Стіл 2-х координатний неповоротний CT-555х195-2W (NR), 3 штурвала: купити за найкращою ціною від компанії [Компанія]
Стіл координатний CT-555х195-2W (NR)
CT-555х195-2W (NR) — високоточний неповоротний 2-х координатний стіл з робочим полем 555х195 мм, який застосовується як оснащення на фрезерних, свердлильних, шліфувальних і розміткових верстатах (за потреби може використовуватися й на іншому обладнанні) для швидкого та точного позиціювання заготовок у двох взаємно перпендикулярних осях. Робоча поверхня хрестового столу шліфована та має три Т-подібних пази для встановлення кріпильних елементів або лещат. Напрямні виготовлені за типом «ластівчин хвіст» з регулюванням люфту за допомоги планок. Модель CT-555х195-2W (NR) обладнана одним штурвалом поперечного переміщення й двома штурвалами поздовжнього переміщення, на кожному з яких є лімб із ціною поділки 0.1 мм. В основі поздовжнього-поперечного механізму передбачені чотири монтажні отвори для його надійного кріплення. Відхилення від паралельності й перпендикулярності площин столу становить ≤0.02 мм на довжині 100 мм.
Відхилення від паралельності й перпендикулярності площин столу становить ≤0.02 мм на довжині 100 мм.
Використовуючи координатний стіл у тандемі з дриллю на свердлильній стійці можна створити простий настільний свердлильно-фрезерний верстат.
Увага!
Особливості:
Пересування деталі в поздовжньому та поперечному напрямках без потреби її демонтажу
Висока якість виробу
Проста механічна конструкція
Стійкість
Плавність ходу
Напрямні типу «ластівчин хвіст» з можливістю регулювання люфту
Шліфована робоча поверхня
Трапецеїдальні гвинти та гайки як ходові передач
2 штурвали поздовжнього переміщення
Наявність лімбів на штурвалах
Міцний і стійкий до корозії корпус
Простота в експлуатації
Загальні характеристики:
Модель: CT-555х170-2W (NR)
Довжина робочої поверхні: 555 мм
Ширина робочої поверхні: 195 мм
Кількість Т-пазів: 3
Ширина Т-паза: 15. 5 мм
5 мм
Поздовжній хід: 225 мм*
Поперечний хід: 175 мм*
Механізм позиціювання: хрестовинний
Тип приводу: ручний
Наявність поворотного механізму: немає
Наявність позиційної лінійки поздовжнього переміщення: немає
Наявність лімбів: так
Ціна поділки шкали лімба: 0.1 мм
Паралельність і перпендикулярність площин: ≤0.02 мм на 100 мм
Матеріал: високоміцний чавун
Стан: нове
Вага брутто: 34 кг
*Діапазон ходу столу вказаний як відстань між точками максимального «вильоту» механізму переміщення!
Комплект постачання
- Стіл координатний CT-555х195-2W (NR) (1 шт.)
До цього столу у нас можна придбати
Олія (змащення) для напрямних і передач помірної в’язкості (1 л)
Фрезерно-гравіювальні станки
чертежи, видео, советы – «StroyLab» – портал о строительстве и ремонте
Своими руками можно сделать сверлильный станок, используя обычную электрическую дрель или рулевую рейку. Часто в мастерских радиолюбителей можно встретить мини-станки, сделанные своими руками, потому что промышленные агрегаты дороговые, а сделать сверлильный станок своими руками не сложно. Мысль о том, как сделать сверлильный станок, включая с помощью рулевой рейки, может прийти в голову не только радиолюбителям, но и людям, которые иногда нуждаются в выполнении ремонтных работ в доме.
Часто в мастерских радиолюбителей можно встретить мини-станки, сделанные своими руками, потому что промышленные агрегаты дороговые, а сделать сверлильный станок своими руками не сложно. Мысль о том, как сделать сверлильный станок, включая с помощью рулевой рейки, может прийти в голову не только радиолюбителям, но и людям, которые иногда нуждаются в выполнении ремонтных работ в доме.
При этом для изготовления микро агрегата не требуются специальные приспособы или высокопрочные материалы.
На начальном этапе необходимо создать чертежи, чтобы облегчить процесс изготовления станка.
Содержание
- 1 Сверлильный агрегат из дрели
- 2 Рулевая рейка для сверлильного станка
- 3 Сверлильный станок для печатных плат
- 4 Конструкция координатного стола
- 5 Самодельные тиски для станков
Сверлильный агрегат из дрели
Собрать присадочный мини сверлильный станок из дрели своими руками можно всего лишь из четырех главных компонентов. Первое, что необходимо сделать, чтобы создать присадочный станок — это подобрать станину – основание для будущего сверлильного станка.
