Радиальный и тангенциальный шпон
Радиальным называется распил, при котором плоскость разреза проходит через сердцевину ствола.
Древесина такого шпона довольно однородна по цвету и текстуре, межкольцевые размеры минимальны. Шпон радиального распила устойчив к внешним воздействиям, практически не подвергается деформации и обладает высокой износостойкостью. Шпон радиального распила имеет коэффициент усушки = 0,19%, а коэффициент разбухания = 0,2%. Эти показатели у шпона радиального распила вдвое лучше, чем у шпона тангенциального распила.
Поскольку выход досок радиального распила составляет 10 — 15% от общего объема, стоимость их довольно высока. Ламель радиального распила должна иметь угол наклона годовых колец к пласти 90 — 60 градусов, угол наклона для полурадиального распила должен составлять не менее 45 градусов.
Тангенциальным называется распил, при котором плоскость разреза проходит на расстоянии от сердцевины, по касательной к годичному слою ствола.
Такой шпон имеют ярко выраженную текстуру и насыщенный волнообразный рисунок годовых колец. Шпон тангенциального распила имеет более высокие коэффициенты усушки и разбухания, но более доступен по цене.
От вида распила зависит текстура шпона или готового изделия.
Текстура — это естественный рисунок, образованный волокнами и слоями древесины и обусловленный особенностями ее структуры.
Зависит от расположения древесных волокон, различимости годовых слоев, цветовой гаммы древесины, количества и размеров сердцевинных лучей.
Пороки древесины — это природные недостатки отдельных участков древесины, снижающие ее качество и ограничивающие ее использование.
Дефектами называют пороки древесины механического происхождения, возникающие в ней в процессе заготовки, транспортирования, сортировки, штабелевки и механической обработки.
Один из пороков древесины — наклон волокон — раньше называли косослоем. Как уже ясно из названия, данный дефект заключается в отклонении волокон от продольной оси ствола. Наклон волокон может быть как тангенциальным, так и радиальным.
Как уже ясно из названия, данный дефект заключается в отклонении волокон от продольной оси ствола. Наклон волокон может быть как тангенциальным, так и радиальным.
Тяговая древесина характеризуется изменением строения в растянутой зоне стволов и сучьев, проявляющимся в резком увеличении ширины годичных слоев. Под действием света такие участки древесины окрашиваются в коричневый цвет. Как правило, тяговая древесина характерна для лиственных пород деревьев.
Свилеватость — извилистое или беспорядочное расположение волокон древесины. Встречается у всех древесных пород, чаще у лиственных.
Завиток — местное искривление годичных слоев около сучков или проростей. Бывает односторонний и сквозной, снижает прочность древесины.
Те же «побочные эффекты» дают и глазки — следы неразвившихся в побег спящих почек. Их диаметр не превышает 5мм. Глазка бывают разбросанные и групповые, светлые и темные.
Кармашек — плотность внутри или между годичными слоями, заполненная смолой или камедями.
Сердцевина — узкая центральная часть ствола, состоящая из рыхлой ткани бурого или более светлого, чем у окружающей древесины, цвета. На торцах сортимента наблюдаются пятна около 5мм различной формы, на радиальной поверхности — в виде узкой полосы. Смещенная сердцевина — эксцентричное расположение сердцевины, сопровождающееся свилеватостью. Двойная сердцевина — наличие в сортименте 2 и более сердцевин с самостоятельными системами годичных слоев, окруженных с периферии одной общей системой.
Сухобокость — участок поверхности ствола, омертвевший в процессе роста дерева как результат повреждения.
Прорость — зарастающая или заросшая рана.
Рак — углубление или вздутие на поверхности растущего дерева в результате деятельности грибов или бактерий.
Ложное ядро — темная, неравномерно окрашенная зона, граница которой не совпадает с годичными слоями, отделенная от заболони темной каймой.
Пятнистость древесины — окраска заболони лиственных пород в виде пятен и полос, близкая по цвету к окраске ядра.
Внутренняя заболонь — смежные годичные слои, расположенные в зоне ядра, окраска и свойства их близки к окраске и свойствам заболони.
Водослоем называют участки ядра или спелой древесины с повышенным содержанием воды.
Твердость древесины в первую очередь зависит от породы древесины, а также в большой степени от условий роста дерева, влажности и пр. В пределах одного вида разброс значений может быть весьма значительным. Обычно указываются средние относительные показатели твердости по Бринелю в процентах по отношению к дубу, относительная твердость дуба принимается за 100%.
Прочностью называется способность древесины сопротивляться разрушению под действием механических нагрузок. Она зависит от направления действующей нагрузки, породы дерева, плотности, влажности, наличия пороков и характеризуется пределом прочности — напряжением, при котором разрушается образец.
Различают основные виды действия сил: растяжение, сжатие, изгиб, скалывание.
лущеный, пиленый, строганый тангенциальный и радиальный, производство файн-лайн
Желание потребителей иметь мебель, внутренние и межкомнатные конструкции из натурального дерева не всегда выполнимо из-за высокой стоимости природного материала. Особенно сожалеть об этом не имеет смысла, потому что изделия, сделанные из цельного дерева, имеют большой вес, к тому же по истечении времени могут рассыхаться, деформироваться. В связи с этим часто для отделки применяют шпон.
Изделия из натурального шпона очень похожи внешне на массив дерева, при этом продукция стоит значительно дешевле и эксплуатируется без проблем.
Что называют шпоном
Шпон – слово немецкого происхождения, обозначающее щепу. По-видимому, во времена заимствования термина они были синонимами. Сейчас под щепой подразумевают измельченную рублением древесину. Существует несколько типов щепы, лучшие из которых называются технологическими. После дополнительной химической обработки некоторые их них используют в производстве плит из древесных волокон и стружки.
После дополнительной химической обработки некоторые их них используют в производстве плит из древесных волокон и стружки.
Все современные виды шпона получают более тонкими механическими приемами обработки древесины, для которых применяют специальное технологическое оборудование. В результате образуются пластины маленькой толщины и относительно большой (для измельченного сырья) поверхностной площади. Они совсем не похожи на щепу.
Достоинства шпонированной продукции заключаются в следующем:
- покрытие имеет красивый узор, который дополнительно усиливается при обработке;
- шпоном экзотических пород можно задекорировать основу, сделанную из недорогой древесины;
- при небольших повреждениях вид поверхности легко корректируется мелким ремонтом;
- шпон позволяет отреставрировать старые конструкции и изделия без больших финансовых затрат;
- тонкий слой покрытия позволяет проводить работу самостоятельно с помощью обычных инструментов.
При работе с цельным натуральным деревом приходится прилагать большие физические усилия, применять деревообрабатывающие станки и специальные инструменты, а работать со шпоном гораздо проще.
Способы разделки древесины
Пластины шпона можно снимать с древесных полуфабрикатов несколькими способами. Их выбор определяется породой сырья, его состоянием, направлением будущего использования продукта, оснащенностью предприятия-изготовителя.
Главные типы механических действий следующие:
- строгание;
- лущение;
- пиление.
Каждая процедура требует специального оборудования, использования древесины необходимого качества, степени ее подготовки. Готовый шпон отличается эстетическими особенностями, соответственно, возможностью использования и ценой.
Строганый материал
Строганием получают шпон дуба, красного дерева, ясеня, бука и двух основных хвойных пород: сосны и лиственницы. Изделия имеют красивую текстуру, используются преимущественно в качестве облицовочного материала. Для производственного процесса берут распиленные брусья или так называемые ванчесы, наросты, которые после обработки паром разделывают на особых строгальных станках.
Обратите внимание! Строгание может проводиться по отличающимся направлениям, в результате на пластинках получается разный рисунок.
После радиального состругивания шпона, выполняемого строго по торцу, на нем образуется рисунок из параллельных колец, расположенных равномерно по всей поверхности. Радиальный шпон, сделанный таким способом, обозначается буквой Р.
Вследствие наполовину радиального состругивания рисунок колец занимает приблизительно ¾ площади образовавшейся пласты. Шпон, полученный в результате такого механического действия, обозначается буквосочетанием ПР.
В результате тангенциальной обработки кольца имеют вид искривленных полосок. Пластинки, полученные строганием по тангенсу (по касательной к годовому кольцу), обозначают буквой Т. Иногда встречается название «тангентальный». Его нельзя назвать неправильным, так как мастера часто применяют такой термин.
После тангенциально-торцевого строгания рисунок образуется закольцованными овальными кривыми линиями, на которых видны штриховые сердцевинные лучи. Вид такого шпона, образующийся в результате технологии строгания по оси между торцом и тангенциальной плоскостью, обозначают буквосочетанием ТТ.
Вид такого шпона, образующийся в результате технологии строгания по оси между торцом и тангенциальной плоскостью, обозначают буквосочетанием ТТ.
Сорта и толщина строганого шпона
Согласно показателями качества древесины и тщательности обработки, строганая продукция подразделяется на два сорта. Виды натурального шпона из 1-й группы имеют минимальные изъяны в виде пятнистости, внутренней заболони, темной прорости, трещин, царапин или вовсе их не содержит. Виды шпона из 2-й сортовой группы контролируются гораздо лояльнее, потому что стандартом допускается наличие в изделиях изъянов.
Значения толщины пластин из древесины варьируются в интервале от 0,5 до 1 мм. Шпон, полученный тангенциальной, полностью или наполовину радиальной разделкой, имеет длину, достигающую 900 мм, ширину, достигающую 120 мм. Продукция с обозначением ТТ обычно имеет меньшие размеры. Показатель допустимой шершавости поверхности различается. Для дуба, красного дерева, ясеня, сосны, лиственницы он равен 200 мкм, остальной древесины – 100 мкм.
Весь шпон, произведенный строганием, высушивают до достижения массовой доли влаги, равной 8 %, затем упаковывают.
Лущеный шпон
Похожий на ленту шпон называют лущеным . Его снимают с поверхности древесины на специальном станке. Длинные ленты высушивают, разрезают на куски с заданными размерами и применяют как полуфабрикат для производства фанеры, многослойных панелей, клееных элементов строительных конструкций, облицовок, пищевых упаковок.
Внешние покрытия, которые образует лущеный шпон, выглядят немного хуже, чем сделанные из строганых кусочков. Преимущество этого вида заключается в большей площади поверхности пластинок. Ценные породы древесины обрабатывать лущением не всегда целесообразно, а полуфабрикат из повсеместного сырья, например тополя, после фанеровки превращается в востребованный товар.
Длина каждой единицы продукции варьируется в интервале от 800 до 3750 мм. Ширина изменяется от 150 до 3750 мм, шаг в линейке варьируется от 50 мм до 100 мм. Требования к показателям толщины зависят от породы древесины. Для тонких пластин из лиственного сырья максимум составляет 4 мм, для более толстых 6,5 мм.
Требования к показателям толщины зависят от породы древесины. Для тонких пластин из лиственного сырья максимум составляет 4 мм, для более толстых 6,5 мм.
Шпон подразделяют на 5 сортов: элитный и остальные, включающие от 1-го до 4-го сорта. Рядом с цифровым обозначением сортности изделий из хвойной древесины присутствует буква Х.
Читайте также: Ламинированная фанера: виды, размер, вес, фото, производители, описание
Влажность готового шпона не должна превышать 6 %, показатель шероховатости для лиственной продукции не может превышать 200 мкм, хвойной – 320 мкм.
Пиленый шпон
Распиливать древесину на пласты человек научился давным-давно. Сделать тонкие листы с помощью пилы, даже самой современной формы, сложно, к тому же процесс сопровождается получением большого количества отходов. Ламели, сделанные распиливанием, имеют толщину от 1 до 12 мм.
Обратите внимание! Пиленый вид шпона применяют для инкрустирования дорогой мебели и декоративных элементов интерьера.

Особенность пиленого шпона в том, что его можно подобрать по рисунку основной части древесины изделия. Результат получится очень красивый, впечатляющий, но за это придется заплатить немалые деньги. Листовой шпон, спиленный из древесины кедра, ели, пихты, часто применяют для формирования согнутых элементов оформления мебели или лестниц. Изделия используются в отдельности или в сочетании с МДФ-материалом.
В некоторых источниках можно увидеть информацию о применении пиленых видов шпона для отделки музыкальных инструментов. Содержание государственного стандарта свидетельствует о том, что для этих целей берут лущеные или строганые шпоновые пластины. Так, для черновой облицовки пианино применяют виды, полученные лущением лиственных пород, для чистовой облицовки – строганые куски шпона ясеня, груши, грецкого или американского ореха, клена, вяза, дуба и даже красного дерева (для самых дорогих инструментов).
Рустикальный распил: дает весьма неоднородную по фактуре поверхность
Этот тип распила считают наиболее простым, ведь его можно производить под любым углом относительно ствола. Полученная доска выделяется неоднородным рисунком и расцветкой, так как в ней могут попадаться сучки (с Ø до 5 мм), заболонь (поверхностные слои древесины, окрашенные светлее глубинных).
Полученная доска выделяется неоднородным рисунком и расцветкой, так как в ней могут попадаться сучки (с Ø до 5 мм), заболонь (поверхностные слои древесины, окрашенные светлее глубинных).
Паркетная доска, созданная методом рустикального распила, считается самой бюджетной. В Европе именно этот тип древесных полов пользуется большим спросом за натуральность и естественность облика. Сучки, мелкие трещинки и разнородность расцветки прекрасно вписываются в так называемые деревенские стили (кантри, шале и пр.).
Но следует учитывать, что паркет рустикального распила слабее по прочности и мягче, чем иные типы досок, поэтому его относят к 3-му сорту. Из-за смешивания заболони и глубинных слоев древесины материал способен «играть», деформироваться, если в доме будут перепады влаги и температур. А так как разные древесные слои дают неодинаковое качество плотности плашек, то ходить по такому полу на каблуках-шпильках нежелательно, иначе могут остаться вмятины.
Современные технологии производства
Помимо традиционных способов, многие предприятия внедрили и успешно применяют новые подходы к изготовлению шпоновых изделий.
Популярностью пользуется пестрый, разнохарактерный мультишпон, на поверхности которого могут иметься светлые или темные коричневые оттенки, серые тона с отличающейся фактурой. Существуют дизайнерские работы, создающие строго определенный или хаотичный рисунок, непохожий на натуральную расцветку, но с текстурой дерева. Продукция востребована в кругу ценителей нестандартных решений в оформлении интерьеров.
Особенности файн-лайн
Изделия со своеобразным названием, понятным любому человеку, изучавшему английский в школе, действительно, имеют прекрасные линии на поверхности. Материал делают из древесных отходов, вследствие чего его стоимость более доступна, чем у первоклассного натурального шпона. Такой вид шпона называют также реконструированным. Продукция вида файн-лайн представлена в ассортименте, имеет большую цветовую гамму, легко претерпевает дальнейшую обработку.
Технологический цикл производства реконструированного шпона включает в себя следующие этапы:
- снятие пластин на лущильных станках;
- высушивание и сортировка;
- пропитывание красителем в емкостях;
- обработка клеящими средствами;
- прессование;
- форматирование строганием.

Таким образом, продукция является лущеной и при этом строганой. Влажность материала должна укладываться в диапазон от 8 до 12 %. Наибольшим спросом пользуются виды реконструированных пластин файн-лайн толщиной 0,35…5 мм, плотностью от 450 до 600 кг/м3. Конечный продукт имеет до 94 % натуральной древесины, приблизительно 6 % склеивающего вещества, не более 2 % красящих пигментов.
Файн-лайн-покрытия могут имитировать текстуру любых древесных пород, создавать текстильные рисунки, например сатиновый узор поверхности. Шпон вида файн-лайн обладает большой пластичностью и термостойкостью, не реагирует на влажное окружение воздуха, легко покрывается лаком.
Минусы и плюсы
По внешнему виду двери со шпоном очень сложно отличить от аналогов, изготовленных из древесины, поскольку они покрываются натуральным срезом дерева.
Такие двери имеют много преимуществ:
- Изделие по составу на 99% является натуральным, поскольку оно включает массив древесины и срез ценной породы дерева снаружи.

- Двери со шпоном изготавливаются из экологически чистых материалов, поэтому часто применяются не только для спален или гостиных, но также для детских комнат.
- Привлекательный внешний вид изделия достигается благодаря применению натурального дерева, которое характеризуется оригинальным и неповторимым принтом и текстурой.
Деревянные двери со шпоном позволяют создать хороший микроклимат в помещении. Они отлично пропускают воздух через микропоры. Лёгкость шпонированных моделей позволяет осуществлять их установку даже на очень тонкие стены. Если двери установлены правильно, то они в редких случаях могут провиснуть. Хорошее сочетание качества и цены изделия. Если сравнивать стоимость шпонированной и деревянной модели, то вариант со шпоном стоит значительно дешевле
Если модель с натуральным шпоном является тоже дорогой, тогда можно обратить внимание на варианты с экошпоном или другим искусственным покрытием. Модели со шпоном очень часто передают фактуру ценного дерева. Красиво смотрится шпон вишни, сосны, венге, красного дерева или ясеня
Красиво смотрится шпон вишни, сосны, венге, красного дерева или ясеня
К дорогостоящим породам деревьев принадлежат такие, как чёрный орех, мадрона.
- Шпонированные модели можно отремонтировать, если в процессе транспортировки или эксплуатации повредилось полотно. Необходимо применить специальный состав для окрашивания шпона или произвести полировку повреждённого места.
- Изделие со шпоном характеризуется отменными шумоизоляционными свойствами, а также способностью великолепно удерживать тепло, если говорить о вариантах, изготовленных из цельного массива сосны.
- Современные производители предлагают широкий модельный ряд шпонированных дверей, среди которых можно подобрать не только материал, но также цветовое исполнение и необходимые размеры. Двери представлены в естественных тонах. Чтобы придать шпону глубины цвета, часто осуществляется его окрашивание.
Двери со шпоном имеют и некоторые недостатки, с которыми стоит ознакомиться перед выбором дверей:
- Натуральные материалы всегда стоят дорого, поэтому шпонированные модели являются дорогостоящими.
 На цену дверей также влияет известность производителя.
На цену дверей также влияет известность производителя. - Натуральный шпон практически не отличается от искусственного, что позволяет мошенникам выдавать некачественный шпон за натуральный.
- Для обеспечения длительной эксплуатации изделия необходимо осуществлять бережный уход. Для очистки дверей стоит использовать специальные средства, разработанные на основе воска.
Для изготовления ламинированной двери используется специальная ламинатная плёнка. Она идеально передаёт фактуру массива. Конечно, такие изделия отличаются доступной стоимостью, повышенной износостойкостью и надежной защитой от попадания влаги.
|
Шпон, пленки и пластики Категория: Фанеровальные работы Шпон, пленки и пластики Шпон. В качестве облицовочного материала для мебели применяют строганый шпон, получаемый путем строгания древесины на ш п оностр о г ал ьны х станках. В зависимости от исходного сырья и способа получения шпон по текстуре разделяется на тангентальный (рис. 1, а), радиальный (рис. 1, б), полурадиальный (рис. 1, в) и тангентально-торцовый, получаемый из наплывов. Рис. 1. Способы разделки кряжа для получения строганого шпона: а — тангентального, б — радиального, в — полурадиального При тангентальном разрезе годовые слои, образующие конусы нарастания, имеют вид углов или кривых линий, а сердцевинные лучи получаются в виде продольных или наклонных штрихов или линий. Более красивой получается текстура при радиальном разрезе, когда годовые слои имеют вид прямых параллельных линий, а сердцевинные лучи располагаются в виде поперечных полос, захватывающих не менее 3Д площади листа. В полурадиальном шпоне сердцевинные лучи образуют наклонные или продольные полосы, расположенные не менее чем на 1/2 площади листа, а годовые слои имеют вид прямых параллельных линий, расположенных не менее чем на 3Д площади листа. В шпоне, получаемом из наплывов, годовые слои образуют замкнутые перепутанные кривые линии, а сердцевинные лучи —- кривые линии или штрихи. Строганый шпон (ГОСТ 2977—65) вырабатывают из древесины лиственных рассеяннопоровых пород — бука, ореха, клена, чинары, груши, яблони, тополя, березы, красного и лимонного дерева, карельской березы, ольхи, граба, явора, черешни; кольцепоровых пород— дуба, ясеня, ильма, каштана, бархатного дерева, карагача и хвойных-—тисса и лиственницы. В зависимости от пород размеры строганого шпона составляют: по длине от 0,4 м и выше, тангентально-торцовый от 0,3 и выше; по толщине 0,6; 0,8 и 1,0 мм\ по ширине 80; 90; 100; 120; 150 и 200 мм. На мебельные предприятия строганый шпон поступает упакованным в пачки, состоящие из листов, полученных при строгании бруса и уложенных в том порядке, в котором они сострагивались. Такая пачка называется кнолем, она содержит от 10 до 32 листов шпона. На верхнем листе каждой пачки нанесена мелком марка с указанием породы, размеров, вида, сорта и количества листов. Пачки комплектуют в пакеты по 10—20 шт. в каждом. Лущеный шпон (ГОСТ 99—65) применяют в качестве черновой облицовки при фанеровании и облицовок при изготовлении мебельных щитов и плит. Его получают путем лущения чурака (рис. 8) на лущиль-иых станках. Шпон изготовляют из древесины березы, ольхи, дуба, ясеня, ильма, липы, сосны, лиственницы, кедра, причем для черновой облицовки применяют в основном березовый и ольховый шпон. Толщина лущеного шпона соста1вляет 0,55; 0,75, 0,95; 1,15 и 1,50 мм, ширина —от 150 до 1600 мм, длина — от 800 до 2200 мм с градацией через 100 мм. На мебельные предприятия лущеный шпон поступает упакованным в пакеты массой до 50 кг, обычно в листах шириной до 500 мм. На складах мебельных предприятий шпон хранят в пакетах, уложенных в шахматном порядке в штабелях. В целях предупреждения коробления шпона разборка пакетов до подачи в производство не допускается. Влажность шпона перед обработкой должна быть 8±2%. Пленки и пластики. Для облицовывания мебели листовыми материалами применяют пленки, изготовленные на бумажной основе или без нее , и декоративный бумажно-слоистый пластик. Пленки на бумажной основе изготовляют из текстурной, кроющей и других видов бумаги путем пропитки ее синтетическими смолами. Текстурная бумага представляет собой листы, на которые типографским способом нанесен двух-, трех-или четырехцветный рисунок текстуры древесины. Кроющая бумага может быть окрашена в какой-либо цвет или иметь тот или иной рисунок. Для изготовления пленок применяют специальные виды гладких бумаг, которые хорошо впитывают клей, имеют достаточную прочность на разрыв, хорошую ук-рывистость. Пленки изготовляют на специальных пропиточно-су-шильных установках, которые в зависимости от конструкции узла, предназначенного для сушки пропитанной бумаги, подразделяются на вертикальные, горизонтальные и вертикально-горизонтальные. В вертикальных установках (рис. 3) бумага разматывается с рулона роликами и подается в про-пяточную ванну со смолой. После пропитки бумага поступает в вертикальную шахту высотой 6—10 м и проходит между двумя рядами калориферов, где смола высыхает. Рис. 2. Схема получения лущеного шпона: 1 — нож, 2 — лист лущеного шпона, 3 — прижимная линейка, 4 — чурак В горизонтальных установках сушильная шахта расположена горизонтально, в связи с чем такие установки занимают большую площадь, чем вертикальные. В вертикально-горизонтальных установках смола на бумагу наносится дважды. После первого нанесения смолы бумага поступает в вертикальную шахту для сушки, откуда подается в другую пропиточную ванну для повторного нанесения смолы, а затем в горизонтальную шахту для окончательной сушки. Рис. 3. Схема вертикальной установки для приготовления пленок: 1 — рулон бумаги, 2, 3 — направляющие ролики, 4 — ванна со смолой, 5 — калориферы, 6 — конвейер, 7 — стол для резки пленки, 8 — электропривод Вертикально-горизонтальные установки занимают меньше площади, чем горизонтальные; при работе на них бумажное полотно рвется реже, чем на вертикальных установках. Для облицовки мебели применяют карбамидные (мочевино-формальдегидные) и полиэфирные пленки на бумажной основе. Пленки без бумажной основы изготовляют из синтетических смол, смешанных с различными компонентами, выполняющими роль пластификаторов, стабилизаторов и пигментов. Пленки могут быть прозрачными, цветными или с нанесенным на их поверхность тем или иным рисунком. Технологический процесс изготовления пленок заключается в следующем (рис. 4). Компоненты, применяемые для изготовления пленок, смешивают в смесителе до получения однородной рабочей массы. Полученная масса передается на вальцы, где получается первичная пленка. С вальцов первичная пленка поступает в четырехвальцовый каландр. Из вальцов каландра пленка выходит заданной толщины. Смешивание массы и вальцевание пленки происходят при повышенной температуре, зависящей от вида исходной смолы, используемой для изготовления пленки. Обычно применяют температуру от 50 до 100 °С. Из каландра пленка поступает в охлаждающее устройство 5 и затем на намоточное устройство 6. Рис. 4. Схема получения пленок без бумажной основы для отделки мебели: 1 — смеситель, 2, 3 — вальцы, 4 — каландр, 5 — охлаждающее устройство, 6 — намоточное устройство Для облицовывания мебели разработаны безбумажные пленки на основе поливинилхлорида ПВХ-4 или ПВХ-5 (МРТУ-6-01 -09-63) и сополимера ВА-15 (СТУ 12—10324—64). Толщина готовых пленок 0,25— 0,30 мм. Декоративный бумажно слоистый пластик изготовляют путем набора пакетов специальной бумаги, предварительно пропитанной синтетическими смолами, и прессования их в горячих прессах с применением металлических полированных прокладок. В результате образуется пластик, поверхность которого имеет глянцевый вид. Для лицевого слоя применяют бумагу из отбеленной сульфитной целлюлозы, содержащей минеральный наполнитель. Эта бумага может быть окрашена в желаемый цвет и иметь тот или иной рисунок. Собранный пакет прессуют в прессах с обогреваемыми плитами. Для отделки мебели применяют пластики толщиной 1 — 1,6 мм. Реклама:Читать далее:Клеи и их основные свойства
Статьи по теме:
Главная → Справочник → Статьи → Блог → Форум |




 Рисунок на поверхность пленки наносят на печатных машинах.
