Центробежное литье – метод получения точных заготовок
Центробежное литье – это способ изготовления заготовок-отливок, который основан на воздействии центробежных сил на расплавленную массу материала. Литейное производство, занимающееся изготовлением фасонных заготовок и грубых отливок, насчитывает множество разнообразных методов литья: в кокиль, в песчано-глинистые формы, по специальным выплавляемым моделям, под воздействием давления и т.п. Но по качеству получаемой отливки оптимальным является центробежное литье.
По сути, способ заключается в том, что под действием центробежной силы расплавленный материал равномерно растекается по внутренней поверхности формы и, кристаллизуясь, образует заготовку с необходимыми параметрами. Не стоит думать, что этот метод применим только к металлам и их сплавам. На самом деле литье пластмассовых изделий получило необычайно широкое распространение. Но у полимерных материалов есть ряд особенностей, которые необходимо учитывать при работе с ними. Литье пластмассы часто проводится под давлением, что обеспечивает особую точность изделий.
Литье пластмассы часто проводится под давлением, что обеспечивает особую точность изделий.
В большинстве случаев разные виды литья применяются для получения металлических отливок. При этом центробежное литье обладает рядом преимуществ: отсутствие пустотелых раковин и шлаковых включений в полученной отливке, высокая плотность материала, повышенная износостойкость металла, которая достигается за счет равномерной структуры и др. Главными достоинствами этого метода называют экономию материала на заготовку и значительное снижение трудоемкости всего технологического процесса (за счет максимального приближения отливки к готовому изделию).
Центробежное литье обладает и рядом «минусов». К ним относят: неточное получение свободных поверхностей заготовки, склонность к ликвации материала, высокую стоимость форм (из-за повышенных требований к точности размеров).
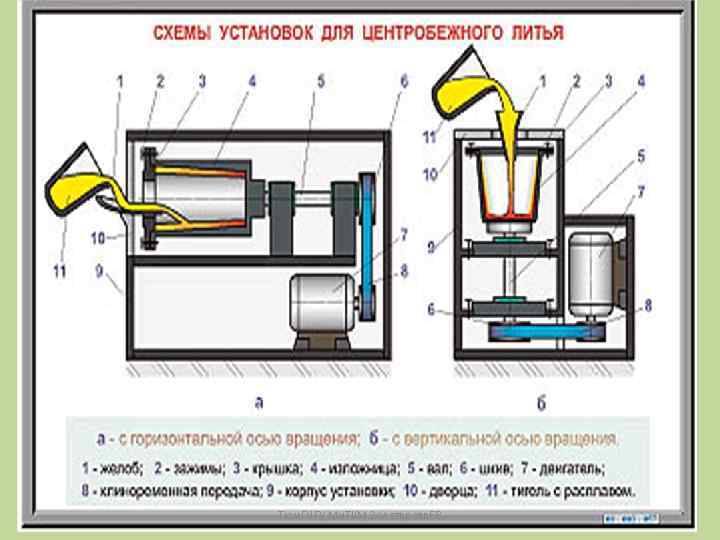
При методе центробежного литья используются специальные машины. Они различаются по направлению оси вращения – вертикальные, горизонтальные и с наклонной осью (правда, последние применяются крайне редко). Машины с вертикальной осью используют для получения небольших по длине заготовок с несущественными перепадами ступеней (кольца, поршни, втулки и т.п.). Машины с горизонтальной осью вращения позволяют получать высокоточные длинномерные отливки со стенкой одной толщины. Подобным методом получают чугунные трубы. Этот способ является самым распространенным. С помощью центробежного литья можно изготавливать трубы со стенками от 80 до 300 мм (в зависимости от применяемого оборудования). Единственное, о чем стоит обязательно помнить, так это то, что при таком методе в заготовках возникает внутреннее напряжение. Поэтому после получения отливок необходимо провести отжиг.
Машины с вертикальной осью используют для получения небольших по длине заготовок с несущественными перепадами ступеней (кольца, поршни, втулки и т.п.). Машины с горизонтальной осью вращения позволяют получать высокоточные длинномерные отливки со стенкой одной толщины. Подобным методом получают чугунные трубы. Этот способ является самым распространенным. С помощью центробежного литья можно изготавливать трубы со стенками от 80 до 300 мм (в зависимости от применяемого оборудования). Единственное, о чем стоит обязательно помнить, так это то, что при таком методе в заготовках возникает внутреннее напряжение. Поэтому после получения отливок необходимо провести отжиг.
Методом центробежного литья получают и другие заготовки для деталей, которые представляют собой тела вращения. Особой популярностью метод высокоточного литья пользуется при изготовлении заготовок из цветных металлов (этот способ позволяет сэкономить дорогостоящие материалы).
Изготовление деталей методом центробежного литья
Email-адрес
Сообщение (не менее 20 символов)
При необходимости прикрепите к сообщению изображения (максимум 5):
Выберите файл. ..
..
Обновить
Код, показанный на изображении
Нажимая кнопку, я принимаю условия Пользовательского соглашения и даю своё согласие на обработку моих персональных данных, в соответствии с Федеральным законом от 27.07.2006 года №152-ФЗ «О персональных данных».
Исправьте данные и отправьте форму ещё раз.
Форма успешно отправлена. Нажмите на ссылку, чтобы отправить ещё одно сообщение.
+7(383)353-02-82, +7(383)361-19-47
Наши преимущества
Низкие цены за высокое качество
Наше предприятие является ведущим в Сибири производителем продукции методом центробежного литья
Подробнее
Контроль качества
Продукция в соответствии с ГОСТам
Продукция нашего завода соответствует высочайшим стандартам качества предъявляемых к изделиям из металла
Подробнее
Наши награды
Участник и победитель выставок
Новосибирский завод опытного литья неоднократно удостаивался самых высоких наград
Подробнее
Главная » Литьё » Центробежное литье
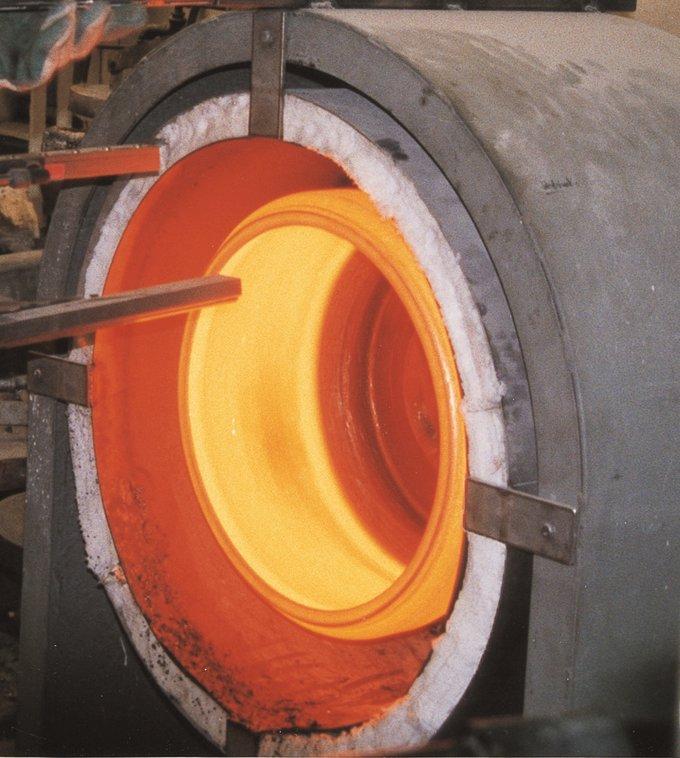
Центробежное литье – это способ изготовления отливок, при котором заполнение формы расплавом и его затвердевание происходит в поле действия центробежных сил.
