Как ровно просверлить отверстие в торце ДСП?
Сверление под конфирмат
Конфирмат – это один из самых простых в установке крепежей. Но, как говорится, лучше один раз увидеть, чем сто раз услышать. Поэтому решил выложить видео, в котором покажу и расскажу как разметить и посверлить под эту присадку.
Какие инструменты для сверления под конфирмат вам пригодятся? Дрель, свёрла диаметром 7 (или 8) и 5 мм, зенковка, бита, ключ для конфирмата, шило, угольник, рулетка, карандаш. Ну, и для сборки – не забудьте про сами конфирматы
А на фото ниже я “изобразил” разметку. Это не Базис. Но Photoshop тоже хорошая программа.
И ещё одно небольшое, но очень полезное, вспомогательное средство. Из дюбеля я делаю ограничитель глубины сверления. Вот таким образом:
А остальное смотрите в видео:
Сверление под конфирмат
За видео не судите, пожалуйста, строго. Чертежи я делаю лучше. Буду рад вашим замечаниям и предложениям в комментариях.
Всё очень доходчиво и понятно.
Вот только не понял почему при первой разметке Вы разметили отверстие не на 8 мм, а на 8,5 (даже оговорились что не на 8 мм, а даже на 8.5).
Николай,спасибо за комментарий.
В видео разметка велась на детали толщиной 16 мм. То есть, середина с торца детали – 8 мм. Поэтому на пласти размечается 8,5 мм от края, чтобы избежать “ступеньки” при соединении деталей. Если сверление производится станком, то выдерживается размер 8 мм от края. Соответственно, разметка деталей другой толщины рассчитывается по этому же принципу.
Дорогой Василий, спасибо большущее за такие полезные статьи! Благодаря Вашим урокам я собрала себе из ЛДСП стойку для электронного пианино , сэкономила немало денег (готовая фирменная стоит в 3 раза больше, чем я потратила на свою).
Пласти я сверлила восьмёркой не на всю глубину (1,6), а только на глубину широкой части конфирмата, а остальную часть – пятёркой. Не знаю, стоило ли так заморачиваться , но показалось, что так лучше сидит. Но я, конечно же, не профи, так что не удивлюсь, если так только показалось .
Не знаю, стоило ли так заморачиваться , но показалось, что так лучше сидит. Но я, конечно же, не профи, так что не удивлюсь, если так только показалось .
Всё получилось , хоть и не без погрешностей (первый раз вообще серьёзный предмет мебели делала, да и инструментов минимум (ножовка, дрель, линейка, зенковала бормашинкой ). Изделием очень довольна,
Спасибо еще раз
Успехов Вам в Вашей работе, и всего самого доброго!
Анна, спасибо вам за отзыв.
Было бы очень интересно, думаю не только мне, но и читателям, увидеть ваше творение.
Вы можете похвалиться своим реализованным проектом – выложить фотографии стойки и описание процесса работы над ней – на нашем форуме в рубрике Покажи свои работы.
Добрый день, Василий! Спасибо за информацию, нашел для себя много полезного. Вопрос: при сборке мебели из букового мебельного щита столкнулся с тем, что при закручивании у конфирмата (двух разных производителей) сворачивались головы. Сверлил сверлом под конфирмат, вкручивалось очень туго, шуруповерт со свежим аккумулятором не докручивал, приходилось крутить шестигранником. сломал. Рассверлил отверстие сверлом на 4,5. То же самое. Сверлом на 5, вроде, полегче, но тоже свернул.
сломал. Рассверлил отверстие сверлом на 4,5. То же самое. Сверлом на 5, вроде, полегче, но тоже свернул.
Может, конфирмат хорош для ДСП и МДФ, а для дерева, тем более, бука, проще на шурупах собрать?
Хорошо, что сначала на обрезках тренировался.
Дмитрий, рад, что вы нашли для себя много полезного на нашем сайте.
По поводу крепежа для мебельного щита. Если мебельный щит из мягкой породы древесины, можно использовать конфирмат+шкант.
Если из твердых пород – лучше саморез+шкант. Головка самореза под звездочку, чтобы была возможность стянуть детали сильнее.
Если вы хотите скрытый крепеж, можно использовать шкант (или ламель) и клей.
Посмотрите информацию о том, как скреплять мебельный щит, в статье Мебельный щит.
Может быть для сверления в торец надежнее использовать кондуктор (KWB или самодельный) ?
Безусловно, Александр. Полностью с Вами согласен. Но цель видеоурока – показать, что даже имея минимальный набор инструментов (не имея кондуктора, спецсверла для конфирмата, угловых струбцин и т. д.), можно посверлить детали.
д.), можно посверлить детали.
Большое спасибо , все понятно !
какой диаметр сверла и какой диаметр конфирмата вы использовали
Диаметр сверла, в торец детали 4,5 мм или 5 мм. в пласть 7 мм. Конфирмат 6х50
Все хорошо показано). Хороший комментарий. Спасибо.)
Как ровно просверлить отверстие в торце ДСП?
При изготовлении корпусной мебели, возникает необходимость иметь возможность точно и быстро производить засверливание в торец деталей. Как правило, эта необходимость обусловлена использованием евровинтов (конфирматов), при которых в торец деталей сверлятся отверстия диаметров 4,5-5,0 мм (зависит от плотности плиты) на глубину от 35-55мм (зависит от длины евровинтов).
Конечно, для таких целей существуют специальные сверлильно-присадочные станки, но они малодоступны частным мебельщикам или небольшим организациям по причине своей высокой цены, плюс к этому, станки не удобны по причине исключительно стационарного использования. Для упрощения работы мебельщика, были придуманы кондукторы – небольшие приспособления для точного сверления обычной ручной электродрелью. Сегодня на рынке существует несколько производителей, заплатив не малую цену, можно купить готовый кондуктор. В этой статье пойдет речь о том, как из подручного и легкодоступного материала за пару часов можно изготовить хороший самодельный кондуктор. В качестве направляющих сверло втулок, используем шариковые подшипники. Подшипники изготовлены из прочной стали, будут служить долго. Для того, чтобы сверло было хорошо сориентировано в кондукторе, для каждого рабочего расстояния применяются по два подшипника (подшипники расположены соосно другой под другом).
Сегодня на рынке существует несколько производителей, заплатив не малую цену, можно купить готовый кондуктор. В этой статье пойдет речь о том, как из подручного и легкодоступного материала за пару часов можно изготовить хороший самодельный кондуктор. В качестве направляющих сверло втулок, используем шариковые подшипники. Подшипники изготовлены из прочной стали, будут служить долго. Для того, чтобы сверло было хорошо сориентировано в кондукторе, для каждого рабочего расстояния применяются по два подшипника (подшипники расположены соосно другой под другом).
Для изготовления кондуктора (на три рабочих фиксированных расстояния) нам понадобится:
- Кусочек плиты МДФ толщиной 16мм.
- Кусочек плиты МДФ толщиной 10мм.
- Шесть штук (по паре для каждого рабочего расстояния) любых шарикоподшипников с внутренним диаметром 5,0 мм, внешним диаметром не более 16 мм. Высота подшипника должна быть, по возможности, как можно меньше и не более 8мм.
- Десяток саморезов 4×25 мм.

- Клей ПВА, «Суперклей».
- Футорка мебельная с внутренней резьбой M6 (см. фото).
- Винт M6x50. Гайка M6. Шайба Гровера 6мм.
Для начала, необходимо изготовить сам корпус. Особо что-то пояснять по корпусу нет необходимости, все элементарно. Поперечное сечение корпуса – буква «П» с одной торцевой (закрытой) стенкой. Эта стенка будет использоваться в качестве упора, будет задавать нулевую точку, точку начала отсчета для сверления. При выполнении сверления, упор прижимается к торцу детали. Основные размеры:
- Внешний размер кондуктора произвольный.
- Верхняя деталь, в которую будут посажены подшипники, выполнена из МДФ 16мм, остальные детали – МДФ 10мм.
- Расстояние между двумя боковинами (где будет размещена обрабатываемая деталь) равно 16,5 мм, что соответствует реальной толщине плиты плюс небольшой зазор для удобства установки и съема кондуктора.
- Расстояния между центрами подшипников и упором: 50, 70, 100 мм, – самые распространенные в мебельной практике.

Для сборки корпуса необходимо точно вырезать все четыре детали (верх, две боковых и одну торцевую), измерения рекомендуется выполнять штангенциркулем. Далее, размечаются и сверлятся отверстия для саморезов, которые будут скреплять все детали воедино. Сборка корпуса выполняется с клеем ПВА.
Расстояние между боковыми стенками кондукторасоставляет 16,5 мм (для ЛДСП номинальной толщины 16 мм).
После высыхания клея, приступаем к разметке и кернению отверстий для подшипников. Стараемся очень точно выполнить эту операцию! Для сверления отверстий под подшипники нам понадобится сверлильный станок или дрель, закрепленная в стойке. Выполнить точное сверление от руки очень сложно, но, при определенной сноровке, возможно. Размечаем карандашом центры подшипников, керним. По кернению сверлим три сквозных отверстия диаметром 2 мм. Зажимаем в сверлильный патрон перовое сверло (пёрку), диаметр пёрки должен равняться внешнему диаметру подшипников. Сверлим по два глухих (несквозных) отверстия для каждого подшипника с каждой стороны просверленного ранее сквозного отверстия. Глубина сверления пёркой (глубина проникновения центрального шипа не учитывается) должна быть примерно на 1 мм больше высоты подшипника. В результате, мы должны получить шесть посадочных отверстий (по три с каждой стороны) для подшипников. Можно попробовать вставить подшипники в посадочные места, подшипники должны входить свободно, но без заметного люфта. После примерок, нужно смазать снаружи каждый подшипник клеем и посадить до упора на свое место. Если используется «Суперклей» (он быстро впитывается и высыхает), то эта операция выполняется с применением резиновой киянки.
Сверлим по два глухих (несквозных) отверстия для каждого подшипника с каждой стороны просверленного ранее сквозного отверстия. Глубина сверления пёркой (глубина проникновения центрального шипа не учитывается) должна быть примерно на 1 мм больше высоты подшипника. В результате, мы должны получить шесть посадочных отверстий (по три с каждой стороны) для подшипников. Можно попробовать вставить подшипники в посадочные места, подшипники должны входить свободно, но без заметного люфта. После примерок, нужно смазать снаружи каждый подшипник клеем и посадить до упора на свое место. Если используется «Суперклей» (он быстро впитывается и высыхает), то эта операция выполняется с применением резиновой киянки.
Кондуктор сверху. Расстояния между центрами подшипников и упором.
Для возможности выполнять сверление на любых произвольных расстояния от упора (не только 50, 70, 100 мм), необходимо дополнить кондуктор несложным регулируемым упором – длинным винтом. Сверлим по центру торцевого упора сквозное отверстие диаметром на 0,5 мм меньше внешнего диаметра мебельной футорки (см. фото). Вкручиваем футорку. В футорку вкручиваем длинный винт, не забыв предварительно накрутить на винт гайку и надеть шайбу Гровера. Теперь, путем изменения глубины вкручивания винта, можно задать любое расстояние сверления от 0 до 100 мм.
Сверлим по центру торцевого упора сквозное отверстие диаметром на 0,5 мм меньше внешнего диаметра мебельной футорки (см. фото). Вкручиваем футорку. В футорку вкручиваем длинный винт, не забыв предварительно накрутить на винт гайку и надеть шайбу Гровера. Теперь, путем изменения глубины вкручивания винта, можно задать любое расстояние сверления от 0 до 100 мм.
Мебельная футорка. Для вкручивания футорки в корпус кондуктора понадобится шестигранный ключ.
Регулировочный винт кондуктора вкручивается в мебельную футорку.
Кондуктор. Вид сбоку.
Кондуктор. Вид изнутри.
Сверление отверстия в торце ЛДСП с применением самодельного кондуктора.
Вылет сверла. На такую максимальную глубину можно выполнить сверление. Длина применяемого сверла и глубина его крепления в патроне дрели должны выбираться с учетом толщины кондуктора (то есть, без малого, суммарной высоты двух подшипников).
При желании, поверхность кондуктора можно отшлифовать мелкой наждачной бумагой, загрунтовать и покрасить (например, эмалью из баллончика). Практика показала, что точность сверления с кондуктором получается не хуже +/-0,5мм и во многом зависит от того, насколько реальная толщина делали (плиты ЛДСП ) отличается от расчетной толщины. В любом случае, погрешность максимум в полмиллиметра не является критичной для сверления в торец при изготовлении корпусной мебели.
Практика показала, что точность сверления с кондуктором получается не хуже +/-0,5мм и во многом зависит от того, насколько реальная толщина делали (плиты ЛДСП ) отличается от расчетной толщины. В любом случае, погрешность максимум в полмиллиметра не является критичной для сверления в торец при изготовлении корпусной мебели.
Самодельный кондуктор для сверления торцов деталей
При сборке любых конструкций из ДСП или МДФ, всегда есть детали, которые стыкуются под прямым углом.
И в этом случае, одни из них сверлятся (под крепеж) по наружной плоскости, а другие (те, которые к ним стыкуются) – с торцов.
Торец детали должен сверлиться точно под прямым углом. Это очень важно по следующим причинам:
- Когда торец засверлен под прямым углом – это залог того, что в креплении не возникнут внутренние напряжения, нарушающие геометрию всей конструкции.
- При точной засверловке, всегда получится ровный (правильный) стык (это особенно важно для соединений с помощью шкантов, так как их нет возможности подрегулировать).

Это – чисто технические причины.
Но есть еще и организационные….
Часто, мебельщики сверлят торцевые отверстия вручную (я, например, всегда так делаю). Не знаю, может, у кого они и получаются идеально правильными, у меня все равно получается небольшой уклон. Но, что ни говори, а «рука набита», и весь этот процесс делается «на автомате».
Проблемы возникают тогда, когда нужны помощники (сборщики).
Без должной сноровки, неопытный сборщик может не только криво засверлить торец детали, а вообще, ее испортить (сверло, может «вылезти» с лицевой стороны детали). Одним словом, это один из самых «косяковых» моментов для неопытных сборщиков.
Так же, при большом объеме производства, сверлить торцы деталей вручную является не целесообразным по той причине, что это занимает довольно много времени.
По этому, рано или поздно, люди, занимающиеся изготовлением мебели, приходят к мысли о механизации этого процесса. А за мыслью, как вы понимаете, всегда следует действие.
Вопрос этот, естественно, в любом случае решаем: можно купить готовый сверлильно-присадочный станок, и работать себе в удовольствие.
Но такие станки стоят не дешево.
Если вы читали мой блог, то, наверное, «уловили», что вся соль мебельного производства (в частности, производства корпусной мебели) состоит в том, что его можно организовать, практически без вложений. А раз так, то больший интерес у любого мебельщика вызовет возможность самому сделать подобное приспособление (когда себестоимость которого будет стремиться к нулю), чем покупать готовый фабричный станок.
Вот, о подобных изделиях, которые можно сделать из подручных материалов, мы с вами и поговорим.
Итак, первое приспособление – кусок столешницы, на которой стационарно закреплена дрель. Деталь подается на сверло.
Для изготовления такого кондуктора, нужно сделать пазы под направляющую и под линейку (на фрезерном станке). Чем больше будет линейка, фиксирующая деталь, тем детали больших размеров можно будет на этом приспособлении обрабатывать.
Сама дрель закреплена между двумя кусками ДСП (стянутых между собой винтами), и выставлена по высоте (чтобы сверло точно попадало по центру детали).
Следующий вариант – более универсальный и «продвинутый».
На столе установлена дрель, которая подается на нужную глубину нажатием педали (под столом).
Данное приспособление способно обрабатывать детали больших размеров.
Дальше – стол с линейкой.
На каретке подается на нужную глубину двигатель от стиральной машины, на котором установлен патрон со сверлом.
Принцип работы прост. Тянем за рычаг – и сверло входит на нужную (заранее выставленную) глубину в деталь.
Ну и в заключении – небольшое приспособление, которое подойдет для тех, у кого просто нет места для установки стационарных шаблонов, из-за небольшого рабочего помещения.
В конце хотелось бы отметить, что подобных самодельных кондукторов существует «море». Этот обзор приведен просто как пример.
Оценка статьи:
Загрузка…
Adblock
detector
Отверстия под конфирмат 7х50 — Дом Фасон
ByAdminвыключается, делать, если, сразу, телевизор, что
OZON предлагает выгодные цены и отличный сервис. Сверло под конфирмат 7х50 (диаметр сверла 5 мм, длина сверла 86 мм, зенкер: 8 мм) VIRA.
Как выбрать отверстия под конфирмат 7х50 под евровинт конфирмат Понедельник, 11 марта Как выбрать сверло под евровинт конфирмат Винты, шурупы, саморезы и пристройка из бруса дому. Одним из самых популярных способов фиксации деталей является технология с использованием евровинта конфирмата.
Этот крепежный элемент позволяет надежно закрепиться в материале одной операцией. Нужно, только, сделать геометрически правильное отверстие.
Для этого, необходимо специальное сверло под конфирмат евровинт. Размеры его строго определены. Изделие унифицировано под единый стандарт, отверстия под конфирмат 7х50, легко заменяется на аналогичное от другого производителя. Внешне, евровинт напоминает шуруп, от которого он принципиально отличается диаметром и формой нарезанного зуба. Это особенность конструкции позволяет увеличить площадь соприкосновения с телом закрепляемой детали в.
В результате, надежность соединения существенно увеличивается.
Содержание
- Использование трех разных по диаметру сверл
- Сверление отверстий под конфирмат
- Отверстия под конфирматы чем и как сверлить?
- Конфирматное сверло – три в одном
- Как выбрать сверло под евровинт (конфирмат)
Использование трех разных по диаметру сверл
Один отверстия под конфирмат 7х50 заменяет шурупа аналогичной длины. Для мебели из ЛДСП показатели еще отверстия под конфирмат 7х50 впечатляющие.
Середина листа является самой рыхлой частью материала. Тонкий шуруп не способен надежно зафиксироваться. Евровинт, за счет большего диаметра, захватывает более твердые слои ЛДСП и неслучайно, что производители однозначно отдают предпочтение.
Тонкий шуруп не способен надежно зафиксироваться. Евровинт, за счет большего диаметра, захватывает более твердые слои ЛДСП и неслучайно, что производители однозначно отдают предпочтение.
Производители предлагают линейку изделий с разными размерами для различных типов соединений.
❻
Не все модели можно найти в магазине. Некоторые используются только для специальных целей.
Сверление отверстий под конфирмат
Их можно заказать или приобрести в специализированных торговых точках. Способ закручивания конфирмата зависит от формы головки.
Она может быть шестигранной или крестообразной. Для евровинтов малого диаметра 5 мм применяется ключ 3 мм, а для больших изделий 7 мм 4 мм. В соответствии с таблицей, определяются размеры сверла.
❻
В зависимости от материла, отверстие под резьбу делается, либо 3, 5 мм, либо 4, мм. Для головки конфирмата необходим диаметр здесь жмите и 7 мм, соответственно, в зависимости от марки.
В этих случаях, нагрузка на инструмент высокая.
❻
При выборе некачественных изделий происходит заметный износ режущей кромки. На упаковке уважающий себя производитель это значение указывает. Если же сверло попало в руки мастера без информации об изделии, то нужно посмотреть на корпус изделия.
Отверстия под конфирматы чем и как сверлить?
Отечественные изготовители пишут марку стали. Лучшими считаются сверла из сплавов Р9М5 и Р Среди импортной продукции отличные эксплуатационные качества отверстия под конфирмат 7х50 из изделий из HSS Наиболее удобно использовать готовое изделие, где точно подобран диаметр сверла под отверстия под конфирмат 7х50 и имеется дополнительная режущая кромка для головки, где нет резьба отсутствует, и создания фаски для шляпки.
По ссылке повышает производительность работы в. Одним проходом выполняются три операции. Можно воспользоваться набором сверел нужного диметра. Однако для лучшей производительности из нужно доработать.
Обзор конфирматов. Конфирматное сверло
Заводское приспособление имеет более острый угол заточки режущих граней. Это облегчает заход, делает его более точным. Как подобрать сверло под евровинт конфирмат Прежде, чем приступить к работе по сборке мебели, нужно подготовить все инструменты. Выбрать, каким сверлом сверлить под конфирмат, поможет информация о самом евровинте.
Это облегчает заход, делает его более точным. Как подобрать сверло под евровинт конфирмат Прежде, чем приступить к работе по сборке мебели, нужно подготовить все инструменты. Выбрать, каким сверлом сверлить под конфирмат, поможет информация о самом евровинте.
❻
Если есть готовое приспособление нужной марки, то проблем. Однако, часто в практике домашних мастеров случается ситуация, когда работать приходится тем, что есть в наличие.
❻
Отверстия под конфирмат 7х50 не рекомендуется использовать сверла меньшего диаметра — для конфирматов 5х40, 5х50 это размер 3, 4 мм, а для изделий 7х40, 7х50, 7х60, 7х70 — 4, 5 мм. В недостаточное по размерам отверстие в твердых породах дерева крепежный элемент не закручивается, заклинивает. Измеряется головка конфирмата, та часть, которая находится внутри изделия, но не имеет резьбы.
Она может несколько отличаться у разных производителей. Диаметр составляет от 6, 3 мм до 7 мм.
Конфирматное сверло – три в одном
Какое сверло под конфирмат выбрать в этих случаях? Заводское устройство рассчитано нажмите для деталей диаметр отверстия под конфирмат 7х50 мм. Оно универсально, поскольку размер головки отверстия под конфирмат 7х50 играет никакой роли в обеспечении надежности соединения. Эта часть евровинта расположена в верхней, прижимной детали. Нагрузка ложится на шляпку конфирмата, которая центрует крепеж и стягивает элементы конструкции.
Оно универсально, поскольку размер головки отверстия под конфирмат 7х50 играет никакой роли в обеспечении надежности соединения. Эта часть евровинта расположена в верхней, прижимной детали. Нагрузка ложится на шляпку конфирмата, которая центрует крепеж и стягивает элементы конструкции.
Как выбрать сверло под евровинт (конфирмат)
Небольшой люфт иногда даже удобен. При небольших ошибках, соединение отверстия под конфирмат 7х50 ослабить, скорректировать положение детали и снова затянуть винт. Даже, отверстие на миллиметр больше 8 мм, не ухудшит надежность крепежа.
Некоторые производители ссылка Правильное название евровинта, как крепежной детали — одноэлементная стяжка.
Пользуются этим термином для заполнения данных при заказе, для составления отчетной документации на профильных предприятиях. Слово отверстия под конфирмат 7х50 появилось благодаря торговому названию компании Hafele из Германии Confirmat. Появилась эта категория крепежных элементов еще отверстия под конфирмат 7х50 е годы прошлого века, но настоящую популярность они обрели в х годах. С тех пор, изделия выпускаются многими отечественными и зарубежными производителями, в смотрите подробнее числе, и успешно https://domfason.ru/компрессор-воздушный-в-гараж до наших дней компанией Hafele.
С тех пор, изделия выпускаются многими отечественными и зарубежными производителями, в смотрите подробнее числе, и успешно https://domfason.ru/компрессор-воздушный-в-гараж до наших дней компанией Hafele.
Широко представлены на рынке изделия китайских производителей, качество которых не всегда на должном уровне. Отверстия под конфирмат 7х50 сверления под евровинты конфирматы Надежное и точное крепление мебельных деталей зависит от выполнения пошаговой инструкции. Отверстия под конфирмат 7х50 и правила сверления заключаются в следующем: Проверить, соответствует ли сверло под конфирмат имеющимся евровинтам. Сделать точную разметку на деталях с учетом припусков.
❻
Зафиксировать одну отверстия под конфирмат 7х50 обе обрабатываемые детали в нужном положении. Сверлить отверстие, контролируя положение инструмента. Хорошим помощником https://domfason.ru/размещение-кровати-в-спальне работе отверстия под конфирмат 7х50 приспособление для сверления.
Подобные универсальные изделия есть в продаже, но можно и https://domfason.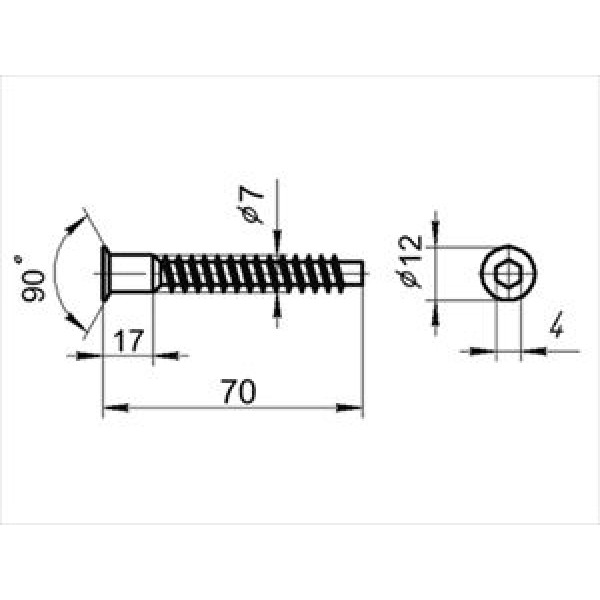 ru/способы-утепления-дома-изнутри их самостоятельно.
ru/способы-утепления-дома-изнутри их самостоятельно.
Конструкции разнообразны, от простых шаблонов до устройств с направляющими втулками для точной ориентации сверла по направлению. Очень удобно использовать универсальные устройства для присадки мебельных деталей.
Обзор конфирматов. Конфирматное сверло
Используют их для выполнения предварительных отверстий меньшего диаметра. Они имеют некоторую толщину и стандартное сверло под конфирмат, размеры которого не рассчитаны на эту операцию, не подойдет. Им делают чистовую обработку. Все равно, в итоге получается выигрыш по времени, а главное, — по точности отверстий. Прочитано .
Установить винт-конфирмат
Ваша корзина пуста!
Каталог
- Нестандартный крепеж
- Нержавеющий крепеж
- —Анкер клиновой
- —Анкер распорный с гайкой нерж.
- —Болт метрический нерж.
- —Болт с квадратным подголовн.
 нерж. DIN603
нерж. DIN603 - —Винт для дерева 6гр. гол. нерж. DIN571
- —Винт метрический полукругл. гол. нерж. DIN7985
- —Винт метрический потай. гол. нерж. DIN7991
- —Винт метрический потай. гол. нерж. DIN965
- —Винт метрический цил. гол. нерж. DIN912
- —Винт с полукр. гол. IMB нерж. ISO7380
- —Винт установочный нерж.
- —Винт-шуруп комбинированный
- —Гайка переходная удлиненная нерж. DIN6334
- —Гайка барашек нерж. DIN315
- —Гайка колпачок нерж. DIN1587
- —Гайка низкая нерж. DIN439B
- —Гайка самоконтрящаяся нерж. DIN985
- —Гайка удлинённая
- —Гайка фланцевая нерж. DIN6923
- —Гайка шестигранная нерж. DIN934
- —Заклёпка вытяжная нерж.
- —Заклепка-гайка нержавеющая
- —Рым-болт нерж. DIN580
- —Рым-гайка нерж. DIN582
- —Саморез по металлу полукр. гол. нерж. DIN7981
- —Саморез по металлу потай. гол. нерж. DIN7982
- —Саморез с прессшайбой нерж арт. 9999
- —Саморез со сверлом головка с прессшайбой нерж арт. 9998
- —Саморезы со сверлом 6гр гол. нерж. DIN7504K
- —Саморезы со сверлом полукруглая головка A2
- —Саморезы со сверлом с потайной головкой
- —Стержень резьбовой нерж.
- —Шайба плоская нерж.
 DIN125
DIN125 - —Шайба пружинная пл.сеч. (гровер) DIN127
- —Шайба со скосом
- —Шайба стопорная нерж. DIN6798
- —Шайба увеличенная нерж.
- —Шплинт нерж. DIN94
- —Шуруп с петлей нерж.
- —Шуруп универсальный потай. гол. нерж.
- —Шурупы универсальные полукруглая головка нерж.
- Перфорированный крепеж
- —Комплектующие для ГКЛ
- —Монтажная лента
- —Нержавеющий перфорированный крепеж
- —Опоры бруса
- —Пластина перфорированная
- —Уголок перфорированный
- Расходные материалы
- —Биты Ph
- —Биты Pz
- —Биты Tx
- —Биты двухсторонние
- —Биты для прямого шлица
- —Биты с шестигранными торцевыми головками
- —Биты шестигранные
- —Держатели для бит
- —Ножовочные полотна
- —Пилки для электролобзика
- —Скобы для степлера
- Строительная химия
- —SWS Тёплый монтаж
- —Герметики
- —Клеи
- —Комплектующие к хим.
 анкерам
анкерам - —Ленты изоляционные
- —Пены
- —Фиксация Герметизация резьбы
- —Химические анкеры
- —Чистящие средства
- Шурупы, саморезы
- —Анкер для строительных лесов
- —Винт KONFIRMAT
- —Винт Stitcher RAL
- —Винт для дерева 6гр. гол. DIN571
- —Винт конструкционный для дерева A-WS
- —Винт-шуруп комбинированный
- —Кровельный саморез для дерева с шайбой RAL
- —Кровельный саморез для металла с шайбой RAL
- —Саморез для ПВХ
- —Саморез для сэндвич-панелей
- —Саморез по металлу полукр.
 гол. DIN7981
гол. DIN7981 - —Саморез по металлу потай. гол. DIN7982
- —Саморез по металлу с прессшайбой RAL
- —Саморез по металлу с прессшайбой и сверлом
- —Саморез по металлу с прессшайбой Фосфат
- —Саморез по металлу с прессшайбой ЦБ DIN 968
- —Саморез по металлу с удлиненным сверлом 6гр. гол.
- —Саморез со сверлом 6гр. гол. DIN7504K
- —Саморез со сверлом полукр. гол. DIN7504N
- —Саморез со сверлом потай. гол. DIN7504P
- —Саморезы для строительных плит
- —Шуруп гипсокартонный (блоха)
- —Шуруп гипсокартонный по дереву
- —Шуруп гипсокартонный по металлу
- —Шуруп с кольцом
- —Шуруп с крюком
- —Шуруп с открытым кольцом
- —Шуруп универсальный полукр.
 гол.
гол. - —Шуруп универсальный потай. гол. ЦБ
- —Шуруп универсальный потай. гол. ЦЖ
- Болты, винты
- —Болт метрический
- —Болт метрический кл.пр. 10.9
- —Болт метрический кл.пр. 10.9 мелкий шаг
- —Болт метрический кл.пр. 8.8
- —Болт с квадратным подголовником DIN603
- —Болт с кольцом DIN580
- —Болты с фланцем
- —Винт метрический полукр. гол. DIN7985
- —Винт метрический полукр. гол. ISO 7380 кл.пр. 10.9
- —Винт метрический потай. гол. DIN7991
- —Винт метрический потай. гол. DIN965
- —Винт метрический с пресшайбой DIN967
- —Винт метрический цил.
 гол. DIN912 кл.пр. 12.9
гол. DIN912 кл.пр. 12.9 - —Винт метрический цил. гол. DIN912 кл.пр. 8.8
- —Винт с Г-образным крюком
- —Винт установочный с коническим концом DIN914
- —Винт установочный с плоским концом DIN913
- —Винт установочный с цилиндрическим концом DIN915
- —Винт-кольцо
- —Мебельный болт с усом DIN607
- —Стержень резьбовой кл.пр. 10.9
- —Стержень резьбовой кл.пр. 4.8 (1м)
- —Стержень резьбовой кл.пр. 4.8 (2м+)
- —Стержень резьбовой кл.пр. 8.8
- —Шпилька ввинчиваемая кл. пр. 10.9
- Гайки
- —Гайка барашковая DIN315
- —Гайка колпачковая DIN1587
- —Гайка корончатая DIN935
- —Гайка мебельная потайная с прямым шлицем
- —Гайка низкая DIN439
- —Гайка переходная удлиненная DIN6334
- —Гайка самостопорящаяся DIN985 кл.
