Общие вопросы | Festo Russia
Да, Вы можете приобрести все необходимые детали через дилерский центр или зарегистрироваться в Festo как новый покупатель.
Вы можете обратиться в ближайший офис. Офисы компании Festo указаны в справочнике «Адреса Festo в разных странах мира».
Образец принципиальной схемы
Образец принципиальной схемы
Инструкции по эксплуатации и руководства находятся в меню «Поддержка» под пунктом Пользовательская документация.
Любой покупатель может зарегистрироваться в Интернет-магазине Festo . Там можно получить информацию о ценах и сроках поставки в режиме онлайн.
| Резьба обозначение | Диаметр дюймы | Наружный диаметр мм | Гайка диаметр мм | Диаметр отверстия под резьбу мм | Количество витков на дюйм |
| G 1/8″ | 1/8 | 9. 73 73 | 8.85 | 8.80 | 28 |
| G 1/4″ | 1/4 | 13.16 | 11.89 | 11.80 | 19 |
| G 3/8″ | 3/8 | 16.66 | 15.39 | 15.25 | 19 |
| G 1/2″ | 1/2 | 20. 95 95 | 19.17 | 19.00 | 14 |
| G 3/4″ | 3/4 | 26.44 | 24.66 | 24.50 | 14 |
| G 1″ | 1 | 33.25 | 30.93 | 11 | |
| G 1 1/4″ | 1 1/4 | 41. 91 91 | 35.59 | 39.25 | 11 |
| G 1 1/2″ | 1 1/2 | 47.80 | 45.48 | 45.25 | 11 |
| G 2″ | 2 | 59.61 | 57.29 | 57.00 | 11 |
Действительно, часть штуцера, которая вворачивается, например, в распределитель, не должна превышать определенной максимальной длины. Но, если вы используете штуцеры от Festo, можете быть уверены, что длина резьбы будет соответствовать нормативам.
Но, если вы используете штуцеры от Festo, можете быть уверены, что длина резьбы будет соответствовать нормативам.
| Диаметр резьбы | C макс. мм |
| M3 | 2.8 |
| M5 | 3.8 |
| M7 | 5.3 |
| G 1/8 | 6.4 |
| G 1/4 | 9.8 |
| G 3/8 | 9.8 |
| G 1/2 | 11.65 |
| G 3/4 | 13. 05 05 |
| G 1 | 14.0 |
Азот можно использовать в качестве рабочей среды под давлением, если руководствоваться следующими ограничениями:
- Используемый азот должен быть в газообразном состоянии
- Рабочее давление и рабочие температуры должны соответствовать значениям для сжатого воздуха, указанным в паспорте
- Загрязнение азота остаточными влагой и маслом и т.п. должно соответствовать спецификациям, приведенным в каталоге для работы со сжатым воздухом
Если эти параметры соблюдены, можно работать с азотом без ущерба для срока службы продукции.

CRC означает класс коррозионной стойкости.
- CRC 0: низкая степень защиты или ее полное отсутствие. Нет коррозионного воздействия. Относится к небольшим, не влияющим на внешний вид изделия стандартным деталям. Например, резьбовые шпильки, пружинные кольца и монтажные втулки, которые обычно представлены на рынке только фосфатированными или полированными (возможно в смазке), а также шарикоподшипники (для элементов < CRC 3) и подшипники скольжения.
- CRC 1: низкая степень защиты. Низкое коррозионное воздействие. Применение внутри изделия при отсутствии влаги или в случае использовании защиты при транспортировке и хранении.
 Также относится деталям, которые закрыты крышками, находящимся в невидимой внутренней зоне или закрыты во время работы (например, цапфы привода).
Также относится деталям, которые закрыты крышками, находящимся в невидимой внутренней зоне или закрыты во время работы (например, цапфы привода). - CRC 2: средняя степень защиты. Умеренное коррозионное воздействие. Внутреннее применение с возможным выпадением конденсата. Внешние детали, находящиеся на виду, которые непосредственно контактируют с окружающей средой, типичной для промышленного применения. Требования к этим деталям относятся, главным образом, к декоративной отделке поверхности.
- CRC 3: высокая степень защиты. Высокое коррозионное воздействие. Использование снаружи помещений в условиях умеренного коррозионного воздействия. Внешние детали, находящиеся на виду, которые непосредственно контактируют с окружающей средой, типичной для промышленного применения, или такими средами, как растворители и чистящие средства. Требования к этим деталям относятся, главным образом, к функциональным свойствам поверхности.
- CRC 4: очень высокая степень защиты.
 Особенно высокое коррозионное воздействие. Использование вне помещений при тяжелых коррозионных условиях. Детали, работающие в агрессивной среде, например, в пищевой или химической промышленности. Может потребоваться подтверждение этой степени защиты путем специального испытания (см. также FN940082) с использованием соответствующей среды.
Особенно высокое коррозионное воздействие. Использование вне помещений при тяжелых коррозионных условиях. Детали, работающие в агрессивной среде, например, в пищевой или химической промышленности. Может потребоваться подтверждение этой степени защиты путем специального испытания (см. также FN940082) с использованием соответствующей среды.
| по DIN1343 Festo | По ISO 6358 | |
| Давление | 1.01325 бар (абс.) | 1.0 бар (абс.) |
| Температура | 0° C | 20° C |
| Газовая постоянная | 287. 07 Дж (кг К) 07 Дж (кг К) | 288 Дж (кг К) |
| Плотность | 1.292 кг/м³ | 1.185 кг/м³ |
| Влажность воздуха | 0% | 65% |
Серийный номер указывает на период, в течение которого изделие было произведено. С подробной таблицей серийных номеров Вы можете ознакомиться здесь
 Некоторые стандартные изделия соответствуют помещениям класса 100, а компоненты с классом чистоты до 0 поставляются под заказ или в виде спец. исполнений.
Некоторые стандартные изделия соответствуют помещениям класса 100, а компоненты с классом чистоты до 0 поставляются под заказ или в виде спец. исполнений. Воздух в основном состоит из смеси азота и кислорода и имеет молекулярную массу приблизительно 29 граммов, тогда как молекулярная масса водяного пара всего лишь около 18 граммов.
Воздух в основном состоит из смеси азота и кислорода и имеет молекулярную массу приблизительно 29 граммов, тогда как молекулярная масса водяного пара всего лишь около 18 граммов.ГОСТ 9000-81 Основные нормы взаимозаменяемости. Резьба метрическая для диаметров менее 1 мм. Допуски
1. ОСНОВНЫЕ ПОЛОЖЕНИЯ СИСТЕМЫ ДОПУСКОВ
1.1. Обозначения, принятые в настоящем стандарте, приведены ниже: m — наружный диаметр наружной резьбы;
1.2. Схемы полей допусков наружной и внутренней резьбы приведены на черт.1.
1.3. Допуски диаметров резьбы устанавливаются по степеням точности, обозначаемыми цифрами. Степени точности диаметров резьбы приведены в табл.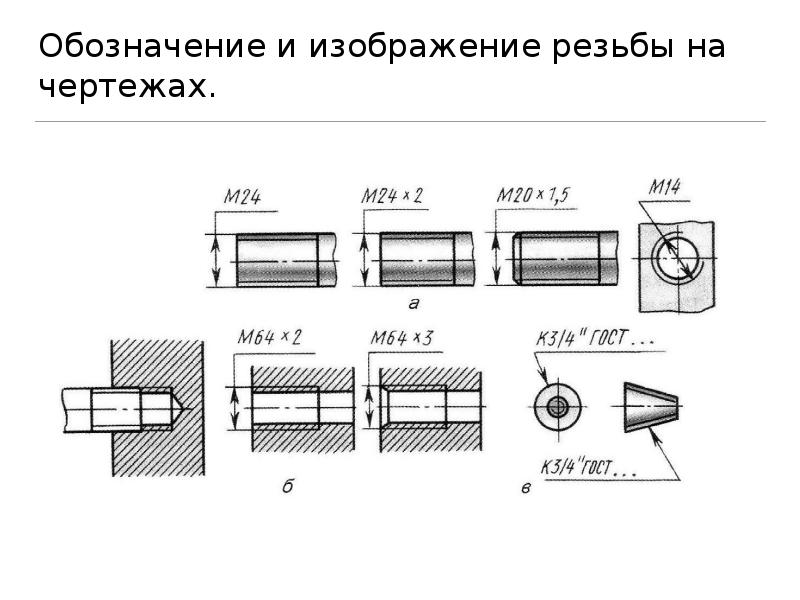 1.
1.
Таблица 1
1.4. Положения полей допусков диаметров резьбы, определяемые основными отклонениями, приведены на черт.1 и в табл.2.
Таблица 2
2. ОБОЗНАЧЕНИЯ
2.1. Обозначение поля допуска резьбы состоит из обозначения поля допуска среднего диаметра (степени точности и основного отклонения), помещаемого на первом месте, и степени точности диаметра выступов (наружного диаметра для наружной резьбы и внутреннего диаметра для внутренней резьбы).
2.2. В условном обозначении резьбы обозначение поля допуска резьбы должно следовать за обозначением размера резьбы.
Например:
М0,5 — 5Ь3;
М0,5 — 4Н5.
2.3. Посадка в резьбовом соединении обозначается дробью, в числителе которой указывают обозначение поля допуска внутренней резьбы, а в знаменателе — обозначение поля допуска наружной резьбы.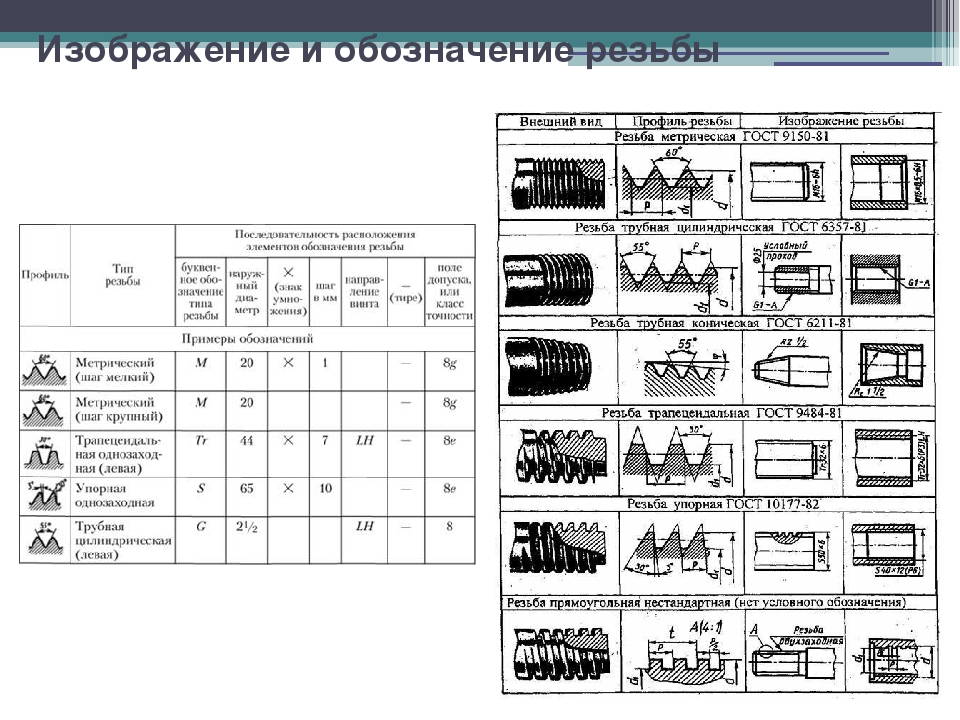 должны соответствовать указанным в табл.5.
должны соответствовать указанным в табл.5.
Таблица 5
1. Основные отклонения, указанные в табл.5, не зависят от основных отклонений среднего диаметра резьбы.
2. Основные отклонения, указанные в табл.5, определяют внутренний диаметр резьбы по линии плоского среза на расстоянии 0,320744 Н (см. приложение 2).
5. ФОРМА ВПАДИНЫ РЕЗЬБЫ
5.1. Реальный профиль впадины наружной резьбы ни в одной точке не должен выходить за линию плоского среза на расстоянии 0,32 Н от вершины исходного треугольника. Реальный профиль впадины наружной резьбы следует располагать в зоне между линиями
5.2. При закругленной форме впадины резьбы радиус закругления не должен превышать = 2Р (черт.2). Числовые значения наибольшего радиуса закругления впадины наружной резьбы ( тах ) должны соответствовать указанным в табл. 6.
6.
Таблица 6
5.3. Реальный профиль впадины внутренней резьбы ни в одной точке не должен выходить за
Примечания:
1. Предельные отклонения наружной и внутренней резьбы приведены в приложении 1.
2. Предельные значения рабочей высоты профиля 1 приведены в приложении 3.
6 ПОЛЯ ДОПУСКОВ И ПОСАДКИ
6.1 Поля допусков наружной и внутренней резьбы и их сочетания в посадках должны соответствовать указанным в табл.7.
Таблица 7
ПРИЛОЖЕНИЕ 1 Обязательное
ПРЕДЕЛЬНЫЕ ОТКЛОНЕНИЯ РЕЗЬБЫ
Предельные отклонения диаметров наружной резьбы должны соответствовать указанным в табл.1, предельные отклонения диаметров внутренней резьбы — указанным в табл.2.
Таблица 1
Номинальный диаметр резьбы, мм Шаг, мм Поле допуска наружной резьбы
Таблица 2
Номинальный диаметр резьбы , мм Шаг Р, мм Поле допуска внутренней резьбы
ПРИЛОЖЕНИЕ 2 Справочное
ВЗАИМОЗАМЕНЯЕМОСТИ РЕЗЬБЫ ПО ГОСТ 9000-81 С МИНИАТЮРНОЙ
РЕЗЬБОЙ ПО ИСО/Р 1501-70
В рекомендации ИСО/Р 1501-70 для миниатюрных резьбы (с диаметрами от 0,25 до 1,4 мм) предусмотрен специальный номинальный профиль резьбы (см. и , (см. черт. 1) на величину отклонения
и , (см. черт. 1) на величину отклонения
За счет этого допускается увеличение радиуса впадины наружной резьбы до
3. Допуски по всем диаметрам резьбы, основные отклонения по диаметрам и 2 (Аз) и обозначения полей допусков приняты в соответствии с ИСО Р 1501-70. Таким образом, резьбы по ИСО/Р 1501-70, обозначаемые буквой , и резьбы по ГОСТ 9000-81, обозначаемые буквой , при одном и том же диаметре, шаге и поле допуска имеют одни и те же предельные диаметры и, следовательно, полностью взаимозаменяемы.
ПРИЛОЖЕНИЕ 3 Справочное
ПРЕДЕЛЬНЫЕ ЗНАЧЕНИЯ РАБОЧЕЙ ВЫСОТЫ ПРОФИЛЯ
Предельные значения рабочей высоты профиля 1, соответствующие посадкам, установленным в настоящем стандарте, приведены на чертеже и в таблице.
