Тяжелый фрезер своими руками
Все привыкли к тому, что самодельный фрезеры с ЧПУ легкие и представляют собой механизмы для обработки дерева, в крайнем случае — для гравировки металла.
Но в этой статье речь пойдет об изготовлении ЧПУ станков для обработки стали.
Посмотрите на картинку выше, впечатляет, не правда ли? Вот об изготовлении таких красавцев мы и будем вести речь ниже.
Всякое изготовление самодельных станков, как ЧПУ, так и обычных начинается с проектирования.
Программы можно использовать любые, благо сейчас есть выбор, от SketchUp до Autodesk Fusion 360 и другого ПО. Практически ко всем ним можно найти библиотеки готовых деталей и материалов. И вам не придется отрисовывать тот же профиль, рельсы или крепеж для шагового двигателя.
Многие программы 3D моделирования позволяют создать связи механизмов между собой и посмотреть — как будет работать готовое устройство.
Если кто то думает, что сделать самодельный ЧПУ фрезер для обработки металла — это бюджетное решение, то стоит вас разочаровать! Да, тяжелый фрезер выйдет дешевле, чем его продающаяся в магазине версия, но, все равно придется вложиться финансами и не мало, так как при изготовлении используются массивные заготовки из стали.
Тяжесть — это хорошо, тяжесть — это надежно! (с) Именно так! Для станкостроения массивность деталей имеет решающее значение, а все потому, что чем массивнее деталь и толще металл в заготовке, тем меньше будет влияние изгибающей нагрузки передающейся от фрезы при работе станка.
Рама самодельного фрезера изготавливается из профильной трубы, оцените размеры профтрубы — такие используются при строительстве многоэтажных домов!
Соединение заготовок рамы производится с помощью сварки. Если решите повторить — то помните, сначала прихватываем со всех сторон, проверяем и павим геометрию, а уже затем провариваем.
Это делается таким образом потому, что, если начать проваритваь сразу, то шты будут изгибать конструкцию, геометрия & quot;поплывет» и на восстановление параллельности и перпендикулярности уйдет много времени и сил. А в некоторых случаях и вовсе — проще выбросить поведенную сварочными швами конструкцию и сделать заново.
Сваривать основание лучше полуавтоматом, но можно и обычной электродной сваркой.
Когда основание готово, можно заняться изготовлением осей. На мощную пластину наносится разметка отверстий, засверливается, нарезается резьба и устанавливаются рельсовые направляющие.
Стоит отметить, плоские рельсовые направляющие наиболее предпочтительны для изготовления мощного ЧПУ фрезера, так как они меньше подвержены деформации во время работы.
При установке необходимо добиться параллельности направляющих, иначе при движении осей они будут подклинивать, а это грозит быстрым износом и искажениями в готовых деталях обрабатываемых на станке.
Проще всего проверять параллельность с помощью часового индикатора — катаем его по одной оси и подправляем вторую ось добиваясь четкого нуля на индикаторе при движении по всему ходу оси.
Как я уже писал выше — тяжесть это хорошо! Но для сборки придется воспользоваться лебедкой или закрепленным на стреле блоком уменьшающим усилие по подъему тяжести.
Электронику управления ЧПУ станком лучше всего собрать на небольшом самодельном щитке. Можно использовать и готовый из магазина, но в самодельном тоже нет ничего сложного — кусок фанеры и динрейки.
Преимущество щитка в том, что все провода будут аккуратно распределены между собой, не создавая хаоса в виде спагетти. если возникнет какая либо проблема с электроникой ее легко будет локализовать.
Где разместить ПК для управления самодельным фрезером по металлу — вопрос удобства. Как вариант — можно сделать небольшую передвижную стойку с монитором, полочкой под мышку и клавиатуру и тумбочкой под сам ПК.
Теперь о самом главном — шпинделе для мощного фрезерного станка по металлу.
Для того что бы хорошо и бвстро обрабатывать металл необходим мощный мотор и это не обсуждается.
Он должен и нагрузки выдерживать и мощности иметь достаточно, что бы не завязла фреза при обработке стали. Да и для уменьшения погрешностей необходимо использовать не патрон, а фрезы с конусом Морзе.
А вот крепеж шпинделя — самодельный.
Режется, варится, красится и крепится на ось Z.
Как говорится — мощному фрезеру и шпиндель мощный! Если планируются долговременные работы на фрезерном станке, то необходимо озадачится и организацией охлаждения шпинделя.
Активное охлаждение не только позволит увеличить срок службы фрезерного шпинделя, но и позволит увеличить скорость работы станка за счет его непрерывной работы.
Шпиндель закреплен, можно начинать проверку станка.
Если станок собран без косяков и вся электроника настроена, то точность его работы превзойдет самые смелые ожидания.
Посмотрите видео работы станка и его сборку.
Согласитесь, такой самодельный фрезер с ЧПУ оправдывает вложения на его сборку! Времени и материалов(причем совсем небюджетных) потребуется немало,но и результат получается достойным!
Конечно, при желании кое какие детали можно и удешевить, не все детали испытывают нагрузку, а значит и не везде нужна сталь, в иных местах можно использовать и пластик, при этом, часть деталей сложной формы можно напечатать на 3D принтере.
Этот фрезерный станок с ЧПУ сделан с использованием деталей напечатанных на 3D принтере, на его работе — точности и скорости обработки заготовок, это никак не сказывается.
Вы можете выбрать любой путь построения своего ЧПУ фрезера для гаража или мастерской — сделать полностью стального монстра или разбавить сталь пластиком.
Самодельный ЧПУ станок
Самодельный ЧПУ станок своими руками быстро
Неожиданно много читателей, прочитавших мою статью, посвященную некоторым аспектам проектирования механики самодельного гравировально-фрезерного станка ЧПУ, высказали в своих откликах, как бы это помягче…, недоумение тем обстоятельством, что о линейных шариковых подшипниках качения я упомянул вскользь и без должного восторга. Действительно, восторгов я не расточал. К линейным шариковым направляющим я отношусь спокойно, как к одному из возможных вариантов построения координатного стола. Как и у любого другого варианта, у этого есть свои достоинства и недостатки, из которых главное достоинство — относительная технологическая простота достижения заданных точностей при рабочих ходах больше метра, а главный недостаток — высокая цена комплектующих.