В качестве механизма вращения, который необходим, чтобы присадочный мини станок функционировал, можно использовать электрическую дрель. Затем нужно определиться с устройством подачи и стойкой вертикального типа.
Так как дрель имеет незначительный вес, для стойки не стоит искать специальные приспособы и очень прочные материалы, можно взять деревянные доски или ДСП плиту.
Для станины, наоборот, необходимо подобрать более массивный материал, что позволит исключить в ходе сверлильных работ появление вибрации.
Подходящим материалом в данном случае является мебельная плита толщиной от 2 см.
Оптимальным вариантом при выборе материала для изготовления станины может стать стойка ненужного фотоувеличителя, но его конструкцию придется немного доработать.
Точность сверлильного процесса на самодельном мини агрегате будет зависеть от качества соединения вертикальной стойки и станины.
Из стальных полос необходимо вырезать две направляющие планки для передвижения колодки с дрелью. Прикрепить эти приспособы к стойке шурупами.
Прикрепить эти приспособы к стойке шурупами.
Для надежного удерживания дрели при изготовлении колодки применяют стальные хомуты.
Между дрелью и колодкой помещают резиновую прокладку с целью снижения вибрации сверлильного мини станка.
Видео:
Механизм подачи станка – это простой рычаг, с помощью которого вертикально будет передвигаться колодка с дрелью. Механическое устройство оснащается пружиной, достаточно мощной и упругой.
Один конец пружинного элемента будет упираться в колодку, второй – в брус, прикрепленный к столу.
Добиться максимально удобного использования сверлильного мини станка при условии, что дрель с него не планируется периодически снимать, позволит полный разбор переключателя дрели и монтирование на станине отдельного включателя.
Рассмотреть до мелочей, как с использованием электрической дрели сделать присадочный настольный сверлильный агрегат, можно в предложенном видео.
Рулевая рейка для сверлильного станка
Сверлильный станок можно выполнить с применением модернизированной рулевой рейки. Так как покупка новой рулевой рейки обойдется не дешево, рекомендуется приобретать б/у деталь, желательно от ВАЗ 2108.
После приобретения рулевой рейки необходимо провести профилактический ремонт детали с целью обеспечить ее плавный ход.
Видео:
Инструкция по изготовлению станины и ее установке:
- Корпус станка выполняется с учетом размеров дрели и колонки. Стол, на котором будет зафиксирована платформа со сверлильными деталями должен иметь подходящие размеры, примерно 20х30 см;
- Конструкция, с помощью которой будет закреплена дрель, монтируется на рулевой детали в местах нахождения монтажных болтов;
- Стойка для сверлильного станка выполняется из П-образного стального профиля 30х60х30. Его приваривают к листу металла толщиной 2 мм.

- За счет монтирования дополнительных ребер между двумя элементами повышают жесткость стойки.
Для комфортного использования сверлильного станка рекомендуется продумать удобную систему его запуска и отключения.
Дополнить тему позволит тематический видео материал.
Сверлильный станок для печатных плат
Чтобы собрать сверлильный микро станок для печатных плат, понадобятся следующие детали:
- микро мотор или высокооборотный двигатель;
- зажимная цанга для закрепления миниатюрных сверл;
- два деревянных бруса, П-образный профиль, крепежное кольцо для фиксирования электродвигателя;
- передвижная платформа станка для печатных плат — изготавливается самостоятельно из подручных материалов.
Собирая настольный микро сверлильный станок для печатных плат, рекомендуется обратить внимание на то, чтобы сверло опускалось точно перпендикулярно к плате.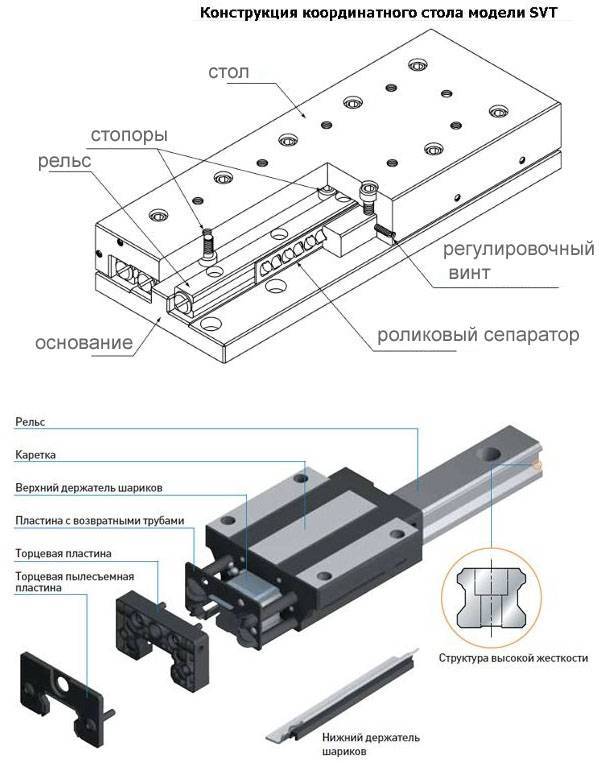
На видео ниже показан мини сверлильный станок для печатных плат.