|
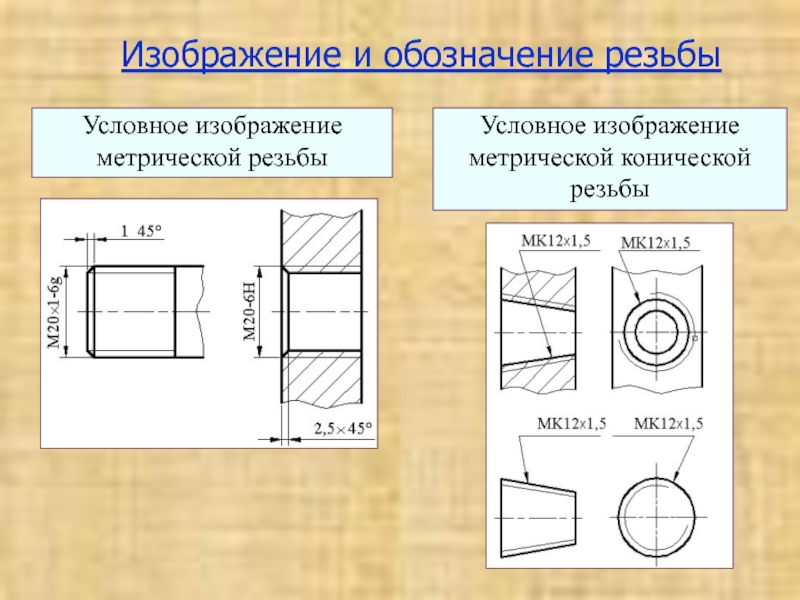
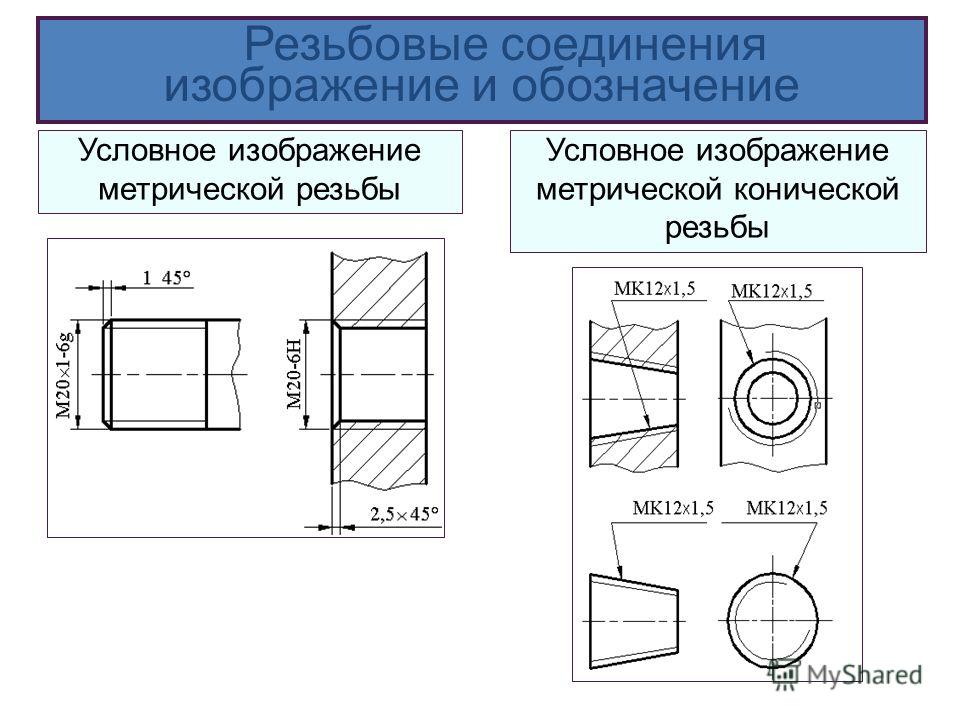
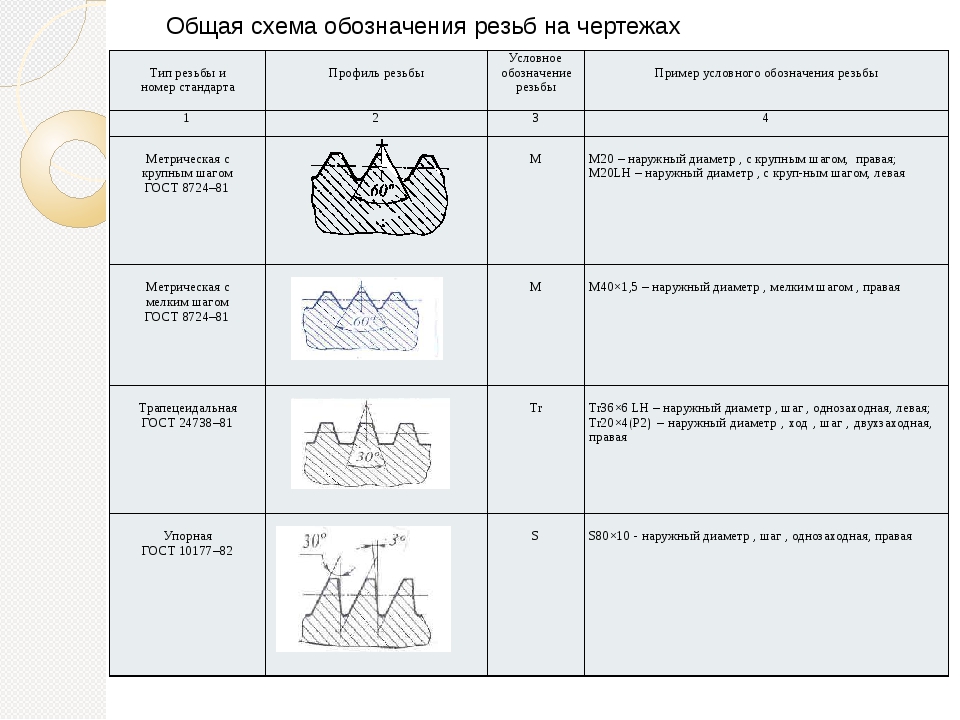
Метрическая резьба Применение: Имеет широкое общемашиностроительное применение с номинальным диаметром от 1 до 600 мм и шагом от 0,25 до 6 мм. Профиль — равносторонний треугольник (угол при вершине 60°) с теоретической высотой профиля Н=0,866025404Р. Все параметры профиля измеряются в миллиметрах. Стандарты: Условное обозначение: Буква M (metric), числовое значение номинального диаметра резьбы (d, D на схеме, оно же внешний диаметр резьбы на болте) в миллиметрах, числовое значение шага (для резьбы с мелким шагом) (P на схеме) и буквы LH для левой резьбы. Например, резьба с номинальным диаметром 16 мм с крупным шагом обозначается как M 16; резьба с номинальным диаметром 36 с мелким шагом 1,5 мм — М 36 * 1,5; такая же по диаметру и шагу, но левая резьба М 36 * 1,5 LH. Пример: 1) М 20 2) М 20 * 2
Метрическая резьба с профилем MJ Применение: Цилиндрическая резьба основана на метрической резьбе (М) с номинальным диаметром от 1,6 до 200 мм и углом профиля при вершине 60°, предназначена в авиационной и космической промышленности, для аэрокосмической техники и других применений, требующих высокую усталостную прочность и жаропрочность. Для обеспечения этих свойств впадина резьбы на наружной резьбе имеет увеличенный радиус от 0,15011P до 0,180424P. Внутренняя резьба MJ совместима с внешней резьбой M при совпадении номинального диаметра и шага.
Стандарты: Условное обозначение: Буквы MJ, числовое значение номинального диаметра резьбы в миллиметрах, числовое значение шага, поле допуска среднего диаметра и поле допуска диаметра выступов. Например, наружная резьба с номинальным диаметром 8 мм, шагом 1 мм, полем допуска среднего диаметра 4h и полем допуска диаметра выступов 6h обозначается как MJ 8 * 1 — 4h6h на поверхности вала . Пример: 1) MJ 6 * 1 — 4h6h 2) MJ 8 * 1 — 4H5H
Метрическая резьба с большим допуском Применение: Винтовая резьба с большим разбросом размеров/гайка с допуском 6H. Для резьбовых соединений с расширением вала с номинальным размером от 12 до 180 мм.
Пример: 1) DIN 8140 — EG M 20 2) DIN 8140 — EG M 3 *10 Метрическая резьба ISO с нейтральной зоной толерантности Применение: Метрическая резьба ISO с нейтральной зоной толерантности (для плотного прилеания) с номинальным диаметром от 3 до 150 мм. Стандарты: DIN 13-51 (Германия) Условное обозначение: Пример: 1) M 10 Sn 4 2) M 10 Sk 6 3) М 10 Sn 4 sealed — с уплотнением Метрическая коническая резьба МК Применение: Конусность1:16 (угол конуса φ=3°34’48″). Предназначена для обеспечения герметичности и стопорения резьбы без применения дополнительных средств с номинальным диаметром от 6 до 60мм. Существует два варианта резьбового конического соединения: коническая наружная резьба с конической внутренней резьбой и коническая наружная резьба с цилиндрической внутренней резьбой. Стандарт:
Условное обозначение: Буквы MK, числовое значение номинального диаметра резьбы в миллиметрах, числовое значение шага, буквы LH для левой резьбы. Например, резьба с номинальным диаметром 24 мм с шагом 1,5 мм обозначается как MK 24 * 1,5. Пример: 1) MK 25 * 1,5 2) MK 30 * 2 3) DIN 158 — M 30 * 2 keg 4) DIN 158 — M 25 * 1,5 keg short |

 Основные размеры. (Россия)
Основные размеры. (Россия)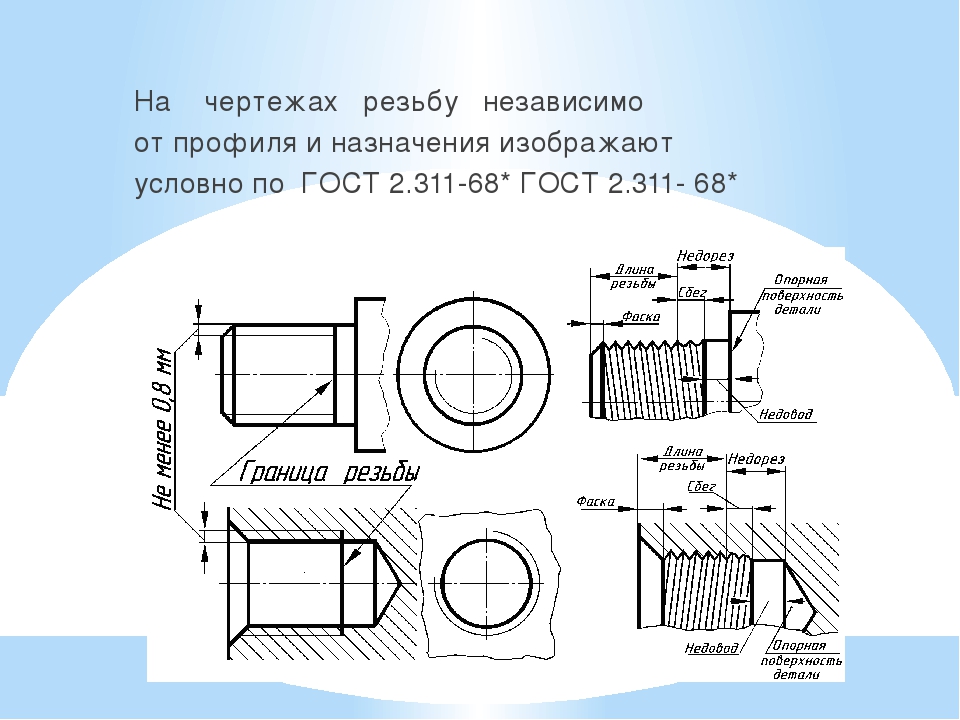 (Германия)
(Германия) (Германия)
(Германия)

 Применяется в качестве усиления несущей способности резьбы и ремонт повреждённой резьбы в теле детали.
Применяется в качестве усиления несущей способности резьбы и ремонт повреждённой резьбы в теле детали. Применяется для винтов и шпилек с уплотнением и без уплотнения.
Применяется для винтов и шпилек с уплотнением и без уплотнения.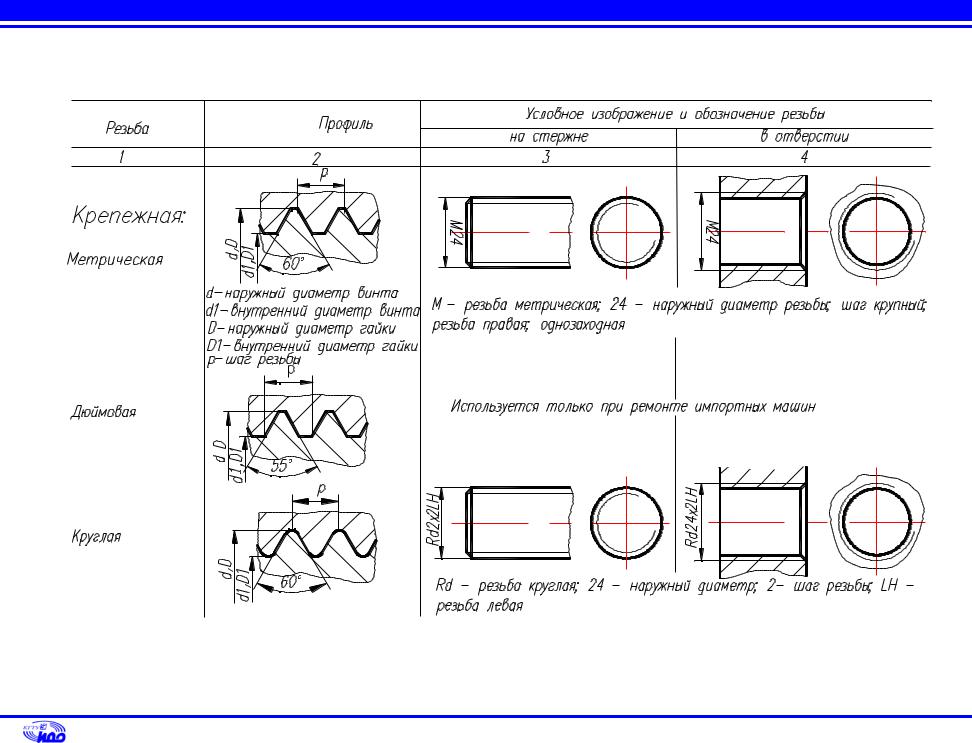 Применяются для контровочных винтов и смазочных ниппелей.
Применяются для контровочных винтов и смазочных ниппелей.Условные обозначения крепежных изделий по ГОСТ 1759.
 0 (СТ СЭВ 4203)
0 (СТ СЭВ 4203)Покрытия крепежных изделий по ГОСТ 9.306
Для обеспечения коррозионной стойкости резьбовых изделий и придания им товарного вида применяют покрытия, приведенные в таблице.
Вид покрытия | Обозначение покрытия | |
По ГОСТ 9.306 | цифровое | |
Цинковое, хроматированное | Ц.хр | 01 |
Кадмиевое, хроматированное | Кд.хр | 02 |
Многослойное: медь-никель | М.Н | 03 |
Многослойное: медь-никель-хром | М. | 04 |
Окисное, пропитанное маслом | Хим.Окс.прм | 05 |
Фосфатное, пропитанное маслом | Хим.Фос.прм | 06 |
Оловянное | О | 07 |
Медное | М | 08 |
Цинковое | Ц | 09 |
Окисное, наполненное хроматами | Ан.Окс.нхр | 10 |
Окисное из кислых растворов | Хим.пас | 11 |
Серебряное | Ср | 12 |
Никелевое | Н | 13 |
 Н.Х.б
Н.Х.бМаркировка болтов с шестигранной головкой и винтов с цилиндрической головкой и шестигранным углублением под ключ, шестигранных гаек
Болты с шестигранной головкой, винты с цилиндрической головкой и шестигранным углублением под ключ, шпильки и гайки шестигранные маркируют знаком класса прочности или условным обозначением группы материала и клеймом завода-изготовителя; изделия с левой резьбой знаком левой резьбы. Маркировке подлежат изделия с диаметром резьбы d≥6 мм. Условное обозначение крепежных изделий должно соответствовать ГОСТ 1759.0-87 (СТ СЭВ 4203-83).
Маркировке подлежат изделия с диаметром резьбы d≥6 мм. Условное обозначение крепежных изделий должно соответствовать ГОСТ 1759.0-87 (СТ СЭВ 4203-83).
Маркировка болтов, шпилек и гаек с левой резьбой
Схема условного обозначения болтов, винтов, шпилек и гаек
Примеры условных обозначений крепежных изделий
Винт — по ГОСТ 17473-80 класса точности А, исполнения 2, диаметром резьбы d=12 мм с мелким шагом резьбы, с полем допуска резьбы 6e, длиной l=60 мм, класса точности 5.8, из спокойной стали с цинковым покрытием толщиной 9 мкм, хроматированным
Винт А2М12×1,25-6e×60.58.С.019 ГОСТ 17473-80
Гайка — по ГОСТ 5916-70 исполнения 2, диаметром резьбы d=12 мм, с мелким шагом резьбы, с левой резьбой, с полем допуска 6Н, класса прочности 05, из стали марки 40Х, с инковым покрытием толщиной 6 мкм, хроматированным
Гайка 2М12×1,25-Л-6Н.05.40Х.016 ГОСТ 5916-70
Примечания:
- В условном обозначении не указывают: исполнение 1, крупный шаг резьбы, правую резьбы, отсутствие покрытия, а также параметры, однозначно определяемые стандартами на продукцию; класс точности В, если стандартом на конкретное крепежное изделие предусматривают два класса точности (А и В).

- Если применяется покрытие, не предусмотренное настоящим стандартом, его обозначение указывается по ГОСТ 9.306-85.
Соседние страницы
Изображение и обозначение резьб — презентация онлайн
1. ИЗОБРАЖЕНИЕ И ОБОЗНАЧЕНИЕ РЕЗЬБ
Резьбы и резьбовые соединения широкораспространены в технике.
К их достоинствам относятся
универсальность, надежность, удобство
сборки и разборки, простота изготовления.
Классификация резьб показана на рис-ке. Как
видно из схемы, резьбы классифицируются
по следующим признакам.
В зависимости от формы поверхности, на которой
нарезана резьба, они подразделяются на
цилиндрические и конические.
В зависимости от расположения резьбы на
поверхности стержня или отверстия они
подразделяются на наружные и внутренние.
В зависимости от формы профиля различают
резьбы треугольного, прямоугольного,
трапецеидального, круглого и других профилей.
По эксплуатационному назначению резьбы
делятся на общего назначения и специальные.

В свою очередь, резьбы общего назначения
делятся на крепежные (метрические,
дюймовые), крепежно-уплотнительные
(трубные, конические) и ходовые
(трапецеидальные, упорные).
В зависимости от направления
винтовой поверхности
различают
правые и левые резьбы.
• По числу заходов они подразделяются на
одно- и многозаходные (двух-,
трехзаходные и т.д.).
Кроме того, все резьбы разделяют на две группы:
• стандартизованные – резьбы с установленными стандартами
параметрами: профилем, шагом и диаметром;
• нестандартизованные – резьбы, параметры которых не
соответствуют стандартизованным, например прямоугольная
резьба.
Основные элементы и параметры резьбы имеют следующие
определения по ГОСТ 11708-82 и приведены ниже.
Левая резьба — образована контуром, вращающимся против часовой стрелки и перемещающимся вдоль оси в направлеции от
наблюдателя
Правая резьба — образована контуром, вращающимся по часовой
стрелке и перемещающимся вдоль оси в направлении от
наблюдателя
Профиль резьбы – контур сечения резьбы в
плоскости, проходящей через ее ось.

Угол профиля а – угол между
боковыми сторонами профиля. Высота профиля
(H) — радиально измеренная высота основного
расчетного теоретического профиля
(высота исходного треугольного профиля),
общего для резьбы на стержне и
в отверстии.