Рисунок на поверхность пленки наносят на печатных машинах. На мебельные предприятия пластик поступает в готовом виде.
На мебельные предприятия пластик поступает в готовом виде.§ 49. Строганый и лущеный шпон. Материаловедение для столяров и плотников
Главная сайта | Сделай сам | Обработка древесины | Строганый и лущеный шпон
Шпон бывает строганым и лущеным. Строганый шпон представляет собой тонкие листы древесины, которые получают путем строгания бруса поперек волокон на фанерострогальных станках (рис. 39).
Строганый шпон представляет собой тонкие листы древесины, которые получают путем строгания бруса поперек волокон на фанерострогальных станках (рис. 39).
Рис. 39. Схема получения строганого шпона:
1 — брус, 2 — прижимная линейка, 3 — лист строганого шпона, 4 — нож
Строганый шпон (ГОСТ 2977—77) применяют в качестве облицовочного материала при изготовлении деталей и изделий мебели. Им также облицовывают фанеру и плиты различного назначения.
В зависимости от текстуры древесины строганый шпон разделяется на тангентальный (T) (рис. 40, а), радиальный (P) (рис. 40, б), полурадиальный (ПР) (рис. 40, в) и тангентально-торцовый (TT), получаемый из наплывов.
Рис. 40. Способы разделки кряжа для получения строганого шпона тангентального (а), радиального (б), полурадиального (в)
При тангентальном разрезе годичные слои, образующие конусы нарастания, имеют вид углов или кривых линий, а сердцевинные лучи — продольных или наклонных штрихов или линий. Более красивой получается текстура при радиальном разрезе, когда годичные слои имеют вид прямых параллельных линий, расположенных по всей поверхности листа, а сердцевинные лучи располагаются в виде полос, захватывающих не менее 3/4 площади листа.
В полурадиальном шпоне сердцевинные лучи образуют наклонные или продольные полосы, расположенные не менее чем на 1/2 площади листа, а годичные слои имеют вид прямых параллельных линий, расположенных не менее чем на 3/4 площади листа.
В тангентальном торцовом шпоне годичные слои образуют замкнутые перепутанные кривые линии, а сердцевинные лучи — кривые линии или штрихи.
Строганый шпон вырабатывают из древесины лиственных рассеяннососудистых пород — бука, ореха, клена, чинары, груши, яблони, тополя, березы, красного и лимонного дерева, карельской березы, ольхи, граба, явора, черешни, диморфанта; кольцесосудистых пород — дуба, ясеня, ильма, каштана, бархатного дерева, карагача, акации, дзельквы, вяза, шелковицы и хвойных — тиса, лиственницы и сосны.
Древесина красного и лимонного дерева, карельской березы, груши, яблони по видам среза не подразделяется.
Шпон в зависимости от качества древесины, обработки и назначения бывает двух сортов. Влажность шпона должна быть 8 + 2%. Шпон учитывают в квадратных метрах, а толщину его измеряют с погрешностью не более 0,01 мм.
Влажность шпона должна быть 8 + 2%. Шпон учитывают в квадратных метрах, а толщину его измеряют с погрешностью не более 0,01 мм.
Строганый шпон должен изготовляться следующих размеров:
по длине — из древесины ореха, карельской березы, карагача, лимонного дерева, красного дерева, бука, чинары, клена, груши, яблони, тополя, березы, ольхи, граба, явора, черешни — от 0,5 м и выше с градацией 0,1 м; для тангентально-торцового шпона — от 0,3 м с той же градацией;
по толщине — для всех рассеяннососудистых пород древесины — 0,4; 0,6 и 0,8 мм; для кольцесосудистых и хвойных — 0,8 и 1 мм; по ширине в зависимости от сорта и разреза с градацией 10 мм (табл. 8).
Таблица 8
Ширина строганого шпона
| Вид шпона | Сорт шпона | |
| Ширина, мм, не менее | ||
| 1-й | 2-й | |
| Радиальный, полурадиальный, тангентальный и неподразделяюшийся по видам разреза | 120 +5-4 | 80 +5-4 |
| Тангентально-торцовый | 200 +5-4 | 100 +5-4 |
На предприятия строганый шпон поступает упакованным в пачки. Листы в пачках уложены в том порядке, в каком они сострагивались. На верхнем листе каждой пачки наносится мелком маркировка с указанием породы древесины, размеров, вида, сорта и количества листов.
Листы в пачках уложены в том порядке, в каком они сострагивались. На верхнем листе каждой пачки наносится мелком маркировка с указанием породы древесины, размеров, вида, сорта и количества листов.
Пачки комплектуют в пакеты по 10—20 шт. в каждом.
Лущеный шпон (ГОСТ 99—75) — тонкий слой древесины заданной толщины в виде ленты, полученной при лущении чурака на лущильных станках. При этом цилиндрический отрезок древесины (чурак) совершает вращательное движение, а инструмент (нож) поступательное движение в направлении оси вращения материала (рис. 41). Применяют для облицовки поверхностей изделия из древесины и изготовления клееной слоистой древесины, фанеры, фанерных плит, клееных деталей мебели.
Рис. 41. Схема получения лущеного шпона:
В — длина чурака, L — длина ножа, 1 — кулачок, 2 — чурак, 3 — шпон, 4 — нож
Лущеный шпон изготовляют из древесины березы, ольхи, дуба, ясеня, бука, ильма, липы, сосны, лиственницы и кедра.
Лущеный шпон выходит из- под ножа станка в виде непрерывной ленты заданной толщины и ширины. Для придания древесине необходимой пластичности чураки перед лущением проваривают в воде, нагретой до температуры 50—60oC.
Для придания древесине необходимой пластичности чураки перед лущением проваривают в воде, нагретой до температуры 50—60oC.
Лента шпона, получаемая в результате лущения, разрезается специальными ножницами на листы заданного формата, которые затем сушат, обрезают, сортируют и укладывают в стопы на хранение. Лущеный шпон изготовляют следующих размеров: толщиной 0,35; 0,55; 0,75; 0,95; 1,15; от 1,5 до 4 мм с градацией 0,25 мм; шириной — от 150 до 700 мм с градацией 50 мм и от 800 до 2500 мм с градацией 100 мм; длиной — от 800 до 2500 мм с градацией 100 мм. Длину листов шпона измеряют по направлению волокон, а ширину — поперек волокон древесины.
Шпон в зависимости от качества древесины, обработки и назначения подразделяется на восемь сортов: А, АВ, В, BB, С, 1,2, 3-й. Влажность шпона должна быть 8 + 2%. Шпон учитывают в кубических и квадратных метрах. Листы шпона должны быть рассортированы по породам, сортам, размерам, по толщине, ширине и длине и упакованы в пакеты. Общая масса пакета должна быть не более 50 кг.
Общая масса пакета должна быть не более 50 кг.
ГОСТ 15812-87 «Древесина клееная слоистая. Термины и определения»
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
ДРЕВЕСИНА КЛЕЕНАЯ СЛОИСТАЯ
ТЕРМИНЫ И ОПРЕДЕЛЕНИЯ
ГОСТ
15812-87
(СТ СЭВ 1267-78, СТ СЭВ 3286-81)
ГОСУДАРСТВЕННЫЙ КОМИТЕТ СССР ПО СТАНДАРТАМ
Москва
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
|
ДРЕВЕСИНА КЛЕЕНАЯ СЛОИСТАЯ Термины и определения Laminated wood. |
ГОСТ
(СТ СЭВ 1267-78, СТ СЭВ 3286-81) |
Дата введения 01. 01.89
01.89
Настоящий стандарт устанавливает термины и определения понятий, относящихся к сырью, продукции, технологии производства слоистой клееной древесины.
Термины, установленные настоящим стандартом, обязательны для применения во всех видах документации и литературы, входящих в сферу действия стандартизации или использующих результаты этой деятельности.
Настоящий стандарт должен применяться совместно с ГОСТ 17461-84, ГОСТ 17462-84 (СТ СЭВ 1262-78), ГОСТ 17743-86, ГОСТ 18288-87 (СТ СЭВ 1261-78).
1. Стандартизованные термины с определениями приведены в табл. 1.
2. Для каждого понятия установлен один стандартизованный термин.
Применение терминов-синонимов стандартизованного термина не допускается. Недопустимые к применению термины-синонимы приведены в табл. 1 в качестве справочных и обозначены пометой «Ндп».
2.1. Приведенные определения можно при
необходимости изменять, вводя в них производные признаки, раскрывая значения
используемых в них терминов, указывая объекты, входящие в объем определяемого
понятия. Изменения не должны нарушать объем и содержание понятий, определенных
в данном стандарте.
Изменения не должны нарушать объем и содержание понятий, определенных
в данном стандарте.
2.2. В случаях, когда в термине содержатся все необходимые и достаточные признаки понятия, определение не приведено и в графе «Определение» поставлен прочерк.
2.3. В табл. 1 в качестве справочных приведены иноязычные эквиваленты для ряда стандартизованных терминов на английском (Е) и французском (F) языках.
3. Алфавитные указатели содержащихся в стандарте терминов на русском языке и их иноязычных эквивалентов приведены в табл. 2-4.
4. Стандартизованные термины набраны полужирным шрифтом, а недопустимые синонимы — курсивом.
Таблица 1
|
Термин |
Определение |
|
СЫРЬЕ |
|
|
1. |
Лесоматериалы для лущения или строгания установленных пород и размеров в виде кряжей или чураков соответствующего качества для применения в производстве слоистой клееной древесины |
|
2. Фанерный чурак |
Отрезок фанерного кряжа, длина которого соответствует установленному размеру форматного листа лущеного шпона по длине волокон с припуском на оторцовку |
|
3. Ванчес |
Трехкантный или четырехкантный брус для строгания |
|
ПРОДУКЦИЯ, ПОЛУФАБРИКАТЫ И ОТХОДЫ ПРОИЗВОДСТВА |
|
|
4. Шпон Е. F. Placage |
Тонкий лист древесины |
|
5. Лущеный шпон Е. Rotary cut veneer F. Placage deroule |
Шпон заданной толщины, полученный при лущении фанерного чурака |
|
6. Строганый шпон E. Sliced veneer F. Placage tranche |
Шпон, полученный при строгании бруса или ванчеса |
|
7. Радиальный шпон E. Pound cut veneer F. Placage tranche radial |
Строганый шпон, полученный в радиальной плоскости |
|
8. E. Half round cut veneer F. Placage tranche semi-radial |
Строганый шпон, полученный в полурадиальной плоскости |
|
9. Тангентальный шпон E. Tangential cut veneer F. Placage tranche tangentiel |
Строганый шпон, полученный в тангентальной плоскости |
|
10. Тангентально-торцовый шпон F. Placage tranche tangentiel aux bouts |
Строганый шпон, полученный и тангентально-торцовой плоскости |
|
11. Оборотная сторона шпона E. Back F. Face distendue |
Поверхность шпона, получаемого в процессе лущения, имеющая большую шероховатость и мелкие трещины |
|
12. E. Face F. Face comprimеe |
Поверхность шпона противоположная оборотной |
|
13. Сырой шпон |
— |
|
14. Сухой шпон |
Шпон, высушенный до влажности, соответствующей требованиям нормативно-технической документации |
|
15. Форматный шпон E. Full sized veneer F. Placage de formats normalises |
Шпон установленных размеров по нормативно-технической документации |
|
10 Неформатный шпон F. |
|
|
17 Ребросклеенный шпон E. Jointed veneer F. Placage jointe |
Шпон, склеенный по продольным кромкам |
|
18. Шпон с клеевым слоем E. Glued veneer F. Feuilles de placage collees |
Шпон, на пласти которого нанесен клей |
|
19. Пропитанный шпон E. Treated veneer F. Placage impregne |
Шпон, выдержанный при заданных условиях в пропиточном растворе |
|
20. E. Patched veneer F. Placage rapiece |
Шпон, у которого недопустимые дефекты устранены. Примечание. Дефекты устраняются с помощью вставок или другим способом |
|
21. Длина шпона (слоистой клееной древесины) E. Veneer sheet length, wood laminated panel length F. Longueur du placage, du conlreplaque |
Размер шпона (слоистой клееной древесины) вдоль волокон древесины |
|
22. Ширина шпона (слоистой клееной древесины) E. Veneer sheet width, wood laminated panel width F. Largeur du placage, du contreplaque |
Размер шпона (слоистой клееной древесины) поперек волокон древесины |
|
23. E. Veneer sheet thickness, wood laminated panel thickness F. Epaisseur du placage, du contreplaque |
Размер шпона (слоистой клееной древесины) в направлении, перпендикулярном поверхности |
|
24. Кромка шпона E. Veneer edge F. Chant du placage |
Боковая поверхность шпона. Примечание. Кромка шпона может быть продольной и поперечной |
|
25. Шов шпона |
Место соединения полос шпона при ребросклеивании |
|
26. Ребро шпона |
Линия пересечения поверхности шпона с продольной или поперечной кромкой |
|
27. Е. Long grained veneer F. Feuille du placage longitudinal |
Шпон, у которого длина превышает ширину |
|
28. Поперечный лист шпона E. Gross grained veneer F. Feuille du placage transversal |
Шпон, у которого ширина превышает длину |
|
29. Текстура шпона E. Grain of the ply F. Texture du placage |
Рисунок на поверхности шпона, образованный строением древесины, зависящий от породы древесины и способа изготовления шпона |
|
30. Кноль F. Pile ou empilement de piacages thanches |
Стопа, в которую уложен строганый шпон, полученный из одного ванчеса или бруса в порядке его строгания |
|
31. E. Waste veneer F. Dechets de la production des placages |
Шпон незаданных размеров и формы, полученный в начале лущения при оцилиндровке фанерного чурака или в начале строгания бруса или ванчеса |
|
32. Карандаш E. Core F. Noyaux de deroulage, ame |
Оставшаяся после лущения часть фанерного чурака, имеющая форму цилиндра при цилиндрическом лущении или неправильного эллипса при эксцентрическом лущении |
|
33. Отструг F. Dechets de placages tranches |
Оставшаяся после строгания часть бруса или ванчеса |
|
34. E. Insert F Flipot |
Кусок здорового шпона различной формы и размеров, вставленный на место удаленного дефектного участка |
|
35. Полоса шпона |
Неформатный шпон с выровненными продольными кромками, размеры которого по длине или ширине менее половины форматного |
|
36. Лента шпона |
Шпон заданной толщины, полученный из одного фанерного чурака |
|
37. Обрезки шпона (слоистой клееной древесины) |
Отходы шпона (слоистой клееной древесины), полученные при обработке (обрезке) |
|
СТРОЕНИЕ И ВИДЫ СЛОИСТОЙ КЛЕЕНОЙ ДРЕВЕСИНЫ |
|
|
38. |
Древесный материал, полученный склеиванием шпона |
|
39. Слой слоистой клееной древесины E. Ply F. Pli |
Каждый лист шпона в слоистой клееной древесине |
|
40. Наружный слой слоистой клееной древесины Е. Outer (face) ply F. Pli exterieur |
— |
|
41. Лицевой слой слоистой клееной древесины Е. Face veneer F. Parement |
Лучший по качеству наружный слой слоистой клееной древесины |
|
42. Е. Back veneer F. Conlreparement |
Худший по качеству наружный слой слоистой клееной древесины |
|
43. Внутренний слой слоистой клееной древесины F. Couche interieure (ame) |
Слой слоистой клееной древесины, расположенный между ее наружными слоями |
|
44. Подслой слоистой клееной древесины Е. Cross band veneers F. Placages pour contreplaque |
Внутренний слой слоистой клееной древесины, прилегающий к наружному слою |
|
45. Центральный слой слоистой клееной древесины Е. F. Pli central |
Внутренний слой слоистой клееной древесины равноудаленный от наружных слоев |
|
46. Продольный слой слоистой клееной древесины Е. Longitudinal ply F. Pli longitudinal |
Слой, у которого направление волокон древесины совпадает с наибольшим линейным размером слоистой клееной древесины |
|
47. Поперечный слой слоистой клееной древесины Е. Cross band F. Pli transversal |
Слой, у которого направление волокон древесины перпендикулярно наибольшему линейному размеру слоистой клееной древесины |
|
48. |
Слой, состоящий из полос шпона, уложенных на продольную кромку |
|
49. Фанера F. Plywood F. Contreplaque |
Слоистая клееная древесина, состоящая из склеенных между собой трех и более листов лущеного шпона с взаимно перпендикулярным расположением волокон древесины в смежных слоях |
|
50. Фанерная плита E. Plywood panel F. Раnneaux contreplaques |
Слоистая клееная древесина, состоящая из склеенных между собой семи и более листов лущеного шпона с заданным направлением волокон древесины в смежных слоях |
|
51. Е. Even F. Contreplaque a plis egaux |
Фанера (фанерная плита), состоящая из слоев шпона одинаковой толщины |
|
52. Неравносложная фанера (фанерная плита) Е. Odd F. Contreplaque a plis inegaux |
Фанера (фанерная плита), состоящая из слоев шпона различной толщины. Примечание. В неравнослойной фанере или фанерной плите симметрично расположенные слои шпона по толщине одинаковы |
|
53. Продольная фанера (фанерная плита) Е. Long grained plywood F. Contreplaque a fil en long, contreplaque en long |
Фанера (фанерная плита), у которой направление волокон древесины наружных слоев совпадает с их наибольшим линейным размером |
|
54. Е. Cross grained plywood F. Contreplaque en travers |
Фанера (фанерная плита), у которой направление волокон древесины наружных слоев перпендикулярно их наибольшему линейному размеру |
|
55. Большеформатная фанера |
Фанера, имеющая длину или ширину не менее 1800 мм |
|
56. Профилированная фанера Е. Moulded plywood F. Contreplaque moule |
Фанера, полученная при склеивании в плитах, имеющих установленный профиль |
|
57. Фанера повышенной водостойкости |
Фанера, имеющая повышенный предел прочности при скалывании по клеевому слою после ее кипячения в воде |
|
58. Ндп. Ламинированная фанера (фанерная плита) Е. Faced plywood F. Contreplaque revetu |
Фанера (фанерная плита), имеющая один или оба наружных слоя из строганого шпона, пленочных или листовых материалов |
|
59. Бакелизированная фанера |
Фанера, изготовленная с применением фенолформальдегидных спирторастворимых (водорастворимых) смол |
|
60. Авиационная фанера Е. Aircraft plywood F. Contreplaque pour les avions |
Фанера для применения в авиационной промышленности |
|
61. E. Decorative plywood F. Contreplaque revetu |
Фанера, облицованная пленочным материалом в сочетании с декоративной бумагой |
|
62. Трубная фанера |
Фанера, двухслойная с взаимноперпендикулярным направлением волокон |
|
63. Шлифованная фанера (фанерная плита) Е. Sanded plywood F. Contreplaque ponce |
Фанера (фанерная плита), наружные слои которой подвергнуты шлифованию |
|
64. Нешлифованная фанера (фанерная плита) Е. Unsanded plywood F. Contreplaque non ponce |
— |
|
65. Е. Jointed plywood F. Contreplaque jointe |
Фанера, полученная соединением двух или более листов с целью увеличения ее размера |
|
66. Комбинированная фанера (фанерная плита) Е. Composite plywood F. Contreplaque mixte |
Фанера (фанерная плита) со слоями шпона, изготовленными из древесины различных пород, расположенными симметрично относительно центрального слоя |
|
67. Композиционная фанера (фанерная плита) |
Фанера (фанерная плита), имеющая один центральный или несколько внутренних слоев, образованных из листовых материалов. Примечание. |
|
68. Ребровая фанера |
Фанера, состоящая из ребрового слоя, облицованного с двух сторон шпоном |
|
69. Древесный слоистый пластик |
Слоистая клееная древесина, состоящая из склеенных слоев пропитанного бакелитовым лаком лущеного шпона, у которой волокна древесины в смежных листах по отношению друг к другу имеют заданное направление |
|
70. Лист древесного слоистого пластика |
Древесный слоистый пластик толщиной не более 15 мм |
|
71. |
Древесный слоистый пластик толщиной не менее 15 мм |
|
72. Цельный лист (плита) древесного слоистого пластика |
Лист (плита) древесного слоистого пластика, изготовленный из целых по длине готовой продукции листов лущеного шпона |
|
73. Составной лист (плита) древесного слоистого пластика |
Лист (плита) древесного слоистого пластика, изготовленный из лущеного шпона, уложенного по длине готовой продукции внахлестку или встык для продольных слоев и встык для поперечных слоев |
|
ДЕФЕКТЫ СЛОИСТОЙ КЛЕЕНОЙ ДРЕВЕСИНЫ |
|
|
74. |
По ГОСТ 2140-81 |
|
75. Косина фанеры (фанерной плиты) Е. Warping F. Voilement (deformation) |
Дефект, характеризующийся отклонением от прямоугольной формы листа фанеры (фанерной плиты) |
|
76. Шероховатость поверхности |
По ГОСТ 25142-82 |
|
77. Волнистость поверхности древесины |
По ГОСТ 2140-81 |
|
78. Расслоение слоистой клееной древесины Е. Delamination F. Decollement |
Дефект в виде полного или частичного отделения друг от друга смежных слоев слоистой клееной древесины |
|
79. Е. Вlоw F. Cloque |
Расслоение слоистой клееной древесины, приводящее к местному вздутию поверхности |
|
80. Недопрессовка слоистой клееной древесины |
Дефект в виде светлых полос и пятен на поверхности листа или плиты древесного слоистого пластика, видимых со всех сторон |
|
81. Перепрессовка древесного слоистого пластика |
Дефект в виде темных полос и пятен на поверхности листа или плиты древесного слоистого пластика, видимых со всех сторон |
|
82. Вмятина |
По ГОСТ 2140-81 |
|
83. |
По ГОСТ 2140-81 |
|
84. Недошлифовка |
По ГОСТ 2140-81 |
|
85. Слабый угол фанеры (фанерной плиты) |
Дефект, характеризующийся пониженным пределом прочности клеевого слоя в углу листа фанеры (фанерной плиты) по сравнению с пределом прочности, установленным в нормативно-технической документации |
|
86. Недосушенный шпон |
Шпон, имеющий после сушки влажность выше предела, установленного в нормативно-технической документации |
|
87. Пересушенный шпон |
Шпон, имеющий после сушки влажность ниже предела, установленного в нормативно-технической документации |
|
88. |
По ГОСТ 2140-81 |
|
89. Разошедшийся шов шпона |
Дефект в шпоне или на наружном слое слоистой клееной древесины, при которой одна ребросклеенная полоса шпона или часть полосы полностью отделена от другой |
|
90. Неплотный шов шпона |
Дефект в шпоне или на наружном слое слоистой клееной древесины, при котором между кромками ребросклеенных полос имеется один или несколько местных зазоров |
|
91. Ступенчатый шов шпона |
Дефект и шпоне, при котором поверхности кромок ребросклеенных полос шпона смещены по отношению друг к другу в вертикальной плоскости листа |
|
92. Е. Overlap F. Placage monte |
Дефект, характеризующийся местным утолщением при наложении друг на друга соседних полос шпона |
|
93. Смещение нахлесток (стыков) шпона |
— |
|
94. Влажная слоистая клееная древесина |
Дефект в слоистой клееной древесине, характеризующийся содержанием влаги выше предела, установленного в нормативно-технической документации |
|
95. Просачивание клея в слоистой клееной древесине Е. Bleed through (glue penetration) F. Transpercement de colle |
Дефект в виде пятен на поверхности слоистой клееной древесины в результате проникновения клея из нижерасположенного клеевого слоя |
|
96. |
Дефект на шпоне или на наружном слое слоистой клееной древесины и виде остатков клеевой ленты |
|
97. Недостача шпона в слоистой клееной древесине |
Дефект, характеризующийся отсутствием части листа шпона в слоистой клееной древесине |
|
ХРАНЕНИЕ ФАНЕРНОГО СЫРЬЯ |
|
|
98. Замораживание фанерного сырья |
Хранение фанерного сырья, при котором укладываемые рядами в штабель на ледяную или снеговую подушку кряжи или фанерные чураки засыпаются снегом и утрамбовываются, многократно поливаются водой и замораживаются |
|
99. |
Хранение фанерного сырья, при котором укладываемые рядами в штабель на ледяную или снеговую подушку кряжи или фанерные чураки засыпаются снегом и утрамбовываются |
|
ТЕХНОЛОГИЯ ПРОИЗВОДСТВА СЛОИСТОЙ КЛЕЕНОЙ ДРЕВЕСИНЫ |
|
|
100. Разделка фанерного сырья |
Совокупность операций, связанных с распиловкой кряжа на фанерные чураки, брусы и панчесы |
|
101. Центровка фанерного чурака |
Установка чурака между шпинделями лущильного станка так, чтобы при его лущении обеспечивался наибольший выход шпона |
|
102. |
Срезание на лущильном станке фанерного чурака слоев древесины с целью придания ему цилиндрической формы |
|
103. Лущение фанерного чурака |
Резание древесины в плоскости, параллельной направлению волокон, при котором фанерный чурак совершает вращательное движение, а лущильный нож поступательное движение на фанерный чурак с целью получения лущеного шпона |
|
104. Лущение фанерного чурака в полдерева |
Лущение половины фанерного чурака, распиленного в продольном направлении и при помощи устройства, установленного между шпинделями лущильного станка |
|
105. |
Лущение фанерного чурака, эксцентрично установленного между шпинделями лущильного станка. Примечание. Эксцентричное лущение применяется для получения шпона с улучшенной текстурой |
|
106. Долущивание карандаша |
Лущение карандаша с целью наиболее полного использования древесины |
|
107. Режим лущения фанерного чурака |
Комплекс заданных технологических условий, при которых осуществляется лущение фанерного чурака |
|
108. Обжим шпона |
Сжатие слоя древесины в месте срезания шпона при лущении или строгании |
|
109. |
Отношение величины зазора между лезвием лущильного или строгального ножа и прижимной линейки к номинальной толщине шпона, определяемое в процентах |
|
110. Рубка ленты шпона |
Раскрой ленты шпона на листы установленных размеров |
|
111. Залом шпона в сушилке |
Скопление листов шпона в каком-либо месте работающей сушилки, вызывающее ее остановку |
|
112. Сортирование шпона (слоистой клееной древесины) |
Разбор шпона (слоистой клееной древесины) на однородные группы по породам, сортам и размерам |
|
113. |
Склеивание по продольным кромкам плотно пригнанных друг к другу полос шпона для получения форматных листов |
|
114. Усование шпона |
Снятие односторонней фаски с поперечной кромки шпона |
|
115. Склеивание шпона на «ус» |
Соединение кусков шпона по фаскам с помощью клея после усования |
|
116. Пакет листов для слоистой клееной древесины |
Набор листового материала для склеивания продукции в соответствии с заданной конструкцией слоистой клееной древесины |
|
117. |
По ГОСТ 20022.1-80 |
|
118. Подпрессовка пакета листов для слоистой клееной древесины |
Уменьшение толщины собранного пакета за счет выдержки под давлением без нагревания, перед его загрузкой в клеильный пресс |
|
119. Упрессовка пакета листов для слоистой клееной древесины |
Уменьшение толщины шпона в пакете под воздействием температуры и давления в процессе склеивания |
|
120. Починка шпона (фанеры, фанерных плит) |
Заделка дефектов на поверхности шпона (фанеры, фанерных плит) с помощью вставок из шпона или замазок |
|
121. |
Придание слоистой клееной древесине заданных размеров |
|
122. Переобрез слоистой клееной древесины |
Повторная обрезка слоистой клееной древесины на меньшие форматы |
|
123. Прирезка слоистой клееной древесины |
Раскрой слоистой клееной древесины на заготовки заданных размеров |
 Фанерное сырье
Фанерное сырье/00_nut_bolivian_veneer_TITLE-644x429.jpg) Veneer
Veneer Полурадиальный шпон
Полурадиальный шпон Лицевая
сторона шпона
Лицевая
сторона шпона Placage de formats irrtguliers
Placage de formats irrtguliers Починенный шпон
Починенный шпон Толщина шпона
(слоистой клееной древесины)
Толщина шпона
(слоистой клееной древесины) Продольный лист шпона
Продольный лист шпона Шпон-рванина
Шпон-рванина Вставка из
шпона
Вставка из
шпона Слоистая
клееная древесина
Слоистая
клееная древесина Оборотный слой
слоистой клееной древесины
Оборотный слой
слоистой клееной древесины Central ply (core)
Central ply (core) Ребровый слой
фанеры
Ребровый слой
фанеры Равнослойная
фанера (фанерная плита)
Равнослойная
фанера (фанерная плита) Поперечная
фанера (фанерная плита)
Поперечная
фанера (фанерная плита) Облицованная
фанера (фанерная плита)
Облицованная
фанера (фанерная плита) Декоративная фанера
Декоративная фанера Стыкованная фанера
Стыкованная фанера К листовым материалам относятся древесностружечные
плиты толщиной от 2 до 8 мм, обрезки фанеры, древесноволокнистые плиты,
резина, асбест и др.