Видео:
Если мотор будет перекошен, то при сверлении печатных плат сверла будут выходить из строя. Не допускается зазор и плохое фиксирование мотора, при сильных оборотах его может выбить из станины.
Как изготовить микро станок своими руками для сверления плат расскажет видео материал.
Конструкция координатного стола
Если в самодельном сверлильном станке функции координатного стола выполняет механизм подачи, то координатный фрезерный стол имеет иную конструкцию.
Координатный фрезерный стол представляет собой манипулятор, состоящий из определенного числа осей. Предназначен фрезерный стол для передвижения в нескольких плоскостях технологической головки.
В домашних условиях изготовить фрезерный стол можно с использованием модулей линейного типа, выполненных из алюминиевого профиля.

В качестве передачи применяют зубчатую рейку, армированный ремень или шарико-винтовой элемент.
Числовое программное управление (ЧПУ) и контроллеры действий необходимы для управления координатным столом. Контроллеры используются с целью управления техническими задачами.
Чтобы изготовить фрезерный стол, сначала делают чертежи, производят расчет и подбирают комплектующие детали.
Видео:
При этом сделанный расчет должен подходить под технические требования к использованию станка, включая передвигаемые массы, скорость, ускорение и точность расположения.
Конструкция координатного стола может иметь облегченный или упрочненный вид, быть двух или трех координатной. Именно поэтому рекомендуется изначально определиться, для чего будет необходим фрезерный стол.
Двух координатный стол – основание с передвижной крестовиной.
На ней монтируется рабочий стол. В крестовине должны находиться закаленные регулируемые и шлифованные рейки.
Также устанавливаются стопоры хода с целью устранения просвета. Основание фиксируется на ножках.
Больше подробностей об изготовлении координатного стола своими руками можно узнать из предложенного видео.
Самодельные тиски для станков
Если советские тиски вам не по карману, а китайские изделия не по душе, то можно в дополнении к сверлильному станку изготовить своими руками тиски.
Чтобы собрать самодельные тиски, необходимо иметь под рукой следующие детали:
- винт – резьба 20 мм, длина – 150 мм, головка винта должна иметь прорезь, так как иногда не подходит под размер ручек, а с помощью напильника ее расширяют;
- винт с кольцом применяют в качестве ручки для закручивания;
- шпильки можно приобрести в магазине или отыскать в старых деталях;
- затем необходимо смастерить неподвижную губку, можно из дерева сосны, а доску прибивают к столешнице;
- для изготовления передвижной части потребуется доска (20 мм толщина, 18 мм ширина), длина подвижных губок должна составлять не менее 50 см.

В дереве проделывают отверстия диаметром 21 мм. Диаметр отверстий в шпильках должен составлять 10 мм. В готовые отверстия устанавливаются шпильки, винты, наживляются гайки и болты.
Если тиски будут применяться для работы с короткими заготовками, то в конструкции переставляют шпильки.
Тиски снабжают дополнительными отверстиями, которые должны располагаться вблизи зажимных винтов.
Самодельные тиски могут иметь разные параметры, все зависит от подобранных деталей.
сверлильныйстанок
КАК НАСТРОИТЬ СИСТЕМУ КООРДИНАТ СТОЛА ФРЕЗЕРА С ЧПУ —
КАК НАСТРОИТЬ СИСТЕМУ КООРДИНАТ СТОЛА ЧПУ
Автор: Билл Григгс — июль• 27•16
Недавно я получил вопрос от новичка в области ЧПУ, у которого возникли проблемы с настройкой станка. Он спросил меня, как настроить систему координат стола фрезерного станка с ЧПУ? Он задал этот вопрос, потому что его машина не двигалась в правильном направлении, когда он нажимал клавиши со стрелками на клавиатуре при использовании Mach4.
