|
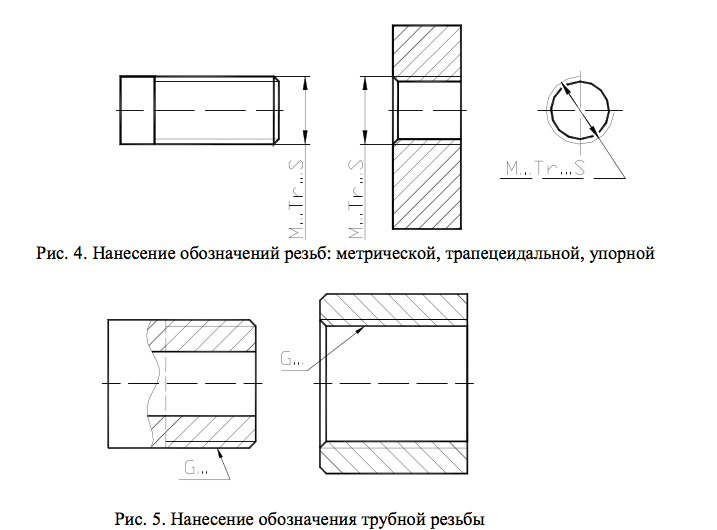
Метрическая резьба Применение: Имеет широкое общемашиностроительное применение с номинальным диаметром от 1 до 600 мм и шагом от 0,25 до 6 мм. Профиль — равносторонний треугольник (угол при вершине 60°) с теоретической высотой профиля Н=0,866025404Р. Все параметры профиля измеряются в миллиметрах. Стандарты: Условное обозначение: Буква M (metric), числовое значение номинального диаметра резьбы (d, D на схеме, оно же внешний диаметр резьбы на болте) в миллиметрах, числовое значение шага (для резьбы с мелким шагом) (P на схеме) и буквы LH для левой резьбы. Например, резьба с номинальным диаметром 16 мм с крупным шагом обозначается как M 16; резьба с номинальным диаметром 36 с мелким шагом 1,5 мм — М 36 * 1,5; такая же по диаметру и шагу, но левая резьба М 36 * 1,5 LH. Пример: 1) М 20 2) М 20 * 2
Применение: Цилиндрическая резьба основана на метрической резьбе (М) с номинальным диаметром от 1,6 до 200 мм и углом профиля при вершине 60°, предназначена в авиационной и космической промышленности, для аэрокосмической техники и других применений, требующих высокую усталостную прочность и жаропрочность. Для обеспечения этих свойств впадина резьбы на наружной резьбе имеет увеличенный радиус от 0,15011P до 0,180424P. Внутренняя резьба MJ совместима с внешней резьбой M при совпадении номинального диаметра и шага.
Стандарты: Буквы MJ, числовое значение номинального диаметра резьбы в миллиметрах, числовое значение шага, поле допуска среднего диаметра и поле допуска диаметра выступов. Например, наружная резьба с номинальным диаметром 8 мм, шагом 1 мм, полем допуска среднего диаметра 4h и полем допуска диаметра выступов 6h обозначается как MJ 8 * 1 — 4h6h на поверхности вала . Пример: 1) MJ 6 * 1 — 4h6h 2) MJ 8 * 1 — 4H5H
Метрическая резьба с большим допуском Применение: Винтовая резьба с большим разбросом размеров/гайка с допуском 6H. Для резьбовых соединений с расширением вала с номинальным размером от 12 до 180 мм.