Форма может вращаться вокруг горизонтальной, вертикальной или наклонной осей, а также одновременно вокруг горизонтальной и вертикальной осей. Центробежные силы, действующие на сплав при вращении формы, зависят от массы вращающегося расплава, диаметра формы и скорости ее вращения.
Существует множество разновидностей литья, но отливка, полученная методом центробежного литья, считается самой качественной.
- хорошее заполнение металлической формы сплавом,
- мелкозернистая структура металла, отсутствие пористости, высокая плотность – повышенные прочностные характеристики,
- улучшение механических свойств,
- способствует удалению из расплава неметаллических включений и газов,
- возможность изготовления единичных отливок без создания моделей и оснастки,
- возможность получения двухслойных заготовок (биметаллические детали),
- отпадает необходимость в применении стержней и литниковых систем — выход годных отливок повышается до 95%.

Центробежным способом получают отливки из чугуна, стали, сплавов на основе меди, алюминия, цинка, магния, титана и др., имеющие форму тел вращения:
- втулки,
- вкладыши,
- гайки, круги, шайбы,
- венцы червячных колес,
- барабаны бумагоделательных машин,
- трубы различного назначения,
- роторы электродвигателей,
- камеры сгорания реактивных двигателей, деталей пусковых установок и т.д.
В некоторых случаях метод центробежного литья является единственно возможным.
Наша продукция
ДЕТАЛИ ВРАЩЕНИЯ — БРОНЗОВЫЕ, ЛАТУННЫЕ, МЕДНО-НИКЕЛЕВЫЕ, ЦИНКОВЫЕ
Бронзовые втулки, венцы, вкладыши, гайки, шайбы, кольца, цилиндры изготавливаются методом центробежного литья. Применяются во всех отраслях промышленности и в строительстве.
Необходимость использования бронзовых втулок в работе оборудования обусловлена природой силы трения, которая оказывает негативное воздействие на целостность механизмов.
БРОНЗОВЫЕ КОЛЬЦА
Производим детали механизмов вращения по технологии центробежного литья с последующей механической обработкой. Нашими заказчиками являются тракторные, судоремонтные, машиностроительные, агрегатные, вагоноремонтные, авиационные, металлургические и другие заводы.
БРОНЗОВЫЕ ПЛАСТИНЫ, КРУГИ
Преимущества заказа пластин из бронзы у нас высокое качество; недорогая цена; минимальные сроки выполнения заказа. Планки (пластины) из бронзы и латуни производятся методом литья в кокиль и применяются для изготовления: сегментов направляющих буровых установок направляющих для прокатных станов шпонок, клиньев, ползунов
ЛИТЬЁ КОЛОКОЛОВ
Литье колоколов — на основе традиций старинных российских мастеров, с учетом церковных канонов. Колокола производятся индивидуально, с рельефным изображением икон, орнаментов и молитвенных надписей с благословения РПЦ. Колокола, вышедшие из рук наших мастеров, звонят на многих церквях и приходах Новосибирской, Томской, Кемеровской областей, Алтайского и Красноярского края, в Казахстане и Воронеже.
Previous Next
МЫ на карте
Центрифужное литье своими руками | Shane | Инженер
В этой статье я покажу, как я отлил самодельное кольцо методом литья по выплавляемым моделям, используя старый велосипед, превращенный в центрифугу. Центрифуга позволяет изготавливать гораздо более сложные и детализированные отливки, в этой инструкции показано создание кольца, но с помощью этого процесса можно изготовить почти все маленькое и металлическое. Центрифуга очень быстро вращает форму по большой дуге, нагнетая расплавленный металл в форму. Это очень интересный и полезный проект. Поскольку я использовал старый велосипед, сконструировать центрифугу довольно легко, при этом потребуются лишь незначительные модификации велосипеда.
Я использовал ту же самую печь, которую я подробно описал в своем изделии для литья, для плавки металла, а также практически ту же процедуру изготовления формы. Хотя я еще раз подробно расскажу об изготовлении пресс-формы, так как есть некоторые важные отличия.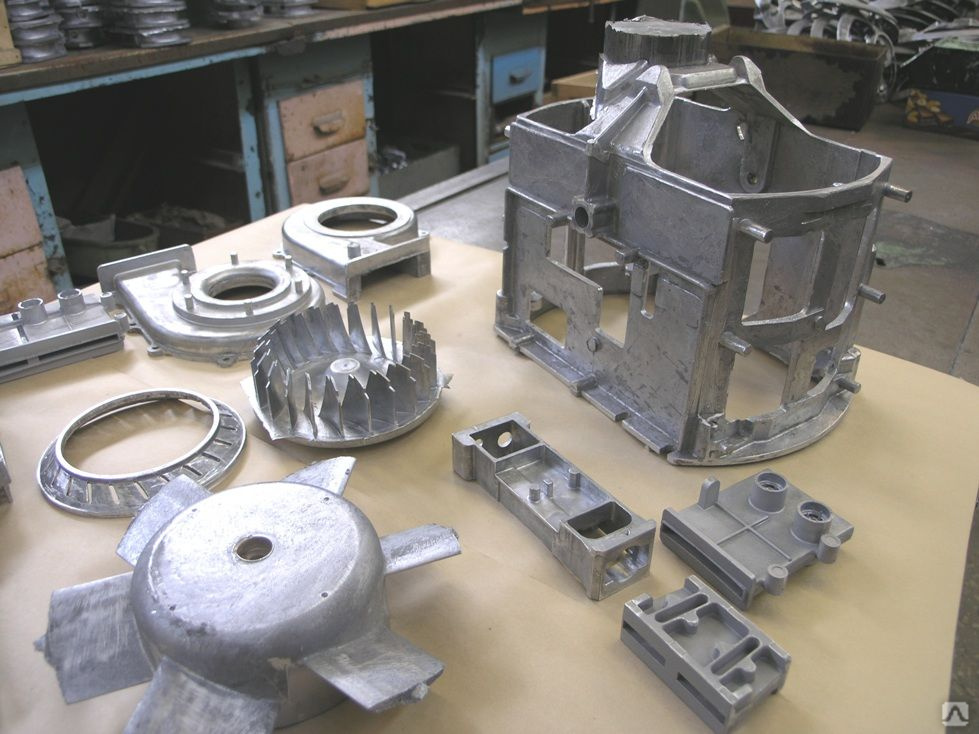
ОТКАЗ ОТ ОТВЕТСТВЕННОСТИ
При работе с такой центрифугой существует огромная вероятность выброса расплавленного металла. Расплавленный металл + глаза = слепота. Наденьте защитные очки и пару хороших перчаток. Также не пытайтесь лить с треснувшей формой. Силы, воздействующие на пресс-форму, огромны, и если она треснет, она сломается, а затем ударится о хвост велосипеда и разлетится на множество раскаленных осколков. Это случилось со мной, по общему признанию, это было очень круто, это все еще не то, чего вы хотите.
