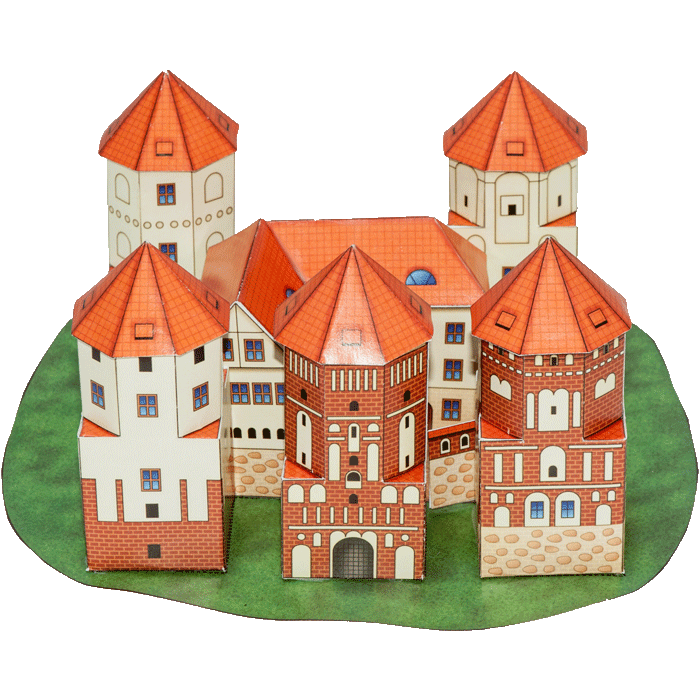
Сплавы ZAMAK находят широчайшее промышленное применение: из них изготавливаются детали строительных конструкций и электронные элементы, оконные рамы, мебельные и автомобильные компоненты.
| < Предыдущая | Следующая > |
|---|
Сплав ЦАМ — состав, свойства, применение
Как материал сплав ЦАМ был разработан почти 100 лет назад. Точное имя человека (или группы лиц), сделавшего это, неизвестно. Но мы знаем, что он был сотрудником американской компании the New Jersey Zinc Corporation. С каждым годом ЦАМ открывает для себя новые способы применения в производстве, вытесняя с рынка своих давних конкурентов: алюминий и латунь.
Состав сплава ЦАМ
Это разновидность цинкового сплава, основными легирующими элементами которого является алюминий и медь. Сама аббревиатура ЦАМ расшифровывается как цинк-алюминий-медь. Цифры, указанные после названия сплава, обозначают процентное содержание металлов. Так обозначение ЦАМ 4-1 говорит, что сплав включает в себя пр имерно 4% алюминия, 1% меди и 95% цинка. Также ЦАМ всегда содержат в своем составе небольшое количество (до 0,1%) магния.
Так обозначение ЦАМ 4-1 говорит, что сплав включает в себя пр имерно 4% алюминия, 1% меди и 95% цинка. Также ЦАМ всегда содержат в своем составе небольшое количество (до 0,1%) магния.
Цинк представляет собой пластичный металл серебристого цвета и белого оттенка. Достаточно хрупок. Отличается пониженной температурой плавления, высокой жидкотекучестью и низкой стоимостью. Является основой для ЦАМ.
Алюминий сокращает растворимость железа в сплаве, что благоприятно воздействует на механические и литейные характеристики ЦАМа. Помимо этого, алюминий уменьшает влияние зональной ликвации. Способствует измельчению зерна.
Медь вводят в сплав с целью увеличения его прочностных характеристик. Один процент меди повышает значение твердости ЦАМ примерно на 7%. Обратной стороной данного легирования является ухудшение коррозионностойких и пластичных свойств сплава.
Магний – компонент, отвечающий за сдерживание ЦАМом зарождения очагов коррозии, включая самую худшую ее разновидность – мелкозернистую. Также он замедляет процессы старения в сплаве. Чрезмерное легирование ЦАМа магнием (свыше 0,1%) приводит к ухудшению пластичности, прочности и появлению признаков красноломкости.
Также он замедляет процессы старения в сплаве. Чрезмерное легирование ЦАМа магнием (свыше 0,1%) приводит к ухудшению пластичности, прочности и появлению признаков красноломкости.
Помимо основных элементов сплав включает в себя компоненты, отрицательно влияющие на его свойства – вредные примеси. Причиной этому служит несовершенство технологии выплавки и чистота применяемой шихты. Наиболее часто встречаемые примеси – это:
- Олово (до 0,001%).
- Свинец (до 0,007%).
- Кадмий (до 0,003%).
- Железо (до 0,1%).
Попадание данных металлов с ЦАМ приводят к снижению механических характеристик, жидкотекучести и повышает склонность к образованию трещин.
Металлургия предлагает свыше 25 разновидностей ЦАМа, но наибольшее распространение среди них получили такие марки как:
- ЦАМ 4-1 ГОСТ 19424-97.
- ЦАМ 4-3 ГОСТ 19424-97.
- ЦАМ 9-1,5 ГОСТ 21438-95.
- ЦАМ 10-5 ГОСТ 24438-95.
Физические свойства
Плотность ЦАМ равна 6700 кг\м3. Температура плавления колеблется в пределах 380-387 градусов в зависимости от марки сплава. Кипеть ЦАМ начинает при температуре в 710 С
Температура плавления колеблется в пределах 380-387 градусов в зависимости от марки сплава. Кипеть ЦАМ начинает при температуре в 710 С
Цинковый сплав хорошо проводит тепло. Коэффициент теплопроводности составляет 110 ВТ\м*К. Имеет незначительный коэффициент линейного расширения. При повышении температуры на 20 градусов длина бруска из ЦАМа увеличивается на 27,7 мкм.
Механические свойства
Прочность ЦАМ по своему значению сравнима с прочностными характеристиками стали 20. Временное сопротивление разрыву равно 245 МПа. Деформироваться начинает при нагрузке в 120 МПа. Твердость сплавов по шкале Бринелля составляет 95-100 единиц.
Пластичные свойства сильно зависят от количественного содержания легирующих элементов в составе. Исходя из их содержания относительное удлинение на растяжение может колебаться от 0,4 до 1,0%.
Химические свойства
Сплавы ЦАМ отличаются хорошей сопротивляемостью к образованию коррозии. Хотя обязательным условием при этом должно быть предварительное нанесение на их поверхность гальванических покрытий. Активно взаимодействует с большинством кислот и щелочей.
Активно взаимодействует с большинством кислот и щелочей.
ЦАМы не вступают в химические реакции с такими химическими элементами как азот, углерод, водород, бор и кремний. Инертен к аммиачной среде при температуре до 480 градусов.
Технологические свойства
В зависимости от технологического назначения ЦАМ делятся на следующие категории:
- Литейные сплавы. Сюда в первую очередь относят ЦАМ 4-1 и 4-3. Данные марки отличаются повышенными литейными свойствами. Значение их жидкотекучести и усадки позволяет получать тонкостенные (до 0,5 мм) отливки сложной формы. Основной способ изготовления таких заготовок – это литье под давлением.
- Антифрикционные сплавы (ЦАМ 9-1,5 и 10-5) выделяются пониженным коэффициентом терния, чье значение достигает порядка 0,007 единиц.
- Деформируемые сплавы ЦАМ обладают повышенной пластичностью и пониженной красноломкостью, что позволяет их обрабатывать давлением. Помимо этого, они также хорошо поддаются обработке резанием.

ЦАМы относятся к третьей группе свариваемости. Получить качественный сварной шов для данного сплава весьма проблематично Одним из таких вероятных способов является использование аргонодуговой сварки с медной или алюминиевой присадкой при постоянном токе.
Также одним из достоинств цинковых сплавов является возможность доводки поверхности. ЦАМы хорошо подаются полированию и не отличаются склонностью к образованию зазубрин и заусенцев.
Область применения
Все вышеперечисленные характеристики позволили ЦАМ получить широкое распространение в разного рода производстве. Среди них выделяются следующие:
- Наибольшее применение ЦАМы получили в сфере автомобилестроения. Из них производят тонкостенные корпуса карбюраторов и насосов, решетки радиаторов и элементы гидравлического тормоза.
- Подшипниковая промышленность использует сплав как материал для изготовления подшипников скольжения и монометаллических вкладышей.
- В текстильном производстве, по причине способности сплавов хорошо передавать сложные оттенки, изготовляют застежки на молнии, кнопки и пуговицы.

- В пищевой промышленности сплав можно встретить в качестве материала деталей холодильников, посудомоечных машин и прочей бытовой техники.
- Из ЦАМ производят спусковой механизм стрелкового оружия.
- Дверная фурнитура: ручки, петли, элементы замков и прочее.
