Изображение и обозначение резьбы
Правила изображения резьбы и нанесения ее обозначений на чертежах устанавливает ГОСТ 2.311-68.
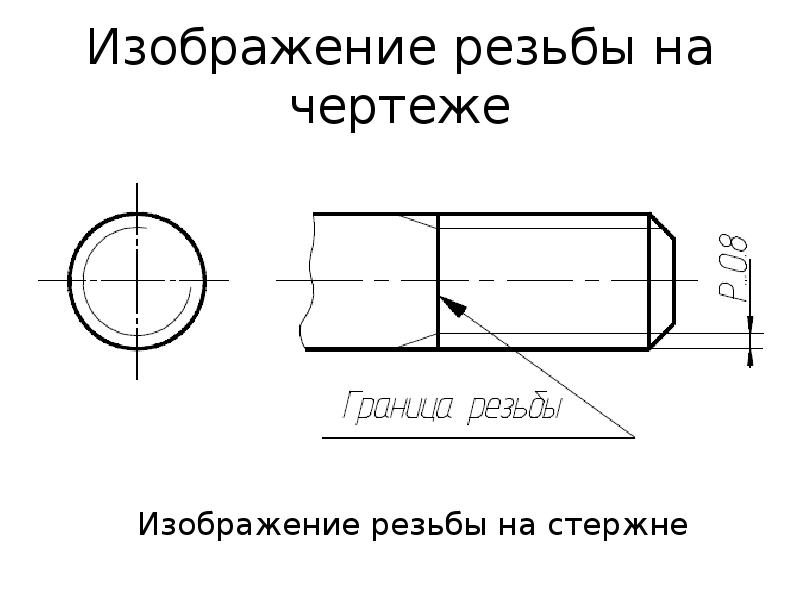
Резьбу на стержне изображают сплошными основными линиями по наружному диаметру (выступам) и сплошными тонкими линиями по внутреннему диаметру (впадинам). Сплошную тонкую линию проводят на всю длину резьбы без сбега. Эта линия пересекает фаску (рис. 6.4, а). Для изображения на плоскости, перпендикулярной оси стержня, по внутреннему диаметру резьбы проводят дугу, примерно равную 3/4 окружности, разомкнутую в любом месте (рис. 6.4, а, б). Сплошную тонкую линию при изображении резьбы наносят на расстоянии не менее 0,8 мм от основной линии и не более величины шага резьбы.
Рис. 6.4. Изображение резьбы на стержне
Коническую резьбу на виде со стороны меньшего основания конуса изображают окружностями внутреннего и наружного диаметров резьбы меньшего основания и окружностей диаметра большего основания (рис.
Резьбу в отверстии изображают сплошными линиями по внутреннему диаметру и сплошными тонкими линиями – по наружному (рис. 6.5). На изображениях, полученных проецированием на плоскость, перпендикулярную оси отверстия, по наружному диаметру проводят дугу, приблизительно равную 3/4 окружности, разомкнутую в любом месте (рис. 6.5, б, в). Фаски, не имеющие специального конструктивного назначения, в проекции на плоскость, перпендикулярную оси резьбы, не изображают.
Рис. 6.5. Изображение резьбы в отверстии
Линию, определяющую границу резьбы, наносят на стержне и в отверстии с учетом длины резьбы без сбега. Ее проводят до линии наружного диаметра резьбы сплошной основной линией (см. рис. 6.4 и 6.5, а, б). Размер длины резьбы на стержне и в отверстии указывают без сбега (см. рис. 6.4, а и 6.5, а). Резьбу, показываемую как невидимую, изображают штриховыми линиями одной толщины по наружному и внутреннему диаметрам.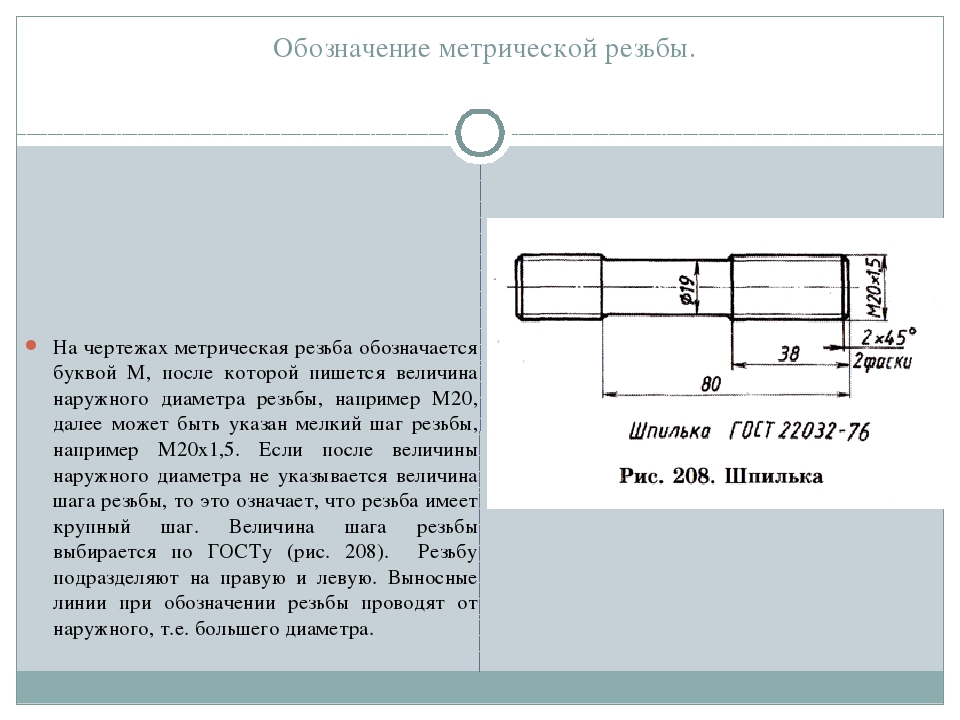
Рис. 6.6. Изображение невидимой резьбы
При изображении резьбы в разрезах и сечениях штриховку проводят до сплошной основной линии, т. е. до линии наружного диаметра резьбы на стержне и до линии внутреннего диаметра в отверстии (см. рис. 6.5).
На чертежах, по которым резьба не изготавливается, например, на сборочных, изображение резьбы показывают на всю глубину сверления. Размер глубины сверления наносят на чертеже только с учетом цилиндрической части.
Резьбу нестандартного профиля показывают со всеми ее размерами и дополнительными надписями (рис. 6.7). Кроме размеров и предельных отклонений резьбы, на чертеже указываются дополнительные данные о числе заходов, о левом направлении резьбы с дополнением слова «Резьба».
Рис. 6.7. Изображение резьбы нестандартного профиля
В соединениях резьба условно изображается на стержне, а в отверстии – только та часть резьбы, которая не закрыта стержнем (рис. 6.8, а).
6.8, а).
Условное изображение резьбы не дает полного представления о ней, так как все резьбы обозначаются одинаково. Поэтому изображение стандартной резьбы дополняется условным обозначением, в котором указывается:
– буквенное обозначение, определяющее тип резьбы;
– номинальный диаметр резьбы;
– шаг и ход резьбы;
– направление резьбы;
– условное обозначение поля допуска и класса точности;
– номер стандарта.
Рис. 6.8. Изображение резьбы в соединениях и её условное обозначение
На учебных чертежах допускается не указывать поле допуска и класс точности при обозначении резьбы.
Обозначение резьбы на цилиндрических стержнях и в отверстиях относят к наружному диаметру, проставляя значение над размерной линией, на ее продолжении или на полке (рис. 6.8, б). Обозначение конической и трубной цилиндрической резьбы относят к контуру резьбы посредством линий-выносок с полкой, над которой пишут обозначение резьбы (рис.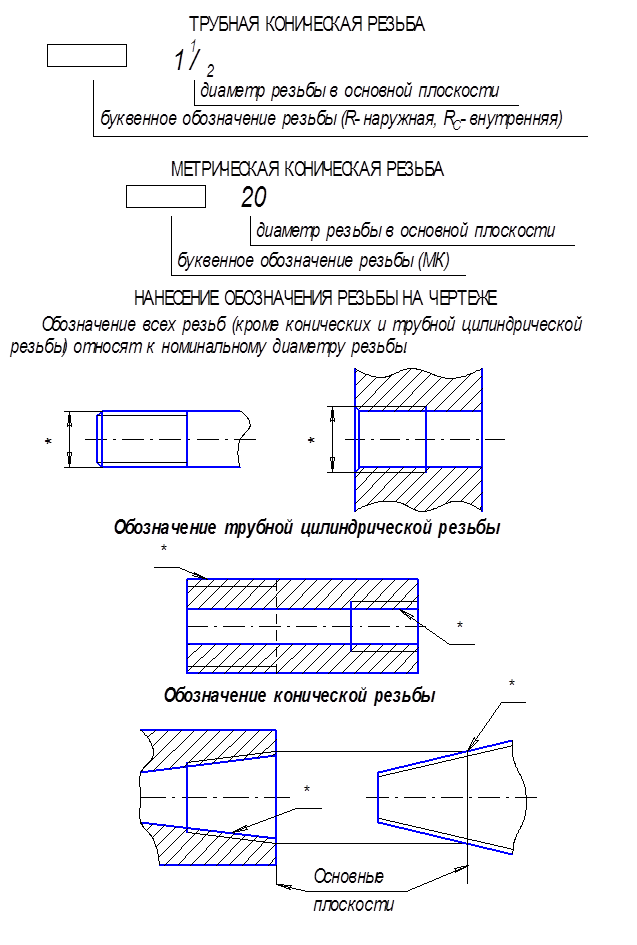 6.8, в). В условном обозначении трубной цилиндрической резьбы указывается внутренний диаметр трубы в дюймах (1« = 25,4 мм), на внешней поверхности которой выполняется данная резьба. В условном обозначении конической резьбы указывается наружный диаметр в среднем (приблизительно) сечении по длине резьбы в дюймах.
6.8, в). В условном обозначении трубной цилиндрической резьбы указывается внутренний диаметр трубы в дюймах (1« = 25,4 мм), на внешней поверхности которой выполняется данная резьба. В условном обозначении конической резьбы указывается наружный диаметр в среднем (приблизительно) сечении по длине резьбы в дюймах.
При обозначении метрической и дюймовых резьб с крупным шагом шаг резьбы не указывается.
В обозначение многозаходных резьб входит ход резьбы, а шаг проставляется в скобках. Направление указывается только для левой резьбы буквами LH.
Примеры обозначения резьб (см. рис. 6.8):
– М20 – метрическая резьба с наружным диаметром 20 мм и крупным шагом резьбы;
– М20×2 – метрическая резьба с наружным диаметром 20 мм и мелким шагом 2 мм;
– S30×3LH – упорная резьба однозаходная с наружным диаметром 30мм, шагом 3мм, левая;
– Тr20×8(Р4) – трапецеидальная резьба двухзаходная с наружным диаметром 20 мм, ходом 8 мм, шагом 4 мм;
– G7/8 – трубная цилиндрическая резьба с размером внутреннего диаметра трубы 7/8.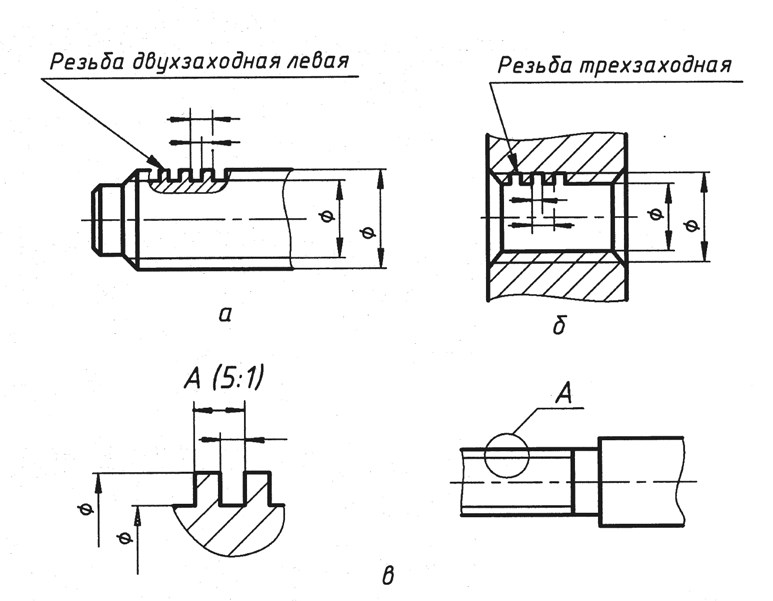 ;
;
– R3/4 – наружная трубная коническая резьба с размером наружного диаметра 3/4. в среднем (приблизительном) сечении по длине резьбы.
Болты
Болт представляет собой цилиндрический стержень с резьбой на одном конце и головкой на другом, чаще всего в виде шестигранной призмы. В большинстве конструкций болтов на его головке имеется фаска, сглаживающая острые края и облегчающая наложение гаечного ключа при свинчивании.
Существуют различные типы болтов, отличающиеся друг от друга по форме и размерам головки и стержня, по форме стержня, по шагу резьбы, по точности изготовления, характеру исполнения. В зависимости от условий работы и назначения, головки болтов могут иметь шестигранную, полукруглую и потайную формы.
Болты с шестигранной головкой имеют несколько исполнений (рис. 6.9):
– исполнение 1 – без отверстий в головке и в стержне;
– исполнение 2 – с отверстиями в стержне;
– исполнение 3 – с двумя отверстиями в головке болта.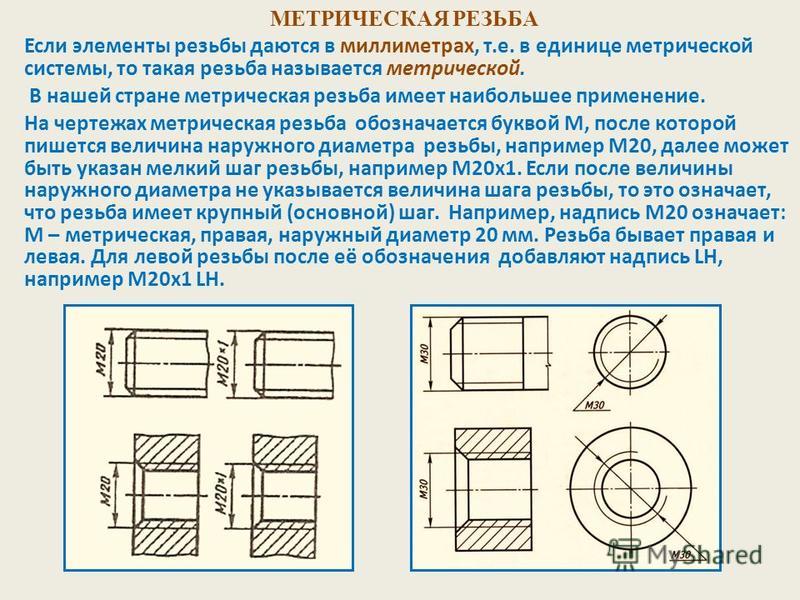
Рис. 6.9. Изображение болта в 3-х исполнениях
Каждому диаметру резьбы болта d соответствуют определенные размеры его головки. При одном и том же диаметре резьбы болт может изготавливаться различной длины l, которая стандартизирована.
Обычно резьбовые крепежные изделия на чертежах располагаются так, что их ось расположена горизонтально. Все необходимые размеры для вычерчивания болтов приведены в соответствующих таблицах ГОСТов. Чертеж болта выполняется в двух видах с указанием необходимых размеров (рис. 6.10).