8. Шаг резьбы Р – расстояние между соседними одноименными боковыми сторонами профиля в направлении, параллельном оси резьбы .
Ход резьбы Ph – расстояниемежду ближайшими
.
одноименными
боковыми сторонами
профиля, принадлежащими
одной и той же винтовой
поверхности, в направлении,
параллельном оси резьбы
Резьбу с мелким шагом
обозначают, например,
М10х1,25 или М14х1,5.
Где М10 или М14
обозначает диаметр
крепежного изделия, а
1,25 или 1,5 — шаг
резьбы.
Крепежное изделие, где
обозначен только
диаметр, то шаг резьбы у
этого изделия основной.
Обычно мелкий шаг
резьбы применяется в
резьбовых соединениях,
работающих в условиях
вибрации, переменных
нагрузок и толчков.

Виток резьбы — часть
резьбы, образованной при
одном повороте профиля
вокруг оси вращения.
Рабочая высота профиля (h)
— наибольшая высота
соприкосновения сторон
профиля резьбовой пары,
измеренная радиально.
Длина свинчивания (L) —
длина участка взаимного
перекрытия наружной и
внутренней резьбы в
осевом направлении.
Проточка — участок
поверхности детали,
предназначенный для
устранения недореза
резьбы за счет уменьшения
диаметра стержня для
наружной резьбы и
увеличения диаметра
отверстия для внутренней
резьбы, обеспечивающий
выход резьбообразующего
инструмента.
ФА́СКА — поверхность,
образованная скосом торцевой
кромки материал. Используется в
технологических, технических, а
также в декоративных и
эргономических целях.
Сбег резьбы — участок
неполного профиля в зоне
перехода резьбы в гладкую
часть детали.
Недовод резьбы —
величина ненарезанной
части поверхности детали
между концом сбега и
опорной поверхностью
детали (при переходе с
одного диаметра на другой).
Недорез резьбы — участок
поверхности детали,
включающий сбег резьбы и
недовод.
Наружный диаметр резьб— диаметр воображаемого
цилиндра, описанного вокруг вершин наружной резьбы или
впадин внутренней резьбы.
Внутренний диаметр резьбы — диаметр воображаемого
цилиндра, вписанного во впадины наружной резьбы или в
вершины внутренней резьбы.
Средний диаметр резьбы —
диаметр воображаемого
соосного с резьбой цилиндра,
который пересекает витки
резьбы таким образом, что
ширина выступа резьбы и
ширина владины (канавки)
оказываются равными.
15. Резьба метрическая
Профиль резьбы установлен ГОСТ 9150-81 и представляет собой треугольник суглом при вершине 60о.
Это основной вид крепежной резьбы. Предназначен для соединения деталей
непосредственно друг с другом или с помощью стандартных изделий, имеющих
метрическую резьбу, – болтов, винтов, шпилек, гаек.
Основные ее элементы и параметры задаются в миллиметрах (ГОСТ 24705-81).

Согласно ГОСТ 8724-81 метрические резьбы выполняются с крупным и мелким
шагом на поверхностях диаметром от 1 до 68 мм, свыше 68 мм резьба имеет
только мелкий шаг, причем мелкий шаг резьбы может быть разным для одного и
того же диаметра, а крупный имеет только одно значение. Крупный шаг в
условном обозначении резьбы не указывается. Так, для резьбы диаметром 10 мм
крупный шаг резьбы равен 1,5 мм, мелкий — 1,25; 1; 0,75; 0,5 мм.
Примеры условного обозначения:
М18-6g резьба метрическая наружная, номинальный диаметр 18 мм, шаг
крупный, поле допуска резьбы 6g;
М18х0,5-6g то же, шаг мелкий Р=0,5;
М18LH-6g то же, но левая;
М18-6Н резьба метрическая внутренняя, номинальный диаметр 18 мм, шаг
крупный, поле допуска резьбы 6Н.
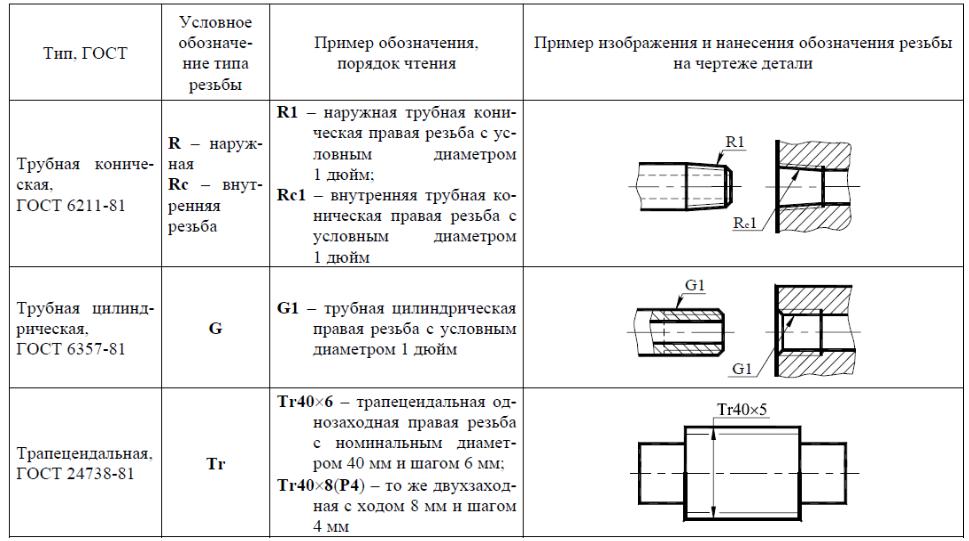
Обозначение и размеры трубной резьбы
В настоящей статье я хочу не только привести сухие факты, о размерах дюймовой трубной резьбы с ссылками на стандарты и ГОСТы, но довести до читателя интерсный факт об особенностях обозначения последней.
Так, кто уже сталкивался с трубными резьбами не раз удивлялся несоответсвию наружного диаметра резьбы и ее обозначению. К примеру резьба 1/2 дюйма имеет наружный диаметр 20,95 мм, хотя по логике с метрическими резьбами должна быть 12,7 мм. Все дело в том, что в дюймовой резьбе фактически указывают проходное отверстие трубы, а не наружный диаметр резьбы. При этом, добавляя к размеру отверстия стенки трубы мы и получаем завышенный наружный диаметр к которому привыкли в обозначениях метрических резьб. Условно так называемый трубный дюйм составляет 33,249 мм, то есть 25,4 + 3,92+ 3,92 (где 25,4 проход, 3,92 — стенки трубы). Стенки трубы принимаются исходя из рабочего давления для резьбы. В зависимости от диаметра трубы также соответственно увеличиваются, так как труба с большим диаметром должна иметь более толстые стенки, чем труба с меньшим диматером на одно и то же рабочее давление.
Трубные резьбы делятся на следующие:
Резьба трубная цилиндрическая
— это дюймовая резьба основанная на резьбе BSW (British Standard Whitworth) и соответствует резьбе BSP (British standard pipe thread), имеет четыре значения шагов 28,19,14,11 ниток на дюйм.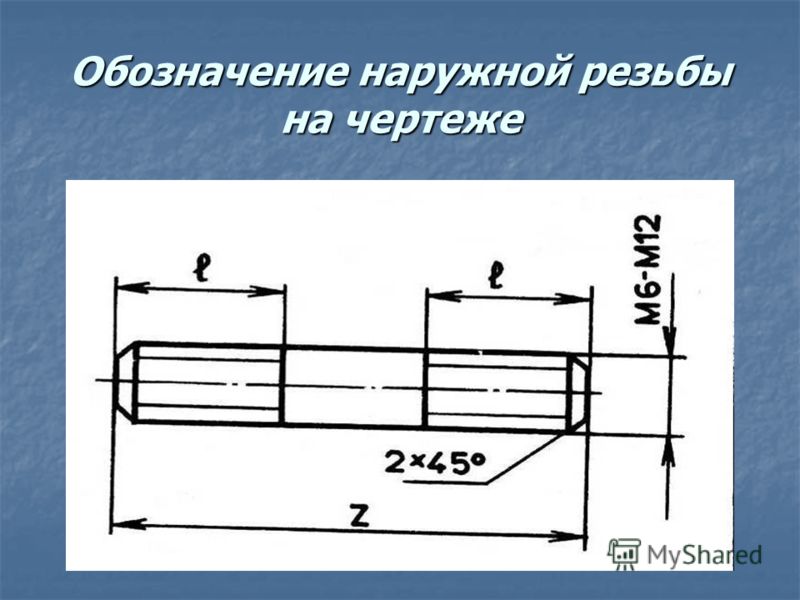 Нарезается на трубах до размера 6″, трубы свыше 6″ свариваются.
Нарезается на трубах до размера 6″, трубы свыше 6″ свариваются.
| Шаг резьбы Р, мм | Число ниток на дюйм |
| 0.907 | 28 |
| 1,337 | 19 |
|
1,814 |
14 |
|
2,309 |
11 |
Угол профиля при вершине 55°, теоретическая высота профиля Н=0,960491Р.
Стандарты:
ГОСТ 6357-81 — Основные нормы взаимозаменяемости.
Резьба трубная цилиндрическая. ISO R228, EN 10226, DIN 259, BS 2779, JIS B 0202.
Условное обозначение: буква G, числовое значение условного прохода трубы в дюймах (inch), класс точности среднего диаметра (А, В), и буквы LH для левой резьбы. Например, резьба с номинальным диаметром 1 1/4″, класс точности А — обозначается как G1 1/4-A. Еще раз намопним, что следует иметь в виду, что номинальный размер резьбы соответствует просвету трубы в дюймах. Наружный диаметр трубы находится в некоторой пропорции с этим размером и больше соответственно на толщину стенок трубы.
Наружный диаметр трубы находится в некоторой пропорции с этим размером и больше соответственно на толщину стенок трубы.
Обозначение размера резьбы трубной цилиндрической (G), шаги и номинальные значения наружного, среднего и внутреннего диаметров резьбы, мм
| Обозначение размера резьбы | Шаг Р | Диаметры резьбы | |||
|---|---|---|---|---|---|
| Ряд 1 | Ряд 2 | d=D | d2=D2 | d1=D1 | |
| 1/16″ | 0,907 | 7,723 | 7,142 | 6,561 | |
| 1/8″ | 9,728 | 9,147 | 8,566 | ||
| 1/4″ | 1,337 | 13,157 | 12,301 | 11,445 | |
| 3/8″ | 16,662 | 15,806 | 14,950 | ||
| 1/2″ | 1,814 | 20,955 | 19,793 | 18,631 | |
| 5/8″ | 22,911 | 21,749 | 20,587 | ||
| 3/4″ | 26,441 | 25,279 | 24,117 | ||
| 7/8″ | 30,201 | 29,0З9 | 27,877 | ||
| 1″ | 2,309 | 33,249 | 31,770 | 30,291 | |
| 1⅛» | 37,897 | 36,418 | 34,939 | ||
| 1¼» | 41,910 | 40,431 | 38,952 | ||
| 1⅜» | 44,323 | 42,844 | 41,365 | ||
| 1½» | 47,803 | 46,324 | 44,845 | ||
| 1¾» | 53,746 | 52,267 | 50,788 | ||
| 2″ | 59,614 | 58,135 | 56,656 | ||
| 2¼» | 65,710 | 64,231 | 62,762 | ||
| 2½» | 75,184 | 73,705 | 72,226 | ||
| 2¾» | 81,534 | 80,055 | 78,576 | ||
| 3″ | 87,884 | 86,405 | 84,926 | ||
| 3¼» | 93,980 | 92,501 | 91,022 | ||
| 3½» | 100,330 | 98,851 | 97,372 | ||
| 3¾» | 106,680 | 105,201 | 103,722 | ||
| 4″ | 113,030 | 111,551 | 110,072 | ||
| 4½» | 125,730 | 124,251 | 122,772 | ||
| 5″ | 138,430 | 136,951 | 135,472 | ||
| 5½» | 151,130 | 148,651 | 148,172 | ||
| 6″ | 163,830 | 162,351 | 160,872 | ||
Присоединительные штуцеры: основные характеристики — НПО «ЮМАС»
Присоединения манометрических приборов к технологическим линиям реализуется различными резьбовыми способами, наиболее распространенными, и безрезьбовыми, которые рассматриваются ниже.
Резьбовые соединения манометрических приборов – присоединительные штуцеры по виду уплотнения можно подразделить на сосковые, безсосковые, уплотнения по конусу.
Сосок (торцевой выступ) у присоединительного штуцера предназначен для предотвращения перекрытия уплотнительной прокладкой подводящего к прибору канала измеряемой среды. Такое перекрытие может иметь место при смещении уплотнительной прокладки в гнезде ее монтажа, дефектности изготовления как непосредственно прокладки, так и ее гнезда, недостаточного профессионального уровня монтажника.
При использовании в монтажном уплотнении манометрического прибора прокладок из материалов с определенной твердостью, например, из металлов, с размерами, не допускающими возможность их смещения в посадочных гнездах, и этим исключающим перекрытие канала измеряемой среды могут иметь место безсосковые виды присоединительных штуцеров.
Уплотнение «конус по конусу», «сфера по конусу» применяются в манометрических приборах сверхвысоких давлений.
Резьбы у присоединительных штуцеров манометрических приборов подразделяются на метрические и трубные, которые, в свою очередь, разделяются на цилиндрические и конусные.
Метрические цилиндрические резьбы /2-9/ были и во многом остаются стандартом присоединения манометрических приборов в отечественной промышленности. Маркируются буквой М.
Трубные (дюймовые) резьбы /2-10/ отличаются более высокой механической прочностью и преобладают в приборах, используемых в Европе. В основном это резьбы цилиндрические. Маркируются как G.
Трубные конические резьбы /2-11/, обладающие также высокой механической прочностью, не требуют применения уплотнительных прокладок. Присоединительные штуцеры с конусными резьбами из-за практичности получили широкое применение в Северной Америке, Англии.
Трубные конические резьбы в Европе базируются на английском стандарте British Standart (BS 21) и маркируются как R — для наружного исполнения и Rc — для внутреннего.
Линейные размеры конических резьб Англии и Америки в применении к манометрическим приборам (до 1/2″) различаются в пределах десятых и сотых долей миллиметра. Некоторые специалисты по металлообработке эти резьбы принимают идентичными.
Американский стандарт на трубные конические резьбы следующий: ANSI/ASME B1.20.1. Резьбы такого типа обозначаются как NPT.
Размеры присоединительных штуцеров показывающих манометрических приборов строго нормированы и должны соответствовать в нашей стране ГОСТ2405-88/2-5/ и ТУ на приборы, в европейских странах соответственно европейским нормам EN 837/2-12,2-13/.
На рис. 2.20 приведены различные варианты изготовления приcоединительного штуцера c метрическими резьбами – от М10х1 до М20х1,5 (см.табл.2.1) по ГОСТ 2405-88/14/. При этом резьба М10х1 традиционно применяется на штуцерах манометров с диаметром корпуса 40мм, М12х1,5 – на манометрах 50 и 63 мм, манометры 100, 160 и 250 мм в большинстве изготавливаются с М20х1,5. Резьбы М16 используются как специальные в преобладающем большинстве для высоких давлений.
Резьбы М16 используются как специальные в преобладающем большинстве для высоких давлений.
Рис. 2.20. Варианты изготовления присоединительного штуцера по ГОСТ 2405-88/2-5/:
а – сосковый; б – сосковый с дополнительной площадкой; в — широкоугольный; г – остроугольный с площадкой; д – остроугольный;
е – конусный
Наиболее широкое распространение получил сосковый присоединительный держатель (рис.2.20а). Наиболее прост в изготовлении, удовлетворяет основным требованиям монтажа. Проточка, изготавливаемая на торце штуцера, снижает требования к механическим усилиям по обеспечению герметичности уплотнения.
Сосковый держатель с дополнительной площадкой (рис.2.20б) предусматривает в ответной части строго лимитированное посадочное гнездо под уплотнительную прокладку, в которой исключается ее свободное перемещение.
Широкоугольный (рис.2.20в), остроугольный с площадкой (рис.2.20г), остроугольный (2.20д), конусный (2.20е) – виды присоединительного штуцера для уплотнения «конус по конусу» или «сфера по конусу» и изготавливаются у приборов, как правило, работающих при высоких и сверхвысоких (свыше 100 МПа) давлениях.
Европейские нормы EN 837-1 и EN 837-3/2-12,2-13/, по сравнению с немецким стандартом DIN 16 288, действовавшим до принятия этих норм, кроме цилиндрических допускают изготавливать штуцеры с коническими резьбами (табл.2.2). Класс допуска на изготовление трубных резьб также снижен, по сравнению с немецким стандартом, с категории А до В.
Резьбы присоединительного штуцера
согласно европейским нормам
EN 837-1 и EN 837-3/2-12,2-13/
Таблица 2. 2
2
Трубная (дюймовая) резьба | Коническая резьба |
G1/8A(В) | 1/8-27 NPT EXT |
G1/4A(В) | 1/4-18 NPT EXT |
G1/2 A(В) | 1/2-14 NPT EXT |
Трубная резьба G3/8 допускается к применению в исключительных случаях.