Я по-прежнему считаю, что небольшой станок, например, с рабочим полем 500х300 мм, проще, технологичнее и дешевле сделать, применив круглые направляющие с бронзовыми втулками скольжения. Однако, чем больше по размеру рабочее поле, тем сложнее обеспечить заданную точность за приемлемые деньги. Наконец, наступает момент, когда технологические трудности изготовления и монтажа направляющих скольжения, а значит и их стоимость оказывается сопоставимой со стоимостью блоков шариковых линейных подшипников на рельсах.
Вот и получается, что небольшой гравировально-фрезерный станок дешевле сделать на круглых направляющих скольжения с обычной винтовой передачей. Но, если рабочий ход хотя бы по одной из осей превысит некоторое значение, при котором выгодней купить шариковые направляющие, то конечно, проще купить. Само собой, упомянутое «некоторое значение» — вещь относительная. Стоимость изготовления механики в Москве и, например, на Урале отличается в разы. По моим оценкам, для Москвы размер рабочего хода, при котором стоит подумать о шариковых линейных направляющих, составляет 1000…1200 мм и более.
Статья планировалась из двух частей. Первая часть должна была быть посвящена выбору направляющих, особенностям проектирования и конструирования механики с использованием шариковых линейных направляющих, а вторая — практической реализации станка. Известно, теорию читать никто не любит, все сами «теоретики». Поэтому предвосхищая возгласы: «Все, что вы пишете, давно известно из книжек! К практике поближе!!», я решил ограничиться практической реализацией. Вообще, цель статьи не научить строить станки ЧПУ, а расширить горизонты интересующихся подобной техникой и показать, что станок ЧПУ в производстве (но не по цене!) не такая уж крутая вещь, как принято о ней думать.
Задача
Вообще говоря, «на скорую руку» делаются бутерброды и салаты, романтический ужин можно соорудить на скорую руку, но не станок. Тем не менее, я вынес это словосочетание в заголовок статьи. Почему? Попробую объяснить.
«На скорую руку» это значит технологично для домашнего производства. Т.е. станок должен быть сконструирован так, чтобы его можно было изготовить, используя минимальный набор самых обычных слесарных инструментов. Буквально, если у вас в арсенале имеется электролобзик с пилкой по металлу, сверлильный станок, плашки-метчики и напильник, то этого должно быть достаточно. На худой конец, сгодится простая ножовка по металлу и дрель.
Т.е. станок должен быть сконструирован так, чтобы его можно было изготовить, используя минимальный набор самых обычных слесарных инструментов. Буквально, если у вас в арсенале имеется электролобзик с пилкой по металлу, сверлильный станок, плашки-метчики и напильник, то этого должно быть достаточно. На худой конец, сгодится простая ножовка по металлу и дрель.
Кое-кто скажет: «Ну, ты загнул, товарищ! Так не бывает», и будет прав. Так действительно не бывает. Потому что, если фрезерные работы можно исключить полностью, то без элементарных токарных работ нам не обойтись, значит, работ этих должно быть совсем не много, все остальное – ручками, на кухне.
Ставя перед собой такую задачу, надо хорошо понимать, что осуществить задуманное можно только при условии широкого применения покупных комплектующих и стандартных алюминиевых профилей. Направляющие – этакие краеугольные камни портального гравировально-фрезерного станка — тоже придется купить, а они дорогие. Так что, «на скорую руку» не значит дешево!
Так что, «на скорую руку» не значит дешево!
И последнее соображение. «На скорую руку» ассоциируется с понятиями просто и быстро. Если с определением «просто» можно согласиться, то быстро вряд ли получится. Изготовление даже простых деталей может затянуться на неопределенный срок, но как говорится, «терпение и труд – все перетрут».
Подытожим:
- Для фрезерования бальзы, фанеры, дерева, пластиков и тонких (до 2 мм) алюминиевых сплавов.
- На линейных шариковых направляющих и зубчатых ремнях.
- Рабочее поле не менее 1000х300х90.
- Разрешение позиционирования не хуже 0,1 мм.
- Скорость позиционирования не менее 2 м/мин.
Икс
Начнем с простого – со стола-основания. Элементарный геометрический расчет показывает, что при ходе по Х равному 1000 мм длина стола должна быть 1300 мм. По крайней мере, у меня так получилось. При ходе по Y больше 300 мм ширина стола должна быть не менее 460 мм.
Изучив сортамент стандартных прессованных прямоугольных труб (боксов) из алюминиевого сплава АД31 (других промышленность, к сожалению, не выпускает) выбираем бокс 80х40х4 мм. Нарезаем из него несколько балок (1300 мм — 2 шт. и 460 мм -4шт.). Еще нам понадобятся два швеллера 50х30х4 длиной 1300 мм. В них отлично вписываются шариковые направляющие SBS15SL, которые я решил применить. В качестве ножек используем подходящие круглые ножки от дивана, купленные в магазине ОБИ. Сверлим во всем этом дырочки, кое-что красим, если есть такая возможность, и собираем каркас основания.
Получилось весьма крепко. Под нагрузкой швеллеры, в которые буду уложены рельсы слегка прогибаются, но ничего, поставим столешницу – будет совсем другое дело, основание по прочности и жесткости приобретет исключительную «дубовость».
Привинчиваем рельсы.
Они располагаются под столом и, как видите, относительно хорошо защищены от пыли и стружек. Не смотря на то, что шариковые блоки SBS снабжены скребками, предусмотреть дополнительную (пассивную) защиту рельс и блоков от прямого попадания стружек никогда не вредно.
Привинчиваем к шариковым блокам площадки, на которые впоследствии будет ставиться портал. Площадки эти — просто прямоугольные пластинки из сплава Д16Т с отверстиями для крепления портала и кронштейна под шаговый мотор.
О кронштейне шагового мотора, и вообще о проводке зубчатого ремня поговорим отдельно.
Проводка зубчатого ремня
Да, шаговые моторы для перемещения портала по оси Х будут крепиться на самом портале! Почему-то когда говорят о приводе зубчатым ремнем, в мозгах рисуется ремень в виде кольца с мотором, установленным на раму, а натяжение ремня организуется на портале или каретке. Так делать можно, но лучший ли это способ? Не уверен. Мы пойдем другим путем. Устроим из ремня псевдо зубчатую рейку.