- Рыболовные снасти: катушки, элементы удочек и т.д.
- Все чаще можно встретить ЦАМ в часовых механизмах.
- Всевозможная сувенирная продукция и игрушки.
Способ получения ЦАМ
Цинко-алюмино-медные сплавы выплавляются в специальных низкотемпературных печах. На производство поставляются в виде чушек. Их химический состав, размеры и вес регулируется государственным стандартом ГОСТ 19424-97.
Для уменьшения содержания вредных примесей и соответственно улучшения механических характеристик сплав предварительно подвергают рафинированию – очищению. Наиболее простой способ – это отстаивать расплав в течение нескольких суток. За данное время нежелательные включения всплывут вверх по причине разности плотностей элементов. После этого следует удаление их с зеркала металла.
После этого следует удаление их с зеркала металла.
Рейтинг: 0/5 — 0 голосов
Полкодержатели: европейская сборка или китайские аналоги?
Конкурентные преимущества менсолодержателей Kaiman (Italiana Ferramenta) и полкодержателей «Пеликан», «Квадро», «Алладин» (permo) перед китайскими аналогами.
Компания Italiana Ferramenta и компания Permo серьезно относятся к качеству выпускаемой продукции. Компании имеют многолетний опыт работы на рынке мебельной фурнитуры, квалифицированный персонал, новейшие европейские технологии и оборудование, современный менеджмент — все это подтверждено сертификатами качества ISO 9001:2002 и международными сертификатами LGA, CATAS и другими.
В этой статье мы расскажем о конкурентных преимуществах менсолодержателей KAIMAN (Italiana Ferramenta) и полкодержателей «Пеликан», «Квадро», «Алладин» (Permo) перед китайскими аналогами.
Отличие процесса производства компаний Italiana Ferramenta и Permo от производства в китайских компаниях:
Сырье
Менсолодержатели семейства Kayman от компании Italiana Ferramenta и полкодержатели от компании Permo изготовлены из сплава замак* с нанесением гальванического покрытия или порошковой покраски, в отличие от китайских аналогов, сделанных из черного метала низкого качества, подверженного коррозии. В связи с этим, китайские полкодержатели иногда уже поставляются с ржавчиной и могут ржаветь и истираться в процессе эксплуатации.
ЗАМАК – это семейство сплавов, основанных на цинке, и сплавов алюминия, магния и меди. Он относится к цинко-аллюминиевым сплавам и отличается от них тем, что в его составе содержится 4% алюминия. Термин ЗАМАК – это аббревиатура немецкого названия металлов из которых он состоит: zink (zinc), aluminium, magnesium and kupfer (copper). Компания «New Jersey Zinc» разработала сплав ЗАМАК в 1929 г. Он может быть отнесен к медносвинцовым сплавам или белым металлам.
Компания «New Jersey Zinc» разработала сплав ЗАМАК в 1929 г. Он может быть отнесен к медносвинцовым сплавам или белым металлам.
Наиболее распространенные в производстве сплавы ЗАМАК 2, ЗАМАК 3, ЗАМАК 5, ЗАМАК 7. Отличаются они процентным содержанием вышеперечисленных металлов.
ЗАМАК может покрываться гальваническим покрытием, красится и хромироваться.
Сплав ЗАМАК очень прочный, износостойкий, не подвержен коррозии и обеспечивает стабильность нанесения гальванического покрытия.
Китайские производители, чтобы снизить себестоимость своей продукции, экономят на металле, что приводит к серьезному ухудшению качества изделия. Менсолодержатели не выдерживают необходимую нагрузку в процессе эксплуатации и быстро ломаются. В итальянских полко- и менсолодержателях заявленная нагрузка всегда дана с запасом и нагрузку выдерживают значительно большую.
Производство
- При производстве полкодержателей в Китае, многие процессы выполняются вручную, что значительно увеличивает вероятность появления брака, так как сказывается человеческий фактор.
 На производстве Italiana Ferramenta и Permo установлены оптические системы контроля качества и количества выпускаемой продукции. В связи с этим происходит постоянная автоматизированная отбраковка некондиционных изделий, которые никогда не попадут в контейнер с качественной продукцией. Один оператор контролирует не более четырех станков.
На производстве Italiana Ferramenta и Permo установлены оптические системы контроля качества и количества выпускаемой продукции. В связи с этим происходит постоянная автоматизированная отбраковка некондиционных изделий, которые никогда не попадут в контейнер с качественной продукцией. Один оператор контролирует не более четырех станков. - Italiana Ferramenta и Permo используют высококачественные пресс-формы, которые постоянно контролируются на пригодность, что позволяет обеспечить правильное инжектирование цинкового сплава в пресс-формы, следовательно материал распределяется равномерно, не пузырится и не возникают впадины и неровности. В Китае такие технологические процессы не соблюдаются и, как следствие, возможно пузырение и образование неровностей.
- Два этапа шлифования автоматический (основное шлифование) и ручной (декоративный). В Китае этот процесс производят только вручную, что приводит к неравномерности шлифования, вследствие чего могут оставаться заусенцы и неровности.

- Гальванизация производится на самых современных автоматизированных гальванических линиях, что гарантирует постоянную толщину гальванического покрытия (минимум 20 микрометров) и одинаковый цвет (оттенок) от партии к партии. В Китае процесс гальванизации производится вручную и «на глаз». Это приводит к тому, что оттенок постоянно разный от партии к партии. А также это приводит к истиранию покрытия и образованию пятен на продукции.
- Итальянские производители используют только водные краски, не загрязняющие окружающую среду, являются абсолютно безопасными для здоровья, не раздражают кожу человека. Краски сертифицированы и соответствуют всем европейским стандартам.
Большой ассортимент
Также хочется отметить, что ассортимент китайских полкодержателей очень скудный, обычно это один — два варианта полкодержателей типа «Пеликан» и «Квадро».|
| 1. 2.1 Permo: Высокое качество гальванического покрытия (20 микрометров) и постоянство цвета от партии к партии 3.1 Permo: Не подвержена ржавчине 4.1 Permo: Точность проектирования и сборки |
 1 Permo: Отличное качество материала (замак)
1 Permo: Отличное качество материала (замак)Мастер-класс смотреть онлайн: Создаем своими руками средневековый замок из пенопласта
Стать владелицей средневекового замка, а почему бы и нет? Так думала я, шлифуя надцатый лаковый слой на любимой шкатулочке, одним глазом глядя вебинар Алисы Лучинской, а другим — на завораживающие виды замков Луары по National Geographic.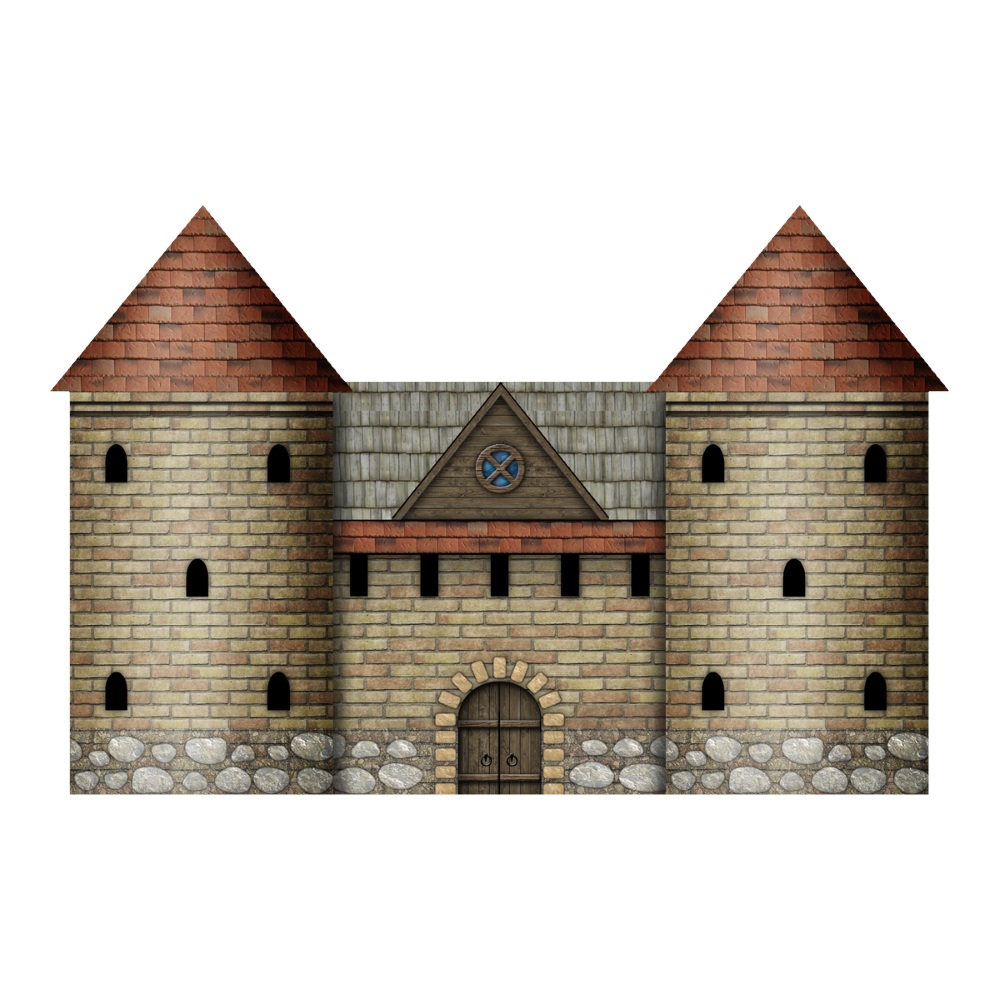
Нет, можно, конечно, приобрести сборный вариант замка в магазине детских игрушек. Однако, интернет показывает, что при стоимости от нескольких тысяч он будет смотреться, как большая пластмассовая игрушка. И вот я, как всякая нормальная декупажница, решила: я не знаю зачем, но это мне очень нужно. С тех пор минуло четыре года, и я, наконец, размышляя над темой очередного мастер-класса, решила поделиться с народом моим опытом по сбыче мечт, то бишь по построению замка на дачном участке.