К листовым материалам относятся древесностружечные
плиты толщиной от 2 до 8 мм, обрезки фанеры, древесноволокнистые плиты,
резина, асбест и др. Плита
древесного слоистого пластика
Плита
древесного слоистого пластика Покоробленность
Покоробленность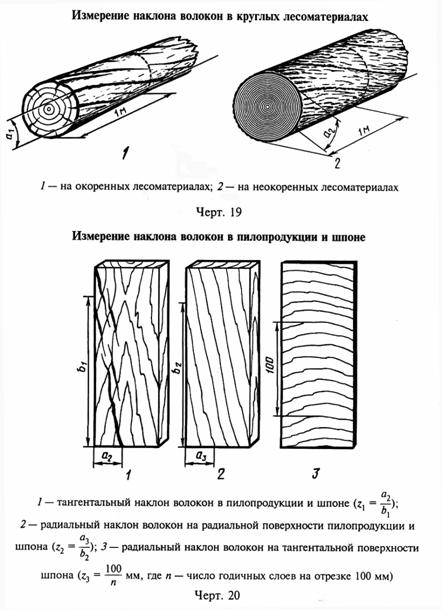 Пузырь в слоистой
клееной древесине
Пузырь в слоистой
клееной древесине Прошлифовка
Прошлифовка Трещина
Трещина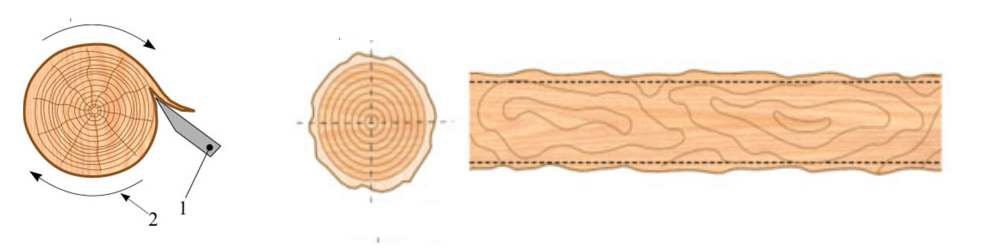 Нахлестка
шпона
Нахлестка
шпона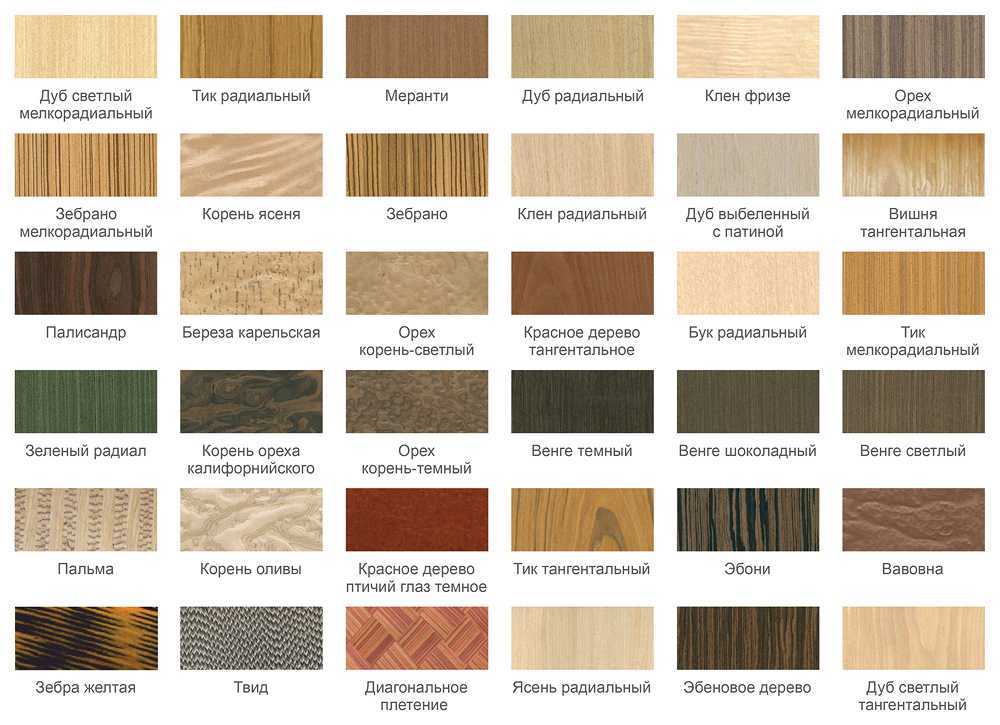 Остатки
клееной ленты в слоистой клееной древесине
Остатки
клееной ленты в слоистой клееной древесине Снегование
фанерного сырья
Снегование
фанерного сырья Оцилиндровка фанерного чурака
Оцилиндровка фанерного чурака Эксцентричное
лущение фанерного чурака
Эксцентричное
лущение фанерного чурака Степень обжима
шпона
Степень обжима
шпона Ребросклеивание
шпона
Ребросклеивание
шпона Пропитка
древесины
Пропитка
древесины Обрезка
слоистой клееной древесины
Обрезка
слоистой клееной древесиныТаблица 2
АЛФАВИТНЫЙ УКАЗАТЕЛЬ ТЕРМИНОВ НА РУССКОМ ЯЗЫКЕ
|
Термин |
Номер термина |
|
Ванчес |
3 |
|
Вмятина |
82 |
|
Волнистость поверхности древесины |
77 |
|
Вставка из шпона |
34 |
|
Длина слоистой клееной древесины |
21 |
|
Длина шпона |
21 |
|
Долущивание карандаша |
106 |
|
Древесина клееная слоистая |
38 |
|
Древесина клееная слоистая влажная |
94 |
|
Залом шпона в сушилке |
111 |
|
Замораживание фанерного сырья |
98 |
|
Карандаш |
32 |
|
Кноль |
30 |
|
Косина фанерной плиты |
75 |
|
Косина фанеры |
75 |
|
Кромка шпона |
24 |
|
Лента шпона |
36 |
|
Лист древесного слоистого пластика |
70 |
|
Лист древесного слоистого пластика составной |
73 |
|
Лист древесного слоистого пластика цельный |
72 |
|
Лист шпона поперечный |
28 |
|
Лист шпона продольный |
27 |
|
Лущение фанерного чурака |
103 |
|
Лущение фанерного чурака в полдерева |
104 |
|
Лущение фанерного чурака эксцентричное |
105 |
|
Нахлестка шпона |
92 |
|
Недопрессовка слоистой клееной древесины |
80 |
|
Недостача шпона в слоистой клееной древесине |
97 |
|
Недошлифовка |
84 |
|
Обжим шпона |
108 |
|
Обрезка слоистой клееной древесины |
121 |
|
Обрезки слоистой клееной древесины |
37 |
|
Обрезки шпона |
37 |
|
Остатки клееной ленты в слоистой клееной древесине |
96 |
|
Отструг |
33 |
|
Пакет листов для слоистой клееной древесины |
116 |
|
Переобрез слоистой клееной древесины |
122 |
|
Перепрессовка древесного слоистого пластика |
81 |
|
Пластик древесный слоистый |
69 |
|
Плита древесного слоистого пластика |
71 |
|
Плита древесного слоистого пластика составная |
73 |
|
Плита древесного слоистого пластика цельная |
72 |
|
Плита фанерная |
50 |
|
Плита фанерная комбинированная |
66 |
|
Плита фанерная композиционная |
67 |
|
Плита фанерная ламинированная |
58 |
|
Плита фанерная неравнослойная |
52 |
|
Плита фанерная нешлифованная |
64 |
|
Плита фанерная облицованная |
58 |
|
Плита фанерная поперечная |
54 |
|
Плита фанерная продольная |
53 |
|
Плита фанерная равнослойная |
51 |
|
Плита фанерная шлифованная |
63 |
|
Подпрессовка пакета листов для слоистой клееной древесины |
118 |
|
Подслой слоистой клееной древесины |
44 |
|
Покоробленность |
74 |
|
Полоса шпона |
35 |
|
Починка фанерных плит |
120 |
|
Починка фанеры |
120 |
|
Починка шпона |
120 |
|
Прирезка слоистой клееной древесины |
123 |
|
Пропитка древесины |
117 |
|
Просачивание клея в слоистой клееной древесине |
95 |
|
Прошлифовка |
83 |
|
Пузырь в слоистой клееной древесине |
79 |
|
Разделка фанерного сырья |
100 |
|
Расслоение слоистой клееной древесины |
78 |
|
Ребросклеивание шпона |
113 |
|
Ребро шпона |
26 |
|
Режим лущения фанерного чурака |
107 |
|
Рубка ленты шпона |
110 |
|
Склеивание шпона на «ус» |
115 |
|
Слой слоистой клееной древесины |
39 |
|
Слой слоистой клееной древесины внутренний |
43 |
|
Слой слоистой клееной древесины лицевой |
41 |
|
Слой слоистой клееной древесины наружный |
40 |
|
Слой слоистой клееной древесины оборотный |
42 |
|
Слой слоистой клееной древесины поперечный |
47 |
|
Слой слоистой клееной древесины продольный |
46 |
|
Слой слоистой клееной древесины центральный |
45 |
|
Слой фанеры ребровый |
48 |
|
Смещение нахлесток шпона |
93 |
|
Смещение стыков шпона |
93 |
|
Снегование фанерного сырья |
99 |
|
Сортирование слоистой клееной древесины |
112 |
|
Сортирование шпона |
112 |
|
Степень обжима шпона |
109 |
|
Сторона шпона лицевая |
12 |
|
Сторона шпона оборотная |
11 |
|
Сырье фанерное |
1 |
|
Текстура шпона |
29 |
|
Толщина слоистой клееной древесины |
23 |
|
Толщина шпона |
23 |
|
Трещина |
88 |
|
Угол фанерной плиты слабый |
85 |
|
Угол фанеры слабый |
85 |
|
Упрессовка пакета листов для слоистой клееной древесины |
119 |
|
Усование шпона |
114 |
|
Фанера |
49 |
|
Фанера авиационная |
60 |
|
Фанера бакелизированная |
59 |
|
Фанера большеформатная |
55 |
|
Фанера декоративная |
61 |
|
Фанера комбинированная |
66 |
|
Фанера композиционная |
67 |
|
Фанера ламинированная |
58 |
|
Фанера неравнослойная |
52 |
|
Фанера нешлифованная |
64 |
|
Фанера облицованная |
58 |
|
Фанера повышенной водостойкости |
57 |
|
Фанера поперечная |
54 |
|
Фанера продольная |
53 |
|
Фанера профилированная |
56 |
|
Фанера равнослойная |
51 |
|
Фанера ребровая |
68 |
|
Фанера шлифованная |
63 |
|
Фанера стыкованная |
65 |
|
Фанера трубная |
62 |
|
Центровка фанерного чурака |
101 |
|
Чурак фанерный |
2 |
|
Шероховатость поверхности |
76 |
|
Ширина слоистой клееной древесины |
22 |
|
Ширина шпона |
22 |
|
Шов шпона |
25 |
|
Шов шпона неплотный |
90 |
|
Шов шпона разошедшийся |
89 |
|
Шов шпона ступенчатый |
91 |
|
Шпон |
4 |
|
Шпон лущеный |
5 |
|
Шпон недосушенный |
86 |
|
Шпон неформатный |
16 |
|
Шпон пересушенный |
87 |
|
Шпон полурадиальный |
8 |
|
Шпон починенный |
20 |
|
Шпон пропитанный |
19 |
|
Шпон радиальный |
7 |
|
Шпон-рванина |
31 |
|
Шпон ребросклеенный |
17 |
|
Шпон с клеевым слоем |
18 |
|
Шпон строганый |
6 |
|
Шпон сухой |
14 |
|
Шпон сырой |
13 |
|
Шпон тангентально-торцовый |
10 |
|
Шпон тангентальный |
9 |
|
Шпон форматный |
15 |
Таблица 3
АЛФАВИТНЫЙ УКАЗАТЕЛЬ ТЕРМИНОВ НА АНГЛИЙСКОМ ЯЗЫКЕ
|
Термин |
Номер термина |
|
Aircraft plywood |
60 |
|
Back |
11 |
|
Back veneer |
42 |
|
Bleed through (glue penetration) |
95 |
|
Blow |
79 |
|
Central ply (core) |
45 |
|
Composite plywood |
66 |
|
Core |
32 |
|
Cross band |
47 |
|
Cross band veneers |
44 |
|
Cross grained plywood |
54 |
|
Cross grained veneer |
28 |
|
Decorative plywood |
61 |
|
Delamination |
78 |
|
Even |
51 |
|
Face |
12 |
|
Faced plywood |
58 |
|
Fасе veneer |
41 |
|
Full sized veneer |
15 |
|
Glued veneer |
18 |
|
Grain of the ply |
29 |
|
Half round cut veneer |
8 |
|
Insert |
34 |
|
Jointed plywood |
65 |
|
Jointed veneer |
17 |
|
Long grained plywood |
53 |
|
Long grained veneer |
27 |
|
Longitudinal ply |
46 |
|
Moulded plywood |
56 |
|
Odd |
52 |
|
Outer (face) ply |
40 |
|
Overlap |
92 |
|
Patched veneer |
20 |
|
Ply |
39 |
|
Plywood |
49 |
|
Plywood panel |
50 |
|
Rotary cut veneer |
5 |
|
Round cut veneer |
7 |
|
Sanded plywood |
63 |
|
Sliced veneer |
6 |
|
Tangential cut veneer |
9 |
|
Treated veneer |
19 |
|
Unsanded plywood |
64 |
|
Veneer |
4 |
|
Veneer edge |
24 |
|
Veneer sheet length, wood laminated panel length |
21 |
|
Veneer sheet thickness, wood laminated panel thickness |
23 |
|
Veneer sheet width, wood laminated panel width |
22 |
|
Warping |
75 |
|
Waste veneer |
31 |
Таблица 4
АЛФАВИТНЫЙ УКАЗАТЕЛЬ ТЕРМИНОВ НА ФРАНЦУЗСКОМ ЯЗЫКЕ
|
Термин |
Номер термина |
|
Chant du placage |
24 |
|
Cloque |
79 |
|
Contreparement |
42 |
|
Contreplaque |
49 |
|
Contreplaque a fil en long, contreplaque en long |
53 |
|
Contreplaque a plis egaux |
51 |
|
Contreplaque a plis inegaux |
62 |
|
Contreplaque en travers |
54 |
|
Contreplaque jointe |
65 |
|
Contreplaque mixte |
66 |
|
Contreplaque moule |
56 |
|
Contreplaque non ponce |
64 |
|
Contreplaque ponce |
63 |
|
Contreplaque pour les avions |
60 |
|
Contreplaque revetu |
58, 61 |
|
Couche interieure (ame) |
43 |
|
Dechets de la production des placages |
31 |
|
Dechets de placages tranches |
33 |
|
Decollement |
78 |
|
Epaisseur du plасаge, du contreplaque |
23 |
|
Face comprimee |
12 |
|
Face distendue |
11 |
|
Feuille du placage longitudinal |
27 |
|
Feuille du placage transversal |
28 |
|
Feuilles de placage collees |
18 |
|
Flipot |
34 |
|
Largeur du placage, du contreplague |
22 |
|
Longueur du placage, du contreplaque |
21 |
|
Noyaux de deroulage, ame |
32 |
|
Panneaux contreplaques |
50 |
|
Parement |
41 |
|
Pile on empilement de placages tranches |
30 |
|
Placage |
4 |
|
Placage de formats irreguliers |
16 |
|
Placage de formats normalises |
15 |
|
Placage de formats deroule |
5 |
|
Placage impregne |
19 |
|
Placage de formats jointe |
17 |
|
Placage monte |
92 |
|
Placage rapiece |
20 |
|
Placages pour contreplaque |
44 |
|
Placage tranche |
6 |
|
Placage tranche radial |
7 |
|
Placage tranche semi-radial |
8 |
|
Placage tranche tangentiel |
9 |
|
Placage tranche tangentiel aux bouts |
10 |
|
Pli |
39 |
|
Pli central |
45 |
|
Pli exterieur |
40 |
|
Pli longitudinal |
46 |
|
Pl transversal |
47 |
|
Texture du placage |
29 |
|
Transpercement de colle |
95 |
|
Voilement (deformation) |
75 |
ИНФОРМАЦИОННЫЕ ДАННЫЕ
1. РАЗРАБОТАН И ВНЕСЕН Министерством лесной, целлюлозно-бумажной и
деревообрабатывающей промышленности СССР
РАЗРАБОТАН И ВНЕСЕН Министерством лесной, целлюлозно-бумажной и
деревообрабатывающей промышленности СССР
ИСПОЛНИТЕЛИ
Л. Е. Загорулько, Г. С. Черкасов, С. Я. Тихомирова
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета СССР по стандартам от 28.09.87 № 3759
3. Стандарт полностью соответствует СТ СЭВ 1267-78 и СТ СЭВ 3286-81
4. ВЗАМЕН ГОСТ 15812-80 и ГОСТ 15813-72
5. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
|
Обозначение НТД, на который дана ссылка |
Номер пункта, подпункта, перечисления, приложения |
|
ГОСТ 2140-81 |
1, перечисленная 74, 77, 82, 84, 88 |
|
ГОСТ 17461-84 |
Вводили часть |
|
ГОСТ 17462-84 |
Вводили часть |
|
ГОСТ 17743-86 |
Вводили часть |
|
ГОСТ 18288-87 |
Вводили часть |
|
ГОСТ 20022. |
1, перечисление 117 |
|
ГОСТ 25142-82 |
1, перечисление 76 |
 1-80
1-806. ПЕРЕИЗДАНИЕ. Июль 1988 г.
Шпон ценных пород дерева. Компания «NayadaKaluga» (4842)752-333.
Главная \ Отделочные материалы \ Шпон ценных пород дерева
Отделка многих перегородок от NAYADA не обходится без шпона ценных пород древесины. В частности, этим материалом отделывают перегородки: NAYADA-Regina, NAYADA-Tempo, NAYADA-Reception, Hufcor h200/h200K, NAYADA-Regina Line.
Шпон ценных пород древесины, используемый для отделки элементов перегородок, производится итальянской компанией ALPI.
Заказчикам предоставляется широкий выбор текстур и оттенков шпона. Из более чем 80 видов можно выбрать практически любой оттенок или текстуру — от выбеленного дуба, березы, палисандра или венге до экзотических, среди которых оттенки и текстура корня мандрагоры, помеле, сикоморы, мирта, черного дерева, зебраны и многие другие.