Рис. 6.10. Изображение элементов болта
Так, на рис. 6.10 показана простановка размеров элементов болта: d –диаметр болта; l0 – длина резьбы; l – длина болта; D1 – диаметр описанной окружности головки; D – диаметр фаски головки болта; h – высота головки болта; S – размер под ключ.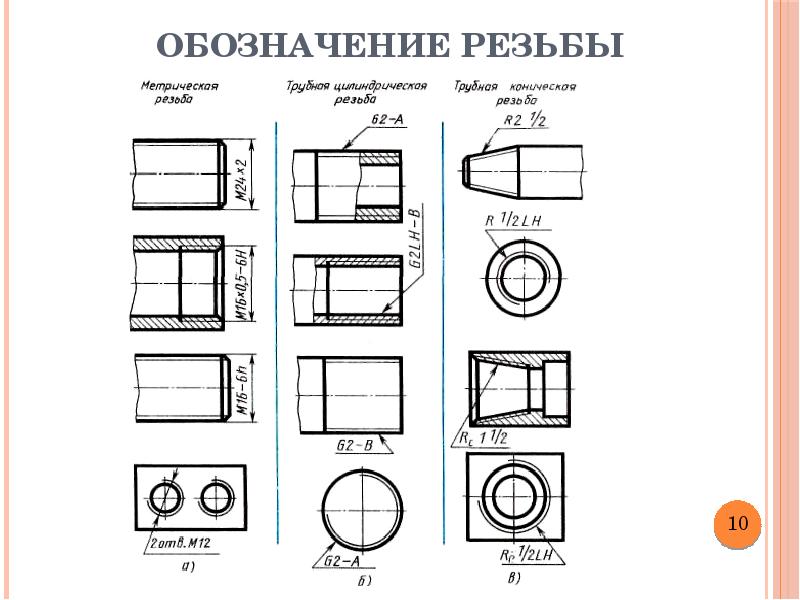
При вычерчивании болта наибольшее затруднение вызывает изображение фаски на шестигранной головке. Рассмотрим последовательность ее выполнения (рис. 6.11).
Рис.6.11. Построение фаски головки болта
Построим шестигранник в двух проекциях по размерам S, D, h, с торцевой окружностью диаметра D1 = 0,95S, где S – размер под ключ. На виде слева она изображается окружностью, пересекающей вертикальную осевую линию в точках 1 и 2 , а на главном виде – отрезком 12 22.
Через точки 12 и 22 проведем проекции образующих конуса под углом 30° к проекции основания призмы. На главном виде получаются точки А2

Фаска представляет собой поверхность усеченного конуса. При пересечении граней шестигранника с конической поверхностью фаски образуют гиперболы, которые с целью упрощения построения заменяют дугами окружностей радиусов R и r.
Проведя из точки А2 прямую параллельно основанию призмы, получим С2 и Е2 – точки пересечения ребер с поверхностью конуса. Фронтальную проекцию грани А2С2 делим пополам, к линии 12А2 (фаске) в точке А2 проводим перпендикуляр, который пересечет линию, делящую фронтальную проекцию грани пополам в точке О* и ось головки болта в точке О . Из точки О радиусом R = ОС2 и из точек О* и О** радиусом r = О*А2 проводим три дуги окружностей. На этом построение фаски завершено.
Рассмотренный способ построения является универсальным при изображении фасок с углом 30° на любых гранных деталях, в том числе и при изображении гайки. Под чертежом болта следует выполнить надпись условного обозначения болта чертежным шрифтом.
Под чертежом болта следует выполнить надпись условного обозначения болта чертежным шрифтом.
Для крепежных деталей, к которым относятся болты, винты, шпильки, гайки, установлены технические требования (ГОСТ 1759-70), которые включают в себя классы прочности (для изделий из легированных сталей) или группы прочности (для изделий из специальных сталей и цветных металлов), классы точности (допуски размеров), виды покрытий и т. д.
Классы прочности. Для крепежных изделий установлены классы прочности 3.6, 4.6, 4.8, 5.8, 6.6, 6.8, 8.8, 9.8, 10.9 и 12.9. Обозначение состоит из двух цифр, первая соответствует номинальному значению временного сопротивления разрыву (Н/мм2), вторая – отношению номинального значения предела текучести к временному сопротивлению в процентах.
Класс точности. Для крепежных изделий установлены три (А, В, С) класса точности. Для классов А и В – поля допусков внутренней резьбы – 6Н, наружной – 6g; для класса С – наружной – 8g, внутренней – 7Н.
Покрытия. Крепежные изделия поставляют или без покрытия, или с покрытием, которое указывают цифрами, например: 01 – цинковое хроматирование, 02 – кадмиевое хроматирование, 03 – многослойное медно-никелевое и т. д.
Пример условного обозначения болта исполнения 1 с диаметром резьбы d = 12 мм, с размером под ключ S = 18 мм, длиной l = 60 мм, с крупным шагом резьбы, с полем допуска 6g, класса точности 5.8 (точку между цифрами не ставят), без покрытия:
Болт М12 – 6g×60.58 (S18) ГОСТ 7798-70.
Гайки
Гайкой называют изделие, имеющее резьбовое отверстие для навинчивания на болт, шпильку и др. Гайки классифицируют по форме поверхности, характеру исполнения, шагу резьбы, точности изготовления. По форме поверхности различают гайки шестигранные, круглые, гайки-барашки, колпачковые.
Наибольшее распространение получили шестигранные гайки, которые изготавливаются повышенной, грубой и нормальной точности. Последние изготавливаются в трех исполнениях (рис. 6.12):
Последние изготавливаются в трех исполнениях (рис. 6.12):
– исполнение 1 – с двумя коническими фасками;
– исполнение 2 – с одной конической фаской;
– исполнение 3 – без фасок, но с коническим выступом с одного торца (нет на чертеже).
Чертеж гайки выполняется в двух изображениях. На плоскости проекций, параллельной оси гайки, соединяем половину вида с половиной фронтального разреза и изображаем вид слева со стороны фаски. Все необходимые размеры для вычерчивания гаек приведены в соответствующих таблицах ГОСТов. Способ вычерчивания гайки с фаской одинаков с построением головки болта (см. рис. 6.11). Под чертежом гайки наносят ее условное обозначение.
Например: гайка исполнения 1 диаметром резьбы d = 12 мм, размером под ключ S =18 мм, крупным шагом резьбы, полем допуска 6Н, класса прочности 5.8, без покрытия:
Гайка М12 – 6Н.58 (S18) ГОСТ 5915–70.
Рис. 6.12. Изображение гайки
6.12. Изображение гайки
Шайбы
Шайбой называют изделие, имеющее форму диска с цилиндрическим отверстием под болт. Это деталь, которую устанавливают для предохранения материала детали от задиров и смятия при затяжке гайки и более равномерного распределения давления на соединяемые детали, а также, чтобы исключить возможность самоотвинчивания крепежной детали. Шайбы разделяют на круглые, косые, пружинные, стопорные и др.
Круглые обычные шайбы изготавливают в двух исполнениях (рис. 6.13):
– исполнение 1 – без фаски;
– исполнение 2 – с фаской.
По величине эти шайбы разделяются на нормальные и увеличенные. Форму круглой шайбы определяет одно изображение. Чертеж шайбы выполняют с фронтальным разрезом. Все необходимые размеры для вычерчивания шайб приведены в соответствующих таблицах ГОСТов.
Рис. 6.13. Изображение шайбы
Пример условного обозначения шайбы исполнения 1 для крепежной детали с диаметром резьбы d =14 мм, толщиной, установленной в стандарте, изготовленной из стали марки 08 кп, с цинковым покрытием (01), толщиной 16 мкм:
Шайба 14. 01.08кп. 0.16 ГОСТ 11371-78.
01.08кп. 0.16 ГОСТ 11371-78.
Шпильки
Шпилькой называется крепежная деталь, представляющая собой цилиндрический стержень, оба конца которого имеют резьбу. Конструкция и размеры шпилек стандартизированы.
Шпильки общего назначения предназначены для соединения деталей как с резьбовыми, так и гладкими отверстиями. Одним концом, называемым ввинчиваемым, шпилька завертывается в резьбовое отверстие одной из скрепляемых деталей. На другой резьбовой конец, называемый гаечным, навинчивается гайка. Шпильки выпускаются двух классов точности в двух исполнениях. При изображении шпильки вычерчивают только один вид на плоскости, параллельной оси шпильки, и указывают размеры резьбы d, длину шпильки l (рис. 6.14).
Рис. 6.14. Изображение шпильки
Длина ввинчиваемого конца l1 определяется материалом детали, в которую он завинчивается (см.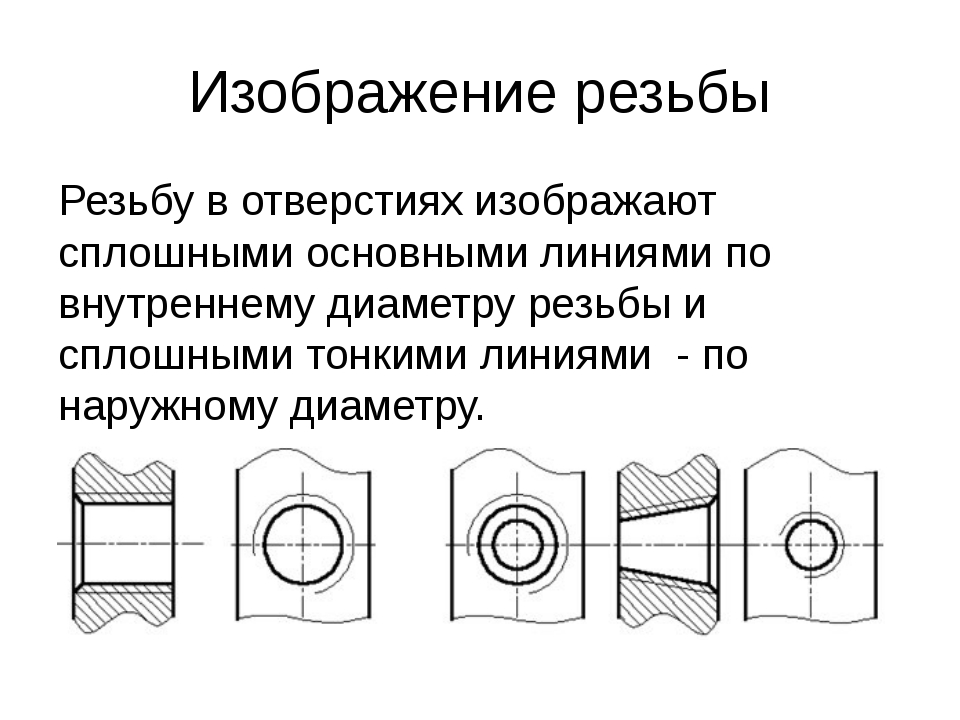 ГОСТ 22032-76, 22034-76, 22038-76, 22040-76).
ГОСТ 22032-76, 22034-76, 22038-76, 22040-76).
Длина гаечного конца l0 определяется из ГОСТов в зависимости от диаметра резьбы d и длины шпильки l. Под длиной шпильки понимают длину стержня без длины ввинчиваемого резьбового конца l1.
Например: шпилька с ввинчиваемым концом длиной d, класса точности В (полем допуска 6g), исполнения 1, с диаметром резьбы d =20 мм, крупным шагом Р = 2,5 мм, длиной l = 150 мм, класса прочности 5.8, без покрытия обозначается так:
Шпилька М20 – 6g×150.58 ГОСТ 22032-76.
Узнать еще:
Классификация резьб — Компания Fluitech Systems
Справочная информация / Классификация резьбы
№ | Тип резьбы | Профиль резьбы | Условное изображение резьбы | Стандарт | Примеры обозначения | Примеры обозначения резьбового соединения |
1 | 2 | 3 | 4 | 5 | 6 | 7 |
1 | Метрическая | |||||
2 | Метрическая коническая | |||||
3 | Трубная цилиндрическая | |||||
4 | Трубная коническая | |||||
5 | Коническая дюймовая | |||||
6 | Трапецеидальная | |||||
7 | Упорная | |||||
8 | Круглая | |||||
9 | Прямоугольная |
1. 2.1. Метрическая резьба
2.1. Метрическая резьба
Метрическая резьба (см. табл.1.2.1) является основным типом крепежной резьбы. Профиль резьбы установлен ГОСТ 9150-81 и представляет собой равносторонний треугольник с углом профиля α = 60°. Профиль резьбы на стержне отличается от профиля резьбы в отверстии величиной притупления его вершин и впадин. Основными параметрами метрической резьбы являются: номинальный диаметр — d(D) и шаг резьбы — Р, устанавливаемые ГОСТ 8724-81.
По ГОСТ 8724-81 каждому номинальному размеру резьбы с крупным шагом соответствует несколько мелких шагов. Резьбы с мелким шагом применяются в тонкостенных соединениях для увеличения их герметичности, для осуществления регулировки в приборах точной механики и оптики, с целью увеличения сопротивляемости деталей самоотвинчиванию. В случае, если диаметры и шаги резьб не могут удовлетворить функциональным и конструктивным требованиям, введен СТ СЭВ 183-75 «Резьба метрическая для приборостроения». Если одному диаметру соответствует несколько значений шагов, то в первую очередь применяются большие шаги. Диаметры и шаги резьб, указанные в скобках, по возможности не применяются.
Диаметры и шаги резьб, указанные в скобках, по возможности не применяются.
В случае применения конической метрической (см. табл.1.2.1) резьбы с конусностью 1:16 профиль резьбы, диаметры, шаги и основные размеры установлены ГОСТ 25229-82. При соединении наружной конической резьбы с внутренней цилиндрической по ГОСТ 9150-81 должно обеспечиваться ввинчивание наружной конической резьбы на глубину не менее 0,8.
1.2.2. Дюймовая резьба
В настоящее время не существует стандарт, регламентирующий основные размеры дюймовой резьбы. Ранее существовавший ОСТ НКТП 1260 отменен, и применение дюймовой резьбы в новых разработках не допускается.
Дюймовая резьба применяется при ремонте оборудования, поскольку в эксплуатации находятся детали с дюймовой резьбой. Основные параметры дюймовой резьбы: наружный диаметр, выраженный в дюймах, и число шагов на дюйм длины нарезанной части детали.
1.2.3. Трубная цилиндрическая резьба
В соответствии с ГОСТ 6367-81 трубная цилиндрическая резьба имеет профиль дюймовой резьбы, т. е. равнобедренный треугольник с углом при вершине, равным 55° (см. табл.1.2.1).
е. равнобедренный треугольник с углом при вершине, равным 55° (см. табл.1.2.1).
Резьба стандартизована для диаметров от 1/16 » до 6″ при числе шагов от 28 до 11. Номинальный размер резьбы условно отнесен к внутреннему диаметру трубы (к величине условного прохода). Так, резьба с номинальным диаметром 1 мм имеет диаметр условного прохода 25 мм, а наружный диаметр 33,249 мм.
Трубную резьбу применяют для соединения труб, а также тонкостенных деталей цилиндрической формы. Такого рода профиль (55°) рекомендуют при повышенных требованиях к плотности (непроницаемости) трубных соединений. Применяют трубную резьбу при соединении цилиндрической резьбы муфты с конической резьбой труб, так как в этом случае отпадает необходимость в различных уплотнениях.
1.2.4. Трубная коническая резьба
Параметры и размеры трубной конической резьбы определены ГОСТ 6211-81, в соответствии с которым профиль резьбы соответствует профилю дюймовой резьбы (см. табл.1.2.1). Резьба стандартизована для диаметров от 1/16″ до 6″ (в основной плоскости размеры резьбы соответствуют размерам трубной цилиндрической резьбы).
Нарезаются резьбы на конусе с углом конусности j/2 = 1°47’24» (как и для метрической конической резьбы), что соответствует конусности 1:16.
Применяется резьба для резьбовых соединений топливных, масляных, водяных и воздушных трубопроводов машин и станков.
1.2.5. Трапецеидальная резьба
Трапецеидальная резьба имеет форму равнобокой трапеции с углом между боковыми сторонами, равным 30° (см. табл.1.2.1). Основные размеры диаметров и шагов трапецеидальной однозаходной резьбы для диаметров от 10 до 640 мм устанавливают ГОСТ 9481-81. Трапецеидальная резьба применяется для преобразования вращательного движения в поступательное при значительных нагрузках и может быть одно- и многозаходной (ГОСТ 24738-81 и 24739-81), а также правой и левой.
1.2.6. Упорная резьба
Упорная резьба, стандартизованная ГОСТ 24737-81, имеет профиль неравнобокой трапеции, одна из сторон которой наклонена к вертикали под углом 3°, т. е. рабочая сторона профиля, а другая — под углом 30° (см. табл.1.2.1). Форма профиля и значение диаметров шагов для упорной однозаходной резьбы устанавливает ГОСТ 10177-82. Резьба стандартизована для диаметром от 10 до 600 мм с шагом от 2 до 24 мм и применяется при больших односторонних усилиях, действующих в осевом направлении.
табл.1.2.1). Форма профиля и значение диаметров шагов для упорной однозаходной резьбы устанавливает ГОСТ 10177-82. Резьба стандартизована для диаметром от 10 до 600 мм с шагом от 2 до 24 мм и применяется при больших односторонних усилиях, действующих в осевом направлении.