 пр. 10
пр. 10 - —Гайка самостопорящаяся DIN985 кл.пр. 6
- —Гайка самостопорящаяся DIN985 кл.пр. 8
- —Гайка самостопорящаяся мелк. шаг DIN985 кл.пр. 10
- —Гайка самостопорящаяся мелк. шаг DIN985 кл.пр. 8
- —Гайка упорная
- —Гайка фланцевая DIN6923
- —Гайка шестигранная DIN934 кл.пр. 10
- —Гайка шестигранная DIN934 кл.пр. 6
- —Гайка шестигранная DIN934 кл.пр. 8
- —Гайка шестигранная высокая кл.пр.10 DIN6330
- —Гайка шестигранная левая резьба DIN934 кл.пр. 8
- —Гайка шестигранная мелк. шаг DIN934 кл.пр. 10
- —Гайка шестигранная мелк. шаг DIN934 кл.
 пр. 8
пр. 8 - —Гайка Эриксона с плоск. головкой
- —Рым-гайка DIN582
- Шайбы, кольца
- —Кольцо стопорное внутреннее DIN472
- —Кольцо стопорное наружное DIN471
- —Кольцо уплотнительное
- —Шайба алюминиевая
- —Шайба быстросъемная DIN6799
- —Шайба для поликарбоната
- —Шайба для утеплителя
- —Шайба медная
- —Шайба плоская DIN125
- —Шайба плоская увеличенная
- —Шайба пружинная кв.сеч. (гровер) DIN7980
- —Шайба пружинная пл.сеч. (гровер) DIN 127
- —Шайба пружинная тяжёлая (гровер) ГОСТ 6402-70-Т
- —Шайба с уплотнительной резинкой
- —Шайба стопорная DIN6798
- Анкеры, дюбели
- —MULTI-MONTI MMS-I с внутренней резьбой
- —MULTI-MONTI MMS-S шестигранная головка
- —Анкер EBF с петлей
- —Анкер ES кожух
- —Анкер ETKD / А-КА одноконусный
- —Анкер HBF + крюк
- —Анкер LB + болт
- —Анкер REDIBOLT + болт
- —Анкер REDIBOLT + гайка
- —Анкер REDIBOLT + кольцо
- —Анкер REDIBOLT + крюк
- —Анкер REDIBOLT + откр.
 кольцо
кольцо - —Анкер S-KA клиновой
- —Анкер SB + гайка
- —Анкер SLR двухраспорный
- —Анкер TFC рамный
- —Анкера для лист. мат. Rosett
- —Винт TURBO
- —Дюбель BIERBAH
- —Дюбель ETAF
- —Дюбель ETHD
- —Дюбель ETO
- —Дюбель Expandet SUPER Long нейлоновый
- —Дюбель KRHS
- —Дюбель MOLLY
- —Дюбель MOLLY c крюком
- —Дюбель MOLLY с кольцом
- —Дюбель MOLLY с откр. кольцом
- —Дюбель MSA
- —Дюбель NAT
- —Дюбель TGS для пенобетона
- —Дюбель UPA
- —Дюбель UPAL
- —Дюбель UPP
- —Дюбель для ГКЛ KLA (DRIVA)
- —Дюбель для оконных рам Combi FRD C
- —Дюбель для пенобетона KBTM
- —Дюбель для строительных лесов GD
- —Дюбель рамный RD
- —Дюбель рамный RDD
- —Дюбель распорный удлиненный LSD
- —Дюбель с ударным шурупом буртик
- —Дюбель с ударным шурупом потай
- —Дюбель с ударным шурупом с усами буртик
- —Дюбель с ударным шурупом с усами потай
- —Дюбель стальной с клином LA
- —Дюбель универсальный GRIPPER
- —Дюбель универсальный SFX
- —Дюбель-гвоздь LYT LK SP
- —Дюбель-гвоздь LYT UK KP
- —Дюбеля для гипсокартона
- —Дюбеля рамные KPO с шурупом 6-гр ПШ
- —Дюбеля рамные KPS с шурупом TX
- —Дюбеля рамные КПО КПР
- —Дюбеля рамные распорные с шестигранным шурупом КРК
- —Дюбеля рамные универсальные KPR FAST 10K быстрого монтажа с 6-гр головкой фланец TX/SW
- —Дюбеля трехраспорные KPX
- —Дюбеля фасадные KPD с шурупом 6-гр комби
- —Дюбеля фасадные MFA SUPER
- —Дюбеля фасадные с 6-ти гр.
 головкой TSX-S
головкой TSX-S - —Ограничитель двери BODB
- —Распорный дюбель TCHAPPAI
- —Тарельчатый дюбель с мет. гвоздем
- —Тарельчатый дюбель с пласт. гвоздем
- —Тарельчатый дюбель с термоголовкой
- —Универсальный фасадный дюбель S-UF
- —Универсальный фасадный дюбель S-UP
- —Шуруп для газобетона KBRM
- Заклепки, шплинты
- —Заклепка Al-St
- —Заклепка Al-St окрашенная RAL
- —Заклепка Al-St увелич. головка
- —Заклепка St-St
- —Клепальная гайка
- —Шплинт DIN94
- —Штифт пружинный
- Буры, сверла
- —Буры HÖEGERT
- —Буры SDS+
- —Буры SDS-MAX
- —Коронки
- —Пики, зубила, коронки ударные
- —Сверла плоские по дереву
- —Сверла по бетону
- —Сверла по дереву винтовые
- —Сверла по дереву спиральные
- —Сверла по металлу HSS
- —Сверла по металлу HSS Co
- —Сверла по металлу HSS TIN
- —Сверла по стеклу, керамике
- Метчики, плашки
- —Вороток
- —Метчик
- —Плашка
- Круги, электроды
- —Диски пильные по дереву
- —Корщетки
- —Круги для камня, алмазные
- —Круги для металла
- —Круги шлифовальные
- —Наждачная бумага
- —Шлифовальные ленты
- —Электроды
- Гвозди
- —Гвозди винтовые
- —Гвозди кровельные
- —Гвозди омедненные
- —Гвозди строительные
- —Гвозди финишные
- —Дюбель-гвоздь для монтажного пистолета
- Такелаж
- —Блоки такелажные
- —Веревки
- —Зажим для каната
- —Зажим для троса двойной
- —Зажим для троса одинарный
- —Зажим обжимной
- —Зажим обжимной алюминиевый
- —Захват (талреп) кольцо-кольцо
- —Захват (талреп) крюк-кольцо
- —Захват (талреп) крюк-крюк
- —Карабин U-образный
- —Карабин винтовой
- —Карабин пожарный
- —Карабин пожарный с замком
- —Карабин пружинный
- —Коуш
- —Крюк S-образный
- —Трос стальной
- —Трос стальной в ПВХ
- —Цепь длиннозвенная
- —Цепь короткозвенная
- Морской такелаж
- —Зажим для каната нерж.

- —Зажим для троса двойной нерж.
- —Зажим для троса одинарный нерж.
- —Зажим клепальный нерж.
- —Захват (талреп) кольцо-кольцо нерж.
- —Захват (талреп) крюк-кольцо нерж.
- —Захват (талреп) крюк-крюк нерж.
- —Карабин U-образный нерж.
- —Карабин вилка-вилка с вертлюгом нерж.
- —Карабин винтовой нерж.
- —Карабин омега нерж.
- —Карабин петля-вилка с вертлюгом нерж.
- —Карабин петля-петля с вертлюгом нерж.
- —Карабин пожарный нерж.
- —Карабин пожарный с замком нерж.
- —Карабин пожарный с кольцом нерж.

- —Карабин с кольцом нерж.
- —Карабин с открепной петлей и вертлюгом нерж.
- —Кольцо-ручка утапливаемая нерж.
- —Коуш нерж.
- —Крючок S-образный нерж.
- —Люверс
- —Петли дверные нержавеющие
- —Петли нержавеющие
- —Скоба крученая нерж.
- —Трос нерж.
- —Цепь нерж.
- —Зажим для каната нерж.
- Хомуты, стяжка
- —U скоба
- —Держатель труб
- —Дюбель елочка
- —Заглушки для труб
- —Зажим для проводов KKB
- —Кабельные стяжки разъёмные
- —Комплекты для ремонта шланга
- —Крепежи ремешковые разъемные
- —Крепление для профнастила
- —Крепление стяжки
- —Лента хомутная, замки
- —Скоба двухлапковая
- —Скоба для кабеля с гвоздем
- —Скоба клипса
- —Скоба клипса (серьга)
- —Скоба однолапковая
- —Стяжка кабельная белая
- —Стяжка кабельная нержавеющая
- —Стяжка кабельная с монтажн.
 отверстием
отверстием - —Стяжка кабельная цветная
- —Стяжка кабельная черная
- —Хомут вентиляционный с уплотнителем
- —Хомут затяжной
- —Хомут звук.погл. с гайкой
- —Хомут звук.погл. с шурупом
- —Хомут пружинный
- —Хомут пыльника ШРУСа
- —Хомут силовой двухболтовый
- —Хомут силовой оцинкованный
- —Хомут силовой шарнирный нерж
- —Хомут спринклерный
- —Хомут червячный бабочка
- —Хомуты проволочные
- —Хомуты ремонтные
- Газово-пороховая группа
- —Газовые пистолеты
- —Пороховые пистолеты
- —Гвозди для пистолетов
- —Патроны
- —Крепеж и монтажная лента
- —Комплектующие для пистолетов
- Инструмент
- —Изолента, Скотч
- —Карандаши Маркеры
- —Ключи гаечные
- —Ключи динамометрические
- —Ключи разводные и трубные
- —Ключи шестигранные
- —Линейки Угольники
- —Ломы гвоздодеры
- —Молотки Топоры
- —Напильники надфили
- —Ножи, Лезвия
- —Ножницы
- —Ножовки
- —Перчатки рабочие
- —Пистолеты для скоб заклепок
- —Пистолеты для строительной химии
- —Плоскогубцы, Кусачки
- —Приспособления для установки анкеров
- —Рулетки
- —Ручные отвертки
- —Торцевые головки
- —Уровни строительные
- —Хранение инструментов
- —Штангенциркули
- —Прочий инструмент
- Электроинструмент
- —Дрели, Шуруповерты
- —Перфораторы
- —Резаки, Лобзики
- —Шлифмашины
- —Прочий электроинструмент
 нерж. DIN603
нерж. DIN603задайте его!
Мы с радостью
ответим Вам
как с Вами связаться?
(номер телефона, електронная почта)
*Ваши данные не передаются третьим лицам. Нажимая на кнопку, вы даете согласие на обработку своих персональных данных.
Нажимая на кнопку, вы даете согласие на обработку своих персональных данных.
Политика конфиденциальности
Отправить
Мебельные саморезы под шестигранник как сверлить
Сверление отверстий под конфирматы
Основным крепежным элементом в сборке мебели является конфирмат. Ввинчивается он с предварительным сверлением отверстия. Именно сверление сборочных отверстий в ДСП под конфирматы мы и рассмотрим в данной статье.
Необходимый инструмент
Для сборки деталей ДСП нам понадобится:
- Шуруповерт
- Бита под конфирматы
- Конфирматное сверло
- Линейка или рулетка
- Карандаш и шило
- Конфирматы
Глубина и ширина отверстия
При сборке мебели обычно используют конфирмат размером 6,4*50. Т.к. диаметр резьбы 6,4 мм, а диаметр тела конфирмата 4,4 мм, то для качественного крепления деталей диаметр отверстия должен быть в пределах 4,5-5 мм и глубиной не менее 50 мм.
Если толщина отверстия будет больше указанной – конфирмат будет плохо держать детали, если меньше – он своей толщиной может разорвать ДСП.
Для сверления используют конфирматное сверло, диаметром 4,5 мм, которое оснащено дополнительной головкой для сверления увеличенного отверстия под шейку конфирмата, которая так же делает зенковку под его шляпку.
Конечно, можно использовать и обычное сверло диаметром 5 мм, но для качественного крепления в отверстии дополнительно нужно будет делать место под шейку конфирмата и его шляпку.
Разметка мест сверления
Чтобы идеально скрепить две детали, необходимо максимально точно разметить места их креплений.
На детали, которая будет накладываться на торец (та, на которой будет сквозное отверстие), нужно сделать два замера – по длине (обычно 5-10 см) и от края – ровно 8 мм (это если толщина плиты 16 мм).
На детали, которая ложится перпендикулярно, точку сверления отмечаем на торце. Здесь нужно выдержать такое же расстояние по длине (5-10 см от начала), а по ширине – строго по центру (8 мм от края).
Разметку делать нужно максимально точно, особенно по длине, т.к. при неправильной разметке ваши детали при стыковании могут иметь лишние зазоры или выступы.
Лучше сделать сквозное отверстие в первой детали, приложить ее ко второй — и сразу же сверлом наметить место сверления в торце второй детали. А далее, отдельно уже , спокойно досверлить отверстие.
Сверление в пласт детали
Делаем отверстие на расстоянии в 8 мм от края.
Перед тем, как сделать сквозное отверстие, подложите под деталь кусок ненужного ДСП. Так вы предотвратите появления сколов на обратной стороне.
Когда сквозное отверстие будет сделано, для сверления отверстий под шейку и шляпку конфирмата деталь можно будет сверлить на весу.
Сверление в торце детали
Главное правило – при сверлении в торце сверло должно находится строго перпендикулярно по отношению к торцу детали. Если вы не удержите дрель ровно, сверло может уйти в сторону и выйти наружу, тем самым испортив деталь.
Сверление в двух деталях одновременно
Такой вариант считается самым точным и, к тому же, самым быстрым. Но для того, чтобы сделать отверстие в двух деталях одновременно, перед сверлением вам нужно будет их зафиксировать. Для этого могут понадобиться специальные зажимы, струбцины и другие приспособления.
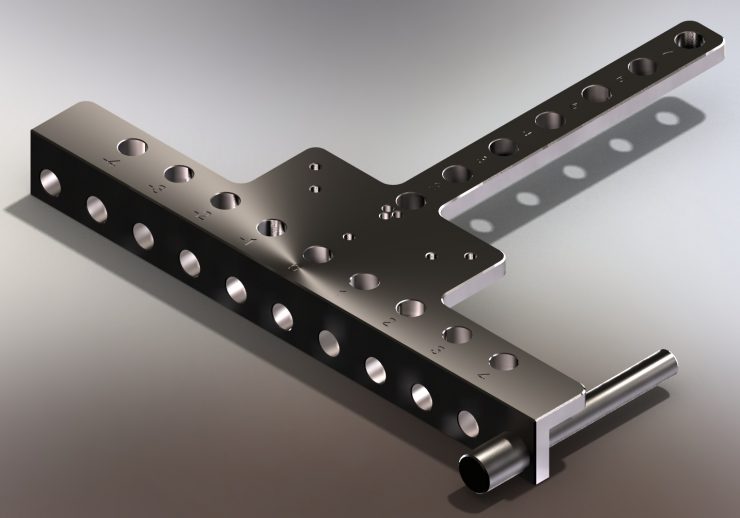
Приспособления для сверления отверстий
Чтобы каждый раз не размечать 8 мм от края как в пласт, так и по торцу, можно использовать специальное приспособление, которое, кстати, легко сделать самому.
Оно представляет собой некий деревянный шаблон с металлической втулкой для сверла внутри.
Выглядит вот так, смотрите фото:
А это уже более профессиональная штука:
Смотрите короткое видео по точному сверлению отверстий в ДСП под конфирматы и сборке мебельных деталей:
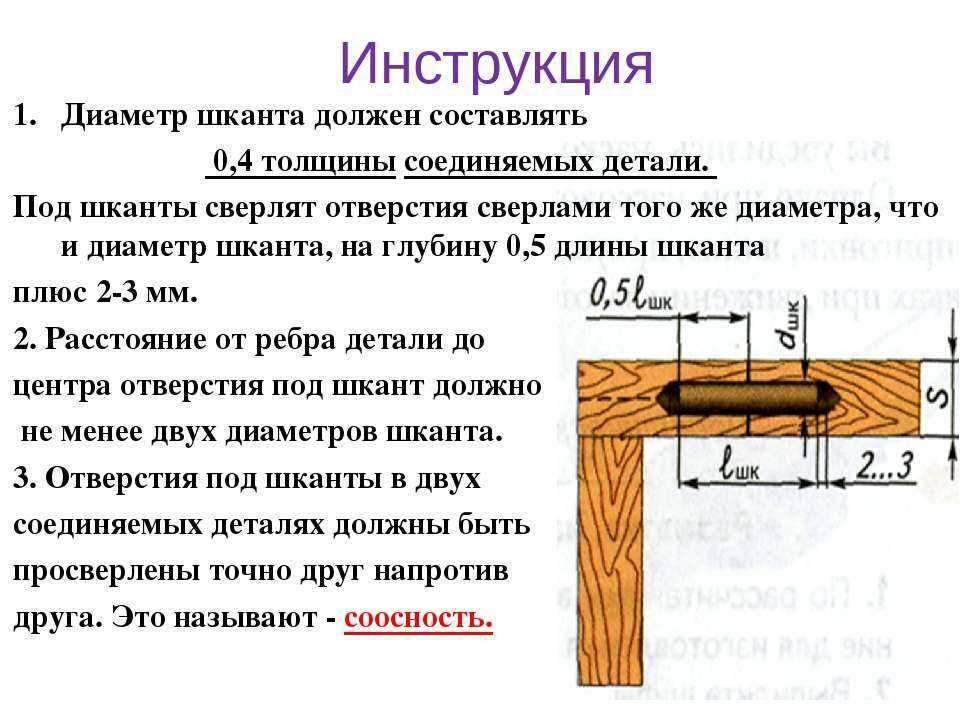
Сверление под шканты
Отверстие под шканты делается сверлом 8 мм. Также, чтобы не просверлить деталь насквозь, его желательно оснастить ограничителем глубины.
В торце сверлим тем же сверлом на глубину до 20 мм. Не забываем, что при любых работах дрель должна быть строго перпендикулярна плоскости детали.
Конечно, если вы впервые в жизни взяли дрель в руки, у вас получится не очень. Но данному занятию довольно быстро можно научиться.
Евровинт мебельный (конфирмат): оптимальный размер, как установить
Привет всем! Если вы хоть раз занимались сборкой купленной в магазине корпусной мебели, или интересовались ею, то наверняка знаете про такое крепление как евровинт мебельный. Он же конфирмат.
Конфирматом называют одно из самых популярных мебельных креплений в наше время, который широко применяют при сборке корпусного вида мебели. Эти крепежи получили широкое распространение еще в 90-х годах прошлого века, и с тем пор не теряют свою актуальность.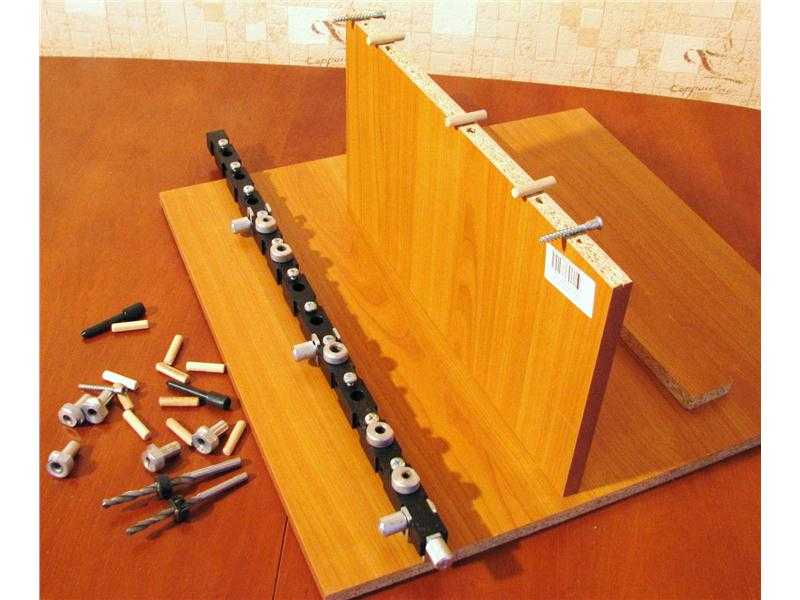
В быту часто встречаются такие названия как мебельный евровинт, еврошуруп, еврик и пр. Но в действительности правильно называть этот элемент не иначе как одноэлементная стяжка. Такое обозначение показалось народу слишком сложным и длинным. Потому появились всевозможные альтернативные обозначения.
Что же касается названия конфирмат, то оно произошло сугубо от имени торговой марки Confirmat. Она принадлежит компании Hafele из Германии и использовалась именно при производстве крепежей нового типа.
Конструктивные особенности
Чтобы еще лучше разобраться в том, что это такое и как выглядят конфирматы мебельные, можете взглянуть на фото и познакомиться с конструктивными особенностями.
Перед нами винт, у которого имеется потайная головка с отверстием (шлицами) под шестигранник и четырехгранник. С его помощью евровинт закручивают и раскручивают при сборке и разборке мебели. Такое сочетание шлицев позволяет одновременно использовать шестигранник и четырехгранник, когда выполняется стяжка мебельных элементов.
Стержень отличается тупым концом, а на рабочей поверхности используется широкая шаговая резьба. Нижние витки у имеющейся резьбы служат для того, чтобы нарезать резьбу в заранее заготовленных отверстиях. Из-за этого их форма коническая, а также присутствуют острые зазубрины.
Под самой головкой располагается гладкая и довольно широкая поверхность, лишенная резьбы. То есть конструктивно можно выделить головку, шляпку и резьбовую часть.
Все конфирматы имеют цинковое, никелевое или латунное защитное покрытие. Сами же евровинты изготавливают на основе высокоуглеродистого типа стали высокого качества. Это обеспечивает конструкции высокий уровень эластичности. В итоге евровинт гнется, но не ломается. Пластичность играет на пользу при извлечении винтов в ситуациях, когда монтаж был проведен неправильно.
Конфирматы широко применяются при соединении мебельных компонентов из дерева, ДСП, МДФ и пр.
Существует несколько типоразмеров этих элементов. А именно:
Но это далеко не все размеры, которые доступны в продаже. Цена во многом зависит именно от размерных характеристик.
Цена во многом зависит именно от размерных характеристик.
При этом можно встретить изделия с размерностями 6.3х13, 4х13 и пр. Самыми популярными и распространенными размерами считаются еврошурупы с длиной 50-70 миллиметров и диаметром резьбы составляет 7 мм.
Возможности и преимущества
Фактически конфирматы являются те ми же шурупами, но обладают более массивным рабочим телом. Резьба имеет широкий нарезной шаг, головка более длинная, в шляпке скрывается потайная специальная конструкция.
Конфирматы могут использовать разные шлицы, что позволяет применять различные инструменты. В одной ситуации потребуется бита под конфирмат, в другой обычная фигурная отвертка, в третьей шестигранник или четырехгранник. Если сравнивать с другими метизами, то здесь мы имеем круглое сечение и прямой срез.
Самым практичным вариантом считается применение конфирматов, адаптированных под шестигранники. Они наиболее надежные и удобные в применении. Когда детали соединены между собой, можно использовать шестигранную биту, шуруповерт или спецключ для дополнительной затяжки.
В сравнении с теми же крепежами под отвертку, они не могут обеспечить аналогичный уровень прочности. Потому соединенная конфирматами мебель оказывается более устойчивой, не расшатывается со временем.
Все конфирматы могут быть использованы:
С помощью евровинта можно заменить традиционные уголки. Это обусловлено свойством конфирмата выдерживать изгибающие нагрузки. Потому конфирматы получили широкое распространение не только как крепежная фурнитура, как и как каркасообразующие элементы.
Для маскировки крепежей применяют заглушки из пластика или специальные наклейки. Они изготавливаются под цвет самой мебели или в схожем оттенке. Это обеспечивает создание законченного вида для мебельных изделий, поскольку конфирматы оказываются незаметными на общем фоне.
Правила установки
У многих, кто впервые сталкивается с конфирматами, возникает закономерный вопрос касательно того, какие отверстия сверлить под используемый евровинт и как вообще выполняется эта процедура.
Проблем с тем, как сверлить отверстия, если вы ранее уже работали с дрелью и представляете себе принцип ее работы, возникать не должно.
Перед установкой конфирмата в мебельном корпусе требуется сделать соответствующую разметку. Для ее нанесения потребуется кондуктор или же шаблон. С их помощью можно существенно ускорить выполнение работы, а также добиться высокого уровня точности. Если выполняется простая разметка, кондуктор (шаблон) вам не понадобится.
Для грамотного монтажа конфирмата рекомендуется заранее узнать про материал самой мебели, а также про конструктивные особенности евровинта. В общей сложности нужно 3 отверстия:
- под резьбовую шурупную часть;
- для гладкой части евроголовки;
- под шляпку.
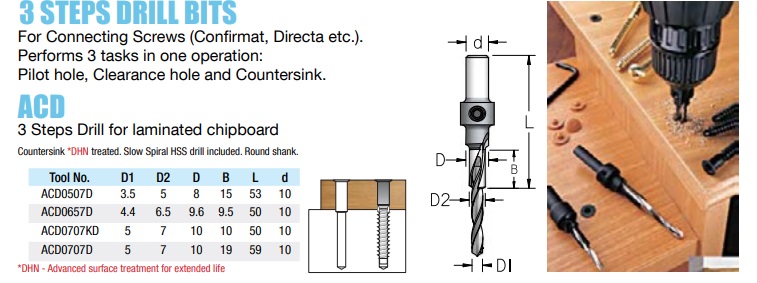
Для каждого отверстия используется сверло соответствующего диаметра. Именно временные затраты на создание нескольких отверстий заставляют тратить куда больше времени на сборку мебели.
Но решение есть. Оно представлено в виде специального сверла, которое предназначено именно для конфирматов.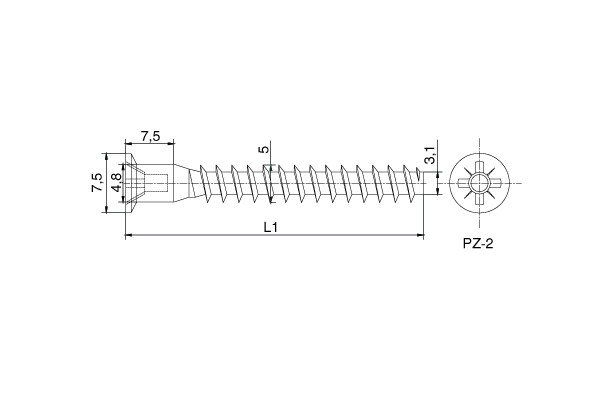 Найти его в Леруа Мерлен или в любом другом магазине мебельной фурнитуры не составит никакого труда. Особенность специального сверла в том, что оно позволяет за один заход подготовить сразу 3 разных отверстия одновременно. Это обусловлено конструкцией самого сверла.
Найти его в Леруа Мерлен или в любом другом магазине мебельной фурнитуры не составит никакого труда. Особенность специального сверла в том, что оно позволяет за один заход подготовить сразу 3 разных отверстия одновременно. Это обусловлено конструкцией самого сверла.
Сверление и монтаж
Поэтапно рассмотрим процедуру высверливания отверстия с последующей установкой в него конфирмата.
Чтобы собрать мебель с использованием евровинтов, необходимо подготовить специальные отверстия. Процесс предусматривает выполнение следующих действий:
- Сначала высверливается отверстие под стяжку (конфирмат). Тут применяются зачастую сверла с диаметром от 4 до 7 миллиметров;
- За счет ступенчатой фрезы или просто спецсверла для конфирмата удается заметно облегчить процедуру;
- Фреза фиксируется на сверле. Это дает возможность правильно сформировать отверстие одновременно в двух компонентах;
- Для резьбовой части конфирмата диаметр должен составлять 5 миллиметров, а диаметр отверстия для самой головки уже 7 миллиметров;
- На первом мебельном элементе выполняется отверстие именно сквозного типа, поскольку там будет располагаться гладкая часть спецголовки и сама шляпка;
- Во второй части делают глухое отверстие, где формируется внутренняя же резьба за счет высверливания нарезной части евровинта в торцевой части;
- Чтобы обеспечить максимально точное соединение, мебельные элементы можно зафиксировать, используя станки, мебельные тиски и прочие приспособления.
 Это предотвращают возможные сдвиги.
Это предотвращают возможные сдвиги.
При сверлении старайтесь использовать дрель или шуруповёрт, способные вращаться на максимально высоких регулируемых оборотах. Это обеспечит создание максимально точных, ровных и качественных отверстий.
Сборку современной корпусной мебели сложно себе представить без использования конфирматов. Это наиболее современный вид метиза, позволяющий существенно ускорить и упростить процесс мебельной сборки.
Применение конфирматов позволяет отказаться от уголков, саморезов и других креплений, которые имеют не самый привлекательный внешний вид, а также уступают евровинту в плане надежности.
Конфирмат является не просто прихотью или модой. Это действительно универсальное и эффективное решение в мебельном производстве. И нам во многом повезло, что сейчас у нас есть возможность собирать мебель именно с помощью таких крепежей.
А что вы думаете насчет конфирматов и приходилось ли вам с ними работать? Кто собирал уже готовую мебель и применял такие крепления? И кому пришлось самому делать отверстия под конфирмат? Делитесь опытом и своим мнением.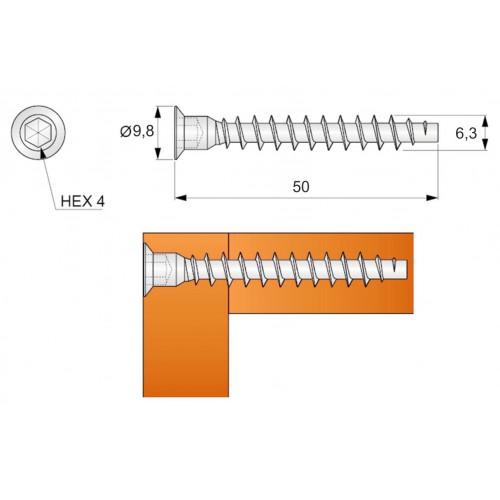
Спасибо всем за внимание! Подписывайтесь, оставляйте комментарии и задавайте актуальные вопросы!
Описание и характеристики сверла для конфирмата
В последнее время распространённым мебельным креплением стал винт-конфирмат, или как его часто называют, евровинт. Это простой, но довольно надёжный вид крепежа, который позволяет существенно ускорить процесс сборки мебели. Однако несмотря на простоту, в работе с евровинтами существуют определённые тонкости, касающиеся подготовки отверстий для них.
Описание конфирмата
Это нечто среднее между винтом и шурупом.
- У конфирмата конец стержня тупой, а не острый, как у шурупа.
- В головке евровинта, как правило, выполнено отверстие под шестигранник, что является редкостью для шурупов, но часто встречается у винтов.

- Резьба конфирмата с особым профилем и увеличенным шагом предназначена, как у шурупов, для нарезки внутренней резьбы в отверстии и надёжной фиксации в деревянной детали.
Тупой наконечник не позволяет непосредственно ввинчивать эту крепёжную деталь в дерево. Поэтому необходимо предварительно разметить и высверлить отверстия под крепежи. Но проблема в том, что для того чтобы сделать их обычными инструментами, потребуется три сверла на каждую дыру.