Базовые цвета
| Темный орех | Дуб | Светлый орех | Красное дерево |
| Венге | Вишня | Выбеленный дуб | Груша |
Познакомиться со всеми вариантами шпона ценных пород древесины вы сможете по каталогу.
| Fine-Line Клён арт. SBT 2F 141/XV | Fine-Line Бук арт. SBT 1A 758/00/V | Fine-Line Дуб выбеленный арт. SBT 2R 620/Y19 | Fine-Line Дуб выбеленный арт. 904S/5BDS |
| Fine-Line Орех темный арт. 2N 270/XV | Fine-Line Дуб розовый арт. 2R 365/00/Y17 | Fine-Line Вишня светлая арт. ST 1A 654/Y8 | Fine-Line Вишня радиальная арт.  2A 766/00/Y22 2A 766/00/Y22 |
| Fine-Line Дуб радиальный арт. 605S | Fine-Line Дуб светлый арт. 7SM | Fine-Line Дуб серый арт. 7S | Fine-Line Дуб седой арт. TBT 2B 1960/00/XV 15 |
| Fine-Line Тик светлый арт. ST 2T 96/00/Y17 | Fine-Line Тик темный арт. ST 2T 297/00/Y17 | Fine-Line Зебрано радиальный арт. 2T 235/00/Y17 | Fine-Line Зебрано арт. 88 TS |
| Fine-Line Венге арт. 2V 38/V | Fine-Line Венге текстурный арт. 2V 66/01/V | Fine-Line Венге светлый арт. 3Q | Fine-Line Эбен арт. ST 2E 149/00/XV 14 |
| Fine-Line Палисандр арт. MN.07.532 | Fine-Line Черное дерево арт. ST 2E 46/Y22 | Fine-Line Вишня тангентальная арт. EBT 2A 830/CAF 2 0 | Fine-Line Красное дерево арт.  ST 2M 123/F1 ST 2M 123/F1 |
| Fine-Line Вишня светлая тангентальная арт. EBTA 1A 821/CAF 2 30 | Fine-Line Красное дерево арт. ST 298/Z 2 30 | Fine-Line Орех седой арт. EBF 2 C 65/00/FN 2A30 | Fine-Line Венге тангентальный арт. ST 2V 74/30/FS 2 30 |
| Fine-Line Палисандр тангентальный арт. 2P 876/00/D 3 17 EXTRA | Fine-Line Эбен фантазийный арт. 069S | Fine-Line Макоре арт. 203S | Fine-Line Корень ореха арт. 1S 504/CAL |
| Fine-Line Корень клена арт. 1S 12/ERABLE SQ | Fine-Line Корень вяза арт. ST 1S 380/00/R RO | Шпон натуральный Клён | Шпон натуральный Клён Сикаморе |
| Шпон натуральный Кото | Шпон натуральный Чен-чен | Шпон натуральный Дуб Гартвиса (Каштан) | Шпон натуральный Лимба |
| Шпон натуральный Корубикса | Шпон натуральный Анегри | Шпон натуральный Череджейро | Шпон натуральный Дуб красный |
| Шпон натуральный Кевазинго | Шпон натуральный Сапели | Шпон натуральный Ятоба | Шпон натуральный Ироко |
| Шпон натуральный Махагон | Шпон натуральный Сукупира | Шпон натуральный Тиама | Шпон натуральный Лайсвуд |
| Шпон натуральный Пандук | Шпон натуральный Кондолей (Косипо) | Шпон натуральный Ярра | Шпон натуральный Пачули |
| Шпон натуральный Ясень белый | Шпон натуральный Клён | Шпон натуральный Береза пламенная | Шпон натуральный Эвкалипт |
| Шпон натуральный Ясень дальневосточный | Шпон натуральный Офрам Лимба | Шпон натуральный Орех Американский | Шпон натуральный Вишня Сев.  Америка Америка(тангентальный) |
| Шпон натуральный Зебрано | Шпон натуральный Тик | Шпон натуральный Кингвуд | Шпон натуральный Тигровое дерево (Тайгервуд) |
| Шпон натуральный Кингвуд | Шпон натуральный Этимое | Шпон натуральный Гойабао | |
Другие отделочные материалы
| • | Противопожарное стекло |
| • | Виниловое покрытие Advantage |
| • | Виниловое покрытие DuraFort (Голландия) |
| • | Отделочная ткань |
| • | Ламинированная ДСП |
| • | Шпон ценных пород дерева |
| • | Акриловый камень |
| • | Стекло |
| • | Искусственный камень |
| • | Пластик |
| • | Кожа |
| • | МДФ окрашенный RAL |
Мельница Паломар
Palomar Mill
в Palomar College
Все текстовые материалы и изображения на этих страницах защищены авторским правом © W. |
 Распил соснового бревна в Паломарском колледже. Большинство досок на этом изображении распилены на тангенциальные секции. Разрез по центру так, чтобы кольца располагались под прямым углом к поверхности доски, называется радиальным разрезом или радиальным разрезом. В радиальном разрезе годовые кольца параллельны. Центральные доски в этом бревне близки к радиальным сечениям, потому что кольца расположены почти под прямым углом к лицевой стороне досок. В досках, распиленных на четыре части, бревно распиливается на четыре части, а затем из каждой четверти вырезаются доски так, чтобы кольца располагались почти под прямым углом к лицевой стороне доски (см. Следующее изображение). Все пиломатериалы распиливаются радиально, но не все пиломатериалы радиально распиливаются. Радиальные пропилы можно делать прямо по центру бревна, не разделяя бревно на четверти.
Распил соснового бревна в Паломарском колледже. Большинство досок на этом изображении распилены на тангенциальные секции. Разрез по центру так, чтобы кольца располагались под прямым углом к поверхности доски, называется радиальным разрезом или радиальным разрезом. В радиальном разрезе годовые кольца параллельны. Центральные доски в этом бревне близки к радиальным сечениям, потому что кольца расположены почти под прямым углом к лицевой стороне досок. В досках, распиленных на четыре части, бревно распиливается на четыре части, а затем из каждой четверти вырезаются доски так, чтобы кольца располагались почти под прямым углом к лицевой стороне доски (см. Следующее изображение). Все пиломатериалы распиливаются радиально, но не все пиломатериалы радиально распиливаются. Радиальные пропилы можно делать прямо по центру бревна, не разделяя бревно на четверти. Тангенциальные разрезы выполняются перпендикулярно лучам и тангенциально к годичным кольцам (красные кружки) и торцу бревна. Этот рубанок еще называют горбыльным или плоскопиленным (плоскопиленным) пиломатериалом. Годовые кольца имеют неправильную волнистую форму (см. Фото 2 и Фото 3 ниже). Это плоскость, в которой на лесопилке распиливается большая часть фанеры и пиломатериалов.
Тангенциальные разрезы выполняются перпендикулярно лучам и тангенциально к годичным кольцам (красные кружки) и торцу бревна. Этот рубанок еще называют горбыльным или плоскопиленным (плоскопиленным) пиломатериалом. Годовые кольца имеют неправильную волнистую форму (см. Фото 2 и Фото 3 ниже). Это плоскость, в которой на лесопилке распиливается большая часть фанеры и пиломатериалов. Радиальные разрезы делают по лучам или радиусу бревна, под прямым углом к годовым кольцам. [Обратите внимание, что радиальные распилы в основном расположены под прямым углом к красным годовым кольцам.] Эта плоскость также называется пиломатериалом, распиленным на четверть (четвертью), потому что бревна фактически распиливаются на четверти. Кольца выглядят как близко расположенные параллельные полосы (см. фото 4 ниже). Поскольку из бревна можно вырезать относительно немного больших, идеальных, распиленных на четверть досок, они стоят дороже. Поскольку густые темные летние полосы (годовые кольца) расположены близко друг к другу, эта плоскость также более износостойкая.
Радиальные разрезы делают по лучам или радиусу бревна, под прямым углом к годовым кольцам. [Обратите внимание, что радиальные распилы в основном расположены под прямым углом к красным годовым кольцам.] Эта плоскость также называется пиломатериалом, распиленным на четверть (четвертью), потому что бревна фактически распиливаются на четверти. Кольца выглядят как близко расположенные параллельные полосы (см. фото 4 ниже). Поскольку из бревна можно вырезать относительно немного больших, идеальных, распиленных на четверть досок, они стоят дороже. Поскольку густые темные летние полосы (годовые кольца) расположены близко друг к другу, эта плоскость также более износостойкая. Он более устойчив к износу, потому что плотные (темные) летние полосы расположены очень близко друг к другу.
Он более устойчив к износу, потому что плотные (темные) летние полосы расположены очень близко друг к другу. Все пиломатериалы распиливаются радиально, но не все пиломатериалы радиально распиливаются. Радиальные пропилы можно делать прямо по центру бревна, не разделяя бревно на четверти.
Все пиломатериалы распиливаются радиально, но не все пиломатериалы радиально распиливаются. Радиальные пропилы можно делать прямо по центру бревна, не разделяя бревно на четверти. P. Армстронг
P. Армстронг Изготовление шпона Starburst
6 декабря 2017 г.
Комментарии Комментарии
Слова и фотографии: Дэмион Фаузер
Существует множество причин, по которым стоит рассмотреть возможность использования шпона в своей работе, не последней из которых является возможность создавать потрясающие геометрические узоры, используя характерные узоры текстуры и рисунка древесины.
Одним из таких паттернов является звездообразование, и с помощью метода, называемого радиальным сопоставлением, вы можете сформировать этот паттерн. Радиальное совмещение заключается в том, что вы вырезаете несколько сегментов из одного и того же места последовательно вырезанных листов шпона, а затем соединяете их вместе узкой точкой сегментов по направлению к центру. Все результирующие краевые соединения представляют собой спички, исходящие из центральной точки. в этой статье я буду делать звездопад из распиленного грецкого ореха, который у меня остался от недавнего проекта.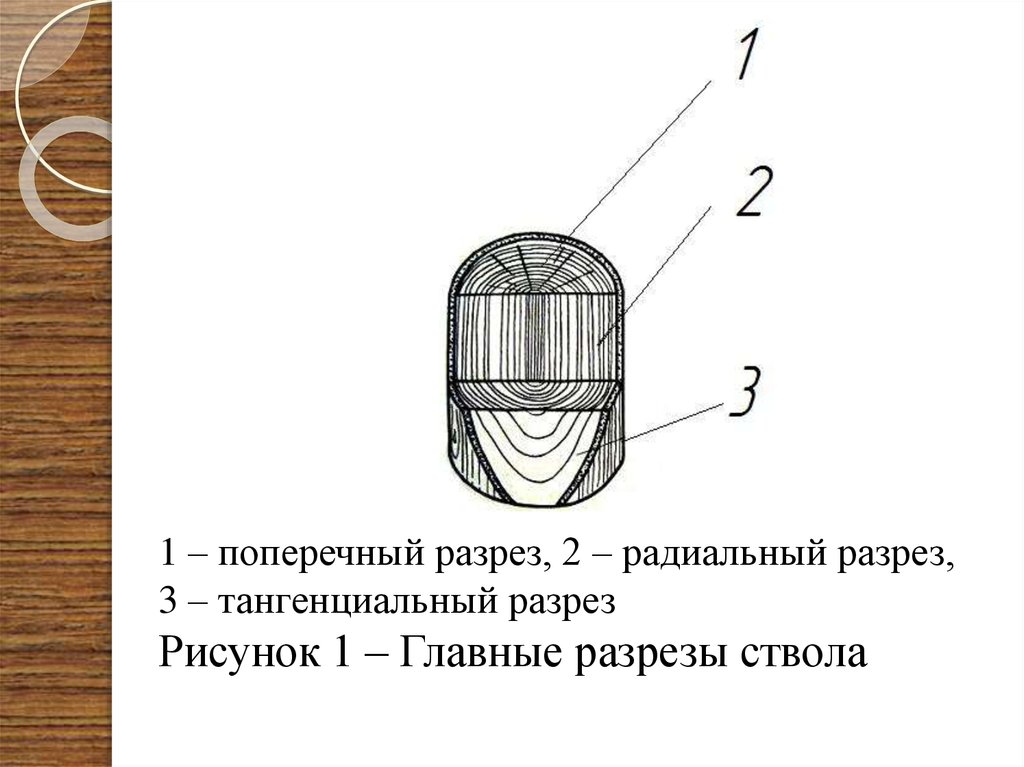
Выбор и подготовка заготовки
Шпон похож на доску и поэтому может быть распилен на четверть или плоско, либо в форме капа. Для радиального совмещения можно использовать любой срез, но шпон, распиленный в четверть, обычно дает лучший звездообразный шпон.
Если вы не имеете опыта работы со шпоном, постарайтесь найти что-то прямоволокнистое и известное своей совместимостью с ручными инструментами в твердой форме, потому что при резке и строгании клиньев вы будете иметь дело с очень хрупкими конечными точками и короткое зерно.
Чтобы лучше выделить звезду, используйте шпон с четкими границами цвета по достаточно прямой линии, такой как линия сердцевины/заболони. На каждую точку вашей звезды вам понадобится два листа шпона. я буду делать 6-конечную звезду, а это значит, что я использую 12 последовательно разрезанных листов. Когда вы разворачиваете виниры, сохраняйте порядок, в котором они были вырезаны, помечая каждый кусочек синей ленты с небольшим номером (фото 1).
Размер и расположение клиньев
Размер панели определяет размер клиньев, которые должны быть. Клинья имеют два критических размера: радиус и центральный угол. Радиус должен быть достаточно длинным, чтобы можно было удалить некоторые отходы после формирования радиального сопряжения и снова после прессования панели. Количество точек, которые вы хотите на звезде, определяет
центральный угол. Как уже говорилось, для каждой точки требуется два клина, так что удвойте количество нужных вам точек и разделите их на 360. Для моей 6-конечной звезды это означает 12 клиньев, то есть угол 30°.
Начните с поиска какого-нибудь интересного рисунка или зернистости на шпоне, чтобы поместить его в центр звезды и хорошей линии
разграничения цвета. Возьмите два листа 1/4-дюймового зеркала и склейте их вместе по короткому краю, чтобы сформировать
складное зеркало. Поместите это на листы шпона примерно там, где вы хотите взять клинья, и раздвиньте две части зеркала под вашим центральным углом, в данном случае под углом 30°. Отражение в зеркале покажет вам, как будет выглядеть ваше панно. Перемещая зеркала, вы можете внести небольшие коррективы и убедиться, что вы получите правильный вид, не разрезая материал (фото 2).
Отражение в зеркале покажет вам, как будет выглядеть ваше панно. Перемещая зеркала, вы можете внести небольшие коррективы и убедиться, что вы получите правильный вид, не разрезая материал (фото 2).
Попробуйте изменить угол, чтобы увидеть переход изображения к более или менее звездным точкам. Когда вы будете довольны внешним видом, обведите зеркала снаружи (фото 3).
Шаблон клина
Чтобы вырезать клинья, вам понадобится шаблон из фанеры, МДФ или даже прозрачного акрила. Отметьте две прямые линии чуть больше центрального угла.
Это связано с тем, что вы будете очищать обрезанные края для бесшовных соединений, а также потому, что вы хотите получить две половинки радиальной спички со слегка вогнутыми краями, что позволяет вам снимать эти края без строгания хрупких деталей. очков в центре матча. вырежьте шаблон и используйте угловой датчик, чтобы убедиться, что угол правильный (фото 4).
Вырезание клиньев
Выровняйте стопку простыней на скамье поверх мазонита или самовосстанавливающегося коврика (для защиты скамьи).
Поместите шаблон клина в отмеченное место и зажмите весь узел (фото 5, 6).
Возьмите острый нож, например, канцелярский нож или скальпель, и сделайте много легких проходов, чтобы постепенно разрезать стопку. даже самые острые ножи могут следовать за волокнами, поэтому старайтесь как можно лучше следовать за краем вашего шаблона. Будьте особенно осторожны возле углов, так как у вас будет короткое волокно, по крайней мере, на одном из углов, и жесткий подход скорее порвет, чем разорвет волокна.
Размещение выкройки Разожмите шаблон и положите стопку клиньев из шпона на верстак. Возьмите верхний лист (№1) и положите его. Возьмите № 2, переверните его и положите справа от № 1. Положите номер 3 лицом вверх на правую сторону рядом с номером 2. завершите круг клиньев нечетными числами, показывающими номер листа синей ленты, а четными числами нет. Такое расположение гармошкой обеспечивает спичку на каждом краевом стыке (фото 7).
Используйте новые кусочки синей ленты, чтобы перенумеровать четные листы. Удалите оригинальную ленту с нижней стороны этих клиньев. Теперь у вас есть основная система нумерации.
Удалите оригинальную ленту с нижней стороны этих клиньев. Теперь у вас есть основная система нумерации.
Съемка краев
На этом этапе, если линии ножей чистые, вы можете просто наклеить ленту для шпона на каждый стык и приступить к прижатию панели. я предпочитаю не торопиться, чтобы очистить каждый из моих краев с помощью ручного рубанка, что приводит к бесшовной столярке. Затем я также склеиваю краевые стыки вместе, что представляет собой простой процесс, который означает, что я могу рассматривать собранный шаблон как единый кусок шпона и экономлю на трудной задаче удаления ленты шпона после прессования.
Чтобы снять край куска шпона, я использую несколько обрезков листового материала, чтобы сжать лист шпона, тем самым придавая некоторую жесткость и поддержку хрупкому краю. Мазонит падает первым, так как это дает мне гладкую поверхность, по которой мой самолет может скользить с небольшим сопротивлением. Я делаю это, потому что мой рубанок настроен так точно, что я скорее чувствую и слышу, чем вижу, как снимают бритву. Гладкая поверхность мазонита не мешает прохождению сигнала от режущей кромки. С небольшой практикой вы поймете, что я имею в виду. Помните, что шпон — это древесина и имеет направление волокон, поэтому всегда старайтесь строгать по направлению волокон.
Гладкая поверхность мазонита не мешает прохождению сигнала от режущей кромки. С небольшой практикой вы поймете, что я имею в виду. Помните, что шпон — это древесина и имеет направление волокон, поэтому всегда старайтесь строгать по направлению волокон.
Далее следует лист МДФ толщиной 3/4 дюйма, который приподнимает край шпона над поверхностью, позволяя его резать. Затем положите лист шпона так, чтобы его край выступал над листом МДФ примерно на 1–2 мм. Последним является еще один лист МДФ толщиной 3/4 дюйма со скошенным краем. Скошенная кромка обеспечивает лучший обзор области реза (фото 8).
Вы можете прижать эту сборку, но для экономии времени при использовании мелких деталей я просто опираюсь на нее предплечьем, а другой рукой толкаю плоскость. используйте самый длинный рубанок, который у вас есть, и тот, у которого перед режущей кромкой имеется длинная поверхность носка. Это связано с тем, что если вы новичок в этой технике, то легко привыкнете увенчивать край шпона, оказывая давление на пятку в начале пропила и на носок в конце пропила.
Я успешно использовал рубанок № 9 и домкрат № 62 с малым углом, но недавно у меня был изготовленный на заказ рубанок, изготовленный Уэйном Андерсоном, длина носка которого составляет 7 дюймов. Аккуратно совмещаю носок инструмента с кромкой и толкаю вперед, придерживая инструмент за носок (фото 9).
После того, как подошва инструмента будет полностью зарегистрирована, переместите руку на пятку инструмента и протолкните инструмент через оставшуюся часть разреза, концентрируясь на давлении на пятку инструмента до конца разреза ( фото 10).
Вы поймете, когда окажетесь рядом, когда почувствуете, как стружка снимается по всей длине простыни. Соедините два края, а затем соедините их вместе. если вы увенчали их, они будут четко выпуклыми, когда вместе. если вы венчаете края, попробуйте тянуть, а не толкать плоскость.
Встаньте на противоположную сторону скамьи так, чтобы дальний конец разреза был рядом с вами. Протяните руку, возьмите инструмент за носок, зафиксируйте палец и потяните инструмент на себя. Опять же, как только инструмент станет полностью зарегистрированным, переместите руку на пятку инструмента и протяните его через разрез. Вскоре вы почувствуете технику и сможете вернуться к традиционному толканию самолета.
Опять же, как только инструмент станет полностью зарегистрированным, переместите руку на пятку инструмента и протяните его через разрез. Вскоре вы почувствуете технику и сможете вернуться к традиционному толканию самолета.
Соединение кромок
Возьмите два соединяемых куска шпона и положите их клеем вверх. Возьмите короткий отрезок синей ленты, прижмите его к ближнему отрезку, натяните на сустав и прижмите ко второму отрезку.
Повторите это через равные промежутки времени вдоль краевого соединения. Натяжения синей ленты достаточно, чтобы «сжать» края вместе, чтобы клей успешно склеил соединение. Теперь проложите линию синей ленты по длине стыка (фото 11).
Переверните узел. Возьмите твердую гладкую поверхность, например, поверхность небольшого молотка, и отшлифуйте краевой шов до плоского состояния (фото 12).
Теперь подготовьте материалы для склеивания. Поместите несколько предварительно подготовленных кусков синей ленты свободно на край скамейки, возьмите небольшой кусочек мазонита, обмотанный упаковочной лентой, который будет служить резервуаром для клея, и небольшой валик (фото 13).
Отогните край и положите его. Нанесите немного клея на клеевой лист, наполните валик клеем и нанесите небольшое количество клея на краевой шов. снова закройте шов, положите его плашмя на скамейку и удалите выдавливание старым лезвием или бритвой (фото 14). Заклейте эту сторону стыка, как вы делали это раньше. Отложите это на 30 минут или около того, прежде чем снимать ленту.
Приклеивание звезды
Прострелите края на стыке листов № 1 и 2. Проклейте этот стык, следя за тем, чтобы точки совпадали (фото 15). Повторите для 3 и 4, 5 и 6 и т. д. Теперь прострелите края соединения между 1–2 и 3–4 и склейте их вместе. Присоедините это к 5–6, и у вас будет половина. Повторите для 7–12.
Поскольку вы сделали шаблон с углом чуть больше 30°, у вас должны получиться две полукруглые половинки со слегка вогнутыми краями. проверьте с помощью длинной линейки, сколько материала вам нужно удалить (фото 16)…
…и тщательно прострелите каждый край и стык, как и раньше (фото 17). Самая сложная часть всего этого процесса — соединить 12 острия ножей вместе в центре, поэтому обратите на это внимание, когда будете соединять клинья.
Самая сложная часть всего этого процесса — соединить 12 острия ножей вместе в центре, поэтому обратите на это внимание, когда будете соединять клинья.
Если вы не собираетесь какое-то время прессовать свой шпон, храните его под МДФ или чем-то подобным. Это помогает сохранить его плоским и предотвращает попадание воздуха в соединение, которое может привести к разрушению соединения при таком тонком клеевом шве. На фото 18 показан завершенный матч звездообразования с удаленной синей лентой.
Простые радиальные спички можно использовать для столешниц, дверных панелей и т. д., но вы также можете усовершенствовать эту технику, обернув получившийся узор по краям коробки или шкафа для получения отличного визуального эффекта.