1.2.7. Круглая резьба
Круглая резьба стандартизована. Профиль круглой резьбы образован дугами, связанными между собой участками прямой линии. Угол между сторонами профиля α = 30° (см. табл.1.2.1). Резьба применяется ограниченно: для водопроводной арматуры, в отдельных случаях для крюков подъемных кранов, а также в условиях воздействия агрессивной среды.
1.2.8. Прямоугольная резьба
Прямоугольная резьба (см. табл.1.2.1) не стандартизована, так как наряду с преимуществами, заключающимися в более высоком коэффициенте полезного действия, чем у трапецеидальной резьбы, она менее прочна и сложнее в производстве. Применяется при изготовлении винтов, домкратов и ходовых винтов.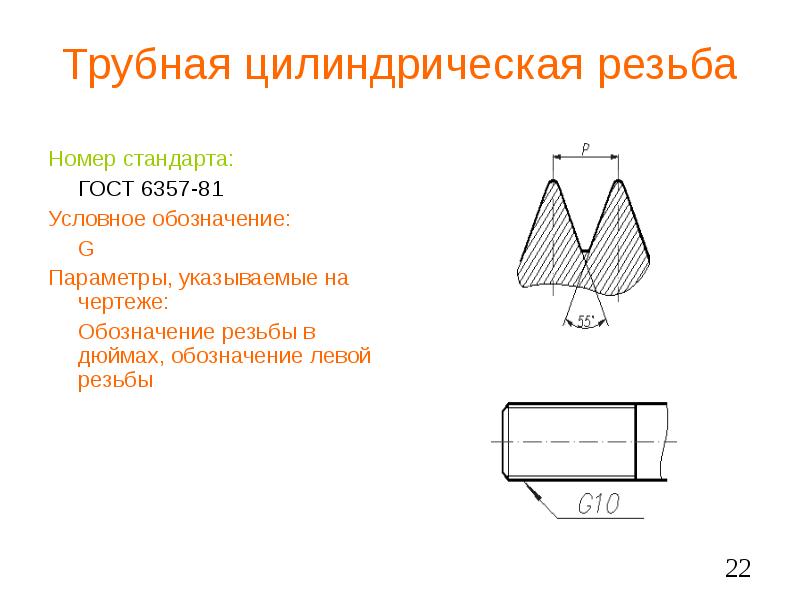
1.3. Условное изображение резьбы. ГОСТ 2.311-68
Построение винтовой поверхности на чертеже — длительный и сложный процесс, поэтому на чертежах изделий резьба изображается условно, в соответствии с ГОСТ 2.311-68. Винтовую линию заменяют двумя линиями — сплошной основной и сплошной тонкой.
Резьбы подразделяются по расположению на поверхности детали на наружную и внутреннюю.
1.3.1. Условное изображение резьбы на стержне
Рис.1.3.1.1
Наружная резьба на стержне (рис.1.3.1.1) изображается сплошными основными линиями по наружному диаметру и сплошными тонкими — по внутреннему диаметру, а на изображениях, полученных проецированием на плоскость, перпендикулярную оси стержня, тонкую линию проводят на 3/4 окружности, причем эта линия может быть разомкнута в любом месте (не допускается начинать сплошную тонкую линию и заканчивать ее на осевой линии). Расстояние между тонкой линией и сплошной основной не должно быть меньше 0,8 мм и больше шага резьбы, а фаска на этом виде не изображается. Границу резьбы наносят в конце полного профиля резьбы (до начала сбега) сплошной основной линией, если она видна. Сбег резьбы при необходимости изображают сплошной тонкой линией.
Границу резьбы наносят в конце полного профиля резьбы (до начала сбега) сплошной основной линией, если она видна. Сбег резьбы при необходимости изображают сплошной тонкой линией.
Рис.1.3.1.2?
Из технологических соображений на части детали (стержня) может быть осуществлен недовод резьбы. Суммарно недовод резьбы и сбег представляют собой недорез резьбы (ГОСТ 10548-80). Размер длины резьбы указывается, как правило, без сбега.
1.3.2. Условное изображение резьбы в отверстии
Рис.1.3.2.1
Внутренняя резьба — изображается сплошной основной линией по внутреннему диаметру и сплошной тонкой — по наружному. Если при изображении глухого отверстия, конец резьбы располагается близко к его дну, то допускается изображать резьбу до конца отверстия. Резьбу с нестандартным профилем следует изображать.
1.3.3. Условное изображение резьбы в сборе
Рис.1.3.3.1
На разрезах резьбового соединения в изображении на плоскости, параллельной его оси в отверстии, показывают только ту часть резьбы, которая не закрыта резьбой стержня.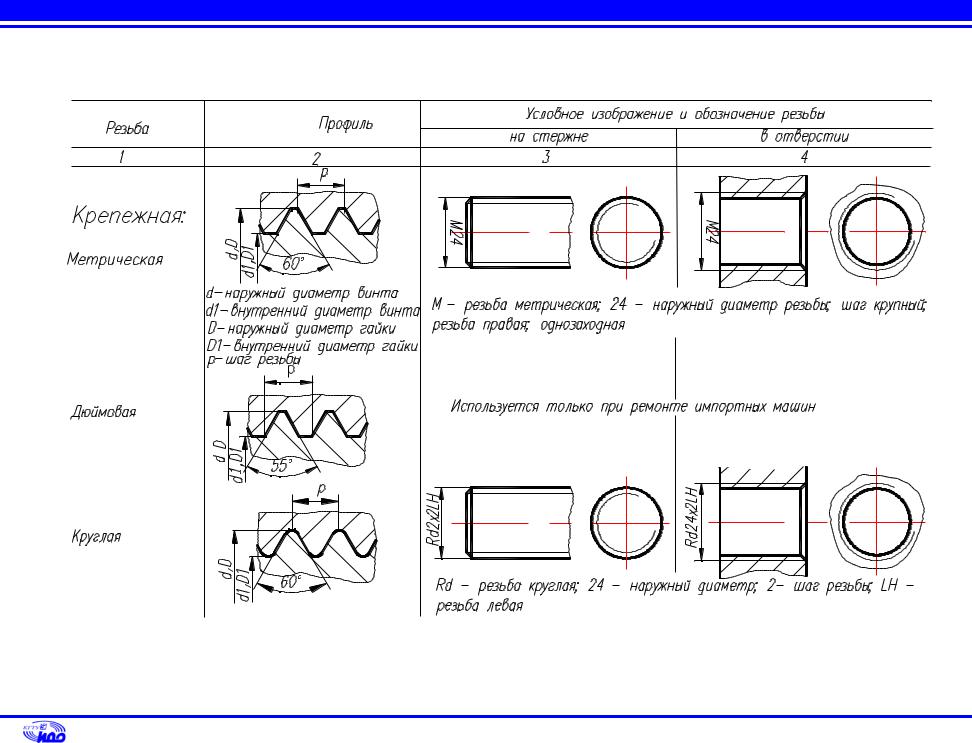
Штриховку в разрезах и сечениях проводят до сплошной основной линии, т.е. до наружного диаметра наружной резьбы и внутреннего диаметра внутренней.
1.4. Условное изображение резьб
Таблица 1.4.1
| Тип резьбы | Условное обозначение типа резьбы | Размеры, указываемые на чертеже | Обозначение резьбы на чертежах | |||
на изображениях в плоскости, параллельной оси резьбы | на изображениях в плоскости, перпендикулярной оси резьбы | |||||
на стержне | В отверстии | на стержне | В отверстии | |||
| Метрическая с крупным шагом ГОСТ 9150-81 | M | Наружный диаметр (мм) | ||||
| Метрическая с мелким шагом ГОСТ 9150-81 | M | Наружный диаметр и шаг резьбы (мм) | ||||
| Трапецеидальная однозаходная ГОСТ 9484-81 (СТ СЭВ 146-78) | Tr | Наружный диаметр и шаг резьбы (мм) | ||||
| Трубная цилиндрическая ГОСТ 6357-81 (СТ СЭВ 1157-78) | G | Условное обозначение в дюймах | ||||
| Коническая дюймовая ГОСТ 6111-52 | K | Условное обозначение в дюймах | ||||
| Трубная коническая ГОСТ 6211-81 (СТ СЭВ 1159-78): наружная и внутренняя | R | Условное обозначение в дюймах | ||||
Для обозначения резьб пользуются стандартами на отдельные типы резьб.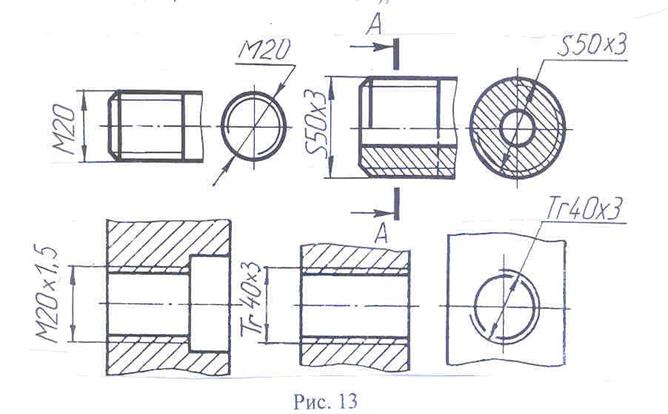 Для всех резьб, кроме конических и трубной цилиндрической, обозначения относятся к наружному диаметру и проставляются над размерной линией, на ее продолжении или на полке линии-выноски. Обозначения конических резьб и трубной цилиндрической наносят только на полке линии-выноски.
Для всех резьб, кроме конических и трубной цилиндрической, обозначения относятся к наружному диаметру и проставляются над размерной линией, на ее продолжении или на полке линии-выноски. Обозначения конических резьб и трубной цилиндрической наносят только на полке линии-выноски.
Резьбу на чертеже условно обозначают в соответствии со стандартами на изображение, диаметры, шаги и т. д.
Метрическая резьба обозначается в соответствии с ГОСТ 9150-81.
Метрическая резьба подразделяется на резьбу с крупным шагом, обозначаемой буквой М с указанием номинального диаметра цилиндрической поверхности, на которой резьба выполнена, например М12, и резьбу с мелким шагом, обозначаемой указанием номинального диаметра, шага резьбы и поля допуска, например М24×2-6g или М12×1-6Н.
При обозначении левой резьбы после условного обозначения ставят LH.
Многозаходные резьбы обозначаются, например трех-заходная, М24×З(P1)LH, где М — тип резьбы, 24 — номинальный диаметр, 3 — ход резьбы, P1 — шаг резьбы.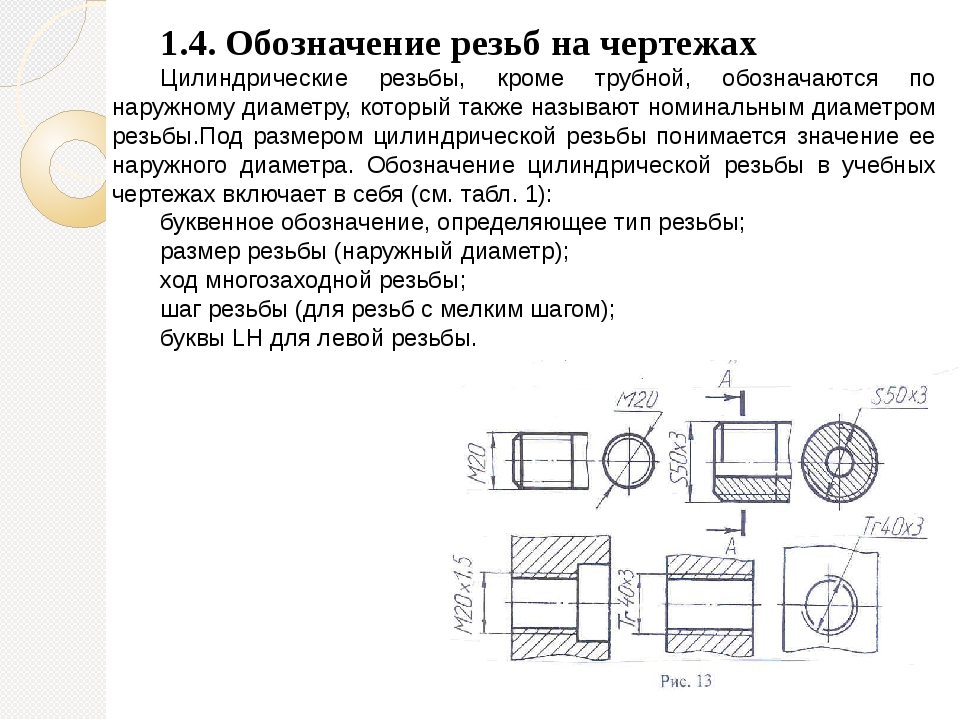 Приведенные обозначения левой и многозаходной резьб могут быть отнесены ко всем метрическим резьбам.
Приведенные обозначения левой и многозаходной резьб могут быть отнесены ко всем метрическим резьбам.
Метрическая коническая резьба обозначается в соответствии с ГОСТ 25229-82. В обозначение резьбы включаются буквы МК. Применяются соединения внутренней цилиндрической резьбы с резьбой наружной конической. Размеры элементов профиля конической и цилиндрической резьб принимаются по ГОСТ 9150-81. Соединение такого типа должно обеспечивать ввинчивание конической резьбы на глубину не менее 0,8l (где l — длина резьбы без сбега). Обозначение внутренней цилиндрической резьбы состоит из номинального диаметра, шага и номера стандарта (например: М20×1,5 ГОСТ 25229-82).
Рис.1.4.1
Соединение внутренней цилиндрической резьбы с наружной конической (рис.1.4.1) обозначается дробью М/МК, номинальным диаметром, шагом и номером стандарта: М/МК 20×1,5LH ГОСТ 25229-82. При отсутствии особых требований к плотности соединений такого рода или при применении уплотнений для достижения герметичности таких соединений номер стандарта в обозначении соединений опускается, например: М/МК 20×1,5 LH.
Поле допуска среднего диаметра внутренней цилиндрической резьбы должно соответствовать 6Н по ГОСТ 16093-81, а предельное отклонение внутреннего диаметра и среза впадин внутренней цилиндрической резьбы принимается в пределах: верхнее предельное отклонение (+0,12) -г- (+0,15), а нижнее предельное отклонение равняется 0.
Трубная цилиндрическая резьба. Условное обозначение резьбы состоит из буквы G, обозначения размера резьбы, класса точности среднего диаметра (А или В). Для левой резьбы применяется условное обозначение LH. Например, G1½LH-В-40 длина свинчивания, указываемая при необходимости.
Соединение внутренней трубной цилиндрической резьбы класса точности А с наружной трубной конической резьбой по ГОСТ 6211-81 обозначается следующим образом: например, G/Rp-1½-А.
При обозначении посадок в числителе указывается класс точности внутренней резьбы, а в знаменателе — наружной. Например: G 1½-А/В.
Трубная коническая резьба. В обозначение резьбы входят буквы: R — для конической наружной резьбы, Rc — для конической внутренней резьбы, Rp — для цилиндрической внутренней резьбы и обозначение размера резьбы. Для левой резьбы добавляются буквы LH. Условный размер резьбы, а также ее диаметры, измеренные в основной плоскости, соответствуют параметрам трубной цилиндрической резьбы, имеющей тот же условный размер. Поэтому детали с трубной конической резьбой достаточно часто применяются в соединениях с деталями с трубной цилиндрической резьбой, что обеспечивает достаточно высокую герметичность соединений. Резьбовые соединения обозначаются в виде дроби, в числителе которой указывается буквенное обозначение внутренней резьбы, а в знаменателе — наружной. Пример обозначения:
В обозначение резьбы входят буквы: R — для конической наружной резьбы, Rc — для конической внутренней резьбы, Rp — для цилиндрической внутренней резьбы и обозначение размера резьбы. Для левой резьбы добавляются буквы LH. Условный размер резьбы, а также ее диаметры, измеренные в основной плоскости, соответствуют параметрам трубной цилиндрической резьбы, имеющей тот же условный размер. Поэтому детали с трубной конической резьбой достаточно часто применяются в соединениях с деталями с трубной цилиндрической резьбой, что обеспечивает достаточно высокую герметичность соединений. Резьбовые соединения обозначаются в виде дроби, в числителе которой указывается буквенное обозначение внутренней резьбы, а в знаменателе — наружной. Пример обозначения:
G/R * 1½ — A
— внутренняя трубная цилиндрическая резьба класса точности А по ГОСТ 6357-81.