Пример: 1) DIN 8140 — EG M 20 2) DIN 8140 — EG M 3 *10 Метрическая резьба ISO с нейтральной зоной толерантности Применение: Метрическая резьба ISO с нейтральной зоной толерантности (для плотного прилеания) с номинальным диаметром от 3 до 150 мм. Стандарты: DIN 13-51 (Германия) Условное обозначение: Пример: 1) M 10 Sn 4 2) M 10 Sk 6 3) М 10 Sn 4 sealed — с уплотнением Метрическая коническая резьба МК Применение: Конусность1:16 (угол конуса φ=3°34’48″). Предназначена для обеспечения герметичности и стопорения резьбы без применения дополнительных средств с номинальным диаметром от 6 до 60мм. Существует два варианта резьбового конического соединения: коническая наружная резьба с конической внутренней резьбой и коническая наружная резьба с цилиндрической внутренней резьбой. Стандарт:
Условное обозначение: Буквы MK, числовое значение номинального диаметра резьбы в миллиметрах, числовое значение шага, буквы LH для левой резьбы. Например, резьба с номинальным диаметром 24 мм с шагом 1,5 мм обозначается как MK 24 * 1,5. Пример: 1) MK 25 * 1,5 2) MK 30 * 2 3) DIN 158 — M 30 * 2 keg 4) DIN 158 — M 25 * 1,5 keg short |
 Допуски. Часть 4. Предельные размеры для наружных винтовых резьб, гальваницированных горячим погружением, для сборки с внутренними винтовыми резьбами, нарезанными метчиком с позиции допуска H или G после гальванизации.(Германия)
Допуски. Часть 4. Предельные размеры для наружных винтовых резьб, гальваницированных горячим погружением, для сборки с внутренними винтовыми резьбами, нарезанными метчиком с позиции допуска H или G после гальванизации.(Германия) (Англия)
(Англия)
 Применяется в качестве усиления несущей способности резьбы и ремонт повреждённой резьбы в теле детали.
Применяется в качестве усиления несущей способности резьбы и ремонт повреждённой резьбы в теле детали. Применяется для винтов и шпилек с уплотнением и без уплотнения.
Применяется для винтов и шпилек с уплотнением и без уплотнения. Применяются для контровочных винтов и смазочных ниппелей.
Применяются для контровочных винтов и смазочных ниппелей.Метрология и стандартизация
Поможем написать любую работу на аналогичную тему
Реферат
Метрология и стандартизация
От 250 руб
Контрольная работа
Метрология и стандартизация
От 250 руб
Курсовая работа
Метрология и стандартизация
От 700 руб
Получить выполненную работу или консультацию специалиста по вашему учебному проекту
Узнать стоимость
Метроло́гия — наука об измерениях, методах и средствах обеспечения их единства и способах достижения требуемой точности. Предметом метрологии является извлечение количественной информации о свойствах объектов с заданной точностью и достоверностью; нормативная база для этого — метрологические стандарты.
Предметом метрологии является извлечение количественной информации о свойствах объектов с заданной точностью и достоверностью; нормативная база для этого — метрологические стандарты.
Метрология состоит из трёх основных разделов:
- Теоретическая или фундаментальная — рассматривает общие теоретические проблемы (разработка теории и проблем измерений физических величин, их единиц, методов измерений).
- Прикладная — изучает вопросы практического применения разработок теоретической метрологии. В её ведении находятся все вопросы метрологического обеспечения.
- Законодательная — устанавливает обязательные технические и юридические требования по применению единиц физической величины, методов и средств измерений.
Стандартиза́ция — деятельность по разработке, опубликованию и применению стандартов, по установлению норм, правил и характеристик в целях обеспечения безопасности продукции, работ и услуг для окружающей среды, жизни, здоровья и имущества, технической и информационной совместимости, взаимозаменяемости и качества продукции, работ и услуг в соответствии с уровнем развития науки, техники и технологии, единства измерений, экономии всех видов ресурсов, безопасности хозяйственных объектов с учётом риска возникновения природных и техногенных катастроф и других чрезвычайных ситуаций, обороноспособности и мобилизационной готовности страны.
Стандартизация направлена на достижение оптимальной степени упорядочения в определенной области посредством установления положений для всеобщего и многократного применения в отношении реально существующих или потенциальных задач.
За реализацию норм стандартизации отвечают органы стандартизации, наделенные законным правом руководить разработкой и утверждать нормативные документы и другие правила, придавая им статус стандартов.