Дэмион Фаузер — дизайнер мебели из Брисбена, а также преподает столярные мастер-классы. Узнайте больше на www.damionfauser.com. Balanced Match: Два или более компонента шпона или листы одинакового размера для создания единой поверхности. Книжная спичка: Соседние куски шпона из лафета или бревна открываются как книга и сращиваются, образуя лицевую сторону, при этом сращивание происходит в местах сращивания. Волокна древесины, наклоненные в противоположных направлениях в соседних листах, создают характерный светлый и темный эффект, если смотреть на поверхность под углом. Собор: Внешний вид текстуры, характеризующийся серией сложенных и перевернутых букв «V» или соборных узоров весенней древесины (ранняя древесина) и летней древесины (поздняя древесина), характерных для гладкостроганного шпона. Совпадение по центру: Четное количество компонентов шпона или листов одинакового размера, соединенных со швом в центре панели для достижения горизонтальной симметрии. Гребенчатое зерно: Качество рифтованного шпона с исключительно прямыми волокнами и близко расположенными приростами, напоминающими внешний вид длинных прядей расчесанных волос. Сердечник: Внутренняя часть фанеры между лицевой и тыльной стороной, обычно шпон. Поперечный бандаж: Шпон, используемый в производстве фанеры с пятью или более слоями. Поперечные полосы располагаются под прямым углом к волокнам лицевой стороны и обычно располагаются рядом с лицевой и задней частью. Также относится ко всем внутренним слоям шпона, направление волокон которых перпендикулярно направлению волокон наружных слоев, включая параллельные ламинированные слои. Флитч: Полная пачка листов шпона, уложенных друг за другом. Пятна и полосы камеди: Камедь или смолистый материал или цветные пятна и полосы, вызванные предшествующими скоплениями смолы, иногда обнаруживаемые на поверхностях панелей. Полукруглая: Метод резки шпона, аналогичный вращательной резке, за исключением того, что распиливаемый кусок крепится к «стойке» — устройству, которое позволяет распиливать бревно на более широкой стреле, чем при установке с его центр закрепляется на токарном станке для производства строганого шпона. ДВП: Гомогенные плиты, изготовленные в основном из валяных лигноцеллюлозных (древесных) волокон, уплотненных под действием тепла и давления, с плотностью 497 кг/м3 или более. Лиственная древесина: Общий термин, используемый для обозначения пиломатериалов или шпона, изготовленных из лиственных или тропических широколиственных деревьев умеренной зоны, в отличие от мягкой древесины, которая производится из деревьев, которые обычно являются игольчатыми или хвойными. Этот термин не подразумевает твердость в физическом смысле. Внутренние слои: Слои, отличные от лицевых или изнаночных слоев в панельной конструкции. Поперечные полосы и центры классифицируются как внутренние слои. Древесноволокнистая плита средней плотности (МДФ): Панель или сердцевинный продукт, изготовленный из древесных волокон в сочетании с симметричной смолой или другой связующей системой. ДСП: Панель или сердцевина, состоящая из мелких частиц древесины и древесного волокна, которые склеены между собой клеями на основе синтетической смолы под действием тепла и давления. Плоско-строганный (Плоскорезный): Шпон, нарезанный параллельно сердцевине бревна и примерно по касательной к кольцам роста, для получения плоскорезного шпона. Шпон строганный режут либо на горизонтально-строгальном станке, либо на вертикально-строгальном станке, либо полукруговым способом на токарно-карусельном станке. Приятный Соответствует: Лицо, содержащее компоненты, которые обеспечивают приятный внешний вид. Зернистость различных компонентов не обязательно должна совпадать на стыках. Резкие цветовые контрасты на стыках деталей не допускаются. Слой: Один комплект шпона или несколько полос шпона, уложенных со смежными кромками, которые могут быть склеены или не склеены, образуя одну пластину шпона в клееной панели. Фанера, твердая древесина: Панель, состоящая из набора слоев или слоев шпона или шпона в сочетании с наполнителем из пиломатериала, наполнителя из ДСП, наполнителя из МДФ, наполнителя из твердой плиты или из специального материала наполнителя, соединенного клеем. За исключением конструкций, волокна чередующихся слоев расположены под прямым углом, а лицевой шпон представляет собой породу твердой древесины. Нарезанный на четверть: Внешний вид с прямыми волокнами, полученный в процессе нарезки на четверть или с помощью любого способа раскроя шпона, создающего эффект прямых волокон. Огранка радиальная по отношению к сердцевине до такой степени, что образуется лучевое пятно, а количество пятен не ограничено. Случайно подобранные (несоответствующие): Панель, лицевая сторона которой состоит из специально отобранных разнородных (по цвету и текстуре) полос шпона одного и того же вида и обычно имеет V-образные канавки на стыках между полосами для стимулирования обшивки пиломатериалами. Rift-Cut: Внешний вид с прямыми волокнами достигается за счет процесса распила под небольшим углом к радиусу на полукруглом бревне или за счет использования шпона, распиленного любым способом, который дает прямые волокна с минимальным крапом. . Вращающийся рез: Шпон, полученный центрированием бревна на токарном станке и обтачиванием его с помощью широкого режущего ножа, вставленного в бревно под небольшим углом. Ходовая спичка: Лицевая сторона панели состоит из компонентов, последовательно проходящих через лафет. Любая часть компонента, оставшаяся от грани, используется в качестве начального компонента или листа при запуске следующей панели. Строганный: Шпон, полученный путем вставки бревна или распиленного бруса в строгальный станок, который срезает шпон в виде листов. Slip Matched: Лист из лафета скользит снизу и без поворота на стыках. Мягкая древесина: Общий термин, используемый для описания пиломатериалов или шпона, изготовленных из игольчатых и/или шишковидных деревьев. Шпон: Тонкий лист дерева, распиленный, нарезанный или выпиленный из бревна, болта или бруса. Помимо того, что она гигроскопична (получает или теряет влагу из окружающего воздуха), древесина также анизотропна . Это означает, что древесина имеет разные свойства в зависимости от направления или ориентации волокон — она не одинакова во всех направлениях — и одна из областей, где это свойство наиболее ярко проявляется, — это размерная усадка . В отличие от простой губки или другого изотропный материал, древесина (анизотропный) не дают совершенно однородной усадки, и понимание этого поможет избежать некоторых ошибок при предотвращении многих дефектов, связанных с усадкой, которые могут проявиться только через несколько месяцев (или даже лет) после усадки. Основным показателем усадки, выраженным в процентах, является величина, на которую древесина усаживается при переходе из состояния зеленого в состояние сушки в печи . Другими словами, поскольку древесина в сыром состоянии имеет наибольший размер, а сушка в духовке представляет ее самый сухой (и, следовательно, наименьший) объем, от зеленого до высыхания в печи — это максимально возможная усадка в процентах; это называется объемной усадкой древесины . Объемная усадка сообщает , насколько усыхает порода дерева, но не указывает направление усадки. Две основные плоскости или поверхности древесины, на которых происходит усадка, расположены поперек радиальной плоскости и по касательной плоскости, что соответствует радиальной усадке, и тангенциальная усадка ; эти два значения в сумме должны приблизительно соответствовать объемной усадке. Степень усадки куска дерева в длину , называемая продольной усадкой, настолько мала — обычно от 0,1% до 0,2% — что обычно не имеет значения для объемной усадки. Радиальная усадка массивной древесины может варьироваться от менее 2 % для некоторых наиболее устойчивых пород древесины до примерно 8 % для наименее устойчивых пород; радиальная усадка большинства пород древесины составляет от 3% до 5%. Тангенциальная усадка может варьироваться от примерно 3% до примерно 12%; тангенциальная усадка большинства пород древесины находится в диапазоне от 6% до 10%. (Соответственно, объемная усадка обычно находится в диапазоне от 9% до 15% для большинства пород древесины.) Соотношение между этими двумя значениями усадки выражается как отношение тангенциальной к радиальной усадке, или просто Отношение T/R . (Следует отметить, что тот факт, что конкретная порода древесины испытывает высокую начальную усадку во время сушки, не всегда коррелирует с равным набуханием после сушки. Например, липа имеет довольно высокую начальную усадку проценты — 6,6% по радиусу, 90,3% по касательной и 15,8% по объему, но его движение в эксплуатации относительно мало. Использование данных об усадке и соотношении T/R просто предлагает столярам лучший способ сделать обоснованное предположение.) Для различных пород древесины отношение T/R может варьироваться от чуть более 1 до почти 3. 1, усадка будет происходить совершенно равномерно по ширине и толщине плиты. При отношении T/R, равном 3, плоскораспиленная поверхность будет сжиматься или набухать в три раза быстрее, чем распиленная поверхность. Согласно общему правилу для большинства видов, тангенциальная усадка примерно в два раза превышает радиальную усадку, что означает среднее отношение T/R, равное примерно 2. Статьи по теме: Если вы заинтересованы в том, чтобы объединить все, что делает Базу данных Wood уникальной, в единый реальный ресурс, есть книга, основанная на веб-сайте Amazon.com. бестселлер, ДЕРЕВО! Выявление и использование сотен лесов по всему миру . Он содержит многие из самых популярных статей, найденных на этом веб-сайте, а также сотни профилей древесины, изложенных с той же ясностью и удобством, что и веб-сайт, упакованных в удобную для магазина книгу в твердом переплете. (Это ежемесячное обновление, и ваша электронная почта останется конфиденциальной.) ПРИМЕРЫ Чистящие агенты GLUE PAINTS Solvents VEHNER 8888888888888888 гг. Oil Varnish Epoxy Resin Good to know Filter Begin from new expensive cheap popular by code by order in stock only бестселлер в списке Шпон Дуб Радиальный OZ-Y07 на флизелиновой основе. 13 .30 € /1,60 м2 11,08 € вкл. ндс в избранное В корзину Получить скидку -3% Шпон — один из самых популярных натуральных материалов для отделки, также востребован при изготовлении мебельных гарнитуров или возведении межкомнатных перегородок . В мире современных отделочных материалов лидирующее место занимает модифицированный шпон Fine-Line, что в переводе означает «Линия качества». Основные преимущества облицовки Fine-Line: — Качество конструкции: сучка, кавитации и сучки в структуре древесины практически сведены к нулю, гладкая поверхность обеспечивает хорошую защиту от повреждений, таких как царапины и сколы. — Цветовая палитра: широкий простор для реализации различных дизайнерских решений, можно воспроизводить и имитировать практически любые породы дерева, от дешевых до дорогих — Удобство работы: обратная сторона шпона покрыта флисом (бумагой) -подобный нетканому материалу белого или желтого цвета), что дает возможность более точной и эффективной обработки. — Удобные размеры: для изготовления межкомнатных дверей, стеновых панелей или практически любого вида мебели (шкафы, мебельные гарнитуры, столы, тумбы, комоды и т.д.). — Стоимость: относительно недорогая цена материала по сравнению с натуральными продуктами. Материал широко используется в дизайнерских решениях. Модифицированный шпон – отличный и выгодный выбор для облицовки в сочетании с высокими технологиями, простотой применения и доступной ценой! Шпон из разных партий может иметь разные оттенки Размер обработка… Мы используем файлы cookie, чтобы предоставить вам более удобный и безопасный пользовательский интерфейс. Продолжая сеанс просмотра или нажимая кнопку «Я согласен», вы подтверждаете свое согласие на использование файлов cookie. Вы можете отозвать свое согласие в любое время, изменив настройки браузера и удалив сохраненные файлы cookie. Ознакомьтесь с нашей Политикой в отношении файлов cookie. Использование древесины в качестве устойчивого материала расширяется. Древесина обладает анизотропными механическими свойствами [1], но при совпадении главных осей с ориентацией ткани древесину можно считать ортотропной, а в некоторых случаях трансверсально-изотропной. Одним из таких примеров является древесный композит, в том числе фанера. Соотношения механических свойств между продольным и поперечным направлениями древесины составляют от 10 до 1 [1], которые значительно снижаются в фанере, где листы шпона склеены между собой под разными углами [2,3]. Фанера является очень распространенным и давно используемым строительным материалом. Она может быть изготовлена из шпона различных пород деревьев, что влияет на физико-механические свойства фанеры [4,5,6,7,8]. К важным факторам, влияющим на свойства фанеры, относятся такие конструктивные особенности, как количество, толщина и ориентация отдельных слоев, а также технологический процесс производства панели [9,10,11,12,13,14,15]. Поскольку для получения разных свойств можно использовать разные комбинации перечисленных факторов, определением свойств уже занимались многие авторы. Одни определяют модуль упругости [4,16,17], другие – модуль сдвига [18,19], а третьи измеряли прочность уже изготовленной фанеры. Однако, поскольку фанера состоит из отдельных слоев шпона, важно знать механические свойства древесины во всех направлениях, поскольку механические свойства могут сильно различаться в продольном и поперечном направлении. Кроме того, прочность древесины также меняется, когда она подвергается растяжению или сжатию. Поэтому даже для условий одноосного напряжения необходимо различать сжимающие и растягивающие нагрузки [1]. Для многоосного напряженного состояния, помимо различия между сжатием и растяжением, необходимо также учитывать прочность в разных направлениях, как для нормальной прочности, так и для прочности на сдвиг. Отношения между фактическими напряжениями и соответствующими прочностными характеристиками, а также рассмотрение того, разрушится ли образец при определенной нагрузке, определяются различными критериями разрушения. Большинство исследователей изучали применение критериев разрушения к однонаправленным (UD) композитам [26,27,28,29,30,31,32,33,34]. В этих случаях критерии более или менее удовлетворительно предсказывают разрушающие нагрузки. В UD-композите разрушение матрицы обычно означает разрушение всего образца. В композиционном материале, таком как фанера, где отдельные слои расположены под разными углами, разрушение определенного слоя в поперечном направлении (матрицы) не обязательно означает разрушение всего образца. Кроме того, описанные критерии уже использовались при расчете усилий разрушения в ориентированных образцах древесины, нагруженных различными сочетаниями нормальных и касательных напряжений [35,36,37]. При этом исследователи аналитически определили нормальные и касательные напряжения в зависимости от направления зерна и силы нагрузки, а затем ввели их в различные критерии. Однако, насколько известно автору, применение этих критериев для определения усилий разрушения древесных композитов, таких как фанера, где отдельные слои шпона ориентированы по-разному, нигде в литературе не встречается. Таким образом, для определения усилия разрушения всего образца фанеры необходимо знать величину и направление напряжения в отдельных слоях шпона, а затем определить разрушающую нагрузку для каждого отдельного слоя. Таким образом, целью данного исследования является изучение применимости или точности различных критериев разрушения при определении сил разрушения фанеры, нагруженной при изгибе. Из-за структуры панели с по-разному ориентированными шпонами каждый слой имеет разное двухосное напряженное состояние, что очень затрудняет применение классической механики гибки. С этой точки зрения использование критериев разрушения в сочетании с методом конечных элементов оказывается наиболее подходящим, когда речь идет об определении силы разрушения в каждом слое панели. Эти силы сравнивают с экспериментально определенными значениями и проверяют применение критериев разрушения в древесных композитах, таких как фанера. Для изготовления фанеры использовали шпон лущеного бука (Fagus sylvatica) размером 600 мм × 600 мм с тангенциальной структурой и номинальной толщиной 1,5 мм. Шпон был использован для производства 11-, 7- и 3-слойных фанерных панелей с ориентацией шпона, показанной в Таблице 2 и на Рисунке 1. Панели с маркировкой 11Е были изготовлены с одинаковой ориентацией всех слоев шпона. С их помощью были изготовлены опытные образцы для определения механических свойств в основных направлениях древесной ткани. Меламин-мочевиноформальдегидный (МУФ) клей Meldur H97, предоставленный компанией Melamin d.d. (Кочевье, Словения). По данным производителя, клей MUF состоял из сухого вещества 62% ± 2%, вязкости (согласно SIST EN ISO 2431 (2019) ϕ4, 20 °C) составлял от 80 до 200 с и содержал максимум 0,5% свободного формальдегида. К клею добавляли 1% катализатора NH 4 Cl и 5% наполнителя (ржаная мука) для повышения вязкости. Нанесение клея на отдельные слои шпона составляло 180 г/м 2 . Прессование плиты составляло 1,6 МПа, температура 130 °С и время прессования 13 мин, 10 мин и 7 мин для 11-, 7- и 3-слойной фанеры соответственно. После прессования плиты штабелировали, взвешивали и выдерживали в течение 1 недели. После кондиционирования плиты разрезали до размеров 550 мм × 550 мм и измеряли их толщину. Толщина семислойной платы составляла 9,9 мм, тогда как толщина 11-слойной платы составляла 15,6 мм, что соответствует 1,42 мм на слой. Определены механические свойства фанерного строительного материала, т.е. листов шпона, в продольном, радиальном и тангенциальном направлениях. Прочность на растяжение определяли на образцах одиночного шпона, а прочность на сжатие, прочность на сдвиг, модуль упругости и модуль сдвига на образцах, вырезанных из фанеры 11Э. Прочность на растяжение в продольном (L) направлении определяли в соответствии со стандартом SIST EN 408:2010 [38]. Образцы для испытаний были изготовлены из одиночных слоев шпона размерами 200 мм × 30 мм × 1,5 мм (Д × Т × П). Прочность на растяжение в тангенциальном направлении определяли в соответствии со стандартом ASTM D143:2000 [39], где образцы для испытаний размерами 60 мм × 60 мм × 15,6 мм и шириной 25 мм в более узкой части поперечного сечения вырезали. от панели 11Е. Образцы зажимали в зажимах универсальной испытательной машины Zwick Z005 (Zwick Roell Group, Ульм, Германия) и натягивали со скоростью 0,3 мм/мин. Затем была рассчитана прочность на растяжение с использованием следующего уравнения где F tmax — усилие разрушения, а b и h — ширина и толщина образцов соответственно. Прочность на растяжение в радиальном направлении экспериментально не определялась, поскольку в изготовленных изгибных образцах отсутствуют трещины в радиальном направлении, поскольку ожидается плоское напряженное состояние в плоскости TL. Прочность на сжатие в продольном (L), тангенциальном (T) и радиальном (R) направлениях определяли на образцах размерами 15,6 мм × 15,6 мм × 15,6 мм, вырезанных из 11-слойных досок (11E). Три образца были нагружены в продольном направлении, 3 в тангенциальном направлении и 3 в радиальном направлении, где скорость нагружения составляла 0,3 мм/мин. Стандарт EN408:2010 [38] использовался для определения прочности на сжатие по следующему уравнению где F c, опора , — сила разрушения, определяемая как пересечение кривой нагрузки и параллели линии тренда от начального линейного участка между 10% и 40% силы разрушения со смещением 0,01 × h, b и l — ширина и длина образца соответственно. Прочность на сдвиг τ TL определяли испытанием на асимметричный четырехточечный изгиб (AFPB) [40]. где P — сила, при которой происходит разрушение при сдвиге, b — высота поперечного сечения, составляющая 15,7 мм, а h — толщина поперечного сечения со значением 15,6 мм. Прочность на сдвиг в направлениях RL и TR рассчитывали по уравнению (10) [41], а также прочность на сдвиг в направлении TL и сравнивали с экспериментально определенными значениями где σ uL , σ uR и σ uT — прочность в продольном, радиальном и тангенциальном направлениях соответственно, а K — постоянная, равная 0,2 для твердой древесины. Модуль упругости определяли на 11-слойных образцах, вырезанных из пластин 11Е. где F 1 и F 2 — усилия при перемещении w 1 и w 2 соответственно, b и h — ширина и толщина образца, l — расстояние между опорами, которое составило 276 мм. , а — расстояние между опорой и местом нагружения, которое составило 90 мм. Модуль упругости в радиальном направлении был взят из литературы [1], так как точное значение не требовалось, поскольку прогнозировалось плоское напряженное состояние в плоскости TL. Модуль сдвига в направлении TL определяли методом кручения пластин [19]. Из фанеры 11Э были изготовлены три пластины размером 145 мм × 145 мм. Пластины затем опирались по диагонали, а также нагружались на расстоянии 195 мм. Модуль сдвига был затем рассчитан с использованием следующего уравнения: где P и δ — сила сдвига и прогиб соответственно, а s — поправочный коэффициент, относящийся к положению зажима или нагрузки относительно диагонали образца, рассчитанный с использованием где S — расстояние между опорами или между нагрузками, а D — диагональ образца. Модули сдвига в направлениях RL и TR были рассчитаны в соответствии с Bachtiar et. др. [41], а также модуль сдвига TL, и по сравнению с измеренными значениями: Образцы шириной 40 мм и длиной 410 мм, 270 мм и 110 мм были изготовлены из 11-, 7- и 3-слойных пластин соответственно. Образцы были испытаны на четырехточечный изгиб до разрушения образца. Расстояние между опорами составило 276 мм, 180 мм и 80 мм для 11-, 7- и 3-слойных плит соответственно, а расстояние между грузами и опорами — 90 мм, 58 мм и 26 мм соответственно, а нагрузка скорость 2,7 мм/мин. Затем из измерений определяли максимальное усилие, при котором образец разрушался, и усилие, при котором линейный участок кривой переходил в нелинейный. Первая причина заключалась в том, что, когда образцы древесины подвергаются изгибающим нагрузкам, разрушение при сжатии может произойти сначала в верхней части образца, но образец не ломается пополам. Для древесины характерно, что прочность на сжатие ниже, чем на растяжение [1]. Это означает, что при изгибе древесины предел прочности на сжатой верхней стороне достигается раньше, чем на растянутой нижней стороне. Несмотря на то, что разрушение при сжатии происходит на верхней стороне образца, образец выдерживает дальнейшие нагрузки там, где происходит уплотнение древесной ткани. Разрушение ткани при сжатии можно определить по кривой нагружения как переход от линейной к нелинейной части, что идентично ситуации при испытании на сжатие. По мере увеличения нагрузки растягивающие напряжения в нижней части образца еще больше увеличиваются, где они в конечном итоге разрушаются, когда достигают прочности на растяжение или соответствующей комбинации нормальных напряжений и напряжений сдвига. Вторая причина рассмотрения силы перехода от линейной части к нелинейной состоит в том, что разрушение шпона при растяжении в тангенциальном направлении может произойти сначала на нижней стороне образца и только затем на сжатии на верхней стороне образца. . Как показали результаты экспериментальных работ, шпон, в отличие от массивной древесины, имеет меньшую прочность на растяжение, чем на сжатие в тангенциальном направлении, что связано со способом его изготовления. Поскольку шпон в фанере склеен под разными углами, локальные разрывы при растяжении в тангенциальном направлении обычно сдерживаются соседним слоем с более продольно ориентированными волокнами, которые также несут нагрузку от сломанного слоя, что не является серьезной проблемой, поскольку продольная прочность до 30 раз превышает тангенциальную поперечную прочность. Хотя образец еще не разрушился с нижней стороны растяжения, неповрежденное поперечное сечение образца меньше, что видно по увеличению податливости образца при переходе от линейной к нелинейной части нагружения. Переход от линейной к нелинейной части кривой и, таким образом, определение силы разрушения определялись аналогично испытанию на сжатие. Из линейной части кривой нагрузки была получена линия тренда из измерений между 0,2 и 0,3 F max , а затем была проведена параллель, представляющая деформацию 0,0002 мм/мм. Силу разрыва ткани определяли по