Зачем тратить время на сборку центрифуги, если я могу просто заливать металл в формы? Есть одна основная причина:
Вы можете получить невероятно детализированную/замысловатую отливку, на самом деле вы можете отлить практически все что угодно с помощью центрифуги. При обычном литье вам нужно беспокоиться о том, будет ли металл течь, получите ли вы детали, остынет ли металл до того, как он заполнит форму и т. д. На самом деле это не проблема с центрифугой. Для сравнения посмотрите на две отливки ниже. Первое ожерелье было изготовлено методом обычного литья. Ожерелье красивое, но довольно простое. Инициалы мне пришлось выгравировать дремелем, и мне пришлось просверлить отверстие для цепи, потому что я не мог получить их литьем. Второе кольцо я изготовил методом центрифужного литья. Когда он вышел из формы, на нем была каждая деталь, вплоть до крошечных царапин, которые я сделал на воске своими инструментами для резьбы. Кольцо выглядит так, как будто оно имеет ужасную отделку, но крошечные царапины, которые вы видите, отшлифованы, и их можно было бы предотвратить, если бы я лучше подготовил восковой шаблон. Отделка восковой модели определяет отделку отлитой детали. (Хотя полировка всегда будет необходима из-за окисления и других факторов, препятствующих идеальной отделке)
Для сравнения посмотрите на две отливки ниже. Первое ожерелье было изготовлено методом обычного литья. Ожерелье красивое, но довольно простое. Инициалы мне пришлось выгравировать дремелем, и мне пришлось просверлить отверстие для цепи, потому что я не мог получить их литьем. Второе кольцо я изготовил методом центрифужного литья. Когда он вышел из формы, на нем была каждая деталь, вплоть до крошечных царапин, которые я сделал на воске своими инструментами для резьбы. Кольцо выглядит так, как будто оно имеет ужасную отделку, но крошечные царапины, которые вы видите, отшлифованы, и их можно было бы предотвратить, если бы я лучше подготовил восковой шаблон. Отделка восковой модели определяет отделку отлитой детали. (Хотя полировка всегда будет необходима из-за окисления и других факторов, препятствующих идеальной отделке)
Если бы я сделал ожерелье с помощью центрифуги, мне не пришлось бы гравировать инициалы или сверлить отверстие для кольца. Это дало бы мне возможность сделать не круглое отверстие или лучше вырезать инициалы.
Необходимые материалы
Форма:
— Трубка воскового кольца. Я использовал воск для колец, купленный на http://www.alpha-supply.com/file-a-wax-ring-tube-c-bl.html, это были самые низкие цены, которые я когда-либо видел, и они доставляли очень быстро. По сути, это длинная трубка с отверстием по центру в грубой форме кольца. Вы отрезаете столько, сколько вам нужно, и вырезаете из него кольцо.
-Обетные свечи. Это чрезвычайно дешевые «T-Candles». Я использую их для создания литника формы и таких вещей, как камера, в которой изначально находится расплавленный металл.
-Гипс Парижский. Вот из чего сделана форма. Хотя подойдет любой вид, я рекомендую «Faster Plaster». Это быстросхватывающийся пластырь, который можно разогревать в микроволновой печи. У него более мелкое зерно, чем у других штукатурок, и он чрезвычайно удобен, потому что его можно разогревать в микроволновой печи после часа затвердевания. Это значительно ускоряет процесс изготовления колец.
-Что-то, чем можно вырезать воск. Я использую точный нож с лезвием № 11 и набор из 12 инструментов для резьбы по воску с ebay (5 долларов и стоит того)
Я использую точный нож с лезвием № 11 и набор из 12 инструментов для резьбы по воску с ebay (5 долларов и стоит того)
— Источник тепла для расплавления и соединения различных компонентов воска (я использую зажженную свечу)
— Форма для гипса
— Лента
— Вощеная бумага
— Печь/печь/гриль для обжига воска из формы
Центрифуга:
— Старый велосипед, чем больше колеса, тем лучше. Я рекомендую горный велосипед вместо шоссейного, потому что там гораздо больше места для плесени. (У шоссейных велосипедов очень тонкие колеса, из-за чего в их спицы трудно вставить форму)
— Ножовка, чтобы отрезать одну из педалей
— Гаечный ключ для демонтажа различных компонентов велосипеда
— Что-то небольшое ~ 2 фунта для противовеса
— Доска, которую вы можете поставить между собой и велосипедом, чтобы защитить ноги от летящего металла (подойдет фанера 2 на 2 фута)
— Листовой металл для изготовления держателя формы на велосипедном колесе
— Паяльная лампа для плавления металла/печь в зависимости от используемого металла (информацию о печи см. в этой статье)
в этой статье)
— Металл для украшение
Вырежьте свой восковой узор
Этот процесс сильно различается в зависимости от конструкции кольца и представляет собой отдельную статью. Существует отличная инструкция по вырезанию платинового обручального кольца, в которой дается отличный обзор процесса.
http://www.instructables.com/id/Making-a-custom-Platinum-Diamond-engagement-ring./
Первым и самым важным шагом является планирование. Вы ненавидите это делать, я ненавижу это делать, все ненавидят планировать, когда они очень рады начать проект. Но нет никакого способа обойти это. Спланируйте дизайн кольца. Нарисуйте его с разных сторон. Набросайте чертежи в масштабе, чтобы вы могли получить представление о фактическом размере изделия. Определите размер кольца на пальце, на котором будет носиться кольцо. Убедитесь, что каждая деталь дизайна продумана. Как только вы начнете вырезать, знание того, что вы вырезаете, значительно ускорит процесс, но избавит от бесконечных головных болей и ползапуска.
Я знал, что хочу сделать кольцо с лилией каллы. Так что я рассматривал различные кольца с каллами, пока у меня не появилось представление о том, как должно выглядеть мое кольцо, а затем я начал делать наброски. Конечный результат штурма моего эскиза показан на изображении ниже. Так как мой окончательный проект был нарисован в масштабе, я наконец-то смог приступить к вырезанию. Ножовкой я отрезал от длинной трубки кусок воска для колец чуть шире, чем ширина кольца.
Если вы никогда раньше не вырезали воск, я предлагаю вам сделать несколько «тренировочных колец», чтобы почувствовать инструменты. Лучший способ вырезать воск — это начать с грубых форм кольца и немного уточнить его детали. Я оставляю вырезание ленты напоследок, так как она очень хрупкая, и ее легко случайно сломать, пока вы вырезаете другие детали. Хороший способ точно перенести рисунок, который вы набросали, на воск — вырезать профили различных деталей кольца, вырезать их, а затем обвести их на заготовке кольца с помощью канцелярского ножа.
Я начал с того, что вырезал вид сбоку, чтобы получить пропорции, затем на глаз вырезал все остальные детали одну за другой. Порядок вырезания на самом деле не имеет значения. Все хрупкие детали я оставила напоследок, например, полоску, маленькую тычинку в цветке, маленькую круглую «бусинку» напротив листа. Просто вырезайте, пока не будете довольны своим дизайном.