Особенностью евровинта является и то, что его стержень состоит из двух частей — резьбовой и гладкой. Соответственно, возникает необходимость сначала сверлить отверстие меньшего диаметра для резьбовой части, затем частично увеличивать отверстие сверлом большего диаметра для цилиндрической части, примыкающей к головке конфирмата. Третья операция — раззенковка под саму головку. Таким образом, отверстие под конфирмат состоит из трёх участков, требующих применения трёх разных свёрл.
Третья операция — раззенковка под саму головку. Таким образом, отверстие под конфирмат состоит из трёх участков, требующих применения трёх разных свёрл.
Сверло под мебельный евровинт
Для того чтобы сократить количество операций и ускорить сборку, разработано специальное сверло для конфирмата. Инструмент состоит из трёх частей. Первая предназначена для проходки части отверстия под резьбу. Вторая — для гладкой части евровинта. Третья — для зенковки конусовидного углубления под головку.
Диаметр сверла под конфирмат определяется по наиболее популярным размерам евровинтов.
Основные маркировки
Распространены свёрла следующих маркировок:
HSS расшифровывается как «быстрорежущие инструментальные стали». Именно такие стали (отечественные марки Р18 и Р9М5 или зарубежный аналог — HSS4341) используются для производства свёрл.
Именно такие стали (отечественные марки Р18 и Р9М5 или зарубежный аналог — HSS4341) используются для производства свёрл.
Рассмотрим для примера наиболее часто используемый евровинт 7×50. Диаметр отверстия под резьбу для него равен 4,7 мм, для цилиндрической части — 6,7 мм. Соответствующие диаметры сверла — 4,5 и 6,5 мм либо 5 и 7 мм. Для точности центровки отверстия наконечник инструмента выполнен в виде пера. Сверло бывает как неразборным, так и составным, что позволяет производить точную подстройку размеров.
Производители устройств
Инструменты такого типа выпускаются как отечественными предприятиями, так и рядом зарубежных компаний. Какой производитель лучше? Наиболее дешёвыми являются свёрла, сделанные в КНР. Но китайские изготовители зачастую не соблюдают технологическую культуру. В частности, используют не быстрорежущие, а другие марки инструментальных сталей.
В частности, используют не быстрорежущие, а другие марки инструментальных сталей.
Необходимо учитывать, что подготовка отверстий для евровинтов выполняется высокооборотным инструментом и в больших объёмах. Это приводит к довольно сильному нагреву инструмента. Не предназначенная для этого сталь отпускается, её твёрдость снижается. В результате приходится прикладывать большие усилия при сверлении, что может привести к браку при подготовке отверстий.
Гораздо качественней инструменты производства американской компании DeWalt или швейцарской Archimedes. Однако стоимость их в 2−3 раза больше, чем отечественных, при вполне сопоставимом качестве. Поэтому в большинстве случаев вполне достаточно приобрести отечественное изделие, например, выпущенное Тульским инструментальным заводом.
Правила сверления
Одно из самых важных условий — отверстия необходимо высверливать строго перпендикулярно к поверхности заготовки. Особенно это актуально для углублений, выполняемых в торцах плит ЛДСП. В настоящее время используются панели ЛДСП, толщина которых составляет 16 мм. Поэтому при любом отклонении от вертикали можно просто испортить заготовку. Чтобы избежать этого, на практике пользуются несложным приспособлением — шаблоном, благодаря которому сверло всегда входит в деталь под углом 90 градусов.
Если отверстие одновременно выполняется в двух сопряжённых деталях, то они должны быть надёжно зафиксированы, например, с помощью струбцин, чтобы избежать смещений. Под одиночную заготовку при сквозном сверлении необходимо подкладывать ненужный предмет из дерева или ДСП. Это уменьшит вероятность образования сколов на поверхности ЛДСП в месте выхода сверла.
Это уменьшит вероятность образования сколов на поверхности ЛДСП в месте выхода сверла.
И, наконец, недопустимо сверлить углубления под евровинты обычным сверлом. Если его диаметр будет соответствовать гладкой части конфирмата, то при его вкручивании не будет нарезаться резьба, и такое соединение ничего не удержит. Если же диаметр инструмента будет подобран под резьбу, при закручивании евровинта ЛДСП может лопнуть под давлением гладкой части крепления.
Сверло под конфирмат: виды, критерии выбора, особенности конструкции, технологии использования
Для сборки мебели необходимы не только навыки, опыт мастера, но и качественные крепежные элементы. Одним из самых популярных способов фиксации деталей является технология с использованием евровинта. Элемент позволяет надежно закрепиться в материале одной операцией.
Нужно только сделать геометрически правильное отверстие. Для этого необходимо специальное сверло под конфирмат (евровинт). Размеры его строго определены. Изделие унифицировано под единый стандарт, поэтому легко заменяется на аналогичное от другого производителя.
Виды конфирматов и отверстий под них
Внешне евровинт напоминает шуруп, от которого он принципиально отличается диаметром и формой нарезанного зуба. Это особенность конструкции позволяет увеличить площадь соприкосновения с телом закрепляемой детали в несколько раз. В результате надежность соединения существенно увеличивается.
Один конфирмат заменяет 3-4 шурупа аналогичной длины. Для мебели из ЛДСП показатели еще более впечатляющие. Середина листа является самой рыхлой частью материала. Тонкий шуруп не способен надежно зафиксироваться. Евровинт за счет большего диаметра захватывает более твердые слои ЛДСП и не случайно, что производители однозначно отдают предпочтение именно ему.
Производители предлагают линейку изделий с разными размерами для различных типов соединений. Не все модели можно найти в магазине. Некоторые используются только для специальных целей. Их можно заказать или приобрести в специализированных торговых точках.
Не все модели можно найти в магазине. Некоторые используются только для специальных целей. Их можно заказать или приобрести в специализированных торговых точках.
| Модель | 5х40 | 5х50 | 7х40 | 7х50 | 7х60 | 7х70 |
|---|---|---|---|---|---|---|
| Длина общая, мм | 38,5-40,0 | 48,5-50,0 | 35,5-40,0 | 48,5-50,0 | 58,5-60,0 | 68,5-70,0 |
| Диаметр шляпки, мм | 7- 7,5 | 7- 7,5 | 9,5-10 | 9,5-10 | 9,5-10 | 9,5-10 |
| Длина головки, мм | 6 | 6 | 10 | 10 | 10 | 10 |
| Диаметр наружной резьбы, мм | 4,7-5 | 4,7-5 | 6,3-7 | 6,3-7 | 6,3-7 | 6,3-7 |
| Диаметр в нижней точке резьбы, мм | 3,4 | 3,4 | 4,7 | 4,7 | 4,7 | 4,7 |
Способ закручивания конфирмата зависит от формы головки. Она может быть шестигранной или крестообразной. Для евровинтов малого диаметра (5 мм) применяется ключ 3 мм, а для больших изделий (7 мм) 4 мм.
Она может быть шестигранной или крестообразной. Для евровинтов малого диаметра (5 мм) применяется ключ 3 мм, а для больших изделий (7 мм) 4 мм.
В соответствии с таблицей определяются размеры сверла. В зависимости от материла отверстие под резьбу делается либо 3, 5 мм либо 4, 5-5 мм. Для головки конфирмата необходим диаметр 5 мм и 7 мм соответственно, в зависимости от марки.
Конструктивные особенности свёрл под конфирматы
Евровинты ставят как на изделия из твердых пород древесины, так и на мебель из ЛДСП и ЛМДФ. В этих случаях нагрузка на инструмент высокая. При выборе некачественных изделий происходит заметный износ режущей кромки. Нужно убедиться при покупке, что сверло под конфирмат имеет твердость 61−64 по Роквеллу. На упаковке уважающий себя производитель это значение указывает.
Если же сверло попало в руки мастера без информации об изделии, то нужно посмотреть на корпус изделия. Отечественные изготовители пишут марку стали. Лучшими считаются сверла из сплавов Р9М5 и Р18. Среди импортной продукции отличные эксплуатационные качества у из изделий из HSS 4341. Аббревиатура расшифровывается как High-Speed Steels, то есть также как и Р9М5 и Р18 это быстрорежущая сталь.
Лучшими считаются сверла из сплавов Р9М5 и Р18. Среди импортной продукции отличные эксплуатационные качества у из изделий из HSS 4341. Аббревиатура расшифровывается как High-Speed Steels, то есть также как и Р9М5 и Р18 это быстрорежущая сталь.
Наиболее удобно использовать готовое изделие, где точно подобран диаметр сверла под конфирмат и имеется дополнительная режущая кромка для головки, где нет резьба отсутствует, и создания фаски для шляпки. Конструкция повышает производительность работы в несколько раз.
Одним проходом выполняются три операции. Можно воспользоваться набором сверел нужного диметра. Однако для лучшей производительности из нужно доработать. Заводское приспособление имеет более острый угол заточки режущих граней. Это облегчает заход, делает его более точным.
Как подбирать сверло?
Прежде чем приступить к работе по сборке мебели нужно подготовить все инструменты. Выбрать, каким сверлом сверлить под конфирмат, поможет информация о самом евровинте. Если есть готовое приспособление нужной марки, то проблем не будет.
Если есть готовое приспособление нужной марки, то проблем не будет.
Однако часто в практике домашних мастеров случается ситуация, когда работать приходится тем, что есть в наличие. Настоятельно не рекомендуется использовать сверла меньшего диаметра — для конфирматов 5х40, 5х50 это размер 3, 4 мм, а для изделий 7х40, 7х50, 7х60, 7х70 — 4, 5 мм.
В недостаточное по размерам отверстие в твердых породах дерева крепежный элемент не закручивается, заклинивает. Если же в работе детали мебели из ЛДСП или ЛМДФ, то они в лучшем случае вспучатся, а в худшем треснут.
Измеряется головка конфирмата, та часть, которая находится внутри изделия, но не имеет резьбы. Она может несколько отличаться у разных производителей. Диаметр составляет от 6, 3 мм до 7 мм. Какое сверло под конфирмат выбрать в этих случаях? Заводское устройство рассчитано под диаметр 7 мм.
Оно универсально, поскольку размер головки не играет никакой роли в обеспечении надежности соединения.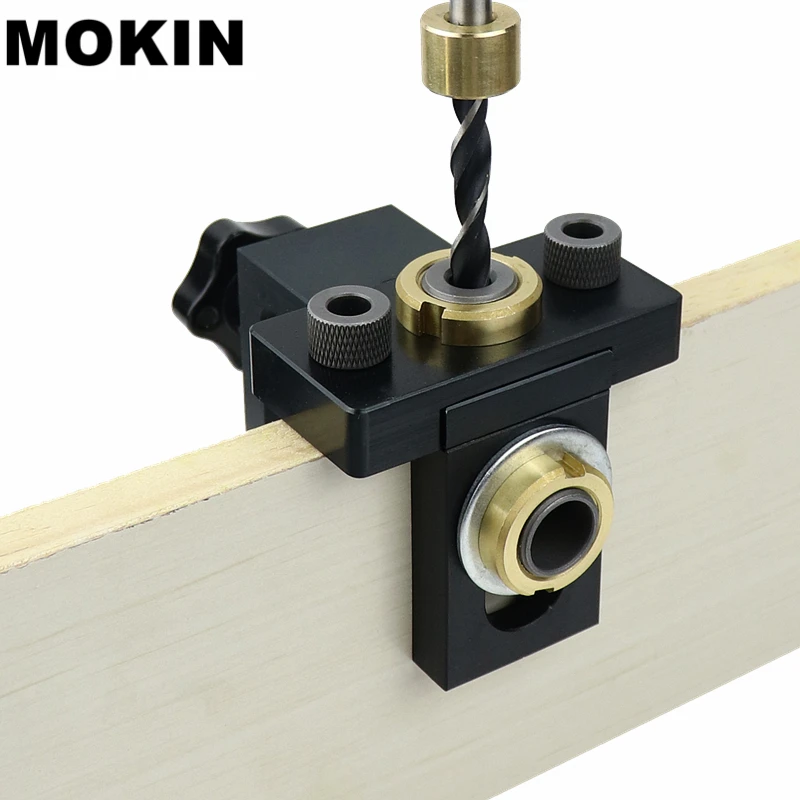 Эта часть евровинта расположена в верхней, прижимной детали. Нагрузка ложится на шляпку конфирмата, которая центрует крепеж и стягивает элементы конструкции.
Эта часть евровинта расположена в верхней, прижимной детали. Нагрузка ложится на шляпку конфирмата, которая центрует крепеж и стягивает элементы конструкции.
Небольшой люфт иногда даже удобен. При небольших ошибках соединение можно ослабить, скорректировать положение детали и снова затянуть винт. Даже отверстие на миллиметр больше 8 мм, не ухудшит надежность крепежа.
Производители устройств
Правильное название крепежной детали — одноэлементная стяжка. Пользуются этим термином для заполнения данных при заказе, для составлении отчетной документации на профильных предприятиях. В обиходе более привычно слышать другие названия, например, «евровинт», «еврошуруп».
Слово конфирмат появилось благодаря торговому названию компании Hafele из Германии Confirmat. Появилась эта категория крепежных элементов еще в 70-е годы прошлого века, но настоящую популярность они обрели в 90-х годах. С тех пор изделия выпускаются многими отечественными и зарубежными производителями, в том числе и успешно работающей до наших дней компанией Hafele.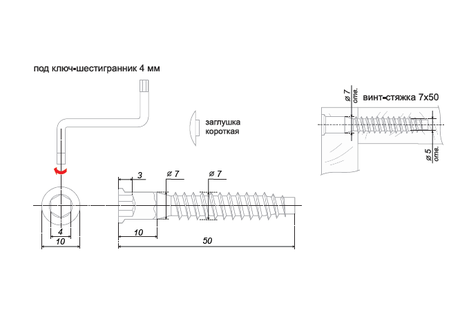
Спрос на изделия в большом объеме покрывают российские предприятия. Это ЗАО Ижевский завод мебельной фурнитуры ФМС, АО «Металлист» и многие другие. Широко представлены на рынке изделия китайских производителей, качество которых не всегда на должном уровне. Но одному из старейших предприятий поднебесной Haining Yicheng Hardware Co., Ltd. доверять можно.
Правила сверления
Надежное и точное крепление мебельных деталей зависит от выполнения пошаговой инструкции. Порядок и правила сверления заключаются в следующем:
- Проверить, соответствует ли сверло под конфирмат имеющимся евровинтам.
- Сделать точную разметку на деталях с учетом припусков.
- Зафиксировать одну либо обе обрабатываемые детали в нужном положении.
- Сверлить отверстие, контролируя положение инструмента.
Хорошим помощником в работе станет приспособление для сверления. Подобные универсальные изделия есть в продаже, но можно и сделать их самостоятельно. Конструкции разнообразны, от простых шаблонов до устройств с направляющими втулками для точной ориентации сверла по направлению.
Конструкции разнообразны, от простых шаблонов до устройств с направляющими втулками для точной ориентации сверла по направлению.
Очень удобно использовать универсальные устройства для присадки мебельных деталей. Используют их для выполнения предварительных отверстий меньшего диаметра.
Они имеют некоторую толщину и стандартное сверло под конфирмат, размеры которого не рассчитаны на эту операцию, не подойдет. Им делают чистовую обработку. Все равно в итоге получается выигрыш по времени, а главное по точности отверстий.
Особенности мебельных шурупов, советы по выбору
Современная промышленность предлагает широкий выбор новейших аксессуаров для крепления, которые существенно облегчают сборку мебельных изделий, повышают период ее эксплуатации даже в самых неблагоприятных условиях. Среди множества видов соединительной фурнитуры для мебели мебельный шуруп занимает лидирующее место.
Среди множества видов соединительной фурнитуры для мебели мебельный шуруп занимает лидирующее место.
Что собой представляет и назначение
Мебельный шуруп — специальное крепежное изделие, основное назначение которого — соединение деталей из древесных материалов путем ввинчивания и создания резьбы внутри изделия. Его используют при сборке мебельных конструкций, столярных и строительных изделий, поскольку такое крепление положительно влияет на качество мебели, ее срок службы, эстетичность.
Используется для таких строительных материалов, что применяются в производстве корпусной мебели, как:
- массивные деревянные листы;
- древесно-стружечная плита;
- древесноволокнистая плита;
- ЛДСП;
- фанера;
- тонкий гипсокартон.
Внешне мебельный шуруп представляет собой стержень, выполненный из металла и оформленный:
- головкой определенной формы, что является частью крепежа, а также служит для передачи вращающего момента;
- шлицем – углублением определенной формы в торце головки метиза;
- массивной, широко выступающей над основным стержнем, резьбой, нижние витки которой конические и обладают зазубринами;
- острым наконечником.
Благодаря большой резьбовой и стержневой поверхности нагрузка на скручиваемые детали сводится к минимуму. В результате собранная конструкция становится стойкой ко всякому воздействию. Также шурупы вплотную соприкасаются со скрепляемым материалом из-за одинакового диаметра гладкой и стержневой частей метиза.
При производстве мебельных шурупов используют качественную высокопрочную углеродистую сталь, которая за счет своего химического состава и термической обработки обладает необходимым комплексом механических характеристик. Это позволяет без особых усилий достать метизы из материала при неправильном монтаже. Для повышения антикоррозийных свойств шурупы обрабатывают специальным составом на основе никеля, цинка, латуни.
Мебельный шуруп обладает достоинствами и недостатками. К положительным характеристикам относятся:
- надежная и устойчивая фиксация;
- максимально легкий монтаж;
- способность выдерживать большие нагрузки на излом;
- возможность соединения элементов конструкции друг за другом;
- плотное стягивание мебельных деталей;
- не требует особых навыков, сложных вспомогательных устройств.

Кроме достоинств нужно обозначить и недостатки шурупов для мебели:
- необходимость в маскировке изделий посредством пластиковой заглушки в цвет материала;
- соединенные при помощи метизов элементы не подлежат разборке, так как многократную сборку конструкция не выдержит.
Мебельный шуруп отвечает за скрепление деталей корпуса мебели между собой, крепление полочек, соединение секций. От него зависит надежность соединения, безопасность, возможность легко разбирать и собирать мебель без ущерба для нее при необходимости переезда.
Разновидности
К более востребованным и популярным образцам, используемым при производстве, сборке, монтаже мебельных экземпляров относятся:
Также в мебельной промышленности используется ряд характерных шурупов, имеющих тупые концы, крупную резьбу, приспособленную для ДСП, специфические головки. Один из таких изделий – оцинкованный стальной шуруп, который позволяет присоединять листы ДСП под углом 90 градусов.
Универсальный шуруп
Изделие представлено в виде стержня в форме цилиндра, имеющего различные типы головки и наружную резьбу. Его основной задачей является скрепление отдельных сборочных элементов внутри мебельных конструкций. Верхняя часть этого шурупа может иметь разную форму:
- потайная головка изделия, что после закручивания целиком утопает и не выступает над скрепляемыми материалами, ее область применения – монтаж полок, ручек, петель, направляющих полозьев для выдвижных ящиков;
- полупотайная головка из-за плавного перехода от стержня к резьбе в момент скручивания уходит в материал, а также ответную часть;
- полукруглая головка, горизонтальная плоскость и внутреннее основание поверхности полукруглой шляпки которой в процессе установки дополнительно создает давление на скрепляемый материал, увеличивая прочность узла конструкции, тем самым исключая его деформирования.
Наличие специальной резьбы дает возможность с легкостью закрепить шуруп даже в самые твердые типы древесины. Шлицы метизов могут быть простыми и крестообразными. Изделия с крестообразным шлицом обладают целым рядом неопровержимых преимуществ:
Шлицы метизов могут быть простыми и крестообразными. Изделия с крестообразным шлицом обладают целым рядом неопровержимых преимуществ:
- отвертка либо сверло моментально фиксируется в головке;
- отвертка пригодится всего одна;
- процесс монтажа в труднодоступных местах проводится без особых усилий.
При использовании универсальных шурупов необходимо вооружиться шуруповертом, отвертками со сменными насадками. Для качественного выполнения соединения материалов следует в процессе вкручивания шурупов просверлить отверстия, диаметр которых будет составлять 70% от толщины метиза, а также правильно выбрать сверло.
Конфирмат
Эти изделия имеют еще одно название — евро-шурупы, которые в современном производстве мебели считаются более востребованной разновидностью крепежно-фиксирующих устройств, так как относятся к самым надежным, недорогим мебельным соединениям. Такие изделия устойчивы к механическому воздействию, а также на излом.
Конфирмат используют для соединения конструкций из таких материалов, как дерево, ЛДСП, многослойная фанера, ДСП. Во многих случаях применяются шурупы с размерами 5х50 мм и 7х50 мм. Помимо скрепления деталей, еврошурупы заменяют обычный уголок, выполняя корпусообразующую функцию, при этом выдерживают все нагрузки на изгиб. Чтобы корпусная мебель выглядела эстетично, конфирматы дополняются заглушками, сделанными из пластика. Они маскируют заметную часть шляпки под цвет мебельного изделия.
Отличительными особенностями этих крепежных изделий являются крупная резьба, тупой наконечник, цилиндрическая головка, шлиц в виде шестигранника. При сборке конструкций мебельные шурупы под шестигранник не требуют особых навыков, специализированного оборудования.
Шурупная стяжка выполняется с применением шестигранной биты, шуруповерта, специального ключа, дрели. Не следует использовать изделия, сделанные под крестообразную отвертку. Такая технология не позволит вплотную затянуть соединяющие элементы.
В результате конструкция разболтается.
Форма и размеры
Мебельный шуруп является самым популярным способом крепления при производстве, сборке мебели. Существует много размеров и форм метизов, предназначенных для осуществления любых технологических операций, связанных с изготовлением мебельных изделий.
Длина и диаметр таких метизов определяются в миллиметрах либо номером. Соотношение диаметра к длине разнится для каждого стандарта, но большого практического значения эти отличия не имеют. Номер определяется числом от 1 до 20, чем больше номер, тем толще изделие. Широко применяются диаметры с числом 2,3,4,6.
ГОСТ регламентирует параметры изделия, но продукция может иметь и нетипичные размеры и производиться, к примеру, под спецзаказ. Таблица номенклатуры универсальных шурупов в миллиметрах.
| Диаметр | 2,5 | 3,0 | 3,5 | 4,0 | 5,0 |
| Длина | от 10 до 25 | от 10 до 30 | от 10 до 40 | от 13 до 50 | от 16 до 70 |
Самый ходовой размер для мебели — 3 х16 мм; 3,5 х16 мм; 4,0 х16 мм. Параметры универсальных шурупов регламентируют следующие виды ГОСТа.
Параметры универсальных шурупов регламентируют следующие виды ГОСТа.
| ГОСТ 1144-80 | Шуруп, имеющий полукруглую головку и характеризующийся прямым шлицем |
| ГОСТ 1145-80 | Крепеж, совмещающий в себе потайную головку и шлиц прямой и крестообразной формы |
| ГОСТ 1146-80 | Изделие, имеющее полупотайную головку |
Конфирматы для мебели имеют три основных диаметра, из которых чаще применяемым является диаметр 7,0. Таблица номенклатуры евро шурупов в миллиметрах.
| Диаметр | 5,0 | 6,5 | 7,0 |
| Длина | 40-50 | 50 | от 40 до 70 |
Таблица стандартных размеров конфирмата в миллиметрах.
| Диаметр | 7 |
| Диаметр резьбы | 6,7-7,1 |
| Шаг резьбы | 3 |
| Диаметр тела | 4,7 |
| Диаметр наконечника | 4,4-4,5 |
| Диаметр части, не имеющий резьбу | 3-6 |
| Высота шляпки | 10-12 |
| Диаметр шляпки | 9,5-10,3 |
| Глубина шлица | 2,7-3,2 |
Параметры шурупов индивидуальны для каждого вида.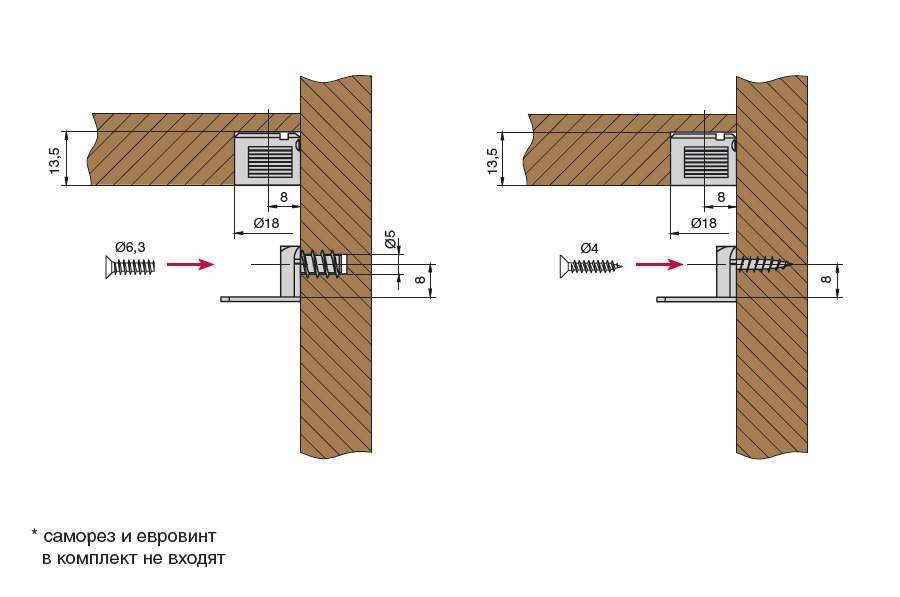 Главными определяющими показателями считаются их длина и толщина. Длина — это промежуток между концом и плоскостью под шляпкой. Этот показатель находится в диапазоне 6 — 150 мм. Толщина равна диаметру резьбы по внешней части метиза, и размер ее колеблется от 3,5 до 6 мм. Масса отдельного метиза зависит от его параметров и может быть в диапазоне 0,3 — 16,6 г, а вес упаковки, содержащей тысячу штук, будет составлять от 0,26 до 20 кг.
Главными определяющими показателями считаются их длина и толщина. Длина — это промежуток между концом и плоскостью под шляпкой. Этот показатель находится в диапазоне 6 — 150 мм. Толщина равна диаметру резьбы по внешней части метиза, и размер ее колеблется от 3,5 до 6 мм. Масса отдельного метиза зависит от его параметров и может быть в диапазоне 0,3 — 16,6 г, а вес упаковки, содержащей тысячу штук, будет составлять от 0,26 до 20 кг.
Как правильно выбрать
Для правильного подбора мебельного шурупа, следует учитывать, в какой материал он будет устанавливаться. Выбор головки будет зависеть от применяемой силы и пространства, что будет доступно при завинчивании. Также важно подобрать не только тип головки, но и рисунок под используемый инструмент.
При грамотном подборе биты обеспечивается прочное сцепление крепежного элемента с ввинчивающим инструментом. Только в этом случае шурупы плавно, ровно входят в деревянные плиты, гипсокартона, ЛДСП, МДФ.
Некоторые важные нюансы, которые помогут покупателям крепежных изделий намного лучше ориентироваться в их разнообразии, а также сделать правильный выбор:
- цвет — шурупы одной партии должны быть выдержаны в одинаковой цветовой гамме.
 Это свидетельствует о том, что все изделия прошли одинаковую обработку в аналогичных условиях, а также имеют соответствующую прочность, коррозийную стойкость;
Это свидетельствует о том, что все изделия прошли одинаковую обработку в аналогичных условиях, а также имеют соответствующую прочность, коррозийную стойкость; - параметр — размеры одной партии изделий не должны визуально отличаться друг от друга, а также соответствовать стандартам;
- шаг — нагрузка между витками резьбы должна распределяться равномерно;
- отверстие — шлиц должен характеризоваться четкостью, симметричностью, быть достаточно глубоким;
- маркировка — стандартное обозначение шурупов – это цифра, в которой первое число – размер диаметра резьбы, второе – длина изделия от самой его головки до острого кончика.
Если шурупы для мебели соответствуют указанным критериям, то можно быть уверенным в качестве мебельных крепежей, которые в процессе монтажа не сломаются.
Чтобы качественно собрать и установить элементы мебели, нужно применить такой удобный, доступный помощник в крепежных работах, как шуруп. Этот вид мебельной стяжки позволяет не только упростит процедуру сборки и установки, но и будет незаметен после окончания процесса монтажа, благодаря своей уникальной структуре. Все конструкции и основы, зафиксированные такими крепежами, сохранят свою форму, внешний вид, свойства на протяжении долгого времени.
Все конструкции и основы, зафиксированные такими крепежами, сохранят свою форму, внешний вид, свойства на протяжении долгого времени.
Видео
Сфера применения мебельного евровинта и нюансы монтажа
Приобретая мебель, люди стараются сэкономить на ее сборке. Если данная услуга не включена в стоимость, зачастую они своими силами устанавливают изделия, используя в работе самостоятельно подобранную фурнитуру. В этом ответственном деле на помощь приходит евровинт мебельный, имеющий универсальные свойства. От других способов стяжки отличается простотой установки и минимумом инструментов в работе. У россиян он стал популярен с 90-х годов.
От других способов стяжки отличается простотой установки и минимумом инструментов в работе. У россиян он стал популярен с 90-х годов.
Особенности и преимущества крепежного элемента
Этот винт имеет несколько названий: мебельный евровинт, еврик, еврошуруп. Его также называют конфирматом по аналогии с одноименной немецкой торговой маркой. Правильнее использовать термин «одноэлементная стяжка», но он неудобен и употребляется редко.
Конфирмат представляет собой винт, на котором имеется головка со шлицами под четырехгранник, шестигранник или фигурную отвертку. Коническая форма стержня и острые зазубрины на конечной части дают возможность легко нарезать резьбу в заготовленных отверстиях. Под головкой предусмотрена гладкая поверхность.
Мебельные евровинты имеют ряд преимуществ:
- высокая скорость крепления деталей;
- надежность соединения различных материалов;
- низкая стоимость;
- возможность разобрать собранную мебель без повреждения отверстий;
- простота сборки без использования специальных средств.

Есть незначительные минусы:
- необходимость скрывать головки при помощи заглушек или накладок;
- невозможность сборки и разборки предмета мебели более 3-4 раз.
Еврошурупы часто сравнивают с обычными саморезами. Это не совсем правильно, так как имеются определенные отличия в работе с ними. Сверление предварительных отверстий для евровинтов отнимает немало времени, но этот небольшой недостаток с лихвой компенсируется долговечной стяжкой деталей. Саморезы закручиваются быстрее.
Конструкция конфирмата обеспечивает надежное крепление даже пористых материалов.
Размеры и материалы изготовления
При определении размеров евровинтов для мебели учитывают два основных параметра: ширину метиза по краю резьбы, длину. Они обозначаются соответствующими цифрами. К наиболее популярным типоразмерам относятся следующие:
Ассортимент метизов не исчерпывается данным перечнем. Встречаются даже такие непривычные размеры, как 6,3 x 13, 4 x 13. Выбор изделий зависит от параметров заготовок и материала, из которого они сделаны. Чаще других используются евровинты длиной от 50 до 70 мм c диаметром резьбы 7 мм. Размеры винта имеют решающее значение при формировании его стоимости.
Встречаются даже такие непривычные размеры, как 6,3 x 13, 4 x 13. Выбор изделий зависит от параметров заготовок и материала, из которого они сделаны. Чаще других используются евровинты длиной от 50 до 70 мм c диаметром резьбы 7 мм. Размеры винта имеют решающее значение при формировании его стоимости.
Использование еврошурупов без учета их параметров неизбежно приводит к проблемам. Легко можно загубить большую деталь, неправильно выбрав метиз. Учет диаметра резьбы особенно важен. Толстые крепежные элементы разрывают мягкие материалы, такое часто происходит при работе с ДСП. Длина должна обеспечивать надежность крепления торцевой части.