Вид на замок ночью
Для замка, состоящего из трех стен с башнями, мне потребовались следующие материалы:
- Пенопласт — 5 листов размером 100 х 60 см х 3 см
- Утеплитель для труб «пенолин», диаметр 110 мм — 4 шт х 1 м
- Декоративная штукатурка на основе цветной крошки — 1-2 большие банки
- Мелкая каменная или мраморная крошка — 1 кг
- Акриловый грунт или шпаклевка для башен — 2 банки
- Краска акриловая в тон штукатурки — 1 баллончик или банка
- Краска акриловая тёмная (черная или коричневая) — 1 баллончик или банка
- Кашпо для цветов пластиковые (для крыш) — 2 шт
- Клей для пенопласта (например, «Момент Монтаж») — 2 больших тюбика
- Длинные шурупы (для флагштоков) — 2 шт
- Пена монтажная + пистолет — 2 баллончика
Инструменты:
- Нож тонкий — 1 шт, отвертка — 1 шт
- Метровая линейка, короткая линейка, фломастер или маркер
- Кисточки малярные узкие — 4-5 шт
- Шпатель — 1 шт
- Кисточки для рисования большие для прокрашивания зубцов — 2 шт
- Изолента — 1 шт
- Масса для моделирования (черная или коричневая) — 1 упаковка
1 этап. РИСУЕМ СХЕМУ БУДУЩЕГО ЗАМКА
Для начала нужно определить составляющие части будущего замка — количество стен и башен. Предлагаю схемы трех типов стен, которые можно комбинировать в любом количестве. Я решила для начала остановиться на трех стенах и шести башнях — трех круглых и трех квадратных. Начинать работу можно с любой стены.
Схема замка
2 этап. ДЕЛАЕМ СТЕНЫ
СТЕНА 1. Для ее изготовления нам потребуется два листа пенопласта (лучше белого цвета) и два пластиковых горшка для цветов.
Схема СТЕНЫ 1
Вот так она выглядит в готовом виде:
СТЕНА 1 готова
На одном листе пенопласта рисуем фломастером схему стены. Это будет несущая стена. Высота башен равна высоте листа. Ширина каждой башни равна ширине кашпо (крыши) минус 1 см. Расстояние между зубцами должно быть минимум вдвое меньше, чем ширина зубца. Высота стен и средней части равна примерно двум третям высоты башен. По краям стены необходимо оставить по 5 см стены, свободной от зубцов. Эту часть стены вы потом спрячете под башню. Аккуратно вырезаем все ножом. В средней части вырезаем ворота. Окошки на башнях не вырезаем.
На втором листе пенопласта рисуем заготовки для башен — 6 штук, по 3 для каждой башни. Размер заготовок равен размеру башен. На четырех заготовках вырезаем окошки. Вырезанные кусочки не выбрасываем, они потом пригодятся нам при покраске. Приклеиваем заготовки башен друг на друга на несущую стену на место, размеченное под башни, — две заготовки клеим на лицевую сторону стены (заготовку с окошками клеим сверху), вторую заготовку с окошками клеим на торцевую сторону несущей стены. В качестве клея можно использовать клей «Момент Монтаж». Если вы намерены использовать другой клей, обязательно сначала проверьте на обрезках пенопласта — не разъедает ли клей пенопласт. Тоже самое касается красок. В результате получаем стену с двумя башнями, каждая из которой имеет толщину в 4 листа пенопласта. На лицевой и тыльной стенах башен расположены глухие окошки. Окошки нужно покрасить изнутри тёмной краской. Также нужно прокрасить внутреннюю часть арки ворот и сами ворота. Если боковые стены башен получились с выступами из-за расхождения в размерах приклееных друг на друга заготовок, необходимо подрезать башни по бокам, выравнивая боковые стены.
Примеряем «крышу» на башни. Кашпо должно свободно надеваться на башню и заходить на нее на 1-2 см. Учтите, что после покраски размеры башни увеличатся на 5-10 мм. Поэтому, если «крыша» с трудом надевается на башню, то башню также необходимо подрезать.
После того, как тёмная краска высохнет, на воротах можно сделать «решетку». Для этого при помощи линейки отверткой или ножницами делаем на покрашенных воротах глубокие борозды в виде решетки так, чтобы через них просвечивал некрашеный светлый пенопласт.
Переходим к покраске стен. Начинаем с зубцов. Несмотря на то, что у меня, как у каждой декупажницы, баночек с краской больше, чем баночек с косметикой, для стен пришлось купить большое ведро с декоративной штукатуркой на основе цветной крошки. Покраска зубцов штукатуркой является самой трудоемкой операцией, поэтому зубцы нужно сначала покрасить краской в тон штукатурки, а саму штукатурку можно класть только на лицевую и тыльную стороны зубцов. Можно вообще зубцы штукаторкой не покрывать, а покрасить краской из балончика в контрастный темный цвет, как мы это сделали на третьей стене.
Итак, сначала красим зубцы краской в тон штукатурки. Используем краску из баллончика, чтобы прокрасить каждый зубец со всех сторон. Даем высохнуть. Затем покрываем лицевую поверхность СТЕНЫ-1 декоративной штукатуркой. Проемы окон на это время лучше заложить кусочками пенопласта, чтобы штукатурка не попадала внутрь окон. Кисточка должна быть довольно жесткая и чистая. После покраски кисточку по возможности нужно отмыть от штукатурки и положить в воду. Одну кисточку больше двух раз лучше не использовать из-за налипшей штукатурки. Боковые стены башен пока не красим. Их мы покрасим в последнюю очередь. Оставляем заготовку СТЕНЫ-1 сохнуть на солнце на два дня. Через два дня переворачиваем стену на тыльную сторону и также покрываем декоративной штукатуркой. А пока она сохнет, можно заняться другими стенами.
СТЕНА-2. Для ее изготовления нам потребуется два листа пенопласта.
Схема СТЕНЫ-2
Вот так она выглядит в готовом виде (самый крайний зубец с каждой стороны потом пришлось отрезать):
СТЕНА-2 перед покраской
Эта стена является вариацией первой стены. Только здесь башня находится посередине, а ворота — сбоку. Кроме того, зубцы, также как и башня, вырезаются из другого листа, а окна сделаны сквозными. Окна на правой стороне стены заложены вкладками, покрашенными в темный цвет. Окна на левой стороне — сквозные. Высота стен и башни равна высоте листа.
Итак, размечаем на первом листе ворота, окна и место для башни. Вырезаем все окна, в том числе и на башне, вырезанные кусочки окон красим в темный цвет. Затем окрашиваем в темный цвет проемы окон и ворот, а также — сами ворота. После нанесения штукатурки нужно будет вставить темные кусочки окон на правую часть стены обратно в проемы. Остальные окна оставляем пустыми.
Из второго листа вырезаем для башни две заготовки с окошками. Окошки делаем на одном уровне с окошками, расположенными на башне, на несущей стене. Отдельно вырезаем две или четыре заготовки для зубцов для правой и левой части основной стены. Клеим заготовки башни на лицевую и тыльную сторону несущей стены, совмещая оконные проемы. Затем также клеим зубцы — на обе стороны несущей стены. Я приклеила зубцы только с одной стороны стены, используя только две заготовки, так как изначально планировала за второй половиной стены сделать пристройку. Башня получилась из трех слоев. Толщину башни можно увеличить за счет дополнительной накладной стены, приклеенной на лицевую сторону башни (как мы делали при изготовлении СТЕНЫ-1).