Трапецеидальная резьба. Условное обозначение трапецеидальной резьбы состоит из букв Тr, номинального диаметра, хода Рn и шага Р. Например: Tr20×4LH-8H, где LH — обозначение левой резьбы, 8Н — основное отклонение резьбы.
Например: Tr20×4LH-8H, где LH — обозначение левой резьбы, 8Н — основное отклонение резьбы.
При необходимости вслед за основным отклонением резьбы указывается длина свинчивания L (в мм). Например: Тг40×6-8g-85; 85 — длина свинчивания.
Резьба упорная. Обозначение резьбы состоит из буквы S, номинального диаметра, шага и основного отклонения S80×10-8Н.
Для левой резьбы после условного обозначения резьбы указывают буквы LH.
Для многозаходной резьбы вводят дополнительно значение хода совместно с буквой Р и значение шага. Так, двухзаходная резьба с шагом 10 мм обозначается S80×2(P10).
Прямоугольная резьба не стандартизована. При изображении прямоугольной резьбы рекомендуется вычерчивать местный разрез, на котором проставляют необходимые размеры.
Специальные резьбы. Если резьба имеет стандартный профиль, но отличается от соответствующей стандартной резьбы диаметром или шагом, то резьба называется специальной. В этом случае к обозначению резьбы добавляется надпись Сп, а в обозначении резьбы указываются размеры наружного диаметра и шага резьбы, например: Сп.М19×1Д Резьба с нестандартным профилем изображается так, как это представлено в п.9 табл.1, с нанесением размеров, необходимых для изготовления резьбы.
В этом случае к обозначению резьбы добавляется надпись Сп, а в обозначении резьбы указываются размеры наружного диаметра и шага резьбы, например: Сп.М19×1Д Резьба с нестандартным профилем изображается так, как это представлено в п.9 табл.1, с нанесением размеров, необходимых для изготовления резьбы.
Как показывать резьбу на чертеже
В общем случае в обозначение резьбы входят * :
1. б уквенный знак резьбы;
2. н оминальный размер в миллиметрах или дюймах;
4. д ля многозаходной резьбы – значение хода с указанием шага;
5. б уквы LH для левой резьбы;
6. б уквенно-цифровое обозначение поля допуска или буквенное обозначение класса точности;
7. ц ифровое значение или буквенное обозначение длины свинчивания, если она отличается от нормальной.
Условное обозначение метрической резьбы регламентирует ГОСТ 8724-81. Оно состоит из буквы М (символа метрической резьбы), номинального диаметра резьбы, шага и направления резьбы (если она левая). Многозаходные метрические резьбы обозначают (после номинального диаметра) буквами Р h , значением хода резьбы, буквой Р и числовым значением шага. Пример обозначения трехзаходной левой метрической резьбы с номинальным диаметром 24 мм , с шагом 1 мм и значением хода 3 мм: М 24 ´ Р h 3 Р 1- LH .
Многозаходные метрические резьбы обозначают (после номинального диаметра) буквами Р h , значением хода резьбы, буквой Р и числовым значением шага. Пример обозначения трехзаходной левой метрической резьбы с номинальным диаметром 24 мм , с шагом 1 мм и значением хода 3 мм: М 24 ´ Р h 3 Р 1- LH .
Примеры обозначения метрической резьбы и варианты его нанесения на чертеже приведены на рис. 2.14. Варианты нанесения обозначений на рис. 2.14, а и 2.14, в предпочтительней.
Условное обозначения метрической конической резьбы (ГОСТ 25229-82) включает буквенное обозначение (МК), диаметр резьбы в основной плоскости, шаг и направление (если оно левое). Обозначение наносят, как показано на рис. 2.15, 2.16 . Варианты нанесения обозначения на рис. 2.15, а и 2.16, а предпочтительней.
Условное обозначение трубной цилиндрической резьбы регламентирует ГОСТ 6357-81. Оно состоит из буквы G и условного размера – внутреннего диаметра трубы в дюймах. Обозначение наносится на изображение, как показано на рис. 2.17, 2.18. Варианты нанесения обозначения на рис. 2.17, а и 2.18, а предпочтительней.
2.17, 2.18. Варианты нанесения обозначения на рис. 2.17, а и 2.18, а предпочтительней.
Условное обозначение трубной конической резьбы (ГОСТ 6211-81) состоит из буквенного обозначения R (наружная резьба) и R с (внутренняя резьба), диаметра резьбы в основной плоскости в дюймах (рис. 2.19 и 2.20). Варианты нанесения обозначения на рис. 2.19, а и 2.20, а предпочтительней.
Условное обозначение трапецеидальной резьбы. Обозначение однозаходной трапецеидальной резьбы (ГОСТ 9484-81) состоит из букв Tr , наружного диаметра и шага (рис. 2.21 и 2.22). Варианты нанесения обозначения на рис. 2.21, а и 2.22, а предпочтительней.
Обозначение многозаходной трапецеидальной резьбы (ГОСТ 24739-81) состоит из букв Tr , наружного диаметра, хода и шага (рис. 2.23 и 2.24). Варианты нанесения обозначения на рис. 2.23, а и 2.24, а предпочтительней.
Условное обозначение упорной резьбы (ГОСТ 10177-82) состоит из буквы S, наружного диаметра и шага резьбы: S 28×5. Для многозаходной резьбы обозначение состоит из буквы S, наружного диаметра, хода и шага: S 28×10( Р5) LH . Варианты нанесения обозначения на рис. 2.25, а и 2.26, а предпочтительней.
Для многозаходной резьбы обозначение состоит из буквы S, наружного диаметра, хода и шага: S 28×10( Р5) LH . Варианты нанесения обозначения на рис. 2.25, а и 2.26, а предпочтительней.
Условное обозначение круглой резьбы для электротехнической арматуры по ГОСТ 28108-89 состоит из букв Е (серия) и наружного диаметра, например, Е27 (рис. 2.27).
Резьба прямоугольная не стандартизованная на чертежах задается всеми конструктивными размерами: наружным и внутренним димаметрами, шагом, шириной зуба. Варианты нанесения размеров резьбы с прямоугольным профилем показаны на рис. 2.28, а, б, в. Рекомендуется показывать в масштабе увеличения профиль данной резьбы и все ее размеры.
* В данном пособии пункты 6, 7 в обозначение резьбы не включены.
На чертежах резьба изображается условно, по правилам, установленным ГОСТ 2.311-68.
Резьбу на стержне (наружную резьбу) независимо от ее профиля изображают сплошными толстыми основными линиями по наружному диаметру и сплошными тонкими линиями по внутреннему диаметру резьбы (рис.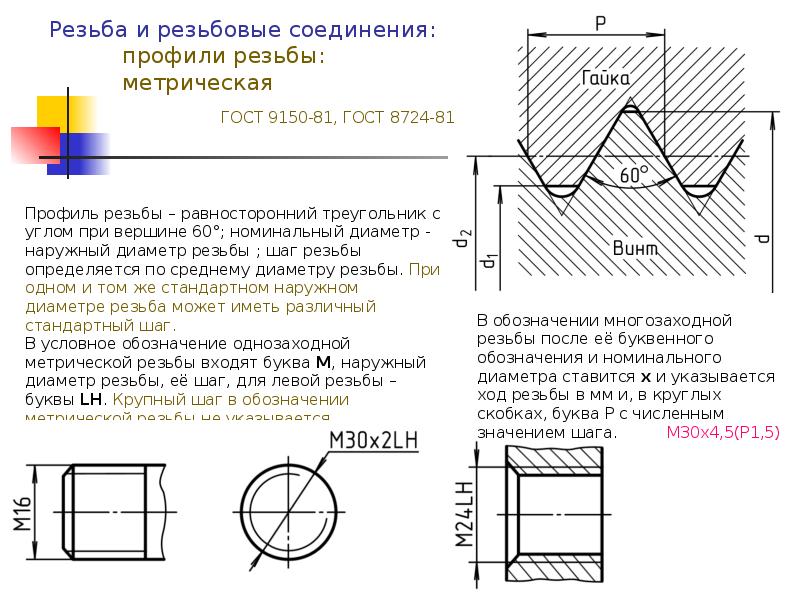 41).
41).
Сплошную тонкую прямую линию по внутреннему диаметру резьбы проводят на всю ее длину, включая фаску. На видах, где стержень с резьбой проецируется в виде окружности, контур его очерчивают сплошной основной линией, а внутренний диаметр резьбы изображают дугой окружности, проведенной тонкой линией приблизительно на 3/4 окружности, разомкнутой в любом месте (только не на центровых линиях). Сплошную тонкую линию при изображении резьбы проводят на расстоянии не менее 0,8 мм от сплошной основной линии и не более величины шага резьбы (рис. 41).
Линию, определяющую границу резьбы, наносят на стержне и в отверстии с резьбой в конце полного профиля резьбы (до начала сбега). Границу резьбы на стержне проводят до линии наружного диаметра и изображают сплошной толстой основной линией (рис. 41). Когда резьбу на стержне или в отверстии изображают в разрезе, границу нарезанного участка резьбы наносят штриховой линией.
Рис. 41. Изображение наружной резьбы на чертеже
Резьбу в отверстии в продольном разрезе изображают сплошными тонкими линиями по наружному диаметру и сплошными толстыми основными линиями по внутреннему диаметру.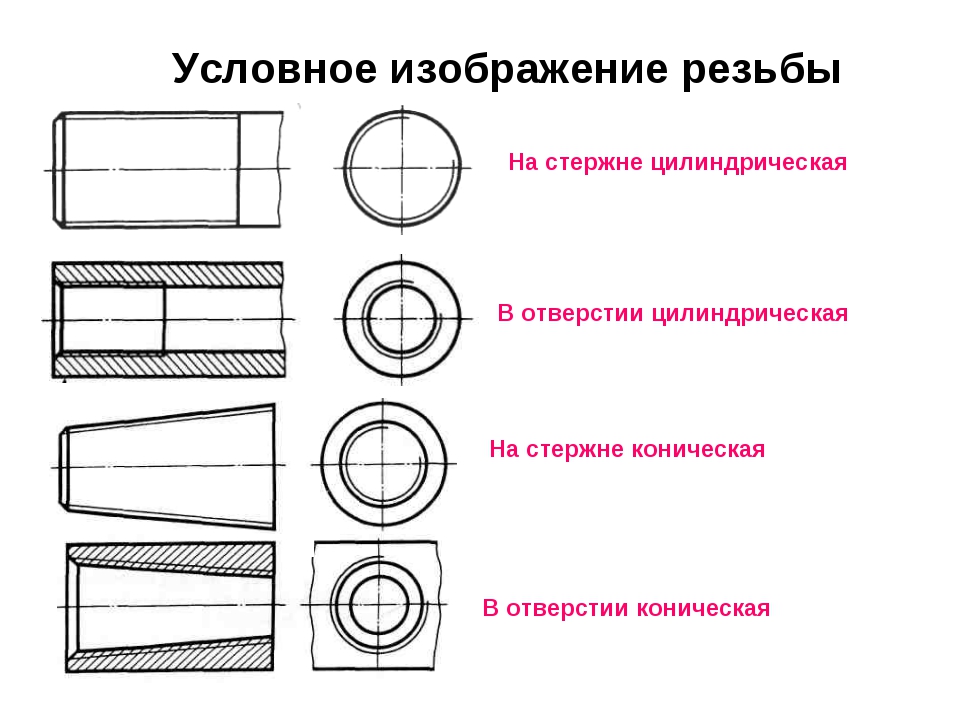 Границу резьбы показывают сплошной толстой основной линией, доводя ее до наружного диаметра резьбы (рис. 42).
Границу резьбы показывают сплошной толстой основной линией, доводя ее до наружного диаметра резьбы (рис. 42).
Резьбу в отверстии, показываемую как невидимую, изображают штриховыми линиями.
Если отверстие с резьбой проецируется в виде окружности, то по наружному диаметру резьбы тонкой линией проводят дугу окружности, приблизительно равную 3/4 окружности, разомкнутую в любом месте, только не на центровых линиях, а контур отверстия (внутренний диаметр резьбы) очерчивают сплошной толстой основной линией (рис. 42). Чтобы определить внутренний диаметр резьбы (для вычерчивания), ее наружный диаметр нужно умножить на 0,85, т. е.
Изображение резьбового соединения слагается из изображений составляющих его деталей, как показано на рис. 43. На разрезах резьбового соединения в изображениях на плоскости, параллельной его оси, в отверстии показывается только часть резьбы, которая не закрыта резьбой стержня.
Так как резьбы всех типов в основном стандартные, то стандартные резьбы изображаются на чертежах одинаково.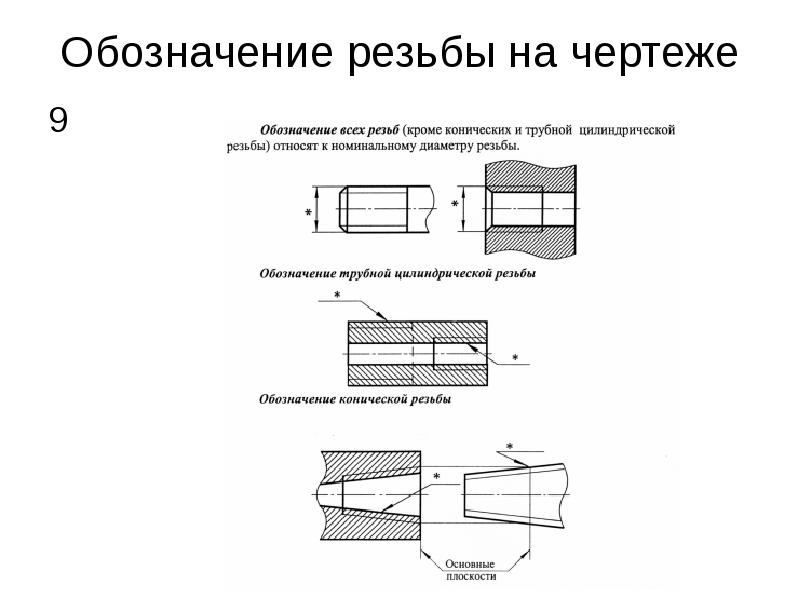 Тип резьбы и ее основные размеры указывают на чертежах надписью – обозначением резьбы.
Тип резьбы и ее основные размеры указывают на чертежах надписью – обозначением резьбы.
Рис. 43. Изображение резьбового соединения на чертеже
Прежде чем нанести обозначение резьбы, следует провести выносные и размерную линии. Обозначения стандартных резьб, кроме трубных и конических, пишут над размерной линией.
Обозначение наружной резьбы (кроме трубной и конической) показано на рис. 44, где 1 – длина резьбы полного профиля.
Обозначение внутренней резьбы (кроме трубной и конической) показано на рис. 45, где 1 – длина резьбы полного профиля.
Обозначение трубной конической резьбы наносят, как показано на рис. 46, трубной цилиндрической, – так, как показано на рис. 47.
Согласно ГОСТ 16093-2004 точность резьб обозначают полем допуска, где цифра показывает степень точности, а буква – основное отклонение. Например, для резьбы на стержне 4/г, 6g, 8d, а в отверстии – 4Н, 1G.
Рис. 44. Обозначение наружной резьбы
44. Обозначение наружной резьбы
Рис. 45. Обозначение внутренней резьбы
Рис. 46. Обозначение трубной конической резьбы
Рис. 47. Обозначение трубной цилиндрической резьбы
Резьбу на стержнях изображают по наружному диаметру сплошными основными линиями, а по внутреннему — сплошными тонкими.
Изображение резьбы на стержне винта
Основные элементы метрической резьбы (наружный и внутренний диаметры, шаг резьбы, длину и угол резьбы) вы изучали в пятом классе. На рисунке указаны некоторые эти элементы, но на чертежах таких надписей не делают.
Резьбу в отверстиях изображают сплошными основными линиями по внутреннему диаметру резьбы и сплошными тонкими по наружному.
Изображение резьбы в отверстии
Условное обозначение резьбы показано на рисунке. Читать надо так: резьба метрическая (М) с наружным диаметром 20 мм, третьего класса точности, правая, с крупным шагом — «Резьба М20 кл. 3».
3».