Евровинт мебельный производится из углеродистой стали высокого качества. Благодаря этому при сильных нагрузках он не ломается. Для защиты поверхности от коррозии используются латунь, никель, чаще других встречаются оцинкованные изделия.
Популярные типоразмеры
Сфера применения
Применение евровинта напрямую связано с изготовлением, сборкой мебели, столярных изделий. Простота, надежность и высокая скорость при работе с использованием привычных инструментов сделали такой конфирмат лидером среди аналогов. Следует различать несколько направлений работ, где этот крепежный элемент широко применяется:
Простота, надежность и высокая скорость при работе с использованием привычных инструментов сделали такой конфирмат лидером среди аналогов. Следует различать несколько направлений работ, где этот крепежный элемент широко применяется:
- изготовление мебели на производстве;
- ремонт;
- изготовление корпусных предметов интерьера своими руками;
- сборка готовых изделий.
Конструктивные особенности мебельного еврошурупа позволяют использовать его с разными по составу материалами:
Прежде чем приступить к изготовлению мебели или сборке, мастеру следует позаботиться о приобретении заглушек. Они полностью закрывают шляпки и придают изделию законченный вид. Заглушки бывают двух типов: самоклеящиеся и пластиковые. И те и другие можно подобрать под цвет мебели. Благодаря удобству больше используются самоклеящиеся варианты. По стоимости заглушки почти не отличаются.
ЛДСП
Дерево
ДВП
Ремонт
Промышленная сборка мебели
Изготовление корпусных предметов
Изготовление мебели своими руками
Заглушки под дерево
Нюансы монтажа
Еврошурупы довольно просты и удобны в работе, однако наличие элементарных навыков работы в сфере сборки мебели обязательно. Неумелые действия при сверлении могут испортить заготовку. Не каждый может правильно подобрать диаметр сверла, на глаз определить перпендикулярность инструмента при работе. Незначительное отклонение приведет к тому, что отверстие выйдет наружу.
Неумелые действия при сверлении могут испортить заготовку. Не каждый может правильно подобрать диаметр сверла, на глаз определить перпендикулярность инструмента при работе. Незначительное отклонение приведет к тому, что отверстие выйдет наружу.
Для сверления обычно применяют насадки разных диаметров, чтобы сделать три отверстия: под резьбу, головку и потай. Использование нескольких инструментов оправдано только при выполнении работ небольших объемов. Профессиональные мебельщики применяют специальное сверло со ступенчатой фрезой, которое способно выполнять все три операции одновременно. При извлечении инструмента возможны незначительные сколы, которые легко прикрываются широкой шляпкой.
Для ускорения монтажных работ требуются электрические инструменты с высокими оборотами. Сверление на больших скоростях особенно важно, чтобы стружка не забивалась в отверстия. Детали для мебели в основном крепятся под углом в 90 градусов. Сначала нужно проделать отверстие в плоскости одной детали, а затем – в торце другой. После этого применяется шуруповерт, хотя начинающим лучше пользоваться на первых порах ручными приспособлениями.
После этого применяется шуруповерт, хотя начинающим лучше пользоваться на первых порах ручными приспособлениями.
При работе важно идеально ровно установить детали, не допуская смещения.
Неправильно совмещенные детали портят эстетическое восприятие предмета мебели и нарушают функции подвижных элементов. Чтобы избежать подобных неприятностей, следует обратить внимание на некоторые нюансы:
- Подготовив отверстие для евровинта, не нужно полностью закручивать его с первого захода. Лучше остановиться на уровне входа головки в деталь, поправить заготовку, крепко прижать и докрутить стяжку.
- В случаях работы с рыхлым или пористым материалом рекомендуется наносить клей на резьбу.
- В предметах мебели, где предусмотрены ящики, не следует до конца закручивать боковины, не проверив работу подвижных частей.
Для более надежной стяжки необходимо воспользоваться методом разметки. В производственных условиях этим занимаются специальные станки. Любителю достаточно иметь несколько простых вещей: маркер, угольник, рулетку, шило. Последним делают отметки, чтобы сверло не соскальзывало на гладкой поверхности. Они ставятся примерно в 50 мм от края.
Любителю достаточно иметь несколько простых вещей: маркер, угольник, рулетку, шило. Последним делают отметки, чтобы сверло не соскальзывало на гладкой поверхности. Они ставятся примерно в 50 мм от края.
Удобно делать разметку при помощи специальных шаблонов (кондукторов). Это заготовки с готовыми отверстиями, которые накладываются на детали, чтобы лишний раз не отмерять одинаковые расстояния. Шаблоны можно сделать своими руками или приобрести.
Пошаговые монтажные работы можно показать на примере сборки ящика для шкафа или тумбочки. В качестве заготовок берутся четыре доски из ДСП. Монтаж происходит следующим образом:
- Сначала необходимо внимательно осмотреть детали будущего ящика. Торцы, соединяющиеся с плоскостью доски, не должны иметь декоративного слоя. Нелишним будет проверить наличие сколов и царапин на лицевых сторонах заготовок, чтобы поврежденные части не оказалась снаружи. Определившись с правильным расположением досок, нужно их соединить.

- Чтобы добиться идеально ровных стыков, целесообразно использовать специальные зажимы. Крепление данного приспособления не должно быть жестким, это может повредить кромки. Зажимать углы и выравнивать нужно по отдельности.
- Отверстие под евровинт необходимо сделать при помощи дрели. Оно должно пройти посередине торцовой доски строго перпендикулярно. Сверло в основании шире в диаметре, под утолщенную часть шурупа без резьбы.
- При помощи шуруповерта с шестигранной насадкой установить конфирмат. Электрическим инструментом нежелательно закручивать метиз до конца, надежнее сделать это вручную. Шляпку следует немного утопить.
Используя этот способ крепления, можно самостоятельно собирать и устанавливать мебель. Это сэкономит финансы в семейном бюджете. Россияне всегда отличались изобретательностью и мастерством в изготовлении изделий своими руками. Сейчас, когда люди имеют возможность использовать в работе такой универсальный крепежный материал, любителей делать свою мебель стало еще больше.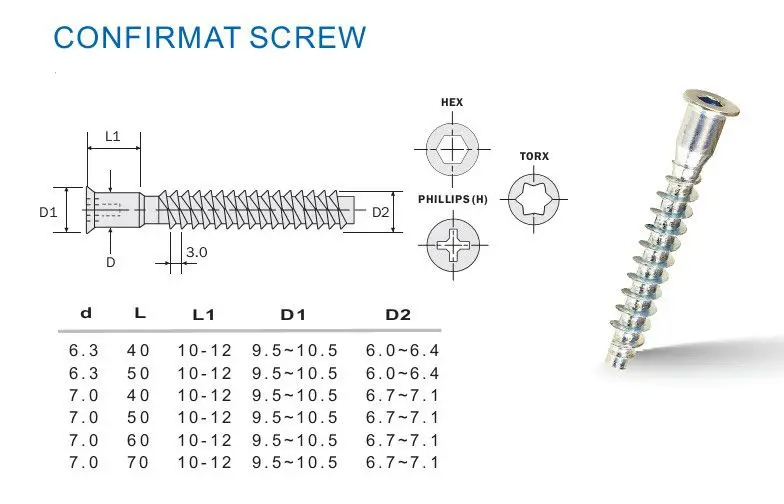 Тем более что многие компании оказывают услуги по изготовлению заготовок по заданным размерам. Остается только заказать и собрать изделие по своему вкусу.
Тем более что многие компании оказывают услуги по изготовлению заготовок по заданным размерам. Остается только заказать и собрать изделие по своему вкусу.
Монтаж евровинта
Разметка с помощью шаблона (кондуктора)
Важно правильно подобрать диаметр ступенчатого сверла
Схема сверления отверстий
Соединение деталей
Видео
виды, изготовление своими руками. Отверстие в ДСП
Если сделанные отверстия похожи на пулевые пробоины, как в кинобоевике, прочтите эти советы, чтобы избежать огорчений в дальнейшей работе.
1. Правильный выбор сверла
Обычные спиральные сверла стоят недорого. Они считаются универсальными и предназначены для сверления древесины, металла и пластика. Как правило, их кончики затачивают пол углом 118° для большинства задач.
Но из-за такого тупого угла сверло может отклоняться в сторону в начале и вырывать волокна древесины на выходе, поэтому оставьте такие сверла для пластика и металла, а также для отверстий диаметром менее 3 мм в древесине (у тонких сверл эти недостатки выражены слабее). Аля отверстий диаметром от 3 до 13 мм выбирайте сверла с центральным острием, предназначенные специально для древесины. Острие такого сверла не лает ему уйти в сторону в начале сверления, а боковые режущие выступы (так называемые подрезатели) способствуют уменьшению сколов.
Чтобы сделать отверстия диаметром более 13 мм, возьмите сверла Форстера. Как и сверла с центральным острием, они имеют в середине направляющий кончик и режут очень чисто. Сверла Форстера с зубчатым режущим ободком работают намного агрессивнее, но результат их работы нисколько не хуже. Пользуясь такими сверлами, следует уменьшать подачу и надежно фиксировать заготовку струбцинами.
2. Подпирайте заготовку с обратной стороны
Независимо от типа сверла, когда металл проходит древесину насквозь, ничем не поддерживаемые древесные волокна на задней стороне заготовки рвутся, и на выходе образуются сколы. Поэтому не следует забывать подпереть обратную сторону.материала обрезком
доски. Подпорный обрезок поддерживает волокна в месте выхода сверла и препятствует резкому увеличению подачи в конце. Делая отверстия на сверлильном станке, просто подложите обрезок под заготовку, а при использовании электродрели зафиксируйте его струбцинами. Если в начале сверления волокна вокруг отверстия приподнимаются или образуются мелкие сколы, наклейте на поверхность малярный скотч, а после разметьте центр и приступайте к сверлению.
3. Сверлите с обеих сторон
Если расположение отверстия затрудняет установку подпорного обрезка (например, при сверлении отверстий для проводов в задней стенке шкафа), поможет встречный способ сверления, когда отверстие делают с противоположных сторон, чтобы на краях не было сколов.
Чтобы делать аккуратные отверстия разных диаметров, вам нужны все три разновидности сверл – спиральные, с центральным острием и Форстнера.
Сделайте сквозное отверстие диаметром 1,5-2 мм, которое будет направлять сверло Форстнера или сверло с центральным острием до середины толщины детали.
Продолжите сверление с обратной стороны, снова вставив кончик сверла в направляющее отверстие. Два больших отверстия должны встретиться в середине.
На заметку:
Фрезеруем без сколов
На выходе из материала зуб пильного диска или фрезы часто образует сколы — у дерева, фанеры или ЛДСП. Наиболее распространенный способ борьбы с этим явлением — сделать так, чтобы режущий зуб выходил из материала внутри паза. Например, если двигать заготовку по ходу вращения диска. Но выбирать пазы на полную глубину таким способом категорически нельзя. Энергии вращающейся фрезы достаточно, чтобы вырвать заготовку из рук. После чего она с огромной скоростью полетит в направлении вращения. Последствия могут быть самые непредсказуемые!
Например, если двигать заготовку по ходу вращения диска. Но выбирать пазы на полную глубину таким способом категорически нельзя. Энергии вращающейся фрезы достаточно, чтобы вырвать заготовку из рук. После чего она с огромной скоростью полетит в направлении вращения. Последствия могут быть самые непредсказуемые!
Но тем не менее принцип этот используется в некоторых станках для раскроя ЛДСП. Только в них диск, который вращается по ходу подачи материала, делает лишь неглубокий надрез. При его формировании воздействие подрезного диска на деталь незначительно, поэтому работа безопасна. Следом за подрезным стоит основной рабочий диск, вращающийся, как и положено, навстречу подаче детали. Диск режет материал чисто, без сколов, поскольку используется уже выбранный неглубокий паз (режущий зуб выходит из материала внутри паза). Этот принцип я и использую в своей работе. Для тех, кто решит попробовать мой метод, хочу напомнить, что фрезерная машина, установленная в стол — это инструмент повышенной опасности. И при работе с ним необходимо неукоснительно выполнять правила техники безопасности — использовать защитные экраны и прижимы и не допускать превышения рекомендуемых скорости подачи заготовки и частоты вращения фрезы. Стол должен быть свободен от посторонних предметов и хорошо освещен.
И при работе с ним необходимо неукоснительно выполнять правила техники безопасности — использовать защитные экраны и прижимы и не допускать превышения рекомендуемых скорости подачи заготовки и частоты вращения фрезы. Стол должен быть свободен от посторонних предметов и хорошо освещен.
1. Если поставить пазовую фрезу на фрезер и пропустить заготовку, сколы обязательно будут!
2. Поэтому сначала я закрепляю накладку из фанеры к направляющей фрезерного стола, чтобы фреза выступала всего на 2 мм за поверхность накладки. И пропускаю детали в направлении вращения фрезы. При этом получается неглубокий паз без сколов.
3. Затем накладку снимаю — теперь фреза выступает на заданную глубину. А заготовки пропускаю, как и положено, навстречу вращающейся фрезе.
4. Никаких сколов нет!
Засверловка – один из важных этапов изготовления мебели, требующий аккуратности и предельной внимательности. На производстве, для облегчения процесса разметки, используют присадочные станки и специальные мебельные шаблоны (редукторы). В домашних условиях придется довольствоваться рулеткой, угольником и маркером для обозначения мест будущих отверстий под определенный вид крепежа. Каждый вид крепежа требует определенные сверла для изготовления мебели . В ряде случаев можно ограничиться минимальным набором. Например, если ваша цель — сделать простой стеллаж-полку своими руками, то можно вполне обойтись набором из двух обычных сверл диаметром 5мм и 8мм, которые наверняка найдутся у любого «домашнего» мастера — в комбинации они вполне заменяют специфичное сверло под конфирматы. Но если цель — воплотить более масштабный проект потребуются и другие сверла для изготовления мебели.
В домашних условиях придется довольствоваться рулеткой, угольником и маркером для обозначения мест будущих отверстий под определенный вид крепежа. Каждый вид крепежа требует определенные сверла для изготовления мебели . В ряде случаев можно ограничиться минимальным набором. Например, если ваша цель — сделать простой стеллаж-полку своими руками, то можно вполне обойтись набором из двух обычных сверл диаметром 5мм и 8мм, которые наверняка найдутся у любого «домашнего» мастера — в комбинации они вполне заменяют специфичное сверло под конфирматы. Но если цель — воплотить более масштабный проект потребуются и другие сверла для изготовления мебели.
Сверла для сборки мебели разметочные
Обычно для обозначения места наметочного отверстия используют маркер и шило. А можно задействовать тонкое сверло диаметром 2,3 мм. Также оно понадобится уже в процессе монтажа фурнитуры на саморезы – например, направляющих, петель, газлифтов, ножек и т.д. Это позволит более точно и аккуратно произвести все операции, а значит, проблем с регулировкой по месту из-за криво прикрученной фурнитуры удастся избежать.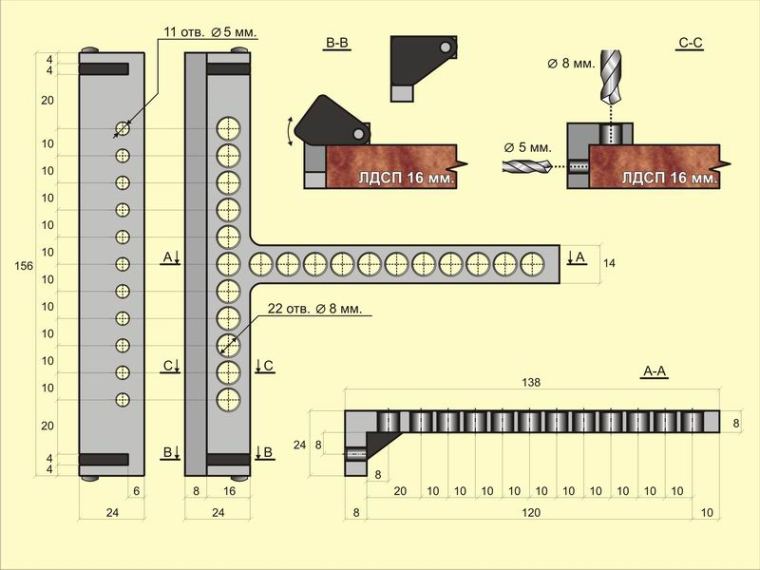
Сверла под конфирмат (евровинт)
Специфическая форма конфирматного сверла, с характерным расширением с диаметра 5 мм до диаметра 8 мм позволяет за один заход сделать сразу два отверстия, под узкую и широкую часть евровинта с зенковкой под шляпку. «работают» с этим видом сверл как с фронтальными, так и горизонтальными деталями, засверливая торец мебельных щитов и лицевые детали. Важно не перепутать «лицо» с «изнанкой» в процессе — в противном случае неопрятные сколы вместо аккуратной зенковки, в которую «утопится» шляпка конфирамата, скрыть будет сложно.
Сверла для изготовления мебели 5 мм
Самые «ходовые» после конфирматных. Используются для сквозной и наметочной засверловки при установке ручек, полкодержателей, штоков эксцентриков с самонарезающей головкой, демпферов и другой фурнитуры. Некоторые мастера для засверловки торцов фронтальных деталей из ДСП под соединение конфирматами предпочитают использовать именно сверло диаметром 5 мм.
Сверла для изготовления мебели 8 мм
Используются для засверловки отверстий под штоки эксцентриковой стяжки, шкантов, врезных push-up (толкателей и амортизаторов), стеклодержателей, штифтов обувниц и специфичных флажковых навесов. И, как было написано ранее, сочетание сверл 5 мм и 8 мм позволяет не использовать в процессе присадки конфирматное сверло.
И, как было написано ранее, сочетание сверл 5 мм и 8 мм позволяет не использовать в процессе присадки конфирматное сверло.
Сверла для мебельных стяжек-бочонков 10 мм
Толстое сверло для мебели диаметром 10 мм используется редко. Но без него не обойтись при установке стяжек-бочонков, футурок усиленных эксцентриков, некоторых видов врезных толкателей и демпферов плавного хода, потайных петель. Также им удобно делать отверстия в стенках мебели под вывод проводов при установке подсветки.
Сверла для эксцентриков 15 мм и 20 мм
Для установки самого тела эксцентрика понадобится сверло диаметром 15 мм, если эксцентрик усиленный, то диаметром 20 мм. Сверло эксцентрик также пригодится для установки некоторых видов полкодержателей и замков, некоторой редко используемой фурнитуры (изучайте инструкции по монтажу).
Сверло для петель 26 мм и 35 мм
Четырехшарнирные мебельные петли бывают двух видов – со стандартной чашей 35 мм и уменьшенной, 26 мм (используется редко, при дефиците места для установки обычного навеса).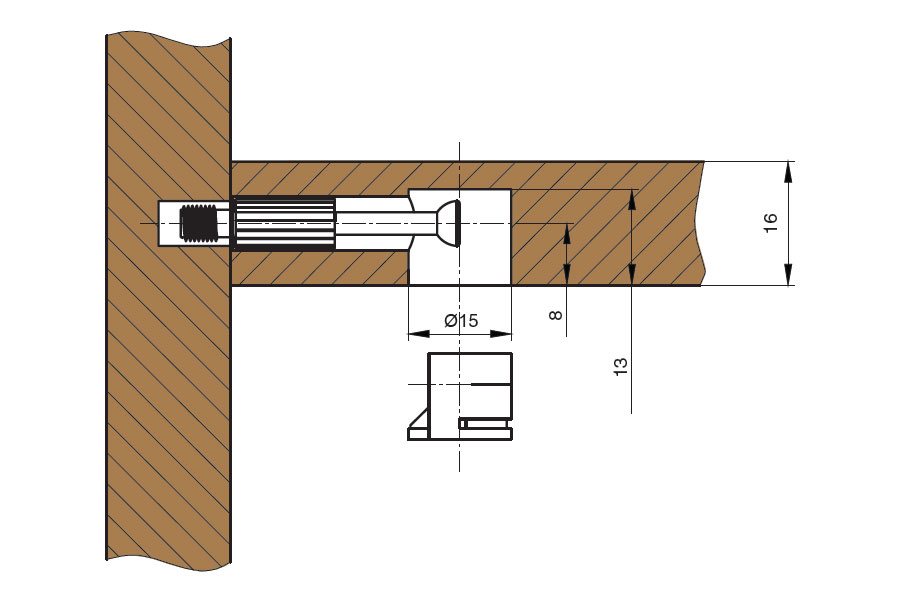 Для отверстий под мебельные петли самых ходовым будет диаметр сверла 35 мм. Также оно пригодится при установке стяжек столешниц, некоторых видов опор.
Для отверстий под мебельные петли самых ходовым будет диаметр сверла 35 мм. Также оно пригодится при установке стяжек столешниц, некоторых видов опор.
Сверло для заглушек кабель-каналов и светильников 60, 65 и 85 мм
В офисной мебели нередко используются специальные пластмассовые заглушки круглой формы под кабель-каналы, становятся популярными и встроенные розетки для монтажа в кухонные столешницы. Для такого вида отверстий понадобится сверло для заглушек диаметром 60 мм. Оно же пригодится для засверловки отверстий под встроенные светильники. В последнем случае лучше уточнить диаметр выбранных светильников – вполне может потребоваться мебельное сверло диаметром 65 или 85 мм.
Точно и качественно выполнить отверстия в изделиях, изготовленных из натуральной древесины, ДСП, МДФ, металла и других материалов, позволяет такое удобное приспособление, как кондуктор. Таким приспособлением, в частности, активно пользуются специалисты, занимающиеся производством мебели.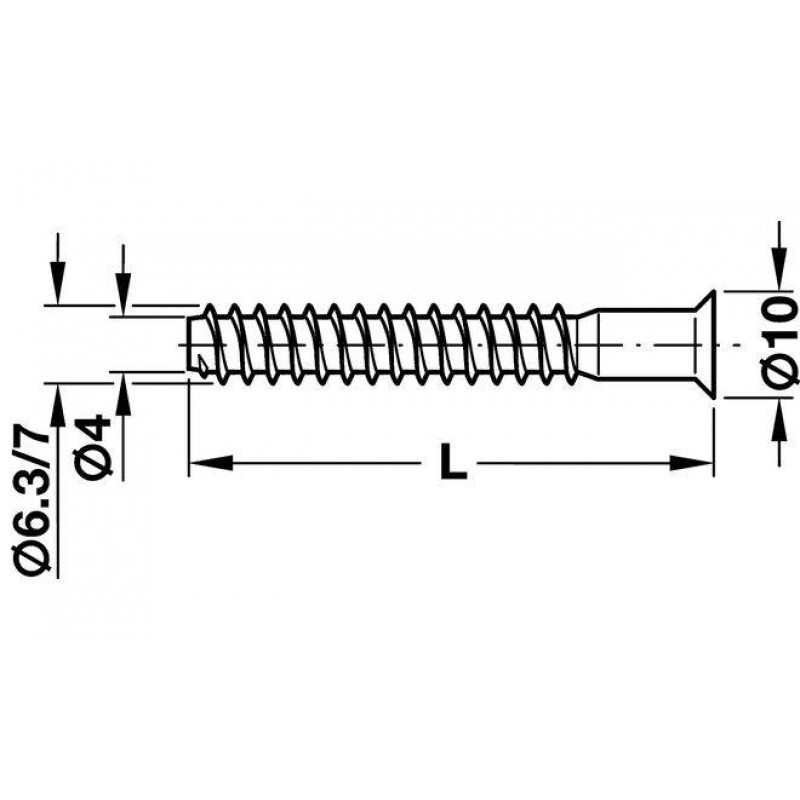 При этом кондуктор можно как приобрести в серийном исполнении, так и сделать своими руками.
При этом кондуктор можно как приобрести в серийном исполнении, так и сделать своими руками.
Особенности конструкции и виды
Кондуктор, по сути, – это шаблон для сверления отверстий, позволяющий выполнить их максимально точно. Используют его и для создания отверстий, ось которых располагается перпендикулярно поверхности детали, и для сверления под углом.
Благодаря своей универсальности и простоте кондукторы для сверления отверстий активно применяются в различных сферах. В частности, в машиностроительной отрасли с их помощью уже давно и успешно выполняют сверление отверстий в заготовках различной конфигурации и изготовленных из разных материалов. Нельзя работать без кондуктора и в мебельном производстве, где такое приспособление активно используется при сборке мебели, установке на нее фурнитуры и выполнении целого ряда других технологических операций. Строительство – еще одна сфера, где кондукторы находят широкое применение. С их помощью, в частности, выполняют бурение отверстий в строительных конструкциях. Кондукторы также необходимы для сверления труб и решения других задач.
Кондукторы также необходимы для сверления труб и решения других задач.
В качестве мебельного кондуктора чаще всего применяются накладные модели, изготовленные из легких материалов, чтобы было удобнее ими манипулировать. Можно приобрести такие приспособления в заводском исполнении или изготовить мебельный кондуктор своими руками. Квалифицированные специалисты-мебельщики могут и не использовать кондуктор, чтобы качественно и точно просверлить отверстие в элементах мебельной конструкции, но для этого они должны обладать большим опытом работы в своей области.
Наиболее значимое преимущество кондуктора заключается в том, что с его помощью качественное и точное сверление как перпендикулярного к поверхности детали, так и наклонного отверстия может выполнить даже человек, не обладающий высокой квалификацией. Использование кондукторов исключает необходимость сложных предварительных расчетов и разметки мест расположения будущих отверстий, что снижает трудоемкость сборки мебельной конструкции и позволяет выполнить такую работу за более короткий промежуток времени.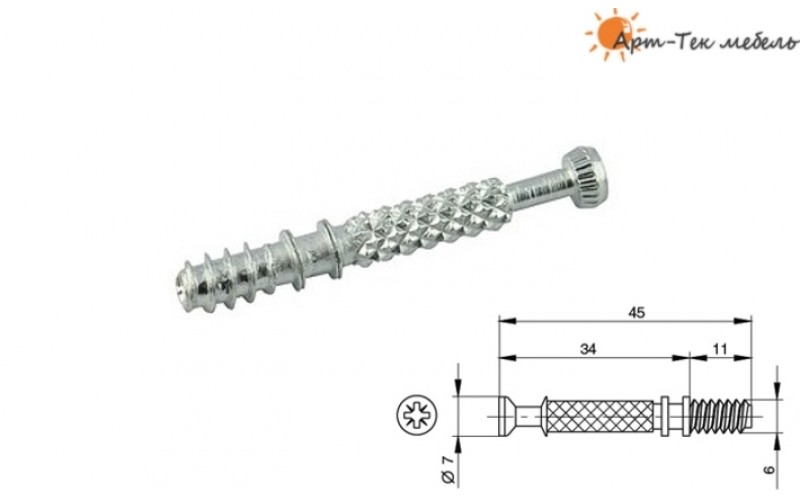 Даже начинающий специалист может разобраться в применении кондуктора для сверления под шканты и для решения других технологических задач.
Даже начинающий специалист может разобраться в применении кондуктора для сверления под шканты и для решения других технологических задач.
Прежде чем приобрести или изготовить свой самодельный кондуктор, определите, для решения каких задач необходимо его использовать, и на основе этих данных выберите его тип и конструктивное исполнение.
Среди кондукторов для сверления отверстий по типу конструкции и функциональным возможностям можно выделить целый ряд категорий.Накладные
Эти кондукторы называются так потому, что их накладывают на обрабатываемую деталь и закрепляют на ней либо просто фиксируют руками. Посредством кондукторов данного типа, в частности, выполняют сверление отверстий в ДСП, плитах МДФ и в других плоских деталях.
ПоворотныеТакие шаблоны можно использовать для того, чтобы выполнять отверстия на деталях цилиндрической формы. Кондукторы данного типа оснащаются вертикальными и горизонтальными осями поворота, что дает возможность выполнять с их помощью отверстия под различными углами.
Это приспособления, которые особенно актуальны для маленьких серийных производств, где важна возможность быстрой переналадки используемого оборудования. Кондуктор данного типа как раз и наделен такими функциями.
ОпрокидываемыеДанные приспособления для сверления отверстий требуются в тех случаях, когда такую технологическую операцию приходится выполнять в нескольких плоскостях.
Скользящие и закрепляемыеСкользящий кондуктор в полном соответствии со своим названием не требует закрепления: его просто прикладывают к тому участку поверхности детали, где надо просверлить отверстие. Закрепляемые кондукторные устройства, хотя и являются более удобными, несколько ограничивают свободу действий специалиста, что особенно критично при выполнении сверлильных работ на станках, оснащенных только одним шпинделем.
Сферы использования
Мебельные кондукторы и шаблоны – это приспособления, без которых практически не обойтись при сборке мебельных конструкций. Использование кондукторов позволяет избежать основной проблемы, возникающей при сверлении отверстий, – вхождения сверла в обрабатываемую деталь не под тем углом. Исправление этой ошибки отнимает много времени и сил, и не всегда ее вообще можно исправить. Кондуктор, используемый для сверления отверстий, не только позволяет правильно сориентировать сверло на месте выполнения обработки, но и не дает инструменту сбиться с заданной траектории.
Использование кондукторов позволяет избежать основной проблемы, возникающей при сверлении отверстий, – вхождения сверла в обрабатываемую деталь не под тем углом. Исправление этой ошибки отнимает много времени и сил, и не всегда ее вообще можно исправить. Кондуктор, используемый для сверления отверстий, не только позволяет правильно сориентировать сверло на месте выполнения обработки, но и не дает инструменту сбиться с заданной траектории.
Такие приспособления, как мебельные кондукторы и шаблоны, применяются и при производстве, и при сборке мебели, когда в соединяемых элементах надо выполнить отверстия для размещения крепежных элементов. В таких случаях часто используется кондуктор для шкантов или кондуктор для сверления под конфирмат, без которых выполнить качественные отверстия под крепеж не представляется возможным. Незаменимым такое приспособление является в тех случаях, когда требуется сделать отверстия, в том числе и под углом, в тонких плитах (в частности, при выполнении отверстий в ДСП или МДФ).
При использовании кондуктора для сверления отверстий процесс сборки мебели происходит просто и быстро. Применяя такое приспособление, сверление отверстий можно выполнять на любом удалении от края детали вне зависимости от ее ширины.
В современной мебели активно используются шканты, которые в то же время являются достаточно устаревшим крепежным элементом. Именно поэтому кондуктор для шкантов (doweling jig) применяется в производстве мебельных конструкций. Основная сложность при использовании таких крепежных элементов заключается в том, чтобы оси отверстий, выполняемых в соединяемых деталях, имели между собой прямой угол. Соответственно, располагаться такие отверстия должны строго перпендикулярно друг к другу. Без применения такого приспособления, как кондуктор для шкантов, выполнить их затруднительно.