СТЕНА-2 после покраски (вид сверху)
Не забываем оставить по краям с обеих сторон свободными от зубцов по 3-5 см, которые потом будут спрятаны под башнями, и делаем прямоугольные вырезы для стыков размером 3 х 1,5 см по краям с тыльной стороны стены.
Прокрашиваем зубцы краской в тон штукатурки. После того, как краска высохнет, покрываем лицевую сторону стены декоративной штукатуркой (зубцы штукатуркой можно не покрывать). Затем посыпаем часть стены вокруг ворот мелкой каменной крошкой и, похлопывая, притапливаем крошку в штукатурку. Крошкой можно посыпать и вторую половину стены. После чего оставляем всю конструкцию сохнуть на пару дней, а сами пока займемся изготовлением третьей стены.
СТЕНА-2 готова
СТЕНА-3. Для ее изготовления нам потребуется один целый лист пенопласта и куски листа, оставшиеся после изготовления СТЕНЫ-2.
Схема СТЕНЫ-3
Этот тип стены достаточно прост в изготовлении, но, несмотря на это, смотрится эффектно. На основной лист приклеены три подпорные стенки и зубцы. Зубцы окрашены акриловой краской в контрастный цвет. После окрашивания штукатуркой стена покрыта тонким слоем каменной крошки.
Зубцы на этой стене имеют более сложную структуру — верхний ряд образован из широких зубцов (3х3 см), а нижний ряд — из узких (4х1,5 см).
Рис. 010. Схема зубцов
Зубцы вырезаем из полос высотой 10 см. Для этого полосу нужно разбить на 3 части — высотой 3 см, 3 см и 4 см. На первой полосе высотой 3 см вырезаем зубцы размером 3 х 3 см, расстояние между зубцами — 1,5 см. На нижней полосе высотой 4 см делаем тругольный срез под углом вдоль длины всей полосы, оставив снизу полосу толщиной 1 см. После этого на нижней полосе вырезаем длинные зубцы размером 1,5 х 4 см. Расстояние между нижними зубцами — не более 1,5 см. Затем зубцы красим краской с помощью баллончика и тонкой кисточки, аккуратно прокрашивая между зубцами. Зубцы можно покрасить либо в тон штукатурки, либо в контрастный цвет.
Затем из остатков пенопласта вырезаем три подпорные стенки в виде треугольников или трапеций, высота которых должна быть не менее трети и не более половины высоты стены. Клеим подпорки и зубцы на основную стену. Не забываем оставить с обеих сторон свободными от зубцов по 3-5 см, которые потом будут спрятаны под башнями, и делаем прямоугольные вырезы для стыков размером 3 х 1,5 см по краям с тыльной сто
ПРОТЕК МЕТАЛЛ | Çinko Tel | Alüminyum Tel
Zamak, çinko, alüminyum, magnezyum ve bakırdan meydana gelen bir çinko alaşım ürünüdür.
Zamak çok yönlü bir mühendislik malzemesidir. Parça dökümünde üretim kolaylığı, düşük maliyet, sertlik, sağlamlık, mukavemet Performansı bakımından diğer alaşım sistemlerine oranla daha mühendislik malzemedir.
Çinko alaşımlarının atmosferik şartlardaki korozyona direnci oldukça yüksektir.Korozyon direncini arttıran kaplama, boyama, krom atlama ve fosfatlama işlemi bu alaşımlardan yapılan parçalara uygulanabilir. Aynı zamanda dekoratif amaçlı polisaj ve kaplama işlemlerinde başarıyla bu alaşımlara uygulanabilir.
Zamak 8, Zamak 12 ve Zamak 27 elektrik donanımlarının ve el aletleri üretiminde de kullanılmaktadır. Aynı zamanda çarpışma ve darbe esnasında kıvılcım çıkarmadıkları için patlayıcı ve yanıcı gazların kullanıldığı tank ve benzeri gaz armatürlerinde güvenle kullanılabilir.
Zamak 3, Zamak 5 ve Zamak 7 den daha mukavim ve serttirler. Manyetik özelliklerinin düşük olması бу alaşımların elektronik endüstrisinde де kullanımını yaygınlaştırılmıştır.
Zamak Alaşımlarının Avantajları:
Zamak Alaşımları Ve Genel Özellikleri:
Замак 2,
Замак 3,
Замак 4,
| Замак 5,
Замак 7,
Замак 8 ,
Замак 12,
|
Kullanım Alanları:
zamak — интернет-магазины и отзывы на zamak на AliExpress
Отличные новости !!! Вы попали в нужное место для замака.К настоящему времени вы уже знаете, что что бы вы ни искали, вы обязательно найдете это на AliExpress. У нас буквально тысячи отличных продуктов во всех товарных категориях. Ищете ли вы товары высокого класса или дешевые и недорогие оптовые закупки, мы гарантируем, что он есть на AliExpress.
Вы найдете официальные магазины торговых марок наряду с небольшими независимыми продавцами со скидками, каждый из которых предлагает быструю доставку и надежные, а также удобные и безопасные способы оплаты, независимо от того, сколько вы решите потратить.
AliExpress никогда не уступит по выбору, качеству и цене. Каждый день вы будете находить новые онлайн-предложения, скидки в магазинах и возможность сэкономить еще больше, собирая купоны. Но вам, возможно, придется действовать быстро, поскольку этот лучший замак в кратчайшие сроки станет одним из самых востребованных бестселлеров. Подумайте, как вам будут завидовать друзья, когда вы скажете им, что купили замак на AliExpress.Благодаря самым низким ценам в Интернете, дешевым тарифам на доставку и возможности получения на месте вы можете еще больше сэкономить.
Если вы все еще не уверены в замаке и думаете о выборе аналогичного товара, AliExpress — отличное место для сравнения цен и продавцов. Мы поможем вам решить, стоит ли доплачивать за высококлассную версию или вы получаете столь же выгодную сделку, приобретая более дешевую вещь.А если вы просто хотите побаловать себя и потратиться на самую дорогую версию, AliExpress всегда позаботится о том, чтобы вы могли получить лучшую цену за свои деньги, даже сообщая вам, когда вам будет лучше дождаться начала рекламной акции. и ожидаемая экономия.AliExpress гордится тем, что у вас всегда есть осознанный выбор при покупке в одном из сотен магазинов и продавцов на нашей платформе. Реальные покупатели оценивают качество обслуживания, цену и качество каждого магазина и продавца.Кроме того, вы можете узнать рейтинги магазина или отдельных продавцов, а также сравнить цены, доставку и скидки на один и тот же продукт, прочитав комментарии и отзывы, оставленные пользователями. Каждая покупка имеет звездный рейтинг и часто имеет комментарии, оставленные предыдущими клиентами, описывающими их опыт транзакций, поэтому вы можете покупать с уверенностью каждый раз. Короче говоря, вам не нужно верить нам на слово — просто слушайте миллионы наших довольных клиентов.
А если вы новичок на AliExpress, мы откроем вам секрет.Непосредственно перед тем, как вы нажмете «купить сейчас» в процессе транзакции, найдите время, чтобы проверить купоны — и вы сэкономите еще больше. Вы можете найти купоны магазина, купоны AliExpress или собирать купоны каждый день, играя в игры в приложении AliExpress. Вместе с бесплатной доставкой, которую предлагают большинство продавцов на нашем сайте, мы думаем, вы сможете приобрести zamak по самой выгодной цене.
У нас всегда есть новейшие технологии, новейшие тенденции и самые обсуждаемые лейблы.На AliExpress отличное качество, цена и сервис всегда в стандартной комплектации. Начните самый лучший шоппинг прямо здесь.
определение слова zamak и синонимов слова zamak (английский)
Замак слиток
Zamak (ранее торговая марка ZAMAK [1] и также известная как Zamac ) — это семейство сплавов с основным металлом цинка и легирующими элементами алюминия, магния и меди.Сплавы Zamak являются частью семейства цинк-алюминиевых сплавов; они отличаются от других сплавов ZA своим постоянным 4% алюминиевым составом. [2] Название zamak является аббревиатурой немецких названий металлов, из которых состоят сплавы: Zink (цинк), Aluminium , Magnesium и Kupfer (медь). [2] Компания New Jersey Zinc Company разработала сплавы из замака в 1929 году. В то время как сплавы цинка обычно называют металлическими горшками или белым металлом, замак соответствует более высоким промышленным стандартам.