Цилиндрические резьбы, приведенные в табл.2.2, изготавливаются по стандарту ISO 228-1, а конические – по ANSI/ASME B1.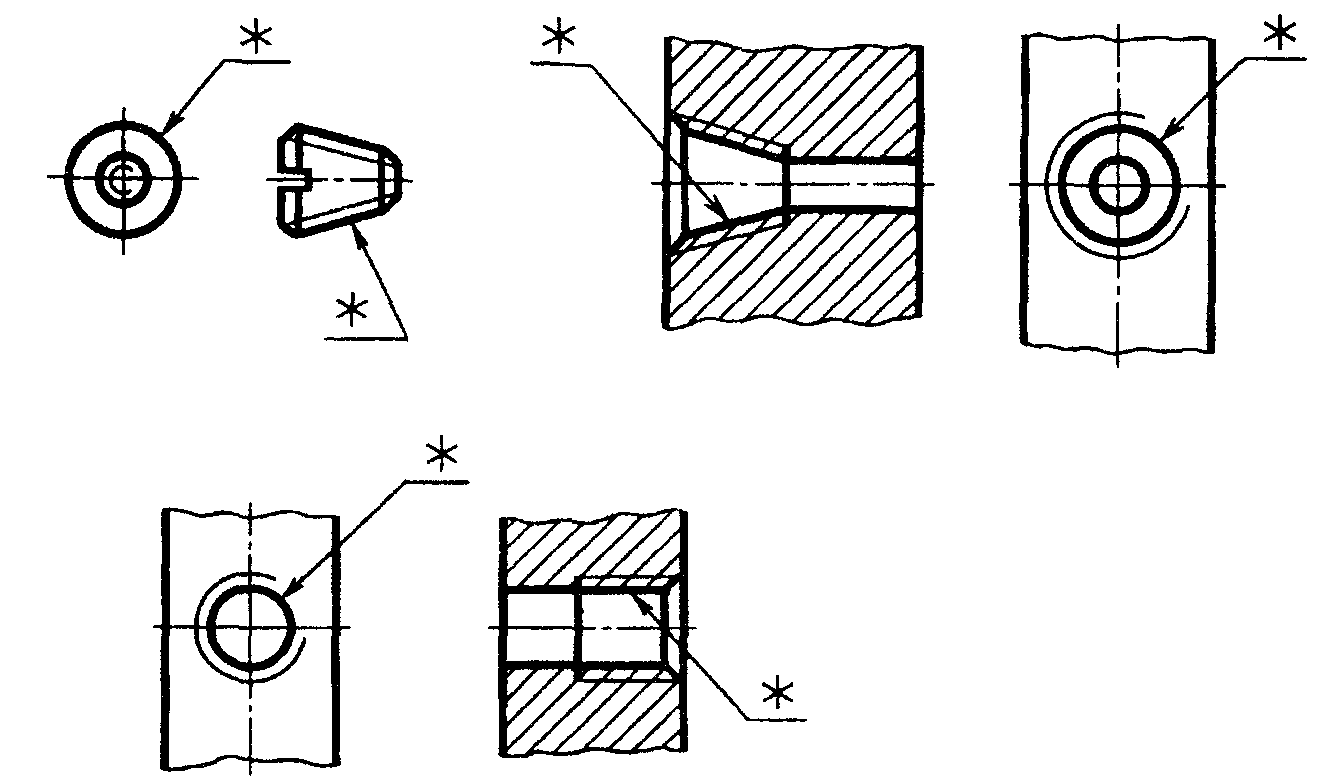 20.1.
20.1.
Литеры А или В в обозначении трубной цилиндрической резьбы соответствуют классу точности ее изготовления.
В обозначении конической резьбы вторым блоком указывается число ниток этой резьбы на дюйм.
Метрические резьбы в европейских нормах не предусмотрены и отнесены к другим видам, допустимым в особых случаях.
На рис.2.21 показаны варианты изготовления присоединительного штуцера показывающих манометров, регламентированные европейскими нормами EN 837(2-12…2-14).
Сосковый с дополнительной площадкой вариант изготовления штуцера (рис.2.21а) наиболее широко используется зарубежными изготовителями. Размеры, в зависимости от присоединительной резьбы, приведены в табл.2.3.
Размеры для штуцеров сосковых с дополнительной площадкой с трубной резьбой по EN 837-1 и EN 837-3 /2-12,2-13/
Таблица 2. 3
3
Присоеди-нительная резьба, d1 |
d2 |
d3 |
d4 min |
l2 |
f | W Min | ||
G1/8 B | 4 | 8 | 8 | 10 | 2 | 2 | 1,6 | 8 |
G1/4 B | 5 | 9,5 | 9,5 | 13 | 2 | 2 | 2 | 10 |
G3/8 B | 5,5 | 13 | 13 | 16 | 3 | 3 | 2 | 13 |
G1/2 B | 6 | 17,5 | 17,5 | 20 | 3 | 3 | 3 | 17 |
При изготовлении держателя из нержавеющей стали допускается увеличение резьбового сгона f на 50%.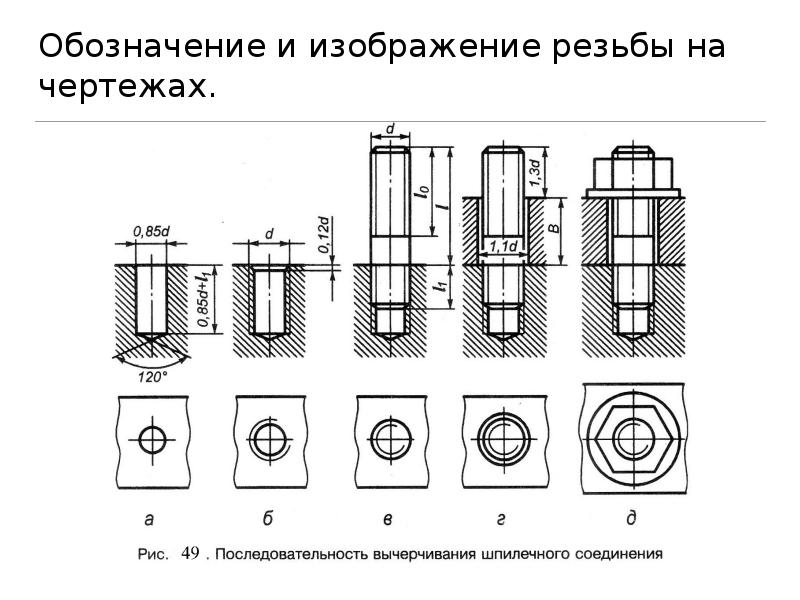
Рис. 2.21. Варианты изготовления присоединительного штуцера по EN 837-1 и EN 837-3/2-12,2-13/:
а – сосковый с дополнительной площадкой; б – специальный;
в — конический
Для высоких давлений европейские нормы рекомендуют применять штуцеры специальные, показанные на рис.2.21б. Размеры для такого соединения приведены в таблице 2.4.
Размеры (мм) для штуцеров специальных
на высокое давление по EN 837-1/2-12/
Таблица 2.4
Присоед. резьба, D1 | d3 | d4 |
| |||
G ½ B | 7,14 | 15 | 17,5 | 19 | 25 | 22 |
Особое внимание заслуживают штуцеры с конической резьбой (рис.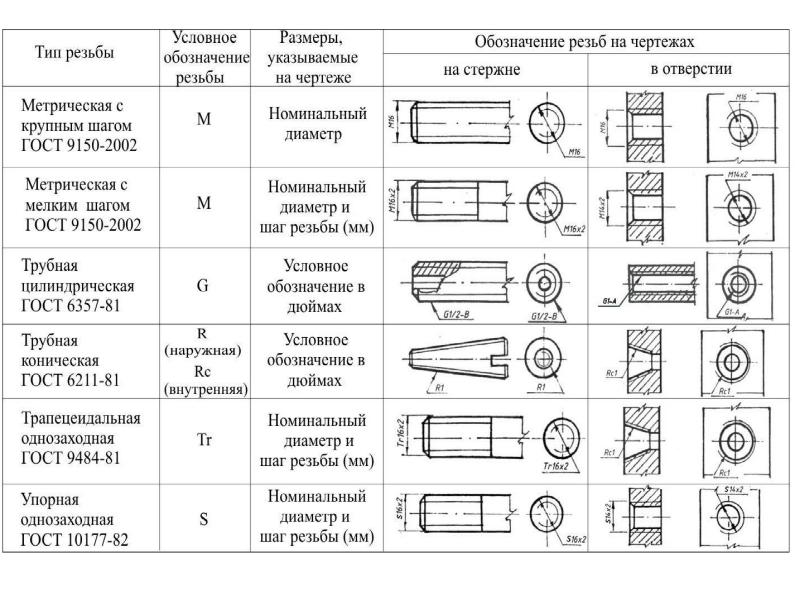 2.21в). Приборы с такими присоединительными резьбами получили широкое применение в сантехнике. Размеры для таких соединений приведены в таб.2.5.
2.21в). Приборы с такими присоединительными резьбами получили широкое применение в сантехнике. Размеры для таких соединений приведены в таб.2.5.
Размеры (мм) для штуцеров с конической резьбой
EN 837-1 /2-12/
Таблица 2.5
Присоеденит. резьба, d1 | l1 min | W min |
1/8-27 NPT EXT | 10 | 8 |
¼-18 NPT EXT | 13 | 10 |
½-14 NPT EXT | 18 | 17 |
Уплотнение в таких соединениях обеспечивается по резьбе без дополнительных прокладок.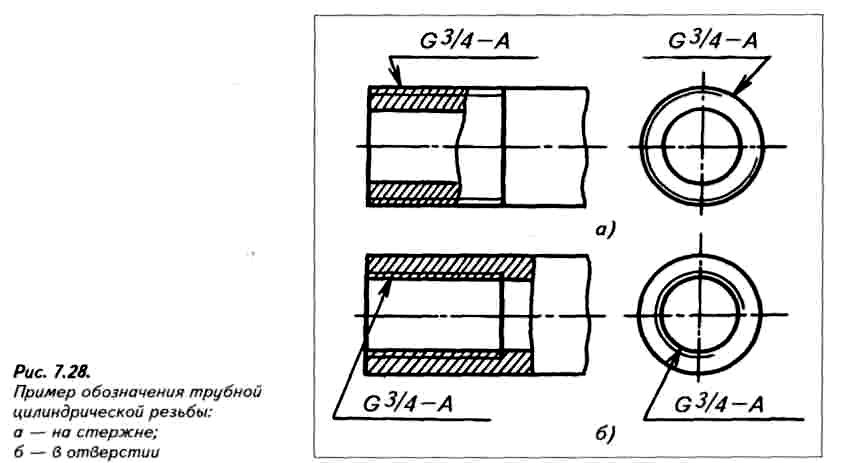 Европейские нормы /2-14/ рекомендуют для обеспечения герметичности дополнительно использовать специальную ленту или герметик.
Европейские нормы /2-14/ рекомендуют для обеспечения герметичности дополнительно использовать специальную ленту или герметик.
Разновидностью конусного присоединительного штуцера (рис.2.20е) являются штуцеры манометров для гидравлических присоединений и для холодильных систем (рис.2.22).
Рис.2.22. Штуцер манометра для гидравлических присоединений (f=74o) и для холодильных систем (f=90o)
Такие присоединительные штуцеры приняты в качестве стандарта (SEA J 513, SEA J 514) в некоторых зарубежных странах.
На рис.2.23 показан вариант присоединительного штуцера для высоких и сверхвысоких давлений. Его особенностью является разгрузочное отверстие в боковой образующей. Оно служит для отвода среды и контроля герметичности применяемых прокладок.
а) | б) |
Рис. 2.23. Схема (а) и вид (б) присоединительного штуцера
2.23. Схема (а) и вид (б) присоединительного штуцера
с разгрузкой резьбы для манометров высокого давления
К безрезьбовым способам присоединения манометрических приборов относится так называемое штековое. Такое присоединение применяется в условиях, когда повышенная агрессивность или загрязненность окружающей среды затрудняет использование резьбовых соединений, как это, например, имеет место в условиях горных или шахтных выработок и др.
Вид присоединительного штуцера безрезьбового соединения в виде штека и его размеры показаны на рис.2.24.
Рис.2.24. Вид штекового присоединительного штуцера
Разновидностью штекового присоединительного штуцера является соединение под названием HOK’s (рис.2.25), которое может встречаться на американском оборудовании.
Рис.2.25. Вариант штекового присоединительного штуцера манометра (HOK’s).
Присоединительные штуцеры штекового вида могут изготавливаться на манометрах с давлением до 40 МПа.
В некоторых случаях манометрический прибор присоединяют к эластичному шлангу с помощью ребристого штуцера (рис.2.26).
Рис.2.26. Вид ребристого присоединительного штуцера манометра для соединения с эластичным шлангом.
На импортном технологическом оборудовании, а также при создании нестандартных узлов могут иметь место штуцеры манометрических приборов иных присоединительных конструкций. Для приобретения манометров таких конструкций проблема должна разрешаться в плоскости отношений потребитель — производитель.
Склад болтов — как обозначены размеры крепежа
Базовая идентификация
Ниже приведен пример полного описания крепежа. Это обозначение включает всю информацию, необходимую для идентификации застежки.
| Описание крепежа: | Крепежный винт | Кастрюля Phillips | Нержавеющая сталь 18-8 | 1/4 — 20 x 2 « | |
| Тип застежки | Голова | Материал | Размер |
Тип застежки
Тип застежки — это общий тип крепежа, такой как винты для дерева , болты с шестигранной головкой , крепежные винты , шестигранные гайки или болты с квадратным подголовком .
Голова
Типы головок содержат до двух частей:
Пример:| Филипс | Сковорода |
| Тип привода | Стиль головы |
Тип привода
Тип привода описывает тип инструмента, используемого для установки крепежа. Типичными примерами являются phillips , и квадрат .
Некоторые крепежные детали, такие как болты с квадратным подголовком , , не имеют привода, поэтому тип привода не указан.
В некоторых других случаях, например, с болтами с шестигранной головкой , тип головки и привода (шестигранник) определяется типом крепежа.
Тип головы
Стиль головы описывает форму головы. Типичными примерами являются: поддон , плоский , ферма и шестигранник .
Типичными примерами являются: поддон , плоский , ферма и шестигранник .
Некоторые типы крепежа, включая установочные винты , и некоторые анкеры , не имеют головки, и поэтому свойство головки не будет присутствовать.
Материал
Наиболее частые части описания материала:
| Пример: | Оцинковка | 8 класс | Сталь |
| Покрытие | Оценка | Материал |
Покрытие
Многие крепежные детали, особенно стальные, имеют гальваническое покрытие или покрытие для защиты от коррозии или в декоративных целях. Обычные покрытия включают цинкование , цинкование и хромирование .
Обычные покрытия включают цинкование , цинкование и хромирование .
Оценка
Некоторые материалы, например сталь, бывают разных сортов. Марка определяет точный набор механических свойств. Примеры обычных марок стали включают сорт 2 , сорт 8 и сорт 8,8 .
Материал
Это основной базовый материал.Наиболее распространенным материалом крепежа является сталь (включая нержавеющую сталь ), часто дополнительно указывающую марку (марка 8 и т. Д.). Тем не менее, используются многие другие материалы, в том числе латунь , бронза и нейлон .
Это свойство всегда будет присутствовать , даже если не указаны марка или покрытие. Таким образом, полное описание материала застежки может быть просто: латунь.
Другая информация
Иногда описание материала может содержать другую информацию. Примеры включают крепежные детали с окрашенными головками , цветные покрытия, такие как желтый цинк или полированные поверхности .
Примеры включают крепежные детали с окрашенными головками , цветные покрытия, такие как желтый цинк или полированные поверхности .
Более подробную информацию о материалах смотрите на нашей странице «Материалы».
Размер
Для большинства застежек размер состоит из двух или трех частей. Например:
| Пример: | 1/4 « | –20 | x 3 дюйма |
| Диаметр | Резьба количество | Длина |
Диаметр
Диаметр обычно измеряется снаружи резьбы. Для крепежных изделий США это измеряется в дюймах (за исключением малых диаметров, где диаметры пронумерованы), а для метрических крепежных элементов — в миллиметрах (сокращенно мм или с префиксом M).
Для крепежных изделий США это измеряется в дюймах (за исключением малых диаметров, где диаметры пронумерованы), а для метрических крепежных элементов — в миллиметрах (сокращенно мм или с префиксом M).
Для получения дополнительной информации о том, как измерить диаметр определенных типов крепежа, см. Нашу страницу «Измерение диаметра крепежа».
Число ниток / шаг
Только крепежные детали с машинной резьбой (гайки и винты / болты, которые могут принять гайку) указывают количество резьбы или шаг резьбы.
Крепежные деталиСША определяют витков на дюйм (TPI), обычно называемое количество витков резьбы , поэтому 20 соответствует 20 виткам на дюйм. Вместо этого метрические крепежные детали указывают шаг резьбы , который представляет собой расстояние между резьбами. Следовательно, с шагом 1,5 будет 1,5 миллиметра между каждой резьбой.
Для получения дополнительной информации см. Нашу страницу «Шаг резьбы и количество ниток».
Нашу страницу «Шаг резьбы и количество ниток».
Длина
Длина застежки обычно измеряется от предполагаемой поверхности материала при установке застежки до конца застежки.Крепежные детали в США измеряются в дюймах, а метрические крепежи — в миллиметрах (мм). Для получения дополнительной информации о том, как измерить определенные типы крепежа, см. Нашу страницу Измерение длины крепежа.
Порядок и условные обозначения
Диаметр, число / шаг резьбы и длина всегда следует указывать в этом порядке. Кроме того, для крепежа США и метрической системы используются несколько иные обозначения.