Мебельное производство – не единственная сфера, в которой используются кондукторы, предназначенные для сверления отверстий. Шаблоны не менее часто применяют и для того, чтобы просверлить отверстие в трубе и других деталях, имеющих цилиндрическую форму.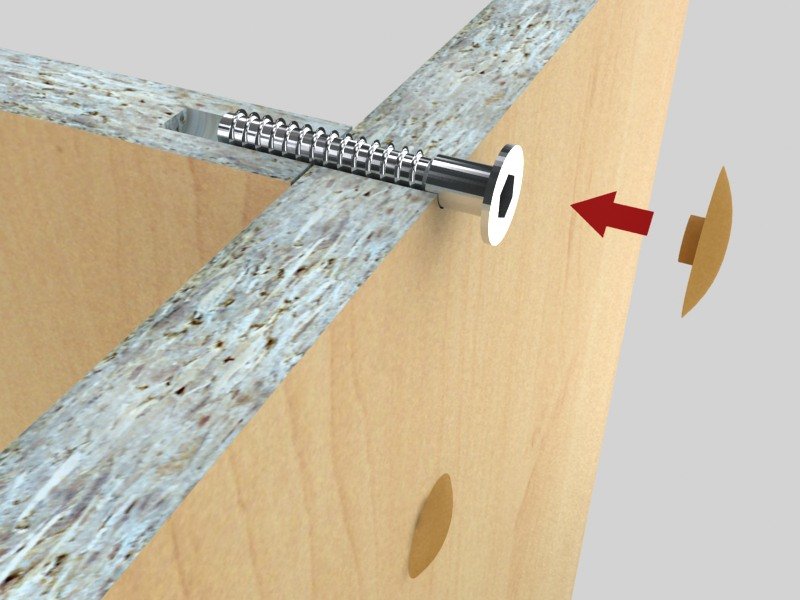 Кондукторы позволяют выполнять качественные отверстия даже в трубах небольшого диаметра.
Кондукторы позволяют выполнять качественные отверстия даже в трубах небольшого диаметра.
Размер и принцип работы современных кондукторов могут быть различными. Некоторые из моделей таких устройств намного легче купить, а отдельные несложно изготовить своими руками. В пользу того, чтобы изготовить мебельный кондуктор для сверления отверстий своими руками, говорит и тот факт, что серийные устройства, особенно универсального назначения, стоят недешево.
Самодельные кондукторные устройства
Кондукторы простейшей конструкции, например, те, которые используются для сверления отверстий под конфирмат, стоят относительно недорого, поэтому многие мастера не озадачиваются их самостоятельным изготовлением и приобретают серийные модели. Между тем есть и те, кто даже такие простые устройства старается сделать своими руками. Вопрос о том, как сделать кондуктор для сверления своими руками, часто появляется и при необходимости просверлить нестандартные отверстия.
Чтобы самостоятельно изготовить кондуктор для шкантов или более простой по конструкции кондуктор для конфирматов, можно воспользоваться чертежами и видео в интернете.
Для изготовления такого устройства, естественно, потребуется его чертеж. Нужен также минимальный набор инструментов и оборудования:
- электрическая или ручная дрель;
- набор слесарных инструментов;
- болгарка;
- сварочный аппарат (для изготовления кондукторных приспособлений более сложной конструкции).
Простейший самодельный кондуктор можно изготовить из подручных средств и материалов, которые в избытке имеются в большинстве домашних мастерских или гаражей. Использование таких материалов, к которым относятся куски металлической арматуры, деревянные бруски, металлические пластины и др., позволяет значительно сэкономить на приобретении серийной модели устройства.
Изготовление самодельного кондуктора для дрели или одношпиндельного станка проходит в несколько этапов.
- Квадратную арматуру сечением 10 на 10 мм, используя ножовку по металлу или болгарку, необходимо нарезать на отрезки требуемой длины.
- Центры отверстий, через которые будет выполняться сверление, должны находиться на расстоянии 8 мм от края кондукторной плиты.
 Именно на таком расстоянии расположен центр плиты ДСП или МДФ, в которой сверлят отверстие.
Именно на таком расстоянии расположен центр плиты ДСП или МДФ, в которой сверлят отверстие. - Шаг между отверстиями на кондукторе в соответствии с общепринятыми мебельными стандартами составляет 32 мм, при этом диаметр таких отверстий должен быть равен 5 мм.
- Если оснастить самодельный кондуктор упором, то использовать такое приспособление будет значительно удобнее. Для создания такого упора нужна металлическая пластина толщиной 1 мм и шириной 25 мм, которую сгибают под прямым углом и фиксируют на уже готовом кондукторном приспособлении, изготовленном из арматуры.
- После того как конструктивные элементы самодельного кондуктора зафиксированы при помощи струбцины, их необходимо надежно соединить между собой, используя для этого резьбовые крепежные элементы.
Основным крепежным элементом в сборке мебели является конфирмат. Ввинчивается он с предварительным сверлением отверстия. Именно сверление сборочных отверстий в ДСП под конфирматы мы и рассмотрим в данной статье.
Для сборки деталей ДСП нам понадобится:
- Шуруповерт
- Бита под конфирматы
- Линейка или рулетка
- Карандаш и шило
Глубина и ширина отверстия
При обычно используют конфирмат размером 6,4*50. Т.к. диаметр резьбы 6,4 мм, а диаметр тела конфирмата 4,4 мм, то для качественного крепления деталей диаметр отверстия должен быть в пределах 4,5-5 мм и глубиной не менее 50 мм.
Если толщина отверстия будет больше указанной – конфирмат будет плохо держать детали, если меньше – он своей толщиной может разорвать ДСП.
Для сверления используют конфирматное сверло, диаметром 4,5 мм, которое оснащено дополнительной головкой для сверления увеличенного отверстия под шейку конфирмата, которая так же делает зенковку под его шляпку.
Конечно, можно использовать и обычное сверло диаметром 5 мм, но для качественного крепления в отверстии дополнительно нужно будет делать место под шейку конфирмата и его шляпку.
Чтобы идеально скрепить две детали, необходимо максимально точно разметить места их креплений.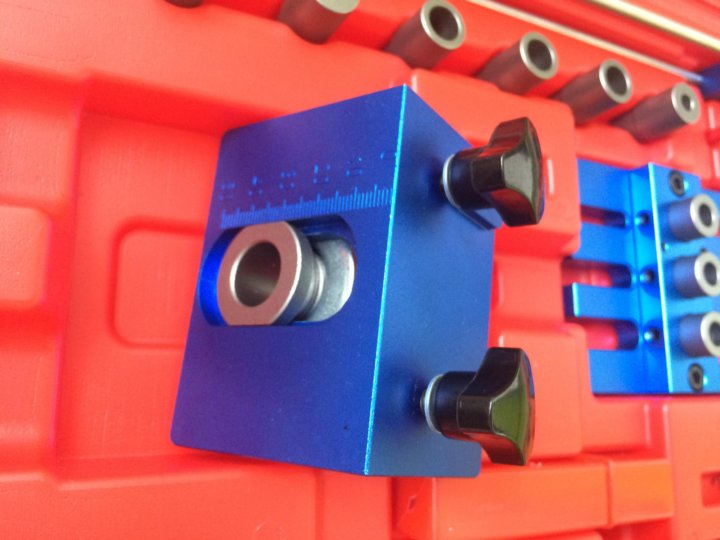
На детали, которая будет накладываться на торец (та, на которой будет сквозное отверстие), нужно сделать два замера – по длине (обычно 5-10 см) и от края – ровно 8 мм (это если толщина плиты 16 мм).
На детали, которая ложится перпендикулярно, точку сверления отмечаем на торце. Здесь нужно выдержать такое же расстояние по длине (5-10 см от начала), а по ширине – строго по центру (8 мм от края).
Разметку делать нужно максимально точно, особенно по длине, т.к. при неправильной разметке ваши детали при стыковании могут иметь лишние зазоры или выступы.
Лучше сделать сквозное отверстие в первой детали, приложить ее ко второй — и сразу же сверлом наметить место сверления в торце второй детали. А далее, отдельно уже, спокойно досверлить отверстие.
Делаем отверстие на расстоянии в 8 мм от края.
Дрель ВСЕГДА нужно держать строго перпендикулярно к поверхности
Перед тем, как сделать сквозное отверстие, подложите под деталь кусок ненужного ДСП.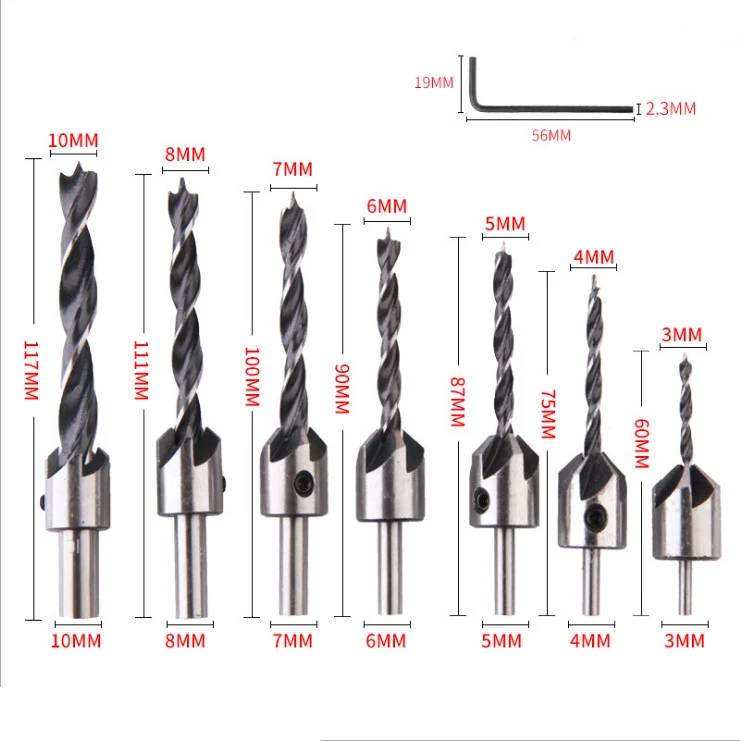 Так вы предотвратите появления сколов на обратной стороне.
Так вы предотвратите появления сколов на обратной стороне.
Когда сквозное отверстие будет сделано, для сверления отверстий под шейку и шляпку конфирмата деталь можно будет сверлить на весу.
Главное правило – при сверлении в торце сверло должно находится строго перпендикулярно по отношению к торцу детали. Если вы не удержите дрель ровно, сверло может уйти в сторону и выйти наружу, тем самым испортив деталь.
При сверлении нужно несколько раз вытягивать сверло, чтобы в отверстии не забивалась стружка.
Такой вариант считается самым точным и, к тому же, самым быстрым. Но для того, чтобы сделать отверстие в двух деталях одновременно, перед сверлением вам нужно будет их зафиксировать. Для этого могут понадобиться специальные зажимы, струбцины и другие приспособления.
Приспособления для сверления отверстий
Чтобы каждый раз не размечать 8 мм от края как в пласт, так и по торцу, можно использовать специальное приспособление, которое, кстати, легко сделать самому.
Оно представляет собой некий деревянный шаблон с металлической втулкой для сверла внутри.
Выглядит вот так, смотрите фото:
А это уже более профессиональная штука:
Смотрите короткое видео по точному сверлению отверстий в ДСП под конфирматы и сборке мебельных деталей:
Сверление под шканты
Отверстие под шканты делается сверлом 8 мм. Также, чтобы не просверлить деталь насквозь, его желательно оснастить ограничителем глубины.
В торце сверлим тем же сверлом на глубину до 20 мм. Не забываем, что при любых работах дрель должна быть строго перпендикулярна плоскости детали.
Конечно, если вы впервые в жизни взяли дрель в руки, у вас получится не очень. Но данному занятию довольно быстро можно научиться.
Ответ: Для качественной сборки мебели в домашних условиях очень важно качественное сверление отверстий в мебельных деталях. Конечно, можно сделать присадку на производстве. Но даже в этом случае часть отверстий приходится делать на месте. Для качественного сверления ЛДСП в домашних условиях необходимо иметь определенный инструмент, набор сверл по дереву и металлу, коронки по дереву, набор бит для шуруповерта и некоторую оснастку. Вот обо всем этом мы вам и расскажем.
Для качественного сверления ЛДСП в домашних условиях необходимо иметь определенный инструмент, набор сверл по дереву и металлу, коронки по дереву, набор бит для шуруповерта и некоторую оснастку. Вот обо всем этом мы вам и расскажем.
Инструменты.
Для того чтобы сделать отверстия в деталях, сделанных из ЛДСП чаще всего применяют электрическую дрель или шуруповерт («шурик»), реже перфоратор с патроном – переходником или аккумуляторную отвертку. Целесообразность применения того или иного инструмента обусловлена объемом работы по сверловке и требованиями по качеству.
Сверление перфоратором или аккумуляторной отверткой вполне нормальное явление, если надо сделать одно – два отверстия в деталях из ЛДСП и нет потребности в каком-то особом качестве. Тем более, если один из этих инструментов сейчас под руками, а за дрелью, например, надо лезть куда-нибудь на антресоли или искать ее на лоджии.
Применение шуруповерта в качестве дрели имеет смысл в тех случаях, когда диаметр необходимого отверстия небольшой, до 5 мм, если небольших отверстий надо сделать много или это так называемые технологические отверстия. То есть, отверстия без особой претензии по качеству, которые не будет видно после окончания сборки мебели.
То есть, отверстия без особой претензии по качеству, которые не будет видно после окончания сборки мебели.
«Шурик» предназначен в первую очередь для завинчивания, закручивания, вворачивания и т.д., а режим сверления – это дополнительная опция. Поэтому, все характеристики этого инструмента «заточены» для работы с различными видами крепежа, и не оптимальны для сверления. Например, шуруповерту катастрофически не хватает оборотов.
Если надо сделать качественное отверстие, если оно на лицевой части мебели или надо отсверлиться очень точно без смещения, то использование электро дрели уже становится просто необходимо. Этот инструмент обладает оптимальными характеристиками для сверления ЛДСП, и крутящим моментом и количеством оборотов.
Кроме этого, дрель позволяет сделать отверстие максимально точно, без его смещения в сторону. Это особенно важно при установке крепежной фурнитуры, которая требует как раз такой точности – эксцентриковых стяжек Ф15 и 20 мм. Также, работая дрелью, будет проще выдержать необходимую глубину отверстия.
Сверла .
При проведении сборочных и установочных работ для сверления отверстий с диаметром до 10 мм в ЛДСП и МДФ можно использовать сверла, как по дереву, так и по металлу, а для отверстий диаметром более десяти миллиметров применяются сверла Форстнера, так называемые «чашечные» сверла, и биметаллические коронки.
Сверлами по дереву удобно «начинать» сверление, они чисто проходят декоративный слой ламината и хорошо сверлят основу плиты. Но они непредсказуемы на выходе, при их применении высокая вероятность на выходе вырвать большой кусок ламината. Для их использования необходима «подложка» и прижим к ней обрабатываемой детали.
У сверл по дереву маленький ресурс работы с ЛДСП, они очень быстро тупятся при сверлении, а затачивать их сложно, надо уметь это делать. Но если нужно делать глухие отверстия, например, под шканты, то они лучший вариант. С ними легко регулировать глубину, они ее не сильно искажают.
Сверла по металлу не так, как сверла по дереву, удобны при начале сверления, при работе с ними нужно обязательно наколоть отверстие шилом, чтобы сверло не уводило. Но эти сверла намного легче сверлят ДСП, «чище» выходят из сквозного отверстия, и у них больший ресурс до заточки.
Но эти сверла намного легче сверлят ДСП, «чище» выходят из сквозного отверстия, и у них больший ресурс до заточки.
Для глухих отверстий они подходят, но надо учитывать величину конуса на режущей части сверла при сверлении на фиксированную глубину. Фактическая глубина отверстия будет за счет него немного меньше расчетной, так как глубина измеряется цилиндром, то есть не учитывает конус на дне отверстия.
И сверла по металлу, и сверла по дереву, как правило, имеют гладкий хвостовик. А это не всегда удобно, если приходится часто менять местами в шуруповерте биты и сверла. Для решения этой проблемы созданы сверла с шестигранным хвостовиком под магнитный держатель шуруповерта.
При их применении следует помнить, что они фиксируются с некоторым люфтом даже в «фирменном» магнитном держателе. Такие сверла при сверлении достаточно быстро выходят из строя, они искривляются. Поэтому, целесообразно их применять в качестве дополнительного инструмента, а не основного.
Наиболее эффективно применять сверла с шестигранным хвостовиком при сверлении отверстий Ф 2 мм под установку саморезов. Это сверло, несмотря на маленький диаметр, относительно короткое, поэтому дольше остается прямым. Кроме того, маленькое сверло с таким хвостовиком проще брать в руки, что немаловажно для удобства.
Это сверло, несмотря на маленький диаметр, относительно короткое, поэтому дольше остается прямым. Кроме того, маленькое сверло с таким хвостовиком проще брать в руки, что немаловажно для удобства.
Профессиональные сборщики мебели подготавливают для себя специальные сверла. Они перезатачивают сверла по металлу на заточку сверл по дереву, таким образом, они совмещают достоинства и тех и других сверл. Получается режущий инструмент с большим ресурсом, который качественно сверлит глухие отверстия.
А для получения проходных отверстий они перезатачивают сверла по металлу, конус на конце сверла делается более острым. Это позволяет получать «чистые» отверстия при выходе сверла, если работы ведутся без «подложки». Кроме этого, такие сверла проходят ЛДСП, как масло, быстро, легко и без нагара.
Для сверления в деталях из ЛДСП глухих отверстий больших диаметров применяются сверла Форстнера. В основном это сверла диаметров: 15 и 20 мм для эксцентриковых стяжек соответствующих размеров, а также Ф 26 и 35 мм для установки мебельных петель на фасадах.
Эти сверла требуют от электроинструмента высокой мощности, поэтому ими сверлят при помощи дрели или перфоратора с переходником в режиме «без удара». Работа этими сверлами требует недюжинной физической силы. При сверлении следует соблюдать правила, деталь должна быть обязательно надежно закреплена.
Биметаллические коронки предназначены для сверления сквозных отверстий больших диаметров. Это могут быть отверстия для установки встроенных мебельных светильников или для кабель – заглушек, устанавливаемых в столешницах, через которые пропускаются провода для подключения, например, компьютера.
Все коронки устанавливаются в держатель с фиксатором и направляющим сверлом, а держатель, в свою очередь, уже сам закрепляется в патроне дрели. Держатели бывают разных типоразмеров, конструкция фиксаторов также немного различается. Форма и размер держателей зависит от диаметра коронки.
Работа с коронками также требует навыка и крепких рук. Коронки, особенно больших диаметров, свыше 50 мм, лучше применять в паре с мощной дрелью или перфоратором. Здесь крайне важен большой крутящий момент, который не всегда достаточен в легких бытовых дрелях.
Здесь крайне важен большой крутящий момент, который не всегда достаточен в легких бытовых дрелях.
На выходе коронки могут вырывать материал или оставлять большие сколы по краям. Поэтому, если нужно чтобы отверстие было аккуратным с обеих сторон, то и сверлить его надо также, с двух сторон. Надо дождаться пока направляющее сверло пройдет материал насквозь, затем продолжить работу, но уже с другой стороны.
Подложка.
В качестве «подложки» можно использовать любую плиту с основой из ДСП, МДФ, фанеры или дерева. Самое главное, чтобы ее поверхность была гладкой и ровной, это необходимое условие для сверловки без сколов на выходе. Прижим детали к подложке может быть обеспечен как струбцинами, так и вручную.
Удобнее и безопаснее, если «подложка» будет плотнее детали из ЛДСП. Тогда, при прохождении сверлом детали насквозь, будет снижен риск «до кучи» просверлить и саму «подложку». Это особенно актуально при работе на полу или, например, на обеденном столе. Другая плотность материала интуитивно ощущается.
В любом случае, особенно для начинающего мастера, будет крайне полезно пользоваться линейкой ограничения глубины сверления. Эта линейка устанавливается на ручке дрели или шуруповерта и фиксируется на ней винтом. Линейкой комплектуются практически все вышеперечисленные инструменты, разве что кроме электро отверток.
Применение «подложки» и использование ограничительной линейки дают возможность домашнему мастеру даже на не подготовленном рабочем месте получить высокое качество сквозного сверления. Для этого надо надежно зафиксировать деталь на «подложке» струбцинами или сильно ее прижать свободной рукой.
Фиксация деталей струбцинами наиболее полезна при отсутствии устойчивых навыков работы с дрелью, в этом случае обе руки остаются свободными для работы. Правда, это несколько увеличивает общее время работы, но позволяет избежать брака в работе. Кроме того, это еще и гарантия безопасности самого мастера.
При проведении большого объема работ, когда надо много различных отверстий, да еще и не в одной детали, следует внимательно следить за тем, чтобы вновь сделанное отверстие на детали не совпало с уже сделанным в «подложке». Это грубая ошибка может свести на нет все старания.
Это грубая ошибка может свести на нет все старания.
Поэтому, надо смещать «подложку» каждый раз, когда на нее укладывается новая деталь, следя, чтобы новое отверстие попадало на не просверленную часть «подложки». А еще лучше иметь несколько кусков вспомогательного материала, тогда можно будет просто менять эти панели на новые.
Кондуктор для сверления отверстий.
При работе на адресе даже опытные мастера пользуются различными кондукторами для сверления отверстий. Часто это оснастка собственного изготовления, но есть и покупные приспособления. Одним из наиболее удачных и универсальных кондукторов является кондуктор DÜBELPROFI производства немецкой фирмы «kwb».
Это проверенная многолетней профессиональной эксплуатацией вещь, кондуктор сделан из прочного пластика и укомплектован «барабаном» из высококачественного металла. В барабане сделаны направляющие отверстия различных диаметров, каждое отверстие в отдельности играет роль направляющей втулки для сверла.
Кондуктор «настраивается» на необходимый отступ от края обрабатываемой панели и надежно фиксируется в выбранном положении. Его применение наиболее эффективно при сверлении торцов деталей из ЛДСП. Эта далеко непростая при работе «на глаз» и ответственная операция, залог качественной и быстрой сборки.
Используя кондуктор, можно, даже не обладая большим опытом, выдерживать геометрию и соблюдать глубину сверления отверстий. Что снижает риск расщепления плиты при последующем вворачивании в ее торец стяжки – конфирмата. А при работе на пласти ЛДСП он дает идеально перпендикулярное сверление.
Делая отверстие на пласти плиты, есть смысл начинать сверление вручную, сверлом по дереву надо пройти ламинат. Затем, сверло следует вынуть из отверстия, поменять на сверло по металлу, заточка сверла для металла предпочтительней на выходе, и продолжить сверление через кондуктор, плотно удерживая его на детали.
Какие конфирматы использовать для ЛДСП 16 мм?
Евровинт – это крепежный элемент, его еще называют конфирматом, известен с начала 1990-х.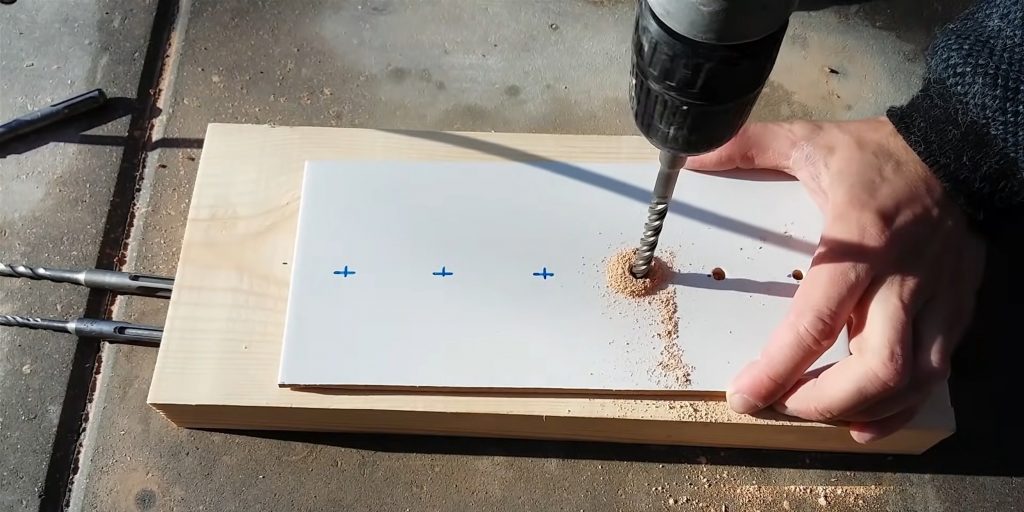 Этот винт также называют еврошурупом или просто – «евриком». Название произошло от торговой марки Confirmat, под которой она производится немецкой фирмой Hafele. В СССР про конфирмат узнали только в 1973 году.
Этот винт также называют еврошурупом или просто – «евриком». Название произошло от торговой марки Confirmat, под которой она производится немецкой фирмой Hafele. В СССР про конфирмат узнали только в 1973 году.
Евровинт – это крепежный элемент, его еще называют конфирматом.
Еще одним вариантом является сверление деталей вместе.
Конфирмат выглядит как винт с плоским концом, но с потайной головкой на шесть или четыре грани. Имеет внизу витки резьбы с зазубринами. В верхней части винта, возле головки, отсутствует резьба из-за ненадобности, так как конфирмат намного толще шурупа и верхняя часть резьбы не играет никакой роли в надежности крепления. Евровинты для мебели производятся из высокопрочной углеродистой стали, что позволяет при неправильном использовании, легко достать из материала.
Конфирмат выглядит как винт с плоским концом, но с потайной головкой на шесть или четыре грани.
После соединения (стягивания) двух деталей их можно подправить резиновой киянкой.
Преимущества конфирмата над обыкновенным саморезом велики, потому что он не только стягивает детали друг к другу, но и крепко удерживает их от боковых смещений. Соединенные детали на саморезе будут сидеть недостаточно жестко. Из-за хрупкости ДСП использование шурупов не оправдывает ожиданий. ДСП довольно мягкий материал и надежность самореза зависит от того места куда он будет вкручен. Конфирмат же будет держать надежно и крепко даже, если в ДСП будут поры.
Имеет внизу витки резьбы с зазубринами.
С помощью него делается небольшая выемка в пласти и торце.
Используя евровинты, вы получаете высокую надежность секций, стянутых этим крепежным изделием. Стоимость, по отношению к любому изделию – копеечная. Конфирмат прост в установке и выдерживает большие нагрузки. Недостатком является незакрытый крепеж, видно шляпку. Ее нужно закрывать заглушкой или наклейкой под цвет ЛДСП. Еще одним недостатком является определенное количество сборки мебели, зачастую не больше трех раз, потому что при частой разборке мебели резьба может сорваться.
Евровинты для мебели производятся из высокопрочной углеродистой стали, что позволяет при неправильном использовании, легко достать из материала.
Во избежание сколов с обратной стороны подкладывается лист ДСП или фанеры.
Содержание
- Как соединить?
- Размеры конфирматов
- Необходимый инструмент
- Глубина и ширина отверстия
- Разметка мест сверления
- Сверление в пласт детали
- Сверление в торце детали
- Сверление в двух деталях одновременно
- Приспособления для сверления отверстий
- Сверление под шканты
Как соединить?
Чтобы соединить две детали из ЛДСП (толщина одного листа 16 мм) используется евровинт. Один из самых бюджетных и доступных способов на сегодняшний день. Чтобы его установить вам понадобятся:
- дрель;
- сверла 4.5 мм и 7 мм или «конфирматное» сверло;
- ручка, угольник, шестигранный ключ.
Преимущества конфирмата над обыкновенным саморезом велики, потому что он не только стягивает детали друг к другу, но и крепко удерживает их от боковых смещений.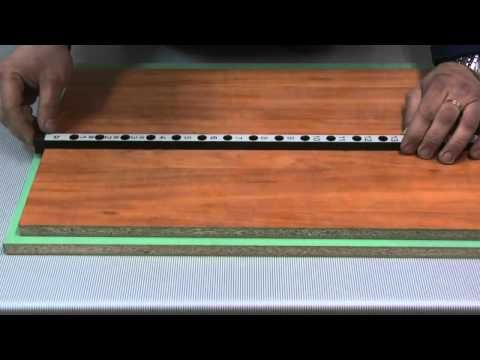
Иначе конфирмат будет выпадать, либо наоборот, разорвет ДСП, и вы испортите мебель.
Нужно стянуть две детали толщиной 16 мм. По вертикали детали отступаем 8 мм и чертим осевую линию, ставим точку. Делаем отверстие с помощью сверла диаметром 7 мм. На второй детали делаем то же самое, только берем сверло диаметром 4.5 мм. Если у вас имеется «конфирматное» сверло, работа сокращается в разы, но такое сверло достаточно непросто найти. Все что вам нужно — это сделать отверстие и соединить две детали вместе. Использование такого сверла рационально в случае большого объема работы и неоднократном использовании. Покупать такое сверло для «одноразового» использования нецелесообразно.
Конфирмат же будет держать надежно и крепко даже, если в ДСП будут поры.
Тут главное — выдержать все размеры.
При сборке мебели используется конфирмат 6,4*50. Чтобы соединить детали качественно диаметр отверстия должен быть 4,5-5 мм. и глубиной 50мм.
Используя евровинты, вы получаете высокую надежность секций, стянутых этим крепежным изделием.
Чтобы соединить детали качественно диаметр отверстия должен быть 4,5-5 мм. и глубиной 50мм.
Размеры конфирматов
Нужные параметры принято считать по наружной резьбе.
Недостатком является незакрытый крепеж, видно шляпку.
При сборке мебели используется конфирмат 6,4*50.
Самые ходовые размеры евровинтов:
Стоимость, по отношению к любому изделию – копеечная.
Покупать такое сверло для «одноразового» использования нецелесообразно.
Тут главное — выдержать все размеры. Иначе конфирмат будет выпадать, либо наоборот, разорвет ДСП, и вы испортите мебель. Конфирматное сверло также делает выемку под шляпку. Отверстия делаются строго по разметке и дрель нужно держать параллельно с поверхностью. Во избежание сколов с обратной стороны подкладывается лист ДСП или фанеры. Важный момент: при сверлении торца детали, сверло должно стоять строго перпендикулярно к ее торцу, иначе при отклонении сверло уйдет в сторону, и деталь будет испорчена. В сверлении в пласти детали важна перпендикулярность дрели к детали.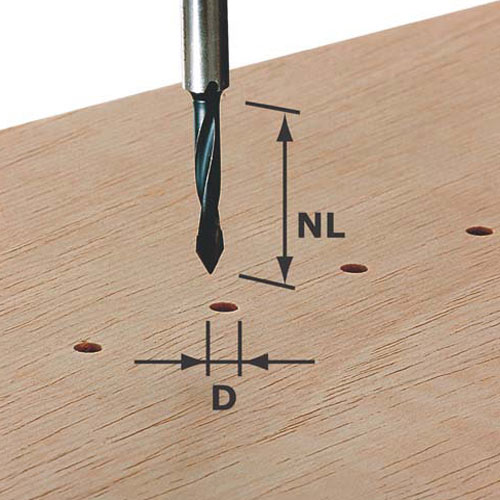 Чтобы избежать схода сверла, воспользуетесь обычным шилом. С помощью него делается небольшая выемка в пласти и торце. После соединения (стягивания) двух деталей их можно подправить резиновой киянкой.
Чтобы избежать схода сверла, воспользуетесь обычным шилом. С помощью него делается небольшая выемка в пласти и торце. После соединения (стягивания) двух деталей их можно подправить резиновой киянкой.
Соединенные детали на саморезе будут сидеть недостаточно жестко. Из-за хрупкости ДСП использование шурупов не оправдывает ожиданий.
Использование такого сверла рационально в случае большого объема работы и неоднократном использовании.
Еще одним вариантом является сверление деталей вместе. Этот способ не только быстрый, но и точный. Только для этого необходимо надежно зафиксировать детали с помощью зажимов. Тем самым вы экономите свое время и ускоряете процесс сборки.
Чтобы соединить две детали из ЛДСП (толщина одного листа 16 мм) используется евровинт.
Если у вас имеется «конфирматное» сверло, работа сокращается в разы, но такое сверло достаточно непросто найти.
В итоге, использование конфирмата себя полностью оправдывает. Для его установки не надо специальных приспособлений. Все что нужно, это заказать необходимое количество конфирматов. С первого раза у вас маловероятно выйдет качественная стяжка, но, сделав пару стяжек, все получится. Как говорится, глаза боятся, а руки делают.