Еще раз тщательно проверьте кольцо, чтобы убедиться, что все идет именно так, как вы хотите. Убедитесь, что нет шероховатостей и все ровно. Кольцо будет отлито точно так же, как выглядит воск, поэтому, если от ножа останутся небольшие зазубрины, они останутся в готовом изделии. Потратьте время, чтобы сгладить их. Выполнить отделку поверхности на воске гораздо проще, чем на металле. После того, как вы вырезали кольцо, вы готовы к следующему шагу — добавлению литника!
Подготовка кольца для формы
На этом этапе вы добавляете так называемый литник к вашему только что вырезанному кольцу (или к тому, что вы сделали). Когда вы отливаете центрифугой, ваша форма имеет две камеры, одна из которых открыта как чаша (называемая тиглем), куда вы изначально заливаете расплавленный металл. Сбоку первого тигля имеется небольшое отверстие, ведущее в полость литейной формы, образованную кольцевым узором. Отверстие, соединяющее их, сделано так называемым литником. Когда деталь отливается, металл вытекает из тигля через это отверстие в узор. Поскольку любые углубления в форме делаются путем вырезания их в воске, вставки в гипс, а затем выжигания, мы должны сделать то, что называется литником, и прикрепить его к нашему шаблону кольца.
Когда вы отливаете центрифугой, ваша форма имеет две камеры, одна из которых открыта как чаша (называемая тиглем), куда вы изначально заливаете расплавленный металл. Сбоку первого тигля имеется небольшое отверстие, ведущее в полость литейной формы, образованную кольцевым узором. Отверстие, соединяющее их, сделано так называемым литником. Когда деталь отливается, металл вытекает из тигля через это отверстие в узор. Поскольку любые углубления в форме делаются путем вырезания их в воске, вставки в гипс, а затем выжигания, мы должны сделать то, что называется литником, и прикрепить его к нашему шаблону кольца.
Как правило, при центрифужном литье используются двухкомпонентные формы, форма прижимается к тиглю (т. е. полость, принимающая расплавленный металл). затраты, размеры пресс-форм и т. д. В основном это позволяет увеличить объем производства. Поскольку я изготавливал только одно кольцо, а изготовление системы из двух частей значительно усложнило бы мой дизайн, у меня есть выкройка, литник и тигель как единое целое.
Используя воск от вотивных свечей, сначала вырежьте две маленькие «палочки» площадью примерно 1/8 дюйма и длиной полдюйма. Я использовал две, потому что хотел обеспечить выход воздуха, но я сказал, что один будет очень хорошо работать для такого маленького кусочка. Я обрезал концы под углом, чтобы они хорошо сочетались с кольцом. С помощью горячего ножа, нагретого в пламени свечи, расплавьте концы палочек, затем прикрепите их к кольцу, пока их концы все еще расплавлены. Повторно нагрев лезвия, расплавьте воск вокруг области, где восковая палочка прикрепляется к кольцу, чтобы убедиться, что есть хорошее соединение без зазоров (см. первое изображение ниже)
Затем снимите фитиль с новой свечи и сделайте два надреза в верхней части, соответствующие размерам двух палочек, которые теперь прикреплены к кольцу. Вставьте две «палочки», затем растопите воск вокруг них горячим ножом, чтобы они приклеились к свече. (См. второе изображение ниже) На втором изображении видно, что нижняя поверхность тигля плоская и удерживает кольцо параллельно столу. Плоская поверхность необходима для крепления тигля к форме на следующем этапе.
Плоская поверхность необходима для крепления тигля к форме на следующем этапе.
Изготовление формы
Теперь пришло время сделать форму. Я нашел небольшой прямоугольный пластиковый контейнер, в который удобно помещалась моя сборка формы/литника/тигля, чтобы использовать его в качестве гипсовой формы. Я хотел, чтобы форму можно было использовать повторно, а поскольку у формы не было сквозняка, было бы невозможно извлечь гипс после того, как он затвердеет, не сломав пластиковый контейнер или форму. Чтобы решить эту проблему, я выложил форму вощеной бумагой. Вощеная бумага предотвратила прилипание гипса к стенкам контейнера и дала мне возможность потянуть, чтобы вынуть гипсовую форму. Это было немного утомительно, и с тех пор я сделал форму со съемными сторонами, чтобы не делать этого шага. Как вы можете видеть на изображении ниже, я сложил бумагу так, чтобы она хорошо подходила, а затем приклеил ее по бокам клейкой лентой. (на нескольких изображениях вы можете видеть картон под вощеной бумагой, я сделал это сначала, но понял, что это не нужно, и перестал его использовать).
Следующее, что нужно сделать, это прикрепить наше кольцо к форме, чтобы оно не двигалось при заливке гипса. Я прикрепил форму для кольца к дну контейнера с помощью горячего клея.
Теперь просто смешайте гипс и залейте его в форму. Я налил гипс примерно на 1/3 дюйма выше кольца. Я использовал ручной массажер сбоку формы, чтобы избавиться от пузырьков воздуха. У меня был гипс для микроволновой печи, поэтому после первоначального отверждения в течение часа я мог удалить его из плесень (что очень важно. Приготовление в микроволновой печи в форме разрушит вашу плесень и может вызвать небольшой «взрыв», так как давление захваченного водяного пара будет сброшено) и разогревайте в микроволновой печи одну минуту 9раз при самой низкой температуре (обычно литник и форма для тигля, сделанные из обетных свечей, выпадают в микроволновой печи из-за их низкой температуры плавления). После этого я взял его на свой гриль и, начиная с медленного огня в течение часа, увеличил температуру до максимума. Это займет много времени, но в конце концов вы увидите, как голубой воск начинает капать из отверстия литника и сгорает. После того, как он начал это делать, я оставил его еще на полтора часа, пока не исчез дым.
Это займет много времени, но в конце концов вы увидите, как голубой воск начинает капать из отверстия литника и сгорает. После того, как он начал это делать, я оставил его еще на полтора часа, пока не исчез дым.
Вы можете выжечь воск в своей печи, я это сделал. Один раз. Если у вас нет духовки с особенно хорошим внутренним вентилятором или наружной духовки, у вас будут проблемы с дымом и едким запахом воска в вашем жилище в течение как минимум суток
Как только вы все сожжете, у вас будет что-то вроде этого. Форма ниже имеет этот странный тигель, состоящий из двух частей, потому что это была экспериментальная конструкция формы, которая не имела никакого значения. (Большая сторона принимает металл, маленькое отверстие — выпуск воздуха)
Строительство центрифуги
Когда я впервые задумал этот проект, я знал, что мне придется построить центрифугу, но я не знал точно, как я это сделаю. После того, как я села и нарисовала несколько дизайнов, у меня был дизайн для одного из дерева, у него был цепной привод, который вращался с помощью рукоятки. Глядя на дизайн, я понял, что он очень похож на заднюю часть велосипеда. Вместо того, чтобы пройти через кошмар создания цепного привода с нуля, я решил заменить старый велосипед.