В области промышленности стандартизация ведет к снижению себестоимости продукции, поскольку:
- позволяет экономить время и средства за счет применения уже разработанных типовых ситуаций и объектов;
- повышает надежность изделия или результатов расчетов, поскольку применяемые технические решения уже неоднократно проверены на практике;
- упрощает ремонт и обслуживание изделий, так как стандартные узлы и детали — взаимозаменяемые (при условии, что сборка осуществлялась без пригоночных операций).
На нашем сайте предоставлены учебные материалы для студентов, по метрологии и стандартизации. Суммарно около
Внимание!
Если вам нужна помощь в написании работы, то рекомендуем обратиться к профессионалам. Более 70 000 авторов готовы помочь вам прямо сейчас. Бесплатные корректировки и доработки. Узнайте стоимость своей работы.
Расчет стоимостиГарантииОтзывы
Fastenerdata — ТАБЛИЦА РЕЗЬБЫ 10b
Похоже, в вашем браузере отключен JavaScript.
Для использования функций этого веб-сайта в вашем браузере должен быть включен JavaScript.
Детали резьбы резьбовых соединений с восемью таблицами и видео, показывающими производство резьбы со ссылкой на историю резьбы.
нажмите на изображения
Быстрое просмотр
Процесс проката нити Холодные формы темы — это снятие. наружный диаметр между большим и малым диаметрами готовой резьбы вращают между плашками из закаленной стали, имеющими обратную форму резьбы.
наружный диаметр между большим и малым диаметрами готовой резьбы вращают между плашками из закаленной стали, имеющими обратную форму резьбы.Нити матрицы проникают в поверхность заготовки, образуя основания резьбы, и смещают материал в радиальном направлении наружу, образуя гребни. Металл не удаляется и не тратится впустую, а вытесняется.
Повышенная прочность на растяжение, сопротивление сдвигу и сопротивление усталости
Структура зерен нити не нарушена; вместо этого он преобразуется в непрерывные непрерывные линии, повторяющие контуры нити. Накатанные нити имеют повышенную стойкость к зачистке, потому что такие разрушения вынуждены происходить поперек, а не по ходу потока зерна.
Резьба изготавливается с полированными корнями и боковыми поверхностями, без дефектов поверхности, которые могут оказаться исходными точками усталостного разрушения. Поверхностные слои нити, особенно у корней, испытывают напряжения сжатия. Эти сжимающие напряжения должны быть преодолены, прежде чем могут возникнуть растягивающие напряжения, вызывающие усталостное разрушение.
Эти сжимающие напряжения должны быть преодолены, прежде чем могут возникнуть растягивающие напряжения, вызывающие усталостное разрушение.
ОЧЕНЬ КОРОТКИЙ ВИДЕО НАКАТКИ РЕЗЬБЫ НА ДВУХ МАТРИЦАХ
ОЧЕНЬ КОРОТКИЙ ВИДЕО НАКАТКИ РЕЗЬБЫ НА ПЛОСКОЙ МАТРИЦЕ
История нитей Бессон во Франции задумался о том, что он вырезал в виде винтовых изданий, в Англии, Англии, в 1641 году была улучшена привольная резка. В 1760 году Джоб и Уильям Вятт продвинулись дальше в нарезании резьбы. Генри Крам запатентовал ту же машину Wyatt в США 76 лет спустя, в 1836 году. Карьера Генри Модслея началась в 1789 году в качестве кузнеца, который изготавливал механизмы для знаменитого слесаря Джозефа Брамы. Когда позже Генри Модслей основал свою собственную компанию, на его работу повлияла точность. В начале восемнадцатого века машины были примитивными, не было стандартных размеров, детали должны были проектироваться индивидуально, гайки и болты должны были подходить парами и не были взаимозаменяемыми. Генри Модсли был одним из первых, кто осознал важность стандартизации и взаимозаменяемости деталей машин. Его основным инженерным вкладом стал большой токарно-винторезный станок. Токарный станок Генри Модслея намного превосходил любого из своих предшественников и поэтому получил широкое распространение. Поэтому неудивительно, что Джозеф Уитворт выбрал произведения Модслея в качестве отправной точки для того, что должно было стать его очень успешной карьерой.