Обозначение правой резьбы с крупным шагом
На рисунке обозначение резьбы «М25Х1,5 кл. 3 левая» следует читать так: резьба метрическая, наружный диаметр резьбы 25 мм, шаг 1,5 мм, мелкая, третьего класса точности, левая.
Обозначение левой резьбы
Вопросы
- Какими линиями изображают резьбу на стержне?
- Какими линиями показывают резьбу в отверстии?
- Как обозначают резьбу на чертежах?
- Прочитайте записи «М10Х1 кл. 3» и «М14Х1,5 кл. 3 левая».
Рабочий чертеж
Каждое изделие — машина или механизм — состоит из отдельных, соединенных между собой, деталей.
Детали обычно изготовляют литьем, ковкой, штамповкой. В большинстве случаев такие детали подвергают механической обработке на металлорежущих станках — токарных, сверлильных, фрезерных и других.
Чертежи деталей, снабженные всеми указаниями для изготовления и контроля, называют рабочими чертежами.
На рабочих чертежах указывают форму и размеры детали, материал, из которого ее надо изготовить. На чертежах проставляют чистоту обработки поверхностей, требования к точности изготовления — допуски. Способы изготовления и технические требования к готовой детали указывают надписью на чертеже.
Чистота обработки поверхности. На обработанных поверхностях всегда остаются следы обработки, неровности. Эти неровности, или, как говорят, шероховатость поверхности, зависят от инструмента, которым обрабатывают.
Например, поверхность, обработанная драчёвым напильником, будет более шероховатой (неровной), чем после обработки личным напильником. Характер шероховатости зависит также от свойств материала изделия, от скорости резания и величины подачи при обработке на металлорежущих станках.
Для оценки качества обработки установлено 14 классов чистоты поверхностей. Классы обозначают на чертежах одним равносторонним треугольником (∆), рядом с которым проставляют номер класса (например, ∆ 5).
Способы получения поверхностей разной чистоты и их обозначения на чертежах. Чистота обработки одной детали бывает не везде одинаковая; поэтому на чертеже указывают, где и какая требуется обработка.
Условное обозначение чистоты поверхности на чертеже
Знак со вверху чертежа указывает, что для грубых поверхностей требований к чистоте обработки не предъявляют. Знак ∆ 3 в правом верхнем углу чертежа, взятый в скобки, ставят, если к обработке поверхности детали предъявляют одинаковые требования. Это поверхность со следами обработки драчёвыми напильниками, обдирочными резцами, абразивным кругом.
Знаки ∆ 4 — ∆ 6 — получистая поверхность, с малозаметными следами обработки чистовым резцом, личным напильником, шлифовальным кругом, мелкой шкуркой.
Знаки ∆ 7 — ∆ 9 — чистая поверхность, без видимых следов обработки. Такой обработки достигают шлифованием, опиливанием бархатным напильником, шабрением.
Знак ∆ 10 — очень чистая поверхность, достигнутая тонким шлифованием, доводкой на оселках, опиливанием бархатным напильником с маслом и мелом.
Знаки ∆ 11 — ∆ 14 — классы чистоты поверхности, достигают специальными обработками.
Способы изготовления и технические требования к готовой детали на чертежах указывают надписью (например, притупить острые кромки, закалить, воронить, сверлить отверстие вместе с другой деталью и другие требования к изделию).
Вопросы
- Какими значками обозначают чистоту обработки поверхности?
- После какого вида обработки можно получить чистоту поверхности ∆ 6?
Задание
Прочитайте чертеж на рисунке и ответьте письменно на вопросы по предлагаемой форме.
| Вопросы для чтения чертежа | Ответы |
| 1. Как называется деталь? | – |
| 2. Где ее применяют? | – |
| 3. Перечислите технические требования к детали | – |
| 4. Как называется вид чертежа? | – |
| 5. Какие условности имеются на чертеже? | – |
| 6. Какова общая форма и габарит детали? | – |
| 7. Какая резьба нарезана на стержне? | – |
| 8. Укажите элементы и размеры детали | – |
Чертеж винта
«Слесарное дело», И.Г.Спиридонов,
Г.П.Буфетов, В.Г.Копелевич
Деталь — это часть машины, изготовленная из одного куска материала (например, болт, гайка, шестерня, ходовой винт токарного станка). Узел — это соединение двух или нескольких деталей. Изделие собирают по сборочным чертежам. Чертеж такого изделия, в которое входит несколько узлов, называют сборочным, он состоит из чертежей каждой детали или узла и изображает сборочную единицу (чертеж единого…
Технологическая карта — это инструкция на выполнение задания. Технологические карты, чертежи, эскизы, инструкционные карты — все это техническая документация, в которой описаны характер и порядок выполнения задания. В технологических картах указывают последовательность изготовления деталей, эскизы обработки, применяемый инструмент, вид и материал заготовки. Последовательность изготовления может быть подробной и краткой. Все зависит от сложности детали. В…
Вам знакомы обозначение масштаба (М), проекции чертежа: виды спереди, сверху, сбоку, — вы знаете обозначение диаметра (0), радиуса (R) окружности, метрической резьбы (например, М10,М6). На рабочих чертежах, помимо видов спереди, сверху, сбоку, бывает необходимо показать внутреннюю форму детали. Внутренние формы диска можно показать на видах при помощи штриховых линий. Изображение диска а — на рисунке;…
Штангенциркуль ШЦ-II Штангенциркуль ШЦ-II — с точностью отсчета по нониусу 0,05 мм состоит из следующих частей: губок для наружных измерений и разметки; губок для наружных и внутренних измерений; штанги; подвижной рамки со шкалой нониуса; винта рамки; движка и зажима микрометрической подачи; винта и гайки микрометрической подачи. Предназначен штангенциркуль для наружных, внутренних измерений и разметки. У…
Отверстия и проемы деталей измеряют губками для внутренних измерений. При внутренних измерениях к показаниям шкалы прибавляют ширину губок, указанную на них (обычно она равна 10 мм). Нельзя измерить отверстия, величина которых меньше 10 мм. Делают это так: губки вставляют в проем (отверстие) и разводят до стенок отверстия, по шкале читают показания и к ним прибавляют…
Обозначение резьбы на чертеже
Резьба на чертеже — это постоянный источник проблем у студентов технических специальностей, которым пришлось сталкиваться с изображением резьбового соединения.
Типы резьбы
Пока что инженеры не придумали универсальную резьбу, которая бы позволяла создавать любые виды соединений. В каждом случае применяется свой тип. К счастью, на чертежах они изображаются практически одинаково, однако имеют разные условные обозначения:
- Метрическая – одна из наиболее распространенных. Она обозначается латинской «M». К подвидам этой резьбы относят метрическую коническую «MK» и цилиндрическую «MJ».
Рисунок 1. Метрическая резьба
- Дюймовая больше распространена в зарубежной практике и обозначается «BSW». К подвидам дюймовой относят трубную цилиндрическую «BSP», трубную коническую «R».
Рисунок 2. Дюймовая резьба
- Трапециевидная обозначается как «Tr». В том случае, если она левая, к обозначению добавляют буквы «LH». Правая отдельно не подписывается.
- Упорная, которую также называют пилообразной, обозначается буквой «S», к которой также добавляют числовое значение шагов «Р». Для левой также добавляют LH, для правой – ничего.
Рисунок 3. Упорная резьба
Естественно, мы перечислили только наиболее распространенные виды, с которыми чаще всего приходится сталкиваться учащимся. При этом огромное количество различных общепринятых стандартов не всегда приходит на выручку, поскольку существует множество важных деталей и нюансов, без знания которых правильно сделать рисунок невозможно.
Параметры
Параметров размеров резьбы огромное множество, и для описания каждого из них нам пришлось бы выпускать отдельное пособие. Основные параметры:
- Шаг (Р). Он характеризует расстояние между одноименными боковыми сторонами профиля. Единица измерения – доля метра или дюйма. Иногда используют «число ниток на дюйм», представляющий собой знаменатель обыкновенной дроби, в числителе которой записан дюйм. Шаг – это натуральное число (например, 11 или 14).
- Наружный диаметр (D, d). Он равен диаметру заготовки болта до того, как на ней нарезали резьбу. С точки зрения геометрии, его можно определить как диаметр цилиндра, описываемого вокруг вершин наружной резьбы (обозначается d). В случае с внутренней, диаметр описывается вокруг впадин и обозначается D.
- Средний диаметр (D2, d2). Это диаметр такого цилиндра, образующая которого пересекает резьбовой профиль и при этом образованные пересечением с канавкой отрезки равны половине номинального резьбового шага.
- Внутренний диаметр (D1, d1). В определенном смысле противоположность наружному диаметру. Он соответствует размеру отверстия в гайке до того, как в ней нарежут резьбу. Это диаметр цилиндра, который вписан в вершины внутренней резьбы (обозначается D1) или впадины наружной (в таком случае используют обозначение d1).
- Ход. Соответствует осевому перемещению детали (гайки, болта) при совершении одного оборота. Ход равен произведению шага на число заходов.
Рисунок 4. Параметры метрической резьбы
Более подробно с параметрами можно ознакомиться в различных справочниках или ГОСТах. Однако важно помнить о том, что каждый параметр имеет огромное значение, так что игнорировать их не стоит.
В начале отверстия или на конце стержня (болта) перед нарезанием резьбы выполняют фаску.
Определение 1
Фаска – это коническая поверхность, имеющая наклон образующих к оси 45 градусов.
Где искать примеры?
Естественно, не имея подходящего примера перед глазами, вам будет достаточно сложно нарисовать чертеж. Как мы уже говорили, те же параметры имеют огромное значение, а значит, для того, чтобы изобразить нужный вам вид резьбы, стоит обратиться к дополнительным источникам.
Так, в ВУЗах для студентов технических специальностей часто выпускают различные методические пособия, в которых вы без труда найдете необходимые схематические изображения.
Также, если наладить отношения с учащимися старших курсов, они могут поделиться с вами своими старыми работами, только ни в коем случае не пытайтесь выдать их за свои, поскольку многие преподаватели отличаются отличной памятью и без труда смогут узнать старый чертеж.
Помимо этого, можно попробовать найти необходимые изображения в Интернете. Будьте готовы, что на запрос «резьба на чертеже» вы получите множество результатов. Определить среди них тот, который вам нужен, будет достаточно проблематично. Хотя вариант попробовать найти подходящий чертеж в Интернете первым приходит на ум, пользоваться им нужно с осторожностью. Резьба является достаточно типовым элементом, однако если вы ошибетесь в профиле сечения или количестве шагов, то преподаватель быстро поймет, что эту работу делал кто угодно, но не вы.
Ну и наконец, можно обратиться к ГОСТам, в которых, помимо сводки стандартов, как правило, также прилагают рисунки различных видов резьбы.
1.4 Обозначение резьбы. Резьба. Резьбовые изделия и соединения
Похожие главы из других работ:
Классы точности средств измерений. Нормативные документы по стандартизации. Категории и виды стандартов
1.2 Обозначение классов точности средств измерений в документации
метрологический точность измерение стандартизация § Для средств измерений пределы допускаемой основной погрешности которых принято выражать в форме абсолютных погрешностей или относительных погрешностей…
Классы точности средств измерений. Нормативные документы по стандартизации. Категории и виды стандартов
1.3 Обозначение классов точности на средствах измерений
Условные обозначения классов точности наносятся на циферблаты, щитки и корпуса средств измерений. При указании классов точности на измерительных приборах с существенно неравномерной шкалой, для информации…
Металлорежущие станки
3.1 Обозначение станков
Моделям станков, выпускаемых серийно, присваивают цифровое или цифробуквенное обозначение. Как правило, обозначение состоит из трех-четырех цифр и одной-двух букв. Первая цифра — это номер группы, к которой относится станок…
Понятие и классификация средств измерений
1.4 Класс точности СИ и его обозначение
Установление рядов пределов допускаемых погрешностей позволяет упорядочить требования к средствам измерений по точности. Это упорядочивание осуществляется путем установления классов точности СИ…
Порядок разработки конструкторской документации на электрооборудование станка ФГУП «Красноярский машиностроительный завод – Красмаш»
Обозначение проводников
конструкторский документация чертеж электромонтаж 1. На чертеже для электромонтажа все проводники (одиночные провода, жгуты, жилы кабелей, провода жгутов) должны иметь обозначения, присвоенные им в электрической схеме соединений…
Проектирование шарообразного резервуара
12. Условное обозначение сварных швов
Рисунок — Обозначение сварных соединений 13. Дефеткы образующиеся при сварке Остаточные сварочные напряжения и деформация. Дефекты в соединениях бывают двух типов: внешние и внутренние…
Расчет параметров посадки и калибров для проверки отверстия и вала
7. Обозначение предельных отклонений размеров на конструкторских чертежах:
а) условное обозначение полей допусков б) числовые значения предельных отклонений: в) условное обозначение полей допусков и числовых значений предельных…
Расчет параметров посадки и калибров для проверки отверстия и вала
8. Обозначение размеров на рабочих чертежах:
9. Расчет калибров для проверки отверстия и вала. Допуски и отклонения калибров по ГОСТ 24853-81: а) для калибров-пробок Z = 3,5 мкм, Y = 3 мкм, H = 4 мкм; б) для калибров-скоб Z1 = 6 мкм, Y1 = 5 мкм, h2 = 7 мкм; 2 Рис…
Резцы, инструмент, режущий элемент, безопасность труда, токарный станок, резец, слесарное дело, токарное дело
4.3 Основные типы резьбы и их обозначение
В машиностроении, как правило, применяют три системы резьбы — метрическую, дюймовую и трубную. Метрическая резьба (рис. 260,а) имеет треугольный про-филь с плоскосрезанными вершинами; угол профиля равен 60°, диамет-ры и шаг выражаются в миллиметрах…
Резьба и ее характеристики
3. Типы резьб и их условное обозначение
Для определения вида резьбы (метрическая, трапецеидальная, упорная) применяют условные обозначения, которые указывают для всех резьб, кроме конических и трубной цилиндрической, по наружному диаметру, как показано на рисунке 1…
Резьба и резьбовые соединения
5. Условное обозначение резьбы
Для обозначения резьб пользуются стандартами на отдельные типы резьб. Для всех резьб, кроме конических и трубной цилиндрической, обозначения относятся к наружному диаметру и проставляются над размерной линией…
Тепловой, конструктивный, гидравлический и экономический расчеты теплообменного аппарата
1.8 Обозначение теплообменного аппарата
1. Диаметр кожуха D = 600 мм по ГОСТ 9617-76. 2. Тип аппарата ТНВ — теплообменник с неподвижными трубными решетками вертикальный. 3. Условное давление в трубах и кожухе — 0,6 МПа. 4. Исполнение по материалу — М1. 5…
Технологическая подготовка ремонтного производства нефтеперекачивающих насосов
3.1 Назначение, условное обозначение, технические характеристики
Агрегаты насосного типа АЦНС 240 предназначены для закачки в нефтеносные пласты чистой воды и нефтепромысловых вод без содержания сероводорода, содержащие механические примеси не более 0.1% по весу и размерам твердых частиц не более 0.1 мм…
Химическая и термическая обработка деталей
1.5 Обозначение на чертеже
На чертежах изделий, подвергаемых термической и другим видам обработки, указывают показатели свойств материалов, полученных в результате обработки, например: твердость (HRCэ, HRB, HRA, HB, HV), предел прочности (ув), предел упругости (уу)…
Швейные машины — классификация и обозначение
2. Обозначение швейных машин
До последнего времени обозначение швейных машин как у нас, так и за рубежом не носило смысловой информации, а отражало хронологию выпуска оборудования…
Длина свинчивания
Основные понятия
Источник: ГОСТ 11 708 — 66
Длина свинчивания – длина соприкосновения винтовых поверхностей наружной и внутренней резьб в осевом направлении.
Длина резьбы – длина участка поверхности, на котором образована резьба, включая сбег и фаску.
|
Интервалы диаметров резьбы, d |
Шаг ,P, мм |
Максимальная длина свинчивания |
|
10-14 |
3 |
30 |
|
30-44 |
35 |
|
|
22-28 |
5 |
50 |
|
30-42 |
6 |
55 |
|
22-28 |
8 |
65 |
|
44-60 |
90 |
|
|
30-42 |
10 |
90 |
Примеры обозначения трапецеидальных резьб
Однозаходной
Трап 24х5 кл.3; Трап 24х5 кл.3Х
То же, левой резьбы
Трап 24х5 лев. кл.3; Трап 24х5 лев. кл.3Х
Двухзаходной
Трап 24х(2х5) кл.3; Трап 24х(2х5) кл.3Х
То же, левой резьбы
Трап 24х(2х5) лев. кл.3; Трап 24х(2х5) лев. кл.3Х
Если заданы предельные отклонения размеров резьб до нанесения покрытия и не сделано других оговорок, то размеры резьбы после нанесения покрытия не должны выходить за пределы, определяемые номинальным профилем резьбы и соответствующие основным отклонениям h; H.