После того, как я села и нарисовала несколько дизайнов, у меня был дизайн для одного из дерева, у него был цепной привод, который вращался с помощью рукоятки. Глядя на дизайн, я понял, что он очень похож на заднюю часть велосипеда. Вместо того, чтобы пройти через кошмар создания цепного привода с нуля, я решил заменить старый велосипед.
В итоге я отрезал одну из педалей (левую, если вы сидите на велосипеде), чтобы велосипед мог лежать на боку на земле. Снимаем тормоза, переднюю вилку и руль (хотя я оставил задний рычаг переключения передач прикрепленным к переключателю для переключения передач), шину и сиденье. По сути, я разобрал его до рамы с одной педалью, задним колесом, задним переключателем и задним переключателем.
Я сделал держатель формы из листового металла, который лежал у меня под рукой. На самом деле не имеет значения, как это делается, пока форма надежно удерживается между спицами (хотя использовать ленту не рекомендуется, форма сильно нагревается, и лента расплавится/сгорит/выйдет из строя. Убедитесь, что при установке формы между спицами и повернутым колесом, что есть зазор, и оно не сталкивается с какой-либо частью велосипеда.0003
Убедитесь, что при установке формы между спицами и повернутым колесом, что есть зазор, и оно не сталкивается с какой-либо частью велосипеда.0003
Последним этапом подготовки центрифуги является добавление противовеса. Это зависит от вашей формы, я использовал пластиковую коробку с болтами. Я мог добавлять или удалять болты в зависимости от того, насколько тяжелой была моя форма. Я закрепил противовес малярным скотчем.
Cast Something
Вся эта работа была сделана на данный момент. Кастинг что-то! Процесс отливки чего-либо довольно прост:
- Наденьте модные защитные очки
- Аккуратно подогрейте форму, затем поместите форму в центрифугу (осторожно обращайтесь с ней — очень жарко!)
- Расплавьте металл в печи или в тигле с помощью паяльной лампы, если это возможно.
- Поместите металл в форму со стороны тигля, держите на ней горелку, пока не будете готовы вращать форму, чтобы она не затвердела
- прислоните доску к своим ногам между центрифугой и вами, чтобы летящие куски металла не ударили вас по ногам (поверьте мне, металл отлетает).
 Я также рекомендую носить брюки, одежду с длинными рукавами и перчатки.
Я также рекомендую носить брюки, одежду с длинными рукавами и перчатки. - снимите горелку и сразу же быстро проверните педали. Я продолжаю крутить педали не менее 45 секунд, чтобы дать металлу время затвердеть
- Оставьте форму на час, затем откройте ее
Вот и все. Полировка изделия дремелем действительно придает блеск и избавляет от любых мелких дефектов поверхности. Надеюсь, эта статья была информативной и полезной!
Центробежное и вакуумное литье для ювелирных изделий: пошаговое руководство
Компания IGS может получать комиссионные за рекомендации клиентов от компаний, перечисленных на этой странице.
Почему?
Международное общество драгоценных камней
Восковые модели «Черепа!» Джессы и Марка Андерсон лицензированы согласно CC By 2.0Зачем пробовать восковое литье?
Восковое литье — это техника, используемая художниками для создания больших и малых скульптур.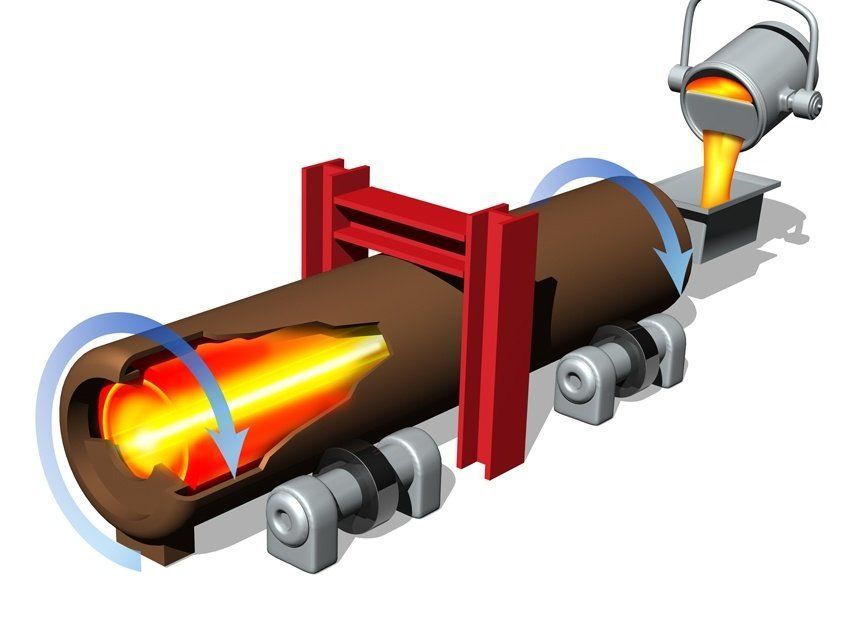 Восковая модель объекта используется для создания формы. Затем в форму можно залить расплавленный металл, чтобы создать скульптуру. Этот метод использовался в течение тысяч лет в культурах по всему миру. Ближе к нам по времени стоматологи в 1940-х годах использовали эту технику для создания предметов для стоматологических работ. Потребность ювелиров в создании небольших оправ для ювелирных изделий побудила многих адаптировать методы литья воска из стоматологии для изготовления ювелирных изделий.
Восковая модель объекта используется для создания формы. Затем в форму можно залить расплавленный металл, чтобы создать скульптуру. Этот метод использовался в течение тысяч лет в культурах по всему миру. Ближе к нам по времени стоматологи в 1940-х годах использовали эту технику для создания предметов для стоматологических работ. Потребность ювелиров в создании небольших оправ для ювелирных изделий побудила многих адаптировать методы литья воска из стоматологии для изготовления ювелирных изделий.
Ювелиры могут счесть восковое литье очень полезным по ряду причин. С помощью этого метода легче создавать индивидуальные настройки и оправы для камней произвольной формы, а также защитные конструкции для мягких видов драгоценных камней, таких как диоптаз и опал. (Опции — это хорошо. Обматывание проволоки вокруг камней может через некоторое время утомить). Ювелиры также могут создавать резиновые формы оригинальных изделий и использовать их для изготовления восковых моделей для копий.
Пожалуй, самое лучшее в литье из воска — это то, как оно помогает раскрыть творческий потенциал ювелира. Воску можно придать практически любую вообразимую форму. Также легко экспериментировать с различными текстурами и украшениями. Если ювелиры не получают желаемых результатов, достаточно немного тепла, и они возвращаются к совершенно новой рабочей поверхности. Наличие возможности отливать пользовательские настройки воском также означает, что ювелиры не привязаны к использованию купленных форм для установления цен.
Воску можно придать практически любую вообразимую форму. Также легко экспериментировать с различными текстурами и украшениями. Если ювелиры не получают желаемых результатов, достаточно немного тепла, и они возвращаются к совершенно новой рабочей поверхности. Наличие возможности отливать пользовательские настройки воском также означает, что ювелиры не привязаны к использованию купленных форм для установления цен.