Концы ремня закрепим на раме. Одну прижимную планку зафиксируем жестко, а другая будет иметь возможность перемещаться для натяжения ремня в пределах расстояния между соседними зубьями, т.е. в пределах 5 мм. Зубчатое колесо, как обычно, насаживается на вал мотора. Ролики устанавливаются на том же кронштейне, что и мотор. В общем, все очевидно – мотор крутится и перемещает сам себя.
Зубчатое колесо, как обычно, насаживается на вал мотора. Ролики устанавливаются на том же кронштейне, что и мотор. В общем, все очевидно – мотор крутится и перемещает сам себя.
Чем же такой способ лучше кольцевого ремня? Да, хотя бы тем, что расход ремня в два раза меньше, натягивать проще, экономия на зубчатых колесах, которые дорогие и их надо покупать вместе с ремнем. Ролики с осями можно подобрать готовые. В общем есть в таком решении плюсы. А минусы? Не знаю…. Кабели от моторов таскать за порталом? Так их все равно таскать от осей Y и Z, плюс-минус несколько проводов – не принципиально. Вес портала увеличится? Увеличится. И это, наверно, единственный минус, о котором стоит говорить. Цена вопроса 1,5…2 кг (вес моторов) и/или 100 долларов США (длинный ремень и дополнительные зубчатые колеса). Я выбрал экономию денег, а не веса. При таких размерах портала экономия двух килограммов его массы существенного выигрыша не дает. В конце концов, при использовании зубчатых реек моторы стоят именно на каретках.
Ремень надо брать с относительно мелким зубом. Я выбрал любезный моему сердцу ремень от хвостовой балки модели вертолета «Раптор 50». Он имеет шаг зубьев 5 мм. Зубчатое колесо тоже от этого вертолета. Его диаметр (по средней линии зубьев) 14 мм. Значит при включении двигателя в полушаговом режиме (400 шагов на оборот) перемещение каретки на один шаг будет 3,14*16/400 = 0,11 мм. Это больше, чем задумано. В микрошаге (1:6) перемещение на шаг получается 0,042 мм. То, что надо. И хотя «не тянущийся» ремень все равно чуть-чуть тянется, зато в ремне отсутствует накопленная ошибка, которая всегда присутствует в ходовом винте. В итоге, я думаю, мы уложимся в точность фрезерования 0,1 мм на длине 1000 мм. По крайней мере, по бальзе и четырехмиллиметровой фанере.
Что касается кронштейна шагового мотора, то это, как видите, простая пластина с дырками. Ничего особенного, выпиливаем точно так же, как и основание. Пока за рамки ножовки, дрели и напильника мы не вышли. Будем продолжать в том же духе.
Будем продолжать в том же духе.
Устанавливаем все это дело на раму и проверяем, как ездит. Ездит хорошо!
Собственно, это почти все с рамой. Осталось «причесать», придать изделию «товарный вид» и установить столешницу.
Товарный вид
«Made in дома» — не обязательно сикось-накось, коряво и неаккуратно. Меня удручают, закрепленные на уродских «курьих ножках» и торчащие во все стороны двигатели, пучки неубранных проводов, вывороченные наизнанку контроллеры и тому подобные «прелести» самодельных конструкций. Все бы ничего, в конце концов, каждый делает как может, пока автор очередного такого уродца не начинает всерьез рассуждать о серийном производстве своего детища для продажи, оправдывая неказистый вид станка, тем что это, дескать, опытный образец: «Тут подправим, там переделаем, кожухи понавесим, все покрасим, и будет это не станок, а конфетка». Не будет! Если для себя, любимого, автор не может сделать как надо, и ему не стыдно рекламировать свой недоделанный «товар» то и для покупателя он сделает тяп-ляп. Проверено, и не раз. Но это так, к слову….
Проверено, и не раз. Но это так, к слову….
Проложим пару дохленьких швеллеров, в которых будут размещаться петли кабелей от двигателей и концевых выключателей. Если контроллер большой и не лезет в подстольное пространство, то сделаем кронштейны для выходных соединителей. И, наконец, установим заглушки на торцы несущих профилей, чтобы в них не скапливалась грязь.
Затраты труда на эти на первый взгляд необязательные мероприятия окупаются с лихвой.
Столешница
Станок планируется в основном для пиления бальзы, фанеры, пластиков, поэтому столешница может быть сделана из ламинированной панели для кухонной мебели толщиной 40 мм, т.е. той же толщины, что и алюминиевые боксы. Столешница крепится к двум несущим балкам рамы. Швеллеры, в которых проложены рельсы, также следует прикрепить саморезами к столешнице. В целом, конструкция получается ровная, прочная и жесткая. Можно спокойно встать на получившееся основание станка и походить по нему пешком – ничего не случится.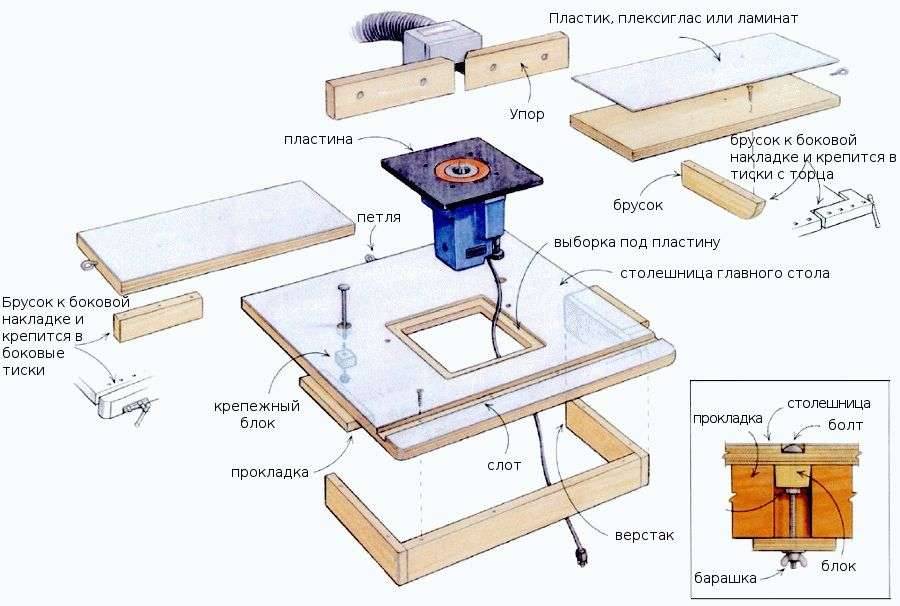
Некоторым «продвинутым» специалистам может понравиться наборная столешница из алюминиевого станочного профиля. Пожалуйста, принципиально ничего не изменится. Однако станок на зубчатых ремнях может пилить только то, на что рассчитан, а именно — фанеру, пластики и тонкий алюминий, и не более того, поэтому ужесточать столешницу – бессмысленно.