пересечению линии смещения и кривой измерения. Все образцы, испытанные экспериментально на четырехточечный изгиб с различной ориентацией ткани и количеством слоев, также были смоделированы с использованием метода конечных элементов с помощью ANSYS v17.2 (ANSYS, Inc., Canonsburg, PA, USA), Composite. Программное обеспечение модуля (рис. 3). Размеры образцов и расстояние между опорами и нагрузками были такими же, как и в экспериментальной работе. Образцы моделировались плоскими элементами толщиной 1,418 мм на слой и размером элементов 3 мм. Поскольку использовалась линейная модель, достоверным является только определение отказа первого наиболее критического слоя. В модели к образцу прикладывалась сила 1000 Н. Были рассчитаны коэффициенты безопасности (FOS), определяемые как отношение между фактической силой и силой разрушения, где коэффициент безопасности, равный 1, означает разрушение слоя. Коэффициенты безопасности были рассчитаны для каждого слоя с использованием максимального напряжения, критериев отказа Цай-Ву, Пака, Цай-Хилла, Хоффмана и Хашина (таблица 1). Критерий отказа Цай-Ву (таблица 1) включает константу xy , которая должна быть между −1 и 1, но, несмотря на многочисленные исследования разных авторов [32,42,43], до сих пор нет универсального уравнение для ее определения. В исследовании использовались следующие значения: -1, -0,7, -0,3, 0, 0,3, 0,6 и 1. Для каждого значения рассчитывались коэффициенты безопасности и соответствующая сила разрушения критического слоя, а затем сравнивались с измеряемой силы, где коэффициент детерминации R 2 между расчетными и средними измеренными значениями. Для критерия Пака (табл. 1) также необходимо определить наклоны p∥⊥(−), p∥⊥(+), p⊥⊥(−) и p⊥⊥(+) (в настоящей работе обозначены как р) кривых разрушения. В литературе приводятся только константы для стекловолокна/эпоксидной смолы и углеродного волокна/эпоксидной смолы [25] между 0,2 и 0,3. Поскольку данные для древесины в литературе еще не встречались, в исследовании рассматривались значения 0,01, 0,15, 0,3 и 0,5. Для каждого отдельного значения рассчитывали коэффициент безопасности и силу разрушения, а затем сравнивали с измеренными значениями. Для модуля упругости, модулей сдвига и прочности в разных направлениях использовались значения, полученные в результате экспериментальной работы. Коэффициенты Пуассона были взяты из литературы [1], где значения для ν LT , ν LR и ν TR составили 0,518, 0,448 и 0,359 соответственно. Минимальные коэффициенты безопасности для самого слабого слоя пластины были определены с использованием всех критериев разрушения, которые затем были умножены на силу нагрузки. Среднее значение, стандартное отклонение и коэффициент вариации (COV) были рассчитаны для измеренных значений каждой группы. Корреляция между различными группами данных (экспериментально определенными и теоретически рассчитанными) определялась с помощью коэффициента детерминации (R 2 ), определяемого как доля дисперсии в первой группе переменных, которая коррелирует со второй группой переменных . На рис. 4 показаны измерения прочности на сжатие в продольном, тангенциальном и радиальном направлениях, а также линии тренда, используемые для определения силы разрушения для расчета прочности на сжатие, а на рис. В таблице 3 представлены результаты испытаний. Средняя прочность на сжатие в продольном, тангенциальном и радиальном направлениях составляет 65,4 МПа, 11,4 МПа и 11,1 МПа соответственно, а средняя прочность на растяжение в продольном и тангенциальном направлениях составляет 96,8 МПа и 3,7 МПа соответственно. Прочность на растяжение в продольном направлении больше, чем на сжатие, и сравнима с указанной в литературе [44,45], в то время как прочность на растяжение в тангенциальном направлении намного ниже, чем на сжатие, а также ниже, чем указано в литературе, что дает 9МПа для бука в тангенциальном направлении [1]. Причиной более низкой прочности на растяжение являются микротрещины, образующиеся при лущении шпона, и за счет микротрещин возникают концентрации напряжений при растягивающей нагрузке. Средняя прочность на сдвиг в направлении TL, определенная при испытании на асимметричный четырехточечный изгиб, составляет 9,3 МПа, что выше литературных данных для образцов бука LVL [46,47]. Прочность на сдвиг в направлении TL также была рассчитана с использованием уравнения (10), где результаты составили 10,9.МПа. Поскольку разница невелика, разумная применимость уравнения (10) может быть подтверждена и в дальнейшем использована для расчета прочности на сдвиг в направлении TR, где результат составил 1,6 МПа, а прочность на сдвиг в направлении RL была принята такой же, как и в направлении TL. . Результаты для модуля упругости и модуля сдвига приведены в таблице 4. Среднее значение модуля упругости в продольном и тангенциальном направлениях составляет 14,854 МПа и 984 МПа соответственно и сопоставимо с данными литературы [44,45, 46], а модуль упругости в радиальном направлении взят из литературы [1]. На рис. 6 показаны усилия и деформации четырехточечного изгиба 11-слойного образца, вырезанного из пластины 11А с направлением первого слоя 0° и −45°, а на рис. 7 показаны соответствующие образцы. Переход от линейной части к нелинейной происходит для образцов 11А0° и 11А-45° при разрушающих усилиях 1688 Н и 1209 Н, а конечное разрушающее усилие составляет 3003 и 2007 Н соответственно. В Таблице 5 и Таблице 6 показаны минимальные и максимальные значения FOS в середине образца для каждого слоя для образцов 11A0° и 11A-45°, соответственно, для различных критериев разрушения, а также режим разрушения по Паку, максимальному напряжению и Хашину. критерии, где критерий Цая-Ву имеет константу a xy равно 1, а критерий Пака имеет константу p, равную 0,01. В табл. 5 образец 11А0° имеет самый слабый верхний слой № 1, так как имеет наименьшее значение min FOS по всем критериям и колеблется от 1,33 до 1,54 по разным критериям. Распределение значений FOS вместе с характером отказа показано на рисунке 8. Для первого слоя все три критерия определили один и тот же вид отказа при сжатии в направлении волокон, который ожидался, поскольку угол волокон составлял 0°. Следующим самым слабым слоем был самый нижний слой № 11 с тем же углом наклона волокон 0°, но с растягивающими напряжениями. Опять же, все три критерия предсказывают отказ в направлении волокна, что подтверждается рис. Противоположная ситуация для образца 11А-45°, минимальные и максимальные значения ФОС в середине образца приведены в табл. 6. Здесь слой № 11 является самым слабым, с наименьшим значением минимального ФОС по различным критериям в диапазоне от 0,8 до 0,87. . В отличие от образца 11А0°, где слой № 1 имел равномерное распределение ФОС по ширине, распределение ФОС в слое № 11 образца 11А-45° значительно варьировало от 0,87 до 1,13 по критерию максимального напряжения, как показано на рисунке 9. Первым происходит поперечное растяжение нижнего слоя № 11, затем слоя № 9., и только затем происходит разрушение при сжатии в верхней части образца, так как прочность на растяжение и сжатие в тангенциальном направлении составила 3,7 МПа и 11,4 МПа соответственно. Все критерии предсказывали разрушение слоев № 11 и 9 в поперечном направлении или направлении сдвига, что также можно увидеть на рис. Поперечное распределение продольных и касательных напряжений для образца 11А0° при нагрузке 1688 Н показано на рис. 10а. Для всех слоев преобладает продольное напряжение, при этом максимальное касательное напряжение составляет 1,5 МПа, что значительно ниже прочности на растяжение и сжатие, которые составляют 3,7 МПа и 11,4 МПа соответственно. Иная ситуация для образца 11А-45°, показанного на рис. 10б для усилия нагружения 1209 Н. Напряжения в наружных слоях больше в тангенциальном направлении и составляют -4,6 и 4,6 МПа со стороны сжатия и растяжения образца соответственно, что превышает предел прочности -3,7 МПа и означает разрушение соответствующего слоя. На рис. 11 показаны экспериментально определенные и теоретически рассчитанные усилия четырехточечных изгибаемых 11-слойных образцов. Измеренные силы немного различаются и показывают четкую тенденцию, связанную с разной ориентацией слоев. Максимальная грузоподъемность для образца 11А составляет 0° и -22° для угла ориентации первого слоя, а затем силы уменьшаются. На рис. 11а,б показаны теоретически рассчитанные силы разрушения по критериям Цай-Ву и Пака соответственно, исходя из минимального запаса прочности по всему сечению образца для различных значений констант а ху и с. Результаты для образцов 11P показаны на рис. 11d-f. Критерий Цай-Ву (рис. 11d) хорошо предсказывает значения разрушения при меньших ориентациях, в то время как при больших углах отклонение между прогнозируемыми и измеренными значениями больше. Наилучший прогноз получается при xy = 0, где R 2 равно 0,367. Даже при использовании критерия Пака (рис. 11e) силы различаются лишь незначительно при разных значениях p, а R 2 является максимальным при 0,421 при значении p = 0,01. На рис. 11c,f показаны результаты всех критериев для образцов 11A и 11P соответственно. Результаты для семислойных образцов показаны на рис. 12. Для образцов 7А силы, рассчитанные с использованием критерия Цая-Ву (рис. 12а), отличаются лишь незначительно для разных значений a xy , имеющих наилучшее R 2 (табл. 7) 0,133 для a xy = 0,3, при этом силы, рассчитанные по критерию Пака (рис. 12б), практически не отличаются друг от друга и наибольший коэффициент детерминации 0,338 имеет критерий с p = 0,01, как и в случае с 11-слойными образцами. Расчеты для образцов 7P показаны на рис. На рис. 12c,f показаны результаты всех критериев для образцов 7A и 7P соответственно. Как и в случае с 11-слойными пластинами, критерий максимального напряжения имеет наилучшие значения R 2 , за ними следуют Хашин, Пак, Цай-Хилл, Цай-Ву и Хоффман для образцов 7А, а также Цай-Ву, Хоффманн, Хашин и Цай. -Hill для образцов 7P. На рис. 13 показаны результаты для трехслойных образцов. Критерий Цая-Ву (рис. 13а) имеет несколько большие отклонения даже при меньших углах и лучший R 2 при a = −1, аналогично образцам 7P, в то время как критерий Пака (рис. 13b) имеет наибольшее значение R 2 при p = 0,01. Сравнение всех критериев показано на рисунке 13c. Сравнение коэффициентов детерминации показывает, что все критерии лучше согласуются для трех- и 11-слойных образцов и хуже для семислойных. Для 11- и 7-слойных образцов критерий максимального напряжения с наибольшим коэффициентом детерминации имеет наилучшее соответствие расчетных и измеренных значений. Напротив, Tsai-Wu для трехслойных образцов имеет несколько более высокое R 2 , чем критерий максимального напряжения, в то время как для 11-слойного и семислойного образцов R 2 для Цай-Ву ниже большинства других критериев. Из исследования можно сделать вывод, что критерий максимального напряжения является наиболее точным критерием для прогнозирования критериев разрушения древесных материалов, таких как фанера. Последний результат несколько удивителен, поскольку критерий максимального напряжения является простейшим из всех исследованных, а также не учитывает взаимодействия нормальных разнонаправленных взаимодействий и взаимодействия нормальных и касательных напряжений, существенных для других однонаправленных композитов. Аналогичные результаты были получены другими авторами [22,48], которые также исследовали применение критериев Цай-Ву, Цай-Хилла, Хоффмана и критерия максимального напряжения к образцам из цельной древесины. Они обнаружили, что максимальное напряжение и критерий Цая-Хилла имеют наилучшую корреляцию, за ней следует критерий Хоффмана, а критерий Цая-Ву имеет наихудшую корреляцию. Исследование также показало, что расчетные значения критерия Цая-Ву существенно не отличались при разных значениях a xy во всем диапазоне от −1 до 1. Несколько иные результаты были получены другими [21,49] для твердая древесина, где согласования значительно различались у различных a xy . Небольшое влияние на результаты было получено и для р-значений критерия Пака, где практически не было различий между расчетными значениями при разных р. Независимо от типа используемого критерия теоретически рассчитанные силы меньше измеренных. Одной из причин может быть то, что критерии разрушения учитывают взаимосвязь между фактическим напряжением и прочностью, при этом материал разрушается, когда напряжения достигают предела прочности. Это верно для однонаправленных композитов и массива дерева. Ситуация может быть иной для композитов, состоящих из слоев с различной ориентацией тканей. Здесь соседние слои предотвращают разрушение слоев, особенно когда ткань выходит из строя в поперечном направлении, потому что соседняя ткань, имеющая более длительную продольную ориентацию ткани, предотвращает прогрессирование разрушения соседнего слоя. Однако в таких случаях проведенные исследования могут не дать точного прогноза разрушения ткани, особенно если используется линейная модель, предсказывающая линейный рост напряжений с увеличением силы. В таких случаях было бы необходимо использовать нелинейную модель, учитывающую сдерживающее влияние соседних слоев в случае разрушения, а также предельные напряжения, которые не должны превышать определенные слои в случае местного разрушения. Использование критериев отказа, как и любой другой модели, зависит от входных данных. Однако, если правильные исходные данные точно не известны, можно получить неточные расчеты, что является особой проблемой при работе с фанерой. Они состоят из отдельных слоев шпона, обычно получаемых путем лущения, и при производстве шпона возникают большие деформации изгиба в тангенциальном направлении, что приводит к локальным трещинам. Из-за небольших трещин прочность на растяжение в тангенциальном направлении намного ниже, чем прочность на растяжение массивной древесины. Например, прочность на растяжение массивной древесины в тангенциальном направлении может быть в три раза выше, чем прочность на растяжение лущеного шпона. Поэтому важно учитывать при моделировании реальные данные, которые могут быть проблемой, если они недоступны, и учитывать значения твердой древесины из литературы. Использование критериев разрушения является важным инструментом для комбинированного нагружения, которое можно использовать для определения силы, при которой происходит разрушение образца. Независимо от критерия расчетные значения для фанеры меньше значений, определенных экспериментально, что в конечном счете означает, что мы в безопасности. Представленный метод применения критериев разрушения к фанере оказался подходящим новшеством, но следует подчеркнуть, что знание точных механических свойств материала, из которого изготовлена фанера, имеет важное значение для точности определения силы разрушения. При использовании критериев разрушения в сочетании с методом конечных элементов, оба из которых основаны на линейной модели, получается сила разрушения, при которой разрушается самый слабый слой. Для фанеры, изготовленной из древесины с меньшей прочностью на сжатие, чем на растяжение, это обычно означает, что при испытании на изгиб разрушение при сжатии происходит сначала на верхней сжатой стороне образца и лишь затем на нижней, растянутой стороне образца. Несмотря на первоначальное разрушение при сжатии, образец не ломается надвое, а продолжает сопротивляться увеличению силы. Если необходимо получить силу, разрывающую образец пополам, следует использовать нелинейную модель. Исследование проводилось при поддержке программ P2-0182, софинансируемых Словенским исследовательским агентством. Неприменимо. Неприменимо. Неприменимо. Автор выражает благодарность Доминику Кодерману за помощь в подготовке образцов. Автор заявляет об отсутствии конфликта интересов. Рисунок 1. Фанера с системой координат образца (1-2-3) и системой координат основного материала (x-y-z). Рисунок 1. Фанера с системой координат образца (1-2-3) и системой координат основного материала (x-y-z). Рисунок 2. Схема вырезания образцов из досок. Цифры обозначают ориентацию ткани первого слоя в соответствии с системой координат отдельного образца, как показано на рисунке 1.9.0219 Рис. 2. Схема вырезания образцов из досок. Цифры обозначают ориентацию ткани первого слоя в соответствии с системой координат отдельного образца, как показано на рисунке 1. Рисунок 3. Составная конечно-элементная модель. Рис. 3. Составная конечно-элементная модель. Рисунок 4. Измеренные силы и деформации в эксперименте по определению прочности на сжатие. Красная линия представляет собой линейный тренд между 10% и 40% силы отказа. Зеленая линия представляет собой смещение деформации на 1% по сравнению с красной линией: ( a ) Продольное направление; ( b ) Тангенциальное и радиальное направление. Рис. 4. Измеренные силы и деформации в эксперименте по определению прочности на сжатие. Красная линия представляет собой линейный тренд между 10% и 40% силы отказа. Зеленая линия представляет смещение деформации на 1% от красной линии: ( a ) Продольное направление; ( b ) Тангенциальное и радиальное направление. Рисунок 5. Образцы для определения прочности на сжатие в продольном, тангенциальном и радиальном направлениях. Рис. 5. Образцы для определения прочности на сжатие в продольном, тангенциальном и радиальном направлениях. Рисунок 6. Силы и деформации образца четырехточечного изгиба 11А0° и 11А-45°. Рис. 6. Силы и деформации образца четырехточечного изгиба 11А0° и 11А-45°. Рис. 7. Образцы для четырехточечного изгиба 11A0° и 11A-45°: ( a ) Цельные образцы; ( b ) деталь нижней стороны образца с нумерацией слоев. Рис. 7. Образцы для четырехточечного изгиба 11A0° и 11A-45°: ( a ) Цельные образцы; ( b ) деталь нижней стороны образца с нумерацией слоев. Рис. 8. Распределение запаса прочности (КПЗ) слоя № 1, определенного по критерию максимального напряжения для образца 11А0°, нагруженного усилием 1000 Н: ( a ) Образец целиком; ( b ) деталь средней части. Рис. 8. Распределение запаса прочности (КПЗ) слоя № 1, определенного по критерию максимального напряжения для образца 11А0°, нагруженного усилием 1000 Н: ( a ) Образец целиком; ( b ) деталь средней части. Рисунок 9. Распределение запаса прочности (КПЗ) слоя № 11, определенного по критерию максимального напряжения для образца 11А-45°, нагруженного усилием 1000 Н: ( a ) Образец целиком; ( b ) деталь средней части. Рис. 9. Распределение запаса прочности (КЗ) слоя № 11, определенного по критерию максимального напряжения для образца 11А-45°, нагруженного усилием 1000 Н: ( a ) Образец целиком; ( b ) деталь средней части. Рисунок 10. Распределение продольных, касательных и касательных напряжений: ( a ) Образец 11A0°, усилие нагрузки 1688 Н; ( b ) образец 11А-45°, усилие нагрузки 1209 Н. Рис. 10. Распределение продольных, касательных и касательных напряжений: ( a ) Образец 11A0°, усилие нагрузки 1688 Н; ( b ) образец 11А-45°, усилие нагрузки 1209 Н. Рисунок 11. Измеренные и рассчитанные силы четырехточечного изгиба нагруженных 11-слойных образцов: ( a ) Образцы 11А, критерий Цай-Ву; ( b ) образцы 11А, критерий Пака; ( c ) образцы 11А, различные критерии; ( d ) образцы 11P, критерий Цай-Ву; ( и ) образцы 11P, критерий Пака; ( f ) образцы 11P, различные критерии. Рис. 11. Измеренные и рассчитанные силы четырехточечного изгиба нагруженных 11-слойных образцов: ( a ) Образцы 11А, критерий Цай-Ву; ( b ) образцы 11А, критерий Пака; ( c ) образцы 11А, различные критерии; ( d ) образцы 11P, критерий Цай-Ву; ( и ) образцы 11P, критерий Пака; ( f ) образцы 11P, различные критерии. Рисунок 12. Рис. 12. Измеренные и рассчитанные силы четырехточечного изгиба нагруженных 7-слойных образцов: ( a ) Образцы 7А, критерий Цай-Ву; ( b ) образцы 7А, критерий Пака; ( c ) образцы 7А, различные критерии; ( d ) образцы 7P, критерий Цай-Ву; ( и ) образцы 7Р, критерий Пака; ( f ) образцы 7P, различные критерии. Рисунок 13. Измеренные и рассчитанные силы четырехточечного изгиба нагруженных образцов 3P: ( a ) критерий Цай-Ву; ( b ) Критерий шайбы; ( c ) различные критерии отказа. Рис. 13. Измеренные и рассчитанные силы четырехточечного изгиба нагруженных образцов 3P: ( a ) критерий Цай-Ву; ( b ) Критерий шайбы; ( c ) различные критерии отказа. Таблица 1. Критерии отказа. σ x и σ y — нормальные напряжения в направлениях x и y; τ xy — касательное напряжение; X и Y — нормальные прочности (на сжатие или на растяжение) в направлениях x и y; S – прочность на сдвиг; X t и X c — нормальная прочность на растяжение и сжатие в направлении x; Y t и Y c — нормальная прочность на растяжение и сжатие в направлении y; a xy — коэффициент взаимодействия; .
R⊥(+) и R⊥(–) – нормальная прочность на растяжение и сжатие перпендикулярно волокнам; R⊥∥ – прочность на сдвиг; p∥⊥(−), p∥⊥(+), p⊥⊥(−) и p⊥⊥(+) – наклоны кривых разрушения. Таблица 1. Критерии отказа. σ x и σ y — нормальные напряжения в направлениях x и y; τ xy — касательное напряжение; X и Y — нормальные прочности (на сжатие или на растяжение) в направлениях x и y; S – прочность на сдвиг; X t и X c — нормальная прочность на растяжение и сжатие в направлении x; Y t и Y c — нормальная прочность на растяжение и сжатие в направлении y; a xy — коэффициент взаимодействия; . Таблица 2. Ориентация ткани (θ) отдельных слоев для 3-, 7- и 11-слойной фанеры из букового шпона. Таблица 2. Ориентация ткани (θ) отдельных слоев для 3-, 7- и 11-слойной фанеры из букового шпона. Таблица 3. Таблица 3. Экспериментально определена нормальная прочность и прочность на сдвиг в продольном (L), тангенциальном (T) и радиальном (R) направлениях. Таблица 4. Модуль упругости и модуль сдвига (в МПа). Таблица 5. Расчетный запас прочности (FOS) при усилии нагрузки 1000 Н для различных критериев разрушения для образца 11А0°. (Виды отказов: Шайба: f — разрыв волокна, mA — разрыв между волокнами в режиме A, mB — отказ между волокнами в режиме B; максимальное напряжение: 1c и 1t — разрушение при сжатии и растяжении в направлении 1; 2c и 2t — разрушение при сжатии и растяжении в направлении 2; 12 — разрушение при сдвиге; Хашин: е — разрушение волокна, m — разрушение матрицы). Таблица 5. Расчетный запас прочности (FOS) при усилии нагрузки 1000 Н для различных критериев разрушения для образца 11А0°. (Виды отказов: Шайба: f — разрыв волокна, mA — разрыв между волокнами в режиме A, mB — отказ между волокнами в режиме B; максимальное напряжение: 1c и 1t — разрушение при сжатии и растяжении в направлении 1; 2c и 2t — разрушение при сжатии и растяжении в направлении 2; 12 — разрушение при сдвиге; Хашин: е — разрушение волокна, m — разрушение матрицы). Таблица 6. Расчетный коэффициент запаса прочности (FOS) при усилии нагружения 1000 Н для различных критериев разрушения для образца 11А-45°. (Виды отказов: Шайба: f — разрыв волокна, mA — разрыв между волокнами в режиме A, mB — отказ между волокнами в режиме B; максимальное напряжение: 1c и 1t — разрушение при сжатии и растяжении в направлении 1, 2c и 2t — разрушение при сжатии и растяжении в направлении 2, 12 — разрушение при сдвиге; Хашин: е — разрушение волокна, м — разрушение матрицы). Table 7. Коэффициент детерминации (R 2 ) для различных критериев разрушения между расчетными и средними измеренными значениями сил разрушения. Зеленый цвет указывает на критерий с наилучшей корреляцией из всех критериев, а полужирный шрифт указывает на лучшую корреляцию внутри каждого критерия. Таблица 7. Коэффициент детерминации (R 2 ) для различных критериев разрушения между расчетными и средними измеренными значениями сил разрушения. Зеленый цвет указывает на критерий с наилучшей корреляцией из всех критериев, а полужирный шрифт указывает на лучшую корреляцию внутри каждого критерия.
 Пиломатериалы, ДСП. В качестве сердцевины используется МДФ, ДВП или другой материал.
Пиломатериалы, ДСП. В качестве сердцевины используется МДФ, ДВП или другой материал. Тип полукруглой резки используется для получения плоского или плоского шпона.
Тип полукруглой резки используется для получения плоского или плоского шпона.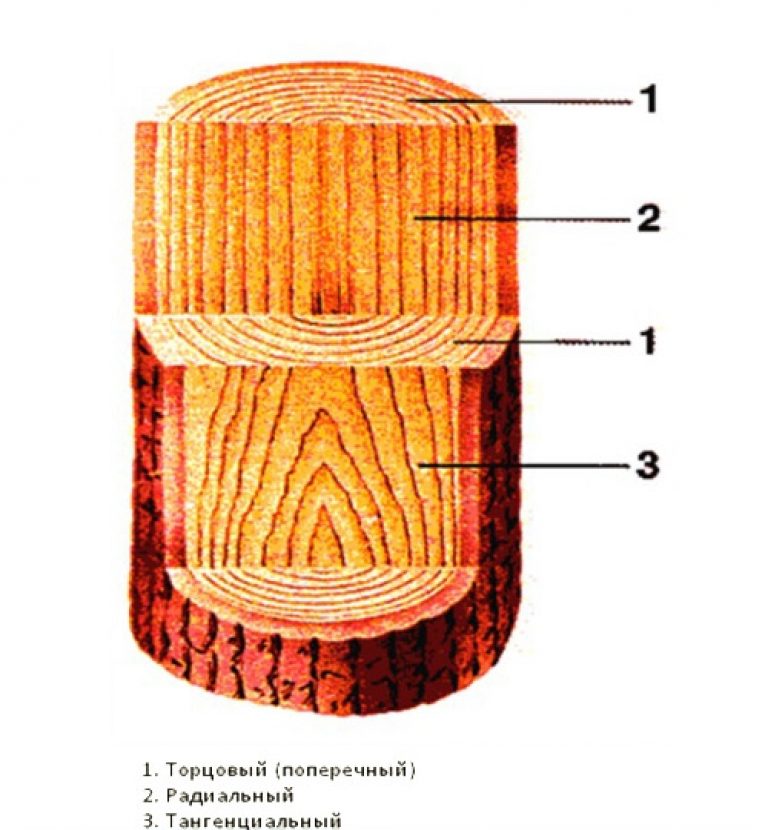 МДФ изготавливается с минимальной плотностью от 497 кг/м3 до 881 кг/м3 путем применения тепла и давления в процессе, в котором соединение волокон в основном создается за счет добавленной клеевой системы.
МДФ изготавливается с минимальной плотностью от 497 кг/м3 до 881 кг/м3 путем применения тепла и давления в процессе, в котором соединение волокон в основном создается за счет добавленной клеевой системы. В некоторых конструкциях слой используется для обозначения других компонентов древесины, таких как ДСП или МДФ.