Если в чертеже резьбовой детали содержится указание “Размеры после покрытия”, предельные отклонения резьбы покрытой детали должны соответствовать приведенным в СТП 411 005 – 77 для указанного в чертеже поля допуска резьбы.
Примеры обозначения резьб с нормальной длинной свинчивания (N):
• с крупным шагом
– болта М12-6g,
– гайки М12-6H;
• с мелким шагом
– болта М12х1–6g,
– гайки М12х1-6g.
То же, левой резьбы:
• с крупным шагом
– болта М12LH-6g,
– гайки М12LH-6H;
• с мелким шагом
– болта М12х1LH–6g,
– гайки М12х1LH-6g.
Пример обозначения резьбы с длиной свинчивания, отличающейся от нормальной:
М12 – 6g – 30.
|
Шаг, Р, мм |
Номинальный диаметр резьбы, d, мм |
Длины свинчивания (N) |
|
0,25 |
От 1,0 до 1,4 |
Св. 0,6 до 1,7 |
|
Св 1,4 “ 2,8 |
“0,6 “ 1,9 |
|
|
0,3 |
От 1,0 до 1,4 |
Св 0,7 до 2,0 |
|
0,35 |
Св 1,4 до 2,8 |
Св 0,8 до 2,6 |
|
“ 2,8 “ 5,6 |
“ 1,0 “ 3,0 |
|
|
0,4 |
Св 1,4 до 2,8 |
Св 1,0 до 3,0 |
|
0,45 |
Св 1,4 до 2,8 |
Св 1,3 до 3,8 |
|
0,5 |
Св 2,8 до 5,6 |
Св 1,5 до 4,5 |
|
“ 5,6 “ 11,2 |
“ 1,6 “ 4,7 |
|
|
“ 11,2 “ 22,4 |
“ 1,8 “ 5,5 |
|
|
0,7 |
Св 2,8 “ 5,6 |
Св 2,0 до 6,0 |
|
0,75 |
Св 2,8 “ 5,6 |
Св 2,0 до 6,7 |
|
“ 5,6 “ 11,2 |
“ 2,4 “ 7,1 |
|
|
“ 11,2 “ 22,4 |
“ 2,8 “ 8,3 |
|
|
“ 22,4 “ 45,0 |
“ 3,1 “ 9,5 |
|
|
0,8 |
Св 2,8 до 5,6 |
Св 2,5 до 7,5 |
|
1,0 |
Св 5,6 до 11,2 |
Св 3,0 до 9,0 |
|
“ 11,2 “ 22,4 |
“ 3,8 “ 11,0 |
|
|
“ 22,4 “ 45,0 |
“ 4,0 “ 12,0 |
|
|
“ 45,0 “ 90,0 |
“ 4,8 “ 14,0 |
|
|
1,25 |
Св 5,6 до 11,2 |
Св 4,0 до 12,0 |
|
“ 11,2 “ 22,4 |
“ 4,5 “ 13,0 |
|
|
1,5 |
Св 5,6 до 11,2 |
Св 5,0 до 15,0 |
|
“11,2 “ 22,4 |
“ 5,6 “ 16,0 |
|
|
“ 22,4 “ 45,0 |
“ 6,3 “ 19,0 |
|
|
“ 45,0 “ 90,0 |
“ 7,5 “ 22,0 |
|
|
“ 90,0 “180,0 |
“ 8,3 “ 25,0 |
|
|
1,75 |
Св 11,2 до 22,4 |
Св 6,0 до 18,0 |
|
2 |
Св 11,2 до 22,4 |
Св 8,0 до 24,0 |
|
“ 22,4 “ 45,0 |
“ 8,5 “ 25,0 |
|
|
Св 45,0 до 90,0 |
Св 9,5 до 28,0 |
|
|
“ 90,0 “ 180,0 |
“ 12,0 “ 36,0 |
|
|
“ 180,0 “ 355,0 |
“ 13,0 “ 38,0 |
|
|
2,5 |
Св 11,2 до 22,4 |
Св 10,0 до 30,0 |
|
3,0 |
Св 22,4 до 45,0 |
Св 12,0 до 36,0 |
|
“ 45,0 “ 90,0 |
“ 15,0 “ 45,0 |
|
|
“ 90,0 “ 180,0 |
“ 18,0 “ 53,0 |
|
|
“ 180,0 “ 355,0 |
“20,0 “ 60,0 |
|
|
3,5 |
Св 22,4 до 45,0 |
Св 15,0 до 45,0 |
|
4 |
Св 22,4 до 45,0 |
Св 18,0 до 53,0 |
|
“ 45,0 “ 90,0 |
“ 19,0 “ 56,0 |
|
|
“ 90,0 “ 180,0 |
“ 24,0 “ 71,0 |
|
|
“ 180,0 “ 355,0 |
“ 26,0 “ 80,0 |
|
|
“ 355,0 “ 600,0 |
“ 29,0 “ 87,0 |
|
|
4,5 |
Св 22,4 до 45,0 |
Св 21, до 63,0 |
|
5 |
Св 45,0 до 90,0 |
Св 24,0 до 71,0 |
|
5,5 |
Св 45,0 до 90,0 |
Св 28,0 до 85,0 |
|
6 |
Св 45,0 до 90,0 |
Св 32,0 до 95,0 |
К оглавлению
Винтовая резьба и условные изображения
Резьба винтовая
Чаще всего спираль применяется для винтовой резьбы, которая повторяет траекторию спирали. Резьба винтов может быть левой или правой, и они показаны на рис. 15.1. Обратите внимание на наклон нити и положение указательных пальцев на каждой руке. Левая резьба используется для специальных применений, а правая резьба обычно используется для гаек и болтов. Показанная резьба имеет V-образное сечение.
Участок №
Miwi
Левая резьба Рис. 15.1
Участок
Правая резьба
С винтовой резьбой связаны следующие термины:
Шаг резьбы — это расстояние между соответствующими точками на соседних резьбах. Измерения необходимо проводить параллельно оси резьбы.
Главный диаметр или внешний диаметр — это диаметр по гребням резьбы, измеренный под прямым углом к оси резьбы.
Гребень — это самая выступающая часть резьбы, внутренняя или внешняя.
Корень лежит на дне канавки между двумя соседними резьбами.
Боковая сторона резьбы — это прямая сторона резьбы между вершиной и корнем.
Младший диаметр, диаметр основания или диаметр стержня — это наименьший диаметр резьбы, измеренный под прямым углом к оси резьбы.
Эффективный диаметр измеряется под прямым углом к оси резьбы и представляет собой диаметр, при котором ширина промежутков равна ширине резьбы.
Шаг резьбы — это осевое перемещение винта за один оборот.
Термины показаны на рис. 15.2.
Участок 2
Крест
Участок 2
Crest
- Рис. 15.2 Внешний вид для иллюстрации условий резьбы
Метрическая резьба ISO
На рис. 15.3 показана форма метрической резьбы ISO для гайки (внутренней) и болта (внешней). В случае ореха корень на практике округляется.Для ответного болта вершина резьбы может быть закруглена в пределах максимального контура, как показано, а корень — закруглен до заданного размера. Как наружная, так и внутренняя резьба подлежат производственным допускам, и для получения полной информации следует обратиться к BS 3643-1.
BS 3643-2 определяет две серии диаметров с градуированными шагами для общего использования в гайках, болтах и резьбовых соединениях: одна серия с крупным шагом, а другая с мелким шагом. В выдержке из стандарта, приведенной в таблице 15.1, указаны размеры резьбы от 1.Диаметр от 6 до 24 мм. Обратите внимание, что указаны первый, второй и третий варианты основных диаметров, чтобы ограничить количество размеров в каждом диапазоне.
На чертеже резьба обозначается буквой M, за которой следует размер номинального диаметра и требуемый шаг, например M10 x 1
Если размер резьбы рассчитывается без привязки к шагу, например M16, то предполагается, что требуется грубая резьба.
1 2 3 | 4 | 5 | 6 | 7 8 | 9 | 10 | 11 | 12 | 13 | 14 | 15 | 16 |
Основные основные диаметры | Крупная серия с шагами | |||||||||||
Выбор | штраф | серии | с постоянным шагом | |||||||||
1-я 2-я 3-я | 6 | 4 | 3 2 | 1.5 | 1,25 | 1 | 0,75 | 0,5 | 0,35 | 0,25 | 0,2 | |
1,6 | 0,35 | – | – | — — | – | – | – | – | – | – | – | 0.2 |
1,8 | 0,35 | – | – | — — | – | – | – | – | – | – | – | 0,2 |
2 | 0,4 | – | – | — — | – | – | – | – | – | – | 0.25 | – |
2,2 | 0,45 | – | – | — — | – | – | – | – | – | – | 0,25 | – |
2,5 | 0.45 | – | – | — — | – | – | – | – | – | 0,35 | – | – |
3 | 0,5 | – | – | — — | – | – | – | – | – | 0.35 | – | – |
3,5 | 0,6 | – | – | — — | – | – | – | – | – | 0,35 | – | – |
4 — — | 0.7 | – | – | — — | – | – | – | – | 0,5 | – | – | – |
4,5 | 0,75 | – | – | — — | – | – | – | – | 0.5 | – | – | – |
5 | 8,8 | – | – | — — | – | – | – | – | 0,5 | – | – | – |
5.5 | – | – | – | — — | – | – | – | – | 0,5 | – | – | – |
6 | 1 | – | – | — — | – | – | – | 0.75 | – | – | – | – |
7 | 1 | – | – | — — | – | – | – | 0,75 | – | – | – | – |
8— | 1.25 | – | – | — — | – | – | 1 | 0,75 | – | – | – | – |
9 | 1,25 | – | – | — — | – | – | 1 | 0.75 | – | – | – | – |
10 — — | 1,5 | – | – | — — | – | 1,25 | 1 | 0,75 | – | – | – | – |
— — 11 | 1.5 | – | – | — — | – | – | 1 | 0,75 | – | – | – | – |
12 — — | 1,75 | – | – | — — | 1.5 | 1,25 | 1 | – | – | – | – | – |
–14– | 2 | – | – | — — | 1,5 | 1,25 * | 1 | – | – | – | – | – |
15 | – | – | – | — — | 1.5 | – | 1 | – | – | – | – | – |
16 | 2 | – | – | — — | 1,5 | – | 1 | – | – | – | – | – |
17 | – | – | – | — — | 1.5 | – | 1 | – | – | – | – | – |
18 | 2,5 | – | – | 2 | 1,5 | – | 1 | – | – | – | – | – |
20 | 2.5 | – | – | 2 | 1,5 | – | 1 | – | – | – | – | – |
22 | 2,5 | – | – | 2 | 1.5 | – | 1 | – | – | – | – | – |
24 | 3 | – | – | 2 | 1,5 | – | 1 | – | – | – | – | — |
Примечание.Предпочтительно выбирать диаметры, указанные в столбце 1. Если они не подходят, выберите из столбца 2 или, наконец, из столбца 3. * Шаг 1,25 мм для диаметра 14 мм должен использоваться только для свечей зажигания.
Рис. 15.3 Метрическая резьба ISO
H = 0,86603P, H = 0,21651P, 3H = 0,32476P 4 8
Рис. 15.3 Метрическая резьба ISO
H = 0,86603P, H = 0,21651P, 3H = 0,32476P 4 8
5 H = 0,54127P, где P — шаг резьбы 8
Продолжить чтение здесь: Унифицированная резьба
Была ли эта статья полезной?
% PDF-1.4 % 183 0 объект ноль эндобдж 184 0 объект ноль эндобдж 181 0 объект ноль эндобдж 182 0 объект ноль эндобдж 187 0 объект ноль эндобдж 188 0 объект ноль эндобдж 185 0 объект ноль эндобдж 186 0 объект ноль эндобдж 180 0 объект ноль эндобдж 174 0 объект ноль эндобдж 175 0 объект ноль эндобдж 172 0 объект ноль эндобдж 173 0 объект ноль эндобдж 178 0 объект ноль эндобдж 179 0 объект ноль эндобдж 176 0 объект ноль эндобдж 177 0 объект ноль эндобдж 200 0 объект ноль эндобдж 201 0 объект ноль эндобдж 198 0 объект ноль эндобдж 199 0 объект ноль эндобдж 204 0 объект ноль эндобдж 205 0 объект ноль эндобдж 202 0 объект ноль эндобдж 203 0 объект ноль эндобдж 197 0 объект ноль эндобдж 191 0 объект ноль эндобдж 192 0 объект ноль эндобдж 189 0 объект ноль эндобдж 190 0 объект ноль эндобдж 195 0 объект ноль эндобдж 196 0 объект ноль эндобдж 193 0 объект ноль эндобдж 194 0 объект ноль эндобдж 149 0 объект ноль эндобдж 150 0 объект ноль эндобдж 147 0 объект ноль эндобдж 148 0 объект ноль эндобдж 153 0 объект ноль эндобдж 154 0 объект ноль эндобдж 151 0 объект ноль эндобдж 152 0 объект ноль эндобдж 146 0 объект ноль эндобдж 140 0 объект ноль эндобдж 141 0 объект ноль эндобдж 138 0 объект ноль эндобдж 139 0 объект ноль эндобдж 144 0 объект ноль эндобдж 145 0 объект ноль эндобдж 142 0 объект ноль эндобдж 143 0 объект ноль эндобдж 166 0 объект ноль эндобдж 167 0 объект ноль эндобдж 164 0 объект ноль эндобдж 165 0 объект ноль эндобдж 170 0 объект ноль эндобдж 171 0 объект ноль эндобдж 168 0 объект ноль эндобдж 169 0 объект ноль эндобдж 163 0 объект ноль эндобдж 157 0 объект ноль эндобдж 158 0 объект ноль эндобдж 155 0 объект ноль эндобдж 156 0 объект ноль эндобдж 161 0 объект ноль эндобдж 162 0 объект ноль эндобдж 159 0 объект ноль эндобдж 160 0 объект ноль эндобдж 251 0 объект ноль эндобдж 252 0 объект ноль эндобдж 249 0 объект ноль эндобдж 250 0 объект ноль эндобдж 255 0 объект ноль эндобдж 256 0 объект ноль эндобдж 253 0 объект ноль эндобдж 254 0 объект ноль эндобдж 248 0 объект ноль эндобдж 242 0 объект ноль эндобдж 243 0 объект ноль эндобдж 240 0 объект ноль эндобдж 241 0 объект ноль эндобдж 246 0 объект ноль эндобдж 247 0 объект ноль эндобдж 244 0 объект ноль эндобдж 245 0 объект ноль эндобдж 268 0 объект ноль эндобдж 269 0 объект ноль эндобдж 266 0 объект ноль эндобдж 267 0 объект ноль эндобдж 272 0 объект ноль эндобдж 273 0 объект ноль эндобдж 270 0 объект ноль эндобдж 271 0 объект ноль эндобдж 265 0 объект ноль эндобдж 259 0 объект ноль эндобдж 260 0 объект ноль эндобдж 257 0 объект ноль эндобдж 258 0 объект ноль эндобдж 263 0 объект ноль эндобдж 264 0 объект ноль эндобдж 261 0 объект ноль эндобдж 262 0 объект ноль эндобдж 217 0 объект ноль эндобдж 218 0 объект ноль эндобдж 215 0 объект ноль эндобдж 216 0 объект ноль эндобдж 221 0 объект ноль эндобдж 222 0 объект ноль эндобдж 219 0 объект ноль эндобдж 220 0 объект ноль эндобдж 214 0 объект ноль эндобдж 208 0 объект ноль эндобдж 209 0 объект ноль эндобдж 206 0 объект ноль эндобдж 207 0 объект ноль эндобдж 212 0 объект ноль эндобдж 213 0 объект ноль эндобдж 210 0 объект ноль эндобдж 211 0 объект ноль эндобдж 234 0 объект ноль эндобдж 235 0 объект ноль эндобдж 232 0 объект ноль эндобдж 233 0 объект ноль эндобдж 238 0 объект ноль эндобдж 239 0 объект ноль эндобдж 236 0 объект ноль эндобдж 237 0 объект ноль эндобдж 231 0 объект ноль эндобдж 225 0 объект ноль эндобдж 226 0 объект ноль эндобдж 223 0 объект ноль эндобдж 224 0 объект ноль эндобдж 229 0 объект ноль эндобдж 230 0 объект ноль эндобдж 227 0 объект ноль эндобдж 228 0 объект ноль эндобдж 137 0 объект ноль эндобдж 86 0 объект ноль эндобдж 85 0 объект ноль эндобдж 88 0 объект ноль эндобдж 87 0 объект ноль эндобдж 84 0 объект ноль эндобдж 81 0 объект ноль эндобдж 80 0 объект ноль эндобдж 83 0 объект ноль эндобдж 82 0 объект ноль эндобдж 89 0 объект ноль эндобдж 96 0 объект ноль эндобдж 95 0 объект ноль эндобдж 98 0 объект ноль эндобдж 97 0 объект ноль эндобдж 94 0 объект ноль эндобдж 91 0 объект ноль эндобдж 90 0 объект ноль эндобдж 93 0 объект ноль эндобдж 92 0 объект ноль эндобдж 67 0 объект ноль эндобдж 66 0 объект ноль эндобдж 69 0 объект ноль эндобдж 68 0 объект ноль эндобдж 65 0 объект ноль эндобдж 62 0 объект ноль эндобдж 61 0 объект ноль эндобдж 64 0 объект ноль эндобдж 63 0 объект ноль эндобдж 70 0 объект ноль эндобдж 77 0 объект ноль эндобдж 76 0 объект ноль эндобдж 79 0 объект ноль эндобдж 78 0 объект ноль эндобдж 75 0 объект ноль эндобдж 72 0 объект ноль эндобдж 71 0 объект ноль эндобдж 74 0 объект ноль эндобдж 73 0 объект ноль эндобдж 124 0 объект ноль эндобдж 123 0 объект ноль эндобдж 126 0 объект ноль эндобдж 125 0 объект ноль эндобдж 122 0 объект ноль эндобдж 119 0 объект ноль эндобдж 118 0 объект ноль эндобдж 121 0 объект ноль эндобдж 120 0 объект ноль эндобдж 127 0 объект ноль эндобдж 134 0 объект ноль эндобдж 133 0 объект ноль эндобдж 136 0 объект ноль эндобдж 135 0 объект ноль эндобдж 132 0 объект ноль эндобдж 129 0 объект ноль эндобдж 128 0 объект ноль эндобдж 131 0 объект ноль эндобдж 130 0 объект ноль эндобдж 105 0 объект ноль эндобдж 104 0 объект ноль эндобдж 107 0 объект ноль эндобдж 106 0 объект ноль эндобдж 103 0 объект ноль эндобдж 100 0 объект ноль эндобдж 99 0 объект ноль эндобдж 102 0 объект ноль эндобдж 101 0 объект ноль эндобдж 108 0 объект ноль эндобдж 115 0 объект ноль эндобдж 114 0 объект ноль эндобдж 117 0 объект ноль эндобдж 116 0 объект ноль эндобдж 113 0 объект ноль эндобдж 110 0 объект ноль эндобдж 109 0 объект ноль эндобдж 112 0 объект ноль эндобдж % PDF-1.4 % 274 0 объект > эндобдж 292 0 obj> поток xb«b««a«Sge @
Общие сведения об именах потоков — как читать обозначения потоков для национальных унифицированных потоков (UNC, UNF, UNEF, UN)
Введение
Как уже было описано в первом Являясь частью серии стандартов резьбы, в разных странах используются многочисленные стандарты резьбы. Резьба ISO (обозначенная в соответствии со стандартом DIN) используется в Европе и имеет метрические размеры, как и резьба в Великобритании (стандарты BSP).Резьба UNC-UNF имеет размеры в дюймах и используются в системах, разработанных в США. Есть и более экзотические резьбы — например, UNJF и NPT (используются в трубных системах). Каждая ветка обозначается в соответствии с определенными правилами — и в этой статье мы дадим обзор этих правил.