В крепежных изделиях США тире следует использовать для разделения диаметра и количества резьбы (если есть количество резьбы), а символ x используется для отделения их от длины.Двойная кавычка («) может присутствовать, а может и не присутствовать, чтобы указать, что размер измеряется в дюймах.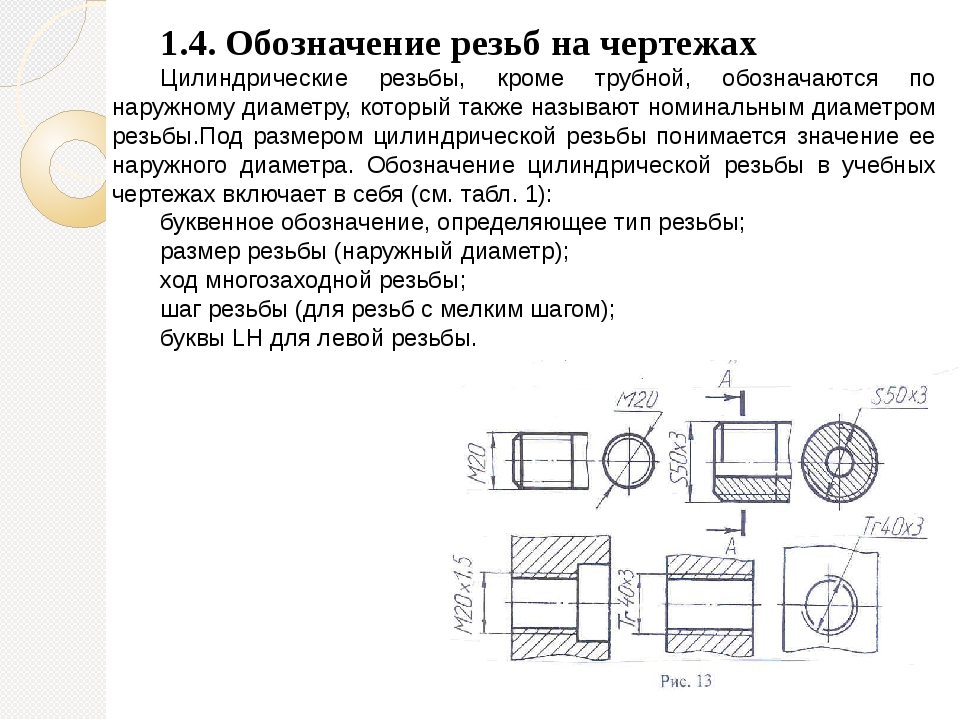 Знак числа (#) указывает числовой диаметр, используемый с меньшими винтами. Следует избегать опускания знака числа для этих размеров, поскольку это может легко привести путаница между американскими и метрическими размерами.
Знак числа (#) указывает числовой диаметр, используемый с меньшими винтами. Следует избегать опускания знака числа для этих размеров, поскольку это может легко привести путаница между американскими и метрическими размерами.
В метрических застежках x используется для разделения каждой части размера. Каждая часть (включая шаг резьбы) измеряется в миллиметрах, поэтому за каждой может следовать аббревиатура мм.Часто это не относится к шагу резьбы. Иногда его также не используют в других частях размера. Этого следует избегать, так как это может привести к путанице с американскими размерами застежек. Чтобы сократить метрические размеры, многие люди используют заглавную букву M перед диаметром, а затем оставляют единицы измерения в других частях размера. Этот метод приводит к уменьшению размера, который все еще явно является метрическим размером.
Примеры:
США Машинная резьба Немашинная резьба США | Метрическая машинная резьба Метрическая немашинная резьба Альтернатива в метрической системе |
 0 x 30 мм
0 x 30 ммДругая недвижимость
Некоторые застежки обладают дополнительными особыми свойствами.Некоторыми примерами являются специальные типы острия ( нарезание резьбы , пробивающее , острие упора ), встроенные шайбы ( неопреновые уплотнительные шайбы , фиксированные стопорные шайбы ), специальные системы фиксации резьбы (нейлоновая нашивка , pre -примененный резьбовой фиксатор r), и винты вентилируемые . Эти свойства включены в остальную идентификацию.
Гайки и шайбы
Гайки и шайбы не обладают многими свойствами других крепежных изделий.
Размеры гаек и шайб совпадают с диаметром крепежа, с которым они предназначены. Таким образом, шайба 1/4 дюйма подходит для болта / винта 1/4 дюйма.
Пример шайбы описание:
| Пример: | Шайба плоская | Нержавеющая сталь | 1/4 « |
| Тип | Материал | Размер |
Пример гайки Описание:
| Пример: | Гайка шестигранная | Нержавеющая сталь | 1/4 дюйма — 20 |
| Тип | Материал | Размер |
Типы, материалы и размеры указаны выше с отмеченными исключениями.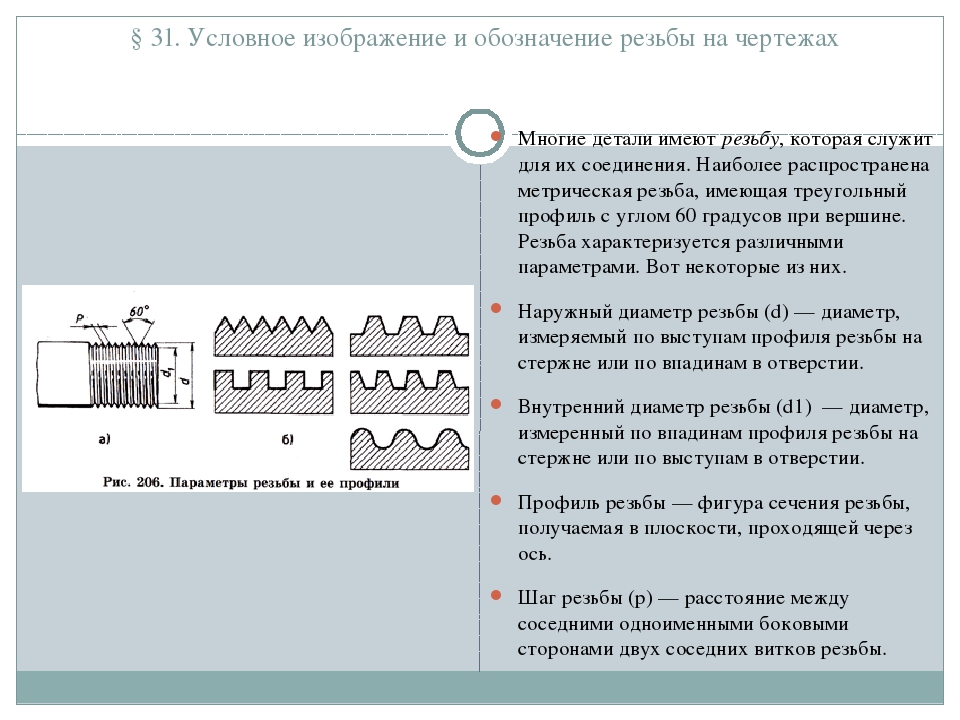
Порядок собственности
В то время как Bolt Depot использует порядок, указанный в верхней части этой страницы, другие поставщики могут использовать другой порядок для деталей, составляющих описание.
Пример:
Вместо
Тип Тип головки Материал Размер
Вы могли увидеть
Тип материала Размер Тип головки
или
Размер Материал Тип головки Тип
В других случаях эти различные элементы могут быть разделены на этикетке или листе заказа.Пока присутствуют все элементы, застежку можно легко идентифицировать.
Сокращения
Поскольку описания крепежа могут быть довольно длинными, часто используются сокращения.
Примеры:
WS = шуруп по дереву
MS = крепежный винт
Фил = Филлипс
S / S = нержавеющая сталь
G8 = сталь 8 класса
Таким образом, вы можете увидеть что-то вроде этого:
Пример: WS Phil. Плоский S / S # 12 x 2
Плоский S / S # 12 x 2
Несмотря на то, что он сильно укорачивается, он содержит полную спецификацию крепежа.
Многие распространенные сокращения можно найти на нашей странице сокращений для крепежных изделий.
Примечание. Помимо сокращений, многие люди не учитывают в описании крепежа те части, которые, по их мнению, будут либо «стандартными», либо не важны для них. Например, можно не указывать плотность резьбы, потому что им просто нужна «стандартная» (грубая) резьба, или не указывать марку материала.Всегда лучше попытаться получить эту информацию до совершения покупки, чтобы избежать ошибок.
Shop Talk
Каждый, кто работает с крепежом, со временем начинает использовать свои сокращения и терминологию. Кричать «Принеси мне несколько анкеров для перил» намного проще, чем «Возьми мне анкеры из нержавеющей стали размером три восьмых шестнадцать на четыре дюйма». Часто этот «магазинный разговор» передается людям, которые никогда не знали другого названия застежки, и иногда даже становится отраслевым или региональным сленгом.
Для тех случаев, когда вы не можете идентифицировать застежку по имени, мы создали Таблицу типов застежек для печати. Эта таблица типов, а также иллюстрации в нашем каталоге разработаны, чтобы помочь вам определить, что вам нужно, вплоть до определенного размера.
Для помощи в поиске застежки, пожалуйста, свяжитесь с нашим отделом обслуживания клиентов по телефону 866-337-9888
»Таблица шагов резьбы
Обозначения крышки серии резьбы комбинаций диаметра / шага, которые измеряются числом витков резьбы на дюйм (TPI), применяемым к одному диаметру.
Серия с крупной резьбой (UNC / UNRC) — наиболее распространенное обозначение для болтов и гаек общего назначения. Грубая резьба полезна, потому что она менее склонна к перекрещиванию резьбы, более устойчива к неблагоприятным условиям и облегчает быструю сборку.
Серия с мелкой резьбой (UNF / UNRF) обычно используется в точных приложениях. Из-за больших площадей растягивающих напряжений они обладают высокой прочностью на растяжение. Однако для применения с мелкой резьбой требуется более длительное зацепление, чем для резьбы с крупной последовательной резьбой, чтобы предотвратить снятие изоляции.
Из-за больших площадей растягивающих напряжений они обладают высокой прочностью на растяжение. Однако для применения с мелкой резьбой требуется более длительное зацепление, чем для резьбы с крупной последовательной резьбой, чтобы предотвратить снятие изоляции.
8 — Серия резьбы (8UN) — это указанный метод формирования резьбы для нескольких стандартов ASTM, включая A193 B7, A193 B8 / B8M и A320. Эта серия используется для диаметров от одного дюйма и выше.
| Крупная резьба — UNC | Серия с мелкой резьбой — UNF | 8-резьбовая серия — 8UN | |||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|
| Номинальный размер и резьба на дюйм | Диаметр основного шага. | Раздел на малом диаметре. | Зона растягивающего напряжения | Номинальный размер и резьба на дюйм. | Диаметр основного шага. | Раздел на малом диаметре. | Зона растягивающего напряжения | Номинальный размер и резьба на дюйм. | Диаметр основного шага. | Раздел на малом диаметре. | Зона растягивающего напряжения |
| дюйма | кв. Дюйм | кв. Дюйм | дюйма | кв. | кв. Дюйм | дюйма | кв. Дюйм | кв. Дюйм | |||
| 3 ⁄ 8 — 16 | 0,3344 | 0,0678 | 0,0775 | 3 ⁄ 8 -24 | 0,3479 | 0,0809 | 0,0878 | — — | – | – | – |
| 7 ⁄ 16 — 14 | 0.3911 | 0,0933 | 0,1063 | 7 ⁄ 16 -20 | 0,4050 | 0,1090 | 0,1187 | — — | – | – | – |
| 1 ⁄ 2 -13 | 0,4500 | 0,1257 | 0,1419 | 1 ⁄ 2 -20 | 0. 4675 4675 | 0,1486 | 0,1599 | — — | – | – | – |
| 9 ⁄ 16 — 12 | 0,5084 | 0,162 | 0,182 | 9 ⁄ 16 — 18 | 0,5264 | 0,189 | 0,203 | — — | – | – | – |
| 5 / 8 -11 | 0.5660 | 0,202 | 0,226 | 5 ⁄ 8 — 18 | 0,5889 | 0,240 | 0,256 | — — | – | – | – |
| 3 ⁄ 4 — 10 | 0,6850 | 0,302 | 0,334 | 3 ⁄ 4 -16 | 0.7094 | 0,351 | 0,373 | — — | – | – | – |
| 7 ⁄ 8 — 9 | 0,8028 | 0,419 | 0,462 | 7 ⁄ 8 -14 | 0,8286 | 0,480 | 0,509 | — — | – | – | – |
| 1–8 | 0. 9188 9188 | 0,551 | 0.606 | 1–12 | 0,9459 | 0,625 | 0,663 | 1–8 | 0,9188 | 0,551 | 0.606 |
| 1 1 ⁄ 8 — 7 | 1.0322 | 0,693 | 0,763 | 1 1 ⁄ 8 — 12 | 1.0709 | 0.812 | 0,856 | 1 1 ⁄ 8 — 8 | 1.0438 | 0,728 | 0,790 |
| 1 1 ⁄ 4 -7 | 1,1572 | 0,890 | 0,969 | 1 1 ⁄ 4 — 12 | 1,1959 | 1.024 | 1,073 | 1 1 ⁄ 4 — 8 | 1.1688 | 0,929 | 1.000 |
| 1 3 ⁄ 8 — 6 | 1,2667 | 1.054 | 1,155 | 1 3 ⁄ 8 — 12 | 1,3209 | 1,260 | 1,315 | 1 3 ⁄ 8 — 8 | 1,2938 | 1,155 | 1,233 |
| 1 1 ⁄ 2 — 6 | 1.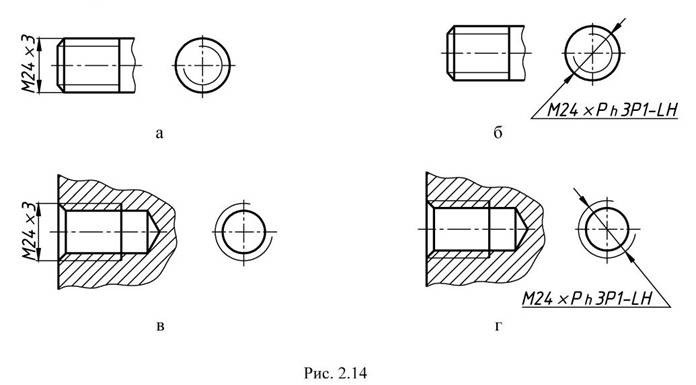 3917 3917 | 1,294 | 1.405 | 1 1 ⁄ 2 — 12 | 1,4459 | 1,521 | 1,581 | 1 1 ⁄ 2 — 8 | 1,4188 | 1.405 | 1.492 |
| — — | – | – | – | — — | – | – | – | 1 5 ⁄ 8 — 8 | 1.5438 | 1,68 | 1,78 |
| 1 3 ⁄ 4 — 5 | 1,6201 | 1,74 | 1,90 | — — | – | – | – | 1 3 ⁄ 4 — 8 | 1,6688 | 1,98 | 2,08 |
| — — | – | – | – | — — | – | – | – | 1 7 ⁄ 8 — 8 | 1.7938 | 2,30 | 2,41 |
| 2-4 1 ⁄ 2 | 1,8557 | 2,30 | 2,50 | — — | – | – | – | 2–8 | 1,9188 | 2,65 | 2,77 |
| 2 1 ⁄ 4 — 4 1 ⁄ 2 | 2.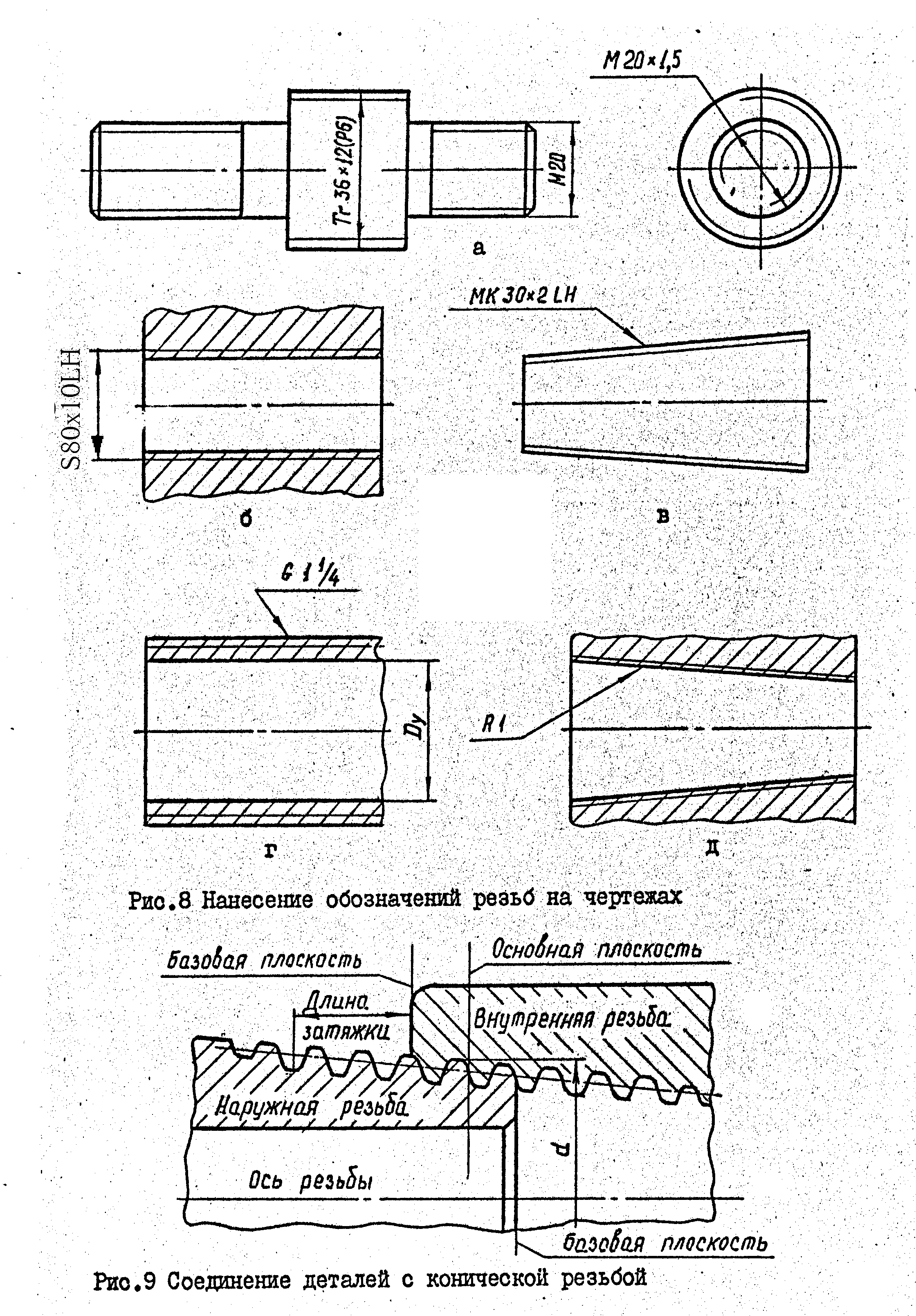 1057 1057 | 3,02 | 3,25 | — — | – | – | – | 2 1 ⁄ 4 — 8 | 2,1688 | 3,42 | 3,56 |
| 2 1 ⁄ 2 — 4 | 2,3376 | 3,72 | 4,00 | — — | – | – | – | 2 1 ⁄ 2 — 8 | 2.4188 | 4,29 | 4,44 |
| 2 3 ⁄ 4 — 4 | 2,5876 | 4,62 | 4,93 | — — | – | – | – | 2 3 ⁄ 4 — 8 | 2,6688 | 5,26 | 5,43 |
| 3–4 | 2,8376 | 5.62 | 5,97 | — — | – | – | – | 3–8 | 2,9188 | 6,32 | 6,51 |
| 3 1 ⁄ 4 — 4 | 3,0876 | 6,72 | 7,10 | — — | – | – | – | 3 1 ⁄ 4 — 8 | 3.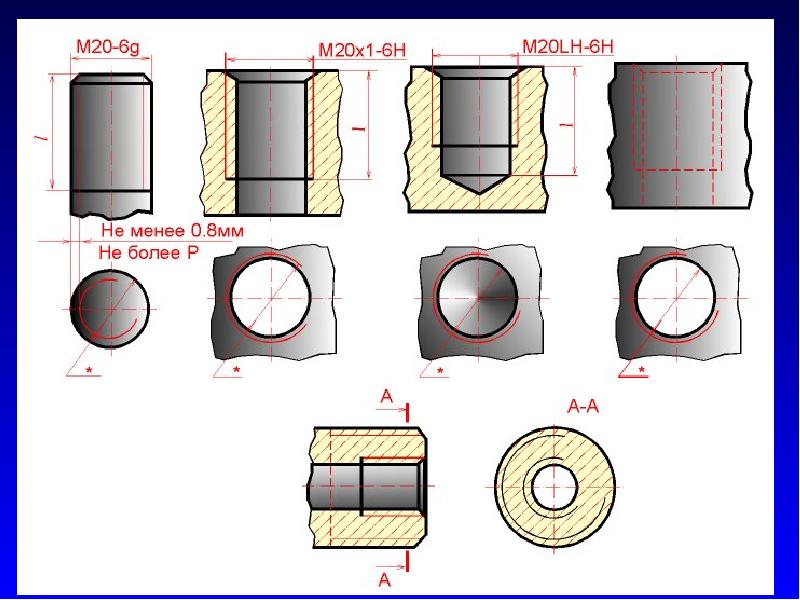 1688 1688 | 7,49 | 7,69 |
| 3 1 ⁄ 2 — 4 | 3,3376 | 7,92 | 8,33 | — — | – | – | – | 3 1 ⁄ 2 — 8 | 3,4188 | 8,75 | 8,96 |
| 3 3 ⁄ 4 — 4 | 3.5876 | 9,21 | 9,66 | — — | – | – | – | 3 3 ⁄ 4 — 8 | 3,6688 | 10,11 | 10,34 |
| 4–4 | 3.8376 | 10,61 | 11,08 | — — | – | – | – | 4–8 | 3.9188 | 11,57 | 11,81 |
частей винта (подробная схема)
Вот классная диаграмма, показывающая все части винта, включая головку, привод, резьбу, шаг, большой диаметр, малый диаметр, вершину, угол резьбы, хвостовик и многое другое.