В некоторых конструкциях слой используется для обозначения других компонентов древесины, таких как ДСП или МДФ.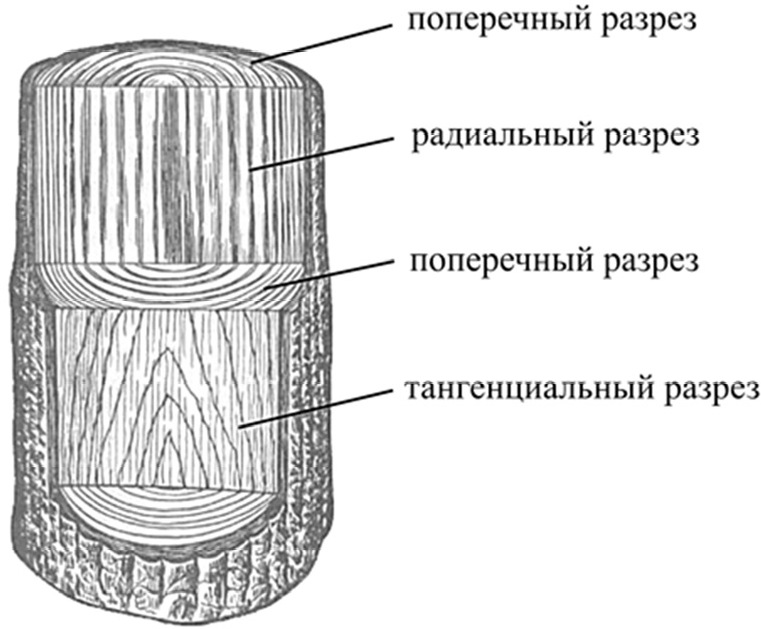
 SM#: Упорядочено, сопоставлено, пронумеровано. Шпон взят из одного и того же бревна, распилен последовательно. Пронумерованы в соответствии с соответствующими панелями.
SM#: Упорядочено, сопоставлено, пронумеровано. Шпон взят из одного и того же бревна, распилен последовательно. Пронумерованы в соответствии с соответствующими панелями.
Размерная усадка | База данных древесины
 изделие из дерева готово.
изделие из дерева готово. Тем не менее, фанера значительно выигрывает от низкой продольной усадки древесины — слои деревянного шпона склеиваются вместе с направлением волокон каждого слоя, ориентированным перпендикулярно соседнему слою, что ограничивает большую часть радиальной или тангенциальной усадки внутри слоев шпона. В результате степень усадки фанерной панели по ширине и длине обычно составляет менее 1% (хотя изменения толщины по-прежнему остаются примерно такими же, как у массивной древесины).
Тем не менее, фанера значительно выигрывает от низкой продольной усадки древесины — слои деревянного шпона склеиваются вместе с направлением волокон каждого слоя, ориентированным перпендикулярно соседнему слою, что ограничивает большую часть радиальной или тангенциальной усадки внутри слоев шпона. В результате степень усадки фанерной панели по ширине и длине обычно составляет менее 1% (хотя изменения толщины по-прежнему остаются примерно такими же, как у массивной древесины).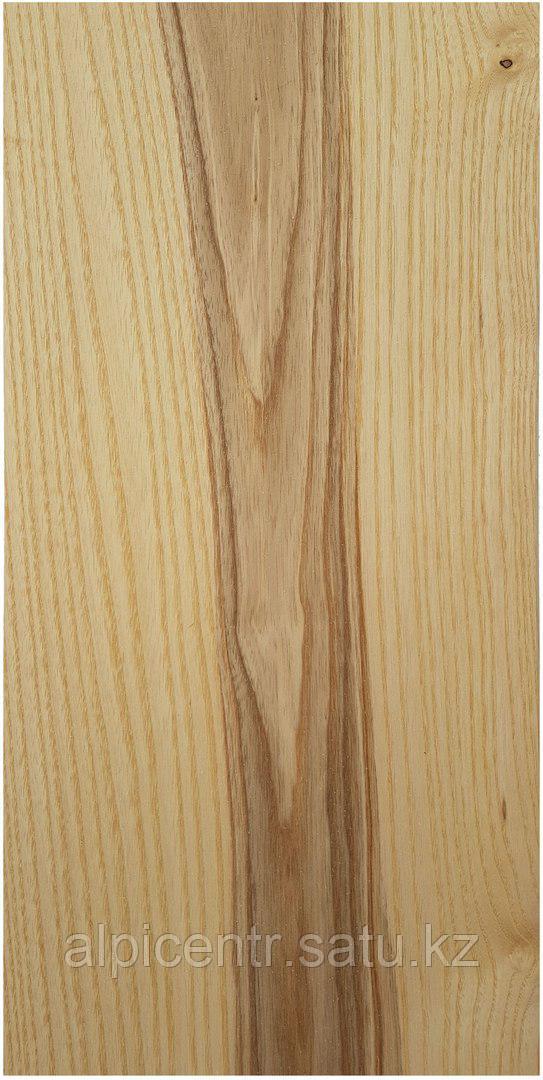 В дополнение к объемной усадке (которая измеряет величину усадки), отношение T/R служит для измерения однородности усадки и является еще одним хорошим индикатором стабильности древесины. В идеале порода древесины с хорошей стабильностью должна иметь как низкую объемную усадку, так и низкое отношение T/R.
В дополнение к объемной усадке (которая измеряет величину усадки), отношение T/R служит для измерения однородности усадки и является еще одним хорошим индикатором стабильности древесины. В идеале порода древесины с хорошей стабильностью должна иметь как низкую объемную усадку, так и низкое отношение T/R. Гипотетическая кривая усадки: Хотя скорость усадки может значительно различаться между видами (и даже внутри одного и того же вида), этот график помогает проиллюстрировать скорости усадки и их средние пропорции друг к другу; данные были построены на основе значений для Hard Maple (Acer saccharum) , который имеет отношение T/R 2,1. Объемная усадка (не показана) обычно близка к сумме трех процентов усадки, показанных выше. Тангенциальная усадка составляет львиную долю общей усадки — около двух третей, при этом радиальная усадка составляет большую часть оставшейся трети, а продольная усадка практически равна нулю. 
 Это помогает объяснить, почему доски, распиленные пополам, считаются более стабильными, чем доски с прямым распилом. : с пиломатериалом, распиленным пополам, толщина доски вызывает большую часть усадки или разбухания, при этом лицевая сторона доски демонстрирует минимальное изменение ширины — полезная характеристика для таких применений, как доски для пола или столешницы верстаков.
Это помогает объяснить, почему доски, распиленные пополам, считаются более стабильными, чем доски с прямым распилом. : с пиломатериалом, распиленным пополам, толщина доски вызывает большую часть усадки или разбухания, при этом лицевая сторона доски демонстрирует минимальное изменение ширины — полезная характеристика для таких применений, как доски для пола или столешницы верстаков.
Получить печатную копию 
Оставайтесь в курсе событий с помощью The Wood Database
Veener Oak Radial Oz -Y07 — Chemmarket Estonia
 Широкий выбор цветов и рисунков. Для производства дверей, стеновых панелей, мебели и так далее. Доступен в двух размерах 2500×640 мм и 2800×640 мм. Отправка со склада в Таллинне (Эстония) во все страны Евросоюза и мира.
Широкий выбор цветов и рисунков. Для производства дверей, стеновых панелей, мебели и так далее. Доступен в двух размерах 2500×640 мм и 2800×640 мм. Отправка со склада в Таллинне (Эстония) во все страны Евросоюза и мира. Код продукта ОЗ-Y07
Поэтому неудивительно, что существуют улучшенные виды шпона с улучшенными характеристиками. Одна из последних разработок – современный модифицированный шпон Fine-line, который можно приобрести в нашем интернет-магазине. Название происходит от технологии изготовления: лущение низкосортных и быстрорастущих деревьев (таких как тополь, ольха) на листы шпона, сушка, сортировка по цвету, окрашивание и склейка в цельные блоки определенной толщины с одинаковым волокном направлении, далее материал прессуется под высоким давлением, а на завершающем этапе происходит резка блока на отдельные листы – шпоны необходимой ширины, длины и толщины.
Название происходит от технологии изготовления: лущение низкосортных и быстрорастущих деревьев (таких как тополь, ольха) на листы шпона, сушка, сортировка по цвету, окрашивание и склейка в цельные блоки определенной толщины с одинаковым волокном направлении, далее материал прессуется под высоким давлением, а на завершающем этапе происходит резка блока на отдельные листы – шпоны необходимой ширины, длины и толщины.
— Стабильность: хороший внешний вид, цвет и рисунок имеют однородную структуру, что важно при массовом производстве продукции, либо для реализации масштабных интерьерных проектов, где требуется большое количество шпона с одинаковым рисунком и цветом.
Существует несколько способов обработки шпона, так как материал устойчив к обеим технологиям прессования – «холодному» и «горячему». Для холодного прессования можно использовать обычный клей ПВА, а для горячего прессования можно использовать как ПВА, так и фенолформальдегидные или карбамидоформальдегидные материалы. Материал также можно использовать в домашних условиях для ручной облицовки (DIY). Необходимые клеевые материалы для облицовки также можно приобрести в нашем интернет-магазине.
Предлагаемый шпон доступен в двух форматах: 2500х640 мм и 2800х640 мм, что позволяет сэкономить время, исключая этап производства шпона-пошив. Широкая цветовая палитра шпона позволяет отказаться от использования красителей и дает возможность подобрать декор для интерьера практически любого помещения в гармоничном цветовом сочетании.
Широкая цветовая палитра шпона позволяет отказаться от использования красителей и дает возможность подобрать декор для интерьера практически любого помещения в гармоничном цветовом сочетании.
P – Радиальный
F – Тангенциальный
2500 х 640 (+/-20) х 0,6 мм
2800 x 640 (+/-20) x 0,6 мм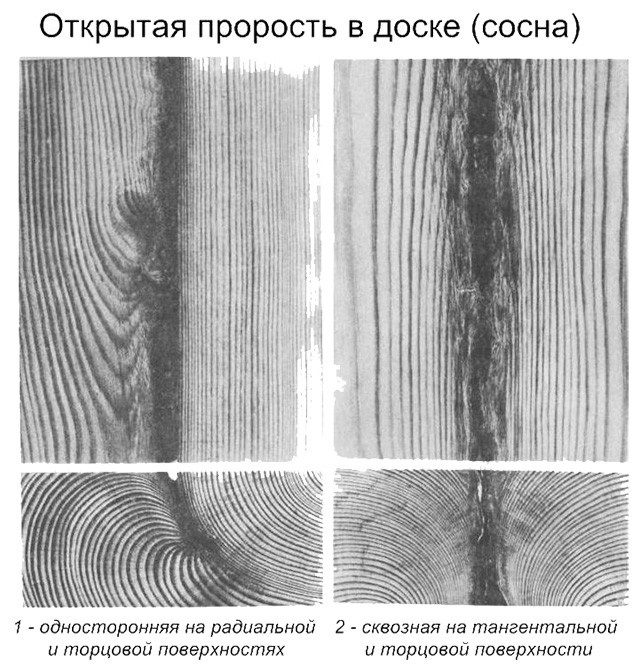
Полимеры | Бесплатный полнотекстовый | Применение критериев разрушения фанеры при изгибе
1. Введение
 Одними из наиболее часто используемых критериев являются максимальное напряжение [20], Tsai-Hill [21], Hoffman [22], Hashin [22], Tsai-Wu [23] и Puck [24,25], показанные в таблице 1. В то время как критерии Цая-Хилла, Хоффмана и Цай-Ву можно использовать только для определения разрушающей нагрузки или определения того, разрушится ли образец при определенной комбинации напряжений, максимальное напряжение, критерии Пака и Хашина также можно использовать для определения вид отказа, т. е. отказ волокна или межволоконный отказ.
Одними из наиболее часто используемых критериев являются максимальное напряжение [20], Tsai-Hill [21], Hoffman [22], Hashin [22], Tsai-Wu [23] и Puck [24,25], показанные в таблице 1. В то время как критерии Цая-Хилла, Хоффмана и Цай-Ву можно использовать только для определения разрушающей нагрузки или определения того, разрушится ли образец при определенной комбинации напряжений, максимальное напряжение, критерии Пака и Хашина также можно использовать для определения вид отказа, т. е. отказ волокна или межволоконный отказ.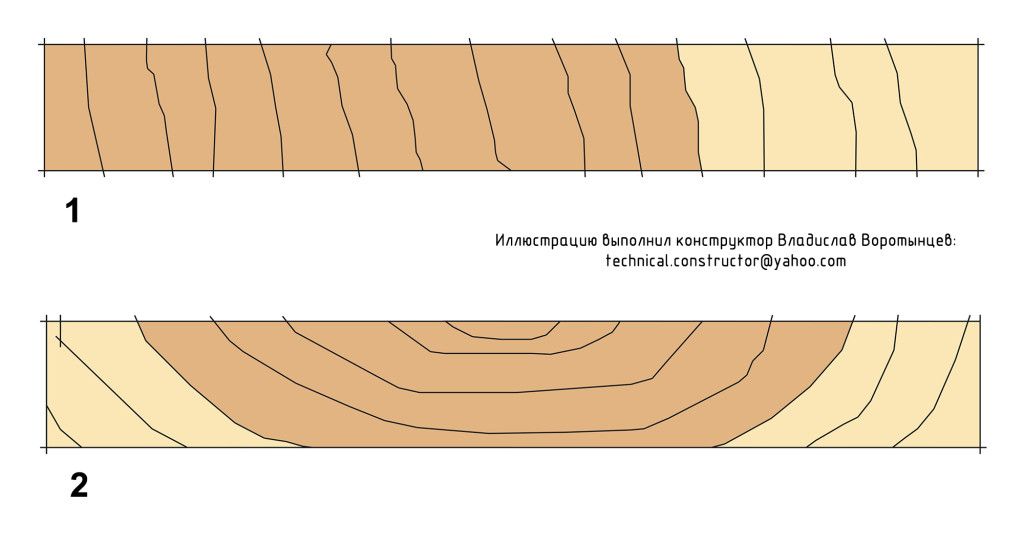 Таким образом, соседний слой, волокна которого ориентированы под определенным углом к предыдущему слою, может приостановить прогрессирование разрушения матрицы, которая в ряде случаев может нести нагрузку от разрушенного матрицей предшествующего слоя.
Таким образом, соседний слой, волокна которого ориентированы под определенным углом к предыдущему слою, может приостановить прогрессирование разрушения матрицы, которая в ряде случаев может нести нагрузку от разрушенного матрицей предшествующего слоя. Это возможно только при использовании метода конечных элементов для получения результата с требуемой точностью.
Это возможно только при использовании метода конечных элементов для получения результата с требуемой точностью. 2. Материалы и методы
2.1. Обработка фанеры
 Шпон без видимых дефектов, с однородной текстурой, получен из цельного бревна с равномерным ростом годовых колец. Шпон кондиционировали в лаборатории при постоянной температуре 22°С и относительной влажности воздуха 45%. После кондиционирования шпон имел среднюю влажность 6,7%.
Шпон без видимых дефектов, с однородной текстурой, получен из цельного бревна с равномерным ростом годовых колец. Шпон кондиционировали в лаборатории при постоянной температуре 22°С и относительной влажности воздуха 45%. После кондиционирования шпон имел среднюю влажность 6,7%. Затем смесь перемешивали в течение 15 мин до получения гомогенной смеси.
Затем смесь перемешивали в течение 15 мин до получения гомогенной смеси. 2.2. Определение основных механических свойств строительного материала из фанеры (например, листов шпона)
2.
 2.1. Прочность на растяжение
2.1. Прочность на растяжение Поэтому для радиальной прочности на растяжение использовалось то же значение, что и для тангенциальной.
Поэтому для радиальной прочности на растяжение использовалось то же значение, что и для тангенциальной. 2.2.2. Прочность на сжатие
2.2.3. Прочность на сдвиг
 Образцы размером 150 мм × 50 мм × 15,6 мм (Г × Д × П) были изготовлены из фанеры 11Э. Образцы разрезали посередине так, чтобы высота поперечного сечения составляла 15,7 мм, а скорость нагружения составляла 2 мм/мин. Прочность на сдвиг рассчитывали по уравнению [40]
Образцы размером 150 мм × 50 мм × 15,6 мм (Г × Д × П) были изготовлены из фанеры 11Э. Образцы разрезали посередине так, чтобы высота поперечного сечения составляла 15,7 мм, а скорость нагружения составляла 2 мм/мин. Прочность на сдвиг рассчитывали по уравнению [40] 2.2.4. Модуль упругости
 Из пластины вырезали три образца размерами 410 мм × 40 мм × 15,6 мм в направлении L × T × R и три образца в направлении T × L × R для определения модуля упругости в продольном и тангенциальном направлениях соответственно. Образцы были нагружены до четырехточечного изгиба в соответствии со стандартом EN408:2010 [38], где скорость нагружения составляла 2,7 мм/мин. Образцы нагружали до разрушения, а затем определяли модуль упругости в линейном диапазоне между 0,2 и 0,3 F макс. , используя следующее уравнение:
Из пластины вырезали три образца размерами 410 мм × 40 мм × 15,6 мм в направлении L × T × R и три образца в направлении T × L × R для определения модуля упругости в продольном и тангенциальном направлениях соответственно. Образцы были нагружены до четырехточечного изгиба в соответствии со стандартом EN408:2010 [38], где скорость нагружения составляла 2,7 мм/мин. Образцы нагружали до разрушения, а затем определяли модуль упругости в линейном диапазоне между 0,2 и 0,3 F макс. , используя следующее уравнение: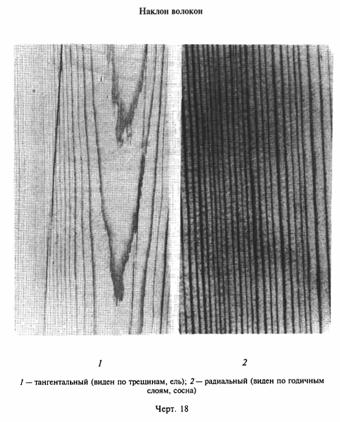
2.2.5. Модуль сдвига
2.3. Определение изгибающих усилий при разрушении фанеры
 Образцы 11А и 7А были вырезаны с угловым распределением 22,5°: 0°, 22,5°, 45°, 67,5°, 90°, −22,5°, −45° и −67,5° (рис. 2), а образцы 11P, 7P и 3P из-за симметрии вырезались только под следующими углами: 0°, 22,5°, 45°, 67,5° и 90°. Поскольку доски изготовлены из шпона с однородными механическими свойствами, полученного из бревна с равномерным годовым приростом, для каждой комбинации ориентации ткани было изготовлено всего четыре образца. Если бы были большие различия в механических свойствах между образцами с одинаковыми комбинациями ориентации ткани, были бы сделаны дополнительные образцы.
Образцы 11А и 7А были вырезаны с угловым распределением 22,5°: 0°, 22,5°, 45°, 67,5°, 90°, −22,5°, −45° и −67,5° (рис. 2), а образцы 11P, 7P и 3P из-за симметрии вырезались только под следующими углами: 0°, 22,5°, 45°, 67,5° и 90°. Поскольку доски изготовлены из шпона с однородными механическими свойствами, полученного из бревна с равномерным годовым приростом, для каждой комбинации ориентации ткани было изготовлено всего четыре образца. Если бы были большие различия в механических свойствах между образцами с одинаковыми комбинациями ориентации ткани, были бы сделаны дополнительные образцы. Сила, при которой произошел переход от линейной части к нелинейной, использовалась как сила разрушения по двум причинам.
Сила, при которой произошел переход от линейной части к нелинейной, использовалась как сила разрушения по двум причинам.
 изгиб.
изгиб. 2.4. Моделирование методом конечных элементов
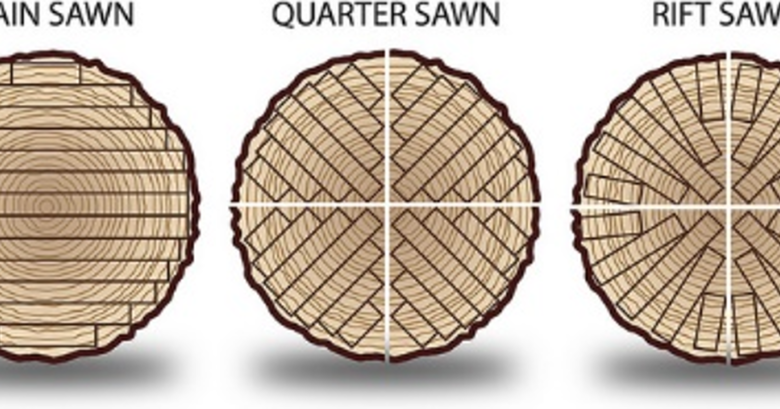 В линейной модели дальнейшая последовательность разрушения других слоев невозможна, поскольку она не включает нелинейное разрушение ткани. Последнее было бы возможно только с нелинейной моделью, что выходит за рамки данного исследования.
В линейной модели дальнейшая последовательность разрушения других слоев невозможна, поскольку она не включает нелинейное разрушение ткани. Последнее было бы возможно только с нелинейной моделью, что выходит за рамки данного исследования.
 Затем рассчитанные усилия разрушения сравнивались с усилиями, полученными в результате эксперимента, так что для каждого критерия коэффициент детерминации R 2 между расчетными и средними измеренными значениями.
Затем рассчитанные усилия разрушения сравнивались с усилиями, полученными в результате эксперимента, так что для каждого критерия коэффициент детерминации R 2 между расчетными и средними измеренными значениями. 2.5. Статистическая оценка данных
3. Результаты
3.1. Принципиальные механические свойства фанерного строительного материала (листов шпона)
 5 показаны сжатые образцы. . В начальной фазе измерения силы возрастают нелинейно за счет приспособления образца к столу испытательной машины. За нелинейной частью следует линейная часть, а затем снова нелинейная часть из-за локальной недостаточности ткани.
5 показаны сжатые образцы. . В начальной фазе измерения силы возрастают нелинейно за счет приспособления образца к столу испытательной машины. За нелинейной частью следует линейная часть, а затем снова нелинейная часть из-за локальной недостаточности ткани. Для предела прочности при растяжении в радиальном направлении использовалось то же значение, что и в тангенциальном направлении, поскольку рассматривается плоское напряженное состояние в плоскости TL.
Для предела прочности при растяжении в радиальном направлении использовалось то же значение, что и в тангенциальном направлении, поскольку рассматривается плоское напряженное состояние в плоскости TL. Среднее значение модуля сдвига в направлении TL составляет 593 МПа, тогда как теоретически рассчитанное значение по уравнению (14) составляет 619 МПа, что соответствует разнице в 4,2%. Поскольку разница была незначительной, была подтверждена применимость уравнения (14), и оно было использовано для расчета модулей в направлениях RL и RT, которые составили 1464 МПа и 388 МПа соответственно. Стандартные отклонения измерений, а также коэффициент вариации были очень малы, что можно отнести к относительно однородным образцам.
Среднее значение модуля сдвига в направлении TL составляет 593 МПа, тогда как теоретически рассчитанное значение по уравнению (14) составляет 619 МПа, что соответствует разнице в 4,2%. Поскольку разница была незначительной, была подтверждена применимость уравнения (14), и оно было использовано для расчета модулей в направлениях RL и RT, которые составили 1464 МПа и 388 МПа соответственно. Стандартные отклонения измерений, а также коэффициент вариации были очень малы, что можно отнести к относительно однородным образцам. 3.2. Разрушение четырехточечного изгиба образцов фанеры

 7b, на котором хорошо показано повреждение самого нижнего слоя № 11 в направлении волокна. Этого следует ожидать, так как прочность на сжатие в продольном направлении ниже, чем на растяжение. Согласно измерениям, разрушение верхнего слоя № 1 при сжатии произошло при усилии 1688 Н, где усилие 1540 Н было рассчитано по критерию Пака, но образец не раскололся на две части, так как верхний слой может все еще несут сжимающую нагрузку, несмотря на локальное разрушение при сжатии. За счет увеличения усилия и деформации разрушение нижнего слоя № 11 последовало при измеренной силе 3003 Н. По критерию Пака усилие разрушения нижнего слоя ожидается на уровне 2300 Н, а по критерию Цая -У критерия отказа, как ожидается, будет 2910 Н. Теоретические силы справедливы только при допущении, что напряжение увеличивается линейно с силой, что неверно в нашем случае, потому что сжимающее напряжение в верхнем слое не увеличивается с увеличением силы из-за разрушения ткани, и как таковая расчетная сила разрушения для нижнего слоя № 11 не может считаться полностью достоверной.