Нам потребовалось некоторое время, чтобы выяснить, в чем проблема, но все оказалось довольно просто. Он подключил провод контроллера шагового двигателя не к тому двигателю. Это привело к тому, что его машина вырезала буквы назад и вбок. Я понимаю, что это довольно распространенная проблема для начинающих, поэтому я решил поделиться своими мыслями по этому вопросу.
Противоречие?
Многие люди думают, что не имеет значения, как вы настроите систему координат на столе фрезерного станка с ЧПУ, если вы будете последовательны. Я не согласен. На мой взгляд, самый разумный способ настроить систему координат стола фрезерного станка с ЧПУ — это тот же способ, который мы все изучили в алгебре, декартова система координат (эта математика, которую вы поклялись никогда не использовать). Точнее, первый квадрант декартовой системы.
Для тех из вас, кому удалось стереть из памяти декартову систему координат, вот короткая версия. Нарисуйте горизонтальную линию на миллиметровке, а затем разделите эту линию посередине вертикальной линией.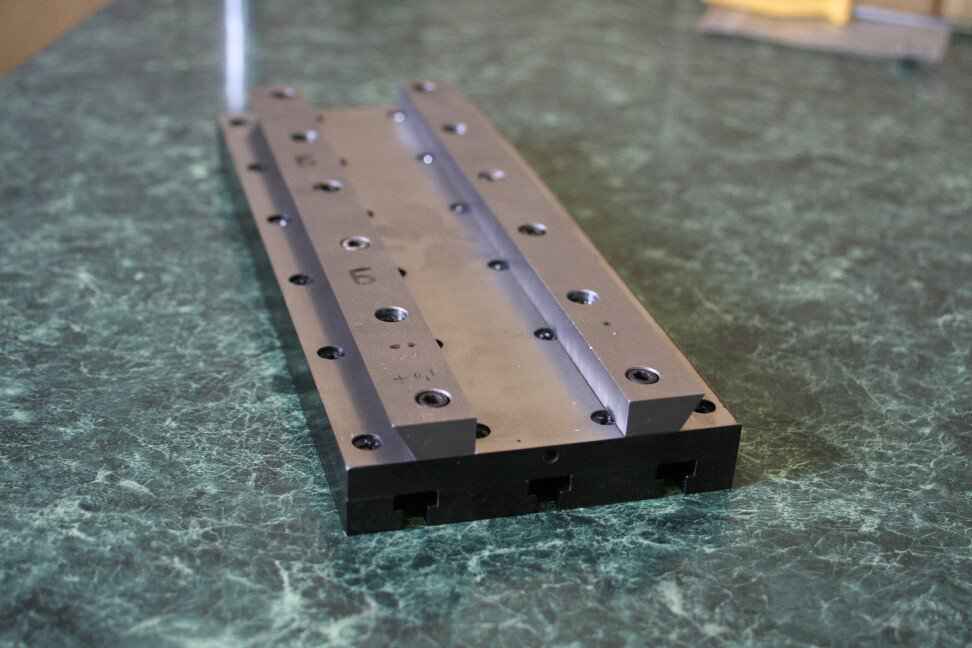 Горизонтальная линия — это ось X (слева направо положительная). Вертикальная линия — это Y (снизу вверх положительно). Там, где две линии пересекаются (пересекаются), равна нулю. См. диаграмму ниже.
Горизонтальная линия — это ось X (слева направо положительная). Вертикальная линия — это Y (снизу вверх положительно). Там, где две линии пересекаются (пересекаются), равна нулю. См. диаграмму ниже.
СИСТЕМА КООРДИНАТ СТОЛА ЧПУ
Система координат стола фрезерного станка с ЧПУ использует квадрант I декартовой системы. Все числа положительные.
ПРЕИМУЩЕСТВА
Настройка системы координат стола фрезерного станка с ЧПУ в соответствии с декартовой системой дает несколько преимуществ. На мой взгляд, самым большим преимуществом является то, что никогда не приходится иметь дело с отрицательными числами. Когда вы рисуете объект в первом квадранте, каждую точку можно описать с помощью положительных чисел. Положительные числа легче складывать и вычитать, не снимая носков.
С положительными числами работать легче, чем с отрицательными. Вы помните, как складывать и вычитать отрицательные числа? Скорее всего, вы будете ошибаться чаще , чем при сложении и вычитании положительных чисел.