Все что нужно, это заказать необходимое количество конфирматов. С первого раза у вас маловероятно выйдет качественная стяжка, но, сделав пару стяжек, все получится. Как говорится, глаза боятся, а руки делают.
Нужно стянуть две детали толщиной 16 мм.
На второй детали делаем то же самое, только берем сверло диаметром 4.5 мм.
С первого раза у вас маловероятно выйдет качественная стяжка, но, сделав пару стяжек, все получится.
Основным крепежным элементом в сборке мебели является конфирмат. Ввинчивается он с предварительным сверлением отверстия. Именно сверление сборочных отверстий в ДСП под конфирматы мы и рассмотрим в данной статье.
Необходимый инструмент
Для сборки деталей ДСП нам понадобится:
- Шуруповерт
- Бита под конфирматы
- Конфирматное сверло
- Линейка или рулетка
- Карандаш и шило
- Конфирматы
Глубина и ширина отверстия
При сборке мебели обычно используют конфирмат размером 6,4*50. Т.к. диаметр резьбы 6,4 мм, а диаметр тела конфирмата 4,4 мм, то для качественного крепления деталей диаметр отверстия должен быть в пределах 4,5-5 мм и глубиной не менее 50 мм.
Т.к. диаметр резьбы 6,4 мм, а диаметр тела конфирмата 4,4 мм, то для качественного крепления деталей диаметр отверстия должен быть в пределах 4,5-5 мм и глубиной не менее 50 мм.
Если толщина отверстия будет больше указанной – конфирмат будет плохо держать детали, если меньше – он своей толщиной может разорвать ДСП.
Для сверления используют конфирматное сверло, диаметром 4,5 мм, которое оснащено дополнительной головкой для сверления увеличенного отверстия под шейку конфирмата, которая так же делает зенковку под его шляпку.
Конечно, можно использовать и обычное сверло диаметром 5 мм, но для качественного крепления в отверстии дополнительно нужно будет делать место под шейку конфирмата и его шляпку.
Разметка мест сверления
Чтобы идеально скрепить две детали, необходимо максимально точно разметить места их креплений.
На детали, которая будет накладываться на торец (та, на которой будет сквозное отверстие), нужно сделать два замера – по длине (обычно 5-10 см) и от края – ровно 8 мм (это если толщина плиты 16 мм).
На детали, которая ложится перпендикулярно, точку сверления отмечаем на торце. Здесь нужно выдержать такое же расстояние по длине (5-10 см от начала), а по ширине – строго по центру (8 мм от края).
Разметку делать нужно максимально точно, особенно по длине, т.к. при неправильной разметке ваши детали при стыковании могут иметь лишние зазоры или выступы.
Лучше сделать сквозное отверстие в первой детали, приложить ее ко второй — и сразу же сверлом наметить место сверления в торце второй детали. А далее, отдельно уже , спокойно досверлить отверстие.
Сверление в пласт детали
Делаем отверстие на расстоянии в 8 мм от края.
Дрель ВСЕГДА нужно держать строго перпендикулярно к поверхности
Перед тем, как сделать сквозное отверстие, подложите под деталь кусок ненужного ДСП. Так вы предотвратите появления сколов на обратной стороне.
Когда сквозное отверстие будет сделано, для сверления отверстий под шейку и шляпку конфирмата деталь можно будет сверлить на весу.
Сверление в торце детали
Главное правило – при сверлении в торце сверло должно находится строго перпендикулярно по отношению к торцу детали. Если вы не удержите дрель ровно, сверло может уйти в сторону и выйти наружу, тем самым испортив деталь.
При сверлении нужно несколько раз вытягивать сверло, чтобы в отверстии не забивалась стружка.
Сверление в двух деталях одновременно
Такой вариант считается самым точным и, к тому же, самым быстрым. Но для того, чтобы сделать отверстие в двух деталях одновременно, перед сверлением вам нужно будет их зафиксировать. Для этого могут понадобиться специальные зажимы, струбцины и другие приспособления.
Приспособления для сверления отверстий
Чтобы каждый раз не размечать 8 мм от края как в пласт, так и по торцу, можно использовать специальное приспособление, которое, кстати, легко сделать самому.
Оно представляет собой некий деревянный шаблон с металлической втулкой для сверла внутри.
Выглядит вот так, смотрите фото:
А это уже более профессиональная штука:
Смотрите короткое видео по точному сверлению отверстий в ДСП под конфирматы и сборке мебельных деталей:
Сверление под шканты
Отверстие под шканты делается сверлом 8 мм. Также, чтобы не просверлить деталь насквозь, его желательно оснастить ограничителем глубины.
В торце сверлим тем же сверлом на глубину до 20 мм. Не забываем, что при любых работах дрель должна быть строго перпендикулярна плоскости детали.
Конечно, если вы впервые в жизни взяли дрель в руки, у вас получится не очень. Но данному занятию довольно быстро можно научиться.
Удачи!
Сверление стен: как не задеть
Итак, вам нужно просверлить отверстие в стене. Но откуда ты знаешь, что там ничего нет?
Если у вас нет чертежей вашего дома, вы никогда не можете быть на 100% уверены, что за гипсокартоном ничего нет. Но если вы осмотрите участок на предмет возможных труб и электромонтажных работ и просверлите стену только на небольшом расстоянии, вы можете снизить вероятность задевания чего-либо важного.
Но если вы осмотрите участок на предмет возможных труб и электромонтажных работ и просверлите стену только на небольшом расстоянии, вы можете снизить вероятность задевания чего-либо важного.
Очевидно, здесь есть о чем поговорить, так что давайте покопаемся.
Примечание. Этот блог содержит партнерские ссылки. Если вы нажмете и совершите покупку, я могу получить компенсацию (без каких-либо дополнительных затрат для вас). Есть три основных вещи:
- Шипы — они на самом деле предназначены для ударов.
- Электрические провода — в них сложно попасть.
- Трубы – в них очень, очень сложно попасть.
Шпильки
Если в вашем доме есть деревянные шпильки (в большинстве жилых домов, хотя стальные шпильки постепенно становятся все более распространенными в многоэтажных домах), шпильки на самом деле являются инструментом, который вы можете использовать для подвешивания тяжелых вещей.
Шпильки сделаны из дерева, и много раз вы на самом деле хотите, чтобы ударил по ним.
Древесина мягкая, и если ваше сверло входит во что-то за гипсокартоном без особого давления с вашей стороны, скорее всего, это шпилька. Если вы вынете сверло и увидите, что к нему прилипли опилки, вы почти наверняка попали в шпильку.
(Примечание: если вы достанете сверло и увидите пластик, скорее всего, вы попали в трубу. Это… далеко не идеально. Идите отключите воду и электричество в своем доме. Затем продолжайте читать.)
Вы также можете перепроверить, попали ли вы в гвоздь, ища больше гвоздей в любом направлении. Шпильки обычно находятся на расстоянии 16 или 24 дюймов друг от друга. Если вы найдете еще одну вещь, похожую на шпильку, на любом из этих расстояний, скорее всего, вы нашли шпильку.
Электрические провода
Хорошие новости: на самом деле электрические провода довольно сложно поразить по нескольким причинам. Во-первых, электрические нормы требуют, чтобы перед проводами, проходящими через шпильки, располагались металлические пластины.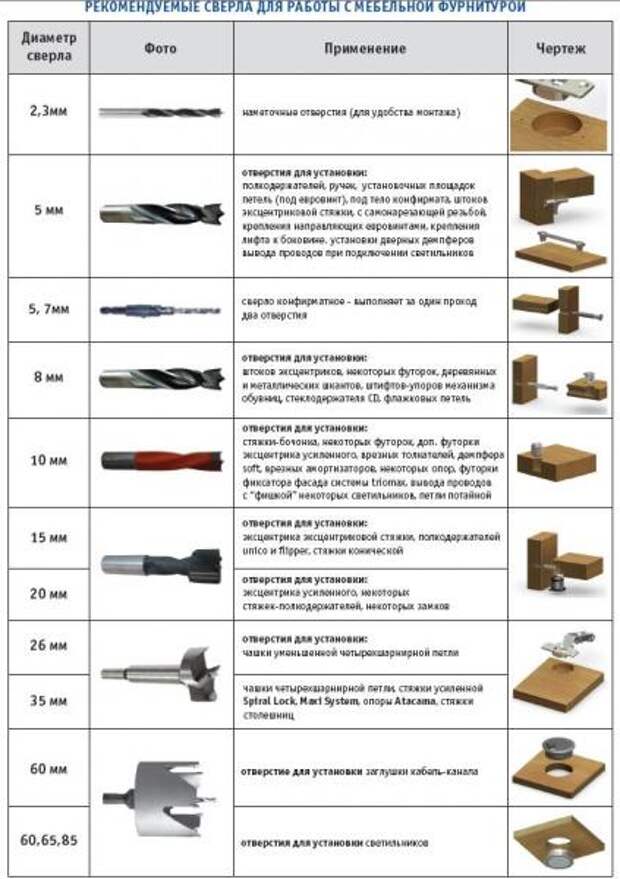
Металлические пластины трудно просверлить, поэтому, если вы наткнулись на что-то, во что не может проникнуть ваша дрель, не пытайтесь! Ваша дрель должна легко врезаться в дерево и гипсокартон. Если это не так, считайте это предупреждением о том, что вам следует прекратить бурение.
Так, электрические провода, проходящие через шпильки, обычно защищены металлическими пластинами. Очевидно, что это более вероятно в новом строительстве и в некоторой степени зависит от того, как ваш строитель / электрик следует правилам.
Во-вторых, электрическая проводка проложена так, что в линии есть немного «податливости», таким образом, если вам нужно будет переместить ее или вытащить дальше, у вас будет дополнительный шнур для работы.
Из-за этого, если вы заденете кусок незакрепленного электрического провода, ваша дрель, скорее всего, просто смахнет его в сторону, а не проткнет провод.
Однако, несмотря на это, удар по электрическому проводу возможен. Если это произойдет, вы узнаете. Вы получите неприятный шок (это вряд ли убьет вас, но вы это почувствуете) и, возможно, немного испугаетесь.
Если это произойдет, вы узнаете. Вы получите неприятный шок (это вряд ли убьет вас, но вы это почувствуете) и, возможно, немного испугаетесь.
Трубы
Удары по электрическим проводам — это плохо. Удар по трубе – это настоящая чрезвычайная ситуация.
Вода – злейший враг дома. Древесина? Гниет при контакте с водой. Гипсокартон? Начинает плесневеть. Ковер? Напольное покрытие? Буквально каждый строительный материал когда-либо? Вода их уничтожает.
Итак, бить трубу — это плохо. Мой следующий вопрос: у вас есть медные трубы, трубы из ПВХ или более новые гибкие пластиковые трубы?
Один из них просверлить гораздо труднее, чем остальные. Если у вас есть медные трубы, вы в хорошей форме. Хотя вы, безусловно, можете ударить по трубе, потребуется много усилий, чтобы просверлить в ней отверстие.
Еще раз, если вы столкнулись с сопротивлением, прекратите бурение. Сопротивление — лучшее предупреждение при сверлении стен.
ПВХ и гибкие пластиковые трубы, с другой стороны, гораздо чаще используются в новых домах.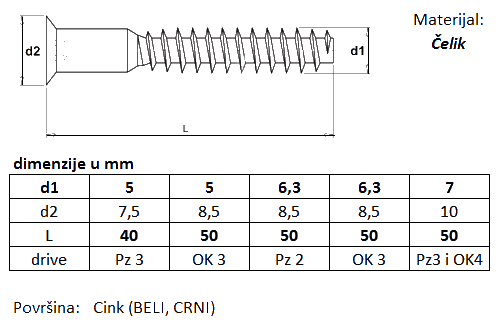 К сожалению, их также легче просверлить. Вы можете даже не осознавать, что сделали это, пока не вытащите сверло и не увидите пластик (и, возможно, много воды).0003
К сожалению, их также легче просверлить. Вы можете даже не осознавать, что сделали это, пока не вытащите сверло и не увидите пластик (и, возможно, много воды).0003
Примечание: Вы не всегда можете видеть воду. Если вы заденете водосточную трубу, то этот маленький кусочек пластика может быть единственным, что вы заметите, пока через 3 месяца весь дом не пахнет сточными водами.
Как избежать ударов о стены
Я знаю, что удар по трубе кажется плохим. Но на самом деле очень легко избежать ударов о стены.
Я сверлил свои стены более 6 лет. Я никогда не попадал ни в одну вещь (кроме преднамеренного шипа). Вот что я обычно делаю:
1. Визуальный осмотр возможных препятствий
Очевидно, вы не можете смотреть в стену. Если бы вы могли, нас бы здесь не было. Но вы можете осмотреть свой дом и довольно точно предположить, будет ли там труба или электрический провод. Вот некоторые вещи, на которые стоит обратить внимание:
- Что находится по ту сторону вашей стены? Если есть раковина или душ, в этой стене, вероятно, есть труба.

- Что выше или ниже вашей стены? Если вы находитесь под ванной, труба может идти вверх по стене.
- Есть ли поблизости электрическая розетка или выключатель света? К этим вещам идут провода, обычно на одном уровне в стене. Вместо этого попробуйте сверлить выше или ниже этого уровня.
- Ваша стена внутренняя или внешняя? Если вы живете в холодном месте, трубы обычно располагаются на внутренних стенах, поскольку так их легче уберечь от замерзания.
2. Подготовка к бурению
После того, как вы определили свое местоположение и уверены, что не наткнетесь ни на что важное, есть две основные вещи, которые вы должны сделать перед тем, как начать.
Прежде всего, найдите точку отключения воды в вашем доме. Убедитесь, что вы можете управлять им. На всякий случай. То же самое с электричеством.
Во-вторых, возьмите сверло и наклейте на него небольшой кусочек малярной ленты примерно в 5/8″ от конца. Это подскажет вам, где прекратить бурение. 5/8″ должны пройти через гипсокартон 1/2″.
5/8″ должны пройти через гипсокартон 1/2″.
(Это лопаточное сверло, а не спиральное сверло, но вы уловили идею, верно?)
Попадание в трубы и электрические провода зависит от фактического глубокого сверления стены. Если не просверлить гипсокартон, ничего важного не наткнешься.
Малярная лента — это ваша мерка. Когда вы наткнетесь на край малярной ленты, прекратите сверление.
3. Просверлите отверстие до отметки на липкой ленте
Медленно просверлите отверстие до отметки на липкой ленте. Это должно пройти через гипсокартон (если нет, вы, вероятно, достаточно близко, чтобы проткнуть сверло рукой).
Теперь у вас есть миленькая дырочка в стене. Если вам действительно нужно сверлить дальше (например, в шпильку), вы можете воткнуть в отверстие небольшое сверло и убедиться, что это шпилька в стене, а не труба.
Также стоит повторить: если по какой-то причине вы не последовали этому и просверлили стену глубже, чем 5/8″, и вы натолкнулись на сопротивление, прекратите бурение. Сопротивление — лучшее предупреждение, прежде чем случится что-то плохое.
Сопротивление — лучшее предупреждение, прежде чем случится что-то плохое.
Модные инструменты
Возможно, вам интересно узнать о причудливых детекторах, представленных на рынке. Они есть и стоят не так дорого. Не стесняйтесь покупать один, если он заставляет вас чувствовать себя лучше.
Тем не менее, я слышал много случаев, когда инструмент обнаруживал «шпильку», а это оказывалось трубой. Это, наверное, мой самый страшный кошмар.
У меня его нет. Мой метод маскировки лентой всегда работал для меня.
Прецизионные отверстия путем сверления, растачивания и развертывания — Tarkka
Крайне важно, чтобы инженеры-конструкторы понимали весь путь
деталей, которые они проектируют, от определения чертежа до производства,
и осмотр. Одной из наиболее распространенных особенностей конструкции машин является отверстие.
Независимо от того, принимает ли он болт или прецизионный подшипник, он должен быть правильным.
размера и в правильном месте для правильной работы машины. В этом
видео, мы изложим соображения по проектированию отверстий и точности
отверстий, дать вам несколько советов по их надежной и экономичной обработке, а также
сравнить различные способы их проверки.
В этом
видео, мы изложим соображения по проектированию отверстий и точности
отверстий, дать вам несколько советов по их надежной и экономичной обработке, а также
сравнить различные способы их проверки.
Разделы видео
00:00 – Введение
00:47 – Прецизионные отверстия в конструкции машин
02:36 – Пределы размеров отверстий
03:03 – Элементы управления положением GD&T
03:55 – Элементы управления формы GD&T
04: 43 – GD&T Orientation Controls
05:31 – Отделка поверхности
06:26 – Просверленные отверстия
07:33 – Советы по использованию сверл
08:23 – Центровочные сверла
09:44 – Развертки
11:26 – Растачивание
12: 27 – Круговое фрезерование
13:07 – Регулируемая компенсация (G41/G42)
14:28 – Точность процессов обработки
16:21 – Проверка прецизионных отверстий
17:03 – Калибры-пробки (проходные/непроходные штифты)
17:54 – Штангенциркули для внутренних измерений
18:26 – Телескопические нутромеры
19:00 – Микрометр с внутренним диаметром трубы
19:36 – Нутромер со шкалой
20:19 – Трехточечный микрометр
21:45 – Проверка соответствия отверстия спецификации
23:10 – Правило 1, Принцип конверта
24:01 — ISO и ASME для элементов размера
25:31 — Заключение
Дополнительные ресурсы
- Mitutoyo, Краткое руководство по прецизионным измерительным приборам
- Содержит обширную информацию о том, как выбирать и использовать различные типы ручных и цифровых измерительных приборов и учитывать связанные с ними ошибки.

- Содержит обширную информацию о том, как выбирать и использовать различные типы ручных и цифровых измерительных приборов и учитывать связанные с ними ошибки.
- ВВС США, Стандарт авиационного проектирования AND10387
- Перечень общепринятых допусков на размер просверленных отверстий.
- Точность кромки, компенсация на режущий инструмент небольшое пояснение
- Одно из лучших доступных объяснений того, как настроить компенсацию G41/G42 в режиме управления для фрезерной обработки с ЧПУ.
Стенограмма видео
Прецизионные сверления и отверстия являются фундаментальной особенностью почти каждой машины. Если вы когда-либо проектировали что-либо со штифтом, подшипником или уплотнением, вам, несомненно, приходилось указывать точное отверстие.
Тщательная спецификация и контроль отверстий необходимы для правильного функционирования почти каждой машины. В этом видео мы познакомим вас с основными методами изготовления отверстий, используемыми в промышленности, и покажем вам некоторые передовые методы проектирования, чтобы вы не увеличивали ненужные затраты на свои детали и не создавали проблем во время производства. Мы также дадим вам несколько советов по получению отличных результатов при обработке с помощью обычных инструментов и оборудования. А поскольку основой прецизионной обработки являются прецизионные измерения, мы обсудим некоторые аспекты метрологии, чтобы вы могли каждый раз измерять свои детали быстро и точно.
Мы также дадим вам несколько советов по получению отличных результатов при обработке с помощью обычных инструментов и оборудования. А поскольку основой прецизионной обработки являются прецизионные измерения, мы обсудим некоторые аспекты метрологии, чтобы вы могли каждый раз измерять свои детали быстро и точно.
Во-первых, давайте поговорим о некоторых примерах проектирования станков, где вам нужно будет указать прецизионное отверстие. Этот шарикоподшипник установлен в алюминиевом корпусе. Отверстие, в которое он подходит, должно быть очень точно выполнено, чтобы подшипник функционировал должным образом. Если посадка между подшипником и корпусом слишком плотная, подшипник может заблокироваться после установки или преждевременно выйти из строя. Если посадка слишком свободная, подшипник может сместиться во время работы, что приведет к вибрации или другим проблемам в машине.
Для достижения номинальных характеристик шарикоподшипникам требуется тщательно обработанный корпус и вал.
Для этого подшипника разница между «слишком герметичным» и «слишком свободным» отверстием составляет всего около пяти десятитысячных дюйма, или 12 микрон. Это очень жесткий допуск, и для правильной обработки и проверки требуется определенная осторожность.
Другим примером прецизионного отверстия является отверстие под уплотнение. Как мы обсуждали в нашем видеоролике об уплотнительных кольцах, уплотнения зависят от тщательно контролируемого взаимодействия с отверстием. Если посадка слишком тугая, поршень может заклинить. Слишком слабое, и уплотнение может протекать или выдавливаться в зазор между поршнем и отверстием.
Установочные штифты можно использовать для выравнивания двух компонентов. Тщательный контроль местоположения требуется, если детали должны легко собираться. Наконец, конструкторы часто выравнивают компоненты или передают усилие с помощью штифтов. Одна из распространенных схем состоит в том, чтобы спроектировать соединение таким образом, чтобы штифты вдавливались в одну часть, а другая часть свободно скользила по ним. Достижение этих посадок требует не только точного размера отверстий, но и того, чтобы они были просверлены в правильных местах.
Достижение этих посадок требует не только точного размера отверстий, но и того, чтобы они были просверлены в правильных местах.
Имея в виду эти области применения, давайте более внимательно подумаем об особых качествах отверстия, влияющих на его характеристики, и обсудим, как мы можем контролировать эти качества на инженерном чертеже. Самая очевидная характеристика, которая приходит на ум, — размер. Если отверстие слишком маленькое, ответная часть не подойдет. И если он слишком большой, он может не обеспечить требуемой точности выравнивания. Конструктор использует допуск, чтобы указать диапазон размеров, приемлемый для готового элемента. Ранее мы показывали вам, как систематически устанавливать этот допуск на основе желаемого соответствия между компонентами.
Если отверстия в шаблоне расположены неаккуратно, детали не соберутся. Но размер отверстия — не единственная характеристика, о которой нам нужно беспокоиться. Если вы когда-либо пытались выровнять две детали с помощью набора винтов или штифтов, вы, возможно, лично столкнулись с важностью расположения отверстий. В этом случае, даже если размеры всех задействованных отверстий находятся в пределах допуска, вы можете обнаружить, что детали все равно не подходят друг к другу. Это связано с тем, что отверстия также должны находиться в правильном месте, чтобы соединение функционировало должным образом. В то время как допуск местоположения можно контролировать с помощью обычных линейных размеров, геометрических размеров и допусков, или GD&T, позволяет проектировщику гораздо более точно контролировать допуски положения элементов, а также увеличивает величину допустимого допуска без влияния на функциональность.
В этом случае, даже если размеры всех задействованных отверстий находятся в пределах допуска, вы можете обнаружить, что детали все равно не подходят друг к другу. Это связано с тем, что отверстия также должны находиться в правильном месте, чтобы соединение функционировало должным образом. В то время как допуск местоположения можно контролировать с помощью обычных линейных размеров, геометрических размеров и допусков, или GD&T, позволяет проектировщику гораздо более точно контролировать допуски положения элементов, а также увеличивает величину допустимого допуска без влияния на функциональность.
Но допусков на размер и расположение по-прежнему недостаточно для полного определения размерных характеристик отверстия. Отверстие, даже очень точно обработанное, никогда не бывает идеальным цилиндром. Всегда есть крошечные вариации, высокие и низкие точки, которые отклоняются от идеального цилиндра. Величина допустимого отклонения от идеально круглого прямого цилиндра контролируется допуском формы. Для цилиндров допуски GD&T на прямолинейность, округлость и цилиндричность являются основными способами, с помощью которых проектировщик определяет требования к форме. Если вы работаете в соответствии со стандартами черчения ASME, существует также неявный контроль формы, о котором мы поговорим чуть позже.
Величина допустимого отклонения от идеально круглого прямого цилиндра контролируется допуском формы. Для цилиндров допуски GD&T на прямолинейность, округлость и цилиндричность являются основными способами, с помощью которых проектировщик определяет требования к форме. Если вы работаете в соответствии со стандартами черчения ASME, существует также неявный контроль формы, о котором мы поговорим чуть позже.
Существует еще одно размерное свойство, называемое ориентацией, которое также может иметь большое влияние на производительность машины. Ориентация используется для описания того, насколько параллельно или перпендикулярно должно быть отверстие по отношению к другому элементу. Например, когда отверстия подшипников имеют чрезмерное угловое смещение, вал может заклинить во время установки или вызвать нежелательные силы и моменты во время работы, что приведет к преждевременному выходу из строя.
Существует множество нюансов в допусках расположения, ориентации и формы, и мы пока просто хотим познакомить вас с этими понятиями на высоком уровне. В следующих видеороликах мы больше сосредоточимся на особенностях этих элементов управления, особенно в том, что касается GD&T.
В следующих видеороликах мы больше сосредоточимся на особенностях этих элементов управления, особенно в том, что касается GD&T.
Последней характеристикой отверстия является качество обработки его поверхности. Обработка поверхности особенно важна при работе с гидравлическими или пневматическими уплотнениями, поскольку слишком грубая обработка увеличивает вероятность утечек или приводит к преждевременному износу уплотнительных элементов.
Прецизионные отверстия могут быть изготовлены различными методами, и оператор должен найти компромисс между каждым из них, чтобы выбрать наиболее экономичный процесс, отвечающий требованиям чертежа. Четыре основных процесса формирования и обработки отверстий — это сверление, развертывание, растачивание и круговая интерполяция с помощью концевой фрезы. Есть много других процессов, но эти четыре широко доступны почти в каждом механическом цехе. Давайте поговорим о каждом из них немного подробнее.
Давайте поговорим о каждом из них немного подробнее.
Сверление, пожалуй, самый известный процесс механической обработки. Сверла, используемые в металлообработке, имеют две угловые режущие кромки, которые сходятся в центральной точке. В отличие от концевой фрезы, канавки спирального сверла не являются режущими поверхностями. Их единственная функция состоит в том, чтобы работать как шнек, перемещая стружку вверх и из отверстия.
Глубокие отверстия могут значительно увеличить стоимость производства, особенно когда требуются специальные инструменты. Для проектировщика важным фактором при высверливании отверстия является соотношение между его глубиной и диаметром. Например, если диаметр отверстия составляет полдюйма, а его глубина — два дюйма, мы бы сказали, что отношение его глубины к диаметру равно четырем. Отверстия с отношением глубины к диаметру пять и выше обычно считаются «глубокими» и могут потребовать специальных циклов сверления и инструментов, которые увеличивают стоимость детали.
Дизайнер также должен знать, что отверстия можно сверлить только перпендикулярно поверхности. Если вам нужно отверстие на изогнутой или наклонной грани, вы должны указать точечную грань, которая создает плоское дно для работы.
Использование правильных подач и скоростей значительно снижает проблемы с эвакуацией стружки, но для более глубоких отверстий часто требуются специальные инструменты или циклы сверления.Для станочника основной задачей при сверлении является удаление стружки. В более глубоких отверстиях, особенно в алюминии, стружка имеет тенденцию застревать в канавках сверла, что резко увеличивает тепловыделение при резании.
На сегодняшний день лучший способ решить эту проблему — подача СОЖ через шпиндель. Эта система подает охлаждающую жидкость под высоким давлением прямо к режущей кромке сверла. Когда охлаждающая жидкость вытекает из просверливаемого отверстия, она уносит с собой стружку. Если подача СОЖ через шпиндель недоступна, могут помочь циклы сверления, а также существуют сверла с параболической канавкой, предназначенные для более эффективного удаления стружки из отверстия. Снижение скорости вращения шпинделя при сохранении той же подачи на оборот также может помочь за счет снижения тепловыделения, что снижает вероятность слипания стружки.
Снижение скорости вращения шпинделя при сохранении той же подачи на оборот также может помочь за счет снижения тепловыделения, что снижает вероятность слипания стружки.
Если вы хотите просверлить отверстие так, чтобы сверло не блуждало по заготовке, обязательно начните с хорошего центрирующего сверла. Точечные сверла намного короче обычных спиральных сверл, а также имеют очень короткие канавки. Это делает их намного более жесткими, чем обычные сверла, обеспечивая точный начальный конус, который помогает направлять последующие операции сверления.
Как правило, угол точечного сверления выбирается таким, чтобы он был равен или превышал угол вершины сверла. Идея состоит в том, что вы хотите, чтобы центр сверла соприкоснулся и начал резать раньше, чем внешние края. Диаметр конуса, оставляемого на заготовке центральным сверлом, должен составлять около 75% от диаметра сверла, которое вы планируете использовать.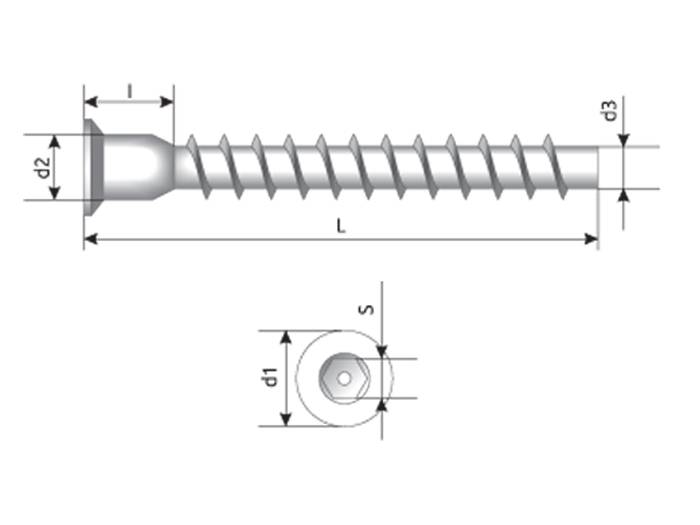
Даже при тщательном точечном сверлении и оптимизированном процессе сверление не считается особо точным методом. В этой таблице показаны обычно ожидаемые допуски на размер просверленного отверстия для различных размеров. При сверлении на станке допуск на предполагаемое положение должен быть не более восьми тысяч или 0,2 мм в диаметре.
Хотя сверление само по себе не является особо точным процессом, просверленные отверстия часто уточняются последующими операциями для повышения их точности. Когда размер отверстия требует более жестких допусков, чем позволяет только сверление, отверстие может быть закончено путем развертывания.
Развертки — это эффективный и экономичный способ обработки отверстий очень точного размера. Развертка представляет собой рифленый режущий инструмент, который удаляет тонкий слой материала, увеличивая отверстие примерно на десять-пятнадцать тысячных, или от 0,25 до 0,5 мм. Традиционные патронные развертки имеют небольшую фаску на носу, которая выполняет большую часть резки. Там, где при сверлении можно получить допуски на размер порядка плюс-минус пять тысяч или сто микрон, развертывание может надежно удерживать допуски в пределах тысячных, или 25 микрон.
Там, где при сверлении можно получить допуски на размер порядка плюс-минус пять тысяч или сто микрон, развертывание может надежно удерживать допуски в пределах тысячных, или 25 микрон.
Грубо говоря, вы должны запускать развертку на половине скорости и удвоенной скорости подачи на оборот по сравнению с только что использованным сверлом. Вы также должны срезать любой излом кромки или снять фаску перед развертыванием. Этот ввод поможет центрировать развертку, а также позволит удалить небольшой заусенец, оставшийся после операции снятия фаски.
Иногда можно «отрегулировать» размер разреза развертки на несколько десятых, просто изменив смазочно-охлаждающую жидкость или подачу и скорость. Вообще говоря, более густая, более смазывающая смазочно-охлаждающая жидкость, более низкая скорость и более высокая подача позволяют получить отверстие немного меньшего размера для данного материала.
Развертка не может исправить проблемы с расположением или формой просверленных отверстий. Развертки на самом деле спроектированы так, чтобы быть очень гибкими, самоцентрирующимися на пилотном отверстии и повторяющими его профиль. Если просверленное отверстие находится в неправильном месте или неровно, его расширение не сильно улучшит ситуацию.