Самым распространенным сплавом из замака является замак 3, но замак 2, замак 5 и замак 7 по-прежнему используются в коммерческих целях. [2] Эти сплавы чаще всего литье под давлением. [2] Сплавы Замак (особенно №3 и №5) часто используются в индустрии центробежного литья.
Большой проблемой первых цинковых материалов для литья под давлением были вредители цинка из-за примесей в сплавах. [3] Zamak избежала этого, использовав металлический цинк с чистотой 99,99%, произведенный компанией New Jersey Zinc с использованием орошения как части процесса плавки.
Замак может быть нанесен на гальваническое покрытие, на влажную окраску и хорошо покрыт хроматом. [4]
Mazak
В начале 1930-х годов Моррис Эшби в Великобритании получил лицензию на сплав замака из Нью-Джерси. Цинк для флегмы высокой чистоты не был доступен в Великобритании, поэтому они получили право производить сплав с использованием местного электролитически очищенного цинка чистотой 99,95%. Ему было присвоено название Mazak , отчасти для того, чтобы отличить его от замака, а отчасти от инициалов Морриса Эшби.В 1933 году National Smelting лицензировала патент на рефлюксер с намерением использовать его для производства 99,99% цинка на своем заводе в Эйвонмуте. [5]
Стандарты
Стандарты химического состава цинкового сплава определены для каждой страны стандартом, указанным ниже:
| Страна | Цинковый слиток | Цинковое литье |
|---|---|---|
| Европа | EN1774 | EN12844 |
| США | ASTM B240 | ASTM B86 |
| Япония | JIS h3201 | JIS H5301 |
| Австралия | как 1881 — SAA H63 | AS 1881 — SAA H64 |
| Китай | ГБ 8738-88 | – |
| Канада | CSA HZ3 | CSA HZ11 |
| Международный | ISO 301 | – |
Замак имеет много разных названий в зависимости от стандарта и / или страны:
| Традиционное название | Краткое название композиции | Форма | Общий | ASTM † | Краткое европейское обозначение | JIS | Китай | UK BS 1004 [7] | Франция NFA 55-010 [7] | Германия DIN 1743-2 [7] | UNS | Другое |
|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Zamak 2 [8] [9] или Kirksite [10] | ZnAl4Cu3 [11] | Слиток | Сплав 2 [8] [9] | AG 43A [8] [9] | ZL0430 [11] | – | ZX04 [12] | – | Z-A4U3 [11] | Z430 [11] | Z35540 [9] | ZL2, ZA-2, ZN-002 [13] |
| Литой | ZP0430 | – | Z35541 [8] | ZP2, ZA-2, ZN-002 [13] | ||||||||
| Замак 3 [8] [9] | ZnAl4 [11] | Слиток | Сплав 3 [8] [9] | AG 40A [8] [9] | ZL0400 [11] | Слиток типа 2 [14] | ZX01 [12] | Сплав A [11] | Z-A4 [11] | Z400 [11] | Z35521 [9] | ZL3, ZA-3, ZN-003 [13] |
| Литой | ZP0400 | ZDC2 [15] | – | Z33520 [8] | ZP3, ZA-3, ZN-003 [13] | |||||||
| Замак 4 [16] | Слиток | Используется только в Азии | ZA-4, ZN-004 [13] | |||||||||
| Замак 5 [8] [9] | ZnAl4Cu1 [11] | Слиток | Сплав 5 [8] [9] | AG 41A [8] [9] | ZL0410 [11] | Тип слитка 1 [14] | ZX03 [12] | Сплав B [11] | Z-A4UI [11] | Z410 [11] | Z35530 [9] | ZL5, ZA-5, ZN-005 [13] |
| Литой | ZP0410 | ZDC1 [15] | – | Z35531 [8] | ZP5, ZA-5, ZN-005 [13] | |||||||
| Замак 7 [8] [9] | ZnAl4Ni [12] | Слиток | Сплав 7 [8] [9] | AG 40B [8] [9] | – | – | ZX02 [12] | – | – | – | Z33522 [9] | ZA-7, ZN-007 [13] |
| Литой | – | Z33523 [8] | ||||||||||
| † цвет ячейки — это цвет материала, обозначенного ASTM B908. [2] | ||||||||||||
Код короткого европейского обозначения распределяется следующим образом (на примере ZL0430): [11]
- Z — материал (Z = цинк)
- P — использование (P = литье под давлением (литье), L = слиток)
- 04 — процент алюминия (04 = 4% алюминия)
- 3 — процент меди (3 = 3% меди)
Замак 2
Замак 2 имеет тот же состав, что и замак 3, с добавлением 3% меди для увеличения прочности на 20%, что также увеличивает цену.Замак 2 имеет самую большую прочность из всех сплавов Замак. Со временем он лучше других сплавов сохраняет свою прочность и твердость; однако он становится более хрупким, сжимается и менее эластичным. [17]
Zamak 2 также известен как Kirksite при отливке под действием силы тяжести. [2] [18] Изначально он был разработан для штампов для листового металла с небольшими объемами. [19] Позже он стал популярным для изготовления малотиражных штампов для литья под давлением. [19] Он также реже используется для искробезопасных инструментов и оправок для прядения металла.
| Легирующие элементы | Примеси | |||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Стандартный | Предел | Al | Cu | мг | Пб | Cd | Sn | Fe | Ni | Si | В | Тл |
| ASTM B240 [20] (слиток) | мин. | 3.9 | 2,6 | 0,025 | – | – | – | – | – | – | – | – |
| макс | 4,3 | 2,9 | 0,05 | 0,004 | 0,003 | 0,002 | 0,075 | – | – | – | – | |
| ASTM B86 [21] (литой) | мин. | 3,5 | 2.6 | 0,025 | – | – | – | – | – | – | – | – |
| макс | 4,3 | 2,9 | 0,05 | 0,005 | 0,004 | 0,003 | 0,1 | – | – | – | – | |
| EN1774 [22] (слиток) | мин. | 3,8 | 2,7 | 0.035 | – | – | – | – | – | – | – | – |
| макс | 4,2 | 3,3 | 0,06 | 0,003 | 0,003 | 0,001 | 0,02 | 0,001 | 0,02 | – | – | |
| EN12844 [23] (Литой) | мин. | 3,7 | 2,7 | 0,025 | – | – | – | – | – | – | – | – |
| макс | 4.3 | 3,3 | 0,06 | 0,005 | 0,005 | 0,002 | 0,05 | 0,02 | 0,03 | – | – | |
| GB8738-88 [12] | мин. | 3,9 | 2,6 | 0,03 | – | – | – | – | – | – | – | – |
| макс | 4,3 | 3.1 | 0,06 | 0,004 | 0,003 | 0,0015 | 0,035 | – | – | – | – | |
| Имущество | Значение в метрической системе | Английское значение |
|---|---|---|
| Механические свойства | ||
| Предел прочности на разрыв | 397 МПа (331 МПа в возрасте) | 58000 фунтов на кв. Дюйм |
| Предел текучести (0.2% смещение) | 361 МПа | 52000 фунтов на кв. Дюйм |
| Ударная вязкость | 38 Дж (7 Дж в возрасте) | 28 фут-фунт-сила (5 фут-фунт-сила в возрасте) |
| Относительное удлинение при F макс. | 3% (2% в возрасте) | |
| Удлинение при разрыве | 6% | |
| Прочность на сдвиг | 317 МПа | 46000 фунтов на кв. Дюйм |
| Предел текучести при сжатии | 641 МПа | фунтов на кв. Дюйм |
| Усталостная прочность (обратный изгиб 5×10 8 циклов) | 59 МПа | 8,600 фунтов на кв. Дюйм |
| Твердость | 130 по Бринеллю (98 в возрасте по Бринеллю) | |
| Модуль упругости | 96 ГПа | 14 000 000 фунтов на кв. Дюйм |
| Физические свойства | ||
| Интервал затвердевания (интервал плавления) | 379—390 ° С | 714—734 ° F |
| Плотность | 6.8 кг / дм 3 | 0,25 фунта / дюйм 3 |
| Коэффициент теплового расширения | 27,8 мкм / м- ° C | 15,4 мкдюймов / дюйм — ° F |
| Теплопроводность | 105 Вт / м-К | 729 БТЕ-дюйм / час-фут 2 — ° F |
| Удельное электрическое сопротивление | 6,85 мкОм-см при 20 ° C | 2,70 мкОм-дюйм при 68 ° F |
| Скрытая теплота (теплота плавления) | 110 Дж / г | 4.7×10 −5 БТЕ / фунт |
| Удельная теплоемкость | 419 Дж / кг- ° C | 0,100 БТЕ / фунт- ° F |
| Коэффициент трения | 0,08 | |
КС
Сплав KS был разработан для центробежного литья декоративных деталей. Он имеет тот же состав, что и замак 2, за исключением того, что в нем больше магния для получения более мелких зерен и уменьшения эффекта апельсиновой корки. [24]
| Легирующие элементы | Примеси | |||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Стандартный | Предел | Al | Cu | мг | Пб | Cd | Sn | Fe | Ni | Si | В | Тл |
| Nyrstar | мин. | 3.8 | 2,5 | 0,4 | – | – | – | – | – | – | – | – |