Существует множество методов литья воска. При литье в песчаные формы в качестве материала формы используется песок. Литье туфа включает вырезание формы из туфа, мелкозернистого вулканического пепла. Литье из каракатицы включает в себя вырезание формы или вдавливание модели в кость из каракатицы. Заливка водой — интересный способ создания объектов произвольной формы. Расплавленный металл медленно выливается в воду и охлаждается, принимая необычные случайные формы, которые можно использовать для изготовления форм. Паровое литье использует силу пара, чтобы заставить металл помещаться в форму.
Расплавленный металл медленно выливается в воду и охлаждается, принимая необычные случайные формы, которые можно использовать для изготовления форм. Паровое литье использует силу пара, чтобы заставить металл помещаться в форму.
В этой статье основное внимание будет уделено центробежному и вакуумному литью с использованием метода выплавляемых моделей (названного так потому, что восковая модель разрушается или теряется при литье металла).
Инструменты и расходные материалы для центробежного и вакуумного литья
Есть два типа людей, которые прочитают следующий список: те, кто решит, что этот метод не для них, и те, кто попытается заполучить фонд колледжа своего ребенка. чтобы получить все здесь.
- Воск для моделей или моделей . Модель или выкройку можно сделать из воска или любого полностью горючего материала. Ключевые слова здесь «полностью горючие». Модельный материал, который оставляет какие-либо остатки, вызовет проблемы с отливкой, от неприглядного пятна до потери деталей.
 Удивительное разнообразие типов воска доступно в магазинах и в Интернете. Есть воск, который можно подпилить, и водорастворимый воск для полых форм. Восковая проволока бывает круглой, полукруглой, квадратной и треугольной формы. Вы можете найти восковые листы и литниковый воск. Воск является наиболее универсальным из всех материалов для лепки и не так токсичен или вреден, как другие материалы.
Удивительное разнообразие типов воска доступно в магазинах и в Интернете. Есть воск, который можно подпилить, и водорастворимый воск для полых форм. Восковая проволока бывает круглой, полукруглой, квадратной и треугольной формы. Вы можете найти восковые листы и литниковый воск. Воск является наиболее универсальным из всех материалов для лепки и не так токсичен или вреден, как другие материалы. - Литниковый воск . Рекомендуется диаметр 3/8 дюйма для главного литника и меньшие размеры для крепления моделей к главному литнику.
- Основания литников и фляги . Купить подставки и колбы > в комплекте. Колбы должны иметь достаточно большой диаметр, чтобы обеспечить зазор 3/8 дюйма между моделью и стенкой колбы, и быть достаточно высокими, чтобы можно было покрыть модель как минимум 1/2 дюйма паковочной массы. Если не будут обеспечены адекватные инвестиции, форма может взорваться и разрушить модель.
 (Взрыв при использовании центробежной машины может разбрызгать много расплавленного металла по всей вашей мастерской. Попадание всего лишь одного кусочка расплавленного металла, скорее всего, заставит вас не забыть предусмотреть достаточные инвестиции для покрытия модели в следующий раз).
(Взрыв при использовании центробежной машины может разбрызгать много расплавленного металла по всей вашей мастерской. Попадание всего лишь одного кусочка расплавленного металла, скорее всего, заставит вас не забыть предусмотреть достаточные инвестиции для покрытия модели в следующий раз). - Инвестиции . Поставщики несут инвестиции в малых и больших количествах. Однако инвестиции — это водяной магнит, поэтому покупайте только то, что вы собираетесь использовать в течение шести месяцев или около того. Имейте в виду, что использование больших инвестиций высушит ваши руки. (Так что инвестируйте в хороший лосьон для рук).
- Шкала . Лабораторные весы для взвешивания металла, воска и паковочной массы.
- Смесительное оборудование . Гибкая резиновая чаша для смешивания, ложка и что-то для смешивания вложений. Рекомендуется ручной миксер только с одним венчиком. Электрический миксер может создавать пузыри в инвестициях, чего следует избегать.
 Предостережение: никогда не используйте миксер для приготовления пищи повторно, так как паковочный материал невозможно полностью смыть с миксера.
Предостережение: никогда не используйте миксер для приготовления пищи повторно, так как паковочный материал невозможно полностью смыть с миксера. - Барботер . Вибрирующая платформа для устранения пузырей в модели и паковочной массе.
- Печь для выжигания (печь) с пирометром . Нужна для выжигания модели. Печь с пирометром сразу показывает точную температуру печи.
- Факел . Кислородно-ацетиленовая горелка для плавки металла. Наконечник «бутон розы» используется для более быстрого плавления металла.
- Защита глаз . Найдите очки, достаточно темные, чтобы защитить глаза от яркого света факела, но в то же время позволяют вам хорошо видеть, чтобы передвигаться по мастерской.
- Защита рук . Термостойкие перчатки для извлечения горячих колб из печи и щипцы для манипуляций с горячими колбами.
- Тигель . Возьмите достаточно большой тигель, чтобы вместить достаточно расплавленного металла для отливки.
 Если металла недостаточно для заполнения формы, вы потеряете отливки.
Если металла недостаточно для заполнения формы, вы потеряете отливки. - Стержень для перемешивания . Я использую угольный стержень, чтобы размешать металл, чтобы убедиться, что он полностью расплавлен, и удалить примеси из расплава.
- Флюс . Рекомендуется Twenty Mule Team Borax.
- Пятигаллонное ведро . Залейте водой для гашения опоки после отливки.
- Огнетушитель .
И последнее, но не менее важное: литейная машина.
«IMG_0853», машина для центробежного литья, производства StonesoftheEarth, лицензирована согласно CC By 2.0Машины для центробежного и вакуумного литья
Машина для центробежного литья
использует вес металла и центробежную силу (даже если только кажущуюся силу) для заполнения плесень. Машина для вакуумного литья использует вакуум для всасывания расплавленного металла в форму.
Сила необходима для преодоления поверхностного натяжения расплавленного металла. В противном случае металл превратился бы в каплю и просто остался бы там. Если ваша модель хрупкая, потребуется больше усилий, чтобы протолкнуть расплавленный металл в крошечные области формы. Слишком малое усилие и форма не заполняется должным образом. Слишком много силы, и вы рискуете выдуть форму. Идея состоит в том, чтобы иметь постоянное постоянное давление, толкающее или втягивающее расплавленный металл в форму.
Центрифуга должна быть надежно закреплена болтами на ровной поверхности с защитным ограждением вокруг нее. Можно использовать металлический бак для стирки или барабан от сушилки для белья. В ограждении не должно быть отверстий для предотвращения выхода расплавленного металла в случае выброса.
Вы можете рассчитывать хотя бы на один взрыв. Выбросы могут значительно повысить вашу осведомленность о безопасности.
Центробежная машина должна находиться на удобной рабочей высоте. Помните, что вы будете работать с горячими колбами, расплавленным металлом и пылающим факелом. Вы не хотите искажать себя в неудобные и небезопасные положения. Сделайте все необходимое, чтобы максимально упростить этот процесс.
Помните, что вы будете работать с горячими колбами, расплавленным металлом и пылающим факелом. Вы не хотите искажать себя в неудобные и небезопасные положения. Сделайте все необходимое, чтобы максимально упростить этот процесс.