Обозначения резьбы по американскому стандарту
В основных американских стандартах используется следующий код: DD-PP-SS-XA / B- (LH)
DD — это наибольший диаметр резьбы. Таким образом, резьба 3/8 дюйма будет иметь 3/8 слева от спецификации резьбы.Размеры обычно указаны с полями в один дюйм (1/2, ¼, 1/8, 1/16 и т. Д.). Следует отметить, что резьбы диаметром меньше ¼ имеют специальные номера от 0 до 10.
PP обозначает количество витков резьбы на дюйм. Таким образом, -20 означает, что на каждом дюйме резьбы имеется 20 ниток.
SS — стандарт резьбы. В основном это определяется диаметром и количеством витков, но иногда существует несколько стандартов (например, UNC и UNJC), в которых используются одни и те же числа.Таким образом, это не следует упускать — это также помогает предотвратить ошибки. Если вы напишите ¼-30 –UNF рядом с вашей веткой, любой, кто взглянет на это, заметит, что что-то не так, поскольку стандарты Unified National Fine определяют 28 ниток на дюйм.
X — это уровень закрытия между наружной и внутренней резьбой, называемый классом. 1 — самая свободная резьба, что означает меньший контакт между резьбой и больший зазор. 2 — наиболее распространенный класс, а 3 — наиболее точная подгонка, используемая в точных приложениях.
A или B используется, чтобы указать, является ли это внешней или внутренней резьбой. Наружная резьба обозначена A, а внутренняя — B.
LH используется для обозначения необычной левой стороны, которая иногда используется для блокировки от силы вращения или других специальных приложений.
Примеры типовых обозначений
Итак, после прочтения вышеприведенного параграфа, вы должны знать, что:
2-56 UNF 2A означает, что это резьба # 2 (иногда ее также называют 0,086, поскольку это 0.086 дюймов) с резьбой 56 на дюйм, изготовлены, рассчитаны и проверены в соответствии с Единым национальным стандартом чистоты, и это обычная наружная резьба.
¼ -20 — UNC -3B –LH означает, что это резьба диаметром ¼ дюйма с резьбой 20 на дюйм, изготовленная в соответствии с Единым национальным грубым стандартом. Резьба внутренняя и точная, также левосторонняя.
7/8 — 20 — UNEF -2B обозначает внутреннюю нормальную прецизионную резьбу диаметром 7/8 дюйма и 20 ниток на дюйм, которая является единым национальным сверхтонким стандартом.
Левая и правая резьба застежек: использование и сравнение
Крепежные детали — это гайки, болты, винты и другие мелкие компоненты, которые удерживают машины и компоненты вместе в рабочем состоянии. Многие крепежные детали работают за счет эффективного использования резьбы (левая резьба и правая резьба), которые позволяют эффективно скручивать гайки и болты.
Но как работают потоки? Направление, в котором рабочие заворачивают и откручивают крепежные детали, во многом зависит от области применения, в которой они появляются.Кроме того, существует множество различных типов ниток для оптимизации различных способов крепления предметов. В этом блоге мы исследуем несколько из множества различных разновидностей потоков, а также их использование.
Распространенное использование и применение крепежной резьбы
Винтовая резьба помогает во многих областях, например:
- Крепление: Резьба винтов присутствует на традиционных крепежных деталях, таких как гайки, болты и винты, а также помогает соединять трубы с резьбой, шланги, крышки и приспособления
- Редуктор: Резьба винта помогает редуктору с помощью червячной передачи
- Линейное движение объекта: Крепежная резьба может использоваться для преобразования вращательного движения в линейное движение
Понимание правшей vs.Левосторонние резьбы
Терминология резьбы и различные типы
Резьба представляет собой непрерывные спиральные выступы на цилиндрических крепежных деталях. Для таких деталей, как винты, выступы будут снаружи, а у таких деталей, как гайки, выступы будут внутри цилиндрических корпусов.
Существует ряд общих терминов для описания различных аспектов потоков, которые мы определяем ниже:
- Наружная резьба: Резьба, которая наматывается на внешнюю часть стержня застежки
- Внутренняя резьба: Резьба, проходящая по внутренней части застежки
- Ось: Продольные линии, используемые для измерения длины застежки
- Шаг: Расстояние от точки одной резьбы до точки другой резьбы
- Наибольший диаметр: Наибольший диаметр внутренней или внешней резьбы
- Малый диаметр: Наименьший диаметр внутренней или внешней резьбы
Крепежная резьба: что такое винтовая резьба?
Винтовая резьба — это наклонные спирали, которые спускаются по цилиндрической поверхности таких деталей, как винты и болты.Они отвечают за преобразование энергии между вращательным и линейным движением и силой. Крепежные детали с совместимой резьбой могут обеспечить герметичное уплотнение для самого различного оборудования.
Направление винта: левая и правая резьба
Ручка винта — это направление, в котором резьба винта наматывается на вал. Правая резьба проходит по часовой стрелке, а левая — против часовой стрелки. Происхождение рукоятки нити уходит корнями в физиологию человека: винты с разной рукояткой эргономичны для людей, в зависимости от их доминирующей руки.
Большинство винтов сегодня используют правую резьбу, и редко можно найти левый винт, используемый в любом приложении, которое специально не требует этого. Однако есть некоторые приложения, в которых специально рекомендуется использовать левосторонние застежки.
Использование и применение левосторонней резьбы
Левая резьба также известна как обратная резьба. Эти резьбы используются в специализированных приложениях, в которых приложение давления вынуждает ослабить винт или болт с правой резьбой.
Некоторые области применения, в которых используется левостороннее крепление, включают:
- Автомобильная промышленность: Болты некоторых шин имеют обратную резьбу для предотвращения ослабления крутящего момента.
- Отопление и водопровод: Трубы часто имеют как правую, так и левую резьбу, чтобы обеспечить дополнительный уровень защиты от утечки
- Безопасность: Клапаны подачи газа используют левую резьбу, чтобы отличать их от клапанов, контролирующих кислород
Качественные крепежные решения от National Bolt
КомпанияNational Bolt производит нестандартные крепежи, изделия большого диаметра и многое другое на заказ, и мы гордимся своей быстрой производительностью и сроками доставки.
Если вы хотите узнать больше о наших решениях для крепления на заказ, не стесняйтесь обращаться к нам или запрашивать расценки сегодня!
Ось резьбы — обзор
Чаще всего спираль применяется для винтовой резьбы, которая следует по траектории спирали. Резьба винтов может быть левой или правой, и они показаны на рис. 15.1. Обратите внимание на наклон нити и положение указательных пальцев на каждой руке.Левая резьба используется для специальных применений, а правая резьба обычно используется для гаек и болтов. Показанная резьба имеет V-образное сечение.
Рис. 15.1.
Метрическая резьба ISO
На рисунке 15.3 показана форма метрической резьбы ISO для гайки (внутренней) и болта (внешней). В случае ореха корень на практике округляется. Для ответного болта вершина резьбы может быть закруглена в пределах максимального контура, как показано, а корень — закруглен до заданного размера.Как наружная, так и внутренняя резьба подлежат производственным допускам, и для получения полной информации следует обратиться к BS 3643–1.
Рис. 15.3. Метрическая резьба ISO
H = 0,86603 P , H / 4 = 0,21651 P , (3/8) H = 0,32476 P , (5/8) H = 0,54127 P , где P — шаг резьбы.
BS 3643–2 определяет две серии диаметров с градуированными шагами для общего использования в гайках, болтах и резьбовых соединениях: одна серия с крупным шагом, а другая с мелким шагом.Выдержка из стандарта, приведенная в Таблице 15.1, дает размеры резьбы от 1,6 до 24 мм в диаметре. Обратите внимание, что указаны первый, второй и третий варианты основных диаметров, чтобы ограничить количество размеров в каждом диапазоне.
Таблица 15.1.
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 | 11 | 12 | 13 | 14 | 15 | 16 | |||||||||||||||||
| Основные основные диаметры | Крупная серия с ступенчатым шагом | |||||||||||||||||||||||||||||||
| Выбор | Мелкая серия с постоянным шагом | |||||||||||||||||||||||||||||||
| 6 | 4 | 3 | 2 | 1.5 | 1,25 | 1 | 0,75 | 0,5 | 0,35 | 0,25 | 0,2 | |||||||||||||||||||||
| 1,6 | — | — | 0,35 | — | — | — | — | — | — | — | — | — | — | — | 0,2 | |||||||||||||||||
| — | 0,35 | — | — | — | — | — | — | — | — | — | — | — | 0,2 | |||||||||||||||||||
| 2 | — | — | 0,4 | — | — | — | — | — | — | — | — | — | 0.25 | — | ||||||||||||||||||
| — | 2,2 | — | 0,45 | — | — | — | — | — | — | 0,25 | — | |||||||||||||||||||||
| — | — | 0,45 | — | — | — | — | — | — | — | — | — | 0,35 | — | — | ||||||||||||||||||
| 3 | — | — | 0,5 | — | — | — | — | — | — | — | — | — | — | — | — | 0.35 | — | — | ||||||||||||||
| — | 3,5 | — | 0,6 | — | —— | — | — | — | — | 0,35 | — | — | ||||||||||||||||||||
| — | — | 0.7 | — | — | — | — | — | — | — | — | 0,5 | — | — | — | ||||||||||||||||||
| — | 4,5 | — | 0,75 | — | — | — | — | — | — | — | — | 0.5 | — | — | — | |||||||||||||||||
| 5 | — | — | — | — | — | — | 0,5 | — | — | — | ||||||||||||||||||||||
| 900 — | — | 5.5 | — | — | — | — | — | — | — | — | — | 0,5 | — | — | — | |||||||||||||||||
| 6 | — | — | 1 | — | — | — | — | — | — | — | 0.75 | — | — | — | — | |||||||||||||||||
| — | — | — | — | — | — | — | — | 0,75 | — | — | — | — | ||||||||||||||||||||
| 8 | — | — | 1.25 | — | — | — | — | — | — | 1 | 0,75 | — | — | — | — | |||||||||||||||||
| — | — | 9 | 1,25 | — | — | — | — | — | — | 1 | 0.75 | — | — | — | — | |||||||||||||||||
| 10 | — | — | — | — | 1,25 | 1 | 0,75 | — | — | — | — | |||||||||||||||||||||
| — | — | 11 | 1.5 | — | — | — | — | — | — | 1 | 0,75 | — | — | — | — | |||||||||||||||||
| 12 | — | — | 1,75 | — | — | — | — | 1,5 | 1,25 | 1 | — | — | — | — | — | |||||||||||||||||
| — | 14 | — | 2 | — | 1.5 | 1,25 * | 1 | — | — | — | — | — | ||||||||||||||||||||
| — | 15 | — | — | — | — | — | 1,5 | — | 1 | — | — | — | — | — | ||||||||||||||||||
| 16 | — | — | 2 | — | — | — | — | 1.5 | — | 1 | — | — | — | — | — | |||||||||||||||||
| — | — | — | — | — | 1.5 | — | 1 | — | — | — | — | — | ||||||||||||||||||||
| — | 18 | — | 2.5 | — | — | — | 2 | 1.5 | — | 1 | — | — | — | — | — | |||||||||||||||||
| 20 | — | — | 2,5 | — | — | — | 2 | 1,5 | — | 1 | — | — | — | — | — | |||||||||||||||||
| — | 22 | — | 2.5 | — | — | — | 2 | 1.5 | — | 1 | — | — | — | — | — | |||||||||||||||||
| 24 | — | — | 3 | — | — | — | 2 | 1,5 | — | 1 | — | — | — | — | — | |||||||||||||||||
Примечание : Предпочтительно выберите диаметры, указанные в столбце 1.Если они не подходят, выберите из столбца 2 или, наконец, из столбца 3.
На чертеже резьба будет обозначена буквой M, за которой следует размер номинального диаметра и требуемый шаг, например M10 × 1.
Если размер резьбы рассчитывается без привязки к шагу, например M16, то предполагается, что требуется грубая резьба.
Единая резьба
Единая система резьбы была введена Соединенным Королевством, Канадой и США для обеспечения общей стандартной резьбы для использования в трех странах.Международная организация по стандартизации (ISO) рекомендует систему как международную систему винтовой резьбы в дюймах параллельно с аналогичной системой в метрических единицах. Обе эти системы используют схожую форму профиля резьбы, которая в основном проиллюстрирована на рис. 15.4.