7b, на котором хорошо показано повреждение самого нижнего слоя № 11 в направлении волокна. Этого следует ожидать, так как прочность на сжатие в продольном направлении ниже, чем на растяжение. Согласно измерениям, разрушение верхнего слоя № 1 при сжатии произошло при усилии 1688 Н, где усилие 1540 Н было рассчитано по критерию Пака, но образец не раскололся на две части, так как верхний слой может все еще несут сжимающую нагрузку, несмотря на локальное разрушение при сжатии. За счет увеличения усилия и деформации разрушение нижнего слоя № 11 последовало при измеренной силе 3003 Н. По критерию Пака усилие разрушения нижнего слоя ожидается на уровне 2300 Н, а по критерию Цая -У критерия отказа, как ожидается, будет 2910 Н. Теоретические силы справедливы только при допущении, что напряжение увеличивается линейно с силой, что неверно в нашем случае, потому что сжимающее напряжение в верхнем слое не увеличивается с увеличением силы из-за разрушения ткани, и как таковая расчетная сила разрушения для нижнего слоя № 11 не может считаться полностью достоверной. В случае, если мы хотим определить фактическую силу разрушения образца, при которой нижний слой также разрушится, потребуется нелинейная модель конечных элементов, которая выходит за рамки текущего исследования.
В случае, если мы хотим определить фактическую силу разрушения образца, при которой нижний слой также разрушится, потребуется нелинейная модель конечных элементов, которая выходит за рамки текущего исследования. 7б. Критерий Пака предсказал разрушение при сочетании нормального напряжения и напряжения сдвига (режим А), в то время как максимальное напряжение и критерий Хашина предсказали разрушение матрицы из-за поперечного растяжения. Согласно критерию Пака, нижний слой № 11 разрушится при усилии 820 Н, а при усилии 1209 Н.N определяли в эксперименте. Причина такой разницы может заключаться в том, что, несмотря на разрушение слоя № 11 в поперечном направлении, на падение жесткости это не влияет, поскольку несущая способность слоя № 11 в поперечном направлении намного ниже, чем несущая способность слоя № 11 в поперечном направлении. слой № 10, передающий нагрузку в продольном направлении разрушающемуся слою № 11.
7б. Критерий Пака предсказал разрушение при сочетании нормального напряжения и напряжения сдвига (режим А), в то время как максимальное напряжение и критерий Хашина предсказали разрушение матрицы из-за поперечного растяжения. Согласно критерию Пака, нижний слой № 11 разрушится при усилии 820 Н, а при усилии 1209 Н.N определяли в эксперименте. Причина такой разницы может заключаться в том, что, несмотря на разрушение слоя № 11 в поперечном направлении, на падение жесткости это не влияет, поскольку несущая способность слоя № 11 в поперечном направлении намного ниже, чем несущая способность слоя № 11 в поперечном направлении. слой № 10, передающий нагрузку в продольном направлении разрушающемуся слою № 11. Кроме того, максимальные напряжения сдвига не превышают 4 МПа, что опять-таки намного ниже прочности на сдвиг 90,3 МПа. Из-за преобладающих продольных напряжений все наружные слои разрываются в направлении волокон, что также предсказывается всеми тремя критериями разрушения.
Кроме того, максимальные напряжения сдвига не превышают 4 МПа, что опять-таки намного ниже прочности на сдвиг 90,3 МПа. Из-за преобладающих продольных напряжений все наружные слои разрываются в направлении волокон, что также предсказывается всеми тремя критериями разрушения. Различия между отдельными значениями, рассчитанными по Цай-Ву, невелики, но лучше всего они согласуются с критерием с константой а xy = 1. Последнее также можно увидеть в табл. 7, где коэффициент детерминации R 2 между расчетные значения и среднее значение измеренных сил составляет 0,551. Кроме того, для расчетов Пака различия минимальны для разных постоянных значений p, где R 2 при p = 0,01 равно 0,636.
Различия между отдельными значениями, рассчитанными по Цай-Ву, невелики, но лучше всего они согласуются с критерием с константой а xy = 1. Последнее также можно увидеть в табл. 7, где коэффициент детерминации R 2 между расчетные значения и среднее значение измеренных сил составляет 0,551. Кроме того, для расчетов Пака различия минимальны для разных постоянных значений p, где R 2 при p = 0,01 равно 0,636. Критерий разрушения при максимальном напряжении имеет наилучшую корреляцию с самым высоким значением R 2 , которое составляет 0,674 для образцов 11А и 0,538 для образцов 11Р. За максимальным напряжением следуют критерии Хашина и Пака в обеих группах. Для образцов 11А разница не очень велика, а для образцов 11Р она больше. Для образцов 11А следуют критериям Цай Хилл, Цай Ву и Хоффмана, а для образцов 11Р следуют критериям Хоффмана, Цай Ву и Цай Хилл.
Критерий разрушения при максимальном напряжении имеет наилучшую корреляцию с самым высоким значением R 2 , которое составляет 0,674 для образцов 11А и 0,538 для образцов 11Р. За максимальным напряжением следуют критерии Хашина и Пака в обеих группах. Для образцов 11А разница не очень велика, а для образцов 11Р она больше. Для образцов 11А следуют критериям Цай Хилл, Цай Ву и Хоффмана, а для образцов 11Р следуют критериям Хоффмана, Цай Ву и Цай Хилл. 12d,e. Как и в случае образцов 11P, Tsai-Wu (рис. 12d) хорошо предсказывает силы при меньших углах, в то время как отклонение больше при больших углах. Самый большой R 2 имеет критерий с xy = −1, тогда как критерий Пака (рис. 12e) снова имеет наибольшее значение R 2 при значении p = 0,01.
12d,e. Как и в случае образцов 11P, Tsai-Wu (рис. 12d) хорошо предсказывает силы при меньших углах, в то время как отклонение больше при больших углах. Самый большой R 2 имеет критерий с xy = −1, тогда как критерий Пака (рис. 12e) снова имеет наибольшее значение R 2 при значении p = 0,01. Критерии Tsai-Wu и Hoffmann имеют немного лучшее значение R 2 , чем критерий максимального напряжения, за которым следуют критерии разрушения Hashin, Puck и Tsai-Hill.
Критерии Tsai-Wu и Hoffmann имеют немного лучшее значение R 2 , чем критерий максимального напряжения, за которым следуют критерии разрушения Hashin, Puck и Tsai-Hill. 4. Обсуждение
 25]. Критерии Хашина и Пака также имеют высокий R 2 значения, которые вместе с критерием максимального напряжения имеют сходные условия разрушения ткани в направлении волокон, т. е. сравнивают только продольные напряжения с соответствующими прочностными характеристиками.
25]. Критерии Хашина и Пака также имеют высокий R 2 значения, которые вместе с критерием максимального напряжения имеют сходные условия разрушения ткани в направлении волокон, т. е. сравнивают только продольные напряжения с соответствующими прочностными характеристиками.

5. Выводы
 Это важно как для композиционных материалов, так и для массивной древесины, которая является отчетливо ортотропным материалом с различной прочностью в разных направлениях, а также различной прочностью в зависимости от знака нагрузки. В большинстве случаев важен учет взаимных взаимодействий, учитываемых по более жестким критериям, существенным для UD-композитов из искусственных материалов. Однако при исследовании образцов фанеры было обнаружено, что критерий максимального напряжения имеет наилучшую корреляцию между расчетными и измеренными значениями, за ним следуют критерии Пака и Хашина. Аналогичный вывод был сделан некоторыми другими авторами для древесины.
Это важно как для композиционных материалов, так и для массивной древесины, которая является отчетливо ортотропным материалом с различной прочностью в разных направлениях, а также различной прочностью в зависимости от знака нагрузки. В большинстве случаев важен учет взаимных взаимодействий, учитываемых по более жестким критериям, существенным для UD-композитов из искусственных материалов. Однако при исследовании образцов фанеры было обнаружено, что критерий максимального напряжения имеет наилучшую корреляцию между расчетными и измеренными значениями, за ним следуют критерии Пака и Хашина. Аналогичный вывод был сделан некоторыми другими авторами для древесины.
Финансирование
Заявление Институционального контрольного совета
Заявление об информированном согласии
Заявление о доступности данных

Благодарности
Конфликт интересов
Каталожные номера
 «> Zhou, HY; Вэй, X .; Смит, Л.М.; Ван, Г.; Чен, Ф.М. Оценка однородности шпона из бамбукового пучка и пиломатериала из клееного шпона из бамбукового пучка (BLVL). Леса 2019 , 10, 921. [Google Scholar] [CrossRef][Green Version]
«> Zhou, HY; Вэй, X .; Смит, Л.М.; Ван, Г.; Чен, Ф.М. Оценка однородности шпона из бамбукового пучка и пиломатериала из клееного шпона из бамбукового пучка (BLVL). Леса 2019 , 10, 921. [Google Scholar] [CrossRef][Green Version] [Google Scholar] [CrossRef] [PubMed]
[Google Scholar] [CrossRef] [PubMed] ; Барбу, М.-К.; Петушниг, А .; Крал П. Влияние клеевых систем на механические и физические свойства буковой фанеры, армированной льняным волокном. Полимеры 2021 , 13, 3086. [Google Scholar] [CrossRef] [PubMed]
; Барбу, М.-К.; Петушниг, А .; Крал П. Влияние клеевых систем на механические и физические свойства буковой фанеры, армированной льняным волокном. Полимеры 2021 , 13, 3086. [Google Scholar] [CrossRef] [PubMed] Биоресурсы 2012 , 7, 1337–1351. [Google Scholar]
Биоресурсы 2012 , 7, 1337–1351. [Google Scholar] «> Кабреро, Дж. М.; Гебремедин, К.Г. Оценка критериев разрушения деревянных элементов. В материалах 11-й Всемирной конференции по деревообработке 2010 г., Трентино, Италия, 20–24 июня 2010 г.; стр. 1274–1280. [Академия Google]
«> Кабреро, Дж. М.; Гебремедин, К.Г. Оценка критериев разрушения деревянных элементов. В материалах 11-й Всемирной конференции по деревообработке 2010 г., Трентино, Италия, 20–24 июня 2010 г.; стр. 1274–1280. [Академия Google] Композиции науч. Технол. 2002 , 62, 371–378. [Google Scholar] [CrossRef]
Композиции науч. Технол. 2002 , 62, 371–378. [Google Scholar] [CrossRef] Композиции науч. Технол. 2021 , 211. [Google Scholar] [CrossRef]
Композиции науч. Технол. 2021 , 211. [Google Scholar] [CrossRef] Критерии разрушения, независимые от режима и взаимодействующие с режимом, для однонаправленных композитов на основе плотности энергии деформации. Polymers 2020 , 12, 2813. [Google Scholar] [CrossRef]
Критерии разрушения, независимые от режима и взаимодействующие с режимом, для однонаправленных композитов на основе плотности энергии деформации. Polymers 2020 , 12, 2813. [Google Scholar] [CrossRef] «> Актер С.Т.; Бадер, Т.К. Экспериментальная оценка критериев разрушения для взаимодействия нормального напряжения, перпендикулярного волокну, с напряжением сдвига при качении в чистой древесине ели обыкновенной. Евро. Дж. Вуд Вуд Прод. 2020 , 78, 1105–1123. [Google Scholar] [CrossRef]
«> Актер С.Т.; Бадер, Т.К. Экспериментальная оценка критериев разрушения для взаимодействия нормального напряжения, перпендикулярного волокну, с напряжением сдвига при качении в чистой древесине ели обыкновенной. Евро. Дж. Вуд Вуд Прод. 2020 , 78, 1105–1123. [Google Scholar] [CrossRef] Матер. Структура/матер. и констр. 2017 , 50. [Google Scholar] [CrossRef]
Матер. Структура/матер. и констр. 2017 , 50. [Google Scholar] [CrossRef] [Google Scholar] [CrossRef][Green Version]
[Google Scholar] [CrossRef][Green Version]



 Измеренные и рассчитанные силы четырехточечного изгиба нагруженных 7-слойных образцов: ( a ) Образцы 7А, критерий Цай-Ву; ( b ) образцы 7А, критерий Пака; ( c ) образцы 7А, различные критерии; ( d ) образцы 7P, критерий Цай-Ву; ( и ) образцы 7P, критерий Пака; ( f ) образцы 7P, различные критерии.
Измеренные и рассчитанные силы четырехточечного изгиба нагруженных 7-слойных образцов: ( a ) Образцы 7А, критерий Цай-Ву; ( b ) образцы 7А, критерий Пака; ( c ) образцы 7А, различные критерии; ( d ) образцы 7P, критерий Цай-Ву; ( и ) образцы 7P, критерий Пака; ( f ) образцы 7P, различные критерии.
 R⊥(+) и R⊥(–) – нормальная прочность на растяжение и сжатие перпендикулярно волокнам; R⊥∥ – прочность на сдвиг; p∥⊥(−), p∥⊥(+), p⊥⊥(−) и p⊥⊥(+) – наклоны кривых разрушения.
R⊥(+) и R⊥(–) – нормальная прочность на растяжение и сжатие перпендикулярно волокнам; R⊥∥ – прочность на сдвиг; p∥⊥(−), p∥⊥(+), p⊥⊥(−) и p⊥⊥(+) – наклоны кривых разрушения. максимальное напряжение [20] (|σxX|,|σyY|,|τxyS|)=1 (1) (σyy) 2+ (τxys) 2 = 1 (2) Hoffman [22] σx2xtxc+σy2ytyc+τxy2s2 — σxσyxtxc+σxxtxc+τxyc2s2s2s2s2xyxcc+σxxtxc+σyytc = 1001hy -τxy2s2s2s2s2s2syxc+σxxtxc+τxy2s2s2s2s2s2s2s2s2s2syxc+σxxtxc+τxy2s2s2s2s2s2s2s2s2s2syxc+σxxtxc+τxy2s2s2s2s2s2s2s2s2s2s2syxc+. 22] (σxXt)2+(τxyS)2=1,σx>0;−σxXc=1,σx<0
(σyYt)2+(τxyS)2=1,σy>0
(σy2S)2+ (τxyS)2+[(Yc2S)2−1]σyYc=1,σy<0 (4) Tsai-wu [23] (1xt-1xc) σx+(1yt-1cy) σy+1xtxcσx2+1ytycσy2+2axy (1xtxc1xσxσx2+1ytycσy2+2axy (1xtxc1ycσxσx)+1S2τ2+2Axy (1xtxc1ycσxσx)+1S2τ2+2Axy (1xtxc1ycσxσx)+1.  Пак [24,25]
Пак [24,25] |σxXt|=1,σx>0;|σxXc|=1,σx<0
(τxyR⊥∥)2+(1−p⊥∥(+)R⊥(+)R ⊥∥)2(σyR⊥(+))2+p⊥∥(+)σyR⊥∥=1,σy≥0
1R⊥∥( τxy2+(p∥⊥(−)σy)2+p∥⊥(− )σy)=1,σy<0,|σyτxy|≤R⊥⊥A|τxyc|
[(τxy2(1+p⊥⊥(−))R⊥∥)2+(σyR⊥(−))2]R⊥(−)−σy=1,σy<0,|σyτxy|≥R⊥⊥ А|τxyc| (6) Номер слоя 11 Слои 7 Слои 3 Слои 11E (°) 11A (°) 11P (°) 7A (°) 7P (°) 7A (°) 7P (°) 7A (°) 7P (°) 7A (°) 918 7P (°) 7A (°) 918 7P (°) 7A (°) 1 0 0 0 0 0 0 2 0 30 90 45 90 90 3 0 −30 0 −45 0 0 4 0 60 90 90 90 — 5 0 −60 0 −45 0 — 6 0 90 90 45 90 — 7 0 −60 0 0 0 — 8 0 60 90 — — — 9 0 −30 0 — — — 10 0 30 90 — — — 11 0 0 0 — — —  Экспериментально определена нормальная прочность и прочность на сдвиг в продольном (L), тангенциальном (T) и радиальном (R) направлениях.
Экспериментально определена нормальная прочность и прочность на сдвиг в продольном (L), тангенциальном (T) и радиальном (R) направлениях. Specimen Compression (MPa) Tension (MPa) Shear (MPa) L T R L T R TL TL [41] RL TR 1 66,9 11. 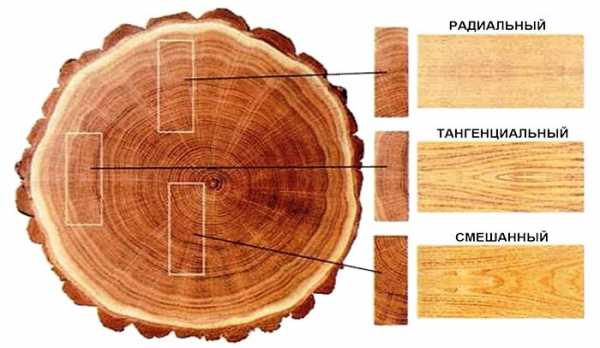 5
5 11.5 89.9 3.9 — 9.2 — — — 2 63.6 11.3 11.0 115.1 3.8 — 9,9 — — — 3 65,6 11,4 10. 9147 95,3 9
9 10.9 9007 9147 9005 10.9 9007 9147 9007.1447 — — — 4 — — — 94.2 3.7 — — — — — 5 — — — 99.  2
2 — — — — — — 6 — — — 83.1 — — — — — — 7 — — — 100.  7
7 — — — — — — Avg 65.4 11.4 11.1 96.8 3.7 3.7 9.3 10.9 9.3 1.6 Станд. разв. 1.7 0.1 0.  3
3 10.0 0.2 — 0.6 — — — COV (%) 2.6 0.9 2.6 Таблица
Модуль упругости и модуль сдвига (в МПа). Specimen Experiment Kollman [1] Experiment Equation 14 E L E T E R G TL G TL G RL G RT 1 14,578 991 — 586 — — — 2 14,597 992 — 590 — — — 3 14,578 968 — 604 — — — Avg 14,584 984 2380 593 619 1464 388 ул. 
11 14 — 9 — — — COV (%) 0.08 1.38 — 1.59 — — — 
Номер слоя Ориентация слоя (°) Tsai-Wu Tsai-Hill Hoffman Puck Max Stress Hashin FOS FOS FOS FOS Failure FOS Failure FOS Failure Min Max Min Max Min Max Min Max Min Max Min Max 1 0 1.  45
45 1.46 1.46 1.47 1.33 1.35 1.54 1.55 f 1.54 1.55 1c 1.54 1.55 f 2 30 2.61 2.69 2.71 2.79 2.  58
58 2.69 3.14 3.24 mA 3.56 3.77 1c 3.56 3.77 f 3 −30 3.09 3.17 3.21 3.30 3.02 3.11 3.66 3.79 mA 3.  88
88 4.10 1c 3.88 4.10 f 4 60 10.1 10.4 6.56 6.60 8.30 8.36 7.93 8.14 — 7.93 8.22 — 6.91 7.  04
04 — 5 −60 15,9 16,2 11,0 11,2 13. 1447 14,2 13, 1447 1447 14.141414141414141414141414141447 27 29147 2 9005,11447 9005 2 13. 1447 14447 9005 2 .0052 12.4 12.6 — 11.  0
0 11.2 — 6 90 16.3 16.7 15.8 16.1 13.9 14.1 18.7 19.1 — 22.3 22.9 — 22.3 22.9 — 7 −60 7.  55
55 7.74 8.04 8.30 7.02 7.26 8.88 8.97 — 12.4 12.6 — 8.89 8.98 — 8 60 4.25 4.35 4,43 4,57 3,87 3,98 5,10 5,22 — 6,60 6,60 6,60 6,60 .  1447 —
1447 — 9 −30 4.59 4.63 4.10 4.15 4.44 4.50 4.80 4.87 — 5.66 5.81 — 4.11 4.16 — 10 30 3.52 3.  58
58 3.29 3.34 3.52 3.53 3.86 3.91 mB 4.14 4.20 — 3.30 3.34 f 11 0 2.91 2.94 2.26 2.26 2.49 2.  50
50 2,30 2.31 F 2,30 2,31 1T 2,30 2,31 F F FLAIL.
Расчетный коэффициент запаса прочности (FOS) при усилии нагружения 1000 Н для различных критериев разрушения для образца 11А-45°. (Виды отказов: Шайба: f — разрыв волокна, mA — разрыв между волокнами в режиме A, mB — отказ между волокнами в режиме B; максимальное напряжение: 1c и 1t — разрушение при сжатии и растяжении в направлении 1, 2c и 2t — разрушение при сжатии и растяжении в направлении 2, 12 — разрушение при сдвиге; Хашин: е — разрушение волокна, м — разрушение матрицы). 
№ слоя Ориентация слоя (°) Tsai-Wu Tsai-Hill Hoffman Puck Max Stress Hashin FOS FOS FOS FOS Failure FOS Failure FOS Failure Min Max Min Max Min Max Min Max Min Max Min Max 1 −45 1.  93
93 2.01 1.84 1.89 2.11 2.18 2.12 2.25 mC 2.33 2.65 12 1.73 1.78 m 2 −15 1.22 1.27 1.21 1.27 1.  37
37 1.51 1.27 1.41 f 1.27 1.41 1c 1.27 1.41 f 3 −75 4.44 5.28 3.21 3.36 3.44 3.74 3.54 3.97 mC 3. 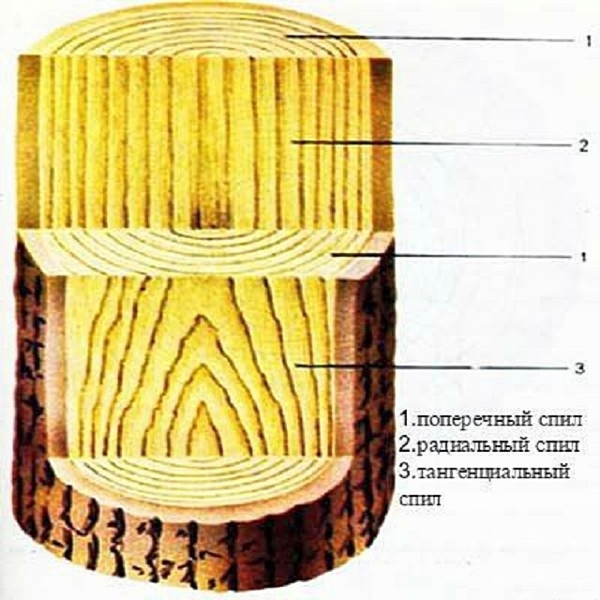 54
54 4.05 2c 3.53 3.88 m 4 15 1.71 1.87 1.68 1.85 1.89 2.02 1.68 1.85 f 1.68 1.85 1c 1.68 1.  85
85 f 5 −105 6.79 9.64 6.56 7.58 7.51 8.83 7.71 8.70 — 9.01 10.7 — 6.21 7.15 — 6 45 9.  44
44 11.1 10.6 12.8 10.9 12.7 11.5 14.6 — 11.5 16.7 — 11.5 14.9 — 7 −105 2.95 3.25 3.08 3.29 3.  08
08 3.18 3.08 3.31 mA 3.28 3.47 2t 3.08 3.31 m 8 15 1.91 2.24 2.26 2.58 2.14 2.45 2.50 2.75 f 2.  50
50 2.75 1t 2.50 2.73 f 9 −75 1.15 1.29 1.12 1.25 1.07 1.18 1.15 1.31 mA 1.15 1.32 2t 1.15 1.  31
31 m 10 −15 1.06 1.25 1.24 1.46 1.23 1.41 1.44 1.68 mA 1.77 2.02 1t 1.53 1.72 f 11 −45 0.  80
80 0.95 0.82 1.01 0.82 1.01 0.82 1.02 mA 0.87 1.13 2t 0.82 1.02 m 
a xy (Tsai-Wu)/p (Puck) 11A 11P 7A 7P 3P Tsai Wu −1 0.431 0.358 0.060 0.  024
024 0.696 −0.7 0.456 0.364 0.081 0.016 0.680 −0.3 0.487 0.371 0.109 0.005 0.659 0 0.508 0.367 0.132 −0.008 0.643 0.  3
3 0.530 0,362 0,133 −0,039 0,626 0,6 0,547 0,399942 0,547 0,399942 0,547 0,399942 0,547 0,399942 0,547 0,39 0,547 0,39 0,547 .1447 0.609 1 0.  551
551 0.282 0.122 −0.165 0.587 Puck 0.5 0.627 0.371 0.318 −0.087 0.625 0.3 0.631 0.394 0.329 −0.067 0.627 0.15 0.634 0.  409
409 0.334 −0.057 0.627 0.01 0.636 0.421 0.338 −0.053 0.628 max stress 0.674 0,538 0,405 0,052 0,644 TSAI HILL 0,600 0,361 0,6009 2 0,361 0,60092 0,361 0,60092 0,361 0,600 0,361 0,600 0,361 0,600 0,361 0,600 .