В начале восемнадцатого века машины были примитивными, не было стандартных размеров, детали должны были проектироваться индивидуально, гайки и болты должны были подходить парами и не были взаимозаменяемыми. Генри Модсли был одним из первых, кто осознал важность стандартизации и взаимозаменяемости деталей машин. Его основным инженерным вкладом стал большой токарно-винторезный станок. Токарный станок Генри Модслея намного превосходил любого из своих предшественников и поэтому получил широкое распространение. Поэтому неудивительно, что Джозеф Уитворт выбрал произведения Модслея в качестве отправной точки для того, что должно было стать его очень успешной карьерой.
Джозеф Уитворт
Модслей взяла в ученики Джозефа Уитворта, который оказался исключительно талантливым. Затем он работал у Джозефа Клементса, где они пытались построить вычислительную машину Бэббиджа, первый компьютер, и, наконец, открыли для себя мастерскую по изготовлению инструментов.
Уитворт поставил перед собой задачу разработать стандарт для нитей. Он также собирал болты со всей Англии, отмечая, какие размеры оказались наиболее полезными, и результаты различных форм резьбы. В 1841 году он предложил в качестве стандарта форму резьбы с прилежащим углом 55°, а верхние и нижние части резьбы закруглены с радиусом, равным 0,1373 шага.
Частично из-за огромного престижа, который Уитворт приобрел благодаря демонстрации своих машин на выставке Хрустального дворца в 1851 году, система Уитворта широко использовалась в Великобритании к 1860 году. Позже была выпущена вторая серия с более тонкой резьбой (BSF British Standard Fine). ) был добавлен.
Уильям Селлерс
Американцы столкнулись с теми же проблемами из-за отсутствия стандартизации резьбы, что и Британия. Вызов принял Уильям Селлерс из выдающейся семьи американских техников. В 1864 году комитет Института Франклина рекомендовал принять систему резьбы Селлера. Форма резьбы стала известна как «резьба Франклина» или, чаще, «резьба продавца», а позже как «стандартная резьба США». и Единая нить.
Форма резьбы стала известна как «резьба Франклина» или, чаще, «резьба продавца», а позже как «стандартная резьба США». и Единая нить.
Основное различие между формой нитей Селлера и Витворта заключается в том, что верхние и нижние части нитей (гребни и корни) уплощены. Сплющенный корень был плохим выбором. Такие угловые конфигурации в металлическом концентрате напряжения и процесса производства в любом случае приводят к высоким напряжениям в корнях резьбы. Результат – трещины и сломанные крепления. Эта проблема была не так заметна во времена Продавца, корни резьбы в любом случае имеют тенденцию к закруглению , поскольку инструменты, из которых изготавливаются болты, изнашиваются. Круглые корни теперь являются нормой в США, а резьба описывается как UNRC, UNRF означает «R» для круглого корня.
Немцы, швейцарцы и французы разработали свои собственные формы метрической резьбы. Метрический мир в конечном итоге согласился, но не формализовал в 1898 году серию метрических резьб Systeme Internationale (SI) с углом резьбы 60 градусов.
Таблица резьб (метрическая) | Большой и второстепенный диаметры
- К Ли Лехнер
- 18 мая 2022 г.
В настоящее время на выбор предлагаются различные типы и размеры резьбы. Иногда вам нужно знать размеры, связанные с этими потоками, поэтому мы разрабатываем подобные сообщения, чтобы упростить вам задачу.
Ниже вы найдете краткую справочную таблицу и более подробный список размеров метрической резьбы. В приведенной ниже таблице основное внимание уделяется основным диаметрам наружной резьбы и вспомогательным диаметрам внутренней резьбы. Мы включили изображение ниже, чтобы лучше показать эти области.