Единообразие также является большим преимуществом этой системы. Если все столы фрезерного станка с ЧПУ настроены на один и тот же стандарт системы координат, устранение неполадок становится проще. Если машина движется неправильно или теряет шаги во время движения, легче измерить и отследить, какая ось движется неправильно.
Еще один бонус для меня в этой системе заключается в том, что это та же самая система, которую Vectric VCarve Pro использует по умолчанию. Таким образом, большинство крупных станков с ЧПУ уже используют эту систему. Это также система по умолчанию, которую Inventables использует в программном обеспечении Easle, предназначенном для небольших систем DIY, таких как Shapeoko, Stepcraft2 и Xcarve.
ВИДЕО
Вот короткое видео, которое показывает, как я настраиваю систему координат стола фрезерного станка с ЧПУ на своем станке.
ПОДКАСТ
Если у вас есть вопросы о таблицах для фрезерных станков с ЧПУ, я буду рад ответить на них в моем подкасте «Советы по фрезерным станкам с ЧПУ». Советы по фрезерным станкам с ЧПУ — это подкаст, который отвечает на ваши вопросы о том, как построить, использовать и использовать стол фрезерного станка с ЧПУ для создания бизнеса или хобби. Если у вас есть вопрос к шоу, вы можете оставить голосовое сообщение по адресу http://cncroutertips.com/askme. Или вы можете послушать «Советы по фрезерным станкам с ЧПУ» в iTunes. на https://itunes.apple.com/us/podcast/cnc-router-tips-podcast/id1031116372?mt=2
Советы по фрезерным станкам с ЧПУ — это подкаст, который отвечает на ваши вопросы о том, как построить, использовать и использовать стол фрезерного станка с ЧПУ для создания бизнеса или хобби. Если у вас есть вопрос к шоу, вы можете оставить голосовое сообщение по адресу http://cncroutertips.com/askme. Или вы можете послушать «Советы по фрезерным станкам с ЧПУ» в iTunes. на https://itunes.apple.com/us/podcast/cnc-router-tips-podcast/id1031116372?mt=2
Опубликовано в ЧПУ, Общее обновление, Билл Григгс, декартово, ЧПУ, стол фрезерного станка с ЧПУ, проекты знаков с ЧПУ, система координат, Mach4, shapeoko, stepcraft, xcarve | Комментарии отключены на КАК НАСТРОИТЬ СИСТЕМУ КООРДИНАТ СТОЛА ЧПУ
Вы можете следить за любыми ответами на эту запись через ленту RSS 2.0. И комментарии и запросы в настоящий момент закрыты.
Система координат ЧПУ для G-кода и станков
CNCCookbook’s G-Code Tutorial
Быстро изучите, как работают системы координат ЧПУ для фрезерных и токарных станков с ЧПУ от 2 до 5 осей.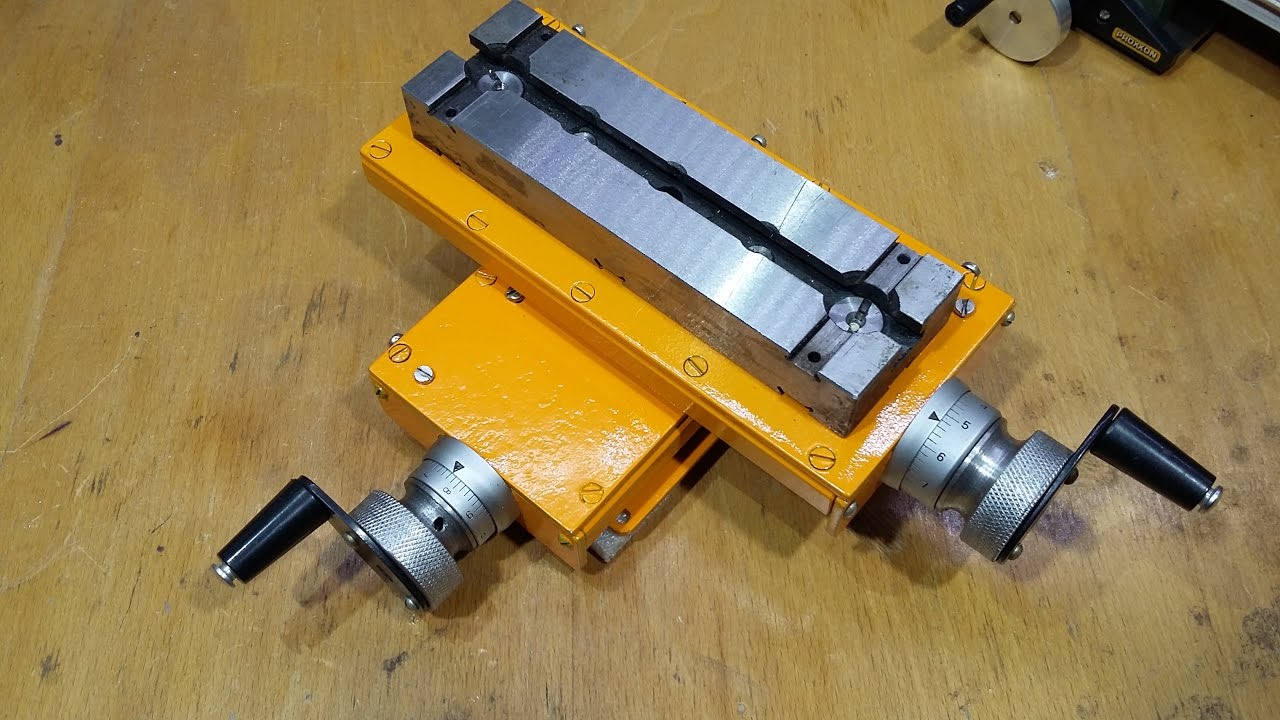 Гораздо веселее знать, что происходит, и освоение координат — один из первых шагов. Кроме того, это не так уж сложно — мы покажем вам, как прямо сейчас.
Гораздо веселее знать, что происходит, и освоение координат — один из первых шагов. Кроме того, это не так уж сложно — мы покажем вам, как прямо сейчас.
ЧПУ использует правую или левую систему координат?