Существует не только множество типов винтов и головок винтов, но и множество различных частей винта.
Ознакомьтесь с нашей схемой выше, на которой четко обозначена каждая часть.
Кто знал, что в разработку и производство винта было вложено столько усилий.
Вот краткое описание каждой части.
Привод: Это прорезь, в которую вставляется наконечник отвертки. Ее также называют головкой винта. Таких вариантов много; соответственно, в вашем ящике с инструментами должно быть много наконечников для отверток.
Головка: Головка — это верхняя часть винта. Обычно он шире стержня и резьбы. Головы могут быть плоскими или куполообразными.Некоторые имеют небольшой диаметр по отношению к хвостовику, а другие очень широкие.
Длина резьбы: Длина резьбы может быть полной или частичной. Соответственно, бывают винты с полной и частичной резьбой.
Зачем использовать винт с частичной резьбой? Он прочнее в том смысле, что часть без резьбы прочнее и без слабых мест.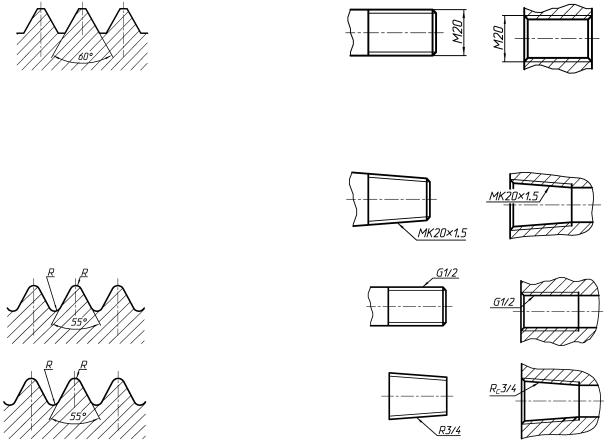 Когда вам нужно скрепить что-то вместе с максимальной прочностью, лучше всего использовать винт с частичной резьбой или болт.Об этом читайте здесь.
Когда вам нужно скрепить что-то вместе с максимальной прочностью, лучше всего использовать винт с частичной резьбой или болт.Об этом читайте здесь.
Точка: Точка, очевидно, заключается в том, где винт входит в любой материал, в который вы вставляете винт. Если острие нет (например, плоский наконечник), это болт, для которого требуется предварительно проделанное отверстие.
Резьба: Удивительно, но резьба состоит из множества компонентов и варьируется в зависимости от винта. Угол резьбы — это то, насколько круто она идет вниз.
Есть также расстояние между нитками, которое имеет значение. Это поле. Некоторые винты имеют небольшую резьбу, близкую друг к другу.Другие винты имеют большую резьбу, расположенную дальше друг от друга (например, анкеры для гипсокартона).
Толщина винта (малый и большой диаметр): Есть два измерения толщины винта. Есть малые и большие диаметры. Наибольший диаметр — это диаметр самой толстой части резьбы (то есть внешней части резьбы, также известной как гребень). Меньший диаметр — это толщина у основания винта (представьте, если бы резьба была зачищена, оставшийся вал был бы меньшим диаметром).
Меньший диаметр — это толщина у основания винта (представьте, если бы резьба была зачищена, оставшийся вал был бы меньшим диаметром).
Гребень: Гребень — это вершина и впадина резьбы.
Связанные с: Типы болтов | Типы гаек-наконечников | Типы строительных гвоздей
| Резьба — это гребень равномерного сечения в виде спирали на внутренней или внешней поверхности цилиндра (описание IFI), или его можно описать как наклонную плоскость, закрученную вокруг цилиндра. . | ||||||||||||
| Наружная резьба на болтах или винтах. | ||||||||||||
| Внутренняя резьба на гайках. | ||||||||||||
| Существует много форм резьбы, но на крепежных изделиях обычно используются два типа. | ||||||||||||
Резьба крепежных винтов — используется на болтах, установочных винтах, крепежных винтах и предназначена для сопряжения с предварительно сформированной резьбой в гайках или резьбовых отверстиях.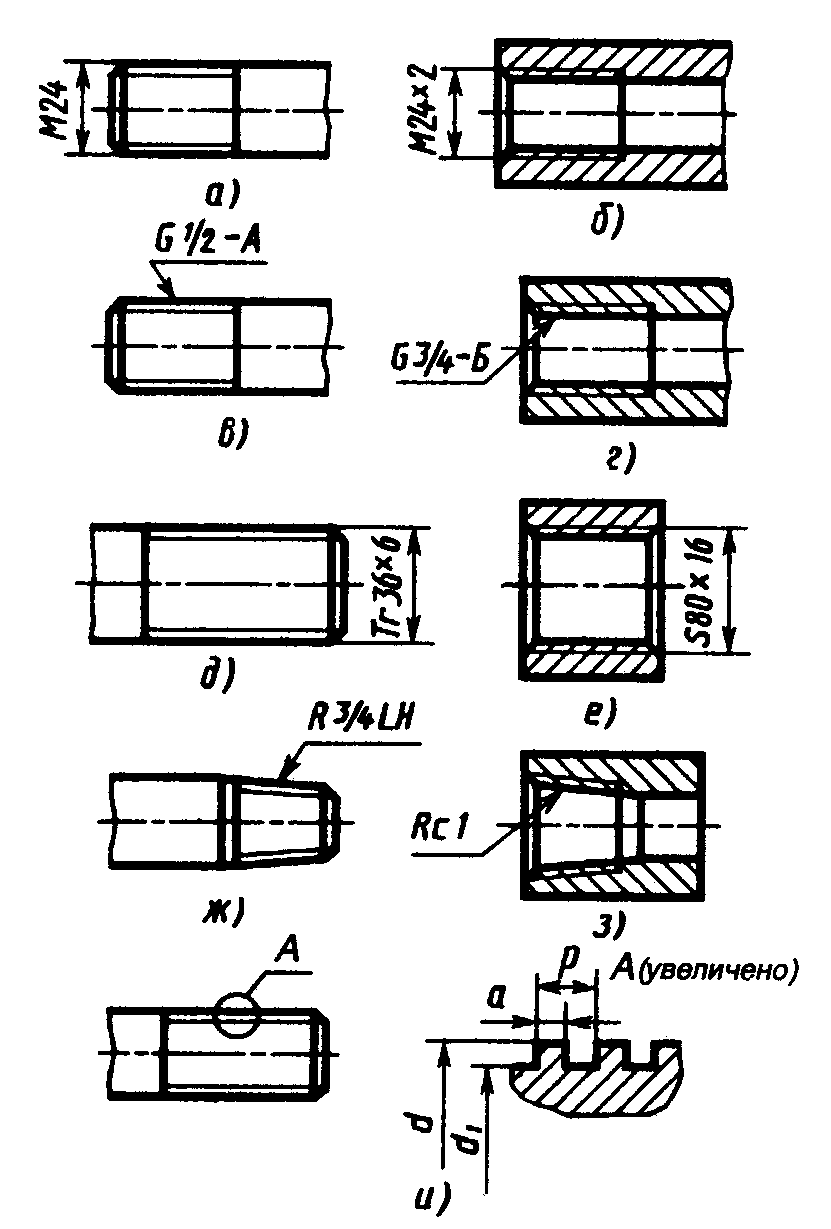 | ||||||||||||
| Исключения могут быть винтами для нарезания резьбы, такими как Taptite, или самонарезающими винтами, такими как резьбонарезные станки Teksor, такие как Type 23, которые образуют или нарезают собственную резьбу. | ||||||||||||
| Резьба с разнесением — используется на деревянных винтах, саморезах, каретных винтах и резьбонарезных станках Тип 25. Предназначен для формирования собственной резьбы, обычно в предварительно просверленном отверстии. | ||||||||||||
| Исключения могут быть саморезами, такими как острие иглы, или самосверлящими винтами, такими как Тип 17, которые создают собственное отверстие; у некоторых Тексмай также есть разнесенная резьба. | ||||||||||||
| ||||||||||||
Большой диаметр можно измерить с помощью простой линейки или щели, достаточно точно для определения номинального диаметра.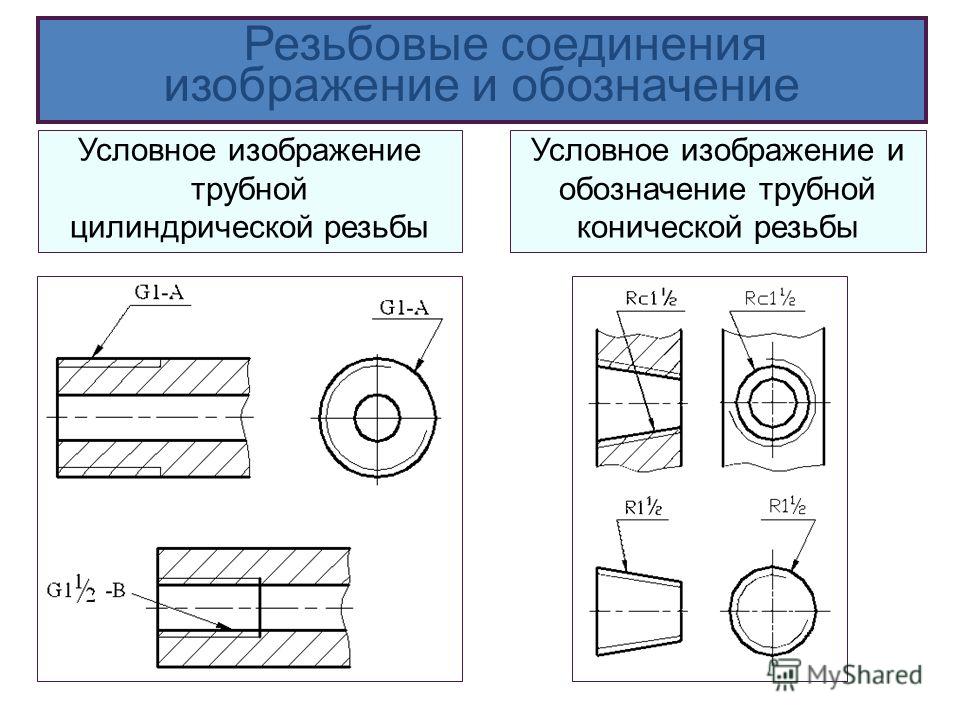 Болт или винт измеряется по гребням; гайка измеряется у корней резьбы. Болт или винт измеряется по гребням; гайка измеряется у корней резьбы. | ||||||||||||
| Эффективный диаметр, малый диаметр, угол наклона и шаг требуют специального измерительного оборудования для обеспечения технической точности. Однако простое измерение на вершинах резьбы будет достаточно точным для большинства практических целей при измерении шага и определении обозначения резьбы. | ||||||||||||
| Для дюймовой резьбы, UNC, UNF, BSW и BSF шаг выражается в количестве резьбы на дюйм, например: 1/4 –20 UNC, где 20 — это 20 ниток на дюйм или 20 TPI. | ||||||||||||
| Для метрической резьбы и резьбы BA шаг — это одна резьба, измеренная и выраженная в миллиметрах, например: M10 x 1,5, где 1,5 — 1,5 мм от одной точки на двух соседних резьбах. | ||||||||||||
| При заказе или упоминании этих резьб нет необходимости указывать шаг, потому что отсутствие шага резьбы указывает на ссылку на стандартную австралийскую спецификацию. | ||||||||||||
Указание шага может потребоваться при обращении к метрической мелкой резьбе, на которую не распространяются австралийские стандарты и где в разных странах возможны несколько различных шагов. Также при указании 1 «-14 TPI UNF, который является общепринятым международным стандартом по сравнению с австралийским стандартом, 1» — 12 TPI UNF. Также при указании 1 «-14 TPI UNF, который является общепринятым международным стандартом по сравнению с австралийским стандартом, 1» — 12 TPI UNF. | ||||||||||||
| 1 «- 14 TPI UNF также иногда упоминается как 1» — SAE, и хотя это описание не является абсолютно правильным, оно может помочь в распознавании. | ||||||||||||
| Обратите внимание, что в метрической и унифицированной системе гребни и корни теоретически должны быть плоскими; однако на практике для облегчения изготовления и подгонки они закруглены внутри максимального контура. | ||||||||||||
| Профиль резьбы Витворта имеет более волнообразную форму и представляет собой серию кривых радиуса вокруг делительной линии. | ||||||||||||
Потоки, которые доходят до вершины и корня, называются полными потоками; те, которые этого не делают, называются неполными потоками. | ||||||||||||
| Большинство форм резьбы крепежных винтов являются неполными. | ||||||||||||
| Резьба машинного винта симметрична — угол на обеих сторонах одинаковый — см. Рисунок. | ||||||||||||
| Углы боковых сторон для METRIC, UNC и UNF составляют 30 °, а общий угол резьбы 60 °. | ||||||||||||
| BSW и BSF составляют 27,5 °, общий угол резьбы 55 ° | ||||||||||||
Поскольку шаг некоторых резьб является общим для одних и тех же диаметров, их можно сопрягать, например: BSW и UNC все диаметры, кроме 1/2 (где UNC — 13 TPI, BSW — 12 TPI), могут стыковаться вместе.Однако, поскольку углы резьбы и профили различаются, «посадка» будет слабой, и механические требования к крепежу будут недостижимы. Следовательно, следует избегать смешивания резьбовых форм . Следовательно, следует избегать смешивания резьбовых форм . | ||||||||||||
| Эти винты имеют коническую трехлепестковую резьбу, катушка которой образует собственную сопрягаемую резьбу при ввинчивании в подготовленное отверстие.Благодаря плотному прилеганию резьбы винт устойчив к вибрации. Также его можно заменить обычным винтом. Подходит для стали, литья под давлением, алюминия. | ||||||||||||
| Которые имеют паз, фрезерованный вдоль острия хвостовика. Это нарежет резьбу в мягких металлах и твердых пластиках.Также используется для удаления краски с резьбы невыпадающих гаек на окрашенных панелях, например, в автомобилях. | ||||||||||||
Все изделия с резьбой, болты или винты имеют общие технические термины, относящиеся к резьбе. | ||||||||||||
| ||||||||||||
| Свинец … это точка, в которой видна канавка резьбы на острие винта. | ||||||||||||
| Резьбовая часть … это полное сечение винта, на котором есть резьба. | ||||||||||||
| Выход резьбы … это точка, в которой встречаются резьба и гладкий хвостовик. | ||||||||||||
| ||||||||||||
Большой диаметр можно измерить с помощью простой линейки или щели, достаточно точно для определения номинального диаметра. Измерение проводится по гребням. Измерение проводится по гребням. | ||||||||||||
| Малый диаметр и шаг требуют специального измерительного оборудования для обеспечения технической точности. Однако простое измерение на гребнях будет достаточно точным для большинства практических целей при измерении шага и определении обозначения резьбы. | ||||||||||||