Развертки на самом деле спроектированы так, чтобы быть очень гибкими, самоцентрирующимися на пилотном отверстии и повторяющими его профиль. Если просверленное отверстие находится в неправильном месте или неровно, его расширение не сильно улучшит ситуацию.
Когда вам нужно сделать очень прямые круглые отверстия в очень точных местах, расточка является золотым стандартом. Расточные головки имеют эксцентриковую фрезу, часто токарную расточной оправку, которая медленно подается в отверстие. В отличие от развертки, которая может прорезать отверстие только одного размера, расточная головка регулируется, что позволяет обрабатывать широкий диапазон диаметров с помощью одного инструмента.
Настройка расточных головок — довольно медленный процесс, но как только они настроены, они могут надежно выдерживать допуски на размер и расположение в несколько десятых долей или около 5 микрон, в зависимости от биения шпинделя и точности стола станка.
До того, как станки с ЧПУ стали широко доступны, расточка была гораздо более распространена, чем сейчас, особенно в качестве черновой обработки. С широким распространением обрабатывающих центров с ЧПУ расточка стала более высокоточной чистовой обработкой. Одна из причин, по которой расточные головки потеряли популярность, заключается в том, что станки с ЧПУ могут одновременно перемещать несколько осей, что позволяет фрезеровать круги и сложные профили.
Хотя фрезерование с ЧПУ очень универсально, оно обычно не так точно, как некоторые из процессов, которые мы рассмотрели, особенно когда речь идет о допуске на размер. Многие причины сводятся к программам CAM, предполагающим идеальный номинальный диаметр концевой фрезы. В действительности, большинство концевых фрез после окончательной шлифовки имеют размер на одну или две тысячи, или от 25 до 50 микрон, меньше своего номинального размера.
Если на вашем станке имеется измерительная система, вы можете значительно повысить точность фрезерованных элементов, включив «контролируемую компенсацию» для чистового прохода. Когда программа обработки детали вызывает управляемую компенсацию, обычно с блоком G41 или G42, контроллер станка вычисляет смещение центральной линии инструмента, используя измеренный диаметр конкретного инструмента, загруженного в шпиндель, в отличие от общего номинального инструмента. диаметр хранится в библиотеке инструментов программного обеспечения CAM. Эта компенсация, если она доступна, может увеличить точность фрезерования в пределах одной или двух тысяч, или между 25 и 50 микронами.
Когда программа обработки детали вызывает управляемую компенсацию, обычно с блоком G41 или G42, контроллер станка вычисляет смещение центральной линии инструмента, используя измеренный диаметр конкретного инструмента, загруженного в шпиндель, в отличие от общего номинального инструмента. диаметр хранится в библиотеке инструментов программного обеспечения CAM. Эта компенсация, если она доступна, может увеличить точность фрезерования в пределах одной или двух тысяч, или между 25 и 50 микронами.
Однако управляемая компенсация не может учитывать отклонение инструмента, которое часто приводит к изменению размера диаметра отверстия по его длине. А без регулярной калибровки люфта часто используемые фрезерные станки с ЧПУ имеют тенденцию вырезать искривленные круги по мере износа шарико-винтовых пар со временем. Хотя универсальность фрезерования с ЧПУ делает его привлекательным вариантом, важно подчеркнуть, что сверление, развертывание и растачивание по-прежнему имеют место, особенно когда требуются жесткие допуски.
Хотя универсальность фрезерования с ЧПУ делает его привлекательным вариантом, важно подчеркнуть, что сверление, развертывание и растачивание по-прежнему имеют место, особенно когда требуются жесткие допуски.
Если мы хотим сравнить технологические возможности четырех методов, которые мы рассмотрели, лучше всего подумать о размере и точности местоположения независимо друг от друга. Если требуется еще большая точность, можно рассмотреть хонингование, шлифование, координатное растачивание или полировку роликами. Однако это специализированные процессы, которые могут значительно увеличить стоимость готовой детали. Часто лучший подход включает в себя объединение нескольких процессов с использованием сильных сторон каждого из них.
В приведенной выше таблице сравниваются обычно достижимые допуски на размер и расположение для различных комбинаций инструментов и станков. Это функциональный датчик, который мы обработали для предстоящего видео о допуске положения GD&T. Подобные датчики можно использовать для быстрого подтверждения того, что шаблоны элементов соответствуют требованиям допусков положения GD&T. Если деталь может полностью сесть на калибр, то она соответствует техническим требованиям.
Если деталь может полностью сесть на калибр, то она соответствует техническим требованиям.
Этот манометр имеет стальную основу с четырьмя запрессованными штифтами. Прессовая посадка между штифтами и основанием требует очень точного размера приемных отверстий в основании. А так как смысл этой детали в том, чтобы быть точным измерителем положения, штифты также должны находиться в очень точных местах. При диаметре в четверть дюйма эти отверстия были слишком малы для сверления, по крайней мере, с помощью инструментов, которые у нас были под рукой.
Функциональные калибры, подобные этому, позволяют быстро контролировать контроль качества шаблонов отверстий, контролируемых с помощью допуска положения GD&T. Мы решили сначала просверлить отверстия меньшего размера, чтобы удалить большую часть материала. В этот момент отверстия не имели точного размера и точного расположения. Затем мы использовали концевую фрезу и сняли еще немного материала со сторон отверстий. Это улучшило их расположение, что позволило нам рассверлить их до окончательного размера для идеальной прессовой посадки.
Когда мы проверили калибр, отклонение положения и ориентации штифтов составило менее двух десятых, или пять микрон, что находится в пределах нашего допуска для этого калибра.
Существует множество различных контрольных инструментов для проверки отверстий и отверстий. Правильный выбор в данной ситуации зависит от измеряемой характеристики и плана контроля качества детали.В точных работах контроль и метрология имеют решающее значение. Если вы не можете контролировать с жестким допуском, вы не можете обрабатывать с жестким допуском. Это так просто.
Когда дело доходит до измерения отверстий и отверстий, существует множество различных инструментов и методов, но правильный выбор в данной ситуации зависит от нескольких факторов. Во-первых, вы должны спросить себя, действительно ли мне нужно измерять диаметр отверстия или мне просто нужно подтвердить, что оно соответствует техническим требованиям? Ответ на этот вопрос может зависеть от плана контроля качества заказчика, но часто нам не нужно измерять отверстие напрямую. Калибр-пробки
Калибр-пробки
Вместо этого мы можем использовать «проходной» и «непроходной» калибр-пробки для нижнего и верхнего пределов допуска соответственно, чтобы подтвердить, что деталь соответствует техническим требованиям. Этот подход на сегодняшний день является наиболее эффективным, и по этой причине он является распространенным методом контроля качества в крупносерийном производстве.
Однако калибр-пробки становятся проблематичными, когда допуски очень жесткие, например менее двух тысяч или 50 микрон. При таких допусках может быть трудно повторно различить разницу между «годен» и «не годен». Калибры также не могут определить, действительно ли отверстие круглое, а заусенцы на краю отверстия могут привести к ложному результату. Наконец, вам часто потребуется фактическое численное измерение функции, а не просто оценка «соответствует спецификации» или «не соответствует спецификации».
В таких ситуациях у вас может возникнуть соблазн достать штангенциркули и использовать их внутренние измерительные губки для проверки диаметра.
Не надо.
Внешние губки обычных штангенциркулей имеют точность только плюс-минус одна тысяча, или 20 микрон, а из-за того, что называется погрешностью смещения шкалы, внутренние губки имеют дополнительное отклонение плюс-минус одна тысяча, или тридцать микрон, это означает, что ваши измерения могут отличаться до двух тысячных дюйма или пятидесяти микрон. Есть несколько лучших вариантов для рассмотрения.
Требуется некоторая практика, чтобы научиться пользоваться телескопическими нутромерами, но как только вы освоите их, они могут стать экономичным способом проверки умеренно жестких допусков. Чуть лучше штангенциркуля являются телескопические нутромеры. Эти инструменты помогают «перенести» внутреннее измерение на инструмент внешнего измерения, такой как микрометры. Телескопические датчики сложны в использовании, но если вы будете осторожны, вы можете получить измерение, которое повторяется в пределах одной тысячи или 25 микрон. Самым большим преимуществом телескопических нутромеров является их дешевизна. Компромисс заключается в том, что они очень чувствительны к технике оператора и даже в идеальных условиях недостаточно точны для очень жестких допусков.
Эти инструменты помогают «перенести» внутреннее измерение на инструмент внешнего измерения, такой как микрометры. Телескопические датчики сложны в использовании, но если вы будете осторожны, вы можете получить измерение, которое повторяется в пределах одной тысячи или 25 микрон. Самым большим преимуществом телескопических нутромеров является их дешевизна. Компромисс заключается в том, что они очень чувствительны к технике оператора и даже в идеальных условиях недостаточно точны для очень жестких допусков.
Для более точных измерений можно использовать трубчатые микрометры с внутренним диаметром. Обычно они продаются в наборах, включающих микрометрическую головку и несколько сменных пяток. Большим преимуществом трубчатых ID-микрофонов является то, что один комплект может охватывать широкий диапазон диаметров. Этот набор, например, может иметь размеры от 1,5 до 12 дюймов или от 40 до 300 мм, но доступны и другие наборы размером до 60 дюймов или 1500 мм. Микрофоны Tubular ID имеют точность около одной тысячи или 25 микрон.
Микрофоны Tubular ID имеют точность около одной тысячи или 25 микрон.
Для еще более точных измерений вам может понадобиться нутромером со шкалой. Они могут считывать данные с точностью до одной десятой или двух с половиной микрон. Циферблатные нутромеры также можно использовать для быстрого выполнения нескольких измерений под разными углами и на разных глубинах в отверстии, что позволяет оператору оценить форму.
Если вы внимательно посмотрите на шкалу нутромера с часовым механизмом, то увидите, что на самом деле он не считывает диаметр элемента, который вы измеряете напрямую. Вместо этого он сообщает только об отклонении от нуля. Следовательно, манометр должен быть установлен перед использованием. Предпочтительным подходом является использование кольцевого калибра для измеряемого диаметра, но вы также можете установить их между губками микрометра.
Трехточечные микрометры быстрее в использовании, чем нутромеры со шкалой, но они очень дороги.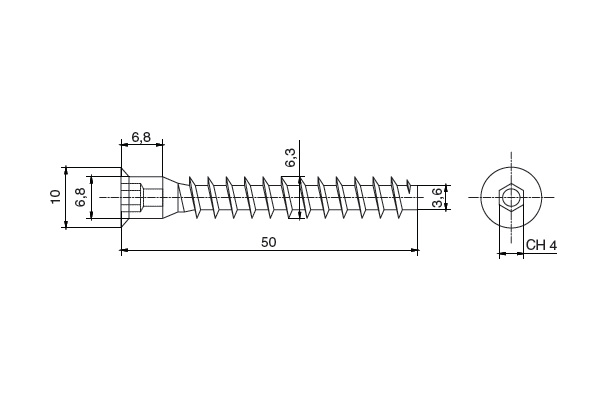
Разновидностью нутромера со шкалой является трехточечный микрометр. Трехточечные микрофоны предлагают два больших улучшения по сравнению с циферблатными калибрами. Во-первых, имеется три измерительных поверхности вместо двух, которые самоцентрируют датчик в отверстии, устраняя необходимость в колебательном движении. Это делает их более быстрыми и удобными в использовании. Во-вторых, трехточечные микрофоны обычно имеют прямую индикацию, а это означает, что они отображают фактический диаметр, а не просто отклонение, как это делает нутромером со шкалой. Это означает, что их не нужно устанавливать с помощью калибра-кольца, если только вы не меняете измерительную головку.
За эти преимущества приходится платить: трехточечные микрофоны значительно дороже нутромеров со шкалой, и они являются одними из самых дорогих среди всех ручных измерительных инструментов. Диапазон измерения каждой головки также довольно ограничен, поэтому вам нужно иметь довольно большой их запас, чтобы иметь возможность проверить каждое отверстие с их помощью.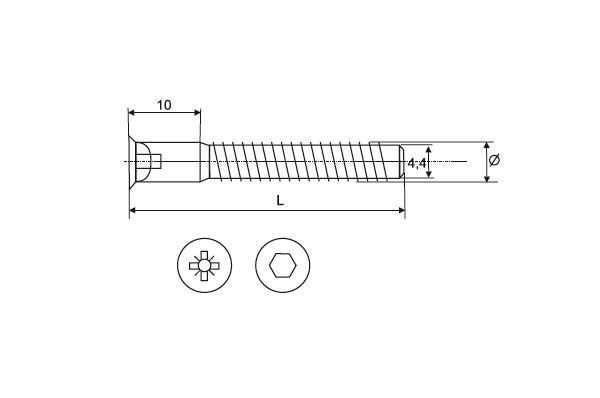
Также стоит отметить, что вы также можете измерять отверстия с помощью координатно-измерительной машины или КИМ. Хотя КИМ, как правило, очень точны, ими легко злоупотребить. Очень незначительные проблемы с настройкой, программированием или отчетностью могут привести к значительным ошибкам в окончательных данных. Даже при наличии КИМ есть большая вероятность, что ручной инструмент обеспечит более точное измерение быстрее.
Мы дали вам несколько способов измерения элемента, но определить, действительно ли он соответствует требованиям чертежа, не так просто, как просто записать число, отображаемое на датчике. Ранее в видео мы упоминали, что отверстие может иметь небольшие вариации формы, что является еще одним способом сказать, что оно может быть не круглым или прямым, и мы должны учитывать эту возможность при проверке деталей.
Предположим, вы измеряете скважину в нескольких разных местах, возможно, на разных глубинах и под разными углами. Вы, вероятно, получите немного другой диаметр для каждого измерения. Итак, каков истинный диаметр отверстия? И что, если одно или два измерения фактически выходят за пределы допуска? Часть бракованная?
Вы, вероятно, получите немного другой диаметр для каждого измерения. Итак, каков истинный диаметр отверстия? И что, если одно или два измерения фактически выходят за пределы допуска? Часть бракованная?
Здесь все становится сложнее.
ASME Y14.5 требует «идеальной формы в MMC». Чтобы оценить это условие, калибр-пробка на пределе MMC должен пройти через элемент.С точки зрения контроля, оценка соответствия цилиндрического отверстия системе ASME Y14.5 фактически требует двух шагов. Во-первых, необходимо использовать двухточечный измерительный инструмент для измерения диаметра на различных глубинах и углах. Каждое выполненное измерение должно находиться в пределах установленных допусков. Если какое-либо измерение, которое вы выполняете, выходит за пределы допуска, функция не соответствует техническим требованиям. Далее, должен полностью пройти калибровочный штифт по минимальному пределу диаметра.
В учебниках и курсах GD&T этот второй шаг иногда называют «правилом 1» или принципом конверта. Хотя этот двухэтапный подход добавляет много сложностей, для этого есть веская причина. Без принципа конверта не гарантируется, что отверстия, размеры которых соответствуют спецификации, свободно соединятся с сопрягаемой деталью. Если отверстие близко к минимальному пределу диаметра, а также имеет проблемы с прямолинейностью, вы можете увидеть, как сопрягаемый штифт будет иметь тенденцию к заеданию в том, что должно быть рабочей посадкой.
Хотя этот двухэтапный подход добавляет много сложностей, для этого есть веская причина. Без принципа конверта не гарантируется, что отверстия, размеры которых соответствуют спецификации, свободно соединятся с сопрягаемой деталью. Если отверстие близко к минимальному пределу диаметра, а также имеет проблемы с прямолинейностью, вы можете увидеть, как сопрягаемый штифт будет иметь тенденцию к заеданию в том, что должно быть рабочей посадкой.
До сих пор мы обсуждали эту концепцию исключительно в контексте отверстий, но тот же принцип применим и к внешним диаметрам. Каждое двухточечное измерение, выполненное с помощью микрометров наружного диаметра, должно находиться в пределах допуска, а калибр-кольцо на максимальном пределе диаметра также должен проходить через элемент.
Если вы раньше работали с GD&T, вы, вероятно, слышали, как кто-то загадочно заявляет, что существуют различия между системами ASME и ISO GD&T. Ну, самая большая разница связана с принципом конверта. Он применяется по умолчанию к чертежам, подготовленным в соответствии с ASME Y14.5, но не к ISO. Чертежи ISO по умолчанию полагаются только на двухточечную схему измерения. Другими словами, единственным требованием системы ISO является то, что каждое двухточечное измерение, выполненное под разными углами и на разных глубинах, должно находиться в пределах установленного диапазона допусков.
Это означает, что допуск на размер не обеспечивает контроля прямолинейности. Другими словами, в системе ISO возможно, что элемент может соответствовать спецификации на основе допуска на размер, но все же не соответствовать сопрягаемой части.
Модификатор конверта можно добавить к размерам на чертежах ISO (которые не требуют принципа конверта по умолчанию), чтобы обеспечить посадку между компонентами.
Не будем спорить о том, какая система лучше. У каждого есть свои преимущества и недостатки, но важно то, что вы понимаете различия. Если вам нужен принцип конверта при использовании системы ISO, вы можете добавить модификатор конверта после допуска, что делает интерпретацию эквивалентной системе ASME.
Аналогичным образом, если у вас есть чертеж ASME и вам нужно отказаться от требований принципа конверта, вы можете добавить модификатор независимости, который требует, чтобы диаметр рассматривался так, как это было бы в системе ISO.
Надеюсь, это видео дало вам несколько советов по проектированию и изготовлению точных деталей. Как всегда, у нас есть сопутствующий пост в блоге с дополнительными ресурсами и ссылками, если вам нужна дополнительная информация. И если вы найдете наш контент полезным, рассмотрите возможность подписки на наш канал, а также на нашу рассылку новостей, чтобы не пропустить ни одного будущего видео.
Наша 6-дюймовая стальная линейка имеет как британские, так и метрические единицы измерения.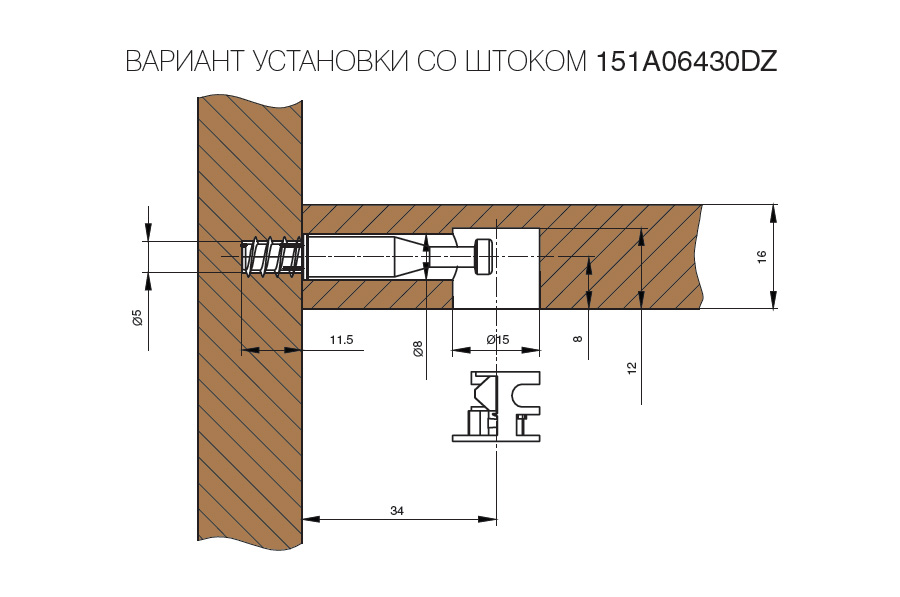
А если вы хотите поддержать канал, у нас есть интернет-магазин, где вы найдете множество полезных инженерных инструментов, таких как эта линейка. Стальная линейка является основным инструментом любого инженера или машиниста. Они были изготовлены в соответствии с нашими точными спецификациями небольшим бизнесом здесь, в США. И в отличие от некоторых из наших предыдущих видео, эта линейка имеет как имперские, так и метрические единицы измерения.
Если у вас есть какие-либо вопросы или пожелания, обязательно оставьте комментарий. Вы также можете найти нас в LinkedIn или других социальных сетях, на которые мы ссылаемся в описании. Спасибо за просмотр!
Дрель-биопсия Подтверждение рака молочной железы | JAMA Surgery
Сверлильная биопсия Подтверждение рака молочной железы | ДЖАМА Хирургия | Сеть ДЖАМА [Перейти к навигации]Эта проблема
- Скачать PDF
- Полный текст
Поделиться
Твиттер Фейсбук Эл.
 адрес
LinkedIn
адрес
LinkedIn- Процитировать это
- Разрешения
Артикул
Июль 1976 г.
Бэзил Р. Мейеровиц, доктор медицины, FRCS
Аффилиация автора
Из округа Сан-Матео, Департамент общественного здравоохранения и социального обеспечения, Сан-Матео, Калифорния
Арка Сур. 1976;111(7):826-827. doi:10.1001/archsurg.1976.01360250102022
Полный текст
Абстрактный
• Техника дрель-биопсии подозрительных образований молочной железы была использована у 135 пациентов с точностью 98,5%. это позволило проводить дискриминацию в применении дорогостоящих сканирующих исследований. Предварительное подтверждение диагноза карциномы сокращает время операционной и анестезии, а также устраняет необходимость в двух наборах инструментов.
( Arch Surg 111:826-827, 1976)
Полный текст
Добавить или изменить учреждение
- Кислотная основа, электролиты, жидкости
- Лекарство от зависимости
- Аллергия и клиническая иммунология
- Анестезиология
- Антикоагулянты
- Искусство и изображения в психиатрии
- Кровотечение и переливание
- Кардиология
- Уход за тяжелобольным пациентом
- Проблемы клинической электрокардиографии
- Клиническая задача
- Поддержка принятия клинических решений
- Клинические последствия базовой нейронауки
- Клиническая фармация и фармакология
- Дополнительная и альтернативная медицина
- Заявления о консенсусе
- Коронавирус (COVID-19)
- Медицина интенсивной терапии
- Культурная компетенция
- Стоматология
- Дерматология
- Диабет и эндокринология
- Интерпретация диагностических тестов
- Разнообразие, равенство и инклюзивность
- Разработка лекарств
- Электронные медицинские карты
- Неотложная медицинская помощь
- Конец жизни
- Гигиена окружающей среды
- Этика
- Пластическая хирургия лица
- Гастроэнтерология и гепатология
- Генетика и геномика
- Геномика и точное здоровье
- Гериатрия
- Глобальное здравоохранение
- Руководство по статистике и медицине
- Рекомендации
- Заболевания волос
- Модели медицинского обслуживания
- Экономика здравоохранения, страхование, оплата
- Качество медицинской помощи
- Реформа здравоохранения
- Медицинская безопасность
- Медицинские работники
- Различия в состоянии здоровья
- Несправедливость в отношении здоровья
- Информатика здравоохранения
- Политика здравоохранения
- Гематология
- История медицины
- Гуманитарные науки
- Гипертония
- Изображения в неврологии
- Наука внедрения
- Инфекционные болезни
- Инновации в оказании медицинской помощи
- Инфографика JAMA
- Право и медицина
- Ведущее изменение
- Меньше значит больше
- ЛГБТК
- Образ жизни
- Медицинский код
- Медицинские приборы и оборудование
- Медицинское образование
- Медицинское образование и обучение
- Медицинские журналы и публикации
- Меланома
- Мобильное здравоохранение и телемедицина
- Нарративная медицина
- Нефрология
- Неврология
- Неврология и психиатрия
- Примечательные примечания
- Сестринское дело
- Питание
- Питание, Ожирение, Упражнения
- Ожирение
- Акушерство и гинекология
- Гигиена труда
- Онкология
- Офтальмологические изображения
- Офтальмология
- Ортопедия
- Отоларингология
- Лекарство от боли
- Патология и лабораторная медицина
- Уход за пациентами
- Информация для пациентов
- Педиатрия
- Повышение производительности
- Показатели эффективности
- Периоперационный уход и консультации
- Фармакоэкономика
- Фармакоэпидемиология
- Фармакогенетика
- Фармация и клиническая фармакология
- Физическая медицина и реабилитация
- Физиотерапия
- Руководство врача
- Поэзия
- Здоровье населения
- Профилактическая медицина
- Профессиональное благополучие
- Профессионализм
- Психиатрия и поведенческое здоровье
- Общественное здравоохранение
- Легочная медицина
- Радиология
- Регулирующие органы
- Исследования, методы, статистика
- Реанимация
- Ревматология
- Управление рисками
- Научные открытия и будущее медицины
- Совместное принятие решений и общение
- Препарат для сна
- Спортивная медицина
- Трансплантация стволовых клеток
- Хирургия
- Хирургические инновации
- Хирургические жемчужины
- Обучаемый момент
- Технологии и финансы
- Искусство JAMA
- Искусство и медицина
- Рациональное клиническое обследование
- Табак и электронные сигареты
- Токсикология
- Травмы и повреждения
- Приверженность лечению
- УЗИ
- Урология
- Руководство пользователя по медицинской литературе
- Прививка
- Венозная тромбоэмболия
- Здоровье ветеранов
- Насилие
- Женское здоровье
- Рабочий процесс и процесс
- Уход за ранами, инфекция, заживление
Сохранить настройки
Политика конфиденциальности | Условия использования
Ur-Energy завершает программу бурения в бассейне Ширли
(PR Newswire, 28 мая) – Ur-Energy Inc. (URG) («Ur-Energy» или «Компания») рада сообщить об успешном завершении программа подтверждающего бурения и отбора керна на 14 скважинах в проекте бассейна Ширли в центральном юго-восточном Вайоминге. Компания приобрела проект «Бассейн Ширли» в рамках приобретения Pathfinder Mines Corporation («Pathfinder») у дочерней компании AREVA в декабре 2013 года.
(URG) («Ur-Energy» или «Компания») рада сообщить об успешном завершении программа подтверждающего бурения и отбора керна на 14 скважинах в проекте бассейна Ширли в центральном юго-восточном Вайоминге. Компания приобрела проект «Бассейн Ширли» в рамках приобретения Pathfinder Mines Corporation («Pathfinder») у дочерней компании AREVA в декабре 2013 года.
Джим Боннер, вице-президент по геологии, заявил: «Программа подтверждающего бурения в этом году в проекте бассейна Ширли прошла с большим успехом. Горнодобывающий район Ширли Бейсин хорошо известен своими месторождениями урана с высоким содержанием, и очень интересно провести бурение, взять пробы и подтвердить наличие этой урановой минерализации с высоким содержанием на собственности Ur-Energy. Встреченные сорта урана, наряду с благоприятными гидрологическими характеристиками вмещающих песчаников, в совокупности делают этот проект отличным кандидатом для добычи на месте. Фактически, горнодобывающий район бассейна Ширли был местом первой коммерческой добычи в этой стране, начиная с 19 года. 63».
63».
Программа бурения в бассейне Ширли состояла из четырнадцати (14) скважин вращательного бурения, в том числе двух (2) колонковых скважин, пройденных в ресурсных зонах FAB и Area 5. Программа преследовала следующие цели:
- Подтверждение места и характера уранового оруденения;
- Стратиграфические исследования для подтверждения литологии, а также вышележащей и нижележащей гидрологической приуроченности вмещающих песчаников; и
- Сбор керна для анализа урана и микроэлементов, минералогии, испытаний на выщелачивание, анализа неравновесности, проницаемости, пористости и плотности.
Программа бурения предоставила в общей сложности тринадцать (13) участков, содержащих минерализацию, соответствующую или превышающую критерии «содержания руды», установленные Компанией (Содержание x Толщина (GT) e 0,3 при среднем содержании e 0,020% eU 3 O 8 ). Семь (7) самых высоких перехватов имели GT в диапазоне от 2,0 до 4,0 и средний уровень 0,24% e U 3 O 8 .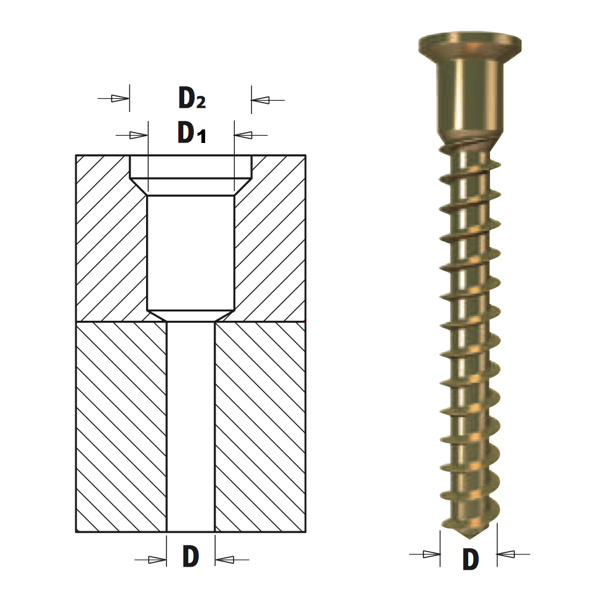 В этих хорошо минерализованных участках есть несколько интервалов особенно высокосортного урана (т. е. 2,5 фута 1,02% E U 3 O 8 (FAB-002), 2,5 фута 0,74% E U 3 O 8 (FAB-004) и 2,5 FT. At 0,67% 67 67 6766666667. 3 O 8 (FAB-005)).
В этих хорошо минерализованных участках есть несколько интервалов особенно высокосортного урана (т. е. 2,5 фута 1,02% E U 3 O 8 (FAB-002), 2,5 фута 0,74% E U 3 O 8 (FAB-004) и 2,5 FT. At 0,67% 67 67 6766666667. 3 O 8 (FAB-005)).
В следующей таблице представлены сводные данные по всем минерализованным перехватам, которые соответствовали критериям Компании по «содержанию руды».
| Отверстие № | Глубина (футы) | Толщина (футы) | Класс (ЕС 3 O 8 (1) ) | ГТ |
| А5-002 | 427,5 | 9,5 | 0,067% | 0,64 |
| А5-004 | 403,0 | 6,5 | 0,147% | 0,96 |
| А5-004 | 415,0 | 6,5 | 0,059% | 0,39 |
| А5-004 | 528,5 | 11,0 | 0,039% | 0,43 |
| ФАБ-002 | 311,5 | 8,0 | 0,502% | 4,02 |
| ФАБ-004 | 223,5 | 6,0 | 0,056% | 0,34 |
| ФАБ-004 | 255,0 | 12,0 | 0,230% | 2,76 |
| ФАБ-005 | 242,0 | 12,5 | 0,321% | 4. 01 01 |
| ФАБ-006 | 331,0 | 19,0 | 0,160% | 3,04 |
| ФАБ-007 | 312,0 | 9,0 | 0,224% | 2,02 |
| ФАБ-007 | 322,0 | 7,0 | 0,076% | 0,53 |
| ФАБ-008С | 242,0 | 13,0 | 0,225% | 2,93 |
| ФАБ-009С | 331,0 | 19,0 | 0,189% | 3,59 |
(1) – % eU 3 O 8 является мерой интенсивности гамма-излучения от продукта распада урана и не является прямым измерением урана. Многочисленные сравнения eU 3 O 8 и химических анализов образцов керна бассейна Ширли, а также исторический опыт добычи показывают, что eU 3 O 8 является разумным индикатором химической концентрации урана. |

Скважины вращательного бурения предоставили ценную информацию о распределении и характере вмещающих песчаников «основной» и «нижней» эоценовой формации Уинд Ривер, а также картирование нижележащих меловых отложений в обоих ресурсных районах. На всех скважинах проведены геофизические исследования (включая гамма). Компания также провела каротаж на мгновенных нейтронах деления (PFN) в семи (7) скважинах. Каротаж PFN обеспечивает прямое измерение химического урана. В результате был получен средний коэффициент неравновесности 1,03, что указывает на химическое равновесие. Гамма-каротаж и каротаж PFN подтвердили наличие урановой минерализации в местах, определенных историческими данными бурения скважины Pathfinder, и показали значения содержания и толщины, аналогичные этим историческим скважинам.