Игрек
Пошли дальше.
Поперечная балка, на которую будут устанавливаться рельсы оси Y, получается длиной 510 мм. В целях унификации сделаем ее из того же алюминиевого бокса 80х40х4 мм. Рельсы поставим прямо на торцы балки.
В большое прямоугольное отверстие на широкой грани профиля будет входить ось двигателя с насаженным на него зубчатым колесом. С противоположной стороны балки разместится каретка Z. Т.е. балка должна пройти как бы сквозь каретку Y. Для этого на шариковые блоки наденем две одинаковые детали, сделанные из отрезков стандартного алюминиевого швеллера 60х40х5 мм.
Проводку зубчатого ремня выполним точно так же, как и по оси Х, только устройства для крепления и натяжения ремня сделаем на уголках.
Ремень оказывается хорошо защищен от стружек и грязи. В нижней части профиля (внутри) будет размещена петля кабеля от двигателей Y и Z. Осталось поставить заглушки на торцы балки и все.
С лицевой стороны (со стороны каретки Z) балка не имеет отверстий, что очень хорошо, т.к. именно тут летит стружка. Как видите, балка с кареткой Y получилась очень простой.
Зет
Ход по Z планируется сделать 90 мм. Почему 90? Потому что мне достаточно 90, а можно сделать и 150 мм. Это не принципиально.
Каретка Z и все, что с ней связано, самая многодельная и трудоемкая часть нашего станка. Оно и понятно, привод по оси Z нельзя сделать на ремне. При каждом выключении станка под действием своего веса и веса шпинделя каретка будет съезжать вниз, и терять «0». Кроме того, от двигателя требуется значительный момент удержания, который должен компенсировать не только усилие фрезерования, но и вес шпинделя. Только винт с шагом не более 5 мм (лучше 3 мм) спасает положение. Итак, вот детали, которые надо изготовить.
Только винт с шагом не более 5 мм (лучше 3 мм) спасает положение. Итак, вот детали, которые надо изготовить.
Ходовой винт
Начнем с винта. Я уже писал подробно о ходовых винтах и гайках в статье «Механика самодельного станка ЧПУ», не буду повторяться. НО. Так ли уж необходим в данном случае на оси Z ходовой винт с гайкой, выполненный по всем правилам точной механики? Вряд ли. Станок предназначен для плоского фрезерования, по сути, это просто лобзик с ЧПУ – опустил фрезу на нужную глубину и – погнали выпиливать. Тут сгодится катаный винт. Да, чего там катаный, простой винт с метрической резьбой сгодится! И гайка капроновая сгодится! Другое дело, если планируется 3D фрезерование, например барельефов и медалей…, но такая задача плохо согласуется с ременным приводом остальных осей. Так что, винт можно применить ЛЮБОЙ. Любой то любой, но я применил катаный винт Tr12х2 и бронзовую гайку с компенсацией люфта. Т.к. сегодня у меня это просто лобзик, а завтра я, возможно, захочу поставить винты на все оси. Конструкция позволяет.
Конструкция позволяет.
Кстати, ходовой винт, переходная втулка для двигателя и опорные кольца подшипников – единственные детали, для изготовления которых нам потребуется токарный станок. Даже если вы купили резьбовую шпильку на рынке, концы такого винта нужно разделать.
Конструкция подшипникового узла ходового винта описана в вышеупомянутой статье. Она оказалась удачной, поэтому в новом станке сделаем точно также.
Отверстие в стенке под подшипники растачивать по посадке не обязательно, достаточно просто просверлить. Рабочие нагрузки направлены по оси винта, и если радиально-упорные подшипники будут слегка елозить в поперечном направлении, то ничего страшного, на точности работы оси это практически не скажется.
Сборка
Устанавливаем ходовой винт внутрь основания-швеллера, сделанного из профиля 60х40х5 мм, какого же, как и тот, который мы использовали для каретки Y. К торцам основания привинчиваем рельсы.
Внимательный читатель скажет: «Ага! Деталь, на которую ставится двигатель, фрезерованная!!!». Необязательно. Ее можно сделать из двух плоских деталей и свинтить вместе. Например, так.
Необязательно. Ее можно сделать из двух плоских деталей и свинтить вместе. Например, так.
Устанавливаем уголки на шариковые блоки. Уголки сделаны из профиля 50х50х5 мм. Это единственный доступный профиль из сплава Д16Т.
Спереди на уголки ставится панель, которая, по сути, и есть каретка Z. Но перед этим установим перемычку, которая свяжет уголки с ходовой гайкой.
На первый взгляд эта деталь лишняя. Ходовую гайку можно закрепить сразу на передней панели. Но в этом случае, существенно возрастают требования к точности изготовления деталей, и монтаж гайки придется производить вслепую. Т.к. станок у нас «на скорую руку» и делаем мы его на кухне, то в данном случае такая переходная деталька может оказаться полезной. Впрочем, кто в себе уверен, может ее и не ставить.
Последний штрих. Устанавливаем переднюю панель и кронштейн для шпинделя.
Кронштейн может быть фрезерованный, а может быть и просто плоский. Это у кого как получится. Ходовой винт по оси Z оказался хорошо защищен от прямого попадания стружки. В целом, каретка Z получилась компактной, ее ширина 118 мм. Неплохой результат, если учесть, что основные детали сделаны из стандартных профилей.
Это у кого как получится. Ходовой винт по оси Z оказался хорошо защищен от прямого попадания стружки. В целом, каретка Z получилась компактной, ее ширина 118 мм. Неплохой результат, если учесть, что основные детали сделаны из стандартных профилей.
X-Y-Z
Устанавливаем Z на Y.
Устанавливаем боковые стенки портала и клеммную коробочку для кабелей.
Устанавливаем портал на раму.