| Диаметр дюймовой резьбы с интервалом в дюймовой системе выражается как — калибр или «число» #. | ||||||||||||
| Шаг дюймовой резьбы с шагом в дюйм выражается как — витков на дюйм (TPI). | ||||||||||||
| ||||||||||||
Для метрической резьбы с шагом, которая, за исключением тренерских винтов, является мягким преобразованием из британской системы мер, диаметр и шаг выражаются в мм. Шаг — это расстояние между одной и той же точкой на двух соседних резьбах, поэтому гребни снова будут достаточными в качестве точки измерения. Шаг — это расстояние между одной и той же точкой на двух соседних резьбах, поэтому гребни снова будут достаточными в качестве точки измерения. | ||||||||||||
| ||||||||||||
| Для простоты, большинство резьбовых изделий с разнесенной резьбой по-прежнему упоминаются в их британских обозначениях, и использование шага не обязательно для стандартных саморезов или для шурупов по дереву. | ||||||||||||
| ||||||||||||
Увеличение доступности шага в изделиях самосверлящего типа, особенно в ассортименте строительных креплений, требует использования обозначений шага для обеспечения точного описания, поскольку многие из этих продуктов могут быть доступны в двух версиях с разнесенной резьбой и версии станка. резьба. резьба. | ||||||||||||
| Разработанные для формирования собственной резьбы в предварительно просверленных отверстиях в древесине, они включают в себя катаную резьбу с шагом винта для дерева, размер которой является мягким преобразованием из британской системы мер. Однако обозначение размера или номинального диаметра дано в миллиметрах, например: M6, M8, M10, а размеры шестигранника такие же, как у шестигранных метрических коммерческих болтов. | ||||||||||||
| Как и в случае шурупов, в описании нет необходимости указывать шаг. | ||||||||||||
| Предназначен для образования соответствующей резьбы в соединяемых материалах. Обычно в предварительно просверленных или предварительно пробитых отверстиях в листовом металле (версии с острием иглы или с S-образным концом). | ||||||||||||
Они подвергаются термообработке и закалке, часто используются в зажимах из пружинной стали или скоростных гайках, а также могут использоваться в алюминиевых отливках, фанере, мягких и ударопрочных пластмассах, цинковом литье под давлением.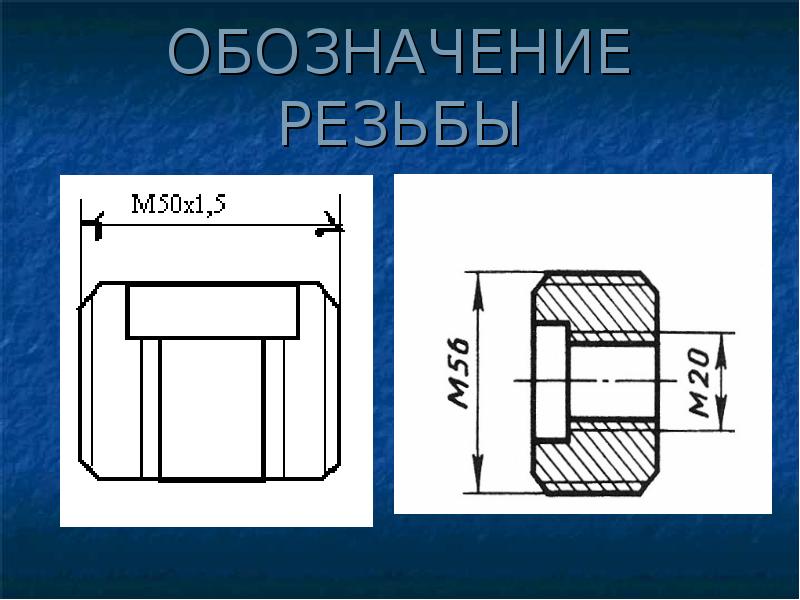 | ||||||||||||
| ||||||||||||
| Предназначен для защиты от взлома в пластмассовых и металлических отливках. Он имеет несколько запусков, очень грубую спиральную резьбу, приводится в движение молотком и обычно имеет круглую головку или головку в форме пуговицы. | ||||||||||||
| ||||||||||||
| ||||||||||||
| Шурупы по дереву с гофрированной или нарезной резьбой — имеют резко очерченную резьбу на конусе хвостовика до острия канавки. | ||||||||||||
Шурупы по дереву с накатанной резьбой — используйте резьбу с разнесением типа «А» и накатанный конус (он будет похож на наконечник буравчика). Оба этих продукта предназначены для качественного столярного дела, мебели и столярных изделий. Оба этих продукта предназначены для качественного столярного дела, мебели и столярных изделий. | ||||||||||||
| Шурупы по дереву с длинной резьбой — имеют такую же резьбу с разнесением «А» и наконечник типа «буравчик», как указано выше; однако резьба проходит на всю длину винта до нижней стороны головки. Они разработаны для использования в композитных материалах, таких как ДСП и крафтовая древесина, что обеспечивает более длительное зацепление резьбы и более высокую прочность на вырыв. | ||||||||||||
| Примечание: для каждого из этих шурупов по дереву требуется предварительно просверленное отверстие, а при высококачественной работе для винта по дереву с грушей также требуется зенковка и зенковка для получения качественных результатов. Есть также некоторые изделия с двойной резьбой, называемые twin start или twin fast , которые обычно имеют игольчатые наконечники и две дополнительные грубые нити, проходящие друг в друге. 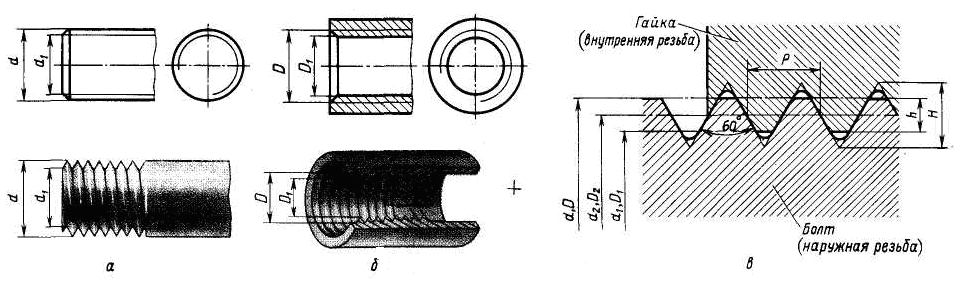 Это дает такое же общее количество зацепляющихся нитей, поэтому сохраняется сила вытягивания, но вдвое сокращается время протяжки. Это дает такое же общее количество зацепляющихся нитей, поэтому сохраняется сила вытягивания, но вдвое сокращается время протяжки. |

Трехпроводной метод измерения диаметра шага
Что касается метода измерения трех проволочной резьбы , то ниже приводится выдержка со страницы 35 из FED-STD-h38 .
«Точное измерение диаметра шага резьбы, который может быть идеальным по форме и шагу, представляет определенные трудности, которые приводят к некоторой неопределенности в отношении его истинного значения.Поэтому желательно принятие стандартной единообразной практики проведения таких измерений, чтобы свести такую неопределенность измерения к минимуму. Так называемый «трехпроводной метод» измерения диаметра шага резьбы, описанный здесь, оказался наиболее удовлетворительным при правильном применении и рекомендуется для универсального использования при прямом измерении резьбовой пробки и резьбы.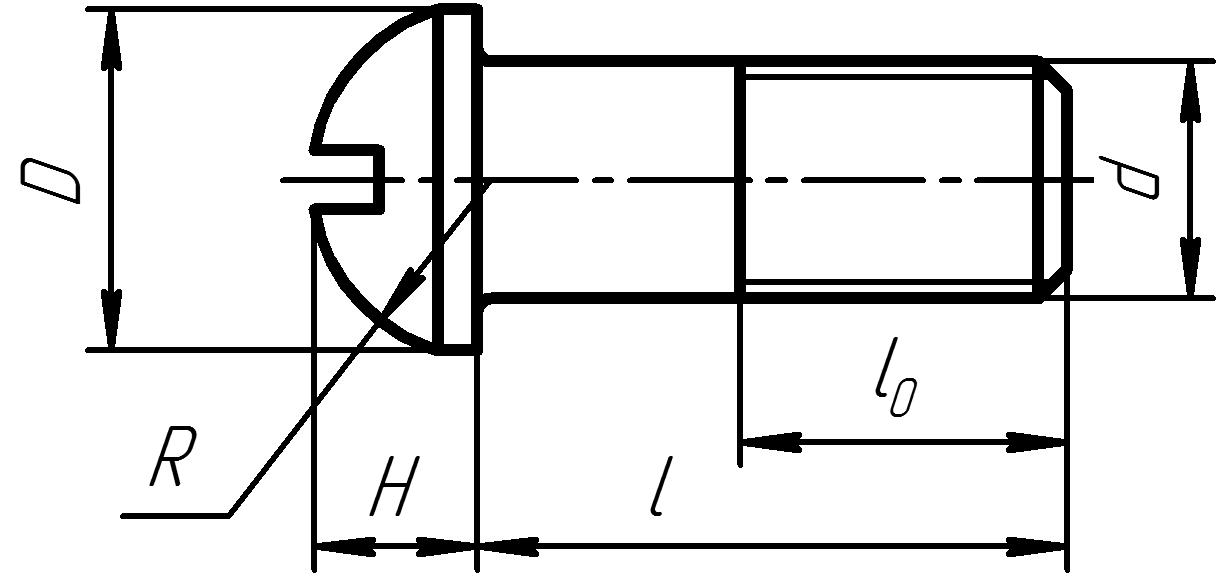 установка пробок ».
установка пробок ».
Элементы с резьбой
Важные определения и формулы:
1. УГОЛ РЕЗЬБЫ — Это угол между сторонами резьбы, измеренный в осевой плоскости. Обозначается буквой А . Половина угла обозначается маленькой буквой a. Угол резьбы известен из названия резьбы. Все резьбы Unified form и National имеют угол 60 °. Резьба Acme и некоторые Worm имеют угол 29 °, а резьба Whitworth — 55 °.
2. ШАГ -Это расстояние от точки на резьбе винта до соответствующей точки на следующей резьбе, измеренное параллельно оси резьбы.Обозначается буквой p. (р = 1 / п).
а. FED-STD-h38 использует греческую букву альфа «?» для ½ включенного угла резьбы (аксиальная плоскость). В Приложении А мы используем английскую букву «а».
3. ГЛУБИНА РЕЗЬБЫ — Это расстояние от вершины резьбы до основания резьбы, измеренное перпендикулярно оси винта или гайки. ** Обозначается буквой х .
4. ГЛАВНЫЙ ДИАМЕТР — это наибольший диаметр винта или гайки.** Обозначается буквой D . Для определения большого диаметра формулы не требуется, поскольку она используется для определения размера винта. Например, винт ¼ ”- 20 — это винт с большим диаметром 1/4 дюйма и резьбой 20 на дюйм.
5. ШАГОВЫЙ ДИАМЕТР -Основной продольный диаметр резьбы — это диаметр, при котором толщина резьбы равна промежутку между резьбами. Если лыски вверху и внизу резьбы одинаковы, диаметр шага будет совпадать с серединой наклонной стороны резьбы.** Делительный диаметр обозначается буквой E .
Формула E = D — Глубина резьбы = D — h
Или E = D — Двойное дополнение
6. МИНИМАЛЬНЫЙ ДИАМЕТР — это наименьший диаметр винта или гайки. На гайке он соответствует размеру сверла для метчика. ** Обозначается буквой К.
Формула K = D — 2 X Глубина резьбы = D -2h
7. УГОЛ НАПРАВЛЕНИЯ — Угол между продольной спиралью и плоскостью, перпендикулярной оси.** Обозначается буквой s или.
УГОЛ НАПРАВЛЕНИЯ — Угол между продольной спиралью и плоскостью, перпендикулярной оси.** Обозначается буквой s или.
Формула загара
ПРИМЕЧАНИЕ: Читателю предлагается обратиться к FED-STD-h38 и ANSI B1.7 за дополнительными определениями, имеющими отношение к элементной и размерной информации, касающейся резьбовых соединений.
8. ПРОВОД НАИЛУЧШЕГО РАЗМЕРА . * Провода, которые соприкасаются с резьбой на шаговом диаметре, известны как провода «наилучшего размера». Такие проволоки используются потому, что на измерения среднего диаметра меньше всего влияют ошибки, которые могут присутствовать в углу резьбы.Диаметр измерительной проволоки обозначается буквой G .
Приблизительные формулы для измерения диаметра шага
Следующие приблизительные формулы для расчета диаметра шага из измерения по проволоке следует использовать только для винтов с углом въезда от 0 ° до 5 °.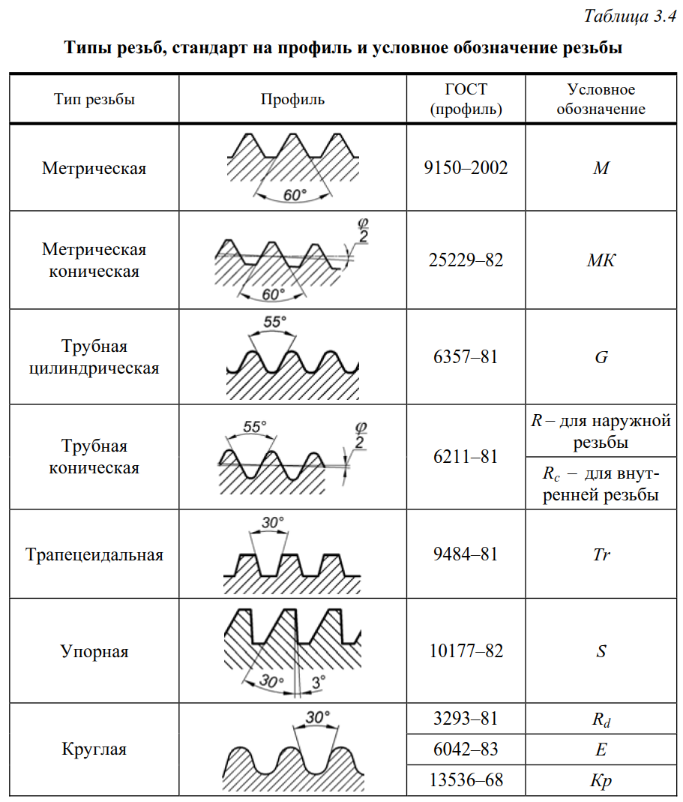 Эти формулы не учитывают влияние угла подъема и дают результаты, которые показывают, что размер винта превышает истинное состояние. Формулы предназначены для проволоки любого диаметра, подходящего для резьбы.
Эти формулы не учитывают влияние угла подъема и дают результаты, которые показывают, что размер винта превышает истинное состояние. Формулы предназначены для проволоки любого диаметра, подходящего для резьбы.
Приближенные формулы для основных измерений по проводам
При нарезании или шлифовке винтовой резьбы желательно знать, какой будет размер по проволоке для винта теоретического базового размера. Следующие приблизительные формулы аналогичны формулам на предыдущей странице, но перенесены и относятся к основному внешнему диаметру винта. Применяются те же требования, что указаны на предыдущей странице.