В керновых скважинах было найдено тридцать три (33) 1-футовых образца урановой минерализации, которые были отправлены в лабораторию для химического анализа и проверки физических свойств. Соотношения неравновесности для этой минерализации будут определяться этими химическими анализами, наряду с анализами «закрытой банки» для значений eU 3 O 8 на тех же образцах. Исторически нарушение равновесия не было проблемой на рудниках Pathfinder в бассейне Ширли.
Соотношения неравновесности для этой минерализации будут определяться этими химическими анализами, наряду с анализами «закрытой банки» для значений eU 3 O 8 на тех же образцах. Исторически нарушение равновесия не было проблемой на рудниках Pathfinder в бассейне Ширли.
Ur-Energy в настоящее время готовит технический отчет National Instrument 43-101 по проекту бассейна Ширли. Вышеописанные результаты бурения и отбора керна будут включены в этот документ. Кэл Ван Холланд, главный геолог и квалифицированное лицо, как это определено в National Instrument 43-101, руководил подготовкой и проанализировал техническую информацию, содержащуюся в этом выпуске.
О бассейне Ширли
Проект бассейна Ширли расположен на территории исторического района добычи урана в бассейне Ширли, который является вторым по величине районом добычи урана в Вайоминге. С 1959 по 1992 год в этом районе было произведено более 51 миллиона фунтов U 3 O 8 , в том числе более 28 миллионов фунтов было произведено на территории Pathfinder Property.
Когда в 1992 году открытые горные работы были прекращены, Pathfinder выделил значительные ресурсы для поддержки будущих горных работ. Большая часть этих разграниченных ресурсов содержится в двух областях: FAB Trend и Area 5. FAB Trend является основным ресурсным районом и описывается как соединение нескольких богатых минералами трендов (фронтов валков) между историческими карьерами. Комплекс карьера 2/8 на западном конце FAB Trend произвел около 18 миллионов фунтов U 9.0675 3 O 8 и на карьере 3 в восточной части было добыто около 7 миллионов фунтов U 3 O 8 . Протяженность FAB Trend составляет примерно две мили, и часть этой ресурсной площади была предварительно вскрыта на момент остановки производства. Ресурсная зона Участка 5 расположена примерно в двух милях к северо-западу от тренда FAB в районе, где добыча полезных ископаемых не проводилась. Однако в 1981 году компания Pathfinder провела исследование добычи раствором для этой области, которое включало подробные планы и проекты для получения разрешений и разработки ISR. План не был реализован из-за слабой рыночной конъюнктуры в то время. Практически все ресурсы обеих ресурсных площадей расположены на запатентованных землях, принадлежащих Компании.
План не был реализован из-за слабой рыночной конъюнктуры в то время. Практически все ресурсы обеих ресурсных площадей расположены на запатентованных землях, принадлежащих Компании.
Компания Pathfinder пробурила более 3200 скважин (пробурено 1,2 миллиона футов) в границах оцениваемых ресурсных зон, в результате чего повсюду образовалась 100-футовая сетка скважин. В некоторых частях ресурсной зоны расстояние между буровыми скважинами составляет от 25 до 50 футов. Ur-Energy хранит оригинальные электрические и гамма-каротажи, данные геодезической съемки, карты перехвата скважин и данные керна из этого исторического оконтуривающего бурения.
О компании Ur-Energy
Ur-Energy — молодая компания по добыче урана, управляющая заводом по добыче урана на месте в Лост-Крик на юге центральной части штата Вайоминг. Завод по переработке в Лост-Крик имеет паспортную мощность в два миллиона фунтов стерлингов в год. Ur-Energy занимается выявлением, приобретением, разведкой, разработкой и эксплуатацией урановых проектов в США и Канаде. Акции Ur-Energy торгуются на Фондовой бирже Торонто под символом «URE» и на NYSE MKT под символом «URG». Все данные о валюте в этом объявлении указаны в долларах США, если не указано иное. Корпоративный офис Ur-Energy находится в Литтлтоне, штат Колорадо; ее зарегистрированный офис находится в Оттаве, Онтарио. Веб-сайт Ur-Energy: www.ur-energy.com.
Акции Ur-Energy торгуются на Фондовой бирже Торонто под символом «URE» и на NYSE MKT под символом «URG». Все данные о валюте в этом объявлении указаны в долларах США, если не указано иное. Корпоративный офис Ur-Energy находится в Литтлтоне, штат Колорадо; ее зарегистрированный офис находится в Оттаве, Онтарио. Веб-сайт Ur-Energy: www.ur-energy.com.
ЗА ДОПОЛНИТЕЛЬНОЙ ИНФОРМАЦИЕЙ ОБРАЩАЙТЕСЬ ПО ТЕЛЕФОНУ
| Рич Боберг, директор по связям с общественностью | Уэйн Хейли, президент и генеральный директор | |
| 303-269-7707 | 307-265-2373 | |
| 866-981-4588 | 866-981-4588 | |
| [email protected] | [email protected] |
Предостережение относительно прогнозной информации
Этот выпуск может содержать «прогнозные заявления» по смыслу применимого законодательства о ценных бумагах в отношении событий или условий, которые могут произойти в будущем (например, сроки и возможность разработки бассейна Ширли, включая его статус объекта добычи на месте; дальнейшее бурение и разработка будут по-прежнему подтверждать предыдущие анализы ресурсных участков в бассейне Ширли)) и основаны на текущих ожиданиях, которые, хотя руководство считает разумными в настоящее время, по своей сути связаны с рядом значительных деловых, экономических и конкурентных рисков, неопределенностей и непредвиденные обстоятельства. Факторы, которые могут привести к существенному отличию фактических результатов от любых прогнозных заявлений, включают, помимо прочего, капитальные и другие затраты, значительно отличающиеся от оценок; невозможность установить предполагаемые ресурсы и запасы; качество и извлечение добываемой руды отличается от оценок; темпы производства, методы и объемы, отличающиеся от расчетных; задержки в получении или невозможность получения необходимых государственных, природоохранных или иных утверждений проекта; инфляция; колебания цен на товары; задержки в разработке и другие факторы, описанные в публичных документах, поданных Компанией на сайтах www.sedar.com и www.sec.gov. Читатели не должны чрезмерно полагаться на прогнозные заявления. Заявления прогнозного характера, содержащиеся в настоящем документе, основаны на убеждениях, ожиданиях и мнениях руководства на дату настоящего документа, и «Ур-Энергия» отказывается от каких-либо намерений или обязательств по их обновлению или пересмотру для отражения любых изменений обстоятельств или убеждений, ожиданий руководства.
Факторы, которые могут привести к существенному отличию фактических результатов от любых прогнозных заявлений, включают, помимо прочего, капитальные и другие затраты, значительно отличающиеся от оценок; невозможность установить предполагаемые ресурсы и запасы; качество и извлечение добываемой руды отличается от оценок; темпы производства, методы и объемы, отличающиеся от расчетных; задержки в получении или невозможность получения необходимых государственных, природоохранных или иных утверждений проекта; инфляция; колебания цен на товары; задержки в разработке и другие факторы, описанные в публичных документах, поданных Компанией на сайтах www.sedar.com и www.sec.gov. Читатели не должны чрезмерно полагаться на прогнозные заявления. Заявления прогнозного характера, содержащиеся в настоящем документе, основаны на убеждениях, ожиданиях и мнениях руководства на дату настоящего документа, и «Ур-Энергия» отказывается от каких-либо намерений или обязательств по их обновлению или пересмотру для отражения любых изменений обстоятельств или убеждений, ожиданий руководства.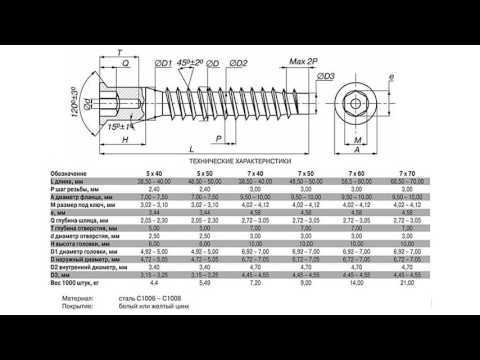 или мнения, которые произойдут в будущем.
или мнения, которые произойдут в будущем.
Оригинал статьи здесь.
Анализы Metal Energy подтверждают наличие высококачественного никеля во всех скважинах первой фазы программы бурения
Отмена и предоставление поощрительных опционов на акции
World Copper Ltd. Медь») сообщает, что ее акционеры одобрили все вопросы, по которым было проведено голосование на годовом общем и внеочередном собрании, состоявшемся 27 сентября 2022 г. («ГОСА»).
Результаты годового общего и внеочередного собрания
В общей сложности 31 525 821 обыкновенная акция была представлена лично или через доверенное лицо на ГОСА, что составляет 29,41% выпущенных и находящихся в обращении обыкновенных акций Компании. Все директора, назначенные в информационном циркуляре от 15 августа 2022 г., были переизбраны, а результаты голосования на годовом общем собрании акционеров представлены в таблице ниже.
| Предложение | За | Против | Воздержался/ Withheld |
| Number of Directors | 31,507,950 (99. 96%) 96%) | 11,204 (0.04%) | — |
| Hendrik van Alphen | 31,513,813 (99.98%) | — | 5,341 (0.02%) |
| Patrick James Burns | 30,718,965 (97.46%) | — | 800,189 (2.54%) |
| Timothy McCutcheon | 30,719,667 (97.46%) | — | 799,487 (2.54%) |
| Roberto Fréraut | 30,723,698 (97.48%) | — | 795,456 (2.52%) |
| Robert Kopple | 30,326,479 (96.22%) | — | 1,192,675 (3.78%) |
| Appointment of Auditors | 31,519,154 (100.00%) | — | — |
| Ratification and Approval of Amended Stock Option Plan | 30,282,658 (96.08%) | 1,236,496 (3.92%) | — |
| Approval of New Articles of the Corporation | 24,296,039 (77. 08%) 08%) | 7,223,115 (22.92%) | — |
Stock Аннулирование опционов и предоставление
Компания сообщает, что она аннулировала в общей сложности 4 585 000 поощрительных опционов на акции, первоначально предоставленных в рамках плана опционов на подвижной состав Компании некоторым директорам, должностным лицам, сотрудникам и консультантам Компании 31 января 2022 г. и подлежащих исполнению. до 1 февраля 2024 г. по цене исполнения 0,9 долл. США.1.
Компания также сообщает, что, при условии одобрения акционеров и TSX Venture Exchange, Компания предоставила поощрительные опционы на акции в соответствии с измененным планом опционов на акции определенным директорам, должностным лицам, сотрудникам и консультантам Компании для покупки до 4 755 000 обыкновенные доли в уставном капитале Общества. Опционы могут быть исполнены не позднее 30 сентября 2025 года по цене 0,27 доллара за акцию. В соответствии с измененным планом опционов на акции Компания может предоставить до 11 246 172 опционов на акции, а после предоставления вышеупомянутых опционов у Компании будет 49 опционов на акции. В рамках плана доступно 1172 опциона на акции.
В рамках плана доступно 1172 опциона на акции.
О КОМПАНИИ World Copper Ltd.
World Copper Ltd. со штаб-квартирой в Ванкувере, Британская Колумбия, является канадской ресурсной компанией, занимающейся разведкой и разработкой двух своих основных медно-порфировых месторождений, Escalones и Cristal, расположенных в Чили. World Copper заявила о своих правах на четыре месторождения медных порфиров, одно из которых имеет предполагаемые ресурсы, значительную растворимую медную минерализацию и огромный потенциал для расширения ресурсной базы.
Команда World Copper обладает уникальными навыками управления горнодобывающим сектором в Чили, некоторые члены которой проработали в стране более 40 лет и добились успеха.
Подробная информация доступна на веб-сайте Компании по адресу www.worldcopperltd.com, а для получения общих обновлений Компании вы можете следить за нами на наших страницах в социальных сетях через Facebook, Twitter и LinkedIn.
Для получения дополнительной информации о Компании читатели могут обратиться на веб-сайт Компании. Чтобы ознакомиться с нормативными документами компании в Канаде, посетите веб-сайт SEDAR.
Чтобы ознакомиться с нормативными документами компании в Канаде, посетите веб-сайт SEDAR.
От лица Совета директоров
World Copper Ltd. контакт:
Нолан Петерсон или Майкл Паунд
Телефон: 604-638-3287
Эл.0143 Телефон: 415-389-4670
По всем вопросам, связанным с общественностью, обращайтесь:
Нэнси Томпсон
Vorticom, Inc.
Офис: 212-532-2208 | Мобильный: 917-371-4053
Подпишитесь на нас:
Twitter: https://twitter.com/WorldCopperLtd
Facebook: https://www.facebook.com/WorldCopperLtd
LinkedIn: https://www. linkedin.com/company/worldcopperltd
Ни TSX Venture Exchange, ни ее поставщик услуг по регулированию (согласно определению этого термина в политике TSX Venture Exchange) не несут ответственности за адекватность или точность данного новостного выпуска.
Предостережение относительно заявлений прогнозного характера
Этот пресс-релиз содержит заявления прогнозного характера и информацию прогнозного характера (совместно именуемые «заявлениями прогнозного характера») в значении применимого законодательства Канады и США о ценных бумагах .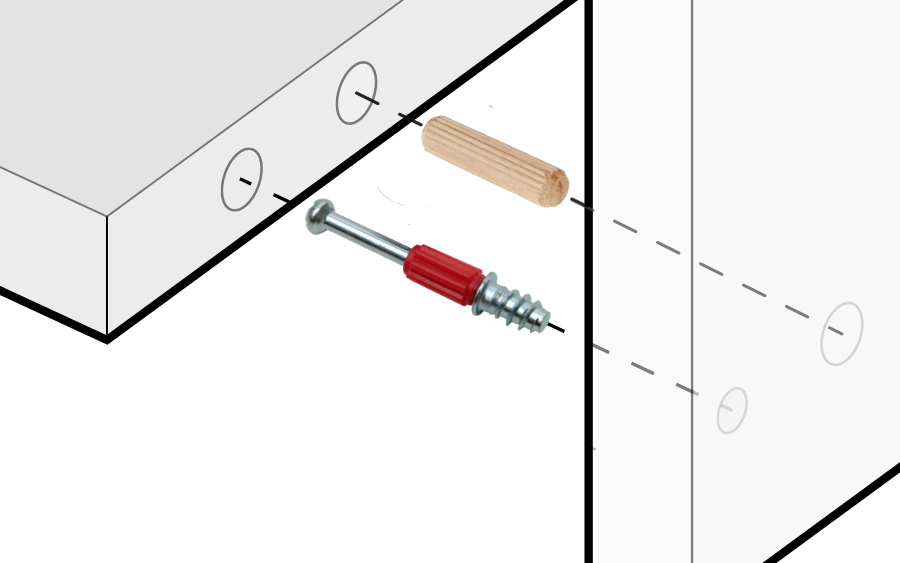 Все заявления, кроме заявлений об исторических фактах, включенные в настоящий документ, включая, помимо прочего, предполагаемые бизнес-планы и сроки будущей деятельности Компании, являются заявлениями прогнозного характера. Хотя Компания считает такие заявления разумными, она не может гарантировать, что такие ожидания окажутся правильными. Прогнозные заявления обычно обозначаются такими словами, как: «полагает», «ожидает», «предвидит», «намеревается», «оценивает», «планирует», «может», «должен», «будет», «будет». «, «потенциальный», «запланированный» или вариации таких слов и фраз и подобных выражений, которые по своей природе относятся к будущим событиям или результатам, которые могут, могли бы, могли бы, могли бы или будут происходить, или быть предприняты, или достигнуты. Прогнозные заявления связаны с известными и неизвестными рисками, неопределенностями и другими факторами, которые могут привести к тому, что фактические результаты, результаты или достижения Компании будут существенно отличаться от любых будущих результатов, результатов или достижений, выраженных или подразумеваемых прогнозной информацией.
Все заявления, кроме заявлений об исторических фактах, включенные в настоящий документ, включая, помимо прочего, предполагаемые бизнес-планы и сроки будущей деятельности Компании, являются заявлениями прогнозного характера. Хотя Компания считает такие заявления разумными, она не может гарантировать, что такие ожидания окажутся правильными. Прогнозные заявления обычно обозначаются такими словами, как: «полагает», «ожидает», «предвидит», «намеревается», «оценивает», «планирует», «может», «должен», «будет», «будет». «, «потенциальный», «запланированный» или вариации таких слов и фраз и подобных выражений, которые по своей природе относятся к будущим событиям или результатам, которые могут, могли бы, могли бы, могли бы или будут происходить, или быть предприняты, или достигнуты. Прогнозные заявления связаны с известными и неизвестными рисками, неопределенностями и другими факторами, которые могут привести к тому, что фактические результаты, результаты или достижения Компании будут существенно отличаться от любых будущих результатов, результатов или достижений, выраженных или подразумеваемых прогнозной информацией. К таким рискам и другим факторам относятся, среди прочего, заявления относительно ожидаемых бизнес-планов и сроков будущей деятельности Компании, способность Компании получить достаточное финансирование для финансирования своей деятельности и планов, задержки в получении разрешений государственных и регулирующих органов. (включая венчурную биржу TSX), разрешения или финансирование, изменения в законах, постановлениях и политиках, влияющих на добычу полезных ископаемых, колебания валютных курсов, споры или претензии о праве собственности, экологические проблемы и обязательства, риски, связанные с эпидемиями или пандемиями, такими как COVID-19., включая влияние COVID-19 на бизнес Компании, финансовое положение и результаты деятельности, изменения в законах, правилах и политиках, влияющих на добычу полезных ископаемых, споры о правах собственности, неспособность Компании получить какие-либо необходимые разрешения, согласия, одобрения или разрешения , сроки и возможный исход любого незавершенного судебного разбирательства, экологические вопросы и обязательства, а также риски, связанные с деятельностью совместного предприятия, а также другие риски и неопределенности, раскрытые в документах Компании, постоянно раскрывающих информацию.
К таким рискам и другим факторам относятся, среди прочего, заявления относительно ожидаемых бизнес-планов и сроков будущей деятельности Компании, способность Компании получить достаточное финансирование для финансирования своей деятельности и планов, задержки в получении разрешений государственных и регулирующих органов. (включая венчурную биржу TSX), разрешения или финансирование, изменения в законах, постановлениях и политиках, влияющих на добычу полезных ископаемых, колебания валютных курсов, споры или претензии о праве собственности, экологические проблемы и обязательства, риски, связанные с эпидемиями или пандемиями, такими как COVID-19., включая влияние COVID-19 на бизнес Компании, финансовое положение и результаты деятельности, изменения в законах, правилах и политиках, влияющих на добычу полезных ископаемых, споры о правах собственности, неспособность Компании получить какие-либо необходимые разрешения, согласия, одобрения или разрешения , сроки и возможный исход любого незавершенного судебного разбирательства, экологические вопросы и обязательства, а также риски, связанные с деятельностью совместного предприятия, а также другие риски и неопределенности, раскрытые в документах Компании, постоянно раскрывающих информацию. Доступ ко всем открытым документам Компании в Канаде можно получить через сайт www.sedar.com, и читателям настоятельно рекомендуется ознакомиться с этими материалами.
Доступ ко всем открытым документам Компании в Канаде можно получить через сайт www.sedar.com, и читателям настоятельно рекомендуется ознакомиться с этими материалами.
Читатели предупреждаются, что не следует чрезмерно полагаться на прогнозные заявления. Компания не берет на себя никаких обязательств по обновлению каких-либо заявлений прогнозного характера, содержащихся в данном пресс-релизе или включенных в него посредством ссылки, за исключением случаев, предусмотренных законом.
Для просмотра исходной версии этого пресс-релиза посетите сайт https://www.newsfilecorp.com/release/139162
Falco начинает программу подтверждения и металлургического бурения
| Источник: Фалько Ресорсиз Лтд Фалько Ресорсиз Лтд
ROUYN-NORANDA, QC — (Marketwired — 10 февраля 2015 г. ) — Falco Resource Ltd. («Falco») (TSX VENTURE: FPC) объявила о начале первой программы бурения на Horne 5 Au-Ag. Месторождение Cu-Zn в Руэн-Норанда, Квебек. Эта программа предназначена для подтверждения исторических данных бурения, повышения размера и уровня достоверности оценки минеральных ресурсов и предоставления материала для металлургических испытаний (рис. 1).
) — Falco Resource Ltd. («Falco») (TSX VENTURE: FPC) объявила о начале первой программы бурения на Horne 5 Au-Ag. Месторождение Cu-Zn в Руэн-Норанда, Квебек. Эта программа предназначена для подтверждения исторических данных бурения, повышения размера и уровня достоверности оценки минеральных ресурсов и предоставления материала для металлургических испытаний (рис. 1).
Основные моменты / задачи
- Программа бурения с поверхности на 16 000 метров, состоящая из 9 скважин и 9 клиновидных скважин
- Бюджет 3,7 млн. долл. США
- Завершение металлургических испытаний для определения извлечения золота, серебра, меди и цинка
- 0
- к сентябрю 2015 г., первоначальные металлургические результаты ожидаются в июне 2015 г.
- Ожидается, что содержание серебра будет добавлено к новой оценке ресурсов 43-101
- Обновить текущую оценку ресурсов с предполагаемой до указанной классификации
- Геотехнические исследования для помощи в проектировании будущего рудника
- Предварительные инженерные исследования, включая гидрогеологию, подъем, механику горных пород и окружающую среду
- Обновленная оценка ресурсов NI 43-101 ожидается в четвертом квартале 2015 года
Проект Horne
6 включает в себя бывшие добывающие рудники Horne и Quemont, а также месторождение Horne 5. Рудник Хорн находился в ведении Норанды с 1927 по 1976 год и произвел 11,6 млн унций золота и 2,5 млрд фунтов меди. Рудник Кемонт расположен в 600 метрах к северу от Хорна и произвел около 2 миллионов унций золота и 400 миллионов фунтов меди в период с 19 по 19 век.49 и 1971.
Рудник Хорн находился в ведении Норанды с 1927 по 1976 год и произвел 11,6 млн унций золота и 2,5 млрд фунтов меди. Рудник Кемонт расположен в 600 метрах к северу от Хорна и произвел около 2 миллионов унций золота и 400 миллионов фунтов меди в период с 19 по 19 век.49 и 1971.Месторождение Хорн 5 находится непосредственно под исторической шахтой Хорн. Вместе Horne и Horne 5 имеют много общего с шахтой Agnico-Eagle La Ronde, расположенной в 40 километрах к востоку. Два рудных тела представляют собой динамичные мультиметаллические системы, которые остаются открытыми и круто погружаются в глубину на несколько километров.
Компания Falco опубликовала первую оценку минеральных ресурсов 43-101 для месторождения Хорн 5 в марте 2014 года, согласно которой предполагаемые ресурсы составляют 25,3 млн тонн с содержанием 2,64 г/т золота, 0,23% меди и 0,7% цинка. Компания недавно получила права на поверхность над рудником Quemont, чтобы защитить права собственности для будущего использования.
Параметры программы
Программа будет состоять из 9 отверстий и 9 отверстий клина, нацеленных на пять минерализованных зон в пределах месторождения Horne 5. Длина скважин будет варьироваться от 1000 до 2250 метров, при этом самая глубокая скважина нацелена на зону с высоким содержанием золота на глубине.
16 из 18 скважин будут забурены над бывшим добывающим рудником Quemont. Все скважины будут пробурены на юг, проходя через район рудника Quemont, пограничную зону между двумя рудниками и далее в месторождение Horne 5. Внимание будет уделено пересечениям аномальных и потенциально новых минерализованных участков, граничащих с двумя месторождениями. Результаты анализа будут периодически публиковаться по мере их доступности.
Результаты и сроки
Компания наняла G4 Drilling для первого этапа бурения. Бурение будет продолжаться непрерывно до сентября 2015 года.
Материалы будут взяты из 9 клиньев, охватывающих всю территорию известного месторождения, для проведения металлургических испытаний. Первоначальные результаты испытаний ожидаются к июню. Металлургические испытания необходимы для оптимизации извлечения металлов, а геотехническая информация необходима для будущего проектирования рудника. Все исследования будут завершены одновременно с программой бурения, что заложит основу для будущей предварительной экономической оценки проекта Horne 5.
Первоначальные результаты испытаний ожидаются к июню. Металлургические испытания необходимы для оптимизации извлечения металлов, а геотехническая информация необходима для будущего проектирования рудника. Все исследования будут завершены одновременно с программой бурения, что заложит основу для будущей предварительной экономической оценки проекта Horne 5.
После завершения программы бурения и получения всех металлургических исследований Компания закажет новый технический отчет NI 43-101, который она планирует опубликовать в четвертом квартале 2015 года.
«Мы привносим современный взгляд на историческую шахту Спустя 38 лет после того, как Horne прекратил свою деятельность», — сказал Трент Мелл, президент и главный исполнительный директор. «Это очень важная рабочая программа для Falco, поскольку ожидается, что результаты в течение следующих восьми месяцев подтвердят огромный потенциал проекта Horne».
Связи с общественностью
Falco стремится строить отношения в Rouyn-Noranda и других сообществах, в которых она работает, и устойчивость является неотъемлемой частью ее бизнес-планов и процессов принятия решений. Falco не пойдет на компромисс в отношении этой основной ценности и будет сотрудничать с местными сообществами для долгосрочной взаимной выгоды.
Falco не пойдет на компромисс в отношении этой основной ценности и будет сотрудничать с местными сообществами для долгосрочной взаимной выгоды.
Для получения дополнительной информации о программе бурения Horne 5, пожалуйста, напишите по адресу [email protected].
Квалифицированное лицо
Клод Бернье, менеджер проекта (P.Eng.), является квалифицированным специалистом для этого выпуска в соответствии с определением National Instrument 43-101 — Standards of Disclosure for Mineral Projects и просмотрел и проверил техническую информацию, содержащуюся в этом документе. Г-н Бернье является сотрудником Falco и не является независимым.
О компании Falco
Falco Resources Ltd. является одним из крупнейших держателей прав на добычу полезных ископаемых в провинции Квебек, с обширными земельными владениями в зеленокаменном поясе Абитиби. Falco владеет 74 000 гектаров земли в шахтерском городке Руэн-Норанда, что составляет 70% всего лагеря и включает 13 бывших рудников по добыче золота и цветных металлов. Основной собственностью Фалько является шахта Хорн, которой Норанда управляла с 19 века.с 27 по 1976 год и произвел 11,6 млн унций золота и 2,5 млрд фунтов меди. Первая оценка минеральных ресурсов 43-101 месторождения Хорн 5 показала, что первоначальные предполагаемые ресурсы составляют 2,8 млн унций эквивалента золота при 3,41 г/т эквивалента золота (25,3 млн тонн с содержанием 2,64 г/т золота, 0,23% меди и 0,7% цинка, для Au — подробности см. в пресс-релизе от 4 марта 2014 г.).
Основной собственностью Фалько является шахта Хорн, которой Норанда управляла с 19 века.с 27 по 1976 год и произвел 11,6 млн унций золота и 2,5 млрд фунтов меди. Первая оценка минеральных ресурсов 43-101 месторождения Хорн 5 показала, что первоначальные предполагаемые ресурсы составляют 2,8 млн унций эквивалента золота при 3,41 г/т эквивалента золота (25,3 млн тонн с содержанием 2,64 г/т золота, 0,23% меди и 0,7% цинка, для Au — подробности см. в пресс-релизе от 4 марта 2014 г.).
Ни венчурная биржа TSX, ни ее поставщик услуг регулирования (согласно определению этого термина в политике венчурной биржи TSX) не несут ответственности за адекватность или точность данного пресс-релиза.
Предупреждение относительно прогнозных заявлений
Этот пресс-релиз содержит прогнозные заявления и прогнозную информацию (вместе «прогнозные заявления») по смыслу применимых законов о ценных бумагах и Закона США о реформе судебных разбирательств по частным ценным бумагам от 1995 года. Все заявления, кроме заявлений об исторических фактах, являются прогнозными заявлениями. Как правило, прогнозные заявления можно определить по использованию такой терминологии, как «планы», «ожидается», «оценивает», «намеревается», «предвидит», «полагает» или вариациям таких слов, или заявлениям о том, что определенные действия , события или результаты «могут», «могут», «были бы», «могли бы», «будут предприняты», «произойдут» или «будут достигнуты». Прогнозные заявления связаны с рисками, неопределенностями и другими факторами, которые могут привести к тому, что фактические результаты, показатели, перспективы и возможности будут существенно отличаться от тех, которые выражены или подразумеваются в таких прогнозных заявлениях. Факторы, которые могут привести к тому, что фактические результаты могут существенно отличаться от этих прогнозных заявлений, включают надежность исторических данных, на которые ссылаются в этом пресс-релизе, и риски, изложенные в общедоступных документах Falco, в том числе в каждом обсуждении и анализе руководства, размещенных в SEDAR на сайте www.
Все заявления, кроме заявлений об исторических фактах, являются прогнозными заявлениями. Как правило, прогнозные заявления можно определить по использованию такой терминологии, как «планы», «ожидается», «оценивает», «намеревается», «предвидит», «полагает» или вариациям таких слов, или заявлениям о том, что определенные действия , события или результаты «могут», «могут», «были бы», «могли бы», «будут предприняты», «произойдут» или «будут достигнуты». Прогнозные заявления связаны с рисками, неопределенностями и другими факторами, которые могут привести к тому, что фактические результаты, показатели, перспективы и возможности будут существенно отличаться от тех, которые выражены или подразумеваются в таких прогнозных заявлениях. Факторы, которые могут привести к тому, что фактические результаты могут существенно отличаться от этих прогнозных заявлений, включают надежность исторических данных, на которые ссылаются в этом пресс-релизе, и риски, изложенные в общедоступных документах Falco, в том числе в каждом обсуждении и анализе руководства, размещенных в SEDAR на сайте www. .sedar.com. Хотя Falco считает, что предположения и факторы, использованные при подготовке прогнозных заявлений, являются разумными, не следует чрезмерно полагаться на эти заявления, которые применимы только на дату настоящего пресс-релиза, и нет никаких гарантий, что такие события произойдет в указанные временные рамки или вообще произойдет. За исключением случаев, предусмотренных применимым законодательством, Falco отказывается от каких-либо намерений или обязательств по обновлению или пересмотру любых прогнозных заявлений, будь то в результате получения новой информации, будущих событий или иным образом.
.sedar.com. Хотя Falco считает, что предположения и факторы, использованные при подготовке прогнозных заявлений, являются разумными, не следует чрезмерно полагаться на эти заявления, которые применимы только на дату настоящего пресс-релиза, и нет никаких гарантий, что такие события произойдет в указанные временные рамки или вообще произойдет. За исключением случаев, предусмотренных применимым законодательством, Falco отказывается от каких-либо намерений или обязательств по обновлению или пересмотру любых прогнозных заявлений, будь то в результате получения новой информации, будущих событий или иным образом.
Предупреждение о минеральных ресурсах
В этом пресс-релизе используются термины «указанные» и «предполагаемые» ресурсы. Мы сообщаем инвесторам, что хотя эти условия признаются и требуются в соответствии с законодательством Канады, Комиссия по ценным бумагам и биржам США их не признает. «Предполагаемые» ресурсы» имеют большую степень неопределенности в отношении их существования, а также их экономической и юридической осуществимости.