Рис. 15.4. Унифицированная резьба
H = 0,86603 P , R c = 0,108 P и R r = 0,144 P , где P — шаг резьбы.
Унифицированная резьба покрывается стандартом BS 1580. Обычно используются следующие типы:
- (a)
UNC — унифицированная резьба с крупным шагом с прогрессивным шагом (т.е. шаг зависит от диаметра).
- (b)
UNF — унифицированная резьба с мелким шагом, также с прогрессивным шагом.
- (c)
UN — это унифицированная резьба с постоянным шагом (например, резьба 8 UN имеет восемь ниток на дюйм независимо от диаметра).
Различные классы посадки доступны при производстве в пределах альтернативных диапазонов допусков, и они указаны в BS 1580. Обычно внутренний и внешний резьбовые соединения одного и того же класса используются вместе.
Продавцы или американская нить (рис. 15.5). Этот тип был широко используемой американской национальной резьбой до введения унифицированной национальной резьбы, как это описано в США и Канаде, или унифицированной резьбы в Великобритании.
Фиг.15.5. Продавцы или американская резьба
H = 0,866 P , H ′ = 0,6495 P , F = 0,1083 P = H /8 = H /6.
Резьба Витворта (рис. 15.6). Общая форма показанной резьбы использовалась в стандартной резьбе BSW (британский стандарт Уитворта), в тонкой форме как резьба BSF (британский стандарт тонкой очистки) и как трубная резьба в резьбе BSP (британская стандартная труба).
Фиг.15.6. Базовая форма Уитворта
H = 960491 P , h = 0,640327 P , r = 0,137329 P .
Резьба British Standard Whitworth была первой стандартной британской резьбой.
Резьба British Standard Fine относится к сечению Витворта, но с меньшим шагом. Уменьшение шага увеличивает диаметр сердечника; кроме того, можно легко произвести небольшие регулировки гайки.
Резьба British Standard Pipe используется внутри и снаружи на стенках труб.Шаг резьбы относительно мал, так что толщина трубки не уменьшается чрезмерно.
Трубная резьба подпадает под BS 21, который был принят в качестве основы для ISO 7/1, где метрические значения были преобразованием значений в дюймах для обеспечения взаимозаменяемости.
Основные формы конической и параллельной трубной резьбы Британского стандарта основаны на резьбе Витворта Британского стандарта.
Форма резьбы Витворта показана на рис. 15.6. Угол резьбы 55 ° измеряется в осевом плоском сечении, также клиновидное сечение усечено сверху и снизу на одну шестую, а вершина и корень закруглены равными дугами окружности.Теоретическая глубина резьбы показана как h = 0,640327 P , где P — шаг резьбы. В конической трубной резьбе (рис. 15.7) используется конус 1: 16, измеренный по диаметру.
Рис. 15.7. Основная форма Витворта с конической трубной резьбой
H = 0,960273 P , h = 0,640327 P , r = 0,137278 P .
Резьба Британской ассоциации (рис. 15.8). Обычно используется для размеров менее 1 / 4 дюйма.на мелких механизмах. Этот диапазон резьбы простирается до размера резьбы 0,25 мм и покрывается стандартом BS 93.
Рис. 15.8. Резьба Британской ассоциации (BA)
H = 1,1363 P , H = 0,6 P (приблизительно), R = 0,18 P , S = 0,268 P .
Примечание : BS 93 является «устаревшим» стандартом. Стандарт не рекомендуется для проектирования нового оборудования, но сохраняется для обеспечения стандарта обслуживания используемого оборудования, которое, как ожидается, будет иметь длительный срок службы.
BS 4827 определяет требования ISO к миниатюрной резьбе резьбы от 0,30 до 1,4 мм с формой 60 ° и используется в деликатных инструментах и часовом производстве.
Определение резьбы
Одним из наиболее важных элементов при проектировании и производстве прецизионных изделий является резьба. Выбор стандартных конструкций и размеров резьбы помогает получить удовлетворительную деталь по экономичной цене. Для специальной резьбы требуются специальные инструменты и калибры.
Информация о формах резьбы, размерах, большом, малом и делительном диаметрах и допусках может быть получена как для U.S., Канада и метрическая резьба от Американского национального института стандартов. Стандарты резьбы для федеральных служб описаны в Стандартах винтовой резьбы H-28 для федеральных служб, которые можно получить в Национальной службе технической информации.
Стандартный метод обозначения винтовой резьбы заключается в последовательном указании номинального размера, числа витков резьбы на дюйм, обозначения серии резьбы и обозначения класса резьбы, необязательно дополненных диаметром деления и его допуском. Пример обозначения внешней резьбы и его значение:
1/4 — 20 — UNC — 2A
Где 1/4 = | Номинальный размер |
20 = | Количество резьб на дюйм (шаг) |
UNC = | Обозначение серии резьбы |
2A = | Обозначение класса резьбы |
PD 0.2175 — 0,2147 (необязательно — требуется, если специальная резьба) PD .xxxx «- .xxxx» Перед нанесением покрытия. PD .xxxx «- .xxxx» После нанесения покрытия — необходимо для проверки
Метрическая резьбаобозначается последовательным указанием заглавной буквы » M «для метрической системы, за которой следует размер резьбы в миллиметрах,» x «для отделения размера от шага, шаг в миллиметрах, тире, а затем символ допуска шага (для обозначения степени допуска и положения допуска) и основного диаметра символ допуска (для обозначения класса допуска и положения допуска).Тогда внешняя резьба будет показана как:
M — 6X — 0,75 — 5g — 6g
Где M = | Метрическая резьба |
6X = | номинальный размер в миллиметрах |
0,75 = | количество витков на миллиметр |
5 = | класс допуска диаметра шага |
g = | положение допуска диаметра шага |
6 = | Класс допуска основного диаметра |
g = | Положение допуска основного диаметра |
При нанесении внутренней или внешней резьбы важен правильный размер эффективной (пригодной для использования) резьбы или полной резьбы.Не менее важно отметить, допускаются ли на детали частично сформированная резьба или следы инструмента. Длина без резьбы также должна быть рассчитана, особенно когда это важно для функционирования детали.
См. Чертеж № 31, где показан пример резьбы с правильным размером.
Термины, относящиеся к резьбам и калибрам
Резьбовой калибр- — это полный калибр для внутренней резьбы одно- или двухстороннего типа, содержащий ручку и резьбовой контрольный элемент или элементы с подходящими стопорными средствами.
Датчик для резьбовых колец — — это датчик для наружной резьбы, используемый для контроля размера резьбовых соединений. Американский дизайн манометра — калибры с резьбовыми кольцами типа AGD регулируются винтами, встроенными в корпус манометра. Кольцевые калибры сплошного типа не регулируются и более популярны среди международных стандартов. Оба стиля манометров имеют свои достоинства и недостатки.
1. Резьба винтовая — Резьба винтовая (далее — резьба), представляет собой гребень равномерного сечения в виде спирали на внешней или внутренней поверхности цилиндра или в виде конической спирали. на внешней или внутренней поверхности конуса или усеченном конусе.Резьба, образованная на цилиндре, известна как «прямая» или «параллельная» резьба, чтобы отличать ее от «конической» резьбы, которая образована на конусе или усеченном конусе.
2. Наружная и внутренняя резьба — Наружная резьба — это резьба на внешней поверхности цилиндра или конуса. Внутренняя резьба — это резьба на внутренней поверхности полого цилиндра или конуса.
3. Классы резьбы — Классы резьбы отличаются друг от друга величиной допуска или допуска и указанного припуска.(Ранее известные как «классы соответствия» и обозначенные в Справочнике H-28 [1944], правительственных спецификациях и т. Д.)
Резьбовые рабочие детали, болты, но и резьбовые отверстия обычно производятся в соответствии с классами резьбы, стандартизированными для промышленности и Федеральных служб, Класс 1, Класс 2 и Класс 3, для Американской национальной серии и Классы 1A, 1B, 2A , 2B, 3A и 3B для серии Unified Thread. Эти классы для пробок с резьбой ½ ”- 13 показаны на рис. 2. Класс, выбранный любым инженером-конструктором для конкретного продукта, будет зависеть от его функции в эксплуатации.
4. Большой диаметр — На прямой резьбе большой диаметр — это диаметр воображаемого коаксиального цилиндра, ограничивающего вершину внешней резьбы или основание внутренней резьбы .
5. Малый диаметр — На прямой резьбе малый диаметр — это диаметр воображаемого коаксиального цилиндра, ограничивающего основание внешней резьбы или вершину внутренней резьбы. На конической резьбе малый диаметр в данном положении на оси резьбы равен диаметру конуса малого диаметра в этом положении.
6. Диаметр шага — (простой эффективный диаметр) На прямой резьбе средний диаметр — это диаметр воображаемого коаксиального цилиндра, поверхность которого будет проходить через профили резьбы в таких точках, что составляет ширину паза, равного половине основного шага. На идеальной резьбе это происходит в точке, где ширина резьбы и канавки равна. На конической резьбе делительный диаметр в данном положении на оси резьбы равен диаметру конуса делительного диаметра в этом положении.
7. Шаг- Шаг резьбы — это расстояние, измеренное параллельно ее оси, между соответствующими точками на соседних формах резьбы в осевой плоскости и на той же стороне оси.
Шаг в дюймах = ________1________
Число ниток на дюйм
8. Свинец — Шаг — это расстояние, на которое резьбовая деталь перемещается в осевом направлении относительно неподвижной сопрягаемой детали за один полный оборот. На винте с одной резьбой шаг и шаг идентичны; на винте с двойной резьбой шаг в два раза больше шага; на винте с тройной резьбой шаг в три раза больше шага и т. д.
9. Включенный угол — Включенный угол резьбы (или угол резьбы) — это угол между боковыми сторонами резьбы, измеренный в осевой плоскости.
10. Угол подъема — На прямой резьбе угол подъема — это угол, образованный спиралью резьбы на делительной линии с плоскостью, перпендикулярной оси. Для конической резьбы угол подъема в заданном осевом положении — это угол, образованный конической спиралью резьбы на линии деления с плоскостью, перпендикулярной оси в этом положении.
11. Crest- Вершина — это поверхность резьбы, которая соединяется с боковыми сторонами резьбы и наиболее удалена от цилиндра или конуса, из которого выступает резьба.
12. Корень — Корень — это поверхность резьбы, которая соединяется с боковыми сторонами смежных резьбовых форм и идентична или непосредственно примыкает к цилиндру или конусу, из которого выступает резьба.
13. Боковая поверхность или сторона — Боковая поверхность (или сторона) резьбы — это поверхность, соединяющая гребень с основанием, пересечение которой с осевой плоскостью представляет собой прямую линию.
14. Axis- Осью резьбы является ось ее цилиндра или конуса.
15. Основание резьбы — Основание резьбы — это тот участок резьбы, который совпадает с цилиндром или конусом, из которого выступает резьба.
16. Глубина резьбы — Расстояние между вершиной и основанием резьбы, измеренное перпендикулярно оси.
17. Число ниток на дюйм — Число витков резьбы на дюйм является обратной величиной шага в дюймах.
18. Длина резьбового зацепления — Длина зацепления резьбы двух сопряженных резьб — это расстояние между крайними точками контакта на цилиндрах или конусах делительного диаметра, измеренное параллельно оси.
19. Глубина зацепления резьбы — Глубина (или высота) зацепления резьбы между двумя сопряженными резьбами — это расстояние, измеренное перпендикулярно оси, на котором их формы резьбы перекрывают друг друга.
20. Линия шага — Линия шага — это теоретическая точка на резьбе, через которую пройдет воображаемый цилиндр или конус, указанный в определении шагового диаметра.
21. Толщина резьбы — Толщина резьбы — это расстояние между боковыми сторонами резьбы, измеренное в заданном положении и параллельно оси.
22. Стойка — Ступень — это осевое расстояние между указанными контрольными точками на элементах с внешней и внутренней конической резьбой или калибрах при сборке с указанным крутящим моментом или при других указанных условиях.
Термины, относящиеся к классификации и допускам
1.Припуск — Умышленное различие размеров сопрягаемых деталей. Это минимальный зазор или максимальный зазор между сопряженными частями. Он представляет собой состояние максимально допустимой посадки, или наибольшего охватываемого элемента, сопряженного с наименьшими охватывающими элементами.
Пример:
Полудюйм, класс 1, американская национальная крупная резьба:
Минимальный средний диаметр гайки …………………………………………………………………………… …………… … 0,4500
Максимальный делительный диаметр винта ………………………………………………………………………………………….0,4478
Надбавка (положительная) ……………………………………………………………………………………………………… .0,0022
Однократная полдюйма, класс 4, американская национальная крупная резьба:
Минимальный средний диаметр гайки …………………………………………………………………………………… …… ..0.4500
Максимальный делительный диаметр винта ……………………………………………………………………………………… .0.4504
Допуск (отрицательный ) ………………………………………………………………………………………………… … 0,0004
2. Допуск — Допуск на размер — это общее допустимое отклонение его размера. Допуск — это разница между пределами размера.
Пример:
Винт полудюйма, класс 1, американская национальная серия с крупной резьбой:
Максимальный делительный диаметр ……………………………………………………………………………… ………………… 0,4478
Минимальный делительный диаметр …………………………………………………………………………………………………. 0,4404
Допуск …………………………………………………………………………………………………………………. 0,0074
3. Базовый размер — Теоретический или номинальный стандартный размер, от которого сделаны все изменения.
4. Зазор гребня — Определяется на форме винта как пространство между вершиной резьбы и основанием ее сопряженной резьбы.
5. Покрытие — Характер поверхности на резьбе или другом изделии.
6. Fit- Соотношение между двумя сопрягаемыми частями с учетом условий сборки. Качество посадки зависит как от относительного размера, так и от отделки сопрягаемых деталей.
7. Нейтральная зона — Положительный припуск. (См. «Надбавка».)
8. Пределы- Предельно допустимые размеры детали.
Пример:
Винт полудюйма, класс 1, американская национальная серия крупной резьбы:
Максимальный делительный диаметр 0.4478 ЭТО
Минимальный делительный диаметр 0,4404 ПРЕДЕЛЫ
Обозначения основных размеров
Для использования в формулах для выражения соотношений резьб винта, а также для использования на чертежах и в аналогичных целях следует использовать следующие символы:
Главный диаметр …………………………………………………………………………………………… D
Соответствующий радиус ………………… …………………………………………………………………… .d
Диаметр шага …………………………………………………… …………………………………………… .E
Соответствующий радиус …………………………………………………………………………… …………….e
Малый диаметр …………………………………………………………………………………………… K
Соответствующий радиус ……………… ……………………………………………………………………… .k
Угол резьбы …………………………………………… ……………………………………………… ..A
Половинный угол резьбы …………………………………………………………… ………………………… a
Число витков на дюйм ………………………………………………………………………………… .. .N
Число витков на дюйм …………………………………………………………………………… … n
Свинец …………………………………………………………………………………………………… ..L = 1 / N
Шаг или интервал резьбы ……………………………………………………………………………. …… p = 1 / n
Угол наклона винтовой линии ……………………………………………………………………………………………… .. с
Угол наклона спирали ………………………………………………………………… S = L / 3,14159xE
Ширина или основная плоская вершина, гребень или корень ………………………………………………………………… ..F
Глубина основного усечения …………… …………………………………………………………………… ..f
Глубина острой V-образной резьбы ……………………………………… …………………………………………… H
Глубина американской национальной и унифицированной формы резьбы ………………………………………………… h
Продолжительность участия …………………………………………………………………………………..Q
Включенный угол конуса …………………………………………………………………………………… ..Y
Половинный угол конуса ………………………………………………………………………… ..y
Символы для измерения проводов
Измерение по проволоке ………………………………………………………………………………… .M
Диаметр проволоки …………………… ……………………………………………………………………… … G
Соответствующий радиус ………………………………………… …………………………………………… .g
Метод обозначения резьбы винта с помощью символов заключается в использовании начальных букв серии резьбы, которым предшествуют диаметр в дюймах (или номер винта) и количество витков резьбы на дюйм, все арабскими цифрами.Если резьба левая, символ «LH» должен соответствовать классу резьбы.
Для обозначения правой резьбы символ не используется. Для резьбовых соединений американской национальной и унифицированной формы, но с особыми диаметрами, шагами и длинами зацепления используется символ «NS» или «UNS».
.