Поднимите правую руку с вытянутым указательным пальцем и поднятым вверх большим пальцем, как будто вы имитируете пистолет. Теперь вытяните второй палец под прямым углом к указательному пальцу. Эти три пальца теперь указывают в положительном направлении X (второй палец), Y (указательный палец) и Z (большой палец). Другими словами, координата Z будет уменьшаться по мере того, как ваш шпиндель движется вниз к столу мельницы. Теперь самое сложное:
Даже если вместо шпинделя движется стол, ручность основана на предположении, что движется шпиндель!
Это означает, что при движении стола мы меняем направления. Следовательно, хотя на диаграмме показано то, что выглядит как левосторонняя система, если мы рассмотрим, как получить такое же движение, если вместо стола перемещается шпиндель, мы увидим, что это действительно правосторонняя система. Вот почему мы говорим, что ЧПУ использует правостороннюю систему координат, а вся ручная работа — это просто способ запомнить. Несмотря на то, что большинство машин правосторонние, это не является обязательным требованием, и вам нужно проверить, как на самом деле настроена ваша машина.
Вот почему мы говорим, что ЧПУ использует правостороннюю систему координат, а вся ручная работа — это просто способ запомнить. Несмотря на то, что большинство машин правосторонние, это не является обязательным требованием, и вам нужно проверить, как на самом деле настроена ваша машина.
Вся эта штука с рукоятью — просто способ напомнить себе, в какую сторону идут координаты. В противном случае это не имеет большого значения, и вы довольно быстро привыкнете к тому, что использует ваша машина.
Каждая машина будет иметь свою особую ориентацию оси, с которой вам следует ознакомиться. Вот некоторые распространенные типы:
Фрезерные оси для типичного вертикального обрабатывающего центра. Примечание: стрелки показывают движение стола в положительном направлении G-кода. Ручность — это движение шпинделя и реверс!
Оси токарного станка для стандартного 2-осевого станка…
Цилиндры на каждом рисунке представляют собой шпиндель станка. Обязательно посмотрите, как именно расположены оси на вашем станке. Например, горизонтальные мельницы значительно повернуты по сравнению с показанным мной чертежом. Токарные станки могут быть намного сложнее, чем простая 2-осевая версия, которую я показал.
Обязательно посмотрите, как именно расположены оси на вашем станке. Например, горизонтальные мельницы значительно повернуты по сравнению с показанным мной чертежом. Токарные станки могут быть намного сложнее, чем простая 2-осевая версия, которую я показал.
4-осевой, 5-осевой и др.
При наличии большего количества осей возможны гораздо более сложные конфигурации. Например, вот 5-осевая установка:
5-осевой фрезерный станок с цапфовым столом…
Обратите внимание, что мы добавили две оси вращения к базовой схеме фрезерного станка, чтобы обеспечить ось A и ось B-. Ось. Как правило, A, B и C являются осями вращения, которые вращаются вокруг осей, образованных X, Y и Z соответственно.