| макс | 4,2 | 3,5 | 0,6 | 0,003 | 0,003 | 0,001 | 0,020 | – | – | – | – | |
| Имущество | Значение в метрической системе | Английское значение |
|---|---|---|
| Механические свойства | ||
| Предел прочности на разрыв | <200 МПа | <29000 фунтов на кв. Дюйм |
| Предел текучести (0.2% смещение) | <200 МПа | <29000 фунтов на кв. Дюйм |
| Удлинение | <2% | |
| Твердость | 150 макс. По Бринеллю | |
| Физические свойства | ||
| Интервал затвердевания (интервал плавления) | 380—390 ° С | 716—734 ° F |
| Плотность | 6,6 г / см 3 | 0,25 фунта / дюйм 3 |
| Коэффициент теплового расширения | 28.0 мкм / м- ° C | 15,4 мкдюймов / дюйм — ° F |
| Теплопроводность | 105 Вт / м-К | 729 БТЕ-дюйм / час-фут 2 — ° F |
| Электропроводность | 25% МАКО | |
| Удельная теплоемкость | 419 Дж / кг- ° C | 0,100 БТЕ / фунт- ° F |
| Коэффициент трения | 0,08 | |
Замак 3
Замак 3 — это де-факто стандарт серии цинковых сплавов из замака; все другие цинковые сплавы сравниваются с этим.Замак 3 имеет базовый состав для сплавов на основе замака (96% цинка, 4% алюминия). Обладает отличными литейными качествами и долговременной стабильностью размеров. Более 70% всех отливок из цинка под давлением в Северной Америке производится из цинка 3. [2]
| Легирующие элементы | Примеси | |||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Стандартный | Предел | Al | Cu † | мг | Пб | Cd | Sn | Fe | Ni | Si | В | Тл |
| ASTM B240 [20] (слиток) | мин. | 3.9 | – | 0,025 | – | – | – | – | – | – | – | – |
| макс | 4,3 | 0,1 | 0,05 | 0,004 | 0,003 | 0,002 | 0,075 | – | – | – | – | |
| ASTM B86 [21] (литой) | мин. | 3,5 | – | 0.025 | – | – | – | – | – | – | – | – |
| макс | 4,3 | 0,25 | 0,05 | 0,005 | 0,004 | 0,003 | 0,1 | – | – | – | – | |
| EN1774 [22] (слиток) | мин. | 3,8 | – | 0,035 | – | – | – | – | – | – | – | – |
| макс | 4.2 | 0,03 | 0,06 | 0,003 | 0,003 | 0,001 | 0,02 | 0,001 | 0,02 | – | – | |
| EN12844 [23] (Литой) | мин. | 3,7 | – | 0,025 | – | – | – | – | – | – | – | – |
| макс | 4,3 | 0.1 | 0,06 | 0,005 | 0,005 | 0,002 | 0,05 | 0,02 | 0,03 | – | – | |
| JIS h3201 [14] (слиток) | мин. | 3,9 | – | 0,03 | – | – | – | – | – | – | – | – |
| макс | 4,3 | 0,03 | 0.06 | 0,003 | 0,002 | 0,001 | 0,075 | – | – | – | – | |
| JIS H5301 [15] (Литой) | мин. | 3,5 | – | 0,02 | – | – | – | – | – | – | – | – |
| макс | 4,3 | 0,25 | 0,06 | 0.005 | 0,004 | 0,003 | 0,01 | – | – | – | – | |
| AS1881 [25] | мин. | 3,9 | – | 0,04 | – | – | – | – | – | – | – | – |
| макс | 4,3 | 0,03 | 0,06 | 0,003 | 0.003 | 0,001 | 0,05 | – | 0,001 | 0,0005 | 0,001 | |
| GB8738-88 [12] | мин. | 3,9 | – | 0,03 | – | – | – | – | – | – | – | – |
| макс | 4,3 | 0,1 | 0,06 | 0,004 | 0,003 | 0.0015 | 0,035 | – | – | – | – | |
| † Примесь | ||||||||||||
| Имущество | Значение в метрической системе | Английское значение |
|---|---|---|
| Механические свойства | ||
| Предел прочности на разрыв | 268 МПа | 38900 фунтов на кв. Дюйм |
| Предел текучести (смещение 0,2%) | 208 МПа | 30200 фунтов на кв. Дюйм |
| Ударная вязкость | 46 Дж (56 Дж в возрасте) | 34 фут-фунт-сила (41 фут-фунт-сила в возрасте) |
| Относительное удлинение при F макс. | 3% | |
| Удлинение при разрыве | 6.3% (16% в возрасте) | |
| Прочность на сдвиг | 214 МПа | 31000 фунтов на кв. Дюйм |
| Предел текучести при сжатии | 414 МПа | 60 000 фунтов на кв. Дюйм |
| Усталостная прочность (обратный изгиб 5×10 8 циклов) | 48 МПа | 7000 фунтов на кв. Дюйм |
| Твердость | 97 Бринелля | |
| Модуль упругости | 96 ГПа | 14 000 000 фунтов на кв. Дюйм |
| Физические свойства | ||
| Интервал затвердевания (интервал плавления) | 381—387 ° С | 718—729 ° F |
| Плотность | 6.7 г / см 3 | 0,24 фунта / дюйм 3 |
| Коэффициент теплового расширения | 27,4 мкм / м- ° C | 15,2 мкдюймов / дюйм-° F |
| Теплопроводность | 113 Вт / м · К | 784 БТЕ-дюйм / час-фут 2 — ° F |
| Удельное электрическое сопротивление | 6,37 мкОм-см при 20 ° C | 2,51 мкОм-дюйм при 68 ° F |
| Скрытая теплота (теплота плавления) | 110 Дж / г | 4.7×10 −5 БТЕ / фунт |
| Удельная теплоемкость | 419 Дж / кг- ° C | 0,100 БТЕ / фунт- ° F |
| Коэффициент трения | 0,07 | |
Замак 4
Замак 4 был разработан для азиатских рынков, чтобы уменьшить эффекты пайки штампом при сохранении пластичности замака 3. Это было достигнуто за счет использования вдвое меньшего количества меди из состава замак 5. [26]
| Легирующие элементы | Примеси | |||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Стандартный | Предел | Al | Cu | мг | Пб | Cd | Sn | Fe | Ni | Si | В | Тл |
| Ningbo Jinyi Alloy Material Co. [13] | мин. | 3,9 | 0,3 | 0,03 | – | – | – | – | – | – | – | – |
| макс | 4,3 | 0,5 | 0,06 | 0,003 | 0,002 | 0,002 | 0,075 | – | – | – | – | |
| Genesis Alloys Ltd. [27] | мин. | 3.9 | 0,3 | 0,04 | – | – | – | – | – | – | – | – |
| макс | 4,2 | 0,4 | 0,05 | 0,003 | 0,002 | 0,001 | 0,02 | 0,001 | 0,02 | 0,0005 | 0,001 | |
| Имущество | Значение в метрической системе | Английское значение |
|---|---|---|
| Механические свойства [28] | ||
| Предел прочности на разрыв | 317 МПа | 46000 фунтов на кв. Дюйм |
| Предел текучести (0.2% смещение) | 221—269 МПа | 32 000–39 000 фунтов на кв. Дюйм |
| Ударная вязкость | 61 Дж (7 Дж в возрасте) | 45 фут-фунт-сила (5 фут-фунт-сила в возрасте) |
| Удлинение | 7% | |
| Прочность на сдвиг | 214—262 МПа | 31 000–38 000 фунтов на кв. Дюйм |
| Предел текучести при сжатии | 414—600 МПа | 60 000–87 000 фунтов на кв. Дюйм |
| Усталостная прочность (изгиб при вращении 5×10 8 циклов) | 48—57 МПа | 7000-8 300 фунтов на кв. Дюйм |
| Твердость | 91 Бринелл | |
| Физические свойства [29] | ||
| Интервал затвердевания (интервал плавления) | 380—386 ° С | 716—727 ° F |
| Плотность | 6.6 г / см 3 | 0,24 фунта / дюйм 3 |
| Коэффициент теплового расширения | 27,4 мкм / м- ° C | 15,2 мкдюймов / дюйм-° F |
| Теплопроводность | 108,9—113,0 Вт / м-К при 100 ° C | 755,6–784,0 БТЕ-дюйм / час-фут 2 — ° F при 212 ° F |
| Электропроводность | 26-27% МАКО | |
| Удельная теплоемкость | 418,7 Дж / кг- ° C | 0.100 БТЕ / фунт- ° F |
Замак 5
Замак 5 имеет тот же состав, что и замак 3, с добавлением 1% меди для увеличения прочности (примерно на 10% [17] ), твердости и коррозионной стойкости, но снижает пластичность. [30] Он также имеет меньшую точность размеров. [30] Замак 5 более широко используется в Европе. [2]
| Легирующие элементы | Примеси | |||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Стандартный | Предел | Al | Cu | мг | Пб | Cd | Sn | Fe | Ni | Si | В | Тл |
| ASTM B240 [20] (слиток) | мин. | 3.9 | 0,75 | 0,03 | – | – | – | – | – | – | – | – |
| макс | 4,3 | 1,25 | 0,06 | 0,004 | 0,003 | 0,002 | 0,075 | – | – | – | – | |
| ASTM B86 [21] (литой) | мин. | 3,5 | 0.75 | 0,03 | – | – | – | – | – | – | – | – |
| макс | 4,3 | 1,25 | 0,06 | 0,005 | 0,004 | 0,003 | 0,1 | – | – | – | – | |
| EN1774 [22] (слиток) | мин. | 3,8 | 0,7 | 0.035 | – | – | – | – | – | – | – | – |
| макс | 4,2 | 1,1 | 0,06 | 0,003 | 0,003 | 0,001 | 0,02 | 0,001 | 0,02 | – | – | |
| EN12844 [23] (Литой) | мин. | 3,7 | 0,7 | 0,025 | – | – | – | – | – | – | – | – |