Каждая опока, используемая при центробежном литье, должна быть сбалансирована. Выполните следующие шаги:
- Поместите вложенную, но не прогоревшую колбу в центрифугу.
- Вставьте тигель в форму и поместите предварительно отмеренный металл для этой колбы в тигель.
- Ослабьте центральную гайку, чтобы рычаг начал качаться.
- Отрегулируйте противовесы таким образом, чтобы легкое прикосновение вызывало движение рычага вверх или вниз.
- Убедитесь, что вы затянули гайку груза и центральную гайку. Проверьте их еще раз, а затем еще раз, чтобы убедиться. Если вы работаете с другими, даже если вы видите, как они закручивают гайки, проверьте их сами.
Если вы понимаете физику центробежного процесса, вы поймете необходимость обеспечения безопасности своей работы.
Установки вакуумного литья стоят дорого. Если вы можете себе это позволить, обязательно купите. (Одним из преимуществ вакуумного литья является то, что вам не нужно проходить утомительную процедуру балансировки, описанную выше). Доступны несколько отличных комплектов машин и аксессуаров.
Процедуры центробежного и вакуумного литья
Различия между центробежным и вакуумным литьем будут объясняться в пошаговом руководстве ниже. В противном случае эти шаги применимы к любому методу.
- Изготовьте или купите восковую модель или выкройку.
- Проверьте модель на наличие дефектов и при необходимости отремонтируйте. Чем более закончена модель, тем меньше потребуется очистки готового литья. С модельными материалами работать легче, чем с металлом.
- Взвесьте и отметьте основания резиновых литников.
- Нанесите воск на основание литника. Растопите воск в месте соединения воска литника и основания литника.
 Можно использовать спиртовку и большую швейную иглу, воткнутую в конец деревянного стержня. Нагрейте иглу и используйте ее, чтобы растопить и нанести воск. Также доступны коммерческие восковые ручки.
Можно использовать спиртовку и большую швейную иглу, воткнутую в конец деревянного стержня. Нагрейте иглу и используйте ее, чтобы растопить и нанести воск. Также доступны коммерческие восковые ручки. - Установите небольшой литник на модель, желательно в месте, которое не будет видно на готовой детали. Поместите галтель из воска там, где литник крепится к модели.
- Прикрепите литниковую модель к дереву. Литник модели должен быть как можно короче. Модель с литником можно прикрепить «липким воском» или снова использовать горячую иглу. Поместите восковую галтель там, где встречаются литник модели и дерево. При изготовлении нескольких моделей начните с верхней части литника и двигайтесь к основанию. Держите модели на расстоянии не менее 1/8 дюйма друг от друга. Проверьте наличие зазора между моделями и стенкой колбы.
- Соберите колбу и основание и еще раз проверьте зазоры. Модели должны находиться на расстоянии не менее 3/8 дюйма от стенки колбы. Предусмотрите не менее 1/2 дюйма для покрытия модели.

- Снимите колбу с основания и взвесьте литниковое основание. Вычтите вес основания литника, и вы получите вес ваших моделей и литников. Чтобы вычислить, сколько металла потребуется, вам придется немного посчитать. См. «Как рассчитать количество литейного металла» ниже. Пометьте фляжку, чтобы отличить ее от других.
- Соедините колбу и основание литника. Проверьте еще раз свои зазоры. ( Для вакуумного литья соломинки нарежьте на 1/2–3/4 дюйма короче высоты колбы. P закрепите один конец воском и стенку колбы с помощью невидимки и закройте конец.Это усилит вакуум, создав канал в форме, где соломинки сгорели.После того, как колба будет вложена, удалите невидимки ).
- Инструкции по смешиванию паковочной массы прилагаются к паковочной массе. В общем, налейте воду в резиновую чашу для смешивания. Затем добавьте инвестиции. Смешайте вложение до консистенции блинного теста. Следите за тем, чтобы не было комочков.
 Вы получите комки, если поместите материал в миску, а затем добавите воду.
Вы получите комки, если поместите материал в миску, а затем добавите воду. - Встряхните миксерную чашу на вибрирующей платформе. ( Если вы или , используя и вакуум машина , поместите чашу для смешивания на опоку. P Установите колпак над чашей и включите вакуум. Инвестиции «закипят» и станут пенистыми. Это воздух, вытягиваемый вакуумом из паковочной массы. Пена немного утихнет. Пылесосим около полутора минут. O ver вакуумирование приведет к образованию пузырей в упаковке ) .
- Наклоняя колбу, медленно залейте в нее формовочную массу, пока она не заполнится. Если у вас недостаточно смешанных инвестиций, чтобы полностью заполнить фляжку, вылейте ее и добавьте больше инвестиций. Использование двух заливок для заполнения фляги просто вызывает проблемы. ( Если вы собираетесь отливать в вакууме, убедитесь, что опока герметична.
 в месте соединения со стенкой колбы ) .
в месте соединения со стенкой колбы ) . - Встряхните колбу на вибрирующей платформе или пропылесосьте колбу так же, как чашу для смешивания. Встряхивая колбы, постучите по стенке металлическим стержнем или отверткой. Это поможет стряхнуть пузырьки. (Если вы выполняете вакуумное литье, c кольца из жесткого гибкого материала необходимы для опоки. Воротники предотвращают расплескивание паковочной массы по всему столу, когда она вспенивается. Воротник можно зафиксировать на месте с помощью резиновых лент Пылесосим около полутора минут ) .
- Позвольте инвестициям настроиться. Поцарапайте идентификационный знак в инвестиции.
- Снимите резиновый литник вращательным движением.
- Перед тем, как поместить колбы в печь, найдите способ не допустить попадания расплавленного воска на дно печи. Без этой защиты печь не прослужит долго. Хорошо подойдет керамическая плитка с канавками для удержания воска, пока он не испарится.
 Вы можете депарафинировать вложенные колбы, поместив их в тостер, установленный на температуру плавления воска. Не делайте этого в кухонной духовке! Поставьте под колбы поднос для сбора расплавленного воска.
Вы можете депарафинировать вложенные колбы, поместив их в тостер, установленный на температуру плавления воска. Не делайте этого в кухонной духовке! Поставьте под колбы поднос для сбора расплавленного воска. - Очистите всю засохшую паковочную массу с внешней стороны опоки и с кромки, если вы выполняете вакуумное литье. Поставьте колбы в холодную печь. Не забудьте оставить немного места между колбами.
- Следуйте «графику выгорания» в зависимости от размера колб. Купите и изучите хорошую книгу по кастингу. Я рекомендую Практичный Castin г: Studio Reference Тима МакКрейта.
- Для каждой фляги должны быть контейнеры с отвешенным металлом. Используйте металл, который не плавился с тех пор, как он поступил с завода, или металл, который плавился только один раз (например, старые кнопки и литники от предыдущих отливок), плюс не менее пятидесяти процентов веса нового металла. Литые литники и кнопки можно дважды перерабатывать для отливки металла.
- Выключите печь в конце цикла прожига.
 Дайте колбам остыть до 300-400 градусов ниже температуры плавления используемого металла.