Выражение координат в G-кодеТеперь, когда мы знаем, что такое системы координат, как нам выразить координаты в G-коде?
Это довольно просто: просто возьмите букву оси и добавьте значение. Пробелы между буквой и ее значением необязательны.
Пробелы между буквой и ее значением необязательны.
Например, положение, которое находится в 1 дюйме от 0 по X, 2 дюймах по Y и 3 дюймах по Z, записывается как: можно отформатировать их пробелами, чтобы сделать их более читабельными:
X1 Y2 Z3
или
X 1 Y 2 Z 3
Опять же, вы привыкли сохранять буквы с цифрами, поэтому я бы не стал добавлять больше пробелов, чем просто между осями:
X1 Y2 Z3
Это на самом деле легче всего читать, когда вы к нему привыкнете.
Что насчет юнитов?
В примере, который я только что привел, использовались дюймы, но на самом деле контроллер можно настроить на использование как метрических, так и имперских единиц. Вам решать, какие значения по умолчанию использует система, и менять единицы измерения по мере необходимости. Старайтесь не менять единицы измерения в середине программы, делайте это в самом начале, а затем оставайтесь с теми же единицами измерения. Иначе это слишком запутанно. G-коды для изменения единиц измерения влияют только на то, как машина интерпретирует числа. Они не меняют вашу программу. Подробнее об изменении единиц измерения мы поговорим в следующей статье, а пока просто имейте в виду.
Они не меняют вашу программу. Подробнее об изменении единиц измерения мы поговорим в следующей статье, а пока просто имейте в виду.
Для осей вращения (которые вы будете использовать только на станках с 4 или 5 осями) мы не используем размеры для единиц измерения, мы используем углы, обычно в градусах. Например, поворот 4-й оси на 90 градусов может быть выполнен как A90.
Инкрементальные и абсолютные координаты Иногда очень удобно ссылаться на Инкрементальные или Относительные вместо Абсолютные координаты. Предположим, что кончик инструмента на моей мельнице находится на X0 Y0 Z0, и я хочу переместить его на X1 Y2 Z3 (я опустил запятые, которые не используются в G-коде, потому что я просто пытаюсь заставить вас привыкнуть к переключитесь с того, как вы учили координаты в школе, например (0, 0, 0), на то, как это делается в G-коде X0 Y0 Z0). Я могу сделать движение абсолютным или постепенным, и это не имеет значения.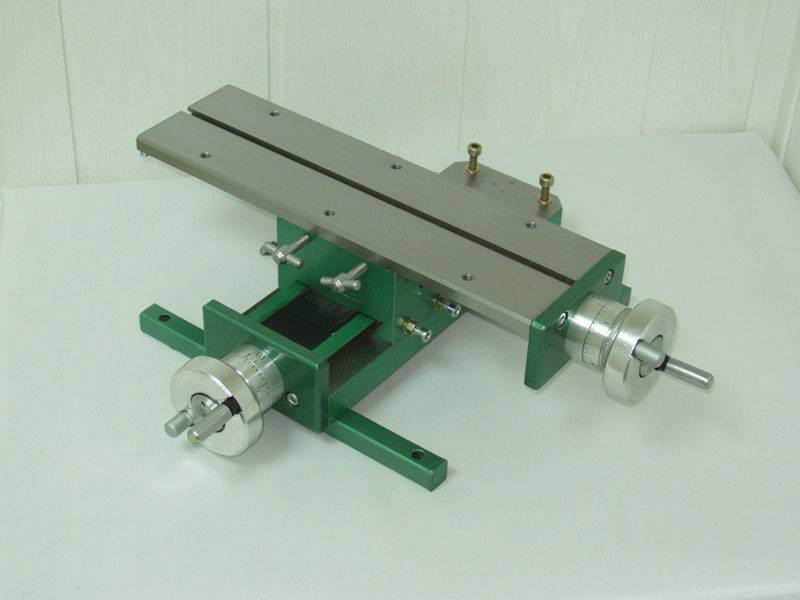 «X1 Y2 Z3» делает свое дело, поскольку в любом случае мы начали с X0 Y0 Z0.
«X1 Y2 Z3» делает свое дело, поскольку в любом случае мы начали с X0 Y0 Z0.