Вот и все. Станок получился удобный, стройный, я бы даже сказал поджарый, ничего не торчит, к рабочему полю хороший доступ со всех сторон, никаких кожухов, которые чего-то там прикрывают, нет «гусениц» для проводов, все провода спрятаны. Кстати, в моем экземпляре контроллер тоже спрятан под стол, к станку подходит только шнур питания и кабель LPT порта от компьютера.
Даже если вы все кривовато выпилили и не очень точно просверлили отверстия, вы все равно сможете доработать станок, довести его до ума и заставить нормально работать. Потому что в этой конструкции все определяется заведомо точными покупными направляющими и приемлемой геометрической точностью прессованных профилей (параллельность и перпендикулярность граней). Тут в принципе нет сложно выполнимых посадок и жестких допусков на линейные размеры. Однако, само собой разумеется, чем точнее вы сделаете детали, тем лучше и для станка и для тех изделий, которые вы будете на нем выпиливать.
Потому что в этой конструкции все определяется заведомо точными покупными направляющими и приемлемой геометрической точностью прессованных профилей (параллельность и перпендикулярность граней). Тут в принципе нет сложно выполнимых посадок и жестких допусков на линейные размеры. Однако, само собой разумеется, чем точнее вы сделаете детали, тем лучше и для станка и для тех изделий, которые вы будете на нем выпиливать.
А можно…?
Отвечаю сразу — МОЖНО! Все можно! Только нужно ли?
«А можно вместо четырех шариковых блоков поставить на каретку два? Будет почти в два раза дешевле» — Можно! Но я поставил четыре, и вам советую.
«А можно заменить обычные профили станочными? Будет лучше» — Можно! В каком-то смысле действительно будет лучше. Скажем так, будет лучше ровно на столько, на сколько, к примеру, станут лучше «Жигули», если поставить на них семнадцатидюймовые колеса от «Мерседеса», Но дороже будет, это точно!
«А можно для увеличения прочности заменить не внушающие доверия алюминиевые профили хорошими стальными?» — Можно! Если удастся подобрать подходящие по размеру, и при условии замены шариковых направляющих на 20-й типоразмер.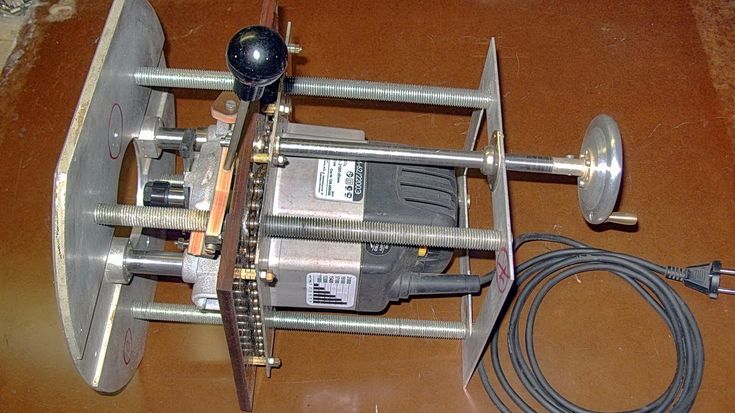 Кстати и ремни нужно взять потолще, и двигатели помощнее, и, чего там мелочиться, лучше сразу на ШВП перейти.
Кстати и ремни нужно взять потолще, и двигатели помощнее, и, чего там мелочиться, лучше сразу на ШВП перейти.
«А можно такой станок сделать размером 2х3 метра, и чтобы 10 мм фанеру пилил со скоростью 600 мм/мин.?» — Можно! Только профили нужно брать станочные и крепить их к стальным сварным рамам, и ремни заменить зубчатыми рейками и моторы брать с редукторами, и прочее по мелочам.
«А можно вместо дорогих шариковых направляющих применить обычные шарикоподшипники, чтобы все так же ездило?» — Можно! Ездить будет! Но я все-таки разорился на рельсы и дорогие линейные подшипники, сами догадайтесь почему.
«А можно вместо импортных шариковых линейных направляющих использовать наши, отечественные, мебельные, или компьютерные?» — Можно! См. ответ на предыдущий вопрос.
«А вот у меня нет ни дрели, ни ножовки по металлу. Как быть?» — Займите у соседа или купите… лучше сразу готовый станок.
«Хочу построить такой же станок как у вас. Не могли бы вы: дать мне готовые чертежи, ткнуть носом, где продаются все комплектующие, отвести за руку к дяде, который выточит нужные детали, оказать помощь в изготовлении, сборке и настройке станка, консультировать, отвечать на вопросы, и вообще, всячески содействовать?» — Мог бы, если у вас хватит денег на все это содействие.
Не могли бы вы: дать мне готовые чертежи, ткнуть носом, где продаются все комплектующие, отвести за руку к дяде, который выточит нужные детали, оказать помощь в изготовлении, сборке и настройке станка, консультировать, отвечать на вопросы, и вообще, всячески содействовать?» — Мог бы, если у вас хватит денег на все это содействие.
Такие, вот, дела.
сделай сам ФРЕЗЕРОВАЛЬНО-ШЛИФОВАЛЬНЫЙ СТАНОК С МИНИМАЛЬНЫМ ОБОРУДОВАНИЕМ
лесфак
лесфак
- #1
Я сделал средство для переточки канавок фрез с использованием минимального оборудования и очень небольших затрат. Вряд ли это точная инженерия, но это способ восстановить тупые резцы, даже если они используются только для черновой обработки. Вот ссылка на видео, демонстрирующее устройство.
Вот ссылка на видео, демонстрирующее устройство.
челсоари
из Бразилии
- #2
отличная идея…поздравление
привет из Бразилии
Селсо Ари
лантен1982
Известный член
- #3
Молодец! Хорошая практическая инженерия с хорошо представленным видео.
Спасибо.
торнитор45
Известный член
- #4
Супер умный и находчивый НО вы должны знать, что алмаз не предназначен для шлифовки стали.
Если шлифование не производится вручную или при очень низкой скорости шлифования, возникает высокая локальная температура, достаточная для искрообразования.
Алмаз представляет собой углерод, при местной высокой температуре чрезвычайно растворим в железе (стали). Алмазный круг быстро тускнеет, практически растворяясь в стали.