| макс | 4.3 | 1,2 | 0,06 | 0,005 | 0,005 | 0,002 | 0,05 | 0,02 | 0,03 | – | – | |
| JIS h3201 [14] (слиток) | мин. | 3,9 | 0,75 | 0,03 | – | – | – | – | – | – | – | – |
| макс | 4.3 | 1,25 | 0,06 | 0,003 | 0,002 | 0,001 | 0,075 | – | – | – | – | |
| JIS H5301 [15] (Литой) | мин. | 3,5 | 0,75 | 0,02 | – | – | – | – | – | – | – | – |
| макс | 4,3 | 1.25 | 0,06 | 0,005 | 0,004 | 0,003 | 0,01 | – | – | – | – | |
| AS1881 [25] | мин. | 3,9 | 0,75 | 0,04 | – | – | – | – | – | – | – | – |
| макс | 4,3 | 1,25 | 0.06 | 0,003 | 0,003 | 0,001 | 0,05 | – | 0,001 | 0,0005 | 0,001 | |
| GB8738-88 [12] | мин. | 3,9 | 0,7 | 0,03 | – | – | – | – | – | – | – | – |
| макс | 4,3 | 1,1 | 0,06 | 0.004 | 0,003 | 0,0015 | 0,035 | – | – | – | – | |
| Имущество | Значение в метрической системе | Английское значение |
|---|---|---|
| Механические свойства | ||
| Предел прочности на разрыв | 331 МПа (270 МПа в возрасте) | 48000 фунтов на квадратный дюйм (39000 фунтов на квадратный дюйм) |
| Предел текучести (0.2% смещение) | 295 МПа | 43000 фунтов на кв. Дюйм |
| Ударная вязкость | 52 Дж (56 Дж в возрасте) | 38 фут-фунт-сила (41 фут-фунт-сила в возрасте) |
| Относительное удлинение при F макс. | 2% | |
| Удлинение при разрыве | 3,6% (13% в возрасте) | |
| Прочность на сдвиг | 262 МПа | 38000 фунтов на кв. Дюйм |
| Предел текучести при сжатии | 600 МПа | 87000 фунтов на кв. Дюйм |
| Усталостная прочность (обратный изгиб 5×10 8 циклов) | 57 МПа | 8,300 фунтов на кв. Дюйм |
| Твердость | 114 Бринелл | |
| Модуль упругости | 96 ГПа | 14 000 000 фунтов на кв. Дюйм |
| Физические свойства | ||
| Интервал затвердевания (интервал плавления) | 380—386 ° С | 716—727 ° F |
| Плотность | 6.7 кг / дм 3 | 0,24 фунта / дюйм 3 |
| Коэффициент теплового расширения | 27,4 мкм / м- ° C | 15,2 мкдюймов / дюйм-° F |
| Теплопроводность | 109 Вт / м · К | 756 БТЕ-дюйм / час-фут 2 — ° F |
| Удельное электрическое сопротивление | 6,54 мкОм-см при 20 ° C | 2,57 мкОм-дюйм при 68 ° F |
| Скрытая теплота (теплота плавления) | 110 Дж / г | 4.7×10 −5 БТЕ / фунт |
| Удельная теплоемкость | 419 Дж / кг- ° C | 0,100 БТЕ / фунт- ° F |
| Коэффициент трения | 0,08 | |
Замак 7
Замак 7 содержит меньше магния, чем замак 3, для увеличения текучести и пластичности, что особенно полезно при литье тонкостенных деталей. Чтобы уменьшить межкристаллитную коррозию, добавляется небольшое количество никеля и более строгий контроль примесей. [2]
| Легирующие элементы | Примеси | |||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Стандартный | Предел | Al | Cu † | мг | Пб | Cd | Sn | Fe | Ni ‡ | Si | В | Тл |
| ASTM B240 [20] (слиток) | мин. | 3.9 | – | 0,01 | – | – | – | – | – | – | – | – |
| макс | 4,3 | 0,1 | 0,02 | 0,002 | 0,002 | 0,001 | 0,075 | – | – | – | – | |
| ASTM B86 [21] (литой) | мин. | 3,5 | – | 0.005 | – | – | – | – | 0,005 | – | – | – |
| макс | 4,3 | 0,25 | 0,02 | 0,003 | 0,002 | 0,001 | 0,075 | 0,02 | – | – | – | |
| GB8738-88 [12] | мин. | 3,9 | – | 0,01 | – | – | – | – | 0.005 | – | – | – |
| макс | 4,3 | 0,1 | 0,02 | 0,002 | 0,002 | 0,001 | 0,075 | 0,02 | – | – | – | |
| † Примесь ‡ Легирующий элемент | ||||||||||||
| Имущество | Значение в метрической системе | Английское значение | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Механические свойства | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Предел прочности на разрыв | 285 МПа | 41300 фунтов на кв. Дюйм | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Предел текучести (0.2% смещение) | 285 МПа | 41300 фунтов на кв. Дюйм | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Ударная вязкость | 58,0 Дж | 42,8 фунт-сила-футов | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Удлинение при разрыве | 14% | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Прочность на сдвиг | 214 МПа | 31000 фунтов на кв. Дюйм | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Предел текучести при сжатии | 414 МПа | 60 000 фунтов на кв. Дюйм | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Усталостная прочность (обратный изгиб 5×10 8 циклов) | 47.0 МПа | 6820 фунтов на кв. Дюйм | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Твердость | 80 по Бринеллю | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Физические свойства | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Интервал затвердевания (интервал плавления) | 381—387 ° С | 718—729 ° F | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Коэффициент теплового расширения | 27,4 мкм / м- ° C | 15,2 мкдюймов / дюйм-° F | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Теплопроводность | 113 Вт / м-К | 784 БТЕ-дюйм / час-фут 2 — ° F | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Удельное электрическое сопротивление | 6. a b c d e 9018 9018 9018 9018 9018 9018 9018 9018 9018 9018 9018 9018 9018 h i Diecasting Alloys , http://www. Уонхилл, Р. a b c d e 9018 9018 9018 9018 9018 9018 9018 9019 9018 9018 9018 9018 h i j k l 9019 9019 9019 9018 9019 9019 o p ASTM B86-04e2 , 2004-10-01, http: // www. a b c d e 9018 9018 9018 9018 9018 9018 9018 9019 9018 9018 9018 9018 h i j k l 9019 9019 9019 9018 9019 9019 o p ASTM B240-98 , 1998-05-01, http: // www. a b c d e 9018 9018 9018 9018 9018 9018 9018 9018 9018 9019 9018 9018 h i j k l 9019 o Обозначение сплава — таблица перекрестных ссылок , заархивировано из оригинала 31.10.2010, http: // www. a b c d e 9018 9018 9018 9018 9018 9018 9018 9019 9018 9018 9018 9018 h i GB8738 — Китайский стандарт: слитки из цинковых сплавов для литья (2006) , http://www.nyrstar.com/en/productsServices/products/zinc/ZincAroductsZamak_Products / DieCasting / GB8738-88-Цинк-сплавы-литье-слитки-и-литье-требования. a b c d JIS h3201 — промышленный слиток 90 — цинковый сплав : // www. a b c О задании покрытия из замака60000 тем вопросов и ответов — образование, алоха и развлечениятема 33386 2004 Q. Hi Наша компания намеревается импортировать автомобильные детали, поэтому я хочу знать, какова будет цена, если мы хотим покрыть ее замаком. Во-первых, хотелось бы узнать, какой же замак лучше? Во-вторых, какие дефекты наиболее ожидаемы, я имею в виду такие, как внешний вид деталей, неправильно покрытых замаком, и как их избежать. Заранее благодарю за ответы на мои вопросы Сара МамдуImpo and Expo Company — Каир, ЕГИПЕТ 2004 A. Zamac — это сплав на основе цинка для литья под давлением, это не тип покрытия. Какой у Вас вопрос? Jeffrey Holmes, CEF Спартанбург, Южная Каролина 2004 В. На одном из этих форумов было высказано предположение, что в гальванике есть определенные процессы … Технологический цикл: замачивание очистителя, анодного очистителя, активация в кислотно-солевом активаторе ок.2 унции / галлон, щелочная медь, никель (более толстая барьерная пластина), золото Что касается последней ступени «золото», можем ли мы использовать замак 3? Нужно ли использовать медь в процессе нанесения покрытия, поскольку это дорого, а мы хотим покрыть тормозные рычаги из ADC 6? Замак 3 лучше всего подходит для пластин? А как насчет твердого хрома или никеля? Прилипает ли замак 3 к ADC 6? спасибо Сара Мамдух [возвращается]чертенок и опытный — Каир, Египет аффил.link A. Позвольте мне попробовать еще раз. Zamac — это цинковый сплав, используемый для изготовления деталей. Это не вид покрытия. Zamac можно покрыть. После очистки и активации он покрывается медью. С этого момента медный слой можно покрыть никелем, никелем, а затем хромом, никелем, а затем золотом или почти любым другим металлом.