Но предположим, что ваш резак стоит в какой-то точке, и вам нужно вырезать 1-дюймовый квадрат с углом, выровненным по этой точке. Возможно, вы использовали свой кромкообрезной станок, чтобы точно определить местонахождение фрезы на каком-то элементе детали. Это легко сделать с помощью относительных перемещений:
X1
Y1
X-1
Y-1
В сущности, сдвиньте 1 дюйм вправо, 1 дюйм вверх по Y, 1 дюйм влево, а затем 1 дюйм вниз в Y. Теперь у нас есть квадрат со стороной 1″, левый нижний угол которого является начальной точкой.
Есть много случаев, когда относительные перемещения удобны, поэтому часто возникает возможность переключаться туда и обратно. Мы покажем вам, как сделать это переключение, когда будем говорить о том, как перемещаться с помощью G-кода, но пока просто имейте в виду, что существуют как инкрементальные, так и абсолютные координаты.
Иногда относительные координаты обозначаются специальными буквами осей. Например, IJK может быть относительным XYZ при определении центров дуг. На некоторых контроллерах UVW может использоваться вместе с XYZ для обозначения относительных координат без необходимости переключения между относительным и абсолютным режимами. Другими словами, XYZ всегда используется как абсолютное значение, а UVW всегда является относительным.
Например, IJK может быть относительным XYZ при определении центров дуг. На некоторых контроллерах UVW может использоваться вместе с XYZ для обозначения относительных координат без необходимости переключения между относительным и абсолютным режимами. Другими словами, XYZ всегда используется как абсолютное значение, а UVW всегда является относительным.
Пока достаточно знать, что существуют инкрементальные координаты. Чуть позже у нас есть целая глава, посвященная инкрементальным и абсолютным координатам.
Смещения
Последнее понятие системы координат, которое я хочу рассмотреть, — это смещения. Смещения — еще один причудливый способ думать об относительных движениях. Предположим, вы хотите обработать 2 одинаковые детали. Каждый удерживается в тиски на вашем столе в то же время. Как сделать одну программу, которая может выполнять обе части, не изменяя программу для положения каждой части?
Ответ заключается в том, что мы используем рабочее смещение. Подробнее об этом позже, а пока представьте, что Work Offsets позволяет нам расположить начало координат X0 Y0 Z0 более чем в одном месте. Мы можем поставить один на первые тиски, а другой на вторые тиски. Теперь, просто изменив рабочее смещение, одна и та же программа может работать, чтобы изготовить деталь на любых тисках.
Мы можем поставить один на первые тиски, а другой на вторые тиски. Теперь, просто изменив рабочее смещение, одна и та же программа может работать, чтобы изготовить деталь на любых тисках.
В ЧПУ существует множество различных видов смещений, и опытный оператор/слесарь станков с ЧПУ считает, что смещения — чрезвычайно удобный способ подтолкнуть поведение программы G-кода без необходимости изменять эту программу. Большинство контроллеров ЧПУ имеют экран смещения, где вы можете это сделать. Я упоминаю об этом, потому что каждый раз, когда у вас есть возможность узнать о смещениях, найдите время, чтобы сделать это. Это цифровые электроинструменты для станков с ЧПУ, и они очень удобны. Мы рассмотрим их более подробно позже.
Самолеты
Удобно называть самолеты различного назначения. Плоскость представляет собой плоское двумерное пространство, определяемое двумя осями. Например, плоскостью по умолчанию на большинстве мельниц является XY. Если вы нарисуете дугу без указания изменения плоскости, она будет нарисована в плоскости XY. Для каждой комбинации линейных осей XYZ есть плоскость:
Для каждой комбинации линейных осей XYZ есть плоскость:
- XY
- ИЗ
- ХЗ
G-коды G17, G18 и G19 выбирают, какая плоскость активна. Подробнее о G17-G19когда мы говорим больше об дугах.
Заключение
Теперь вы знаете основы:
– Вы знаете, как визуализировать системы координат относительно вашей машины, используя правило левой руки.
— Вы умеете выражать координаты в G-коде.
– Вы знаете, в каких единицах измеряются координаты.
— Вы знаете, что есть возможность как относительных, так и абсолютных координат.
— Вы знаете, что смещения позволяют перемещать систему координат для различных удобных целей.
– Вы знаете о самолетах.
Вскоре мы познакомимся с понятием MDI, который представляет собой простой способ использования G-кода, как если бы вы все еще были ручным оператором. Это хорошее введение в основы перемещения осей ЧПУ. Но сначала нам нужно настроить вас на G-Wizard Editor, чтобы у вас был симулятор ЧПУ, который вы могли бы использовать для практики во время этих обучающих уроков.