производитель
Известный член
- #5
Лесфак сказал:
Я сделал средство для переточки канавок фрез с использованием минимального оборудования и очень небольших затрат. Вряд ли это точная инженерия, но это способ восстановить тупые резцы, даже если они используются только для черновой обработки. Вот ссылка на видео, демонстрирующее устройство.
Нажмите, чтобы развернуть…
У вас есть способ шлифовать лицо?
SmithDoor
Известный участник
- #6
Это можно сделать на токарном станке.
Сбоку и с лицевой стороны.
Саут-Бенд, шоу с использованием токарного станка для заточки инструмента в дополнении к мировой войне 2.
Сегодня фрезы для концевых фрез настолько дешевы, что замена фрезы на шлифовку не стоит времени.
Примечание Формовочные фрезы, такие как зубчатые фрезы, могут быть изменены и сэкономить деньги.
Дэйв
розничный продавец
Младший член
- #7
Хорошая работа — кому нужен пневматический шпиндель и шлифовальный станок T&G?
чрсбрбнк
Известный член
- #8
отличное видео! просто небольшое предостережение: я перестал носить вязаные свитера во время работы с оборудованием после того, как правая манжета застряла в раме, которая очень быстро сделала довольно хорошую имитацию жгута, что-то вроде косяка в моей руке, поэтому я не мог дотянуться до выключателя, пока не отпущу левой рукой, которой я останавливал вращение. все получилось хорошо но впечатление осталось
Уиллрей
Известный член
- #9
tornitore45 сказал:
Супер умный и находчивый, НО вам нужно знать, что алмаз не предназначен для шлифовки стали.
Если шлифование не производится вручную или при очень низкой скорости шлифования, возникает высокая локальная температура, достаточная для искрообразования.
Алмаз представляет собой углерод, при местной высокой температуре чрезвычайно растворим в железе (стали). Алмазный круг быстро тускнеет, практически растворяясь в стали.Нажмите, чтобы развернуть…

Интересно. Irwin/Lennox производит сверхпрочные отрезные круги с ободом, пропитанным алмазами, для резки стали. Похоже, они работают и служат долго — я использую их для черновой обработки быстрорежущей стали. Интересно, почему это работает?
https://www.grainger.com/product/48RW98
торнитор45
Известный член
- #10
Интересно, почему это работает?
Нажмите, чтобы развернуть…
Об этом мне сообщил доверенный источник. Общеизвестно, что стальной хвостовик напаянных твердосплавных насадок следует стачивать кругом из Al-O, прежде чем прикреплять карбид к алмазному кругу.
Сталь можно шлифовать алмазом на очень низкой скорости, которая не создает достаточной температуры.
В любом случае за 10 долларов я только что заказал один и попробовал.
Уиллрей
Известный член
- #11
tornitore45 сказал:
Во всяком случае, за 10 долларов я только что заказал один и попробовал его.
Нажмите, чтобы развернуть…
У меня , а не , использовал их для типичных отсечных целей (ну, не более одного раза), так как они потрясающе громкие и «грубые» по ощущениям по сравнению с обычными отсечными дисками. Но они сохраняют диаметр «навсегда», что я считаю очень полезным для ручной обработки быстрорежущей стали.
Например, недавно я вручную вырезал набор квадратных протяжек из быстрорежущей стали, потому что мне нужно было вставить болты с квадратным подголовком в стальной лист. Постоянный диаметр колеса с ромбовидной кромкой позволил очень легко получить удобное положение упора для рук и просто вручную вращать заготовку из быстрорежущей стали мимо колеса, чтобы сформировать каждую последующую глотку. Я также нахожу их хорошими для черновой обработки заготовок из быстрорежущей стали для токарного станка и т. д., чтобы уменьшить износ твердосплавного шлифовального станка.
Вы должны войти или зарегистрироваться, чтобы ответить здесь.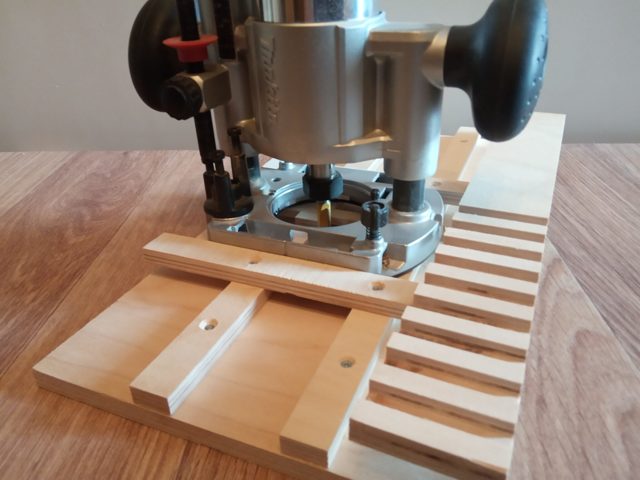
Grizzly G0704 Ограничители стола оси Y
- raveney
- Машинные модификации
- Ответы
- 0
- просмотров
- 560
Равени
Давайте поговорим о фрезерных станках
- HennieL
- Инструменты
456
- Ответы
- 108
- просмотров
- 16К
L98fiero
Можем ли мы говорить о программах CAM?
- CFLBob
- Программное обеспечение и программирование
234
- Ответы
- 64
- просмотров
- 8К
Игрушечник
Монитор Марка Сборка
- дналот
- Работа в процессе
678
- Ответы
- 141
- просмотров
- 19К
Ричард Карлстедт
Поиск хорошего небольшого фрезерного станка с ЧПУ в Новой Зеландии.
- Оуэн_Н
- Инструменты
- Ответы
- 5
- просмотров
- 2К
Генри Банджо
Делиться:
Фейсбук Твиттер Реддит Пинтерест Тамблер WhatsApp Электронная почта Делиться Связь
Как самостоятельно измельчить пиломатериал: пошаговое руководство
Самостоятельно фрезеровать пиломатериал — это труд любви. Но для мастера самодельная лесопилка может стать отличным способом получить уникальный древесный материал и попутно снизить общую стоимость. Каковы ваши основные варианты, инструменты и соображения? Начните с этого пошагового руководства.
Допустим, вам нужно немного дерева для вашего следующего проекта по деревообработке — предмет мебели, бар, сарай, все, что вы себе представляете. Вы можете просто пойти на местный лесопилку и купить нужную древесину.