Дайте колбам остыть до 300-400 градусов ниже температуры плавления используемого металла. - Заплавить и разогреть тигель.
- Поместите термос в центрифугу, проверив выравнивание. Вставьте тигель в отверстие колбы.
- Расплавить металл. Используйте палочку для перемешивания, чтобы проверить расплав на наличие комочков. Сдвиньте любые примеси в сторону тигля, наиболее удаленную от горловины колбы. Не кипятите металл. Если расплав кипит, добавьте в смесь немного флюса и выключите горелку, пока металл не остынет.
- Когда металл расплавится, снимите горелку и плавным движением освободите разливочный рычаг. Дайте машине перестать вращаться и снимите колбу с машины. Поставьте еще горячую колбу на огнеупорную поверхность, пока она не остынет до тускло-красного цвета. Затем опустите фляжку в ведро с водой или дайте ей постоять, пока вы отливаете другие фляги. ( Для литья в вакууме выньте опоку из печи и поместите ее на литейную подушку. Включите вакуум и убедитесь, что между опокой и литейной подушкой имеется хорошее уплотнение.
 При максимальном вакууме достигнуть, расплавить и вылить металл. Оставить вакуум включенным, пока металл не затвердеет. Отставить опоку в сторону для охлаждения, охлаждения или продолжения литья.0291 ) .
При максимальном вакууме достигнуть, расплавить и вылить металл. Оставить вакуум включенным, пока металл не затвердеет. Отставить опоку в сторону для охлаждения, охлаждения или продолжения литья.0291 ) . - С помощью щипцов окуните колбы в ведро с водой, плеская ее туда-сюда. Вода удалит отливки из паковочной массы. Подождите немного, прежде чем вы достанете отливки. Они все равно будут горячими.
- Теперь у вас есть уродливый кусок металла, покрытый паковкой и черным оксидированием. Почистите отливки зубной щеткой и удалите как можно больше вложений.
- Вырежьте отливки и их литники из дерева. Очистите больше инвестиций по мере необходимости. Вырежьте литники из модели. Очистите место, где был прикреплен литник. Нагрейте и протравите отлитые детали. Завершите детали пайкой, напильником и полировкой.
Готово!
«Серебряные литники» Мауро Катеба под лицензией CC By 2.0. .Когда:
- W = Граммы воска или другого модельного материала.

- SG w = Удельный вес воска или другой модельной среды.
- SG m = Удельный вес металла, используемого для литья.
В следующем примере в качестве среды модели используется воск, а в качестве металла – стерлинговое серебро.
Допустим, вес основания литника, модели и литников составляет 325 грамм. База весит 144 грамма. 325 граммов минус 144 грамма равно 181 грамму восковой модели и литников.
Воск имеет удельный вес 1. Серебро имеет удельный вес 10,4.
Итак, 181 грамм x 1 x 10,4 = 1882,4 грамма стерлингового серебра.
Чтобы обеспечить достаточное количество металла для заполнения формы, добавьте 10 пеннивейтов металла для кнопки. Один пеннивейт (dwt) равен 1,555 грамма, поэтому 10 пеннивейтов равняются 15,55 граммам.
1882,4 + 15,55 = 1897,95 грамма. Округлите это до 1898 граммов стерлингов, чтобы заполнить фляжку.
Примите меры предосторожности при изучении центробежного и вакуумного литья
Вы будете работать с раскаленными факелами, расплавленным металлом и термосами.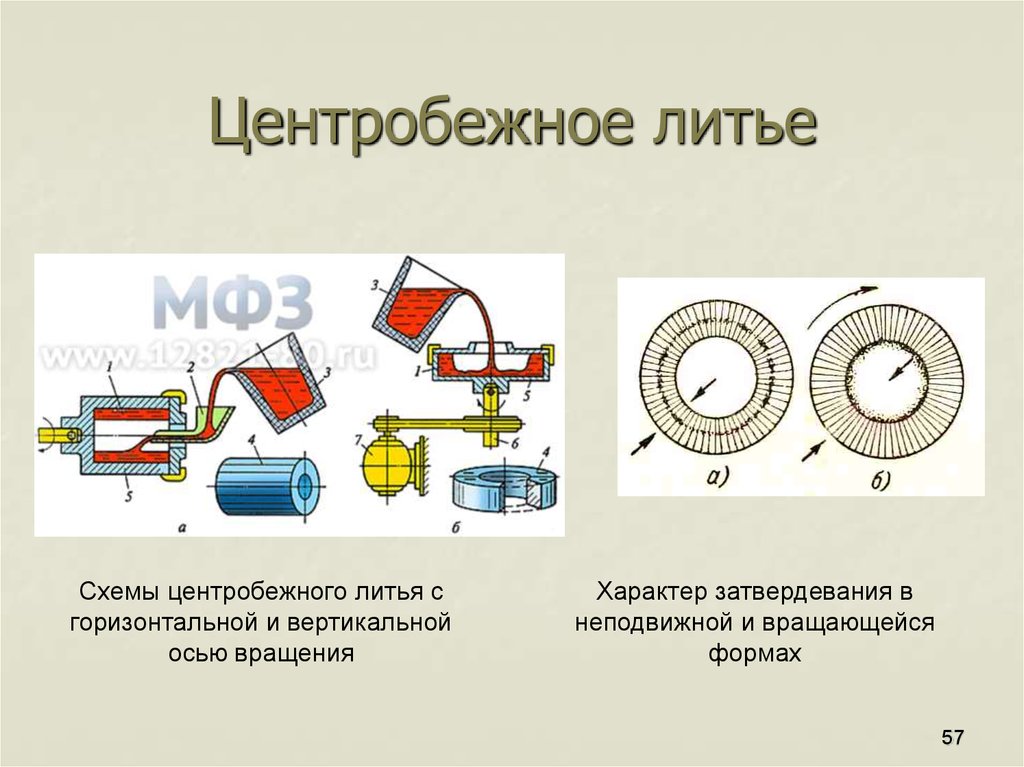 В вашей мастерской будут температуры, которые могут серьезно повредить любой материал. Потратьте время, чтобы узнать об инструментах, оборудовании, материалах и процедурах, которые вы будете использовать.
В вашей мастерской будут температуры, которые могут серьезно повредить любой материал. Потратьте время, чтобы узнать об инструментах, оборудовании, материалах и процедурах, которые вы будете использовать.
Сделать собственное центробежное или вакуумное литье несложно. Однако, как и в случае с любым новым опытом, у него есть кривая обучения. Спланируйте размещение своего оборудования и выполните пробный прогон один или два (или двенадцать) раз, пока не освоитесь с процедурами. Держите под рукой огнетушитель.
Если вы проводите кастинг в помещении, вам потребуется отличная вентиляция. Надлежащая вентиляция не поможет. Факел и восковые пары ядовиты. Другие материалы модели могут быть хуже. Помните о своем здоровье и здоровье окружающих.
Последнее предупреждение: не сбрасывайте инвестиции в канализацию. Он затвердеет, как бетон. В конце концов, ты отправишь детей сантехников в колледж.
«180320081781.jpg», эксперименты по вакуумному литью, IK’s World Trip, лицензия CC By 2.