Общие сведения о дюймовых крепежных изделиях — Fastener Mart
Технические данные крепежа | Общие сведения о серии Введение
Крепежные изделия (болты, шурупы и др.)), которые относятся к «дюймовой» серии, наиболее распространены в США и Канаде. Их размер описывается как диаметр, количество витков на дюйм (если используется с гайкой или в резьбовом отверстии) и длина в дюймах.
Диаметр задается однозначным или двузначным числом для меньших размеров и дробью для больших размеров. Во всех случаях, чем больше число, тем больше размер. Следовательно, винт №8 больше, чем винт №4, точно так же, как 3-дюймовый болт больше, чем 2-дюймовый болт.
Диаметр шурупов для дерева, шурупов для листового металла и других крепежных элементов, которые не используются с гайкой, определяется однозначным или двузначным числом, например: 0, 1, 2, 3, 4, 5, 6, 7, 8, 9, 10, 11, 12, 14, 16, 18, 20, 24 (не все винты доступны для всех размеров).Иногда, хотя и не часто, вы можете увидеть винт для листового металла, указанный в виде дроби, например 5/16 или 3/8, но, как правило, диаметр этих винтов указывается как одно- или двухзначное число.
Крепежные винты часто бывают следующих размеров: 0, 1, 2, 3, 4, 5, 6, 8, 10, 12, 14 — чем больше число, тем больше винт. Крепежные винты, особенно винты с головками и болты, могут варьироваться от 1/4 дюйма до 3 дюймов и более.
Число резьбы на дюйм иногда путают с шагом резьбы — шаг — это расстояние от одной резьбы до следующей резьбы, как указываются метрические винты.В дюймовой серии это количество полных витков резьбы на дюйм (если вам нужно знать шаг дюймового крепежа, используйте приведенную ниже таблицу или разделите 1 на количество витков резьбы на дюйм). В отличие от метрических креплений, большее число указывает на более тонкую резьбу (это потому, что резьба на дюйм является обратной величиной шага). Общие размеры резьбы на дюйм: 4, 4-1 / 2, 5, 5-1 / 2, 6, 7, 8, 9, 10, 11, 12, 13, 14, 16, 18, 20, 24, 28. , 32, 36, 40, 48, 56, 72, 80. Большинство креплений делятся на грубые и мелкие, но есть также очень мелкие и другие обозначения.
| Резьба на дюйм | Шаг (дюймы) | Шаг (мм) |
|---|---|---|
| 80 | 0,0125 | 0,318 |
| 72 | 0,0139 | 0,353 |
| 56 | 0,0179 | 0,454 |
| 48 | 0.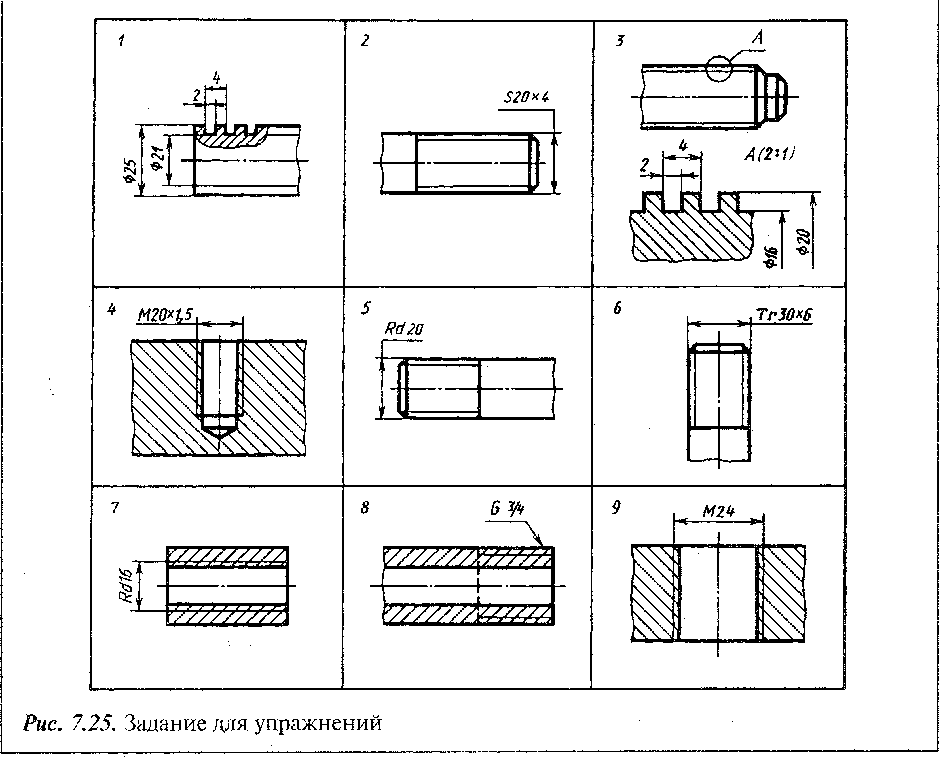 0208 0208 | 0,529 |
| 40 | 0,0250 | 0,635 |
| 36 | 0,0278 | 0,706 |
| 32 | 0,0313 | 0,794 |
| 28 | 0,0357 | 0,907 |
| 24 | 0,0417 | 1.058 |
| 20 | 0.0500 | 1,270 |
| 18 | 0,0556 | 1,411 |
| 16 | 0,0625 | 1,588 |
| 14 | 0,0714 | 1,814 |
| 13 | 0,0769 | 1,954 |
| 12 | 0,0833 | 2,117 |
| 11 | 0.0909 | 2.309 |
| 10 | 0,1000 | 2,540 |
| 9 | 0,1111 | 2,822 |
| 8 | 0,1250 | 3,175 |
| 7 | 0,1429 | 3,629 |
| 6 | 0,1667 | 4,233 |
| 5,5 | 0. 1818 1818 | 4,618 |
| 5 | 0,2000 | 5.080 |
| 4,5 | 0,2222 | 5,644 |
| 4 | 0,2500 | 6.350 |
Грубая и мелкая резьба имеет впечатляющие преимущества. Некоторые из причин использования крепежа с крупной резьбой:…
- Меньше шансов обрезать или нарезать резьбу
- Грубую резьбу не так легко повредить при обращении или транспортировке
- Некоторые материалы нарезаются лучше при использовании крупной резьбы
Тем не менее, тонкая резьба обладает этими и другими прекрасными качествами…
- Тонкая резьба лучше подходит для нарезания резьбы по тонким и твердым материалам
- Возможна более точная регулировка
- Большие области растягивающего напряжения делают крепежные детали с мелкой резьбой более прочными при растяжении
Следовательно, может оказаться невозможным стандартизовать грубую или мелкую резьбу. Иногда вам нужно подумать, какие преимущества предлагает каждый тип, и сопоставить его с его применением.
Иногда вам нужно подумать, какие преимущества предлагает каждый тип, и сопоставить его с его применением.
Обычно резьба правая — вы поворачиваете винт по часовой стрелке, чтобы ввинтить его в гайку. Если не указан, то с правой резьбой. Но для специальных применений также есть левая резьба — сокращенно «LH» — что означает, что вы поворачиваете винт в противоположном направлении (против часовой стрелки), чтобы ввинтить его в гайку. Вы должны использовать винты с левой резьбой с гайками с левой резьбой.
Длина — это просто длина винта или болта в дюймах. Для обвязочных, пуговичных, шпунтовых, фланцевых, шестигранных, плоских, круглых, торцевых и низких гнезд, квадратных и анкерных головок измеряйте длину из-под головки. Длина включает высоту головы горна, плоской и овальной головы. Длина обычно варьируется от 1/16 дюйма (0-80 x 1/16) до 24 дюймов (например, 1-8 x 24). Более 24 дюймов используйте стержень с резьбой.
Давайте посмотрим на некоторые настоящие винты и болты…
| Описание | Пояснение |
|---|---|
| Винт по дереву с овальной головкой, 4 x 1/2, шлиц | Это шуруп по дереву диаметром 4 дюйма и длиной 1/2 дюйма с овальной головкой с прорезью. |
| # 7 x 5/8 Винт для листового металла с цилиндрической головкой и крестообразным шлицем | Винт для листового металла с полукруглой головкой Phillips №7 и длиной 5/8 дюйма. |
| Винт с полукруглой головкой и шлицем 0-80 x 1/8 | Этот крепежный винт №0 (очень маленький диаметр), имеет резьбу 80 на дюйм и длину 1/8 дюйма; его можно использовать с гайкой 0-80.Имеет круглую головку с прорезями. |
| Болт с шестигранной головкой 2-4 1/2 x 8 | Этот болт имеет шестигранную головку, имеет диаметр 2 дюйма, резьбу 4 1/2 до дюйма и длину 8 дюймов. Используйте с этим болтом гайку 2-4 1/2. |
 Примеры подробных описаний застежек.
Примеры подробных описаний застежек. Ниже приведены лишь некоторые из наиболее популярных размеров (диаметр резьбы на дюйм) машинных винтов и других крепежных деталей.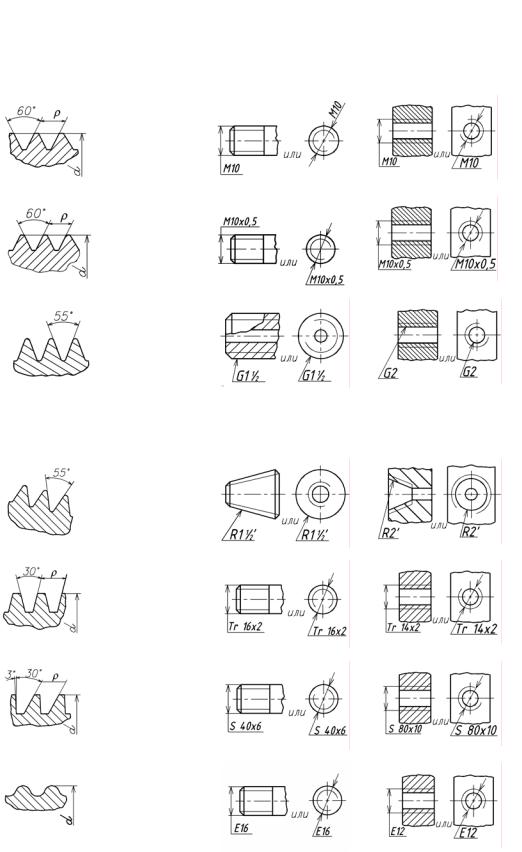 Fastener Mart продает…
Fastener Mart продает…
| Грубый | штраф | Другое | Другое | Другое |
|---|---|---|---|---|
| 0-80 | ||||
| 1-64 | 1-72 | |||
| 2-56 | 2-64 | |||
| 3-48 | 3-56 | |||
| 4-40 | 4-48 | 4-32 | 4-36 | |
| 5-40 | 5-44 | |||
| 6-32 | 6-40 | |||
| 8-32 | 8-36 | |||
| 10-24 | 10-32 | |||
| 12-24 | 12–28 | |||
| 1 / 4-20 | 1 / 4-28 | |||
| 5 / 16-18 | 5 / 16-24 | |||
| 3 / 8-16 | 3 / 8-24 | |||
| 7 / 16-14 | 7 / 16-20 | |||
| 1 / 2-13 | 1 / 2-20 | |||
| 9 / 16-12 | 16–18 сентября | |||
| 5 / 8-11 | 5 / 8-18 | |||
| 3 / 4-10 | 3 / 4-16 | |||
| 7 / 8-9 | 7 / 8-14 | |||
| 1-8 | 1-12 | 1-14 | ||
| 1 1 / 8-7 | 1 1 / 8-12 | 1 1 / 8-8 | ||
| 1 1 / 4-7 | 1 1 / 4-12 | 1 1 / 4-8 | ||
| 1 3 / 8-6 | 1 3 / 8-12 | 1 3 / 8-4 | ||
| 1 1 / 2-6 | 1 1 / 2-12 | |||
| 1 5 / 8-8 | 1 5 / 8-12 | |||
| 1 3 / 4-5 | 1 3 / 4-8 | 1 3 / 4-12 | ||
| 1 7 / 8-5 | 1 7 / 8-8 | 1 7 / 8-12 | ||
| 2-4 1/2 | 2-8 | 2-12 | ||
| 2 1 / 4-4 1/2 | 2 1 / 4-8 | 2 1 / 4-12 | ||
| 2 1 / 2-4 | 2 1 / 2-8 | 2 1 / 2-12 | ||
| 2 3 / 4-4 | 2 3 / 4-8 | 2 3 / 4-12 | ||
| 3-4 | 3-8 | 3-12 |
Запомните эти советы по крепежам на дюймовой основе…
- Диаметр: чем больше число, тем больше винт или болт
- Число ниток на дюйм: чем больше число, тем тоньше резьба.

- Длина: чем больше число, тем длиннее винт или болт
Для сравнения дюймовой и метрической резьбы см. Эти удобные таблицы…
Не забудьте посетить наш раздел «Технические данные по крепежным изделиям» для получения дополнительной информации.
Технические данные крепежа | Общие сведения о серии Введение
Можете ли вы объяснить некоторые основные термины, связанные с винтами и резьбой?
Винтовая резьба: Ребро или однородное сечение в форме спирали на внешней или внутренней поверхности цилиндра или в форме конической спирали на внешней или внутренней поверхности конуса.
Внешняя резьба: Внешняя резьба — это резьба снаружи элемента.
Внутренняя резьба: Внутренняя резьба — это резьба внутри элемента.
Большой диаметр: Наибольший диаметр резьбы винта или гайки. Термин «большой диаметр» заменяет термин «внешний диаметр» применительно к резьбе винта, а также термин «полный диаметр» применительно к резьбе гайки.
Minor Диаметр: наименьший диаметр резьбы винта или гайки. Термин «малый диаметр» заменяет термин «диаметр сердечника» применительно к резьбе винта, а также термин «внутренний диаметр» применительно к резьбе гайки.
Диаметр шага: На прямой винтовой резьбе, диаметр воображаемого цилиндра, поверхность которого будет проходить сквозь резьбу в таких точках, чтобы уравнять ширину, резьбу и ширину промежутков, прорезанных поверхностью цилиндр. Для конической винтовой резьбы диаметр на заданном расстоянии от плоскости отсчета, перпендикулярной оси воображаемого конуса, поверхность которого проходит через резьбу в таких точках, чтобы уравнять ширину, резьбу и ширину. пространств, прорезанных поверхностью конуса.
Шаг: расстояние от точки на резьбе винта до соответствующей точки на следующей резьбе, измеренное параллельно оси.
Шаг в дюймах: 1, деленное на количество витков на дюйм
Угол резьбы: угол между сторонами резьбы, измеренный в осевой плоскости.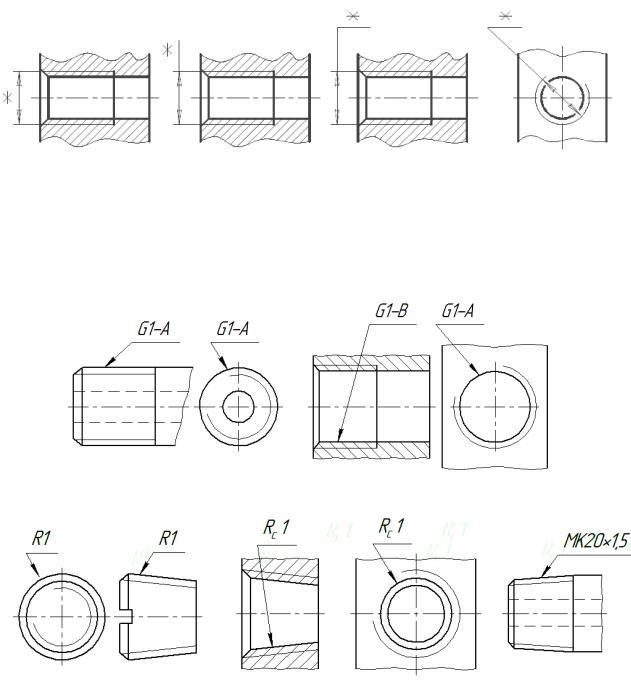
Угол винтовой линии: Угол, образованный спиралью или конической спиралью резьбы с делительным диаметром с плоскостью, перпендикулярной оси.
Гребень: поверхность резьбы, соответствующая большему диаметру винта и меньшему диаметру гайки.
Шаг: расстояние, на которое резьба винта продвигается в осевом направлении за один оборот. В винтах с одной резьбой шаг и шаг идентичны; на винте с двойной резьбой шаг в два раза больше шага; на винте с тройной головкой шаг в три раза больше шага и т. д.
Корень: поверхность резьбы, соответствующая малому диаметру винта и большему диаметру гайки.
Сторона или Пашина: поверхность резьбы, которая соединяет гребень с основанием.
Ось винта: продольная центральная линия, проходящая через винт.
Основание резьбы: нижняя часть резьбы; наибольшее сечение между двумя соседними корнями.
Глубина резьбы: расстояние между вершиной и основанием резьбы, измеренное перпендикулярно оси.
Количество ниток: количество ниток на один дюйм длины.
Длина зацепления: Длина контакта между двумя сопряженными резьбовыми частями, измеренная в осевом направлении.
Глубина зацепления: глубина резьбы двух сопряженных частей, измеренная в радиальном направлении.
Линия шага: Элемент воображаемого цилиндра или конуса, указанный в поле «Диаметр шага».
Толщина резьбы: расстояние между соседними сторонами резьбы, измеренное вдоль или параллельно линии деления резьбы.
Средняя площадь: Термин «средняя площадь винта», когда он используется в спецификациях и для других целей, обозначает площадь поперечного сечения, вычисленную из среднего значения основного шага и вспомогательного диаметра.
.