Но если вы любитель или начинающий столяр, ценник на древесину в последнее время заставляет задуматься дважды, вот вам идея. Вы думали о фрезеровании собственного пиломатериала?
Распиловка своими руками — не самая простая работа по дереву для вашей мастерской или гаража, но она имеет много преимуществ. Учитывая недавние скачки цен на пиломатериалы, потенциальная экономия средств с течением времени является значительной. Журналы, с которыми вы начинаете, будут бесплатными или, по крайней мере, очень дешевыми.
Кроме того, фрезерование пиломатериалов своими руками может доставить мастеру гораздо больше удовольствия. Это позволяет вам выбрать типы сокращений, размеры, виды и желаемое зерно. Вы не ограничены только самым популярным выбором на складе пиломатериалов. А если у вас есть большая собственность с большим количеством деревьев, которые вам нужно очистить? Самостоятельно фрезеровать пиломатериал быстрее и дешевле для энтузиаста-любителя. Вы будете лучше использовать свои собственные ресурсы в процессе.
Итак, что нужно, чтобы начать фрезеровать собственный пиломатериал? Давайте рассмотрим ключевые соображения на высоком уровне в этом пошаговом руководстве.
Правильные инструменты для работы
Во-первых, убедитесь, что у вас достаточно места для лесопилки.
Одна из лучших особенностей лесопиления своими руками? Вы можете хранить свою древесину для сушки прямо у своего магазина для легкого доступа в любое время. Но для этого нужно достаточно места!
Вам также необходимо убедиться, что у вас есть все компоненты для превращения пригодных для использования бревен в древесину, в том числе:
Погрузочно-разгрузочное оборудование. Как вы получите бревна? Как вы будете загружать их на лесопилку? Хороший погрузчик с бортовым поворотом, сверхмощный прицеп, лебедка и крюки для бруса входят в число предметов первой необходимости.
Инструменты для раскряжевки. Хорошая бензопила с разрывной цепью и обычной цепью является ключевым инструментом для обрезки бревен на длину для фрезерования.
Топливо и/или источник питания. Убедитесь, что вы можете получить необходимую мощность, будь то бензопила или электрическая мельница. Если последнее, вам нужно решить, использовать ли однофазную или трехфазную пилу. Вам также необходимо убедиться, что у вас есть возможность приспособиться к этому. Подробнее об этом позже.
Защитное оборудование — не только ограждения машины, но и все необходимые меры безопасности для защиты ваших глаз, ушей и придатков. В фрезеровании задействованы мощные и опасные машины, требующие осторожности.
Инструменты для отделки. Я уверен, вы знаете, что не сможете уложить новый пол из свежей грубой доски. Вам понадобятся отделочные инструменты, чтобы получить пригодные для использования доски. Некоторые из этих инструментов включают в себя фуганок и рубанок для получения гладких уникальных спилов дерева с хорошей симметрией
Сама мельница. Это подводит нас к шагу 1 ниже…
Шаг 1. Строительство лесопилки
При строительстве лесопилки вам в первую очередь нужно решить, какую пилу вы собираетесь использовать: бензопилу или ленточнопильный станок.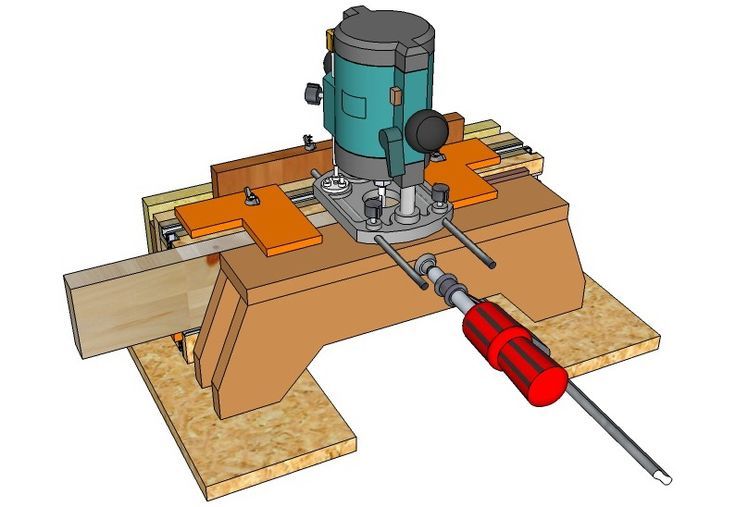 Это сводится к тому, как вы будете его использовать.
Это сводится к тому, как вы будете его использовать.
Будете ли вы распиливать бревна меньшего диаметра из хвойных пород (вечнозеленых растений, таких как пихты, ели и кедры)? Бензопила — это путь. Это менее затратно и более портативно.
Или вы будете пилить более крупные бревна и больше твердой древесины из лиственных деревьев, таких как дуб, тополь, вишня и клен? Ленточнопильный завод будет более эффективно распиливать больше твердой древесины. Это более тонкое лезвие, что означает меньший пропил (материал теряется во время резки из-за толщины лезвия).
Вот некоторая полезная информация о выборе бензопилы или ленточной пилы.
Вторым важным элементом вашей лесопилки является рама. Вы можете найти сотни различных вариантов планов и инструкций в Интернете. Учитывайте требуемые усилия и цену сырья, когда смотрите на простые конструкции, такие как эта деревянная установка. Или более сложные сварные стальные системы с гидравликой.
Эта часть процесса может занять у вас больше всего времени и сил.
Если у вас есть немного больше бюджета, вы можете купить переносную пилораму под ключ с уже включенной рамой. Будьте готовы потратить тысячи долларов. Но вы сэкономите неисчислимое время и быстрее сможете фрезеровать свой собственный лес!
Помимо мельницы, вам понадобится вспомогательное оборудование, в том числе раскряжевка, загрузочное, разгрузочное и удерживающее оборудование для защиты строителя.
Раскряжевка является жизненно важным этапом распиловки бревен на полезную длину для фрезерования. Эта задача особенно важна для небольших домашних лесопильных заводов. Хорошая установка для раскряжевки означает, что вам нужна только мощность для фрезерования, скажем, 8-футовой доски вместо 20-футовой.
Хотя вы можете начать с раскряжевки и рубить бревна на земле, это требует более продвинутых навыков. Это также может привести к повреждению лезвия (или вас). Вместо этого вы можете построить классическую пилу, X-образную козловую раму, которая удерживает бревно над землей.