ТАБЛИЦА РЕЗЬБЫ (МЕТРИЧЕСКАЯ РЕЗЬБА)
| Простое обозначение резьбы | Обозначение резьбы | Шаг (мм) | Основной основной диаметр (наружная резьба) | Основной малый диаметр (внутренняя резьба) |
| М1 | M1x0,25 | 0,25 | 0,982 | 0,729 |
| М2 | М2х0,4 | 0,4 | 1,981 | 1,567 |
| М3 | М3х0,5 | 0,5 | 2,980 | 2,459 |
| М4 | М4х0,7 | 0,7 | 3,978 | 3,242 |
| М5 | М5х0,8 | 0,8 | 4,976 | 4.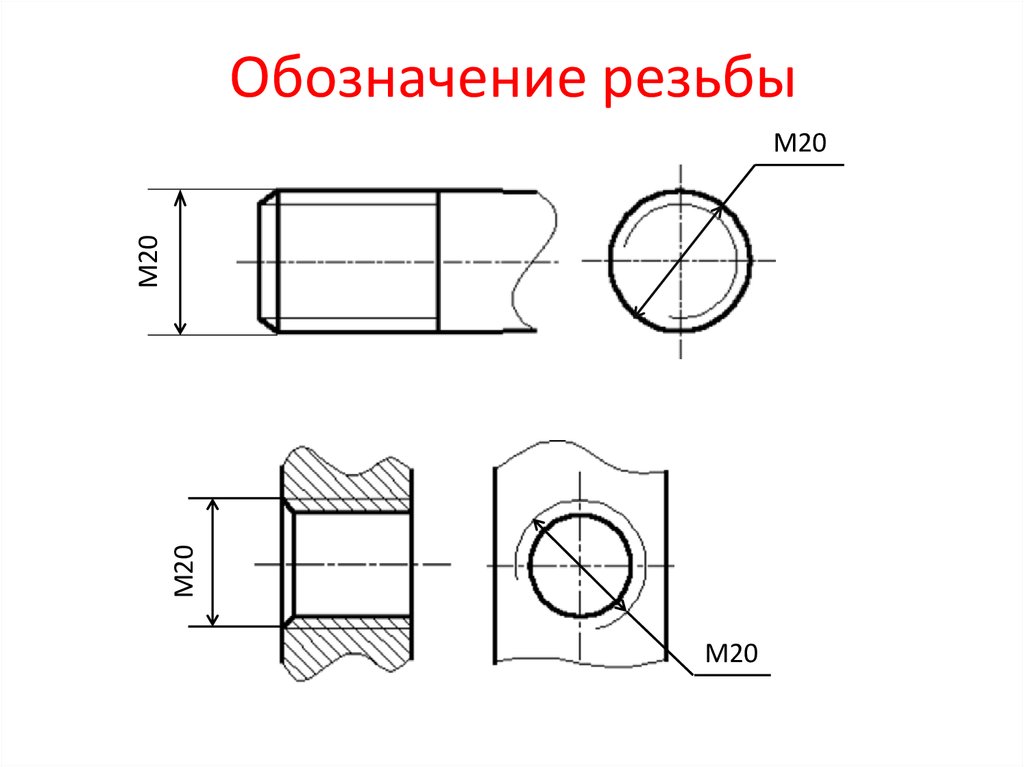 134 134 |
| М6 | М6х1 | 1 | 5,974 | 4,917 |
| М7 | М7х1 | 1 | 6,974 | 5,917 |
| М8 | М8х1,25 | 1,25 | 7,972 | 6,647 |
| М9 | М9х1,25 | 1,25 | 8,972 | 7,647 |
| М10 | М10х1,5 | 1,5 | 9,968 | 8.376 |
| М12 | М12х1,75 | 1,75 | 11.970 | 10.106 |
| М14 | М14х2 | 2 | 13.960 | 11.835 |
| М16 | М16х2 | 2 | 15,960 | 13.835 |
| М18 | М18х2,5 | 2,5 | 17.960 | 15.294 |
| М20 | М20×2,5 | 2,5 | 19. 960 960 | 17.294 |
| М22 | М22х2,5 | 2,5 | 21.960 | 19.294 |
| M24 | М24х3 | 3 | 23.950 | 20.752 |
| М27 | М27х3 | 3 | 26.950 | 23.752 |
| М30 | М30×3,5 | 3,5 | 29.950 | 26.211 |
| М33 | М33х3,5 | 3,5 | 32,970 | 29.211 |
| М36 | М36х4 | 4 | 35,940 | 31.670 |
| М39 | М39х4 | 4 | 38.940 | 34.670 |
| М42 | М42х4,5 | 4,5 | 41,940 | 37.129 |
| М45 | М45х4,5 | 4,5 | 44.940 | 40.129 |
| М48 | М48х5 | 5 | 47. 930 930 | 42.587 |
| М52 | М52х5 | 5 | 51.930 | 46.587 |
| М56 | M56x5,5 | 5,5 | 55,930 | 50.046 |
Загрузить полную таблицу размеров метрической резьбы
Введите адрес электронной почты ниже, чтобы получить доступ к полной метрической резьбе в формате PDF
Метрическая и стандартная резьба
Основное различие между метрической и стандартной резьбой заключается в том, как указаны резьбы. Когда речь идет о крепежных элементах с резьбой, после измерения диаметра добавляется дополнительное измерение, называемое «шагом резьбы». Примеры стандартных застежек: 1/4–20, 1/4–28 и 3/8–16. Примерами метрических крепежей могут быть M6x1, M12x1,75 и M18x2,5.