Если вы требуете декоративного использования, например, для тормозных рычагов велосипеда или мотоцикла, подойдет медно-никель-хромовое покрытие. Если эти тормозные рычаги не требуют хорошего внешнего вида, а вам нужна только защита от коррозии, вы можете покрыть их хромовой пленкой. Чтобы подробно описать процесс цинкования отливок, потребуется большая книга. Вы можете получить хорошую помощь от доски объявлений по конкретному вопросу, но не сможете начать с нуля и изучить все, что вам нужно знать, чтобы делать гальваническое покрытие, отсюда.Вам следует начать с приобретения хорошей книги. Замак — Замак — qaz.wikiZamak (предыдущая регистрация для ZAMAK и указание на Zamac ) представляет собой семейство ног с металлической базой из цинковых элементов из алюминия, магнезиальной и рамы. Le leghe di zama fanno parte della famiglia delle leghe di zinco alluminio; Различия между другими элементами ZA для лучшего состава костного алюминия на 4%. Номер zamak — это сокращение от имени tedeschi per i metalli di cui sono composte le leghe: Zink (zinco), Alluminio , Magnesio e Kupfer (rame). La New Jersey Zinc Company создала свою основу в 1929 году. Le leghe di zinco sono comunemente chiamate metallo pot o metallo bianco. Sebbene lo zama sia tenuto — это стандартный промышленный самый большой элеват, который рассматривает металлический горшок. Самая легкая игра в комуне 3.Oltre a ciò, vengono utilizzati anche in commercio zama 2, zama 5 e zama 7. Queste leghe sono più comunemente pressofuse. Le leghe di zama (в частности, п. 3 и п. 5) часто использует nell’industria della colata a rotazione. Unrosso problem con i primi materiali di pressofusione di zinco era il parassita dello zinco, a causa delle impurità nelle leghe. Сделайте это, чтобы сделать это с использованием металлического сплава цинка с чистым содержанием 99,99%, продукт из рефлюкса из Нью-Джерси цинк, являющийся частью процесса слияния. La zama può essere galvanizzata, verniciata a umido e rivestita con cromatura. MazakAll’inizio degli anni ’30 Morris Ashby в Gran Bretagna aveva concesso в лицензии la lega di zama del New Jersey. Lo zinco a riflusso con purezza al 99,99% non age disponibile in Gran Bretagna e quindi hanno acquisito il diritto di fabbricare la lega utilizzando uno zinco raffinato elettroliticamente disponibile localmente con una purezza del 99,95%. Этот статус соответствует номеру Mazak , в части, отличной от других, и в части инициализации Морриса Эшби.В 1933 году компания National Smelting имеет концессию на лицензию на использование рефлюкса с намерением использования для производства 99,99% цинка на основе стабилизации Avonmouth. СтандартныйСтандартные химические составы из легких металлов, определенные для каждого отдельного стандартного элемента питания:
Zamak ha molti nomi diversi in base allo standard e / o al paese:
Il codice di designazione europea breve si suddivide come segue (utilizzando ZL0430 come esempio):
Замак 2Zamak 2 ha la stessa composizione di Zamak 3 con l’aggiunta del 3% di rame per aumentare la resistenza del 20%, il che aumenta anche il prezzo.Замак 2 ha la maggiore resistenza tra все le leghe di zama. Nel tempo conserva resistenza e durezza meglio delle altre leghe; tuttavia, diventa pi fragile, si restringe ed è meno elastico. Zamak 2 не входит в комплект поставки Kirksite , если вы хотите использовать его в качестве основы. È stato originariamente progettato per stampi di lamiera a basso volume. Успешно используется популярная продукция для производства штампов для штампа и создания короткой продолжительности.È anche meno comunemente usato per utensili antiscintilla e mandrini per la filatura dei metalli.
KSLa lega KS — это свилуппата для цветов в ротации декоративных частей.Ha la stessa composizione della zama 2, tranne che con pi magnesio per produrre grani più fini e ridurre l ‘effetto buccia d’arancia.
Замак 3Zamak 3 является стандартом де-факто для серии Zamak di Zinco; все альтернативные ноги zinco vengono противостоять завоеванию.Zamak 3 ha la composizione di base for le leghe di zama (96% di zinco, 4% di alluminio). Имея совместимость и стабильность в соответствии с условиями. Всего 70% всех пресс-форм североамериканского рынка реализовано в Заме 3.
Замак 4Zamak 4 — это статус участника для азиатских стран, который обеспечивает эффективную работу с duttilità dello zama 3.Ciò è stato ottenuto utilizzando la metà della qualità di rame dalla composizione di zama 5.
Замак 5Zamak 5 ha la stessa composizione di Zamak 3 con l’aggiunta dell’1% di rame per aumentare la resistenza (примерно 10%), la durezza e la resistenza alla corrose, ma riduce la duttilità.Ha anche una minore precisione Dimensale. Zamak 5 является самым популярным в Европе.
Замак 7Замак 7 га магнезио делло зама 3 для каждого элемента, который используется для жидкого и твердого состояния, который является частичным, когда он используется для создания компонентов и компонентов.Per ridurre la коррозия intergranulare viene agiunta una piccola Quantità di nichel e le impurità vengono controllate più rigorosamente.
УтилиццаGli usi comuni delle leghe di zama includedono: Le leghe di zama sono utilizzate anche nelle armi da fuoco, comprese quelle prodotte da: Защитный аншRiferimentiссылка esternoZamak Die Casting — Zamak Multi Slide Die Casting Exporter from Thane
Что такое литье под давлением? Литье под давлением — это процесс, при котором расплавленный металл заливают или вдавливают в стальную форму.Литье под давлением — самый эффективный процесс для изготовления прецизионных деталей большого объема, обеспечивающий наилучшие допуски и быстрое производство. Формы, известные как инструменты или штампы, изготавливаются из стали и специально разрабатываются для каждого проекта. Это позволяет создавать каждый компонент с точностью и повторяемостью. Алюминий, цинк и магний являются наиболее часто используемыми сплавами для литья под давлением. Литье под давлением — это экономичный процесс для компонентов, требующих больших объемов и сложной геометрии.Литье под давлением — это процесс формирования чистой формы, и экономия затрат может быть достигнута за счет исключения операций вторичной обработки и сборки, требуемых другими процессами. Сравнение литья под давлением с несколькими суппортами и традиционного литья под давлением с несколькими суппортами:
Использование ZAMAK для литья под давлением с несколькими суппортами имеет ряд преимуществ:
| ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||