Вот несколько бесплатных чертежей простых конструкций пилорамы.
Для погрузочно-разгрузочных работ (погрузки, разгрузки и удержания) идеально подойдет хорошая лебедка в паре с аппарелью. Если вы более склонны к механике, вы можете включить подобную гидравлическую систему управления.
Шаг 2. Поиск и сбор бревен
Настоящее веселье начинается после того, как вы построили или купили лесопилку и пришло время попробовать ее использовать. Где ты найдешь свой лес?
Если у вас большой участок с большим количеством деревьев, это очевидное место для начала поиска пригодных для использования пиломатериалов. Да, вы можете измельчать мертвые деревья, по большей части, просто обязательно осмотрите бревно на предмет важных аспектов древесины, которая здорова и пригодна для использования. Это особенно верно, если вы быстро доберетесь до них, что вы должны сделать, если они находятся на вашей территории. Вам нужно будет следить за гнилью и вредителями в каждом конкретном бревне. Вы хотите здоровое бревно, которое не лежало на влажной земле в течение года, чтобы получить лучший урожай.
Вы хотите здоровое бревно, которое не лежало на влажной земле в течение года, чтобы получить лучший урожай.
Несмотря на это, лесоруб или плотник может найти много ценных пиломатериалов в мертвых деревьях. И даже если окажется, что он лучше подходит для дров, по ходу дела вы узнаете еще немного.
Вот еще информация о измельчении мертвых деревьев.
Многие операторы лесопильных заводов-любителей и любители также добиваются успеха, сотрудничая со службами по работе с деревьями и надежными поставщиками лучших деревьев. Связь со строительными подрядчиками, занимающимися расчисткой земель, — еще один плодотворный подход. И всегда есть Craigslist или Facebook. Разместите свои объявления о розыске и наблюдайте за домовладельцами, пытающимися избавиться от срубленных деревьев. Осторожно: деревья из жилых районов часто содержат металл (скобы, шурупы и т. д.). Это может привести к тому, что вы будете играть гораздо более активную роль в проверке бревна, прежде чем у вас появится пригодный для использования лес. Резка металла и резка на пилораме несовместимы!
Резка металла и резка на пилораме несовместимы!
Какие виды следует искать? Это зависит от вас. Независимо от того, имеете ли вы дело с сосной, грецким орехом, ясенем или кедром, полезно знать тип дерева и его свойства.
Шаг 3. Подготовка бревен к фрезерованию
Вот где построенная вами стойка раскряжевки, а также ваше погрузочно-разгрузочное оборудование имеют решающее значение. Пришло время привести это бревно в хорошее состояние, прежде чем пытаться сделать свой первый разрез.
Обязательно обрезайте пиловочники длиннее, чем вы хотите для конечного пиломатериала. Большинство экспертов рекомендуют допуск на обрезку от 4 до 6 дюймов.
Тем временем просмотрите весь журнал. Ищите любые точки захвата или дефекты коры, которые могут вызвать проблемы при работе на лесопилке. Взгляните на концы, чтобы увидеть, нужно ли вам удалить какие-либо деревянные чеки или шероховатости от первоначальных разрезов бензопилой.
Также самое время запечатать оба конца бревен, что уменьшает трещины и способствует равномерному высыханию пиломатериалов.
Шаг 4. Использование пилорамы
Подготовив бревно, нужно установить его на место. Используя лебедку или гидравлику, установите бревно на раму. Старайтесь расположить его ровно относительно пильного диска. Возможно, вам придется учесть конусность бревна, подняв меньшую сторону, чтобы сердцевина оставалась на одном уровне с бревном.
В то же время вам нужно решить, как вы хотите сориентировать бревно для резки и получить лучший характер в разрезах. Хороший мастер всегда ищет древесину с характером. Поэтому не забудьте расположить древесину, чтобы показать сучки и другие особенности.
Затем плотно прижмите бревно к упорам/раме. Вы не хотите, чтобы ваше бревно катилось из-за вибрации от мощности лезвия.
У вас есть несколько вариантов рисунка волокон на необработанных досках или досках. Ваш выбор будет определять, будете ли вы вращать бревно во время фрезерования и когда. Три типичных рисунка зерна включают в себя:
- Обычный – Пиление прямо по центру бревна до упора.

- Четверть – Распиловка бревна на четверти под радиальным углом, затем прямая распиловка четвертей оттуда.
- Rift — Многократное распиливание и обтачивание для производства более высококачественных бревен (но и большего количества отходов).
Заключительный этап эксплуатации лесопилки долгий, но решающий: окончательная сушка заготовленной древесины для предотвращения коробления.
Если вы планируете сушить на воздухе вместо того, чтобы строить печь, вам нужна хорошая циркуляция воздуха, ровное место для хранения пиломатериалов и укрытие от непогоды. После этого процесс сушки может занять до нескольких месяцев, пока содержание влаги не сравняется с влажностью окружающей среды.
Вы также можете захотеть построить один из различных типов печей, чтобы ускорить процесс, но это увеличит общую стоимость проекта, что может быть не то, что домашний любитель готов сделать.
Но поздравляю! Тем временем вы можете любоваться своей работой, а после этого у вас будет качественная древесина, которую, как вы знаете, сделал настоящий мастер.
Важность трехфазных преобразователей на лесопилке
Не забывайте о соображениях по мощности для вашей потрясающей новой лесопилки. Системы, работающие на газе, остаются обычным явлением. Но если вы хотите сократить выбросы выхлопных газов и снизить уровень шума в небольшом магазине, подумайте о пилораме с электрическим приводом.
Доступны однофазные электрические пилорамы. Но лесопильное производство требует мощной силы. Для большей рабочей нагрузки и эффективности лучшим вариантом может быть трехфазная лесопилка.
Но если у вас есть магазин в жилом или сельском районе, у вас может быть однофазное электроснабжение. Вот где трехфазный преобразователь пригодится. Он преобразует ваше однофазное электричество в трехфазное питание для вашей лесопилки.
Кроме того, при правильном выборе размера вы можете управлять всем своим цехом от одного вращающегося фазового преобразователя. Пилы. Сборщики пыли. Сверла. Сандерс. Вы можете запустить все это благодаря плавному запуску и сбалансированному выходу американских вращающихся фазовых преобразователей.