Стандартный шаг резьбы — это количество витков резьбы на дюйм. Например, резьба 1/4-20 означает, что диаметр гайки или болта составляет 1/4 дюйма и что на дюйм приходится 20 витков резьбы.
Шаг метрической резьбы – это расстояние между витками резьбы. Например, резьба M18x2,5 означает, что диаметр гайки или болта составляет 18 миллиметров, а расстояние между витками составляет 2,5 мм.
Использование таблицы для выбора маскирующих колпачков и заглушек
Существуют различные причины, по которым вам может понадобиться обратиться к таблице, поэтому мы надеемся, что она оказалась для вас полезной! Здесь, в Echo, мы используем его, чтобы помочь специалистам по порошковой окраске, нанесению электронных покрытий, анодировщикам и наладчикам найти колпачок или заглушку правильного размера для их конкретного размера резьбы. Итак, вот несколько советов на случай, если вам это когда-нибудь понадобится.
Метрические болты | Cap It
Если вам нужно замаскировать болт с метрической резьбой, вам, скорее всего, понадобится защитный колпачок из силикона или каучука EPDM.
Простая версия поиска колпачка нужного размера заключается в том, что мы предлагаем найти колпачок с внутренним диаметром на 0,4–0,8 мм меньше, чем основной диаметр резьбы, которую вы маскируете. Для процессов, основанных на погружении, таких как электронное покрытие, вам нужно, чтобы крышка плотно прилегала.
Метрические отверстия | подключи это
Для конических плунжеров необходимо, чтобы малый диаметр точно соответствовал среднему диаметру плунжера (см. рисунок). Таким образом, если ваше отверстие имеет диаметр 6,35 миллиметра, вам нужно, чтобы средний диаметр заглушки (показан красным на иллюстрации здесь) был примерно 6,35 миллиметра. Если это не точно, установите заглушку глубже в отверстие. При установке этих заглушек вы вставляете их, а затем поворачиваете, чтобы получить лучшее уплотнение.
Если это не точно, установите заглушку глубже в отверстие. При установке этих заглушек вы вставляете их, а затем поворачиваете, чтобы получить лучшее уплотнение.
Вы должны выбрать заглушку на 0,8 мм больше, чем отверстие для заглушки, чтобы добиться плотного прилегания.
О компании Echo Engineering
Echo Engineering уже более 50 лет предоставляет промышленным отделочникам решения для маскировки. Мы специализируемся не только на стандартных вариантах из каталога, таких как ленты для порошкового покрытия, колпачки и заглушки, но также на разработке, проектировании и производстве индивидуальных решений для некоторых из самых известных в мире линий отделки металлов. Из-за этого мы часто тесно сотрудничаем с линиями покраски, чтобы помочь им найти способы маскировки резьбовых отверстий и болтов.
Если вам нужен маскирующий раствор или у вас есть вопрос, который вы хотели бы задать нам, пожалуйста, заполните форму ниже, и мы свяжемся с вами как можно скорее!
Вам также может понравиться.